Embed Size (px)
DESCRIPTION
Maximizing cost-effectiveness in solar module manufacturing; Powering a sustainable future; Third-party supervision of the installation of photovoltaic solar power plants; Advanced wire-sawing technology for solar photovoltaic cells; Advances in press-sensitive adhesive tapes improve bus bar technology for solar manufacturers
Citation preview

Summ
er 2011
Volume 2 Number 2 Summer 2011
MaxiMiziNg coSt-effectiVeNeSS iN Solar Module MaNufacturiNgPoweriNg a SuStaiNable future
third-Party SuPerViSioN of the iNStallatioN of PhotoVoltaic Solar Power PlaNtS
adVaNced wire SawiNg techNology for Solar PhotoVoltaic cellS
Kai Vogt interview inside
www.globalsolarseasia.com
For Solar and PV Manufacturing Professionals
Covering India, Thailand, Malaysia, Singapore, The Philippines and Hong Kong
Southeast Asia

Title
2 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com
centrotherm

Global Solar Technology South East Asia – Summer 2011 – 1www.globalsolarseasia.com
Contents
Global Solar Technology South East Asia is distributed by controlled circulation to qualified personnel. For all others, subscriptions are available at a cost of US $19.99 for the current volume (4 issues).
No part of this publication may be reproduced, stored in a retrieval system, transmitted in any form or by any means —electronic, mechanical, photocopying, recording or otherwise—without the prior written consent of the publisher. No responsibility is accepted for the accuracy of information contained in the text, illustrations or advertisements. The opinions expressed in the articles are not necessarily those of the editors or publisher.
© Trafalgar Publications Ltd.
Designed and Published by Trafalgar Publications, Bournemouth, United Kingdom
contentsVolume 2, No. 2
Summer 2011
2 Lessons to learn from Japanese earthquake! Pradeep Chakraborty
TEChnoloGy FoCuS
8 Maximizing cost-effectiveness in solar module manufacturing Geoffrey King, Saint-Gobain Solar
10 Powering a sustainable future Jef Poortmans, imec
12 Third-party supervision of the installation of photovoltaic solar power plants Ernst Bauer, SGS Germany GmbH
19 Advanced wire sawing technology for solar photovoltaic cells Romain Beau de Lomenie, Applied Materials
32 Advances in pressure-sensitive adhesive tapes improve bus bar technology for solar manufacturers Brent Ekiss, Fabrico
SpECiAl FEATurES
20 PLG Power goes full steam with 40 MW power generation30 Interview—Kai Vogt, centrotherm photovoltaics AG34 Interview—Dr. Jan-Paul van Maaren, BTU International36 Finding the New Germany: solar seeks 2011 subsidies
rEGulAr ColumnS
4 Thin film industry remains optimistic Hans Ebinger
22 Tohoku earthquake amplifies need for low risk energy Jon Custer-Topai
6 Industry News38 Anaylst Buzz41 New Products44 Events Calendar
rEGulAr FEATurES
36
6
12
Visit www.globalsolarseasia.com for the latest news and more.
Covering India, Thailand, Malaysia, Singapore, The Philippines and Hong Kong
Southeast Asia
Q-Cells malaysia production floor. Q-Cells recently appointed Franz Vollmann to the position of managing director of their malaysia operations.

Title
www.globalsolarseasia.com
editorial officesEuropeGlobal Solar TechnologyTrafalgar Publications LtdUnit 18, 2 Lansdowne CrescentBournemouth, Dorset BH1 1SAUnited KingdomTel: +44 7766 951665news@globalsolartechnology.comwww.globalsolartechnology.com
United StatesGlobal Solar TechnologyPO Box 7579Naples, FL 34102, USATel: +1 (239) 245-9264Fax: (239) [email protected]
ChinaGlobal Solar TechnologyElectronics SecondResearch InstituteNo.159, Hepin South RoadTaiyuan City, PO Box 115, Shanxi,Province 030024, ChinaTel: +86 (351) 652 3813Fax: +86 (351) 652 0409
Editor-in-ChiefTrevor GalbraithTel: +44 (0)20 8123 6704 (Europe)Tel: +1 (239) 245-9264 x101 (US)[email protected]
Managing EditorHeather LackeyTel: +1 (239) 245-9264 [email protected]
Technical Editor Pradeep [email protected]
circulation & SubscriptionsKelly Grimm Tel: +1 (239) 245-9264 [email protected]
advertisingSouth India—Amitava [email protected]
North India—Jaideep Sinha+91 [email protected]
Singapore & Hong Kong—Philip Lim+65 [email protected]
Korea—Y.J. Park+82 (0)2 3789 [email protected]
Adela Ploner+49 08131/[email protected]
Americas—Ron Friedman (print & video products)Tel:+1 (239) 245-9264 [email protected]
Americas—Sandy Daneau (digital)Tel: +1 (866) 948-7775 Cell: +1 (603)[email protected]
lessons to learn from Japanese earthquake!The March 2011 earthquake of the magni-tude of 9.0 on the Richter has opened a can of worms! In fact, there are several lessons to learn from the Japanese disaster, the key lesson being the true cost of the different electricity generating technologies.
First, let’s see what the global experts have to say about all of this!
Taiwan’s EnergyTrend reported that the earthquake in Japan has had relatively slight impact on the global solar industry compared to the other industries. Supply chain sectors influenced are mainly mono-silicon and polysilicon suppliers. However, it sent a warning: the nuclear crisis in Fukushima does appear unsettling. What if the radiation leakage widens to Kanzai of Japan, where many solar cell manufacturers are located? Then the global supply of solar cells may be affected.
Further, EnergyTrend also believes that the global solar energy demand in the second quarter of 2011 could be lower than expected.
According to US-based Solarbuzz, the mishap in Japan may even assist in swing-ing the tide away from nuclear toward solar and other renewables!
That’s some good news, isn’t it, for the solar and renewables industry?
As per Solarbuzz, with the exception of M. Setek’s facilities, Japan’s solar manufac-turing industry appears to be mainly intact. The three largest polysilicon producers in Japan are said to be Tokuyama, Mitsubishi and M. Setek:
• Tokuyama’s facilities are in Yamaguchi prefecture in the west-ern part of the country.
• Mitsubishi’s plant is in Yokaichi in Mie Prefecture in middle of Japan.
• M. Setek’s factory is in Soma Fukushima, an area hard hit by the disaster.
Now, M. Setek has been hit really hard. However, Solarbuzz does not expect Japan’s earthquake to majorly impact the PV supply chain, as Japan accounts for less than 10 percent of the global polysilicon,
wafer and cell production capacity.It has also forecast that the manufac-
turing capacity will be more than sufficient supply in all upstream segments, thereby absorbing supply constraints, if any.
Then, there’s China! It has been reported in Want China Times that the leaders of China’s nuclear power sector voiced their opposition openly to Premier Wen Jiabao’s new policy to hold back the country’s nuclear power development. This was announced following Japan’s nuclear crisis post the March 11 earthquake.
Next, the World Council for Renewable Energy (WCRE) insisted on a global ban on new nuclear power, phase-out of current plants—and a decisive, immediate move to a 100 percent renewable world!
According to WCRE, “The path to a global nuclear and fossil-fuel free world is practical, affordable and safe, builds pros-perity—and, above all, strengthens resil-ience in the face of natural disasters.”
Elsewhere, in a webinar held at the end of March 2011, organized by SEMI of the USA and Linx-AEI, they said that they believe that the supply chain must adapt to externalities. They added, “The absolute requirement that supply chain participants need to have a cost reduction strategy as the top line objective of their strategic plan still applies.”
According to SEMI and Linx-AEI, the R&D spend in cell and module makers also remains very low. While a lot of work is taking place in production, a lot of the process development load is being made up by supply chain, academia and the research consortia.
One wonders whether the policy makers of the world are even paying any heed to all of this! As they say: out of sight, out of mind! One hopes that the fallouts of the Japanese earthquake are not forgotten that easily, and that something good does come out of this mishap.
—Pradeep Chakraborty
Pradeep ChakrabortyTechnical Editor
Editorial

www.tuev-sued.com/pv
Your module creates energy.Our mark endorses its durability.In a competitive environment, how do you make your module stand out from the rest? By providing evidence of safe operation with limited performance degradation throughout the warranty period. For over 140 years, we at TÜV SÜD have developed an international reputation for our comprehensive testing, inspection and certification services. We go beyond the IEC standards, providing extended testing programs along with supplier audits that support module reliability. So by partnering with TÜV SÜD you will increase investor confidence in your module’s ability to create long lasting energy.
TÜV SÜD PSB Pte. Ltd.1 Science Park Drive • Singapore 118221 • Tel: +65 6778 7777• Fax: +65 6779 7088 • Email: [email protected]
To find out how we can make a lasting impact on your module reliability, call us at +65-6778 7777 or email us at [email protected]

4 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com
Thin film industry remains optimistic
The last few years have seen dramatic changes and divergent fortunes in the thin film segment. First
Solar has successfully scaled up to GW scale and was the largest volume module manufacturer in 2009. First Solar has
also established a strong cost leadership position, and its success has demonstrated the promise of thin film technologies—lower material cost, simpler and more scalable manufacturing process. Other successful thin film companies are listed
in Table 1, together with the employed technology. Most of these companies use thin film silicon technology.
At the same time, there have been a number of thin film start-up companies that have not been successful, e.g. failing to achieve target efficiency values or target production volumes. This has contributed to thin film technologies being perceived as a higher risk investment, at a time when the cost-competitiveness of emerging thin film technologies is being challenged by plummeting production costs for crystalline PV manufacturers. Commercial success with thin film module production has therefore been called into question: Will thin film technologies continue as a niche segment or will they become truly mainstream in the overall PV market?
The potential of thin film technologies as of yet is mainly unexploited. Laboratory results on thin film cells demonstrate significant efficiency gains that will make their way into the market in the coming years. Similar improvement potential lies in the way thin film modules are produced today. The first generation of equipment
Hans Ebinger
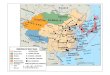
While crystalline technology is expected to retain a dominant share of the world PV market in 2011, the share for thin film technologies is significant and growing. The combined share of the three leading thin film technologies is around 20 % (figure 1). Where do the thin film technologies stand and what can we expect for the future? Within this column, Hans Ebinger, head of sales for EMEA and former head of fab development at Oerlikon Solar, will guide us through the main aspects of thin film technology.
Figure 1. Module market share by technology
thin film industry remains
optimistic
Module Market Share by Technology Thin Films to share 20 % of global module production
10%
73%
6%2%
9%
CIS/CIGS a-Si/µc-Si
CdTe
Source: GTM Research 2010
Mono c-Si Poly c-Si

Global Solar Technology South East Asia – Summer 2011 – 5www.globalsolarseasia.com
Thin film industry remains optimistic
can be significantly improved in terms of throughput, uptime and yield. A second generation of thin film technologies, fit to compete in the new PV reality, begins to take shape.
Figure 2 illustrates the development of best-in-class cSi (Yingli, Trina), CdTe (First Solar) and thin film silicon module manufacturing costs (Oerlikon Solar). The new reality is that best-in-class players today produce crystalline silicon modules at ~€ 0.80-0.90 per Watt and thin film CdTe modules at below € 0.60 per Watt. It is here also worthwhile to mention that best-in-class players do not represent the full picture of the PV industry today. The average costs are almost 20-30 % higher than the best-in-class costs. The major differentiating factors are economies of scale, regional influence, variable depreciation schedules and financing environment. All players to compete in PV industry need to address these facts. Looking to the future, we expect innovation to be a key cost reduction driver for the long-term sustenance of PV as an economically viable energy solution. As an example for the upcoming “second” generation of thin film technologies, the cost progress with thin film silicon by Oerlikon Solar is shown in Figure 3. Note that Oerlikon Solar’s thin film technology is currently in commercial production at twelve customer sites around the world. The module efficiency has been improved to reach the important 10 % benchmark, equipment performance was significantly enhanced, and consumable costs have been reduced. As a result of these innovations, the production cost for a 120 MW factory in 2012 is projected to be just € 0.50/Wp, which will be directly competitive with best-in-class crystalline and other thin film technologies. Further cost reductions are under development.
Next to the cost position, additional factors support an increase of thin film production volumes in the future. The PV market is going to spread from central Europe to more sun intensive and higher temperature locations in North America, China, India, North Africa and the Middle East. In these regions, thin film’s competitive position is strengthened by some key inherent energy production advantages of thin film technology (lower temperature-related losses, higher production in low-light conditions). Another significant trend is the increasing scale of PV installations, including large utility-scale projects. Thin film technologies, with their inherent low cost, are expected to be very competitive in these highly competitive applications.
There are also other factors that will position thin film technologies in a favourable position. Thin film modules can be produced competitively in regional fabs, creating more manufacturing jobs close to policy-supported end markets. Thin film technologies also have a strong advantage over crystalline technologies in terms of their “energy payback”—in other words, it takes far less energy to produce a thin film PV module than to produce a crystalline PV module, ensuring that thin film PV manufacturing will provide a more sustainable environmental position in the long term. Finally, most thin film technologies (TF silicon, CdTe) have inherent advantages over crystalline PV in the production of energy at high temperatures and in low light conditions.
Accordingly, the thin film industry remains optimistic, despite some recent and near term challenges. We will see why in the upcoming issues.
Hans Ebinger is head of sales for EMEA, Oerlikon Solar, and former head of Fab development at Oerlikon Solar. Swiss-based Oerlikon Solar is one of the technology leaders in the thin film industry, driven by its corporate mission to make solar power economically viable.
company technology 2009 Production
First Solar CdTe 1111
united Solar TF Si 120
Sharp TF Si 94
Trony Solar TF Si 50
Solar Frontier CiGS 43
Kaneka TF Si 40
Auria Solar TF Si 35
Würth Solar CiGS 30
Solyndra CiGS 30
mitsubishi TF Si 30
Bosch Solar TF Si 30
nexpower TF Si 29
Sunwell TF Si 26
Table 1. Top thin film manufacturers according to GTM report.
Figure 2. Module manufacturing cost development (€/Wp)

6 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com
high reliability of conductive adhesives for thin-film interconnects
industry newsindustry news
Franz Vollmann appointed Q-Cells Malaysia’s managing director Franz Vollmann took over the posi-tion of managing director of Q-Cells Malaysia effective 1 April 2011. He suc-ceeds Bernhard Rack, who has success-fully established and managed Q-Cells Malaysia since June 2008. In his new role, Franz Vollmann will secure a continuously high-quality operation of the production plant and build on its existing strengths to ensure future sustainability and growth. Vollmann’s positions prior to joining Q-Cells include being the chief operating officer at SMARTRAC Technology Ltd. in Thailand, and vice president and manag-ing director at Molex Hong Kong Ltd. in Dongguan, China. www.q-cells.com
centrotherm photovoltaics opens new subsidiary in Bangalore centrotherm photovoltaics AG is strength-ening its presence in Asia with its own sub-sidiary in the Indian economic metropolis of Bangalore. This step allows the world’s leading technology and equipment sup-plier to the photovoltaics sector to expand its sales and service activities in the growth market of India. India is regarded as an important growth market in the renewable energies area: the country aims to create solar electricity capacities of around 20 gigawatts by 2022 as part of its “National Solar Mission”. Fielding its highly efficient production systems and services, centro-therm photovoltaics generates cost ben-efits for Indian solar cell manufacturers that allow them to service the domestic sales market and gain global market shares.
The “National Solar Mission” government initiative mandates that as of next year the crystalline solar cells destined for the domestic market must also be manufac-tured in India. www.centrotherm.de
Government backing to help Asia Pacific solar PV systems market generate $33.22 billion in 2017 Declining prices, high customer awareness, attractive government policies, elimination of fuel costs and active private sector par-ticipation have seen solar photovoltaic (PV) systems emerge as the technology of choice in the Asia Pacific. This market has risen to prominence, with countries attempting to mitigate harmful carbon dioxide emissions and combat climate change while ensuring energy security.
New analysis from Frost & Sullivan, “Asia Pacific Solar PV Systems Market Outlook,” finds that the market had a total installed capacity of 4,624 MWp in 2010 and estimates this to reach 25,840 MWp in 2017. This market has large untapped potential because of the high solar radia-tion available throughout the year in the region.
Gradual, large-scale adoption of solar PV systems will lower the region’s dependence on highly volatile oil and gas resources. However, customers find these systems prohibitively priced, despite the declining prices globally. www.frost.com
Heraeus to build facility in Singapore to increase metallization paste capacity for crystalline solar cellsThe Heraeus Photovoltaic Business Unit has begun construction in Singapore of a new facility for the production of silver metallization paste used in crystalline solar cell applications. The site, which will include manufacturing, R&D, sales and technical service, will begin operations in the second half of 2011.
“Management of this facility will be the responsibility of Pete Horan, cur-rently operations manager of the West Conshohocken factory,” said Andy London, vice president of Heraeus Materials Technology. “Pete will move to Singapore midyear as construction is completed. We already began hiring individuals who have commenced training in the United States.” Heraeus produces paste for the PV indus-try in the US, Germany and China, making
the Singapore facility its fourth manufac-turing site. www.pvsilverpaste.com
JJ-Lapp Cable wins deal in landmark project in Thailand JJ-Lapp Cable, a regional business unit of Jebsen & Jessen (SEA), announced a part-nership with Natural Energy Development Co Ltd (NED) in Thailand to provide cables for one of the world’s largest thin-film solar power plants, located in Thailand’s central province of Lopburi. JJ-Lapp Cable will supply a total of 1,200km of ÖLFLEX® Solar XLR Cable, which will be used to transmit the DC current from the PV panel to the airway box which is extended to the inverter. Cable specifications were approved by NED and a consortium in December 2010. The plant will have a power generation capacity of 73 megawatts (MW) in the first phase of construction and an additional 11 MW in phase two, bringing total generation capacity up to 84 MW. Construction for the solar power plant began in August last year and will be carried out in two phases, with operations commencing by end 2011.
3rd INDO Renewable Energy 2011 International Expo - Indonesia The 3rd INDO Renewable Energy 2011 International Expo—Indonesia, presented by CEMS-Global, will be held 12-14 May 2011 at the Jakarta International Expo in Jakarta, Indonesia. It will run concur-rently with the 5th INDO-POWER 2011 International Expo. 3rd INDO—RE Power 2011 will offer renewable energy solutions and showcase the latest green energy prod-ucts, technologies, services, and informa-tion related to energy and the environment, including everything associated in the new and renewable energy fields. www.indo-repower.com
Spire to provide solar PV module line to Bangladesh Spire Corporation, provider of capi-tal equipment and turn-key manufac-turing lines to produce photovoltaic modules, has supplied a solar module manufacturing line along with systems technology to Rahimafrooz Renewable Energy, Ltd., Bangladesh. “Sixty-five per-cent of Bangladesh is not connected to the national grid, making electricity scarce and expensive so the solar market is growing,” said Roger G. Little, chairman and CEO

Global Solar Technology South East Asia – Summer 2011 – 7www.globalsolarseasia.com
industry news
of Spire Corporation. “Spire is providing Rahimafrooz with an advanced module manufacturing line capable of assembling 20 MW per year of solar modules. Spire is also providing Rahimafrooz with PV system design and manufacturing technol-ogy which will give them the opportunity to provide modules and systems for rural electricity.” www.spirecorp.com
Cyrium opens Hong Kong office, names Nelson Fan general manager Asia Cyrium Technologies, Inc., a developer and supplier of concentrating photovoltaic (CPV) cells, opened an office in the Hong Kong SAR, China, and named Nelson Fan general manager of its Asian operations. Nelson Fan is an 18-year veteran of the semiconductor industry, who most recently was the research and development direc-tor at Traxon Technologies, Ltd., of Hong Kong. Previously he had been a company founder and vice president of engineering at CT Electronics LTD in Hong Kong and before that held positions as general man-ager Hong Kong manufacturing and vice president of packaging development at the Hong Kong factory of ASAT Holdings LTD, a subcontract semiconductor assem-bly and test company. Fan is also the holder of a series of U.S. patents for QFN package as well as numerous other semiconductor packaging related patents. www.cyrium-technologies.com
SkyFuel’s parabolic trough a fit for India’s Solar MissionSkyFuel has signed a memorandum of understanding (MOU) with Megha Engineering and Infrastructures Limited (MEIL) regarding the use of its parabolic trough collector in concentrating solar power (CSP) projects. MEIL’s bid to build, own and operate a 50MW solar thermal power plant, through its wholly owned subsidiary MEIL Green Power Limited, in Andhra Pradesh, India was selected under Phase One of the Jawaharlal Nehru National Solar Mission (JNNSM). The JNNSM has put India in the lead of emerg-ing CSP markets, calling for 20 million square meters of solar concentrators by 2022. www.skyfuel.com
Douglas-Westwood opens in Singapore International energy business advisors Douglas-Westwood opened a new office in Singapore. Located at 1 Fullerton in Singapore’s central business district, the
new facility will manage the Douglas-Westwood group’s Advisory and Research business across the Asia Pacific region. Group CEO Andrew Reid said “Establishing in Singapore is core to our continued inter-nationalisation strategy and provides our organisation with a global presence, build-ing on the investment in expanding our European and North American offices in previous years. Our clients already span the region from China to Australia and we anticipate a growing appetite for our lead-ing Advisory and Research offerings in Asia.” www.douglaswestwood.com
Tata BP Solar wins EFY Readers’ Choice Award 2010 Tata BP Solar, a pioneer in the Indian solar industry, received the “EFY Readers Choice Award 2010” at a ceremony held during the EFT Expo at New Delhi on 18 Feb 2011. The company’s CEO, Mr K Subramanya, received the “Electronics Man of the Year 2010.” Champions of the electronics indus-try across 26 product categories and four special categories were recognised and felicitated for their contribution to the growth and development of Indian elec-tronics industry by the Electronics for You (EFY) magazine group. Tata BP Solar received the award for its outstanding per-formance in the manufacturing of solar cells out of all leading Indian companies. Mr Subramanya was felicitated for his lifelong and ongoing contribution to the growth of the Indian electronics industry.
Korean company to build solar projects in the PhilippinesYouil Renewable Energy Corp., the local unit of Youil Ensys of Korea, plans to invest around $160 million on solar proj-ects in the Philippines with a combined capacity of 40 megawatts. The projects include a 30-MW facility near Bacolod City in Negros Occidental and a 10-MW solar station in Bohol province. This will be the company’s first investment in the Philippines. www.youil.com
China Sunergy signs 4400 MW long term wafer supply agreement with GCL-PolyChina Sunergy Co., Ltd., a specialized solar cell and module manufacturer based in Nanjing, China, has entered into a long-term wafer supply agreement with GCL-Poly Energy Holdings Limited under the terms of which GCL-Poly will supply China Sunergy with an aggregate of approximately 4,400 MW of wafers over
six years. Delivery of wafers will com-mence in February 2011 for completion in December 2016. The agreement also con-tains a clause for a price adjustment mech-anism based on wafer market price.
“We are very pleased to build up the long term strategic partnership with GCL-Poly,” said Mr. Stephen Zhifang Cai, CEO of China Sunergy. “This agreement will strengthen our supply chain and solid-ify our competitive cost position in the dynamic solar industry. We expect that the partnership will positively contribute to CSUN’s rapid growth in the global solar industry.”
Mr. Shu Hua, the executive director and president of GCL-Poly, said, “We are delighted to partner with China Sunergy, one of China’s leading solar companies, and look forward to supporting China Sunergy’s growth with our high quality services. We believe the partnership will be a win-win situation for both companies in the global solar industry.” www.chinasun-ergy.com, www.gcl-poly.com.hk
Polymeur Sun to distribute Ascent Solar’s CIGS PV modules in Malaysia and SingaporeAscent Solar Technologies, manufacturer of thin-film solar modules, has chosen Polymeur Sun as its authorized reseller to supply its flexible and lightweight ultra-power thin-film CIGS solar modules for portable power solutions and building integrated photovoltaic (BIPV) applica-tions in Malaysia and Singapore markets.
Singapore-based Polymeur Sun devel-ops and installs off-grid and grid-linked photovoltaic systems. The company also specializes in integrating flexible solar modules.
The deal with Polymeur Sun enables Ascent Solar Technologies to enter into Southeast Asia’s emerging solar industry such as direct appliance to building mate-rials for both off-grid and grid-linked solu-tions. www.ascentsolar.com
SunConnex to invest in solar projects in the PhilippinesSunConnex B.V., a solar power developer based in the Netherlands, announced plans to invest more than $100 million for solar power projects in the Philippines. Jos Schlangen, SunConnex business develop-ment manager, said that the company is planning to build large solar projects of 5 MW to 10 MW around the country, with an aim towards a 50-MW capacity project down the road. www.sunconnex.com

8 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com
maximizing cost-effectiveness in solar module manufacturing
As grid parity evolves, it faces some hurdles, including increasing the lifetime and efficiency of PV com-
ponents, such as cells, modules and invert-ers, and reducing total system cost—in particular, production, material and main-tenance costs. Indeed, in order to achieve worldwide grid parity without any govern-ment subsidies or incentives, reductions in the overall PV system costs must be accom-plished.
Thanks to recent developments in the PV industry, solar panel manufacturing has reached a turning point, making grid parity tangible, a goal that everybody in the solar manufacturing industry is currently inching towards. The National Renewable Energy Laboratory estimates that, given the quick pace of current developments in the PV industry, grid parity should be achieved before 2017.
The question is: What can we do to shave off costs? Reducing the overall system cost is a step on the way to grid parity. With this in mind, I’ve outlined three impor-tant areas for manufacturers to consider for increasing cost-effectiveness in solar module production.
Module componentsThe cost of a module represents approxi-mately 50-60 percent1 of the total installed cost of a solar system, making the solar module and its components key elements in the total price of an installed solar system. To a large extent, the price of solar energy is driven up by high material costs that may seem unavoidable at first. However, there are ways to reduce the overall costs and get closer to reaching grid parity. Although the overall module cost includes many differ-ent variables, even small elements, such as the choice of corner joints, can affect the overall cost of a module.
A key new development allows yes-terday’s less effective materials to now be replaced by smarter materials that achieve
results faster. One such ‘smart’ material is the new foamable frame sealant, which allows faster curing time and reduces mate-rial consumption by cutting down mate-rial waste—thereby decreasing costs and increasing throughput compared to con-ventional sealants.
Careful sourcing and selection is needed in order to be able to cut down costs. For instance, choosing a supplier who is continually looking for innovative ways to shave costs off without compromising performance and durability is paramount to success.
Additionally, reducing the amount of components needed to create a high-quality module can offer another approach to limiting costs. Consider the following example in support of reducing compo-nents: using a single-piece frame process-ing effectively banishing three of the four needed corner keys in a module frame. The single-piece frame is wrapped around the module by robots, thereby eliminating all but one corner key locking the frame and further reducing the material cost of each module.
Production processNext to module components, the produc-tion process is another key factor to con-sider when shaving off costs.
Labor costs account for a considerable part of overall module costs, which is one of the reasons why the current trend for reducing labour costs has developed: auto-mation. Automation allows manufacturers to increase production efficiency, reducing overall costs. No matter how fast a worker is, automation can top these manufactur-ing speeds and also improve accuracy. Increasing the speed is inevitably linked to enlarging production capacity. In the exam-ple of the single-piece framing system, robotic automation is utilized to allow for extremely fast module framing as the fram-ing takes less than 30 seconds per module.
Keywords: Grid parity, module Components, production process, installation & maintenance
In order to achieve worldwide grid parity without any government subsidies or incentives, reductions in the overall PV system costs must be accomplished. What can we do to shave off costs? Reducing the overall system cost is a step on the way to grid parity. With this in mind, I’ve outlined three impor-tant areas for manufacturers to consider for increasing cost-effec-tiveness in solar module produc-tion.
Geoffrey King, Saint-Gobain Solar
Maximizing cost-effectiveness in solar module manufacturing

Global Solar Technology South East Asia – Summer 2011 – 9www.globalsolarseasia.com
maximizing cost-effectiveness in solar module manufacturing
Increasing the production efficiency enhances production output, which impacts overall costs. Looking again at the example of the foamable frame sealant, the difference between smart and traditional materials becomes apparent: Traditional adhesive materials, such as silicone, have long curing times and must be left to set. In contrast, smart materials achieve results faster. Saint-Gobain Solar’s SolarBond™ frame sealant, a curable thermosetting adhesive that is applied warm and pro-vides instant adhesion, is one example of a smart material that allows for faster curing time and reduces material consumption, decreasing costs and increasing through-put.
Maximizing the service life of consum-ables also impacts overall module system costs. Here, cost reduction can be achieved by minimising production downtime and lowering the frequency of purchasing new consumables. One example of how this can be realised is by means of silicone membranes, which can offer savings for manufacturers in the laminating process. Membranes that are more resistant to EVA outgassing at high heat exposure allow sav-ings for manufacturers that are projected in overall costs. As fewer membranes are required over a certain period of time, the impact on purchasing logistics and low-ering inventory requirements is reduced. Furthermore, less downtime is required to change membranes. Typically, it takes between four and eight hours to change a membrane, presenting a bottleneck in the lamination process. By increasing the number of cycles per membrane, laminator downtime can be significantly reduced and costs can be decreased overall.
installation & maintenanceWhen looking at PV system costs, installa-tion and maintenance costs should not be disregarded, since they can be significant for the overall price of solar systems.
Because the skills and experience of installers can have a direct effect on reduc-ing the module installation costs, the labor for installation is a crucial element. It is therefore necessary to have knowledgeable, experienced and skilled workers install the systems to reduce labour costs and also help to ensure the quality and safety of installations.
Some product design and manufactur-ing aspects can also contribute to reduc-ing the costs of installing solar modules. Minimising the total number of parts in a system design, for instance, allows
easy assembly and accessibility, reducing required installation time and mainte-nance.
The factor of maintenance also plays a part in the overall cost calculation as having a single maintenance visit per year can offset the value of energy produced by small rooftop PV systems. This stresses the need for high-quality products—inher-ently, higher quality requires less repairs and upkeep investment. Another possible solution is the improvement of the overall system performance by maximising the reliability of products.
conclusionSolar power emerged as a viable solution to the world’s energy demand issues, offer-ing the option of generating power from a readily available power source. Advanced PV module design has brought the critical milestone of grid parity within reach.
The cost of solar energy has been reduced significantly over the last five years, but further cost improvements are required to reach grid parity, particularly cost reductions for the total PV system.
In the future, even more material inno-vations and solutions will be developed that will enable companies to close the gap to grid parity and finally bring solar energy to the same level as fossil fuel energy.
references1. Solarbuzz.com, November 2010

10 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com
powering a sustainable future
the smart gridA smart grid delivers electricity from sup-pliers to consumers using two-way digi-tal technology. It incorporates the use of superconductive transmission lines and efficient switching systems that reduce power losses. It integrates sources of renewable energy such as solar and wind, and it has the capacity to store and retrieve energy. And most important, the smart grid monitors and controls appliances at con-sumers’ homes to save energy, reduce cost and increase reliability and transparency.
The technology challenges to build a smart grid are huge. More renewable energy, at a reduced cost, must be gener-ated. New energy storage systems must be developed. Huge amounts of data on the cost and consumption of energy will have to be collected, analyzed and distributed over the energy network. The network has to cope with various sources of energy, each with their own peaks and troughs. And appliances have to be managed to switch off and on, depending on their knowledge of price, energy availability and consump-tion rates.
Solar energyAccording to all energy scenarios for the coming decades, made up by lead-ing instances (e.g. white paper European Commission), energy agencies (e.g. International Energy Agency) and R&D institutions indicate that the part of renew-able energy sources within the future energy generation schemes is expected to grow. Photovoltaic (PV) energy genera-tion will become a relevant part of the total electrical energy generation after 2030 and, eventually, photovoltaic generation could be supplying > 50% of the global electri-cal energy demand in 2100. In 2009, the European photovoltaic industry expressed the ambition to have about 400 GW PV-capacity installed in Europe by 2020. This ambition was expressed in the frame of the ‘Solar Europe industry initiative’, which has been launched in June 2010.
The number of solar cells being pro-duced yearly (in terms of Watts produced by these solar cells under a standardized
spectrum) has been growing consistently the last 10 years, with growth rates between 15 and 100%. In 2010, this growth has con-tinued with a total production level near 16 GWp, representing a total turn-over of the sector over 50 Billion Euro. The present cost of a photovoltaic system is around 2-3.5€/Watt, which in North-Western Europe is equivalent to an electricity cost of 0.25-0.35€/KWh, whereas in Southern Europe and regions with an equivalent amount of sunshine, this cost can be divided roughly by a factor of two. Reducing the cost of PV modules and systems by a factor of two to three is to be done by economies of scale (larger plants) but will also require techno-logical breakthroughs to reduce the cost of materials to manufacture cells and mod-ules, reduction of energy input to realize these components and an increase of the energy conversion efficiency.
There are several technology tracks that can be explored in this context: thin crystalline Si solar cells, printed solar cells, high-efficiency photovoltaic stacks for ter-restrial concentrators (for solar intensities between 100 and 1000 suns) and thermo-photovoltaics for electricity co-generation purposes.
In parallel with the appearance of dis-tributed electricity generation, a similar evolution is predicted for electronic sys-tems, an evolution often described by the term ‘ambient intelligence.’ Most of these electronic systems contain a sensing part associated with data processing capability as well as RF features for data communi-cation. Within this vision, ensuring the energy autonomy of freestanding and (or) portable circuits is a crucial task. It turns out that even at low illumination levels of typically 0.1-1% of standard sunlight, pho-tovoltaic cells are the most obvious means to ensure this required energy autonomy with lowest area or volume requirements. For this purpose, high-efficiency backside-contacted Si solar cells and flexible organic solar cells represent attractive solutions.
Smart solar modulesNext to solar cell technology and the gen-eration of electricity, it is also important
Keywords: Smart Grid, Smart Solar modules, Energy Storage, Smart meters
In the future smart grid, energy will be generated, stored, trans-ported and consumed in a much more intelligent and sustainable way. The grid concept requires many building blocks ranging from efficient renewable energy sources (solar, wind, water, etc.) to an ICT-infrastructure to make the whole smart. In this article, we list some important cornerstones of the future smart grid.
Jef Poortmans, imec
Powering a sustainable future

Global Solar Technology South East Asia – Summer 2011 – 11www.globalsolarseasia.com
powering a sustainable future
to optimize the PV modules. The current industrial approach for Si PV consists in processing Si wafers individually and then stringing them together in long serial con-nections in modules. The produced power is converted via a central DC/AC inverter to AC power that is used on-site or pumped into the grid. This approach will however not be viable in long term:• Roadmaps for Si-PV predict a steady
decrease in thickness, eventually down to very thin (40 µm) wafers, in order to reach the ultimate cost potential of the Si solar cell. This will be accompa-nied by a transition from two-sided contacted cells to back-contacted cells. A paradigm shift in the manufactur-ing process of Si-based solar cells and modules is foreseen: Si will become ‘just another layer’ in the module, which will support the thin Si mechan-ically during processing.
• At the same time, there is a trend to increase the energy yield of Si mod-ules (the yearly production in Wh/year for each Wp installed). One example is the deployment of distributed DC/DC converters at the module level, that aim to optimize energy yield in real-life situations where cells and modules do not all produce exactly the same amount of power (for example in par-tially shadowed modules). As the pen-etration of PV systems progresses, the need for such energy yield optimiza-tion will increase, especially for build-ing-integrated panels
• PV converter power efficiency has increased through the years and in the lab 99% has already been demon-strated. Today, there is also a trend to increase the switching frequency in order to reduce the size of the con-verter design paving the pathway to micro-inverters for PV modules. High band gap semiconductors are promis-ing since they relax the compromise between operating frequency, break-down voltage and on-resistance.
• Today PV plants merely monitor the plant electrical output. In the future, in-situ monitors (for example, dis-tributed temperature sensors) will be used also at the module level: access to such data will provide more insight in real-life operation conditions and this will benefit the lifetime and reduce the maintenance cost of the PV plant.
Smart PV modules should therefore be based upon:• A novel approach for reaching the
above goals. A distinctive feature as
compared with regular c-Si or thin-film modules is that the approach is com-patible with thin back-contacted solar cells, and that miniaturized circuitry and sensorics could be integrated in the module and seamlessly intercon-nected with the PV cells. The opportu-nity offered by thinner cells and inter-connects to reduce the material bill of the module should be explored. The technology has the potential to result in modules with a lower production cost, higher peak power, better energy yield and longer lifetime and is inher-ently Pb-free.
• Exploration of the use of Si smart power components as a pathway to energy yield enhancement. In particu-lar active bypass circuits down to the cell level should be demonstrated, and re-configuration switches that allow re-routing cells into various serial/par-allel connection patterns.
• Converters that are very compact (by very high frequency operation) and allow higher temp of operation, by
exploiting high band gap materials. In particular GaN can be considered, because of its high mobility (1000-2000 cm2/V.s), high power density and high breakdown voltage (3 MV/cm) and because this can be grown onto large diameter Si substrates.
Switching energyThe smart grid of the future will be char-acterized by an important contribution of intermittent renewable energy sources (solar, wind, tidal, etc.) to the total energy mix. The variability of these sources will require extensive switching of electrical energy packets to ensure stability and ser-vice quality of the grid. Voltage conversion, DC/DC, AC/DC, DC/AC, will be neces-sary at numerous points in the grid. Highly efficient, low-cost switches will be key in the technical realization of the smart grid.
Power electronics for generating and converting energy is covering a large
Thin-film epitaxial silicon solar cells.
Continued on page 37

12 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com
Third-party supervision of the installation of photovoltaic solar power plants
the justification for third party supervisionIndependent construction supervision is a valuable aid in photovoltaic solar power plant assembly due to the involvement of many companies, irrespective of power plant size. In the installation it is common to see architecture and planning offices, surveyors, geologists, stress analysts, elec-tricians, steel and aluminum building companies, transportation, construction companies for foundation, street and exca-vation work, electricity suppliers and the local government.
For the assembly of small photovol-taic solar plants, the designer or installer normally takes care of the construction supervision. In contrast, the owners and investors in large photovoltaic solar power plants often prefer the construction super-vision and quality control to be undertaken by independent surveillance companies in
order to make best use of their resources. The advantage of hiring a quality control surveillance company like SGS lies in the experience of skilled personnel as well as economic independence from the stake-holders.
before constructionInstallation supervision consists of vari-ous activities of an administrative nature, including the collation and creation of documents, the monitoring of construction progress, as well as managing suppliers, supplies, the quality of components and the setting of project goals and specifications. Overseeing the budget and monitoring the status of monetary transactions is also a key administrative responsibility. Assessing progress is part of this construction super-vision, and the service can sometimes be expanded to include permanent control of the construction site office.
Keywords: pV solar plant, installa-tion, commissioning
It is vital that the company in charge of the installation of a solar PV plant is familiar with local environment, circumstances, languages, laws and regulations. The Swiss company SGS (Sociètè Gèneral de Surveillance) has an international presence with more than 64,000 employees and 1,250 lab-oratories in 140 countries and is well positioned to cope with the demands of supervising complex technical proj-ects. This article explores some of the constraints and challenges that can be avoided by professional installation supervision throughout the instal-lation and commissioning of a solar plant.
Ernst Bauer, SGS Germany GmbH, Hamburg, Germany
third-party supervision of the installation of photovoltaic solar power plants
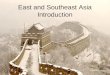
Figure 1. Solar PV module mounting on its support structure.

Global Solar Technology South East Asia – Summer 2011 – 13www.globalsolarseasia.com
Third-party supervision of the installation of photovoltaic solar power plants
No contract should begin without a clear assignation of responsibilities and tasks between the contractor and the stake-holder. The tasks and duties must be nego-tiated and assigned unambiguously!
Depending on the responsibilities assigned, monitoring by a third party can begin at the end of the planning phase and with the visual inspection of final plan-ning, contractual and building permit doc-uments. In addition, a site inspection will be arranged. The site inspection includes assessing and controlling the size and posi-tion of the plant, the authorization of usage for access roads, the assessment of traffic on these roads and the monitoring of road building with regard to issues of environ-mental protection.
Geological and environmental assess-ment of the site on which the plant is to be constructed should be conducted early on so as to mitigate any associated issue or risk. The soil investigation report and the report into the construction of foun-dations requires assessment and incor-poration into the design parameters; the foundation will have a major impact on construction integrity, and withstanding adverse weather conditions such as snow and wind will also depend on the results of the ground investigation and the character-istics of plant location. As this progresses, standards, certifications, proof of authori-zation and loading assumptions also have to be reviewed. Risks and issues have to be assessed, with responsibility assigned for stabilizing or removing known problems.
While the contract phase consists of analyzing the various contracts offered out for tender, in addition to a component-testing phase; the individual components must be checked for quality and fitness according to standards and specialized test criteria. Examples of the use of NDT (non-destructive testing) in the testing of PV plants include the testing of power
performance as well as a range of electrical parameters, plus as the use of thermograph (IR) and electroluminescence measure-ments by an independent testing labora-tory. It is also essential to ensure quality control of the coating and material of the support structure and mounting system. The information acquired by sampling will then be compared to the information from data sheets and verified. Information gained will then be utilised in further plan-ning, including with regard to product and supplier selection and contract negotiation.
While the manufacturing phase of the project component continues, the agreed contract conditions for technical execu-tion, including engineering, qualifications required of employees, scope for delivery, scheduling and the quality of work from the contractual parties should be peri-odically audited and monitored. To ensure quality control, it may become necessary to monitor production as well as packing and loading, through the use of in-plant supervisors. All observations and devia-tions found during spot checks should be recorded and in mutually agreed reports forwarded to the project manager and the client.
The project manager should arrange periodic meetings with all contractors, and reports of progress must be consis-tently generated. During construction, weekly on-the-spot conferences between the involved parties should occur, with minutes of the meetings recorded by the supervisor.
Before beginning construction, build-ing permits and other contracts should be approved. The review of plant design should be finished and all supply contracts should be finalized. Taking these steps should avoid spiralling costs and post-ponements during the life of the construc-tion project.
constructionThe first step in building a photovoltaic plant consists of preparation of the plant area. The preparation includes clearing and levelling of the area. A land survey is essen-tial, including the marking of fences, build-ings, support structures, cable routs and their orientation. Transport routes have to be arranged and fixed. Drainage struc-tures and routes for surface water must be planned. The site will also require secu-rity, including a fence and monitoring by security guards so that the installation and delivered goods are protected against both theft and vandalism. The position and ori-entation of the power plant is controlled by
the construction supervision and must be as per the construction plan. Furthermore the construction supervision monitors site-building activities and ensures that contractual agreements are observed.
The review of and compliance with safety instructions and occupational safety regulations, the eligibility of equipment and employees, environmental legislation and local regulations have to be moni-tored by the construction management and supervision during the whole building phase.
One of the main tasks of construction supervision during the construction phase is the validation of the delivery of goods according to the contractual agreements. Control of delivery content, delivery dates, technical features etc. is essential. Also the supplied documentation of the manufac-turer, such as CE compliance, data sheets, safety instructions, mounting and installa-tion guides, measurement data sheets, cir-cuit diagrams, certificates and transporta-tion documents must be controlled and all transactions and deliveries noted. A con-struction journal should be kept, tracking progress of plant erection, with deliveries and incidents noted and with photographs supplied as evidence both of receipt of materials in good order, their storage and installation.
Depending on the range of the agreed surveillance, the progress of construction can be randomly or continuously moni-tored. An intensive exchange of informa-tion between the project management and construction supervision is required and both parties must be clear on the range of and depth of the checks. The actual state of the plant must be compared to project plans and documented. There should be for periodic meetings between the contractors and the site management. Any deviations from plan have to be directly discussed and solved with contractors and suppliers in order to avoid subsequent problems.
The acquisition of plant equipment should begin with the building of a ware-house to store, control and safeguard incoming goods from adverse weather conditions as well as theft. Construction management and t record keeping should also be conducted at an established loca-tion.
There are various technical possibilities for support structure foundations, depend-ing on ground and soil conditions, geo-graphical position and size of the planned support structures. For open area power plants, it is possible to use concrete, bolted, pile or rammed foundations. Each of these
Figure 2. Interior view of a sun simulator at SGS Solar’s test facility.

14 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com
Third-party supervision of the installation of photovoltaic solar power plants
must be controlled on design, dimension, installation position, materials of construc-tion and quality. In the case of on-the-spot cast concrete foundations, the concrete bills of delivery, certification of the reinforcing steel in the reinforced concrete, quality checks and acceptance certificates have to be reviewed and documented. The quality of the on-the-spot caste concrete founda-tions must be rated against the description of the casting process in the construction journal as well as prevalent environmental conditions. If using rammed foundations, random spot checks of the area will be uti-lized to calculate the ramming depth.
After the initial completion of foun-dations, the installation of the support structures can be start, as well as the con-struction of the operations building and inverter. With the installation of the DC cables and data cables from the genera-tor unit (connecting box) to the mainline terminal box and the AC-power and grid connection, the major groundwork will now be completed.
Along with the installation of the sup-port structures, the installation of the pho-tovoltaic modules and the generator con-nection boxes can occur. If there are PV modules sorted in different performance categories, it is essential to use for every string only one performance category of PV module. If there is only one PV module of a lower performance category in an installed string, it is called mismatch, the total output of the string will be lowered and therefore the yield of the complete plant reduced. For this reason, PV mod-ules should be sorted according to serial number and measured values. Pre-sorting
in different classes by manufacturer will be helpful and makes handling in situ easier. This helps to prevent and minimize errors as well as damage to the PV modules. Photovoltaic power plants should have delivered PV modules randomly tested on visual effects, performance and electrical performance. Installed PV modules should be controlled and tracked by serial num-bers, measurement sheets and circuit dia-grams.
After connecting the strings the per-formance is controlled by output mea-surement, as it is easier and lower cost to exchange wrongly installed or defective PV modules during installation rather than in final commissioning. Results of measure-ments as well as environmental conditions should be documented by construction supervision and then compared with the calculated values. Abnormalities in the measurement results should cause imme-diate error analysis and adjustments.
The inverter(s), the main connection cabinet and the feed in system as well as the wiring will be installed in the opera-tions building. The grid connection can now be arranged by the energy provider.
Technical facilities like earthing, light-ning protection, system performance monitoring, the meteorological station and the site anti-theft device, will be installed at appropriate stages of building progress. The construction supervision monitors the progress by referring to project schedules and recording progress against the plan.
After installation has been completed, and ground damage around the installa-tion remedied any local plant life affected can be replaced and replanted.
commissioningThe completion of the construction phase and the ongoing reviews of contractor per-formance have to be recorded in the con-struction journal by construction manage-ment. The construction supervision has to be informed about all deviations in writ-ing. When required, the owner has to be informed in writing also.
After all installation work and electri-cal wiring has been finished, a first func-tion test of the whole plant can take place. If the plant passes the first function test, it is advisable to add several days’ worth of test trial in order to detect continuous operation faults. At this time errors and defects can be solved more easily. After passing the second test trial, official com-missioning and approval of the plant will occur, with all contractors represented.
An introduction into the essential details of plant function and handling, as well as safety and security precautions has to be performed. The delivery of all neces-sary documents and the generation of an acceptance agreement must also occur. The acceptance agreement must be reviewed, compared to the anticipated data and signed by all contracted parties.
Regulations regarding commissioning and plant approval differ from country to country. Under German law, plant approval indicates that the transfer of possession has begun and the terms of guarantee as well as terms of the warranty are now in place. The contractors will now legally have to declare their finished accounts. With the handover of all documents like data sheets, circuit diagrams, drawings, assembly instructions and directions, certificates, reports, min-utes, photos etc. to the owner, construction supervision has been finished.
Any deviations listed in the accep-tance agreement must now be resolved in a timely manner. The monitoring of this work can be executed by the construction management or supervisor and should be additional contracts to cover the work can be drawn up as necessary.
The planning and erection of field based photovoltaic power plants is com-plex, because of the coordination of the dif-ferent installation functions and operations as well as local regulations and guidelines. A deviation or indeed a bad decision taken during construction could precipitate sig-nificant losses of revenues through repairs and maintenance during the whole lifetime of the photovoltaic plant. Professional con-struction supervision can reduce this risk significantly.
Figure 3. Open field PV power plant with access road, safety fence and monitoring system.

Global Solar Technology South East Asia – Summer 2011 – 15www.globalsolarseasia.com
Title

16 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com
Advanced wire sawing technology for solar photovoltaic cells
wire saw historyThe first practical machine for PV wafer-ing was introduced in the mid 1980s, based on the pioneering work of Dr. Charles Hauser, founder of HCT Shaping Systems, Switzerland. (Now the Precision Wafering Systems division of Applied Materials.) These machines used a moving wire car-rying abrasive slurry to create the cutting action. Even now, the most prevalent type of saw used for shaping and slicing wafers from ingots retains the same basic architec-ture as Dr. Hauser’s original machine, but with greatly increased load capacity and cutting speed.
the sawing processThe heart of a modern wire saw is a single steel wire, 110 µm-140 µm in diameter, wound on wire-guiding rollers. This wire guide is carefully grooved at a constant pitch, forming a horizontal net, or web, of parallel wires (Figure 3). Powerful drives move the entire web at the same relatively high speed (10-20 m/s). The slurry, a sus-pension of abrasive particles in coolant fluid, is fed onto the moving wires by mani-folds (or “nozzles”). The wires transport the slurry into the cutting zone. The silicon material to be cut is fixed to a table that moves vertically against the cutting head. This motion pushes the material through the wire web, producing a large number of bricks or wafers simultaneously. In a slurry-based MWS, the cutting action is essen-tially that of a fast three-body lapping pro-cess characterized by a rolling & indenting cutting mechanism.
The sawing principle is straightforward; the challenge is in the execution. The wire saw must precisely balance the wire diam-
eter, cutting speed, and total cutting surface area in order to achieve precise geometry control and high yield without wire break-age.
reducing costsThe TCOO of a MWS in wafering appli-cation depends on four key elements, in
Keywords: Wafering process, Wire Sawing
For solar cells to be competi-tive in an energy supply market ultimately driven by the cost per watt, the total cost of ownership (TCOO) of each production step in the PV value chain (Figure 1) takes on critical importance. The manufacture of crystalline silicon wafers is no exception: the TCOO for a processed wafer is a key driver of overall cost.
The wafering process begins with solid ingots made of single-crystal or multi-crystalline sili-con material. Wire saws shape the ingots into squared blocks (Figure 2), then slice them into thin wafers. These wafers are used as the base for the active PV cell. Wire sawing is nowadays largely—if not exclusively—achieved by means of multi-wire saw technol-ogy (MWS).
This document offers an over-view of the wire sawing process and its manufacturing challenges, showing how next generation wire sawing technology can lower the cost of both squaring and wafer-ing.
Romain Beau de Lomenie, Solar Business Group, Applied Materials
advanced wire sawing technology for solar photovoltaic cells
ingot growth/crystalization
ingot squaring
Brick cropping
Brick finish (grinding + chamfering)
Brick slicingWafers
Wafer cleaning
metrology
Figure 1. c-Si PV wafering value chain.
Figure 2. The Applied HCT squarer.
Wire web
Slurry Manifolds
Lower Table
Ingots Upper Table
Before Cut After Cut
Inlet spool
Take-up spool
Figure 3. Schematic of a multi-wire saw. Silicon blocks are passed through the web of cutting wires.

Global Solar Technology South East Asia – Summer 2011 – 17www.globalsolarseasia.com
Advanced wire sawing technology for solar photovoltaic cells
decreasing order of importance: polysili-con market price, wafer yield, cost of slic-ing consumables and productivity.
Yield improvement offers the great-est leverage in reducing wafering costs, while little or no action is possible on raw material cost. The wafer yield, defined as the usable surface of wafers produced per unit mass of raw material, is affected by two detractors: the loss of raw material due to the slicing process (“saw dust” or kerf loss) and out-of-specs wafers produced by the cut. Silicon usage can be improved by reducing the kerf loss, or by reducing the thickness of the wafers while maintaining the cutting quality. The wafer thickness is defined by the pitch of the wire guide, while the kerf loss depends on the wire diameter and abrasive grit size. Over the past decade, silicon PV wafer thickness has been reduced from 330 µm to today’s typical 180 µm thickness, and this trend is expected to continue. The wire diameter, meanwhile, has been reduced from 180-160 µm to today’s typical range of 130-100 µm.
Crystalline silicon PV cell manufac-turers demand extremely high wafer qual-ity, with no or minimal surface damage (micro-cracks, saw marks), minimum topography defects (warp, bow and thick-ness variation) and minimal need for additional downstream processing. As discussed below, wire diameter and grit size are important factors in wafer surface quality.
Finally, consumables cost and produc-tivity enhancement offer additional ave-
nues for cost reduction. Optimizing slurry consumption, wire wear, slurry recycling, and wire replacement time can all play a role. Recycling in particular has become a very powerful and efficient tool for cost reduction in a wafering plant. From its
market introduction in the early 2000s until today, recycling technologies based on mechanical and chemical separation principles have consistently and markedly reduced slurry cost while providing envi-ronmental benefits. Today, most end-users are slicing wafers with a mix of slurry com-posed of 70% to 80% recycled components (i.e., liquid coolant and abrasive SiC grit) complemented by virgin materials.
Main process variablesThe goal of the wafering process is to increase throughput while maintaining best in class yield. Throughput is defined as the number of wafers produced in a given time, and depends on the following factors:
1. Table speed (or feed rate) is the speed at which the cutting table holding the ingot to be sliced passes through the moving wire web. As the ingot enters the web at the start of the cut, pres-sure builds up between the wires and
“Wire diameter and grit size are important factors in wafer surface quality”
Figure 4. The Applied HCT B5 wire saw.
Figure 5. TV comparison chart.
Figure 6. TTV comparsion chart
Figure 7. Saw mark comparison chart
Figure 8. Structured wire.

18 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com
Advanced wire sawing technology for solar photovoltaic cells
the silicon. The abrasive slurry sand-wiched between them begins to chip at the silicon through an abrasion mecha-nism refered to as “rolling and indent-ing.” The delay between the pressure build up and the beginning of material removal causes a bowing of the wire web. Once the material removal rate matches the table’s rate of descent, the cut has reached kinematic equilibrium. For a given table speed and load, this equilibrium is largely determined by the wire speed, the slurry cutting abil-ity, and the wire tension.
2. Load—the total cutting area for each run, i.e. wafer area times number of blocks per load then times number of wafers per block. The number of wafers per block is determined by the length of the silicon brick/ingot divided by the groove pitch of the wire guide.
3. Wire diameter—a thinner wire diam-eter means reduced kerf loss. However, thinner wire is more prone to break-age, and the wire wears during the pro-cess of cutting. Its change in diameter drives both the risk of wire breakage and the wafer quality. Optimization of wire consumption consists of finding the best trade off between wire wear and breakage risk: a system that toler-ates more wire wear will consume less wire, but risks more frequent breakage. For a given application (load, wafer thickness, etc.), the higher the ratio of the table speed (or feed rate) to the wire speed (vT/vw), the faster the wire wears.
4. Serviceability or change-over time—he faster the saw can be serviced between cutting runs, including replac-
ing the wire and slurry, the higher the overall productivity.
Ideally, manufacturers would like to maxi-mize the load size. Cutting a larger volume of silicon at once produces more wafers in a given amount of time, maximizing pro-ductivity. The Applied HCT B5 (Figure 4) is the only system in the market that is uniquely equipped to handle a larger load size (2 meters) giving manufacturers the flexibility to optimize load in order to maximize productivity without sacrificing yield.
Figure 5, 6, and 7 provide metrology charts for 0.85 meter and 1.73 meter loads, demonstrating that load increase can deliver productivity without compromis-ing wafer yield. With a 1.73 m load and 210 µm/min table speed, 98% of wafers met specifications set at 30 µm TTV, 20 µm TV, and 20 µm saw mark.
advanced wire technologyTo meet market demand for lower costs, wire saw platform architectures must not only allow for load optimization, but must also be able to accomodate advances in wire technology. The B5, a proven wafering system in high volume manufacturing, is capable of handling thin wire and is easily upgradeable to advanced technologies like structured wire and diamond wires.
Structured wire (Figure 8) is an evolu-tionary wire technology that can signifi-cantly increase productivity due to more efficient transport of slurry and faster cut rate. Applied HCT has pioneered struc-tured wire technology for both wafering and squaring. Proprietary thick struc-
tured wire is already proven to increase productivity by 70% and reduce COO by 25% on the Applied HCT Squarer (Table 1). Applied HCT is currently working on process development for the use of struc-tured wire in wafering applications. The major challenge is the web management of structured wire due to the reduced break-age load. However, we expect to ultimately achieve a faster cut rate with no impact on wafer quality.
Next-generation diamond wire (Figure 9) is designed to further reduce costs by eliminating slurry while further increasing the cut speed. Diamond wire represents a radical change to the wire sawing process. The diamond wire is essentially a wire sur-face embedded with diamond particles. The diamond grit size and concentration depend on the application, for instance on whether multicrystalline or mono-crystalline silicon material is being sawed. The diamond particles act as the abrasive, eliminating the need for SiC abrasive and resulting in a much cleaner and more environmentally friendly process. As with structured wire, the diamond wire technol-ogy is suitable for both wafer slicing and brick squaring applications.
The Applied HCT squarer and B5 platforms can be extended to diamond wire with a hardware upgrade, making the switch to diamond wire technology more cost effective as customers need not invest in a new platform
Recently, the Applied HCT diamond wire squarer program has achieved a cut-ting speed of 4,000 µm/min with 100% of bricks in specification in the lab. Meanwhile, Applied HCT is aggressively pursuing a diamond wire wafering solu-tion. Initial results show that monocrystal-line silicon cutting with PEG coolant can be easily achieved. The next challenge is to optimize the multicrystalline material load length with water-based coolant in order to completely eliminate PEG recycling cost while still enjoying a high cut rate.
bKM comparison Standard Structured wire (250 µm)
thick Structured wire (300 µm)
Kerf loss per ingot (geN 5 x 250 mm)
2.05 kg per block 2.34 kg per block
Productivity 100% 170%
coo 100% 75%
bricks specifications ±0.25 mm @ 95% ±0.25 mm @ 95%
Table 1. Structured wire on multi squaring. Figure 9. Diamond wire.
“Wire saw platform architectures must not only allow for load optimization, but must
also be able to accomodate advances in wire technology.”
Continued on page 21

Global Solar Technology South East Asia – Summer 2011 – 19www.globalsolarseasia.com
An evaluation of sealants used in photovoltaic (pV) module manufacture
June 8–10, 2011
The World’s Largest
Exhibition for the Solar Industry
New Munich Trade Fair Centre, Germany
www.intersolar.de
2,000 Exhibitors
165,000 sqm Exhibition Space
75,000+ Visitors
AZIS2011_Global Solar Technology 203x275:Layout 1 25.03.11 07:47 Seite 1

20 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com
plG power goes full steam with 40 mW power generation
Pramod Goel, chairman and man-aging director of PLG Power, said that the company marked its pres-
ence 23 years back, when PLG launched a project of polypropylene carpets with technical collaboration from AsaGoe of Japan for exporting products to Gulf coun-tries, South African Continentals, Ethiopia, Mauritius and ShriLanka, etc.
In 2000, PLG had the privilege of receiving the Excellence in Exports Award
from the then Commerce Minister, P. Chidambaram, and Top Exports Awards from the then Finance Minister, Dr. Manmohan Singh. Sanction from the IBEF (India Brand Equity Fund) for promoting world class carpets made in India by inno-vative technology is also a part of its land-mark achievements.
PLG’s forays into PV technology include setting up a world-class solar power plant in Nasik under technical col-
laboration with Spire of Boston, USA. The company has recently set up 40
MW of world class PV power generation plant under top notch technologies and equipment at Patan, near Ahmadabad. This is the first single 40-MW PV power genera-tion plant in India.
PLG Power, by virtue of expertise, has developed the skills to do engineering, procurement and construction (EPC) for other companies, recently signing contract of 10 MW EPC for a well-known company in South India.
“We are setting up our cell manufac-turing plant with the investment of Rs. 500 crore for 120 MW of cell line shortly,” said Goel. The company also has a plan to come up with its own polysilicon manufacturing unit with the investment of Rs. 3,500 crore. The company has the investment plan of $1.2 billion and has already invested
Pradeep Chakraborty
Plg Power goes full steam with 40 Mw power generationMumbai, India-based PLG Power Ltd recently launched its 40 MW solar power generation plant in Patan in India, making PLG the first company to come up with 40 MW of power generation at a strech in the country.

Global Solar Technology South East Asia – Summer 2011 – 21www.globalsolarseasia.com
plG power goes full steam with 40 mW power generation
approximately $300 million.The state of Gujarat has led India’s
nascent solar industry, awarding licenses for 959 MW to developers seeking a foothold in a state-subsidized renewable energy market. In this scenario, it would be interesting to look at the incentives PLG Power is looking forward to for operations in the state and possible assistance from the state government.
According to Goel, the government of Gujarat has established themselves very well into the world market of investments. They support all solar power investors and have fixed the feed-in tariff of Rs. 15 per unit for the first 11 years and Rs. 5 for the remaining 14 years. This tariff includes all assistance, including subsidies. As such, there is no other benefit from state govern-ment.
PLG recently signed a PPA (power pur-chase agreement) for the generation of 40 MW solar power with the government of Gujarat. Two points immeduately come to mind—when is it going to start the genera-tion and how is the project being financed?
The first phase of 10 MW will be grid connected by May 2011. Finance has been congregated from all India levels with PFC, PTC, REC and other commercial banks within the country and abroad. Equity has been self funded ,and some portion of
equity has been tied up with PE firms. The capacity of the PLG Power plant will be 40 MW of power generation on completion, which is expceted to be at the end of 2011. Full operation will start by the next finan-cial year.
That leads to the question as to what would be the technology that PLG Power is using? As per Goel, the solar project devel-opers are using thin film, monocrystalline and polysilicon technology for setting up solar power plants. PLG Power has elected to use polycrystalline technology, which is more efficient and cost effective than other two technologies.
As for the primary obstacles and chal-lenges in setting up the ventures, Goel added, “First of all, we had to look for a proper land as per sun radiation, and the process of conversion of agriculture land is also a challenge. Getting proper and skilled man power and keep deploying them at remote places is also a big task.”
As for addressing the storage issue, he added that PLG Power is going to set up the grid-connected solar power plant. The AC supply will be converted to DC supply, and the DC supply will be directly fed to the grid.
To overcome distribution challenges, all the agreements under the PPA are in place. PLG Power has also executed a bank
guarantee of Rs. 20 crore to get our power evacuation with GUVNL and GETCO.
So, how are these ventures going to benefit a common man? “Solar power is environment friendly,” said Goel, “which produces green and clean energy, thereby meeting all the norms of Copenhagen Summit where government of India is obligated to generate power under clean energy and pollution free environment.
“Solar Power is not new concept for the world. It has been making its prominent presence globally for the last 50 years, but it was not commercialized due to higher investments, lack of awareness and because the government of India had not focused on it. But now, the government is taking interest in the solar sector.
“The announcement of investing Rs. 1,500 crore for the sector is very good news for us. India’s solar potential is among highest in the world. India receives solar energy equivalent to over 5000 trillion KWh/ year, which is far more than the total energy consumption of the country. Recently, India unveiled a $20 billion plan to produce 20 GW of solar power by 2020.”
conclusionAs raw material accounts for a large part of the cost of c-Si based solar cells today, wire sawing technology is critical in reducing the cost per watt and allowing PV to reach price parity with grid electricity. Three major advances in wire sawing technol-ogy have helped to decrease the amount of silicon material required to produce solar electricity (grams per watt).
Firstly, by enabling the cutting of thin-ner wafers. The historical trend has seen about 50 microns reduction in the wafer thickness every five years from 330 µm in 1995 to 180 µm today. It is unlikely that the trend will continue at that pace: the increasing fragility of the wafers as the thickness decreases requires advanced automation technology to handle the thin wafers with minimum stress. This is par-ticularly true in the post-slicing step of separating the wafers from the as-sliced stack (also called “singulation”) and in the cell process manufacturing line. Parallel improvements in the slicing process are also needed to reduce thickness variation
of the wafer in the same proportion to the thickness.
Second, the use of smaller abrasive grit size. The grit size plays a critical role not only in raw material savings by reduc-ing the kerf loss, but also in reducing the “wedge” effect produced by the uni-direc-tional movement of the wire: the wafer is thicker where the wire enters the brick compared to the thickness where it exits. (This variation is ambiguously called “Total Thickness Variation” and is noted TTV.) Smaller abrasive grit also induces shallower surface damage during slicing compared to coarser grits thereby requiring less saw damage removal in the downstream cell line.. Reducing damage also improves the mechanical strength of the wafer, reducing handling losses.
Finally, the reduction of the wire diam-eter over the years has helped save raw sili-con material. The wire diameter dropped from 180 µm in the mid-1990s to typi-cally 120 µm today (with some production excursions at 110 µm or even 100 µm, and down to 80 µm at R&D level).
While the wire saw industry contiunes to reduce the cost of the wafering process with the straight wire technology, emerg-ing wire sawing technologies such as struc-tured wire and diamond wire will further drive down the cost, giving higher produc-tivity and less consumable cost with the same or better wafer quality.
advanced wire sawing technology for solar photovoltaic cellscontinued from page 16

22 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com
Tohoku earthquake amplifies need for low risk energy
earthquake and economyJapan’s 8.9 earthquake, tsunami and nuclear reactor damage and escalated ten-sions in North Africa have further ampli-fied the world’s dependence on energy. The global economy (Chart 1) has been gath-ering steam with the Global “Purchasing Managers” Index (Chart 2), stock prices (Chart 3), consumer confidence (Chart 4) and commodities (Chart 5-7) showing bullish growth.
The global solar industry in 2011 has been a difficult year to forecast due to changing FIT programs, the threat of stag-flation, material constraints and continued muted consumer demand. Global solar growth rate has slowed on a 3/12 rate of change since 2Q10 (Chart 8), and recent world news stress the need for caution and a renewed emphasis on safer and more abundant energy sources.
Japan is expected to grow from the fifth largest solar installation global market with 890 MW installed in 2010 (Chart 9) to the fourth largest market in 2011 with 1.2 GW in solar installations (Chart 10) according to government reports and projections by Needham & Company.
The Tohoku earthquake on March 11, 2011, caused minimal damage to the world’s solar photovoltaic supply chain, but it did lower regional production capacity output for polysilicon, ethylene vinyl ace-tate, PV ribbon and copper, primarily due to electricity and water shortages.
SiliconThe earthquake/tsunami impact on the solar polycrystalline silicon and wafer markets appear to have been limited to AU Optronics subsidiary M.Setek, which experienced damage to its 120 MW crystal cutting production capacity and was forced
to temporarily stopped operations due to a lack of water and electricity.
PV EVA and ribbonsFacility shutdown disruptions also affected PV-grade EVA production at the Mitsui Chemicals and Sumitomo Chemical plants. Digitimes Research stated that global PV-grade EVA demand will reach approxi-mately 170,000 tons in 2011 and global supply was already insufficient prior the earthquake.
Hitachi Cable (Ibaraki Prefecture) reported damages to its manufacturing facility that are expected to further con-strain global PV ribbon supply.
CopperPan Pacific Copper and Mitsubishi Materials temporarily stopped operations due to power outages.
Jon Custer-Topai
tohoku earthquake
amplifies need for low risk
energy
World GDP GrowthQuarter-to-Quarter
Economist 7/31/10
2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 305 06 07 08 09 10
0.0
2.0
4.0
6.0
-2.0
-4.0
% Change
20100801
52 countries representing 90% of world GDP. Weighted by GDP at Purchasing Power Parity. Real GDP is about 1% lower @ fluctuating Exchange
Global "Purchasing Managers" Index
JPMorgan
1 3 5 7 9111 3 5 7 9 111 3 5 7 9111 3 5 7 9 111 3 5 7 9 111 3 5 7 9111 3 5 7 9 111 3 5 7 9111 303 04 05 06 07 08 09 10 11
32
34
36
38
40
42
44
46
48
50
52
54
56
58
60DIFFUSION INDEX
0
10
20
30
40
50
60
70
EXPANSIONCONTRACTION
20110304
Chart 1. Chart 2.

Global Solar Technology South East Asia – Summer 2011 – 23www.globalsolarseasia.com
Tohoku earthquake amplifies need for low risk energy
Nuclear Japan’s Fukushima 1 nuclear plant suffered level 5 damage to reactors 1 (460 MW), 2 (784 MW) and 3 (784 MW) and level 3 damage to reactor 4 (784 MW). The full extent of the damage (although unknown at this time) is reinforcing a global aware-ness to the long-term affect that nuclear power plants can cause when things go horribly wrong.
Trina Solar’s CEO Gao Jifan told reporters, “My personal view is that we need to seriously reassess the development of nuclear power plants and put more energy in developing renewable energies such as solar power.”
As a result of the crisis in Japan: • Germany temporarily closed seven
older nuclear plants and imposed a three-month moratorium on the extension of the country’s 17 nuclear power stations.
• Switzerland imposed a moratorium on three nuclear plants
• Finland announced plans to the safety
of its nuclear reactors. • U.S. is reviewing nuclear reactor plant
procedures.• China is not approving plans for new
nuclear power plants until new safety regulations are in place.
Currently (according to the European Nuclear Society) there are 442 nuclear plants in operation in the world with a total output capacity of 375 GW and 65 in con-struction with expected output of 63 GW. Total installed solar is roughly 40 GW.
We hope that the world will commit to cheap, safe and abundant energy in which the return is far greater than the risk.
cells modules panelsAsia’s share of PV cell production will reach nearly 85% by the end of 2011.—IMS ResearchJapanese shipments of solar cells dou-bled for the second year in a row in 2010 to reach 991 MW.—Japan Photovoltaic Energy AssociationAideSolarEnergy
• spent CNY144 million (US$21.85 mil-lion) to acquire 88,000 sq.m.lot of land in Xuzhou, China, for future capacity expansion
• began consistently producing a high volume of 195-watt monocrystalline solar modules with a 15.27% module efficiency rating at a 125 mm cell size.
• Astronergy appointed Thomas Koerner GM for North America.
BharatHeavyElectricals began equipment installation for 250 MW solar photovoltaic cell manufacturing facility.CanadianSolar • provided 2.5 MWp solar modules for
Baraclit’s SolarLAB2 in Bibbiena, Italy. • received 60 MW PV module sales con-
tract from S.A.G. Solarstrom.Centrosolar opened 10,000 SF warehouse and office in Fremont, California.CNPV Solar Power received supply 20MWp PV module contract from JIT Solaire and 14 MW module supply con-tract from Sun’R SAS.DayStar CEO and director Magnus Ryde
U.S. Stock Index - S&P 500
Conference Boardhttp://www.conference-board.org/data/bcicountry.cfm?cid=1
1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 189 90 91 92 93 94 95 96 97 98 99 00 01 02 03 04 05 06 07 08 09 10 11
CALENDAR YEAR
0
200
400
600
800
1000
1200
1400
1600S&P 500
20110225
Chart 3.
U.S. Consumer Confidence
Conference Boardhttp://www.conference-board.org/data/bcicountry.cfm?cid=1
1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 189 90 91 92 93 94 95 96 97 98 99 00 01 02 03 04 05 06 07 08 09 10 11
CALENDAR YEAR
0102030405060708090
100110120130140150
Index
20110225
Chart 4.
company Plant location capacity (Mwp)
Space Energy Corp nagano 210
Kyocera Shiga 400
Sumco Safa 630
m. Setek Fukushima, miyagi 120
Material company Plant location capacity (ton)
EVA mitsui Chemicals Aichi 20,000
ibarki 5,200
Bridgestone Shizuoka 50,000
Gifu 28,000
Sumitomo Chemical Chiba 30,000
pV ribbon hitachi Cable ibaraki 700
company Plant location
capacity (ton)
Product line
Tokuyama yamaguchi 8,200 Semiconductor, pV
mitsubishi materials mie 4,300 Semiconductor
osaka Titanium hyogo 1,400 Semiconductor
m. Setek Fukushima, miyagi
7,000 pV
Table 2. Japan-based solar wafer suppliers. Source: Digitimes Research, March 2011.
Table 3. Japan-based PV module material suppliers. Source: Digi-times Research, March 2011.
Table 1. Japan-based polysilicon suppliers. Source: Digitimes Re-search, March 2011.

24 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com
Tohoku earthquake amplifies need for low risk energy
resigned.DelSolar is spending NT$7 billion ($236 million) in 2011 to boost its annual solar cell manufacturing capacity to 800 MW.EGing Photovoltaic Technology received 20 MWp solar PV module contract from Volthaus.Evergreen Solar shifted its focus from making solar panels in the U.S. to produc-ing low cost polysilicon solar wafers in China.FraunhoferISE produced 60 x 100cm² dye solar cell module on a continuous substrate material.GintechEnergy• plans to boost its annual cell produc-
tion capacity to 1.5 GW by end-August, 2011.
• raised 2011 capex to NT$5.5 billion Vs NT$1.5 billion in 2010.
Helios USA opened a solar panel manufac-turing facility in Milwaukee, Wisconsin.IFSH achieved 19.4% efficiency with a screen-printed crystalline silicon solar PV cell using 200 nanometer SiO2/SiNx double layer at the rear side of standard PV
cell.IPSol Energy is establishing commercial PV center of excellence in the English Midlands, UK.JASolar• and MEMC formed 50-50 JV to build
250-MW solar cell manufacturing facility in Yangzhou, China.
• developed high-power multi-crystal-line solar cell with 18.2% conversion efficiency.
• is setting up 3GW solar cell production facility for solar cells and PV products in Hefei, China.
• received 110 MW solar product con-tract from Solar-Fabrik AG in 2011.
JinkoSolar received 35 MW photovoltaic module supply contract from Payom Solar.Motech signed contract with GCL-Poly Energy Holdings for five-year supply of poly-Si material valued at US$1.026 billion.Neo Solar will expand capacity to 1.8GW by the end of 2011.PV Evolution Labs launched laboratory services in Berkeley, Calif., and outdoor field testing in Davis, Calif.
PVT Solar changed its name to EchoFirst.Q-Cells • developed world-record-breaking
polycrystalline solar module with 17.84% efficiency rating and output of 268 watts.
• opened sales office in London.• received 83 MW solar cell supply con-
tract from SunPower.Samsung introduced crystalline silicon photovoltaic battery module having a con-version efficiency of 15.9% and an output of 260 W.Sanan Optoelectronics is building 200 MW PV module manufacturing plant in Anhui, China, with projected final output capacity of 1 GW/year.Sanyo Electronic started mass production of Heterojunction with intrinsic thin-layer solar cell with conversion efficiency of 21.6%.Solar EnerTech listed on OTCQB under the ticker symbol SOEN.SolarFrontier • signed long-term contract to supply
Spot Oil Prices - US$ & Euros
Spot Oil Prices - US$ & EurosW Texas Intermediate Crude
http://research.stlouisfed.org/fred2/data/OILPRICE.txt
1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 1 7 189 90 91 92 93 94 95 96 97 98 99 00 01 02 03 04 05 06 07 08 09 10 11
CALENDAR YEAR
0102030405060708090
100110120130140150
Price/Barrel
US$Euros
20110317
W Texas Intermediate Crude
Global Solar/Photovoltaic GrowthTotal Industry based upon 55 Company broad sample
3/12 & 12/12 Rate of Change
1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 107 08 09 10 11
CALENDAR YEAR
0
0.5
1
1.5
2
2.5Rate of Growth (1.0=no growth)
12/12 3/12Series 3
20101227
Chart 7. Chart 8.
Copper, High Grade (HG, Comex)
http://futures.tradingcharts.com/chart/CP/B9
1 4 7 10 1 4 7 10 1 4 7 10 1 4 7 10 1 4 7 10 1 4 7 10 1 4 7 10 1 4 7 10 1 4 7 10 1 4 7 10 1 4 7 10 1 400 01 02 03 04 05 06 07 08 09 10 11
$0.50
$1.00
$1.50
$2.00
$2.50
$3.00
$3.50
$4.00
$4.50
$5.00
Silver, 5000 oz (Si, Comex)
121234 5678 91011121234 5678 91011121234 5678 910111212345 67891011121 2345 678910111212 3456 78910111212 3456 78910111212303 04 05 06 07 08 09 10 11
$4$6$8
$10$12$14$16$18$20$22$24$26$28$30$32$34
Price US$/troy ounce (monthly close)
20110218
http://futures.tradingcharts.com/chart/SV/39
Chart 5. Chart 6.
SOLAR POWER IS HERE TO STAY
“Across the region encompassing Africa, southern Europe and Asia, there is potential to generate 7,350 TWh/y while the Pacifi c region could provide a further 2,300 TWh/y.”
—Dr Paul Breeze, Senior Business Insights Analyst
‘The Future of Concentrating Solar Power Technologies’NOW AVAILABLE
This comprehensive review of concentrating solar power technologies can help you:
ü Assess emerging trends in CSP technologies ü Identify which key trends will offer the greatest growth potential
ü Quantify costs of CSP technologies
To learn more, visit us at
www.research-store.com/globalsolartechnology
To learn more or for FREE SAMPLE PAGES call us at +44 161 238 4040 or email usat [email protected]. Alternatively, visit us at our web address above.
data_monitor-4.5_traf.indd 1 4/11/11 11:00 AM

Global Solar Technology South East Asia – Summer 2011 – 25www.globalsolarseasia.com
Solar 2011: the bright side of the economy
SOLAR POWER IS HERE TO STAY
“Across the region encompassing Africa, southern Europe and Asia, there is potential to generate 7,350 TWh/y while the Pacifi c region could provide a further 2,300 TWh/y.”
—Dr Paul Breeze, Senior Business Insights Analyst
‘The Future of Concentrating Solar Power Technologies’NOW AVAILABLE
This comprehensive review of concentrating solar power technologies can help you:
ü Assess emerging trends in CSP technologies ü Identify which key trends will offer the greatest growth potential
ü Quantify costs of CSP technologies
To learn more, visit us at
www.research-store.com/globalsolartechnology
To learn more or for FREE SAMPLE PAGES call us at +44 161 238 4040 or email usat [email protected]. Alternatively, visit us at our web address above.
data_monitor-4.5_traf.indd 1 4/11/11 11:00 AM

26 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com
Tohoku earthquake amplifies need for low risk energy
solar cells to Balticsolar. • started commercial production at new
900-MW solar cell plant in Japan.Solar Industries is building a solar module plant in Mittelland, Switzerland.Solartech and Sino-American formed ver-tical integration alliance to boost cost com-petitiveness.Solarworld received 11.6 MW of solar panel supply contract from Los Angeles utility.Stion received $1 million from the National Renewable Energy Laboratory to develop new type of low-cost, high-efficiency solar panel.Suniva Partners • partnered with Varian Semiconductor
Equipment Associates on ion implan-tation of boron in the manufacture of solar cells.
• is targeting 20% efficiency for screen-printed solar cells on N-Type wafer.
SunPower received contract to supply 48 MW of solar panels to Toshiba in 2011.Upsolar received J-PEC certification.Viridian Solar Energy Group set up a solar panel assembly and manufacturing plant in Mays Landing, New Jersey.
cPVCPV installed capacity is expected to grow at 174% CAGR through 2015.—Strategy AnalyticsAcciona sold 15% stake in thermal solar unit to Mitsubishi.Areva Solar named Bill Gallo CEO.Cyrium Technologies • opened an office in the Hong Kong
SAR, China. • named Nelson Fan GM of Asia.• HyperSolar completed prototype
design of breakthrough solar concen-trator that will increase power output
of solar cells by at least 300%.Soitec is building a 200MW CPV manufac-turing facility in San Diego, Calif., region.Solar Junction CPV cell achieved 41.4% efficiency.—NRELSolargenix Energy sold 45% ownership stake in Acciona Solar Power to ACCIONA Energy.SolFocus named Bob Legendre as presi-dent and COO.
eMS & assemblyCelestica received multi-year contract to produce 167 MWp solar modules for Sovello.Flextronics received $1-million loan from City of Milpitas to offset building costs for solar manufacturing processes in exchange for creating or retaining over 50 jobs.SRI dedicated automated production lines to Direct Grid micro-inverter production in order to meet capacity of 30,000 units per month.
integrationAEG Power Solutions acquired OpciónDos.Beck Energy, S&F Umwelttechnik and Blitzstrom began operating under joint umbrella, BELECTRIC.Clear Skies Solar opened new office in Berlin, New Jersey.Constellation Energy purchased 7.8 MW-DC New Jersey PV plant.DaltonSolarbroke ground on 1 MW solar farm in Dalton, Ohio.DEGERenergie doubled solar tracking system production capacity in Ontario, Canada.Elmib is building a 15 MW solar park in Sungurlare, Bulgaria.Enerpoint bought Friendly Energy for NIS
20m.ET Solar completed and grid connected 2.9 MW power plant for Wattner AG in Frankenberg, Germany.First Solar is designing and building 17-MW Paloma photovoltaic facility in Gila Bend, Ariz., for Arizona Public Service Company.Florida Power & Light Company com-pleted 75-MW hybrid solar energy center in Martin County, Fla.Fluor plans to build 1500 MW concen-trated solar energy park in Upington, South Africa.Gestamp Renewables is building a solar steel factory and its headquarters in Surprise, Arizona.Global Ecology and Esoft Informatics formed Global Ecology Corporation for development of 6 MW thermal solar energy project in India.Juwi opened wholly owned subsidiary, juwi India Renewable Energies Pvt Ltd, head-quartered in Bangalore.LADWP and SolarWorld partnered to develop 11.6 MW solar power system for Los Angeles.Magma Energy acquired Plutonic Power.Marcegaglia Group commissioned 3 MW photovoltaic power station in Taranto, Italy.Nazca completed 1.2 MW solar system in Cavaillon, France.O2Energies is building 1-MW solar proj-ect in Newland, South Carolina.Parabel is constructing 90MW PV plant in Brandenburg, Germany.PG&E is constructing three solar plants totaling 50 MW near Fresno, California.Phoenix Solar named Paul Caudill CEO and president.PhonoSolaris building 1MW solar power plant in Marche, Italy.
20110220
Country 2004 2005 2006 2007 2008 2009 2010 2011(F) 2012(F)Germany 603 863 830 1,103 1,755 3,845 7,900 6,500 5,800Spain 11 24 98 591 2,686 98 200 300 400Italy 5 7 13 70 338 574 1,200 3,000 2,200France 5 7 11 31 105 250 550 500 600Czech Rep 0 0 0 3 50 411 920 250 200Belgium 0 1 2 17 50 292 220 250 350Portugal 1 0 0 14 50 34 45 65 100Rest of Europe 21 12 10 14 35 75 150 250 500U.S. 101 103 145 207 342 530 950 1,800 3,600Japan 272 290 287 210 225 484 890 1,200 1,600China 4 7 10 20 47 180 400 600 900Canada 2 3 4 5 7 45 450 650 1,000India 4 5 12 20 40 50 150 300 500S. Korea 3 5 21 43 274 110 180 250 350Australia 7 8 10 12 22 30 100 200 450ROW 63 85 150 131 163 245 495 585 750World Total 1,102 1,420 1,603 2,491 6,189 7,253 14,800 16,700 19,300y/y % change 85.5 28.9 12.9 55.5 148.4 17.2 104.1 12.8 15.6Cumulative 3,897 5,317 6,920 9,412 15,601 22,854 37,654 54,354 73,654
Needham's Estimate of Worldwide Solar PV Installations (MWp) by Country
Hayao Nakahara from Needham Growth Conference 1/11Source: Government reports, Needham & Company, LLC estimates
Global Solar PV Installations 2011F (MWp)
August 2010
Germany
Italy
FranceSpain
Czech RepBelgium
Rest of EuropeUSA Canada
ChinaS Korea
Japan
AustraliaIndia
ROW
6500
3000
500300250250315
1800 650600
2501200
200300585
20110220
Data Source: Needham 1/11
Chart 9. Chart 10.

Global Solar Technology South East Asia – Summer 2011 – 27www.globalsolarseasia.com
Tohoku earthquake amplifies need for low risk energy
RECSolar • completed 1 MW Solar System at
Hayward California’s water pollution control facility.
• is building 1.16MW PV project in Somerset, England.
ScatecSolar and GeoSol completed 4 MW solar photovoltaic plant in Puglia, Southern Italy.Sempra Generation’s Copper Mountain Solar project was named ‘Solar Project of the Year’ by Renewable Energy World.Siemens Energy received 14 MWp follow-up order for turnkey construction of eight photovoltaic plants in Italy.Siliken is hiring 150 workers for 50 MW solar generator production in Windsor, Ontario.SkyFuel is constructing 50 MW CSP plant near Huludao, China.SkyPower is building 13 utility-scale solar projects totaling 148.3 MW in Ontario, Canada.SolarRainbow • and Carlisle Energy Services are install-
ing 400,000 SF/1.3-MW solar roof on Jordache distribution bldg in South Plainfield, NJ.
• is building 1 MW solar system on Omni Holdings Complex in New Jersey.
SOLON is constructing 15 MW solar power plant for PG&E in Fresno, California.Soltage named Kwon-Kyun Chung VP of finance.Soltec and Shikun&Binui are building a 6.7MW PV plant at Timna Copper Mines in Israel.Southern California Edison connected 5 MW solar array in Porterville, California.SunEdison received additional 31 MW of solar projects from the Ontario Power Authority.SunLink named James Williams senior VP of engineering and Katherine Sherwood senior VP of sales.SunRun claims installation costs can be reduced by 50 cents/watt by harmonizing the solar permitting process from town to town.Tessera Solar sold off second of two major projects approved for federal lands in the US southwest.UNI-SOLAR® Laminates installed 1.05 MW solar power system at Nevada’s Washoe County school district.WesternWindEnergy signed 30 MW solar photovoltaic power purchase agreement with Puerto Rico Electric Power Authority for 20 years.WestinghouseSolar celebrated its ten-year anniversary.XLEnergy received engineering, procure-ment and construction contract for 1 MW
solar power plant in India.
inverters & power suppliesModule level power management systemglobal shipments (microinverters and optimizers) are set to rise from 160 MW in 2010 to 6.2 GW in 2014.—IHS iSuppliAEG Power Solutions appointed Dietmar Papenfort as VP & GM of its Energy Efficiency Strategic Business Unit.DeltaElectronics• is spending $13 million to build a solar
inverter factory in Chennai, India. • set up a research team to focus on the
business opportunities that will be cre-ated by China’s expected new energy-saving measures.
EnphaseEnergy appointed Olivier Jacques as managing director of Enphase Energy France and Roberto Colombo managing director of Enphase Energy Italy.IdealPowerConverters unveiled prototype and successful pilot test of a 30 kW solar photovoltaic inverter that is 90% smaller and lighter than conventional inverter designs.SatconTechnology is adding 16,000 SF to its Boston power inverter manufacturing facility to expand capacity to 500 1-MW systems/year.Sunergy Inverters named Envirolink its distributor for Canada.SustainableEnergy • extended distribution network in
Southern Ontario with Envirolink MDM.
• received supply contract from SRI Canada SRI for 10,000 SUNERGY II units in Guelph Ontario over next 12 months.
Market & business conditionsPhotovoltaic module production capac-ityincreased by nearly 70% in 2010 and is expected to reach nearly 30 GW by the end 2011.—IMS ResearchChinese energy consumption expanded 5.9% in 2010 to world’s largest consumer of energy.Czechsolarpower to grow from 1,820 MW in 2010 to more than 2 GW in 2011.—Cyrrus FrancePVinstallations reached 719MW in 2010.—Ministry of Ecology, Sustainability, and TransportGermany’snew solar installations totaled over 7 GWp and accounted for approxi-mately half of the world market in 2010.—Germany Trade & InvestItaly’s total installed photovoltaic capac-ityis expected to grow from 5,000 MW in 2011 to 15,000 MW in 2015.—GIFI
North American residential solar powermarketto grow from $10,058.6 million in 2010 to $3,420.5 million in 2017.—Frost & SullivanOntario PV market is expected to grow 270% to 455 MW in 2011.—Clear Sky AdvisorsSlovenia output capacity of solar power plants rose by 235% to 26 MW in 2010.—STAEUsolarphotovoltaiccumulativeinstalledcapacity reached more than 28,000 MW in 2010.—EPIASolar Trade Association and RenewableEnergy Association’s Solar Power Group combined memberships, creating 400-member organization supporting both solar thermal and photovoltaic technolo-gies.U.S. renewable energy manufacturing,equipment and technology market is projected to grow at a 15.3% CAGR from US$127.5bn in 2010 to US$263.2bn in 2015.—Zpryme and ICPU.S. solar power sector grew 67% to $6 billion/956 MW in 2010; worldwide photovoltaic solar installation market share slipped to 5%; California Arizona, Colorado, Nevada and New Jersey each installed more than 50 MW.—SEIAU.S. total cumulative solar power capac-ity reached about 2.9 GW or 0.3% of total electrical power capacity in 2010.—Pike ResearchU.S. solar energy industry total marketvalue grew 67% from $3.6 billion in 2009 to $6.0 billion in 2010; 878 MW of photo-voltaic capacity and 78 MW of concentrat-ing solar power were installed in the U.S. in 2010.—SEIA and GTM
Materials & componentsAdvancedchemicalsandmaterialsmarketused in PV solar cells and modules grew by 89% in 2010 to $8.6 billion and is projected to grow to $22.4 billion by 2015.—SEMI and Linx-AEI ConsultingGlobal solar-energy-grade EVA packagingfilm demand should reach 225 million Sq.m. with demand for solar-energy-grade EVA chips to reach 120,000 tons in 2011.—FPC surveyAlta Devices raised $72M; working on “epi-taxial lift off ’” which will enable efficient use of very thin layers of gallium arsenide for solar PV applications.AmcorGlassTubingentered $200 million supply agreement with Solyndra.AstroWatt named former Applied Materials manager Curt Vass CEO.BioSolar BioBacksheet received UL mate-rial certification.

28 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com
Tohoku earthquake amplifies need for low risk energy
Bluestar Silicones is moving its Ventura, Calif., and Rock Hill, S.C., manufacturing sites to 147,000 SF factory in Charlotte, N.C.Bridgestone is adding an ethylene vinyl acetate, solar cell protective film produc-tion line near Wroclaw, Poland.C3Nano raised $3.2 million in a Series-A financing to bring its carbon nanotube based transparent electrode ink and film to market.Ceradyne acquired minority interest in Yamanaka EP Corporation.CVD Equipment and Graphene Laboratories jointly expanded CVDGraphene™ products and services for use in electronic, solar, bio and medical fields.Darfon Electronics started production of silver conductive paste and PV inverters.DuPont • celebrated 50 years of innovation with
Tedlar® polyvinyl fluoride film. • Microcircuit Materials introduced
Solamet® metal wrap through tech-nology for back side interconnected silicon solar cell designs and Solamet® PV17x series frontside silver photovol-taic metallizations.
• Photovoltaic Solutions introduced Dupont Pv5400 thin ionomer-based encapsulant sheets.
EMCORE appointed James Tegnelia to board of directors.Entegris launched new multifunction ship-per.Formosa Plastics is expanding solar-energy ethylene vinyl acetate to 200,000 tons pro-duction in Ningbo, China.Giga Solar opened a technical service center in Suzhou, China.H.B. Fuller reactive hot melt adhesive achieved UL component recognition for back rail polymeric bonding in solar panels.Heraeus Photovoltaic Business Unit began construction on a 45,000 SF crystalline solar cell metallization paste facility in Singapore.Honeywell introduced new formulation of SOLARC anti-reflective coating materials.Momentive Performance Materials intro-duced one-component silicone, TSE3822.MoserBaerIndia began operations at solar module equipment plant in Noida with 2.5 million junction boxes/year capacity.Nanometrics named Ron Kisling CFO.PPG received $3 million DOE grant to advance PV glass technology.Spectrum Advanced Specialty Products began offering high reliability DC link power film capacitors for power inverter applications.
Targray Technology Internationallaunched ToughSIL classic solar module lamination diaphragm.Transphorm introduced Total GaN™ based, DC-to-DC boost converter with more than 99% efficiency.
Process equipmentABB received $50 million order from Phenix Renewables for 24 MW photovol-taic solar power plant in Lazio, Italy.AdvancedEnergy Industries received $20 million order for PEII Series product line from centrotherm photovoltaics.Akrion Systems appointed Dr. Mehran Asdigha VP of engineering.Amtech • acquired 55% ownership of Kingstone
Technology Hong Kong Limited. • Tempress subsidiary increased solar
diffusion furnace market share to 40% in 2010, achieving number 1 ranking according to Solarbuzz PV Equipment Quarterly.
Applied Materials shipped 2,000th wire saw system.BTUInternationalcumulative shipments for equipment used in firing of metalliza-tion for silicon photovoltaics exceeded 5GW.centrotherm photovoltaics sold a 50 MW turnkey module line to Kioto Photovoltaics in Austria. COLEXON appointed Rolando Gennari CFO.Despatch Industries • named Dr. Ellen Cheng GM of
Despatch Industries Taiwan. • received orders for over fifty firing fur-
naces during SNEC exhibition.Enthone appointed Jim Meade to global marketing manager/electronics materials.Intermolecular moved into new 146,000 SF HQ campus in San Jose, Calif.Komax acquired 51% stake in newly founded Komax Jinchen.Manz Automation broke ground on its new 27,000 sq.m. PV and FPD equipment production facility in Suzhou, China.Oerlikon Solar received order for multiple KAI PECVD machines from Dong Xu.Orbotech LTSolar received first order for its silicon photovoltaic wafer, anti-reflec-tive coating deposition machine.Power-One commercialized three-phase string inverter for North American market.Semilab acquired Tordivel Solar.Spire • introduced Spi-EL™ electrolumines-
cence solar module tester. • provided Rahimafrooz Renewable
Energy, Bangladesh, with 20 MW advanced photovoltaic module manu-
facturing line.Ultra Clean appointed Dr. Gino Addiego president and COO.Varian Semiconductor Equipment launched Solion™ photovoltaic ion implant platform into Chinese market.
Silicon ingot wafer1366 Technologies received $28.4 mil-lion in funding from GE Energy Financial Services, VantagePoint Venture Partners.AUOptronics invested US$230 million in M.Setek for production of polysilicon and solar wafers.GCL-Poly plans to invest $2.3 bln to expand polysilicon production capacity to 25,000 tons and wafer production capacity to 6,500 MW by the end of 2011.Gintech broke ground on 330 MWp solar wafer plant in Miaoli, Taiwan.GTSolar introduced next generation sili-con tetrachloride converter for polysilicon production plants using direct chlorina-tion for hydrogenating STC.HanwhaChemical is investing KRW1 tril-lion ($893.9 million) to build 10,000 MT/yr polysilicon plant in South Korea.Hoku named “Jeremy” Xiaoming Yin, PhD, president.Polysilicon Technology, Hyundai Engineering and KCC Engineering &Construction jointly won $380 million order to build a polysilicon plant in Jubail, Saudi Arabia.Samsung and MEMC are jointly building and operating a new polysilicon manufac-turing facility in Ulsan, Korea with initial capacity of 10,000 MT/year.Schmid Silicon Technology, Gebr.Schmid and Xinjiang Puxing Chengda NewEnergyTechnologyentered joint contract for 3,000 MT polysilicon factory and inte-grated solar cell and solar module factory.Semilab acquired Tordivel Solar.Sino-American• plans to increase polysilicon wafer
output to 1.2 GW of silicon solar cells by end of June, 2011.
• acquired 14.06% stake in Powertec Energy for NT$550 million (US$18.8 million).
Soitec appointed Steve Longoria as senior. VP of worldwide strategic business devel-opment.Solarsilicon Recycling Services is moving from Camarillo, Calif., to 90,000 SF facility in Ventura.SunSi acquired He Xie Silicon.TechPrecision received $1.2 million solar power wafer, chamber order.

Global Solar Technology South East Asia – Summer 2011 – 29www.globalsolarseasia.com
Utech broke ground on 330 MW crystalline-silicon pro-duction facility in Miaoli County, Taiwan.Wacker Chemical is build-ing $1.45 billion polycrystal-line silicon plant in Bradley County, Tenn.Woongjin Energy received $114.8 million solar cell wafer order from Blue Chip.Yingli plans to commence operations at its 100 MW multi-crystalline silicon expansion project in Hainan, Taiwan, in May, 2011.
thin filmAstroWatt • named Curt Vass CEO and
Jeannine Sargent execu-tive chairman.
• demonstrated 13% cell efficiency on its SOM® thin silicon solar cells.
Axumtek Solar Energy began volume production of large-size (635mm×1245mm) CIGS photovoltaic modules.Baoding Tianwei SolarFilms formed strategic partnership with Sunvalley Solar.DayStar Technologies CEO Magnus Ryde quit and chair-man of the board Peter Lacey took over as interim CEO.First Solar plans to open 238 MW thin-film production plant in Frankfurt an der Oder, Germany in fall, 2011.Global Solar Energy named Dr. Urs Schoop CTO.Magnolia Solar appointed Dr. Thomas Surek to Technical Advisory Board.Mitsubishi achieved 8.5% cell conversion efficiency with its organic thin-film photovoltaic cell.Parity Solar achieved MCS accreditation for thin film photovoltaics.PPG Industries, Oak Ridge National Laboratory and Colorado State University are jointly working to reduce cad-mium telluride module costs by 17% or under $1 per watt.Sharp developed frameless, thin-film solar cell that is 10% cheaper to manufacture.Solar Frontier
• entered long-term distri-bution agreement with Balticsolar.
• started commercial opera-tions at its 1 GW, Kunitomi CIS solar cell module fac-tory in Miyazaki, Japan.
SoloPower received $197 million loan guarantee from Oregon Department of Energy for building 400 MW, CIGS thin-film solar panel manufacturing facility in Wilsonville, Oregon.Sulfurcell achieved 12.6% effi-ciency in commercial CIGSe thin-film solar module.TSMC will begin moving in equipment for 200MWp CIGS plant in 2Q11.XsunX entered agreement with Telecomps Technology for use of its CIGSolar™ tech-nology.
Jon Custer-Topai is vice president of Custer Consulting Group and responsible for the corporation’s market research and news analysis activities. Jon is a member of the IPC and active in the Technology Marketing Research Council. [email protected]
Photovoltaic modules
perfectly sealed and bonded
Stabilisation of frames
Bonding of back rails
Bonding and potting of junction boxes
Bonding of frames
Sealants, adhesives and encapsulants are only a minimal expense factor in photovoltaic modules. But they have a considerable influ-ence on the life time and on the durability of the photovoltaic module against climatic influences. Applying the premium products of OTTO ensures you to benefit from more than 40 years of expert knowledge in research, development and production. Put us to the test!
OTTO – always a good connection!
www.otto-solar.com
Hermann Otto GmbH83413 FridolfingGermany Phone: +49 - 86 84 - 908 - 0 Internet: www.otto-solar.com
OTTO_Anz_PV_87x248_USA_110207_final.indd 1 07.02.11 12:38

30 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com
lightweight pV module materials for cost-efficiency and performance
Interview—
centrotherm equips both well-known solar companies and new sector entrants with turnkey produc-tion lines and single equipment to manufacture silicon, crystalline solar cells and thin film modules. Kai Votg, director, international business, spoke with editor Pradeep Chakraborty about the company’s progress, its viewpoint regarding India, and the Indian solar industry.
What is the key business of your com-pany in solar?
centrotherm has more than 30 years expe-rience in photovoltaics, equipping well-known solar companies and new sector entrants with turnkey production lines and single equipment to manufacture sili-con, crystalline solar cells and thin film modules. We are the worldwide pioneer of turnkey solar cells production lines. As a consequence, centrotherm photovoltaic possesses a broad and well-founded tech-nological basis, as well as key equipment at practically all steps of the photovoltaics value chain.
In a highly competitive market that has reached mass production, centrotherm photovoltaics deliver significant competi-tive advantages for our customers through advanced technology and production sys-tems for higher efficiency while lowering the overall cost of solar power.
What is your view of the Indian solar PV scenario?
The National Solar Mission with its stated objectives of installation of 20 GW by ’22 and some of the state policies like Gujarat will drive the growth. There are also some unique opportunities in India, like off-grid
applications that can enable electricity to the 400 million people that do not have grid connection. India is among the coun-tries that are blessed to be in the sun belt, and with policies that are being put in place to tap the solar energy, we see huge growth opportunities for solar PV in India.
In the manufacturing side, currently there are a few established PV cell and module manufacturers in India catering primarily to the export market (Europe, USA). We see this shifting from a export-focused market to one that primarily serves the domestic market.
interview
Kai Vogt, centrotherm photovoltaics ag

Global Solar Technology South East Asia – Summer 2011 – 31www.globalsolarseasia.com
lightweight pV module materials for cost-efficiency and performance
What is centrotherm photovoltaics doing in India? Why do you think that the Indian solar PV companies should use your solutions?
centrotherm photovoltaics has opened its own subsidiary in India with an office in Bangalore.This step allows the world’s lead-ing technology and equipment supplier to the photovoltaics sector to expand its sales and service activities in the growth market of the country. We will offer latest, lead-ing edge technology and excellent service by our closeness to customers. We have already been maintaining partnerships with our Indian customers over many years. And we are firmly convinced of the further, successful and sustained develop-ment of the Indian photovoltaics market.
centrotherm photovoltaics sees India to be one of the biggest destination for turnkey production lines. We estimate that India will have production capacity of 825 MW by 2011 and furtherr see a 50-100 per-cent increase in 2012.
The Indian customer wants end-to-end solution, they need the equipment along with the processes. We guarantee the effi-ciency, throughput and yield as currently our equipment provides the highest energy efficiency with reduced cost of ownership.
Our customers in India manufac-ture c-Si cells with the highest efficiency in India and being able to compete with global players in quality. We are bringing the most advanced solutions with German engineering and technology to drive down the cost of solar PV electricity. We have enabled and shown success in countries like China, Taiwan Korea and others.
What do you think can be the challenges faced by the Indian solar PV scenario?
There are several challenges as seen by us which if overcome can see a huge growth of the Indian solar PV industry. They are:
• Stability is needed to connect grid connected PV
• Unaccounted environmental cost of coal and the resulting low electricity prices for industry
• Understanding of the technology by banks to finance the projects
• Diesel subsidy masking the true cost of electricity in stand by diesel genera-tors. Some efforts have been made to rectify this by Ministry of New and Renewable Energy by targeting solar power usage in telecom towers for example.
• Cost of funds in India as solar PV has
a high upfront capital cost.• Human resources development
including engineers and technicians
What advice do you have for companies entering/already in the Indian solar PV market?
There will be rethinking all over the world after the Japan crisis, and with the country’s National Solar Mission, the solar energy industry in India will surely see a boost.
Companies keen to invest in solar power should do a due diligence on the company providing the technology, its roadmap towards increasing efficiency and lowering the cost. We urge customers to not to invest in low quality that will jeop-ardise their business.
The companies in India should believe in and take the advantage of the power of the sun. The country should build up the Indian PV industry along the PV value chain by integrating wafer and poly manu-facturing apart from cell and module.
The companies looking to invest in this sector should focus on quality and cost. They should build up scale so that the cost can be at par with leading cell makers from China and Taiwan.
centrotherm is investing every year in the double-digit million euro range in research and development —for example, in 2010, the company invested about 50 million euro. The company has a strong track record in execution of projects worldwide. centrotherm guarantees its cus-tomers important performance parameters such as production capacity, efficiencies and completion deadlines.
How do you see/evaluate the current progress made in phase 1 of the JN-NSM in India?
Solar PV grid connection bid for 150 MW received applications for 10 times the allot-ment size, showing a strong interest in this sector. The government had to resort to reverse bidding to make a fair and trans-parent process to award the contracts. The implementation of the projects is keenly being watched and we wish for it to be suc-cessful. How is the India set-up coming along? What plans do you specifically have for the Indian solar industry?
In India, we would like to take the initiative and drive adoption of photovoltaics for the sake of India and the improvement of the world climate.
centrotherm photovoltaics has opened its own subsidiary in India with an office in Bangalore.This step allows the world’s lead-ing technology and equipment supplier to the photovoltaics sector to expand its sales and service activities in the growth market of the country.
Additionally, we provide local service and support to our customers. Very soon we will stock spare parts locally as our cus-tomer base increases.
centrotherm photovoltaics will pro-vide equipment and processes for PV value chain and Turnkey projects. centrotherm are market leaders, given India is a nascent market and has a lot of catching up to do, we will support our customers by giving them turnkey solutions as well as support them to ramp up with speed , proficiency, training making their FABs world class as well as getting them to compete globally from the start.
How do you see the Indian solar industry developing, going forward?
There is a very strong momentum for solar PV installations going forward. The true cost of fossil fuel will be passed to the Indian consumers in phases and that will make solar PV viable for several projects. Telecom towers is one such example where the diesel gensets can be replaced with solar PV installations.
Strong activities in the Indian solar market will lead to growth in 2011. But ongoing year will still be experimental in respect of policy, banks and rules for pv industry for domestic market. For a long term success projects need to be bank-able, well executed and generate expected amount of power. If so, growth can really pick up from 2012 onwards.
—Pradeep Chakraborty
interview

32 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com
Advances in pressure-sensitive adhesive tapes improve bus bar technology for solar manufacturers
For solar panel manufacturers, even the smallest electrical improvements translate into increased module effi-
ciency and reduced manufacturing costs. Key areas for improvement include cap-turing more light, converting more of that light to electrons and providing better con-ductive pathways for those electrons.
Conductive and non-conductive pressure-sensitive adhesives (PSAs) have been used in solar manufacturing since its inception. As an alternative approach to soldering, they offer a faster, easier to apply and less risky method for joining materi-als. Solar cell substrates are delicate. The manual soldering process used by many manufacturers can apply stress to the mate-rial and create micro-cracks. This occurs because the soldered copper and silicon elements have different thermal expan-sion rates. The resulting micro-cracks are virtually undetectable during manufactur-ing but can significantly shorten a panel’s lifespan.
In addition to soldering, conductive epoxies and mechanical fasteners are also used to bond materials in a solar panel. However, sensitive, more complex com-ponents, plus thinner profiles and smaller product footprint, have increased interest in the advantages of conductive and non-conductive PSAs.
PSAs have been used successfully in automotive, medical, packaging and elec-tronics applications. They form strong bonds with slight pressure and require no heat to activate or cure the adhesive. For solar manufacturers this translates into a number of benefits:
• Flexible formulations—the ability to design the adhesive to fit a spe-cific need;
• Versatility in bonding a wide range of substrates, including those that are dissimilar;
• Instant bonding to speed up the manufacturing process;
• Consistent and easy application;• Minimal waste and clean-up;• A thin precise bond whose thick-
ness can be controlled;• The ability to “build-in” additional
functions.
bus bar tape characteristicsBus bars not only provide the “route” for transferring a charge from internal cells to the external junction box, they also form interconnects within the module. To keep these connections strong, they must with-stand extreme temperatures, continual thermal cycling, humidity and other envi-ronmental pressures.
Bus bar tapes consist of foil (copper, tin plated copper, or aluminum), adhe-sive (acrylic, silicone, conductive, or non-conductive) and a liner. The foil provides x-y conductivity and carries current to the junction box. Sometimes the foil is protected by a polyester overlay tape. The adhesive fixes the foil to the panel. In addi-tion, conductive adhesive provides a cur-rent path from the cells to the foil. PSA bus bar tapes provide strong adherence for a long product life under harsh environmen-tal conditions and improve the connectiv-ity of the bus bar.
Advances in bus bar tapes center on creating specific formulations for con-ductive and non-conductive PSA tapes to enhance:
• Electrical and thermal conductiv-ity;
• Dielectric properties;
Keywords: Bus Bars, Bus Bar Tape, Converters, pSAs/pressure-Sensitive Adhesives
Bus bars provide the key intercon-nection between the energy a solar panel collects and the current it produces. Advances in conduc-tive and non-conductive pressure-sensitive adhesive tape for bus bar fabrication enable solar panel manufacturers to increase produc-tion, decrease costs, and improve the efficiency and durability of the finished solar panel.
Brent Ekiss, Fabrico
advances in pressure-sensitive adhesive tapes improve bus bar technology for solar manufacturers

Global Solar Technology South East Asia – Summer 2011 – 33www.globalsolarseasia.com
Advances in pressure-sensitive adhesive tapes improve bus bar technology for solar manufacturers
• Environmental stability.
By using new formulations of adhesive, conductive and non-conductive PSA bus bar tapes can provide enhanced electrical connection in addition to a strong physi-cal bond between the cell surface and the main foil carrier. In addition, there is the potential for higher z-axis conductivity for advanced panel geometries/currents.
electrical conductivity in harsh conditionsImproved bus bar tapes must provide good conductivity through a wide range of oper-ating temperatures, humidity and voltage. Key electrical characteristics for advanced PSA bus bar tapes include:
• Electrical conductivity, especially in the z-axis;
• Good conductivity throughout exposure to heat and humidity—for example, 85˚C/85% RH, 1000h;
• Good conductivity throughout temperature extremes, from -40˚C to 80˚C for 200 cycles
• Low outgassing at high tempera-ture (110˚C)—outgassing can cause a loss of electrical contact as well as arcing;
• Good conductivity at very high voltage and high temperatures.
With the latest PSA bus bar tapes, these electrical enhancements are combined with easy application, delivering the fol-lowing advantages:
• Strong, flexible electrical intercon-nects formed by laminated overlap joints instead of rigid solder;
• Stable performance under environ-mental extremes;
• Reduced/eliminated hot spot prob-lems due to conductivity problems or defects;
• Good resistance to corrosion due to conditions inside and outside the panel;
• Efficient heat dissipation with a high surface area to cross-sectional area ratio.
the role of the converterAs new generations of solar panels increase challenges for manufacturers, the design, development and testing of materials becomes more important. Testing ensures compliance with regulatory standards as well as providing the expertise and support to optimize costs, minimize rejects and meet manufacturing schedules.
Bus bars can provide several challenges to solar panel manufacturers. The selec-
tion of the proper adhesive is often critical. Inconsistent adhesion can cause hot spots that lead to arcing and affect panel perfor-mance. An experienced converter can rec-ommend adhesives with the appropriate crosslink capabilities. With a strong under-standing of adhesives, a converter helps the panel manufacturer overcome issues that occur during vacuum lamination or other manufacturing steps.
A converter provides assistance in materials and adhesive selection by partici-pating at the very beginning of the design process. In addition, the converter also engages in ongoing research and devel-opment of new materials and processes. Materials and adhesives can be qualified
based on:• Temperature resistance, including
performance at upper temperature limits;
• Shear, tensile and peel strength;• Outgassing;• Contact resistance;• Electrical and thermal conductiv-
ity;• Slitting widths and tolerance.
A full laboratory facility will allow test-ing to American Society for Testing and Materials (ASTM) standards for:
• Part dimension verification;• Adhesive testing/release liner testing
Bus bar illustration.
Continued on page 43

34 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com
ultrasonic spray coating of nanoparticles
Interview—
BTU International’s advanced thermal processing equipment and expertise are used in the manufacture of solar cells and nuclear fuel as well as the pro-duction of printed circuit board assemblies and semiconductor packaging.
We recently had a chance to speak with Mr. van Maaren, vice president of marketing communications, about BTU’s in-line process systems.
Jan-Paul, why should customers who are looking for best-in-class advanced ther-mal processing equipment and processes consider BTU International?
Well, thermal processing is what we do. If you are facing a challenge, process-wise, chances are that we’ve seen it before. We have more than 60 years of experience and over 10,000 tools shipped. We are set up for collaboration and partnership with our customers. Our USA headquarters, near Boston, is our engineering center with advanced modeling and analysis capabilities and a fully appointed solar applications lab. We also have maintained our skill set in custom manufacturing here in the US. Additionally, we have a factory and solar applications laboratory in Shanghai, China, and over 30 service locations worldwide. Manufacturing in Shanghai can reduce our delivery time to the rapidly growing Asian market by as much as six weeks. We are uniquely positioned to work with a customer through the initial development of their processes to the worldwide deployment of high-volume manufacturing. We understand that BTU’s strength is high-volume in-line processing. What
does it mean to be ‘in-line’ and how is this relevant to the photovoltaics indus-try today?
Being in-line refers to continuous processing, where the process conditions are kept constant, and the product is moved through the process chamber, typically exposing the product to varying temperature and atmospheric conditions as it travels through the different zones. Many of our continuous systems use conveyor belts or powered rollers. We also offer specialty conveyors for unique
situations like extremely high temperatures or atmospheres with reactive gasses.
In-line processing is particularly relevant to the photovoltaics industry today. If you look at the history of other high-tech industries like electronics, as the industry ramped up and entered into a phase where its business model was based on cost competitiveness, in-line processing has been one of the key enabling technologies. As a company with more than 60 years of experience, we’ve been a part of that transition numerous times.
interview
dr. Jan-Paul van Maaren,btu international

Global Solar Technology South East Asia – Summer 2011 – 35www.globalsolarseasia.com
ultrasonic spray coating of nanoparticles
Do you find that the industry has been switching over to in-line processing rather than traditional batch processing? Why do you think this is? What benefits does in-line offer over batch processing?
In photovoltaics, in-line processing is dominant in certain areas, such as metallization firing, but still is emerging in others. We see the adoption of in-line processing accelerating in emerging areas such as diffusion and thin-film. Certainly, cost is a huge driver in the change, but other factors are pushing it along, including increasing production volumes and the availability of process data for in-line processes.
There are many benefits of in-line processing: wafer breakage is dramatically reduced, process times are slashed and productivity is increased. All of this really boils down to reducing manufacturing costs, but what’s exciting is that it is not just a drop in the bucket, but an incredible savings over time. For example, an independent analysis of our Meridian™ in-line diffusion system showed a 12-cent per wafer savings over batch, a savings of a whopping three-quarters of the cost for that process step.
I believe that in silicon photovoltaics, game-changing technologies are needed to keep pace with new lower cost alternatives, and in-line can do it. CapEx per watt is becoming an important metric for many of our solar customers. In-line atmospheric processing is extremely attractive when compared to batch vacuum processing from a capital expenditure perspective. Many of our customers are astounded by the types of atmosphere control our continuous atmospheric systems can offer, down to 2 ppm oxygen in nitrogen or other novel gases.
Are there any disadvantages of going in-line?
Any time you are considering changing a process of record there are disadvantages. We certainly recognize that there are some risks.
Today, there is even more pressure to minimize risk as our customers are ramping up their factories so rapidly and, in some cases, are driving to start production in less than a year. However, the driving force in this industry is ultimately lowering the cost per watt and the cost savings offered by processes like in-line diffusion are too compelling to ignore. To date, we have received more than 2 GW in customer commitments for in-line
diffusion equipment. We are working with world-class
research institutes to optimize our processes and generate cell efficiency datWe also maintain fully appointed solar process labs in both the US, near Boston, and at our Shanghai, China, facility. Our process engineers are working with many of our key customers as they make the switch to in-line.
How do BTU’s in-line process systems maintain process performance?
BTU’s in-line systems are known worldwide as process leaders for thermal uniformity. Additionally, we have numerous techniques for atmosphere control, including our patented gas-barrier technology that allows us to offer the lowest oxygen levels in the industry. Inherently, an in-line system has advantages over batch for process control, in that by design, the process is held constant.
Over the years, BTU has developed solutions that allow the system to respond to varying product loads, eliminating the need for the dummy loads that are used by batch systems. Another area in which we have significant expertise is multi-lane systems. We’ve shipped hundreds of dual-lane systems into the electronics assembly and semiconductor packaging markets where they were qualified and monitored through rigorous standards by our customers. Needless to say, we’ve learned a lot over the years and are applying that to our dual-lane solar metallization firing equipment. We don’t rely on side heaters or other “Band Aid” approaches to thermal uniformity in our systems.
What does the future of in-line process-ing look like for photovoltaics?
Well, not surprisingly, we think the future is pretty bright. The opportunity
to save manufacturing costs while maintaining process efficiencies for silicon photovoltaics is too great to ignore and, frankly, will become a necessity as prices continue to drop. We’re developing in-line processes for some of the most advanced PV processes, so it’s safe to say that we think it’s here to stay.
Is BTU experiencing increased interest in the alternative energy industry? In addition to the BTU products already in the solar market, will you be introducing anything new this year?
Yes, our alternative energy business, which includes products for nuclear fuel sintering, has been experiencing rapid growth during the last few years. In fact, it more than doubled in 2010. We expect that to continue with a very strong contribution from the solar segment. Last year, we had two major product introductions with our Meridian™ in-line diffusion system and the Tritan™ Metallization Drying and Firing System. As mentioned earlier, these products are cost of ownership leaders and provide excellent process performance. This year, we are expanding our solar business in other areas and partnering with key customers. We have targeted specific processes that not only save costs, but also increase cell efficiencies.
Thank you, Jan-Paul.Trevor Galbraith
interview
BTU factory.

Title
36 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com
Interview with Jason Eckstein, Lux ResearchQuoting from Lux Research:“Germany currently represents roughly half the total global market for solar components—all thanks to explosive growth it fueled over the past decade through attractive solar subsi-dies. However, as the country is now dialing back its subsidy programs, solar companies will be scrambling to find the next big growth market for 2011 and beyond.”
Lux’s new report constructs a quantitative model for 15 emerging markets, based on the value of subsidies, market size, solar generation’s proximity to grid parity, and numerous other factors. It ranks each country on two axes—measuring short-term demand drivers and long-term market potential. Based on their positioning in either axis, markets fall into one of four market classes: Fast Burners, Top Targets, Slow Movers, and Weak Prospects.
Jason, how did you choose the 15 mar-kets?
These markets were chosen because of their size and growth potential. The growth potential can be driven by incentives or the underlying electricity costs.
“Cyprus, Israel, and Malaysia are Fast Burners. Although these markets offer some of the most valuable subsidies, they all face fundamental limits on the extent
to which solar can grow. Cyprus in particular cannot support more than a few hundred megawatts of solar installations, while Israel and Malaysia are capped close to 3 GW.”
Are these all new subsidies…why have we not heard of these nations before?
These nations have introduced and refreshed subsidies and are in high solar flux areas. The challenge with the “Fast Burners” is that their markets are quite limited in size. Israel has had several tiers of capped subsidies for years already but remains a small market. It is removing caps on residential subsidies in 2011 to spur growth. Cyprus and Malaysia will also have attractive FIT programs in 2011.
“India stands out as a Top Target, but South Africa and the U.K. could also be game-changers. India combines a heavily funded subsidy scheme with a grid in great need of distributed
generation and huge projected electricity consumption. South Africa has a significantly more attractive subsidy scheme but is limited to utility-scale applications and faces regulatory uncertainty. The U.K. has a comparatively weak solar resource, but faces tight natural gas supply, has a broad set of feed-in tariff (FIT) incentives, and boasts a potential market size over 20 GW.”
India obviously has huge potential because of population and geography and South Africa has significant sunny areas…but the UK? Not known for its high sunniness quotient—at least not when I lived there!
The cost of generating a kW of solar power is indeed higher in the UK—but the retail cost of power is also much higher than other countries that look like they should have better potential. If you look at the figure showing electricity costs, what is
interview
finding the New germany: solar seeks 2011 subsidies

Global Solar Technology South East Asia – Summer 2011 – 37www.globalsolarseasia.com
interview
important is the cost ratio of solar power to conventional power.
The UK has a residential solar cost of electricity $0.75 per kWh with retail electricity prices of $0.20, a ratio of 3.7 to 1. Compare that with Egypt with a ratio of 7.1 to 1 or Argentina with 22 to 1. Utility solar installations will have a significantly lower cost of electricity but must compete with wholesale prices for sources such as natural gas.
India has a comprehensive plan and a potential market size of 20 GW.
“Russia, Brazil, and Mexico are all Slow Movers. All offer huge electricity markets with over 10 GW of solar development potential, but lack incentive schemes. Brazil cancelled an FIT policy early last decade, yet it’s one of the markets closest to grid parity and offers massive potential demand. Mexico has enforced a national net metering policy, making it a likely future champion of solar as a distributed resource. Meanwhile, Russia offers few demand drivers in 2011, but the largest potential addressable solar market at over 80 GW. “
Why slow movers?
These countries have no incentive programs to kick start development.
This report is a fascinating insight into solar development showing the extremely wide scope and stage of development of the market in BRIC countries (we know already the leadership position China has developed) as well as a mix of mature and developing economies.
Thank you for speaking with us, Jason.
Alan Rae
range of applications from power supplies for ICT, to motor drives, solar converters, or hybrid electrical vehicles: today, more than 60% of energy passes through Si! Improving the performance of power elec-tronics systems appears more and more as a key lever to significantly reduce or keep under control electrical power consump-tion.
Power transistors based on GaN-on-Si (galliumnitride-on-silicon) will be key components to realize devices with high breakdown voltages that reliably and sus-tainably operate at high operating tem-peratures. Galliumnitride is a promising material for advanced power electronic components because it has outstanding capabilities for power, low noise, high fre-quency, high temperature operations and has very promising cost reduction per-spectives.
However, to make GaN-based devices a competitive alternative to silicon devices, GaN manufacturing technology needs to achieve the same economies of scale as Si. One way to lower the cost of GaN technol-ogy by using large-diameter GaN-on-Si and by developing processes compatible with standard Si process flow.
Storing electrical energyThe future electrical energy supply will be characterized by variations in demand and supply of electrical energy at every moment. This can be overcome by building a buffer in the form of a storage capacity for electrical energy. Such storage will also be a critical enabler for e-mobility and its link to the smart grid.
Researchers worldwide are search-ing for new solutions for highly efficient supercapacitors and batteries. One road to pursue is leveraging nanotechnol-ogy expertise to increase the surface-to-volume ratio in devices for electrical and electrochemical energy storage. In coop-eration with experts on novel catalysts, this expertise can also applied be for the devel-opment of solar fuels, converting energy-poor molecules to energy-rich molecules using sunlight as the energy source.
Saving energySmart meters will empower customers to make choices on how much energy they use and will enable suppliers to differen-tiate their tariffs and services. They are an important step towards reduced con-
sumption of energy. Another obvious step towards mastering our energy future is increasing the energy efficiency of the elec-trical appliances we are using. The energy used for lighting purposes makes up for 20-30% of the electricity consumption in the developed countries. Important sav-ings for lighting can be realized by evolving from incandescent light sources towards Light-Emitting Diodes (LEDs).
In this context, it is important to improve the efficiency of GaN high-bright-ness LEDs. GaN exhibits excellent light emission properties in a very broad range of the visible and ultraviolet (UV) spec-trum. However, solid state lighting by these devices can only become broadly accept-able if new large-volume manufacturing processes are developed that enable 150 lm/W LEDs at competitive costs.
Today, state-of-the-art LED manufac-turing processes are typically performed on expensive 4-inch sapphire substrates. By depositing the GaN material on 6-inch and 8-inch silicon substrates, the produc-tivity of GaN-based device manufacturing can be significantly increased.
GaN-based LEDs manufactured on a fully 6-inch and 8-inch CMOS-compatible process are realized. The integration of the proprietary concept of surface roughen-ing in combination with mirrors will allow a higher external quantum efficiency of thin-film textured LEDs.
Jef Poortmans received his degree in electronic engineering from the Katholieke Universiteit of Leuven, Belgium, in 1985. He joined imec and received his Ph. D. degree in June 1993. Currently, he is program director of the Strategic Program SOLAR+ at imec. This program comprises all the photovoltaic technology development activities within imec.
Jef is also scientific editor of a book on thin-film solar cells and has been acting as co-organizer of several thin-film solar cell symposia in the frame of the E-MRS. As a board member of EUREC agency he was involved in the preparation of the Strategic Research Agenda for Photovoltaic Solar Energy Technology of the European PV Technology Platform. He was general chair-man of the 21st European Photovoltaic Solar Energy Conference & Exhibition and is pres-ently a member of the Steering Committee of the EU PV Technology Platform.
Powering a sustainable futurecontinued from page 11

38 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com
An evaluation of sealants used in photovoltaic (pV) module manufacture
analyst buzz
Solar costs continue decline Solar energy markets in the U.S. continued to surge during the third quarter of 2010, according to a report released by the Solar Energy Industries Association (SEIA®) and GTM Research. More than 27,000 U.S. homes and businesses installed solar energy systems in the third quarter of 2010. Installations in the non-residential photovoltaic sector grew 38 percent over the second quarter to reach 103 megawatts.
Alongside support from state and federal policies, nationwide growth is being propelled across residential, commercial and utility-scale market segments by the continued decline of average system costs, which the report finds were below $6/watt in Q3 for the first time, or 8.5 percent less than Q1 averages.
The report also includes detailed data and analysis on national and leading state trends, including demand, average system costs, component costs, and manufacturing production, which culminate in five-year demand projections by technology and by state.
“The third quarter, and this year as a whole, has been a banner year for PV in the U.S.,” said Shayle Kann, GTM Research’s managing director of solar. “With the combination of ARRA incentives, the Treasury Cash Grant, and a compelling cost environment, PV installations have spiked across all market segments.”
In third quarter solar electric installations, California led the way with over 67 MW of new capacity, followed by New Jersey, Florida, Arizona and Colorado. For solar heating and cooling systems, California, Hawaii, Arizona, Puerto Rico, and Florida were the leading markets.
As of the end of the third quarter, the U.S. had installed 530 MW of PV, already well over the 435 MW installed in all of 2009. GTM Research forecasts further growth in the fourth quarter, with total 2010 PV installations poised to reach 855 MW. Concentrating solar power installations and solar heating and cooling installations in the last quarter of the year could drive total 2010 U.S. solar installations above 1 gigawatt—1,000 MW—for the first time.
“This report for the third quarter shows what many of us already suspected: that 2010 will be a historic year for solar energy in the United States. Thanks to a variety of factors, including the 1603 program, the solar industry is on pace to grow by over 100 percent and install more than 1 gigawatt of solar in 2010. This is the first time we have crossed this threshold,” said Rhone Resch, president and CEO of SEIA. “And the promise for 2011 is even greater. With the 1603 program on the cusp of being extended, combined with the continuing decline in system costs for consumers, solar is poised to create tens of thousands of jobs and install even more capacity than 2010. It is truly an exciting time for our industry.”
This latest U.S. Solar Market Insight™ report forecasts the industry to continue its growth in 2011, although extension of the successful 1603 Treasury Grant Program would ease market pressure and provide the certainty for another major growth year in 2011.
Analyst Buzz
Following a strong 2010 that will have seen around 1 GW of installations in North America, 2011 should bring over 2 GW of new installations, as well as a host of options for developers and project owners looking to reduce the levelized cost of solar energy, according to a new study available from IDC Energy Insights: “Business Strategy: Trends to Watch as the Rate of North American Solar PV Installations Doubles in 2011” (Document #EI225795). The study examines the technological, legislative and business model trends that will shape the solar photovoltaic industry over the next year.
“While subsidies undeniably underpin much of this growth, the young solar PV industry has been rapidly innovating in ways that make solar PV systems more cost effective, easier to install, and easier to maintain,” said Jay Holman, lead analyst for IDC Energy Insights’ Renewable Energy Strategies program. “While North American installations trail those in Europe, current momentum represents
very strong growth for the region.” According to IDC Energy Insights,
uncertainty about the future levels of subsidies—both in the United States and in Europe—are driving industry volatility and uncertainty when it comes to long-range planning. Key factors industry suppliers and utilities must watch for include:
• Further cost reductions for solar PV modules, inverters, and other balance of system (BOS) components, and installation labor, will be driven by increasing volumes and continuing innovation.
• Attractive feed-in tariffs in Ontario and solar carve-outs in state-level renewable portfolio standards (RPS) in the United States will drive new installations, but uncertainty over the future of U.S. federal-level incentives will remain.
• Companies that provide solar leasing and power purchase agreements (PPAs) to residential and commercial property owners
are expected to continue to thrive as they increase participation in the solar PV market.
• The movement of intelligence from central inverters to PV modules will accelerate, even as central inverters add functionality to enable high penetration of distributed PV systems on the grid.
“Solar’s strengths warrant the subsidies it has received, and the subsidies have helped the industry achieve lower costs through increased economies of scale, improved reliability, and improved performance through technological innovation,” said Mr. Holman. “The industry is still young enough that these innovations are continuing at a rapid pace, and these factors, combined with apparent commitment to solar subsidies from governments around the world, suggest a strong solar industry for the foreseeable future.”
rate of North american solar PV installations to double in 2011

Global Solar Technology South East Asia – Summer 2011 – 39www.globalsolarseasia.com
Analyst Buzz
Market for OPV/DSC substrate and encapsulation materials to reach $1.3 billion by 2017NanoMarkets, in their new report, “Encapsulation and Flexible Substrates for Organic and Dye-Sensitized Cell Photovoltaics,” claim that novel encapsulation and substrate materials are the key to the long-term survival of organic photovoltaics (OPV) and dye sensitized cell (DSC) photovoltaics. The report projects that a $1.3 billion encapsulation and substrate market will be possible by 2017, if manufacturers of these materials can offer products that will smooth the way for OPV/DSC technology to break into the building-integrated photovoltaics (BIPV) sector.
According to the report, while the revenues from selling encapsulation materials into the OPV/DSC sectors will never be huge, the gross margins on those sales will be impressive. OPV/DSC technology will live or die on its ability to penetrate the BIPV sector and OPV/DSC panel makers will have to pay premiums for good encapsulation materials. In addition, NanoMarkets believes that the encapsulation products that are developed for OPV/DSC will find ready markets in OLED and other organic electronic markets in the future.
According to NanoMarkets, the substrate market for OPV/DSC is expected to reach $1.1 billion by 2017 with almost 70 percent of that value coming from glass. Since OPV/DSC allows a much higher degree of transparency than any other kind of PV that might be used with glass, NanoMarkets believes that glass substrate suppliers aiming at this sector of the OPV/DSC substrate market should focus on architectural glass substrates for BIPV, rather than the conventional glass panels used for every other kind of PV.
This report analyzes and quantifies the opportunities for substrate and encapsulation materials used for solar panels using OPV or DSC for the absorber layer. It also analyzes the opportunities for substrate/encapsulation materials by application considering both mobile products and the critical BIPV sector. As well as a detailed eight-year forecast for all of the applications both in volume and value terms.
In addition, the report profiles the strategies of leading suppliers of encapsulation and substrate materials including 3M, Corning, Corus, Dow Chemical, DuPont, DuPont Teijin, Fujifilm, Mocon NSG, Pilkington, Saint Gobain, and
Vitex. It also examines how the current generation of OPV/DSC firms including Dyesol, G24i, Heliatek, Konarka, Plextronics and Solarmer are approaching the need to improve OPV/DSC encapsulation and substrate materials.
Emerging avenues to drive APAC renewable energy T&D products market to $1,076.5 million by 2016While global warming and climate change concerns are likely to boost the development of renewable energy (RE) technologies during this century, conventional power generation technologies such as thermal and hydropower are unlikely to be replaced. To provide a clean and sustainable solution for global warming, it is imperative that governments and large corporations first shift their focus from conventional power sources to RE technologies.
In general, the growth of the transmission and distribution (T&D) products for the RE markets in Asia Pacific depends on the development of grid-connected RE, wherein wind and solar energy are likely to be the major segments fuelling market prospects. With growing awareness of the impacts of global warming and climate change, new avenues are opening up for the T&D products for RE. In 2009, the T&D products installed in wind and solar plants accounted for 78.0 percent of the total T&D products installed in the RE markets.
New analysis from Frost & Sullivan, “Transmission and Distribution Products for Renewable Energy Markets in Asia Pacific, “finds that the Asia Pacific RE T&D markets earned revenues of over $495.8 million in 2009 and estimates this to reach $1,076.5 million in 2016.
“T&D products for RE will be driven by wind projects in Australasia, solar projects in East Asia, and biomass and small hydropower projects in Southeast Asia,” says Frost & Sullivan research analyst Do Thai Son. “The geothermal market in Southeast Asia and Australasia is in the high-growth stage; however, the same cannot be said of the East Asian market as the respective government has no development plans in place, a trend that is likely to continue in the foreseeable future.”
Despite the positive outlook for the market, there are some roadblocks stalling its development. The prevalence of technical issues in providing grid-connected RE is a major challenge for the use of T&D products for the market. Lack of clear guidelines on specific RE technologies in some countries misleads
project developers. Thus, policies and targets need to be revised periodically to encourage private investments in the markets.
Furthermore, power output from certain RE sources such as wind and solar can be intermittent. Fluctuations in output can adversely affect power grid frequencies, voltages, and component performance, causing instability in the power generation system and interrupted service to customers. Currently, concerns about power system reliability limit the amount of new and renewable energy that power utilities and transmission system operators allow to be connected to the grid. This adversely affects the T&D products used in grid-connected RE plants.
The high cost of an RE project installations are also an obstacle. Owing to their lack of financial wherewithal, most project developers opt for small-scale projects and are keen to acquire return on investments within a short time. In certain cases, financial institutions too are not familiar with the RE projects and are unwilling to support them. Easy availability of loans from banks, funds from the central government, and financial aid from developed countries will help project developers overcome this impediment.
“To stay ahead of competition, manufacturers in this space must enhance design efficiency or set up budget manufacturers in low-cost countries,” says Thai Son. “Fostering and establishing partnerships with local manufacturers, government agencies, value-added resellers, and distributors is a surefire strategy for business expansion and divergence.”
Finding the new Germany: Solar seeks 2011 subsidiesGermany currently represents roughly half the total global market for solar components—all thanks to explosive growth it fueled over the past decade through attractive solar subsidies. However, as the country is now dialing back its subsidy programs, solar companies will be scrambling to find the next big growth market for 2011 and beyond. New analysis from Lux Research indicates no single country will match Deutschland’s meteoric growth over the past few years, and it provides strategic insights on which markets offer the strongest potential in 2011 and beyond.
Titled “Global Subsidy Roundup: Solar Beyond Germany,” Lux Research’s report provides a detailed overview of the subsidy and regulatory structures for 15 markets,

40 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com
Analyst Buzz
and provides timely guidance into which of them are most capable of fueling future demand as Germany’s star fades.
“Component manufacturers looking to maintain margins in the face of rapidly falling prices will find short-term relief from markets offering attractive subsidies in 2011,” said Jason Eckstein, a Lux Research Analyst and the report’s lead author. “However, to be able to plan for long-term solar growth, companies also need to consider other factors, such as the size of a country’s electricity market, what other generation sources it can tap, and the quality of its electrical distribution infrastructure.”
Changes in Solar Funding: Turkey implements a FIT, Spain cuts backThe turn of the year saw international PV markets in vivid motion. While an increasing number of countries such as India or more recently Turkey are on the verge of successfully introducing solar subsides to strengthen their domestic industry and simultaneously meet their climate objectives, the Spanish government has become the new “Solar Grinch” of 2011. It was on Christmas Eve that the Spanish administration decided to make significant cut backs to subsidies for PV plants installed on the Iberian Peninsular. The precarious budgetary situation has forced the government to make dramatic cutbacks entailing an additional reduction over the next three years, even for existing installations. The government is proposing a cap be placed on the number of hours of subsidized generation that solar plants can sell to the grid.
Whereas up to 1,753 hours could have been fed to the grid by fixed PV systems in the past, now a maximum of 1,250 processing hours will be remunerated over the next three years. Systems mounted on single axis trackers will now only be funded for the first 1,644 hours; systems with double axis trackers will see payments for the first 1,707 hours only. An adjustment that will apply to all PV plants connected to the grid by September 2008. As compensation, PV plants will receive the FITs for three more years in the future—an extension from 25 to 28 subsidized years.
Unforeseeable impact not only for the industry but also for millions of fund investorsAccording to Spain’s Deputy Industry Minister, Pedro Marin, these reductions are necessary to grant the government “some leeway” in keeping consumer energy prices at a moderate level while Spain navigates its way through tough times of economic uncertainty. “Au contraire” is to be heard from the side of investors and analysts. Such hasty changes are considered a breach of trust and increase uncertainty throughout the whole renewable energies industry in Spain.
Exactly how the latest cut backs to solar funding will be felt throughout the industry cannot as yet be foreseen. However, analysts at EuPD Research believe that the impact will be significant. “But not only the PV industry and its directly or indirectly related spin off industries will suffer from the decision made in Madrid—millions of Spanish senior citizens and pensioners, as well as fund investors all over the world
will feel the impact of this decision”, says Markus A.W. Hoehner, CEO of the branch’s leading market researcher EuPD Research, based in Bonn, Germany. Over the last years countless pension funds invested significant amounts of money in Spanish solar funds, hoping for a stable return.
While Spain cuts solar funding, Turkey introduces a FIT systemRenewable energy has played a minor role in Turkish energy generation thus far as the main sources have been gas, coal, as well as hydropower. However, the Turkish government intends to further diversify its energy mix and renewable energy generated by domestic production will be of particular importance. It should, according to government plans, make up a total of 30 percent of the Turkish energy supply by the year 2023. Both wind energy and geothermal are expected to play a major role here. In addition, other renewable sources such as photovoltaic should also become of greater significance.
Turkey has had a renewable energy law since 2004 which also funds photovoltaic. However, very few investments were
actually made in the technology as a result of comparably low feed-in-tariffs of only 5.5 €cent/kWh. As demand for energy increases and in line with adjustments to developments in Europe, renewable energy is now set to be pushed even more. The Turkish Ministry for Energy has decided that remuneration for PV systems should be extended to 13.3 $cent/ kWh in a base tariff.
Complex approval procedure, market cap and local content requirementsFurthermore, an additional bonus of up to 6.7 $Cent/ kWh will be paid for PV systems consisting of locally produced components whereas 9.2 $Cent/ kWh will be paid for all CSP systems built with local equipment. However, the downside is that these tariffs will only apply to “licensed energy producers”, meaning that each plant owner has to obtain an authorization before feeding energy to the grid. This might be tolerable for commercial suppliers but could also be seen as bureaucratic barriers
that might deter investment in private, small-scale systems. At the same time, the law also limits the total production capacity of these “licensed solar
energy companies” to 600 MW up to December 31, 2013.
However, Taner Yıldız, the Turkish Energy and Natural Resources Minister, does not consider this a hindrance to investment. “I am sure that our investors will do business at these prices”, Yıldız said in Hürriyet Daily News.
The government is proposing a cap be placed on the number of hours of subsidized generation that solar plants can sell to the grid.

Global Solar Technology South East Asia – Summer 2011 – 41www.globalsolarseasia.com
technic releases higher efficiency reduced silver processTechnic is pleased to announce the release of TechniSol® Ag 2460, a cyanide free silver plating solution formulated specifically for use with Reduced Silver Paste Technology on silicon solar cells. RSP Technology applies a fine line screen printed seed layer that is then electroplated with a smooth silver layer, resulting in increased efficien-cies at a significantly reduced cost. The bath operates at 20 g/l silver, a concentration similar to most other baths in the industry, but because of key advances in its formu-lation TechniSol® Ag 2460 produces very fine grain deposits with no lateral growth. This improved electrolyte formulation also allows manufacturers to plate up to 30% faster and still maintain optimum deposit integrity.
In addition to the advantages in RSP Technology, TechniSol® Ag 2460 may be used to plate on nickel or copper grid lines, creating a superior solderable layer. TechniSol® Ag 2460 is also formulated for compatibility with LIP (Light Induced Plating) as well as standard electroplating applications. www.technic.com
bentek Solar premiers wall and roof mount re-combiners with circuit breaker technologyBentek Solar introduced an extended line of circuit breaker wall and roof-top solar re-combiners.
Bentek Solar wall and roof mount re-combiners provide the final interface to the inverter for small and large commercial systems. Additionally, the re-combiners fea-ture a flexible design for customization and
ease of installation, as well as an enhanced level of user safety. www.BentekSolar.com
infor Sales and operations Planning solution helps companies profit through periods of intense demand variabilityInfor today announced the general avail-ability of Infor Sales and Operations Planning (S&OP) version 1.0. Infor S&OP is an entirely new solution, purpose-built by Infor for the unique needs of manufac-turers, suppliers and distributors. These companies are increasingly challenged to quickly, accurately and more profit-ably adjust operations to address shifting demand as the global economy improves. The solution provides unprecedented capa-bilities for creating, managing and using electronic workflows that address every major stage in the S&OP process, allowing global teams to gain consensus and make higher-confidence decisions faster. It is the first dedicated S&OP solution to inte-grate extensive “what if ” scenario building tools directly into decision-making work-flows. This allows teams to model potential changes based on up-to-date demand data, choose the action that results in the high-est potential increase in revenue or margin, then finalize and populate the changes automatically across the global supply chain.
Infor S&OP is a standalone software solution that can be used independently, or integrated with supply chain management systems from Infor and most third-party providers. www.infor.com
Multifunction shipper maximizes shipping density, reduces costs for PV manufacturersEntegris, Inc. launched a new multifunc-tion shipper designed to provide photovol-taic wafer, cell, and module manufacturers with decreased cell breakage, improved transportation efficiencies, lower ware-house and labor costs, and reduced waste. The new shipper, developed with input from leading cell manufacturers, offers increased protection, higher shipment density, reuse and recycling capabilities, and automation.
Constructed with cleanable polypro-pylene materials, the Entegris multifunc-
tion shipper can be used multiple times and recycled efficiently, thus allowing wafer and cell manufacturers a “green” alternative to reduce packaging waste and disposal costs. Furthermore, the shipping system maximizes the number of cells or wafers on a pallet; improving transportation efficien-cies and reducing warehousing costs.
Another feature of the Entegris shipper is its ability to serve as both a sorting bin and a shipper, eliminating the need for an operator to manually transfer the wafers or cells thereby endangering the substrate. This improvement helps manufacturers improve their processes in a way that pro-vides increased yields and reduces labor costs. www.entegris.com
Spire announces the Spi-el™ electroluminescence Solar Module testerSpire Corporation introduced a new advanced metrology product, the Spi-EL™ Electroluminescence Solar Module Tester, at the SNEC 5th (2011) International Photovoltaic Power Generation and Exhibition in Shanghai, China.
The Spi-EL series of solar module tes-ters use electroluminescence (EL) to iden-tify microcracks and other invisible defects in modules. The testers utilize cooled near-infrared charge-coupled device camera technology to image each solar cell with resolutions less than 200 um per pixel, the equivalent of a 60 megapixel image for an entire module. www.SpireCorp.com
Mactac® supplies adhesives for solar technology manufacturingMACtac® Specialty Products continues to enhance its line of pressure-sensitive adhe-sive solutions designed specifically for solar cell assembly applications.
After years of research and develop-ment in the solar bonding process, MACtac offers five primary solar assembly products, along with additional adhesive solutions to address related needs for solar cell manu-facturing.
MACtac’s line of solar products enables manufacturers to use pressure-sensitive adhesives in the assembly of concentrating, flat and flexible solar applications, such as:
• Concentrating and flexible applica-tions that are subject to high-rang-ing temperatures and environmen
New productsnew products

42 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com
new products
• tal conditions, like withstanding dry desert heat or extreme cold
• Securing slanted, concentrated solar energy mirrors in place to heat water or direct light toward one source
• Flat solar energy for rooftop appli-cations
• Flexible solar energy for remote locations, transportability and charging small appliances such as cell phones and travel lights.
www.mactac-europe.com
New tco sputtering targets improve solar cell efficiencyTosoh SMD’s new transparent conducting oxide (TCO) sputtering targets achieves higher solar cell efficiency than standard targets, according to the company. The new TCO targets, composed of either tra-ditional indium tin oxide (ITO) or alumi-num zinc oxide (AZO) are available in both planar and rotary configurations. They are also doped with performance-enhancing additives that improves the optical proper-ties of thin films deposited from these tar-gets. One of the enhancements is, notably, increased transparency. This increases the conversion efficiency of solar cells by more than one point, compared with solar cells using thin films from conventional TCO targets.
Tosoh’s AZO TCO targets enable the deposition of textured surfaces that enhance light-trapping capability. Compared with thin films from conven-tional TCO targets, a single-junction thin film deposited by a Tosoh AZO TCO target in a silicon solar cell shows a one-point gain in conversion efficiency. Thin films, meanwhile, produced with Tosoh’s ITO TCO target achieve a similar gain in a copper indium gallium selenide (CIGS)-based solar cell. www.tosohsmd.com
rofiN introduces the Powerline l 400 for high-speed edge ablation of thin film solar modulesWith its new PowerLine L series, ROFIN introduced q-switched solid state lasers specifically designed for micro material processing applications which require high average power and high pulse energy. Examples are thin film removal on glass and flexible materials, ablation of dielec-tric layers, silicon processing, drilling and cutting. In the 1064 nm class, ROFIN had great success with the Powerline L 300 for edge ablation of thin film layers in the pro-
duction of a-Si/µ-Si, CdTe and CIS solar cells. Responding to shorter cycle time requirements of various customers ROFIN introduces now the PowerLine L 400 fea-turing higher laser power and shorter pulse length.
Selective opening of dielectric layers and direct laser doping currently draw a lot of interest in crystalline solar cell manufacturing. For both applications the frequency- doubled PowerLine L 100 SHG already proved its perfect applicability in mass production at various customers. The laser source offers optimum beam char-acteristics and sufficient power for large production scale. Green lasers with 532 nm show the desired near-surface absorption in silicon and can be equipped a wide range of long- living optical components and fibers. ROFIN now can officially announce the patent pending beam delivery with a rectangular shaped fiber. This provides a top-hat beam profile and homogenous energy distribution within the entire laser spot area at sufficient depth of focus. www.rofin.com
duPont Microcircuit Materials introduces new Solamet® photovoltaic metallization for Metal wrap through solar cell designsDuPont Microcircuit Materials introduces DuPont™ Solamet® PV701 photovoltaic metallization paste as its newest generation of Metal Wrap Through (MWT) technol-ogy for back side interconnected silicon solar cell designs. This advanced product composition enables the manufacture of back contact cell designs delivering up to 0.4 percent greater conversion efficiency for solar cells, and is an important part of the business’ roadmap of proposed tech-nology options to help enable the industry goal for conversion efficiency of crystalline silicon (c-Si) solar cells beyond 20 percent by 2012.
DuPont™ Solamet® PV701 photo-voltaic metallization paste is specifically developed as an enabler to provide up to 0.4 percent greater efficiency in MWT cell designs versus standard cell designs. MWT is a specialized cell structure that transfers the bus bars on the front side to the backside, reducing shading on the front side of the cell. The connections are made through holes in the silicon with the same composition as the bus bars. Employed as a via paste and p-contact metallization for back side tabbing interconnects, Solamet® PV701 features excellent electrical contact
to front side silver grid structures, high-mechanical strength, low shunting, high-line conductivity and outstanding solder-ability as a p-contact metallization. mcm.dupont.com, photovoltaics.dupont.com
targray unveils advanced solar module lamination diaphragmAt SNEC this week, Targray Technology International launched its ToughSIL Classic solar module lamination dia-phragm. Targray is now the global exclu-sive channel to market Taein Chemical Company’s Lamination Diaphragm. The ToushSIL diaphragm, available in widths up to 3,030 mm, is one of the widest lami-nator membranes available on the market without a seam. Targray’s diaphragm also has a consistently high life cycle count of over 2,500 cycles, dependent on set up and operating conditions. This impressive life cycle is highly repeatable from batch to batch due to Taen’s advanced proprietary manufacturing process.
The material combines a number of important features, including a silicone-base which does not emit health-hazard-ous volatile organic compounds (VOCs) as with butyl-based products, excellent elas-ticity and stability, and a high temperature resistance compared to EPDM diaphragms that don’t always perform well under high heat conditions. www.taeinchem.com, www.targray.com
Small Matrx for substrate-to-strate bonding offers thinner profile patternDots® International (GDI) has added Small MatrX™ to its MatrX™ product line. MatrX™ is a pattern of pressure-sensitive adhesive micro-dots. Small MatrX is engineered for applications that demand low profile adhe-sive solutions. It is available in ¼” wide and ½” wide permanent adhesive patterns, with a thickness range of 3-5 mils.
Pressure-sensitive MatrX™ is a faster, easier, and safer method of substrate-to-substrate bonding. MatrX™ offers a clean alternative to transfer tape and bonds instantly. It is safer than hot melts, cleaner than liquid glues, and provides clean cut-off with no residue or waste. www.gluedots.com
cree launches industry’s first surface mount 1200 V silicone carbide Schottky diode

Global Solar Technology South East Asia – Summer 2011 – 43www.globalsolarseasia.com
new products
Cree, Inc. announces the availability of the industry’s first commercial 1200 V surface mount SiC Schottky diode. Packaged in an industry-standard surface mount TO-252 D-Pak, the Schottky diodes deliver the same proven performance as Cree’s TO-220 through-hole devices, with a smaller board footprint and lower profile. This can enable the design of smaller, lower cost, and more efficient solar power micro-inverters, com-pared to systems designed with larger and bulkier through-hole parts.
Cree C2D05120E Schottky diodes are rated for 5A and 1200V, with approximate board mounted dimensions of 6.6mm wide x 9.9mm long x 2.3mm high. Operating junction and storage temperature is rated for -55°C to +175°C. www.cree.com/power
New dc filter fMer SolLarge solar inverters installed in electrical installations will generally require a cool-ing system. Components which provide high temperature resistance simplify the system and reduce the energy needed to cool. The FMER SOL filters are designed for rated currents from 25 A to 1500 A at 55°C ambient temperature, and voltages up to 1200 VDC.
The FMER SOL DC filters are designed with screw clamps for types up to 150 A and copper bars for types upwards of 250 A. Other types of connections, such as wires or copper bars <250 A, are available on request. Small adjustments can also be made to the electrical circuit or to the filter housing on request. www.schurter.ch
carl zeiss launches a new system for photomask registration correctionCarl Zeiss introduced a new production tool aimed at improving registration and overlay of advanced photomasks. The brand new system, called RegC™, is based on ZEISS femtosecond- laser technol-ogy. RegC™ enables correcting high-end photomasks for remaining registration errors after the pattern generation pro-cess. Current results give evidence of reg-istration improvements over 50 %. RegC™ thereby helps to reduce the overlay error in wafer printing which is one of the most critical items in advanced lithography.
RegC™ can be used to significantly cor-rect the registration errors of any single photomask or groups of photomasks of the same mask set towards optimal wafer overlay values. Even the diminutive pellicle impact on the overall registration budget can be corrected, as the RegC™ process can be run after the pellicle has been applied.
duPont encapsulant materials enable production, performance and cost advantages for thin-film solar modulesDuPont Photovoltaic Solutions introduces DuPont™ PV5400 series thin ionomer-based encapsulant sheets designed to pro-tect sensitive thin film solar modules, while offering manufacturers new ways to cut costs, speed throughput and deliver more power over the life of each unit. This is one of several recent additions to the compa-ny’s already broad and growing portfolio of photovoltaic (PV) solutions developed in line with the company’s aim to help reduce the world’s dependence on fossil fuels.
Users of DuPont™ PV5400 series encapsulants also may be able to cut module lamination times by as much as 50 percent for significant productivity gains on suitable thin film manufacturing lines. The DuPont™ PV5400 series encapsulant is DuPont’s first ionomer sheet to be avail-able in convenient roll form, easing storage and handling for large-volume, high-speed manufacturing. Available sheet thicknesses include 400 and 500 microns (0.4 and 0.5 mm), similar to incumbent encapsulant sheet materials. photovoltaics.dupont.com
• Material strength;• Static shear test;• Material weight;• Microscopic imaging;• Electrical testing.
Once materials and adhesives have been selected, the converter can provide:
• Precision die-cutting using rotary, laser or water jet technology;
• Accurate and precise slitting and rewinding;
• Laminating, from one step to mul-tiple laminations, narrow and wide web, single to double-coated PSAs;
• Label printing, including certifica-tion to print UL labels;
• Packaging and kitting.
A converter can also help a manufacturer process unique materials by customizing processes and materials. The converter’s materials processing knowledge helps a manufacturer gain a competitive advan-tage and handle unique materials in a cost-effective manner. This is especially impor-tant in slitting and laminating bus bar tapes where precision is key to optimum bus bar functionality and fail-safe performance.
SummaryNew materials and new adhesive formu-lations are increasing the effectiveness of pressure-sensitive adhesive bus bar tapes in solar panel manufacturing. New tapes offer solar panel manufacturers an easy-to-apply bus bar that can enhance process effi-ciency, electrical conductivity, and durabil-ity of the panel.
Brent Ekiss is the solar market technical Specialist for Fabrico. In this position, Mr. Ekiss has worked closely with solar cus-tomers to develop new materials that have solved complicated cost/performance mate-rials issues. With more than 18 years of experience in the flexible materials convert-ing industry, coupled with his understanding of the solar industry, Mr. Ekiss has helped Fabrico’s solar customer increase product performance, stream-line manufacturing, and reduce development time. Mr. Ekiss is well versed in the materials and manufac-turing requirements of the thin film, rigid/flexible CIGS, crystalline silicon and concen-trator applications.
advances in pressure-sensitive adhesive tapescontinued from page 21

Title
44 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com
Industry NewsIndustry News
events calendar
6-8 April PV Korea 2011Daegu, South Koreaenergyexpo.co.kr
13-16 AprilRenewables 2011Jakarta, Indonesiarenewables-indonesia.com
19-21 AprilPV+Solar India Expo 2011Mumbai, Indiaelectronicstoday.org
28-30 April2011 China (Tianjin) International Solar & Photovoltaic Engineering ExhibitionTianhin, Chinatice-expo.com
5-7 May 6th AsiaSolar PV Industry ExhibitionShanghai, Chinaasiasolar.cc
12-14 MayINDO—PV POWER 2011Jakarta, Indonesiaindo-pvpower.com
14-16 JuneSolar Taiwan 2011Taipei, Taiwanoptotaiwan.com/en
5-9 September 26th EU PVSECHamburg, Germanyphotovoltaic-conference.com
Events Calendar

Global Solar Technology South East Asia – Summer 2011 – 45www.globalsolarseasia.com
Title
Special Subscription OfferPlease send me four issues per year of Global Solar Technology South East Asia for only $19.99/year.
Trafalgar Publications Ltd.Unit 18, 2 Lansdowne Crescent, Bournemouth, Dorset BH1 1SA, United KingdomPhone: +1 (239) 245-9264, Fax: +1 [email protected], www.globalsolartechnology.com
Executive ManagementOperational ManagementEngineeringSales/MarketingOther
Job Title/Function
Solar cell/panel manufacturingSolar inverter manufacturingOther solar-related manufacturingEquipment/materials supplierOther
Primary Business Type
Name on card:Number:Expiration date: Security code:
Please check that your details are complete.
Date Signature
Company:Name:Job Title: Department:Address:City: State/Province: Zip Code:Country:Phone: Fax: Email: Web site:
Bank transfer VISA AMEX Mastercard
I will pay after receiving the invoice by:
GSP2.10
Mail, fax or email to:
South East Asia
Soni Saran SinghInterview Inside
Soni Saran SinghInterview Inside
www.globalsolartechnology.com
NEW PRODUCTS
INDUSTRY NEWS
INTERNATIONAL DIARY
Flexible silver paste enables thin-Film photovoltaic Flex solar cells
advanced screen printable thin Film pv silver conductor compositions
‘printing’ pv electrodes onto Flexible substrates
News for the Solar Manufacturing Industry
Flexible silver paste enables thin-Film photovoltaic Flex solar cells
advanced screen printable thin Film pv silver conductor compositions
‘printing’ pv electrodes onto Flexible substrates
NEW PRODUCTS
INDUSTRY NEWS
INTERNATIONAL DIARY
Volume 1 Number 2 Summer 2010
For Solar and PV Manufacturing ProfessionalsSoutheast Asia
Covering India, Thailand, Malaysia, Singapore, The Philippines and Hong Kong
Southeast Asia
Add Global Solar Technology (international, in English) for $69.99/year
Add Global Solar Technology China (in Chinese) for $19.99/year

Title
46 – Global Solar Technology South East Asia – Summer 2011 www.globalsolarseasia.com