Embed Size (px)
Citation preview

1
PROPUESTA DE MEJORAMIENTO DEL MODELO DE PROGRAMACIÓN DE
LA PRODUCCIÓN EN LABORATORIOS SERVINSUMOS S.A
GABRIEL FELIPE ROJAS RODRÍGUEZ
FACULTAD TECNOLÓGICA
INGENIERÍA DE PRODUCCIÓN
BOGOTÁ D.C
ABRIL 2018

2
PROPUESTA DE MEJORAMIENTO DEL MODELO DE PROGRAMACIÓN DE
LA PRODUCCIÓN EN LABORATORIOS SERVINSUMOS S.A
GABRIEL FELIPE ROJAS RODRÍGUEZ
Tesis de grado presentada como requisito
Para optar al título de Ingeniero de Producción
Director: Ph.D. JAVIER PARRA PEÑA
FACULTAD TECNOLÓGICA
INGENIERÍA DE PRODUCCIÓN
BOGOTÁ D.C
ABRIL 2018

3
Nota de aceptación
__________________________
__________________________
__________________________
__________________________
__________________________
__________________________
Firma del presidente del jurado
__________________________
Firma del jurado
__________________________
Lugar y Fecha

4
TABLA DE CONTENIDO
INTRODUCCIÓN ............................................................................................................................................ 9
1. DIAGNÓSTICO APLICADO A LA COMPAÑÍA LABORATORIOS SERVINSUMOS ............. 10
1.1 CONOCIMIENTO DEL PROCESO DE LA ORDEN DE PRODUCCIÓN ................................... 10 1.2 ANTECEDENTES ......................................................................................................................... 11 1.3 PLANEACIÓN Y PROGRAMACIÓN DE LA PRODUCCIÓN.................................................... 11 1.4 RESULTADO ................................................................................................................................. 12
2. INFORMACIÓN DE LA COMPAÑÍA ............................................................................................... 12
2.1 MISIÓN .......................................................................................................................................... 13 2.2 VISIÓN ........................................................................................................................................... 13 2.3 VALORES ...................................................................................................................................... 13 2.4 PROBLEMA ................................................................................................................................... 13 2.5 OBJETIVOS ................................................................................................................................... 14
2.5.1 Objetivo general ......................................................................................................................... 14 2.5.2 Objetivos específicos .................................................................................................................. 14
2.6 ALCANCE DEL PROYECTO ....................................................................................................... 14
3. DESARROLLO DEL PROYECTO ..................................................................................................... 14
3.1 METODOLOGÍA DEL PROYECTO ............................................................................................. 14 3.2 REFERENCIA DE PRODUCTOS ................................................................................................. 15
3.2.1 Análisis ABC ............................................................................................................................... 17
4. PROCESO .............................................................................................................................................. 21
4.1 ESTUDIO DE MÉTODOS DE TRABAJO .................................................................................... 21 4.1.1 Técnicas de análisis para el estudio del trabajo ........................................................................ 21
4.2 ESTUDIO DE TIEMPOS ............................................................................................................... 22 4.2.1 Ventajas de efectuar el estudio de tiempos en un proceso .......................................................... 22 4.2.2 Tiempos de trabajo ..................................................................................................................... 23
4.3 FLUJO DEL PROCESO DE ÓRDENES DE PRODUCCIÓN Y TIEMPOS ESTÁNDAR ............ 24 4.4 DIAGRAMA DE OPERACIÓN ALISTAMIENTO DE MATERIAL DE EMPAQUE ................. 25
4.4.1 Toma de tiempos ......................................................................................................................... 26 4.5 DIAGRAMA DE OPERACIÓN ALISTAMIENTO DE MATERIAL DE ENVASE ..................... 26
4.5.1 Toma de tiempos ......................................................................................................................... 27 4.6 DIAGRAMA DE OPERACIÓN ALISTAMIENTO DE MATERIA PRIMA ................................ 28 4.7 DIAGRAMA DE OPERACIÓN DE DISPENSACIÓN ................................................................. 29
4.7.1 Toma de tiempos ......................................................................................................................... 30 4.7.1 Toma de tiempos Alistamiento de MP ........................................................................................ 30
4.8 DIAGRAMA DE OPERACIÓN DE LAVADO DEL ÁREA DE DISPENSACIÓN ...................... 37 4.8.1 Toma de tiempos ......................................................................................................................... 38
4.9 DIAGRAMA DE FLUJO DE CODIFICADO (EJECUCIÓN) ....................................................... 39 4.9.1 Toma de tiempos ......................................................................................................................... 39
4.10 DIAGRAMA DE FLUJO DE CODIFICADO (DOCUMENTACIÓN) .......................................... 40 4.11 DIAGRAMA DE FLUJO DE IMPRESIÓN DE DOCUMENTACIÓN ......................................... 41
4.11.1 Toma de tiempos .................................................................................................................... 41 4.12 REVISIÓN DE DOCUMENTACIÓN ............................................................................................ 42
4.12.1 Toma de tiempos .................................................................................................................... 42 4.13 REVISIÓN DEL QF O DIRECCIÓN DE CALIDAD ..................................................................... 42

5
4.14 REVISIÓN EN PISO ...................................................................................................................... 42 4.14.1 Toma de tiempos .................................................................................................................... 43
5. CAPACIDAD DEL PROCESO ............................................................................................................ 44
6. OPORTUNIDADES DE MEJORA...................................................................................................... 47
7. PROGRAMACIÓN DE LA PRODUCCIÓN...................................................................................... 48
7.1 AMBIENTE DE PROGRAMACIÓN ............................................................................................. 48 7.2 REGLAS DE PRIORIDAD PARA ORDENAR TRABAJOS ........................................................ 52 7.3 LEKIN ............................................................................................................................................ 52 7.4 DESARROLLO DE LA PROGRAMACIÓN ................................................................................. 53
7.4.1 Programación estación separación de materia prima ............................................................... 53 7.4.2 Programación estación separación de material de envase y empaque ...................................... 54 7.4.3 Programación estación de dispensación de materias primas..................................................... 54 7.4.4 Programación del flow shop ....................................................................................................... 55 7.4.5 Procedimiento para el ingreso de la información de manera dinámica y con mayor número de
trabajos. ................................................................................................................................................... 55
8. CONCLUSIONES Y TRABAJOS FUTUROS ................................................................................... 57
8.1 CONCLUSIONES .......................................................................................................................... 57 8.2 TRABAJOS FUTUROS ................................................................................................................. 57
9. BIBLIOGRAFÍA ................................................................................................................................... 58
10. ANEXOS ............................................................................................................................................ 59
6
Lista de Ilustraciones.
ILUSTRACIÓN 1 ESLABONES DE LA CADENA DE ABASTECIMIENTO ......................................... 11
ILUSTRACIÓN 2 PARTICIPACIÓN EN EL MERCADO ABC ......................................................... 19
ILUSTRACIÓN 3 DESCRIPCIÓN FLUJO DEL PROCESO DE ÓRDENES DE PRODUCCIÓN ................. 24
ILUSTRACIÓN 4 DESCRIPCIÓN FLUJO DEL PROCESO DE ALISTAMIENTO DE MATERIAL DE
EMPAQUE........................................................................................................................ 25
ILUSTRACIÓN 5 DESCRIPCIÓN FLUJO DEL PROCESO DE ALISTAMIENTO DE MATERIAL DE
ENVASE .......................................................................................................................... 26
ILUSTRACIÓN 6 DESCRIPCIÓN FLUJO DEL PROCESO DE ALISTAMIENTO DE MATERIA PRIMA ... 28
ILUSTRACIÓN 7 DIAGRAMA DE OPERACIÓN DE DISPENSACIÓN ............................................... 29
ILUSTRACIÓN 8 DIAGRAMA DE OPERACIÓN DE LAVADO DEL ÁREA DE DISPENSACIÓN ........... 37
ILUSTRACIÓN 9 DIAGRAMA DE FLUJO DE CODIFICADO (EJECUCIÓN) ...................................... 39
ILUSTRACIÓN 10 DIAGRAMA DE FLUJO DE CODIFICADO (DOCUMENTACIÓN)......................... 40
ILUSTRACIÓN 11 DIAGRAMA DE FLUJO DE IMPRESIÓN DE DOCUMENTACIÓN ......................... 41
ILUSTRACIÓN 12 DESCRIPCIÓN DEL AMBIENTE DE PROGRAMACIÓN ...................................... 49
ILUSTRACIÓN 13 AMBIENTES DE TRABAJO LEKIN .................................................................. 53
ILUSTRACIÓN 14 ADICIÓN DE TRABAJOS (ORDENES DE PRODUCCIÓN) ................................... 54
ILUSTRACIÓN 15 FORMATO ENTRADA A LEKIN DESDE EXCEL. .............................................. 55
ILUSTRACIÓN 16 INFORMACIÓN CARGADA EN EL BLOCK DE NOTAS ....................................... 56
ILUSTRACIÓN 17 INFORME LEKIN CON FORMATO .XPS ......................................................... 56
ILUSTRACIÓN 18 DIAGRAMA GANTT DE LA PROGRAMACIÓN ESTACIÓN SEPARACIÓN DE
MATERIA PRIMA *UNIDAD DE TIEMPO DECIMOS DE HORA. ............................................. 61
ILUSTRACIÓN 19 DIAGRAMA GANTT DE LA PROGRAMACIÓN ESTACIÓN ALISTAMIENTO DE
MATERIAL DE EMPAQUE ................................................................................................. 64
ILUSTRACIÓN 20 DIAGRAMA GANTT DE LA PROGRAMACIÓN ESTACIÓN ALISTAMIENTO DE
MATERIAL DE ENVASE .................................................................................................... 67
ILUSTRACIÓN 21 RESULTADO DE LA PROGRAMACIÓN ESTACIÓN DE DISPENSACIÓN (ANÁLISIS)
....................................................................................................................................... 68
ILUSTRACIÓN 22 DIAGRAMA GANTT DE LA PROGRAMACIÓN ESTACIÓN DE DISPENSACIÓN ... 70
ILUSTRACIÓN 23 RESULTADO DE LA PROGRAMACIÓN AL PROCESO FLOW SHOP (ANÁLISIS) .. 71
ILUSTRACIÓN 24 DIAGRAMA GANTT DE LA PROGRAMACIÓN DE CADA ESTACIÓN DEL FLOW
SHOP ............................................................................................................................... 77
ILUSTRACIÓN 25 INFORMACIÓN DEL FLOW SHOP AL HACER UN ACERCAMIENTO A CADA
TRABAJO PROPUESTO ...................................................................................................... 77
7
Lista de tablas
TABLA 1 HISTÓRICO DE VENTAS PERÍODO ENERO-DICIEMBRE DE 2016 ................................ 16
TABLA 2 ANÁLISIS ABC ....................................................................................................... 18
TABLA 3 TIEMPOS DE TRABAJO ............................................................................................. 23
TABLA 4 TIEMPOS ESTÁNDAR DE LA OPERACIÓN ALISTAMIENTO DE M. EMPAQUE ................ 26
TABLA 5 TIEMPOS ESTÁNDAR DE LA OPERACIÓN ALISTAMIENTO DE M. ENVASE ................... 27
TABLA 6 TIEMPOS ESTÁNDAR DE LAS OPERACIONES EN DISPENSACIÓN ................................. 30
TABLA 7 TOMA DE TIEMPOS ALISTAMIENTO DE MP .............................................................. 34
TABLA 8 TOMA DE TIEMPOS DISPENSACIÓN MP .................................................................... 37
TABLA 9 TIEMPOS ESTÁNDAR DEL LAVADO DEL ÁREA DE DISPENSACIÓN .............................. 38
TABLA 10 TIEMPOS ESTÁNDAR DE LA OPERACIÓN DE CODIFICADO ....................................... 39
TABLA 11 DESCRIPCIÓN DE GRUPOS CODIFICADO FÍSICO ....................................................... 40
TABLA 12 TIEMPOS ESTÁNDAR DE LA OPERACIÓN DE IMPRESIÓN DE DOCUMENTACIÓN ....... 41
TABLA 13 TIEMPOS ESTÁNDAR DE LA OPERACIÓN DE REVISIÓN DE DOCUMENTACIÓN .......... 42
TABLA 14 TIEMPOS ESTÁNDAR DE LA OPERACIÓN DE REVISIÓN EN PISO ................................ 43
TABLA 15 DESCRIPCIÓN DE LA PROPORCIÓN DE PARADAS EN CADA ESTACIÓN DE TRABAJO . 45
TABLA 16 CAPACIDAD REAL DE CADA ESTACIÓN DE TRABAJO. ............................................. 46
TABLA 17 CARACTERIZACIÓN Y RESTRICCIONES DEL PROCESO DE GESTIÓN DE LA ORDEN DE
PRODUCCIÓN .................................................................................................................. 51
TABLA 18 SIGLAS UTILIZADAS EN LOS INFORMES .................................................................. 59
TABLA 19 RESULTADOS DE LA PROGRAMACIÓN ESTACIÓN SEPARACIÓN DE MATERIA PRIMA 61
TABLA 20 RESULTADOS DE LA PROGRAMACIÓN ESTACIÓN ALISTAMIENTO DE MATERIAL DE
EMPAQUE........................................................................................................................ 64
TABLA 21 RESULTADOS DE LA PROGRAMACIÓN ESTACIÓN ALISTAMIENTO DE MATERIAL DE
ENVASE .......................................................................................................................... 67
TABLA 22 RESULTADOS DE LA PROGRAMACIÓN ESTACIÓN DE DISPENSACIÓN ...................... 70
TABLA 23 RESULTADOS DE LA PROGRAMACIÓN FLOW SHOP ORGANIZADA POR EL RELEASE
DATE .............................................................................................................................. 76

8
Lista de Anexos
ANEXO A PROGRAMACIÓN ESTACIÓN SEPARACIÓN DE MATERIA PRIMA .......................... 60
ANEXO B PROGRAMACIÓN ESTACIÓN DE ALISAMIENTO MATERIAL DE EMPAQUE............ 62
ANEXO C PROGRAMACIÓN ESTACIÓN DE ALISTAMIENTO MATERIAL DE ENVASE............. 65
ANEXO D PROGRAMACIÓN ESTACIÓN DE DISPENSACIÓN .................................................. 68
ANEXO E SIMULACIÓN FLOW SHOP .................................................................................... 71

9
INTRODUCCIÓN
La competitividad de las empresas es un tema de gran relevancia para la dirección de las
organizaciones y más cuando se habla de la exigencia, competitividad y globalización de
los mercados. Debido a estas presiones competitivas se hace necesario gestionar de manera
eficaz la planificación y el diseño de sus procesos que determinan el momento, las
características y el conjunto de opciones que ofertan al mercado para responder a las
amenazas y oportunidades del entorno de la empresa, contribuyendo por tanto a determinar
su posición competitiva.
Para gestionar de manera efectiva los recursos utilizados durante los procesos, las empresas
necesitan tener definida una adecuada planeación y programación de sus procesos
industriales; por tanto, la programación de las actividades dentro de los procesos
productivos de la compañía requiere de recursos que deben ser utilizados de forma óptima,
los cuales interactúan constantemente y son dependientes de las condiciones en que se
encuentran, para obtener los mejores resultados del sistema.
A partir de lo anterior se propone una metodología para la programación de la producción
de la compañía Laboratorios Servinsumos, la cual se dedica a la fabricación y
comercialización de medicamentos de uso veterinario, ubicada en el municipio de
Tocancipa, Cundinamarca. Se plantea una solución para mejorar la capacidad de respuesta
ante los clientes y de esta manera aumentar el posicionamiento en un mercado altamente
competitivo.
10
1. DIAGNÓSTICO APLICADO A LA COMPAÑÍA LABORATORIOS
SERVINSUMOS
Se toma como referencia el diagnóstico para el fortalecimiento empresarial (Cámara de
Comercio de Bogotá, 2017), aplicado a la compañía en octubre de 2017, en donde se
muestran las necesidades para fortalecer el proceso de la cadena de abastecimiento en el
proceso de producción.
La compañía debe documentar los procesos internos que se desarrollan ante la exigencia de
certificaciones de aseguramiento de la calidad en productos, procesos, gestión ambiental,
salud ocupacional, entre otros, y ante la obligación de cumplir con ciertos reglamentos
técnicos. Este control le permite a la empresa buscar certificarse en temas claves como por
ejemplo los sistemas de gestión y reglamentos técnicos, los cuales le dan cualidades de
estandarización y documentación adecuadas para generar confianza en los estándares
buscados por quienes acceden a los productos de la empresa.
Las políticas de compras, inventarios, logística interna y de distribución impactarán en
forma directa tanto las finanzas como la política de calidad de una empresa. Una adecuada
selección y relación con los proveedores garantizará un suministro de calidad, para así dar
cumplimiento a la programación de las actividades propuestas en el departamento de
cadena de abastecimiento. Un manejo adecuado de inventarios de materia prima, insumos y
producto terminado, ahorrará dinero al optimizar el nivel de activos circulantes y
garantizarán el flujo óptimo de materiales en proceso y de producto terminado; así como
una política adecuada de logística de distribución garantizará la satisfacción del cliente.
(Cámara de Comercio de Bogotá, 2017)
1.1 CONOCIMIENTO DEL PROCESO DE LA ORDEN DE PRODUCCIÓN
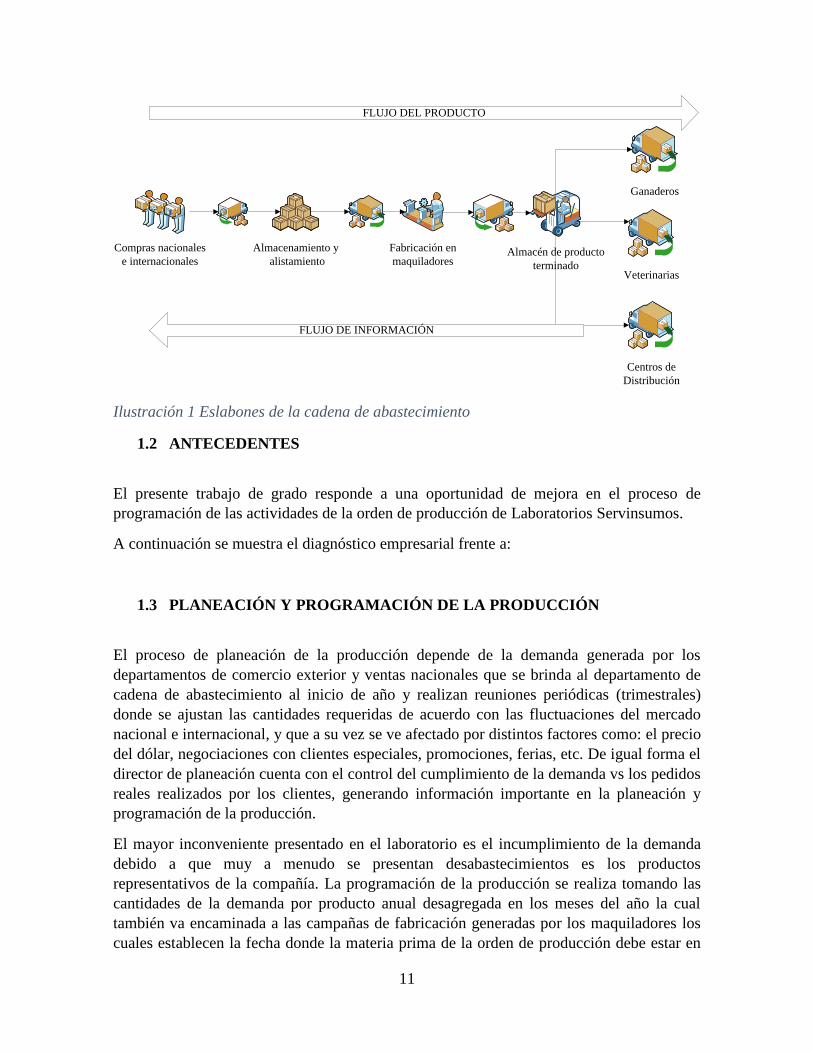
El flujo de materiales y productos a través de todos los eslabones (ver ilustración 1) no es
consistente y no suple en su totalidad los requerimientos del cliente final. Sin embargo, en
el flujo de información de la compañía podría contar con datos compartidos donde la
información sea de doble vía, conociendo así las necesidades del cliente final y poder
despachar las cantidades reales requeridas.
Actualmente el proceso de la orden de producción no está documentado ni estandarizado,
por consiguiente se desarrolla de manera empírica, desconociendo el impacto de factores
importantes que influyen en la planeación y en la programación adecuada de las actividades
programadas por el director de planeación.
11
Ilustración 1 Eslabones de la cadena de abastecimiento
1.2 ANTECEDENTES
El presente trabajo de grado responde a una oportunidad de mejora en el proceso de
programación de las actividades de la orden de producción de Laboratorios Servinsumos.
A continuación se muestra el diagnóstico empresarial frente a:
1.3 PLANEACIÓN Y PROGRAMACIÓN DE LA PRODUCCIÓN
El proceso de planeación de la producción depende de la demanda generada por los
departamentos de comercio exterior y ventas nacionales que se brinda al departamento de
cadena de abastecimiento al inicio de año y realizan reuniones periódicas (trimestrales)
donde se ajustan las cantidades requeridas de acuerdo con las fluctuaciones del mercado
nacional e internacional, y que a su vez se ve afectado por distintos factores como: el precio
del dólar, negociaciones con clientes especiales, promociones, ferias, etc. De igual forma el
director de planeación cuenta con el control del cumplimiento de la demanda vs los pedidos
reales realizados por los clientes, generando información importante en la planeación y
programación de la producción.
El mayor inconveniente presentado en el laboratorio es el incumplimiento de la demanda
debido a que muy a menudo se presentan desabastecimientos es los productos
representativos de la compañía. La programación de la producción se realiza tomando las
cantidades de la demanda por producto anual desagregada en los meses del año la cual
también va encaminada a las campañas de fabricación generadas por los maquiladores los
cuales establecen la fecha donde la materia prima de la orden de producción debe estar en
Almacenamiento y
alistamiento
Fabricación en
maquiladoresAlmacén de producto
terminado
Compras nacionales
e internacionales
Ganaderos
Veterinarias
Centros de
Distribución
FLUJO DEL PRODUCTO
FLUJO DE INFORMACIÓN

12
las instalaciones del maquilador para su ingreso a la transformación del producto de manera
completa.
En muchas ocasiones las órdenes de producción se envían sin estar completas debido a la
falta de políticas de compras e inventarios, lo cual genera traumatismos en el cumplimiento
de los tiempos ya que los maquiladores tienen como política que ninguna orden de
producción se procesa sin que esté completa.
La selección del maquilador está preestablecida por los departamentos de calidad y
desarrollo en donde brindan la información de capacidad, costos, calidad, registros y
requerimientos técnicos. La compañía cuenta con un total de 17 maquiladores que fabrican
los diferentes productos en sus distintas presentaciones.
1.4 RESULTADO
Después de realizar el análisis de la situación actual de la compañía, en su programación de
la producción y el cumplimiento de las metas propuestas se denota un grave
incumplimiento en tiempos de producción, alistamiento, llegada de materias primas,
políticas de inventarios y compras, debido a estos inconvenientes se expone en el siguiente
proyecto la estandarización del proceso de alistamiento de órdenes de producción,
revisiones de calidad y además determinar puntos de mejora para realizar las actividades
del proceso productivo de una manera más eficiente, de modo que se cuente con un
programa de producción mucho más acertado que brinde las mejores soluciones para el
cumplimento de la demanda con la eficiencia máxima de los recursos obtenidos.
2. INFORMACIÓN DE LA COMPAÑÍA
Nace en 1984, como producto de una experiencia de más de 30 años de uno de los socios
fundadores en empresas multinacionales dedicadas al servicio del sector agropecuario
colombiano. Fieles a la comprensión de que formamos parte de la cadena productiva en la
cual, el fin último es ofrecer al consumidor las mejores condiciones de efectividad
terapéutica, calidad, costos y servicios.
Somos una compañía dinámica, que posee un adecuado entorno laboral orientado al trabajo
en equipo y ofreciendo posibilidades de crecimiento profesional dentro de la compañía.
Hemos logrado en colaboración con nuestros clientes y empleados desarrollar más de 60
especialidades farmacéuticas, que están hoy a disposición de nuestros clientes en los 11
países que cubrimos actualmente(«Laboratorios Servinsumos S.A», 2017).

13
2.1 MISIÓN
Somos un equipo humano motivado y en constante crecimiento, comprometido con el
desarrollo del campo y el bienestar animal(«Laboratorios Servinsumos S.A», 2017).
2.2 VISIÓN
En el 2030 ser una organización referente en los sectores veterinario y agrícola por nuestro
excelente equipo humano, diversificación en productos y servicios, nuestra presencia
internacional y la contribución al desarrollo sostenible(«Laboratorios Servinsumos S.A»,
2017).
2.3 VALORES
Respeto: Comprendemos las diferencias, escuchamos y valoramos los diversos
puntos de vista.
Integridad: Actuamos con honestidad y lealtad, siendo congruentes con nuestros
principios, firmes en nuestras acciones y cumpliendo nuestras promesas.
Pasión: Generamos un ambiente entusiasta, alegre y proactivo, a través de nuestro
actuar.
Trascendencia: Contribuimos al desarrollo de las personas y la sociedad, dejando
huella en sus vidas, por medio de nuestro ejemplo de entrega, perseverancia y
humildad.
Solidaridad: Actuamos con espíritu de servicio y trabajo en equipo, buscando el
desarrollo de nuestro entorno . («Laboratorios Servinsumos S.A», 2017)
2.4 PROBLEMA
Como resultado de la aplicación de diagnósticos empresariales y reuniones con la dirección
de la compañía se ha identificado que no está documentada la metodología para la
planeación y programación de las actividades de producción. No se cuenta con la
comprensión del flujo y tiempos de sus procesos productivos, de la gestión de la cadena de
aprovisionamiento desde la programación de la producción hasta la entrega al almacén de
producto terminado, generando traumatismos en los tiempos de entrega a los maquiladores
y consumidores.

14
2.5 OBJETIVOS
2.5.1 Objetivo general
Proponer una metodología de programación de la producción en Laboratorios Servinsumos.
2.5.2 Objetivos específicos
Estandarizar los procesos de la cadena de abastecimiento desde el lanzamiento
de órdenes de producción hasta la entrega al almacén de producto terminado
mediante la medición del trabajo y un estudio de tiempos.
Establecer la capacidad disponible de los procesos involucrados.
Analizar oportunidades de mejora del proceso mediante diagnósticos y análisis
de la información levantada.
Documentar y evaluar la metodología usada en la programación de la
producción.
Construir y evaluar un modelo para la programación de la producción adecuado
a las características de los procesos productivos de la empresa
2.6 ALCANCE DEL PROYECTO
El alcance del proyecto consiste en proponer un modelo de programación de la producción
para los productos A (definido por la aplicación del análisis de inventario ABC) desde el
lanzamiento de órdenes de producción hasta el despacho al maquilador.
3. DESARROLLO DEL PROYECTO
3.1 METODOLOGÍA DEL PROYECTO
La metodología propuesta para el desarrollo del proyecto está dividida en cinco fases
apoyada en la combinación de fuentes primarias y secundarias:
FASE 1: Reuniones con directivos de la compañía y formulación de un diagnóstico
empresarial para determinar la problemática a desarrollar en el proyecto.
FASE 2: Categorización de los productos A por medio de la aplicación del análisis
de inventarios ABC.
FASE 3: Recolección inicial de información que está basada en entrevistas con los
directamente implicados en el proceso, observaciones directas que permitan

15
identificar cada operación del proceso, levantamiento de diagramas de flujo del
proceso, toma de tiempos y movimientos.
FASE 4: Análisis y estandarización del proceso, determinación de la capacidad
disponible; identificación de posibles cuellos de botella y determinación de posibles
operaciones a mejorar.
FASE 5: Realizar la investigación de los diferentes modelos de programación de la
producción que se ajustan al proceso productivo de la compañía para que impacte
positivamente en la planificación, control y trazabilidad de los recursos
involucrados en el proceso, cumpliendo con los plazos acordados con los
maquiladores y consumidores.
FASE 6: Proponer un modelo de programación de la producción.
3.2 REFERENCIA DE PRODUCTOS
Actualmente la compañía cuenta con 57 familias de productos divididas en varias
presentaciones y que según los datos históricos de ventas representan el 100% de los
ingresos recibidos por la empresa.
La participación porcentual en los ingresos de cada una de estas durante el período Enero –
Diciembre de 2016 se ve claramente representada en la tabla 1:

16
PRODUCTO %
Participación PRODUCTO
%
Participación
Albendazol 0,25 Co. 3,60% Hydrohealth 0,86%
Albendazol 0,25 Co. Jeringa 0,71% Iverhorse Gel Oral Jeringa 1,08%
Amprodiar Dispensador X 25
Sobres 0,16% Levamisol 0,15 2,05%
Anflagec 0,52% Levamisol Oral 3.2% 0,78%
Avistress Caja X 25 Sobres 0,16% Mebequino Jeringa 0,62%
Azul De Metileno 0,71% Oxitetraciclina 50 Mg. 2,20%
Azul De Metileno
Dispensador 1,43% Oxitolac 0,42%
Boldenona 50 9,63% Piracan Jeringa 0,42%
Calfovet-F 0,69% Porcifer B12 0,84%
Ceftiser 1,41% Pracan Gold 0,50%
Complebet Inyectable 3,86% Pracan Jeringa 1,39%
Complebet Oral 1,10% Profen 15 0,43%
Complebet Oral Caja 12
Goteros 0,62% Ribenzol 0,33%
Crecedor 4,98% Sanaxin 0,28%
Crecefast 4,15% Servigan Inyectable 0,44%
Dorakill 0,23% Servigan Oral
Cajax100Almohadillas 0,32%
Equintel 0,63% Servimast Caja 4 Jeringas 1,27%
Ethiokill 4,91% Servimec 2,12%
Febenzol 0,1 2,34% Servimec Gold 4,89%
Febenzol 0,1 Jeringa 0,70% Servimec L.A. 0,59%
Fortipet 0,37% Serviox 200 L.A. 4,00%
Fosfoton 2,63% Triclafen 0,12%
Fungyderm 1,01% Tyloser 1,41%
Ganamec Inyectable 0,44% Vigocal 0,10%
Garrabaño 3,36% Vitasel Inyectable 3,76%
Garramos 0,92% Diarrevet 0,99%
Genzuril 0,72% Mastidry Caja 1,27%
Genzuril Jeringa 0,25% Vermicerdos 0,97%
Hemopar B12 13,32%
Tabla 1 Histórico de ventas período Enero-Diciembre de 2016
Como se puede ver en la tabla 1, hay productos que tienen una alta participación en los
ingresos mientras que gran parte de estos no alcanzan a representar al 1% de las ventas
totales de la compañía, por lo que se consideró realizar un análisis ABC con el fin de
determinar qué productos es adecuado manejar para dar una solución que permita enfocar
los esfuerzos a las variables más críticas. A continuación se presenta el análisis ABC:
(Véase Tabla 2)

17
3.2.1 Análisis ABC
Se realiza el análisis ABC y se listan los productos A del inventario de producto terminado,
los cuales representan el 80% del ingreso anual, los productos B que representan el 15% y
los productos C el 5%.
PRODUCTO
PROM
VENTAS
(unid)
TOTAL
INGRESO %
%
Acumulado CAT
Hemopar B12 348.592 $4.693.400.090 13,325% 13,325% A
Boldenona 50 79.208 $3.391.030.258 9,627% 22,952% A
Crecedor 116.355 $1.752.754.110 4,976% 27,928% A
Ethiokill 90.076 $1.728.552.806 4,907% 32,836% A
Servimec Gold 125.067 $1.724.071.946 4,895% 37,731% A
Crecefast 17.039 $1.462.011.645 4,151% 41,881% A
Serviox 200 L.A. 57.542 $1.407.171.477 3,995% 45,876% A
Complebet Inyectable 114.291 $1.360.227.006 3,862% 49,738% A
Vitasel Inyectable 45.502 $1.325.220.488 3,762% 53,500% A
Albendazol 0,25 Co. 67.216 $1.269.632.088 3,605% 57,105% A
Garrabaño 125.174 $1.182.534.702 3,357% 60,462% A
Fosfoton 77.693 $925.076.322 2,626% 63,089% A
Febenzol 0,1 77.082 $822.935.205 2,336% 65,425% A
Oxitetraciclina 50 Mg. 72.549 $773.983.183 2,197% 67,622% A
Servimec 43.402 $745.650.760 2,117% 69,739% A
Levamisol 0,15 71.336 $722.006.604 2,050% 71,789% A
Azul De Metileno Dispensador 6.684 $502.299.931 1,426% 73,215% A
Ceftiser 24.899 $497.733.441 1,413% 74,628% A
Tyloser 21.575 $495.151.273 1,406% 76,034% A
Pracan Jeringa 416.827 $489.174.390 1,389% 77,423% A
Servimast Caja 4 Jeringas 35.626 $448.978.522 1,275% 78,698% A
Mastidry Caja 26.341 $445.836.599 1,266% 79,963% A
Complebet Oral 69.734 $386.622.775 1,098% 81,061% A
Iverhorse Gel Oral Jeringa 87.946 $380.495.989 1,080% 82,141% B
Fungyderm 70.154 $356.916.217 1,013% 83,155% B
Diarrevet 7.689 $347.821.194 0,987% 84,142% B
Vermicerdos 11.280 $340.717.318 0,967% 85,109% B
Garramos 19.432 $324.456.640 0,921% 86,030% B
Hydrohealth 35.388 $303.973.535 0,863% 86,893% B
Porcifer B12 22.855 $297.596.972 0,845% 87,738% B
Levamisol Oral 3.2% 4.073 $273.655.684 0,777% 88,515% B

18
PRODUCTO
PROM
VENTAS
(unid)
TOTAL
INGRESO %
%
Acumulado CAT
Genzuril 3.655 $254.552.241 0,723% 89,238% B
Albendazol 0,25 Co. Jeringa 50.872 $251.041.957 0,713% 89,951% B
Azul De Metileno 10.198 $249.230.037 0,708% 90,658% B
Febenzol 0,1 Jeringa 57.027 $246.664.372 0,700% 91,359% B
Calfovet-F 13.875 $244.572.177 0,694% 92,053% B
Equintel 35.120 $222.609.021 0,632% 92,685% B
Complebet Oral Caja 12 Goteros 7.746 $219.491.337 0,623% 93,308% B
Mebequino Jeringa 65.598 $216.866.139 0,616% 93,924% B
Servimec L.A. 12.339 $206.105.362 0,585% 94,509% B
Anflagec 28.535 $184.756.554 0,525% 95,033% B
Pracan Gold 118.702 $175.641.581 0,499% 95,532% C
Ganamec Inyectable 2.256 $156.054.202 0,443% 95,975% C
Servigan Inyectable 2.295 $155.932.430 0,443% 96,418% C
Profen 15 31.593 $152.953.943 0,434% 96,852% C
Piracan Jeringa 175.672 $147.344.342 0,418% 97,270% C
Oxitolac 64.393 $146.402.380 0,416% 97,686% C
Fortipet 22.102 $131.307.855 0,373% 98,059% C
Ribenzol 5.955 $114.824.314 0,326% 98,385% C
Servigan Oral
Cajax100Almohadillas 1.089 $111.176.253 0,316% 98,701% C
Sanaxin 22.236 $99.352.929 0,282% 98,983% C
Genzuril Jeringa 5.489 $86.333.384 0,245% 99,228% C
Dorakill 6.210 $81.593.494 0,232% 99,459% C
Avistress Caja X 25 Sobres 580 $58.000.000 0,165% 99,624% C
Amprodiar Dispensador X 25
Sobres 687 $55.081.180 0,156% 99,780% C
Triclafen 1.821 $43.600.603 0,124% 99,904% C
Vigocal 6.927 $33.759.459 0,096% 100,000% C
TOTAL $3.141.599 $35.222.936.718
Tabla 2 Análisis ABC

19
Ilustración 2 Participación en el mercado ABC
Complebet Oral ; 81,061%
0,000%
20,000%
40,000%
60,000%
80,000%
100,000%
120,000%
$0
$500.000.000
$1.000.000.000
$1.500.000.000
$2.000.000.000
$2.500.000.000
$3.000.000.000
$3.500.000.000
$4.000.000.000
$4.500.000.000
$5.000.000.000
Participación En El Mercado
TOTAL INGRESO % Acumulado

20
Como se observa en la Ilustración 2 y en la Tabla 2, con realizar un sistema de
planificación, control y programación de la producción al 40 % de los productos se impacta
el 81% del total de ingresos de la compañía; por lo que el objeto de estudio se va a limitar a
los siguientes productos:
Hemopar B12
Boldenona 50
Crecedor
Ethiokill
Servimec Gold
Crecefast
Serviox 200 L.A.
Complebet Inyectable
Vitasel Inyectable
Albendazol 0,25 Co.
Garrabaño
Fosfoton
Febenzol 0,1
Oxitetraciclina 50 Mg.
Servimec
Levamisol 0,15
Azul De Metileno Dispensador
Ceftiser
Tyloser
Pracan Jeringa
Servimast Caja 4 Jeringas
Mastidry Caja
Complebet Oral

21
4. PROCESO
Seleccionar el proceso más idóneo no es una tarea sencilla y sólo se efectuará una vez que
las posibles alternativas sean analizadas a fondo, al mismo tiempo deberá ser considerado
no solo el costo de fabricación, sino también el factor de utilización de los materiales; el
efecto que el método de procesamiento tiene en las propiedades del producto y por tanto su
capacidad en el servicio; la demanda de mano de obra con el entrenamiento que ésta
requiera; la energía necesaria para la transformación; la contaminación por el proceso o por
el producto y reciclado del producto, entre otras. Por esto es de gran importancia conocer,
documentar y estandarizar los procesos.(Mikell P. Groover, 2007)
4.1 ESTUDIO DE MÉTODOS DE TRABAJO
Es una técnica de análisis y registro de los métodos existentes de cada proceso que permite
mejorar la manera como se realiza el trabajo, la disposición de la materia prima, maquinaria
y reducción de operaciones innecesarias para que los movimientos de los operarios sean
más sencillos, eficientes y coordinados y de esta manera se mejore las condiciones de
producción y se establezcan nuevos principios y procedimientos de trabajo que reduzcan
los tiempos muertos, la fatiga y el trabajo degradante. El estudio de los movimientos más
elementales para minimizar el tiempo del proceso y la fatiga de los empleados comprende
(Luis Carlos Palacios Acero, 2008):
1. Utilizar el cuerpo humano acorde a la clase de trabajo, minimizando los
movimientos, por lo cual es preciso pre ubicar los elementos de trabajo dentro de
los límites normales de movimiento del cuerpo.
2. Determinar el tipo y secuencia de los movimientos del cuerpo, pre ubicando en
orden, las herramientas, las partes acabadas y controles en puntos fijos, en frente y
conforme a las zonas normales de trabajo, lo cual permite el rápido desarrollo de la
automatización y disminución de la fatiga. 3. Distribución del lugar de trabajo conforme a las medidas, diseño de herramientas de
doble uso, utilización de plantillas y depósitos, ubicación de materiales, equipos y
herramientas con el menor número de movimientos.
4.1.1 Técnicas de análisis para el estudio del trabajo
Seleccionar: Los procesos a estudiar y a analizar.
Registrar: Hechos relevantes y recolección datos.
Examinar: Modo en que se está realizando el trabajo, cual es el propósito, la
máquina que realiza dicho trabajo, la secuencia que se lleva a cabo y los métodos
utilizados.

22
Establecer: El método más eficaz y más práctico para realizar el trabajo.
Evaluar: Las diferentes opciones para establecer un nuevo método en la empresa
comparando el actual método según su eficacia y costos.
Definir: El nuevo método según su eficacia y costos.
Implantar: El nuevo método como una práctica y capacitar al operario que lo
utilizara para así evitar el método anterior.
Controlar: La implementación del nuevo método con sus respectivos
procedimientos.
4.2 ESTUDIO DE TIEMPOS
Tomando como referencia un número determinado de observaciones y con base en la
medición del método ya establecido, el estudio de tiempos determina con la mayor
exactitud posible el tiempo necesario para llevar a cabo una tarea determinada, reducir y
eliminar el tiempo improductivo, y fijar tiempos estándar de ejecución del trabajo.
Para poder determinar este tiempo estándar se debe considerar el ritmo de trabajo de cada
operario, la fatiga, las demoras personales y las interrupciones inevitables que se presenten
durante la ejecución del proceso teniendo en cuenta que esta persona debe ser un trabajador
calificado, que conoce cada actividad determinada y sigue el método
preestablecido(EDWARD KRICK, 1996).
Los sistemas más empleados para la toma de tiempos son: estimación, datos históricos,
muestreo, tiempos predeterminados y empleo de aparatos de medida: el cronometraje.
(Tabla 3)
4.2.1 Ventajas de efectuar el estudio de tiempos en un proceso
Establecer información relevante para el desarrollo de las funciones de planeación
y programación.
Monitorear el desempeño de los operarios.
Minimizar el tiempo requerido para la ejecución de trabajos.
Comparar la eficiencia de varios métodos de trabajo.
Conservar los recursos y minimizar costos.
Cumplir los compromisos con los clientes.
Disminuir los costos para ser competitivos y sostenibles.
Aumento de producción.
Proporcionan un producto que es cada vez más confiable y de alta calidad.

23
4.2.2 Tiempos de trabajo
El tiempo tipo o tiempo estándar, es considerado como el tiempo que necesita un trabajador
calificado para ejecutar la tarea a medir según un método definido, las interrupciones que
necesita para recuperarse de la fatiga que le proporciona su realización y para sus
necesidades personales. Para ello se deben de tener en cuenta los siguientes
tiempos(George Kanawaty, 1996):
El tiempo de reloj (TR)
Es el tiempo que el operario está trabajando en la
realización de la tarea encomendada y que se mide con
el reloj. (No se cuentan los paros realizados por el
trabajador, tanto para atender sus necesidades
personales como para descansar de la fatiga producida
por el propio trabajo).
El factor de ritmo (FR)
Sirve para corregir las diferencias producidas al medir
el tiempo reloj, motivadas por existir operarios rápidos,
normales y lentos en la ejecución de la misma tarea. El
factor ritmo se calcula al comparar el ritmo de trabajo
desarrollado por el trabajador que realiza la tarea, con
el que desarrollaría un operario capacitado normal, y
conocedor de dicha tarea.
El tiempo normal (TX)
Es el tiempo reloj que un operario capacitado,
conocedor del trabajo y desarrollándolo a un ritmo
«normal», emplearía en la ejecución de la tarea
encomendada.
Los suplementos de trabajo (K)
Como el operario no puede estar trabajando todo el
tiempo a un ritmo constante, es preciso que realice
algunas pausas que le permitan recuperarse de la fatiga
producida por el propio trabajo y para atender sus
necesidades personales. Estos períodos de inactividad,
calculados según un porcentaje de suplemento del
tiempo normal se valoran según las características
propias del trabajador y de las dificultades que presenta
la ejecución de la tarea.
El tiempo tipo (Tp)
Está formado por el tiempo normal y los suplementos,
es el tiempo necesario para que un trabajador
capacitado y conocedor de la tarea, la realice a ritmo
normal más los suplementos de interrupción
necesarios.
Tabla 3 Tiempos de trabajo

24
4.3 FLUJO DEL PROCESO DE ÓRDENES DE PRODUCCIÓN Y TIEMPOS ESTÁNDAR
Generación OP Alistamiento
Material de empaque
Alistamiento
Material de envase
Alistamiento
Materia Prima
Generación de
Orden de salida
Impresión de
Documentación
Y Generación
de OP codificado
Revisión de
documentaciónQF
Revisión Producción Revisión MEEP Revisión en piso
OP por calidad-MEEP
Despacho
Alistar materiales, conteo,
inspección, verificación de
lotes y registro.
Generación orden
de pesaje Dispensación
Codificado
PROCESO MEEP
MPS
Alistamiento
Materia Prima
A exclusas
Liberación del
Área
Alistamiento
Del área
Inventario
CEA
Ingreso MP
DISPENSACIÓN MEEP: Proceso de alistamiento de material de empaque, envase y
materias primas
CEA: Centro de acopio
CENDIS: Centro de distribución
QF: Dirección de calidad
OP: Orden de producción
Ilustración 3 Descripción flujo del proceso de órdenes de producción
25
El proceso de la gestión de la orden de producción se documenta en la ilustración 3 debido
a que se realizaba de manera empírica y no se contaba con un control de las actividades
implícitas en el proceso, no se realizaba una programación efectiva de las operaciones, ni
de mejora del proceso.
A continuación, se describirá cada una de las operaciones y subprocesos.
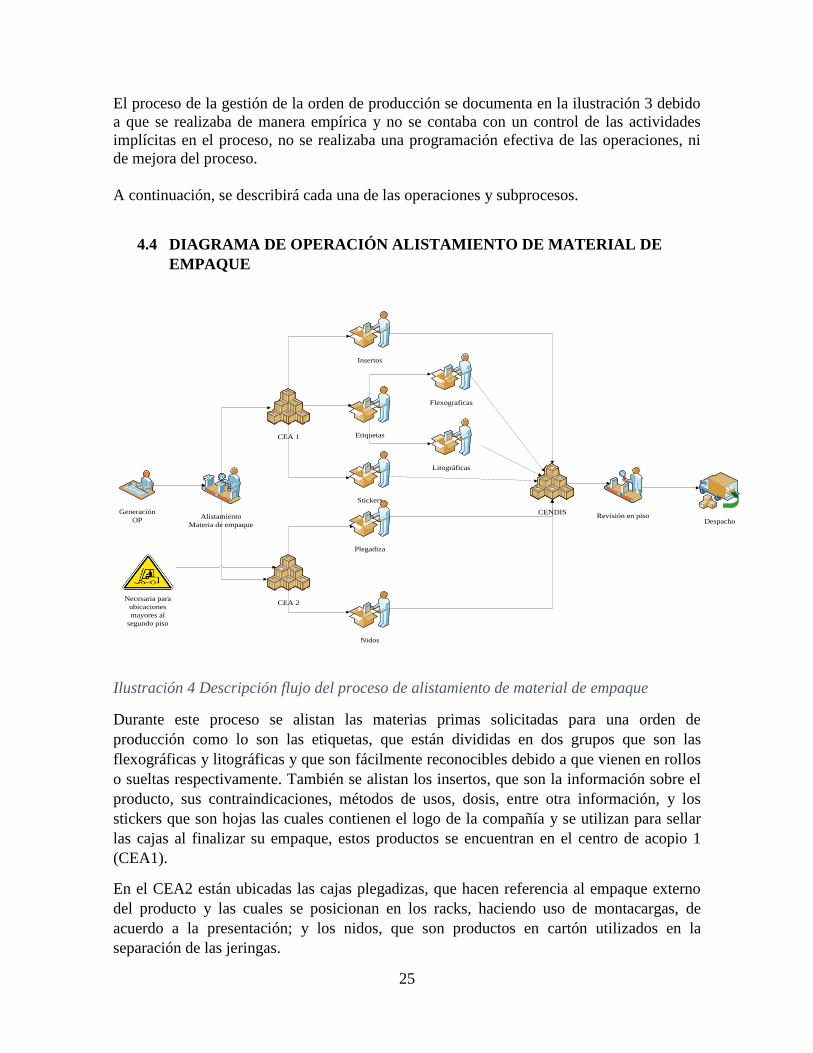
4.4 DIAGRAMA DE OPERACIÓN ALISTAMIENTO DE MATERIAL DE
EMPAQUE
Generación
OPAlistamiento
Materia de empaque
CEA 1
CEA 2
Stickers
Etiquetas
Insertos
Plegadiza
Nidos
Flexograficas
Litográficas
CENDIS
DespachoRevisión en piso
Necesaria para
ubicaciones
mayores al
segundo piso
Ilustración 4 Descripción flujo del proceso de alistamiento de material de empaque
Durante este proceso se alistan las materias primas solicitadas para una orden de
producción como lo son las etiquetas, que están divididas en dos grupos que son las
flexográficas y litográficas y que son fácilmente reconocibles debido a que vienen en rollos
o sueltas respectivamente. También se alistan los insertos, que son la información sobre el
producto, sus contraindicaciones, métodos de usos, dosis, entre otra información, y los
stickers que son hojas las cuales contienen el logo de la compañía y se utilizan para sellar
las cajas al finalizar su empaque, estos productos se encuentran en el centro de acopio 1
(CEA1).
En el CEA2 están ubicadas las cajas plegadizas, que hacen referencia al empaque externo
del producto y las cuales se posicionan en los racks, haciendo uso de montacargas, de
acuerdo a la presentación; y los nidos, que son productos en cartón utilizados en la
separación de las jeringas.

26
La entrada a este CEA está restringida al personal, debido a que los materiales se
encuentran codificados y dispuestos para el uso del producto terminado, reglamentado de
esta forma por el ICA (Ilustración 4).
Los tiempos estándar del proceso se muestran en la tabla 4.
4.4.1 Toma de tiempos
OPERACIÓN BODEGA PROMEDIO SUPLEMENTO
TIEMPO
ESTÁNDAR
(SEG/UND)
Etiquetas
flexográficas CEA 1 1,02 22% 1,241
Etiquetas
tipográficas CEA 1 0,74 22% 0,902
Insertos CEA 1 1,38 22% 1,681
Stickers CEA 1 1,25 22% 1,531
CAJAS CEA 2 1,46 22% 1,776
NIDOS CEA 2 1,19 22% 1,450
Espera de
Montacargas Bodega 00:22:24
Tabla 4 Tiempos estándar de la operación alistamiento de M. empaque
4.5 DIAGRAMA DE OPERACIÓN ALISTAMIENTO DE MATERIAL DE
ENVASE
Generación
OP CEA 3Material de
Envase CENDIS DespachoRevisión en piso
Necesaria para
ubicaciones
mayores al
segundo piso
Ilustración 5 Descripción flujo del proceso de alistamiento de material de envase
Para el proceso de alistamiento de empaque se debe precisar de gran manera la
identificación del material adjuntado a la orden ya que los envases son exclusivos de ciertos
productos y sus diferencias a simple vista no son muy notorias, por lo que la operación
requiere de una mayor atención para así detallar estrictamente el número de lote y análisis.

27
4.5.1 Toma de tiempos
OPERACIÓN BODEGA PROMEDIO SUPLEMENTO
TIEMPO
ESTÁNDAR
(SEG/UND)
Agrafe De Aluminio CEA 3 0,17 22% 0,211
Flip Cap CEA 3 0,19 22% 0,232
Jeringa CEA 3 0,28 22% 0,336
Frasco Ámbar CEA 3 0,40 22% 0,489
Frasco Transparente CEA 3 0,40 22% 0,489
Garrafa Plástica CEA 3 3,05 22% 3,722
Manguera Atoxica CEA 3 0,08 22% 0,072
Pote Plástico CEA 3 0,39 22% 0,473
Envase Pead X 60 Ml.
Blanco CEA 3 0,53 0,22 0,646
Gotero Plástico X 30
Ml. CEA 3 0,08 0,22 0,098
Frasco Redondo
Blanco CEA 3 0,53 0,22 0,646
Envase Bala CEA 3 0,35 0,22 0,423
Frasco Pebd
Monodosis X 5 Ml
Con Tapa Y Gotero
CEA 3 0,31 0,22 0,377
Envase Pet CEA 3 0,49 0,22 0,602
Envase Extruido CEA 3 0,51 0,22 0,623
Envase Inyectable
Tipo Vial CEA 3 0,37 0,22 0,449
Frasco Pead CEA 3 0,54 0,22 0,662
Frasco Pp CEA 3 0,62 0,22 0,758
Tubo Colapsible CEA 3 0,17 0,22 0,207
Sobres CEA 3 1,46 0,22 1,776
Tapa CEA 3 0,21 0,22 0,255
Subtapa Plástica CEA 3 0,63 0,22 0,774
Tapón CEA 3 0,14 0,22 0,165
Foil Inducción En Pet CEA 3 0,02 0,22 0,022
Bolsa Plástica
Transparente X 6 G
Azul De Metileno
CEA 3 0,190 0,22 0,232
Espera de
Montacargas Bodega 00:22:24
Toalla CEA 3 0,190 0,22 0,232
Tabla 5 Tiempos estándar de la operación alistamiento de M. envase
28
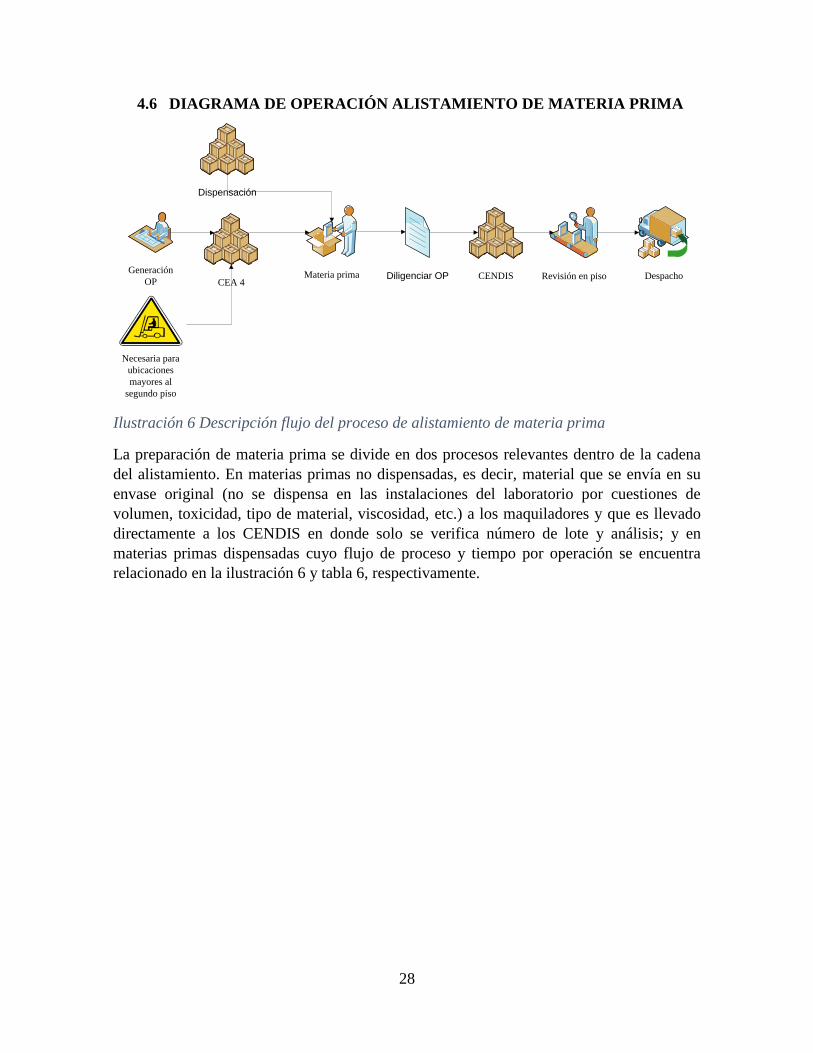
4.6 DIAGRAMA DE OPERACIÓN ALISTAMIENTO DE MATERIA PRIMA
Generación
OP CEA 4Materia prima CENDIS DespachoRevisión en piso
Necesaria para
ubicaciones
mayores al
segundo piso
Dispensación
Diligenciar OP
Ilustración 6 Descripción flujo del proceso de alistamiento de materia prima
La preparación de materia prima se divide en dos procesos relevantes dentro de la cadena
del alistamiento. En materias primas no dispensadas, es decir, material que se envía en su
envase original (no se dispensa en las instalaciones del laboratorio por cuestiones de
volumen, toxicidad, tipo de material, viscosidad, etc.) a los maquiladores y que es llevado
directamente a los CENDIS en donde solo se verifica número de lote y análisis; y en
materias primas dispensadas cuyo flujo de proceso y tiempo por operación se encuentra
relacionado en la ilustración 6 y tabla 6, respectivamente.

29
4.7 DIAGRAMA DE OPERACIÓN DE DISPENSACIÓN
Ilustración 7 Diagrama de operación de dispensación
La dispensación de las materias primas se denomina como una operación crítica dentro del
proceso debido a que pueden ocurrir bastantes reprocesos o presentarse no conformidades
severas al punto de dañar el lote de producción por algún tipo de contaminación, mala
identificación, fechas de vencimiento, etc. Es por esto que el personal que participa en la
operación debe tener gran experiencia en dicha acción y recibir capacitación de manera
constante. En la ilustración 7 se reflejan las operaciones que se realizan para ingresar al
área de dispensación y se denota el acompañamiento constante del departamento de calidad
el cual representa una oportunidad de mejora en cuanto a la reducción de tiempos, ya que
empleando un programa de dispensación se disminuirían las inspecciones realizadas (Tabla
6).
El área de dispensación no debe estar sin uso por más de 96 horas después de su lavado
profundo, debido a que se pueden desarrollar microorganismos que afectarían el material
dispensado y si esto sucede se debe realizar de nuevo el aseo del área, al igual que al
terminar cada orden de dispensación con el fin de eliminar los residuos químicos de las
materias primas.
El instructivo de dispensación declara el orden en que se deben dispensar las materias
primas iniciando por los principios activos, seguido por los excipientes, las esencias y por
Alistamiento de Materia
Prima en Almacén
Traslado al frente de
la Esclusa
Quitar empaque Terciario e
identificar empaque primario
Entrar Materia prima a
Esclusa
Limpieza del área
Aires prendidos y
verificación de manómetros
Liberación del área
(CC-03)
Pesar el recipiente en
el cual se almacenará
la MP segregada
Pesar MP
Inspección e identificación
de MP segregada
Limpieza del área (mesones,
utensilios, báscula), sanitizar
Almacenamiento en canastas
para órdenes de producción
Exclusa-Cendis
Cendis
Alistamiento personal para
ingreso al área ( procedimiento)
2,42 min
12,1 min
36,3 min
19,35 min
Documentación 14,52 min
32,67 min
20,57 min
18,15 min
27,83 min

30
último los colores y sabores. La orden de pesaje se realiza por cada orden de producción
que se va a despachar a los maquiladores para así tener un control efectivo de la
contaminación cruzada y así evitarla.
4.7.1 Toma de tiempos
OPERACIÓN PROMEDIO SUPLEMENTO
TIEMPO
ESTÁNDAR
(MIN)
Documentación 12 21% 14,52
Alistamiento de materia
prima VER TABLA 7
Traslado a la esclusa 2 21% 2,42
Quitar empaque
terciario 27 21% 32,67
Entrar materia prima a
esclusa 17 21% 20,57
Prender aires 1 21% 1,21
Verificación de
manómetros externos 15 21% 18,15
Cambio de ropa 10 21% 12,1
Liberación del área 30 21% 36,3
Operación y almacenar
en esclusa de salida VER TABLA 8
Inspección Calidad 15 21% 18,15
Traslado al cendis 23 21% 27,83
Tabla 6 Tiempos estándar de las operaciones en dispensación
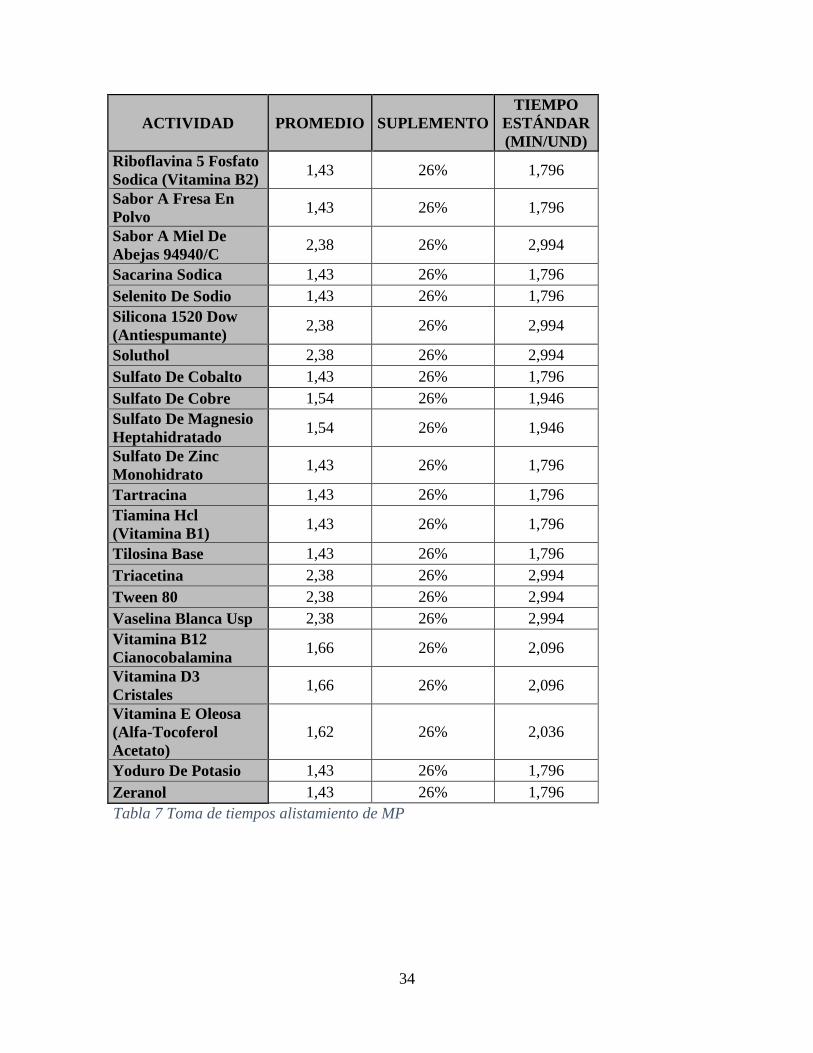
Se listan las materias primas que pertenecen a la segmentación del análisis ABC y no son
dispensadas en el área con su respectivo tiempo estándar (Tabla 7).
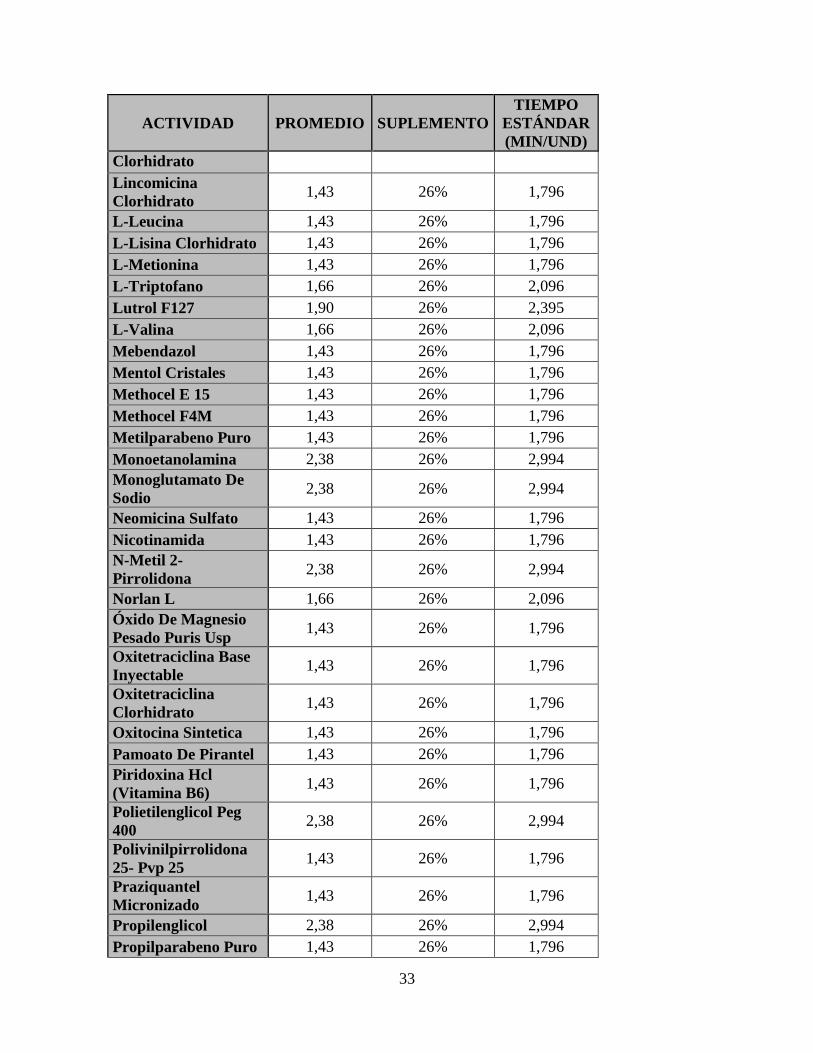
4.7.1 Toma de tiempos Alistamiento de MP
ACTIVIDAD PROMEDIO SUPLEMENTO
TIEMPO
ESTÁNDAR
(MIN/UND)
2 - Pirrolidona
(SOLUPHOR) 2,38 26% 2,994
Aceite Vegetal
(Girasol) 2,38 26% 2,994
Acetato De Sodio 1,43 26% 1,796
Ácido Acético R.A. 1,43 26% 1,796
Ácido Bórico 1,66 26% 2,096

31
ACTIVIDAD PROMEDIO SUPLEMENTO
TIEMPO
ESTÁNDAR
(MIN/UND)
Ácido Cítrico 1,66 26% 2,096
Ácido Hipofosforoso 2,38 26% 2,994
Ácido Láctico 2,38 26% 2,994
Aerosil 200 1,66 26% 2,096
Albendazol
Micronizado Cp, Usp 1,43 26% 1,796
Alcohol Bencílico 2,38 26% 2,994
Alcohol Etílico 2,38 26% 2,994
Ampicilina
Trihidrato Polvo 1,43 26% 1,796
Antipirina 1,43 26% 1,796
Azúcar 1,66 26% 2,096
Betametasona Sodio
Fosfato 1,66 26% 2,096
Biotina Usp 1,43 26% 1,796
Bisulfito De Sodio 1,43 26% 1,796
Boldenona
Undecilenate 1,43 26% 1,796
Butilhidroxitolueno
U.S.P. (B.H.T ) 1,43 26% 1,796
Carbopol 934 1,43 26% 1,796
Carboximetil
Celulosa 1,66 26% 2,096
Ceftiofur Hcl 1,43 26% 1,796
Citrato De Sodio 1,66 26% 2,096
Cloruro De Calcio 2,38 26% 2,994
Cloruro De Magnesio
Hexahidratado 1,43 26% 1,796
Cloruro De Potasio 1,43 26% 1,796
Cloruro De Sodio 1,66 26% 2,096
Cloruro De Zinc 2,38 26% 2,994
Clotrimazol 1,43 26% 1,796
Cloxacilina
Benzatinica 1,43 26% 1,796
Color Caramelo 2,38 26% 2,994
Color Rojo Fdc # 3
Eritrosina 1,43 26% 1,796
Dextrosa Anhidra
Usp Inyectable 1,66 26% 2,096
Diaceturato De 2,38 26% 2,994

32
ACTIVIDAD PROMEDIO SUPLEMENTO
TIEMPO
ESTÁNDAR
(MIN/UND)
Diminazene
D-Pantenol 2,38 26% 2,994
E.D.T.A. Disodico 1,43 26% 1,796
Esencia De Banana 2,38 26% 2,994
Esencia De Naranja 2,38 26% 2,994
Esencia Talco 1,54 26% 1,946
Fenbendazol
Micronizado 1,43 26% 1,796
Fenol Cristales 2,38 26% 2,994
Formaldehido
Sulfoxilato Sodico 1,43 26% 1,796
Fosforil Colamine
Usp 1,43 26% 1,796
Galato De Propilo 2,38 26% 2,994
Gelatina En Polvo 2,38 26% 2,994
Glicerina 2,38 26% 2,994
Glicerofosfato De
Calcio 1,43 26% 1,796
Glicerofosfato De
Manganeso 1,43 26% 1,796
Glicerofosfato De
Potasio 2,38 26% 2,994
Glicerofosfato De
Sodio 1,43 26% 1,796
Glicerol Formal Ultra
Puro 2,38 26% 2,994
Glicina 1,66 26% 2,096
Gluconato De Calcio 1,43 26% 1,796
Hidroxido De Sodio
Anhidro 95% Min. 1,43 26% 1,796
Hierro Dextran 10% 2,38 26% 2,994
Hipofosfito De Calcio 1,43 26% 1,796
Ivermectina 1,43 26% 1,796
Kollidon 17-P.F. 1,43 26% 1,796
Lanolina 2,38 26% 2,994
L-Arginina
Clorhidrato 1,43 26% 1,796
Levamisol
Clorhidrato 1,43 26% 1,796
L-Histidina 1,43 26% 1,796
33
ACTIVIDAD PROMEDIO SUPLEMENTO
TIEMPO
ESTÁNDAR
(MIN/UND)
Clorhidrato
Lincomicina
Clorhidrato 1,43 26% 1,796
L-Leucina 1,43 26% 1,796
L-Lisina Clorhidrato 1,43 26% 1,796
L-Metionina 1,43 26% 1,796
L-Triptofano 1,66 26% 2,096
Lutrol F127 1,90 26% 2,395
L-Valina 1,66 26% 2,096
Mebendazol 1,43 26% 1,796
Mentol Cristales 1,43 26% 1,796
Methocel E 15 1,43 26% 1,796
Methocel F4M 1,43 26% 1,796
Metilparabeno Puro 1,43 26% 1,796
Monoetanolamina 2,38 26% 2,994
Monoglutamato De
Sodio 2,38 26% 2,994
Neomicina Sulfato 1,43 26% 1,796
Nicotinamida 1,43 26% 1,796
N-Metil 2-
Pirrolidona 2,38 26% 2,994
Norlan L 1,66 26% 2,096
Óxido De Magnesio
Pesado Puris Usp 1,43 26% 1,796
Oxitetraciclina Base
Inyectable 1,43 26% 1,796
Oxitetraciclina
Clorhidrato 1,43 26% 1,796
Oxitocina Sintetica 1,43 26% 1,796
Pamoato De Pirantel 1,43 26% 1,796
Piridoxina Hcl
(Vitamina B6) 1,43 26% 1,796
Polietilenglicol Peg
400 2,38 26% 2,994
Polivinilpirrolidona
25- Pvp 25 1,43 26% 1,796
Praziquantel
Micronizado 1,43 26% 1,796
Propilenglicol 2,38 26% 2,994
Propilparabeno Puro 1,43 26% 1,796
34
ACTIVIDAD PROMEDIO SUPLEMENTO
TIEMPO
ESTÁNDAR
(MIN/UND)
Riboflavina 5 Fosfato
Sodica (Vitamina B2) 1,43 26% 1,796
Sabor A Fresa En
Polvo 1,43 26% 1,796
Sabor A Miel De
Abejas 94940/C 2,38 26% 2,994
Sacarina Sodica 1,43 26% 1,796
Selenito De Sodio 1,43 26% 1,796
Silicona 1520 Dow
(Antiespumante) 2,38 26% 2,994
Soluthol 2,38 26% 2,994
Sulfato De Cobalto 1,43 26% 1,796
Sulfato De Cobre 1,54 26% 1,946
Sulfato De Magnesio
Heptahidratado 1,54 26% 1,946
Sulfato De Zinc
Monohidrato 1,43 26% 1,796
Tartracina 1,43 26% 1,796
Tiamina Hcl
(Vitamina B1) 1,43 26% 1,796
Tilosina Base 1,43 26% 1,796
Triacetina 2,38 26% 2,994
Tween 80 2,38 26% 2,994
Vaselina Blanca Usp 2,38 26% 2,994
Vitamina B12
Cianocobalamina 1,66 26% 2,096
Vitamina D3
Cristales 1,66 26% 2,096
Vitamina E Oleosa
(Alfa-Tocoferol
Acetato)
1,62 26% 2,036
Yoduro De Potasio 1,43 26% 1,796
Zeranol 1,43 26% 1,796
Tabla 7 Toma de tiempos alistamiento de MP
35
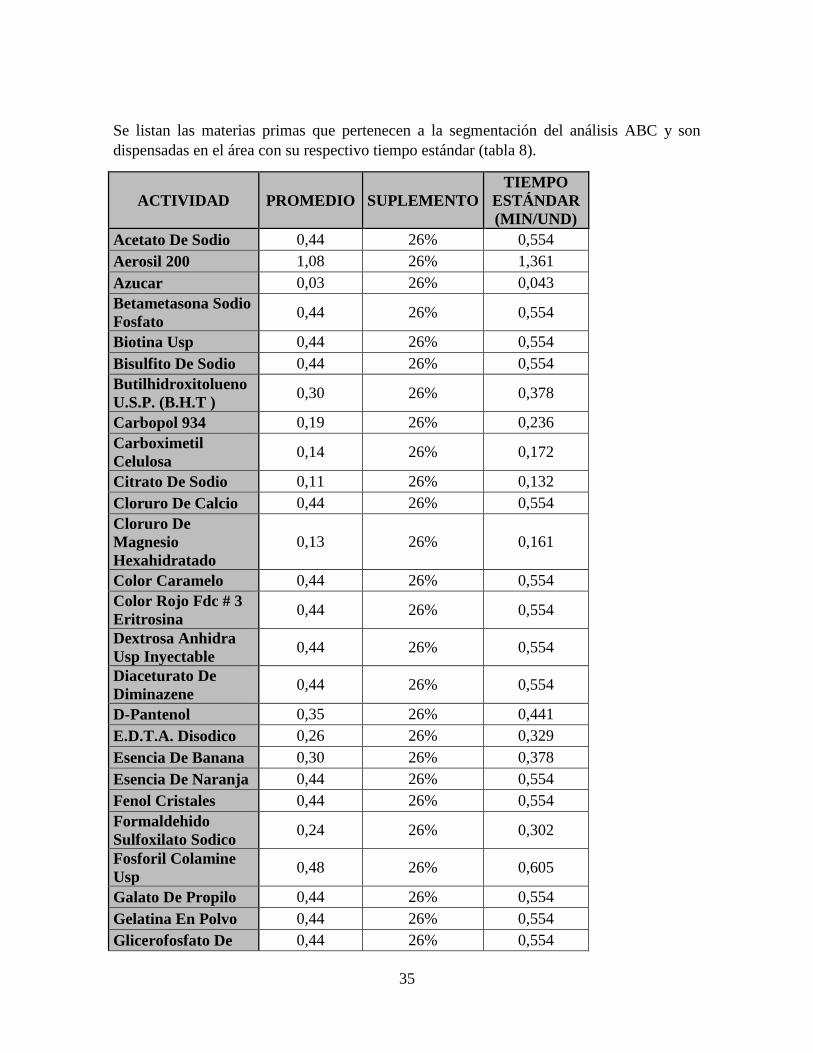
Se listan las materias primas que pertenecen a la segmentación del análisis ABC y son
dispensadas en el área con su respectivo tiempo estándar (tabla 8).
ACTIVIDAD PROMEDIO SUPLEMENTO
TIEMPO
ESTÁNDAR
(MIN/UND)
Acetato De Sodio 0,44 26% 0,554
Aerosil 200 1,08 26% 1,361
Azucar 0,03 26% 0,043
Betametasona Sodio
Fosfato 0,44 26% 0,554
Biotina Usp 0,44 26% 0,554
Bisulfito De Sodio 0,44 26% 0,554
Butilhidroxitolueno
U.S.P. (B.H.T ) 0,30 26% 0,378
Carbopol 934 0,19 26% 0,236
Carboximetil
Celulosa 0,14 26% 0,172
Citrato De Sodio 0,11 26% 0,132
Cloruro De Calcio 0,44 26% 0,554
Cloruro De
Magnesio
Hexahidratado
0,13 26% 0,161
Color Caramelo 0,44 26% 0,554
Color Rojo Fdc # 3
Eritrosina 0,44 26% 0,554
Dextrosa Anhidra
Usp Inyectable 0,44 26% 0,554
Diaceturato De
Diminazene 0,44 26% 0,554
D-Pantenol 0,35 26% 0,441
E.D.T.A. Disodico 0,26 26% 0,329
Esencia De Banana 0,30 26% 0,378
Esencia De Naranja 0,44 26% 0,554
Fenol Cristales 0,44 26% 0,554
Formaldehido
Sulfoxilato Sodico 0,24 26% 0,302
Fosforil Colamine
Usp 0,48 26% 0,605
Galato De Propilo 0,44 26% 0,554
Gelatina En Polvo 0,44 26% 0,554
Glicerofosfato De 0,44 26% 0,554

36
ACTIVIDAD PROMEDIO SUPLEMENTO
TIEMPO
ESTÁNDAR
(MIN/UND)
Calcio
Glicerofosfato De
Manganeso 0,44 26% 0,554
Glicerofosfato De
Potasio 0,44 26% 0,554
Glicerofosfato De
Sodio 0,44 26% 0,554
Glicerol Formal
Ultra Puro 0,44 26% 0,554
Glicina 0,44 26% 0,554
Gluconato De
Calcio 0,44 26% 0,554
Kollidon 17-P.F. 0,44 26% 0,554
L-Triptofano 0,44 26% 0,554
Lutrol F127 0,44 26% 0,554
Mentol Cristales 0,44 26% 0,554
Methocel E 15 0,44 26% 0,554
Methocel F4M 0,44 26% 0,554
Metilparabeno Puro 0,22 26% 0,280
Monoglutamato De
Sodio 0,44 26% 0,554
Neomicina Sulfato 0,44 26% 0,554
Nicotinamida 0,56 26% 0,706
Pamoato De
Pirantel 0,44 26% 0,554
Piridoxina Hcl
(Vitamina B6) 1,81 26% 2,277
Riboflavina 5
Fosfato Sodica
(Vitamina B2)
0,18 26% 0,221
Sabor A Fresa En
Polvo 0,44 26% 0,554
Sabor A Miel De
Abejas 94940/C 0,44 26% 0,554
Sacarina Sodica 0,40 26% 0,504
Selenito De Sodio 0,53 26% 0,669
Silicona 1520 Dow
(Antiespumante) 0,44 26% 0,554
Soluthol 0,44 26% 0,554
Sulfato De Cobalto 0,44 26% 0,554

37
ACTIVIDAD PROMEDIO SUPLEMENTO
TIEMPO
ESTÁNDAR
(MIN/UND)
Sulfato De Cobre 0,44 26% 0,554
Sulfato De
Magnesio
Heptahidratado
0,44 26% 0,554
Sulfato De Zinc
Monohidrato 0,26 26% 0,322
Tartracina 0,44 26% 0,554
Tiamina Hcl
(Vitamina B1) 0,05 26% 0,068
Tween 80 0,44 26% 0,554
Vitamina E Oleosa
(Alfa-Tocoferol
Acetato)
0,44 26% 0,554
Yoduro De Potasio 0,93 26% 1,169
Tabla 8 Toma de tiempos dispensación MP
4.8 DIAGRAMA DE OPERACIÓN DE LAVADO DEL ÁREA DE
DISPENSACIÓN
Ilustración 8 Diagrama de operación de lavado del área de dispensación
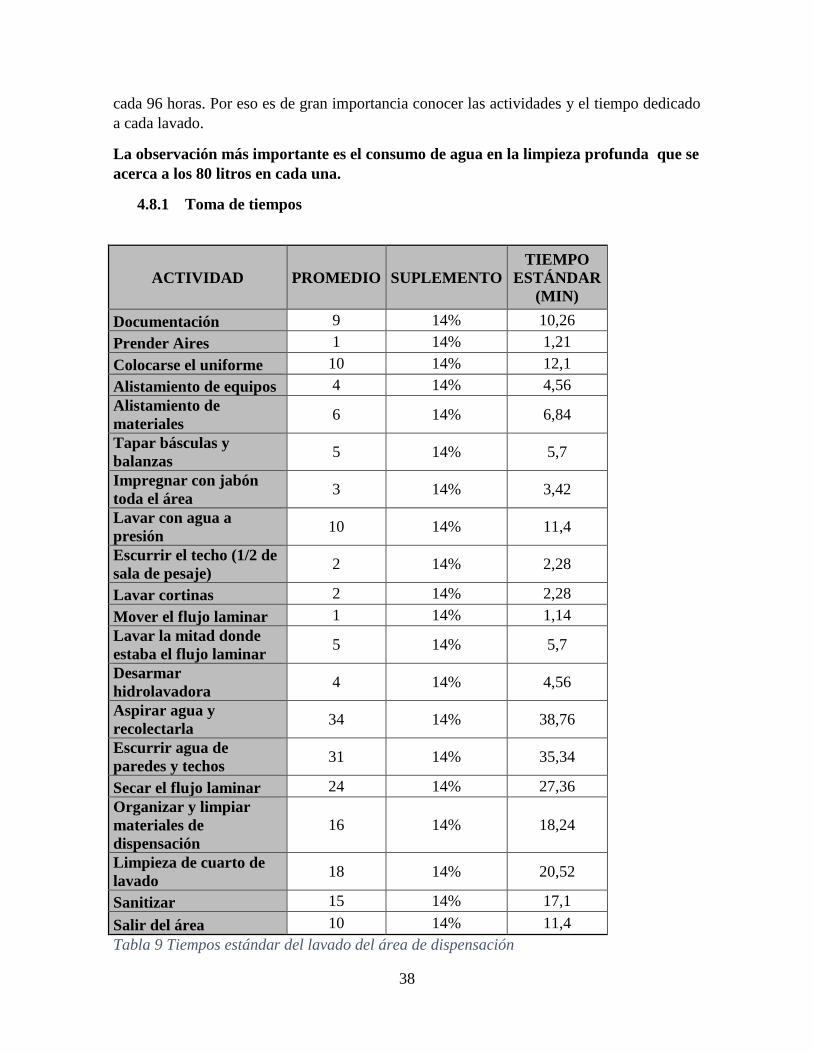
La limpieza del área de pesaje es una actividad importante para la programación de la
producción debido a que se debe realizar al terminar cada orden de pesaje o en su defecto
Encender aires
Diligenciar formatos
Colocarse el uniforme
Alistamiento de equipos
Alistamiento de materiales
Tapar básculas y balanzas
Impregnar con jabón toda el área
Lavar con agua a presión
Escurrir el techo (1/2 de sala de pesaje)
Lavar cortinas
Mover el flujo laminar
Lavar la mitad donde estaba el flujo laminar
Desarmar hidrolavadora
Aspirar agua y recolectarla
Escurrir agua de paredes y techos
Secar el flujo laminar
Organizar y limpiar materiales de dispensación
Limpieza de cuarto de lavadao
Sanitizar
Salir del área
10,26 min
1,26 min
12,21 min
4,56 min
6,84 min
5,7 min
3,42 min
11,4 min
2,28 min
2,28 min
1,14 min
5,7 min
4,56 min
36,76 min
35,34 min
27,36 min
20,52 min
17,1 min
11,4 min
38
cada 96 horas. Por eso es de gran importancia conocer las actividades y el tiempo dedicado
a cada lavado.
La observación más importante es el consumo de agua en la limpieza profunda que se
acerca a los 80 litros en cada una.
4.8.1 Toma de tiempos
ACTIVIDAD PROMEDIO SUPLEMENTO
TIEMPO
ESTÁNDAR
(MIN)
Documentación 9 14% 10,26
Prender Aires 1 14% 1,21
Colocarse el uniforme 10 14% 12,1
Alistamiento de equipos 4 14% 4,56
Alistamiento de
materiales 6 14% 6,84
Tapar básculas y
balanzas 5 14% 5,7
Impregnar con jabón
toda el área 3 14% 3,42
Lavar con agua a
presión 10 14% 11,4
Escurrir el techo (1/2 de
sala de pesaje) 2 14% 2,28
Lavar cortinas 2 14% 2,28
Mover el flujo laminar 1 14% 1,14
Lavar la mitad donde
estaba el flujo laminar 5 14% 5,7
Desarmar
hidrolavadora 4 14% 4,56
Aspirar agua y
recolectarla 34 14% 38,76
Escurrir agua de
paredes y techos 31 14% 35,34
Secar el flujo laminar 24 14% 27,36
Organizar y limpiar
materiales de
dispensación
16 14% 18,24
Limpieza de cuarto de
lavado 18 14% 20,52
Sanitizar 15 14% 17,1
Salir del área 10 14% 11,4
Tabla 9 Tiempos estándar del lavado del área de dispensación
39
4.9 DIAGRAMA DE FLUJO DE CODIFICADO (EJECUCIÓN)
Recepción OP Solicitud de material
De empaque
Calibración de
Codificadora
Documentación Aprobación del área
por parte de calidad y
Lance de producción
Operación e inspección
Al 100%Inspección y aprobación
Producto terminado
Almacenamiento Despacho a
Maquiladores
Documentación archivada
por calidad
Revisión en piso
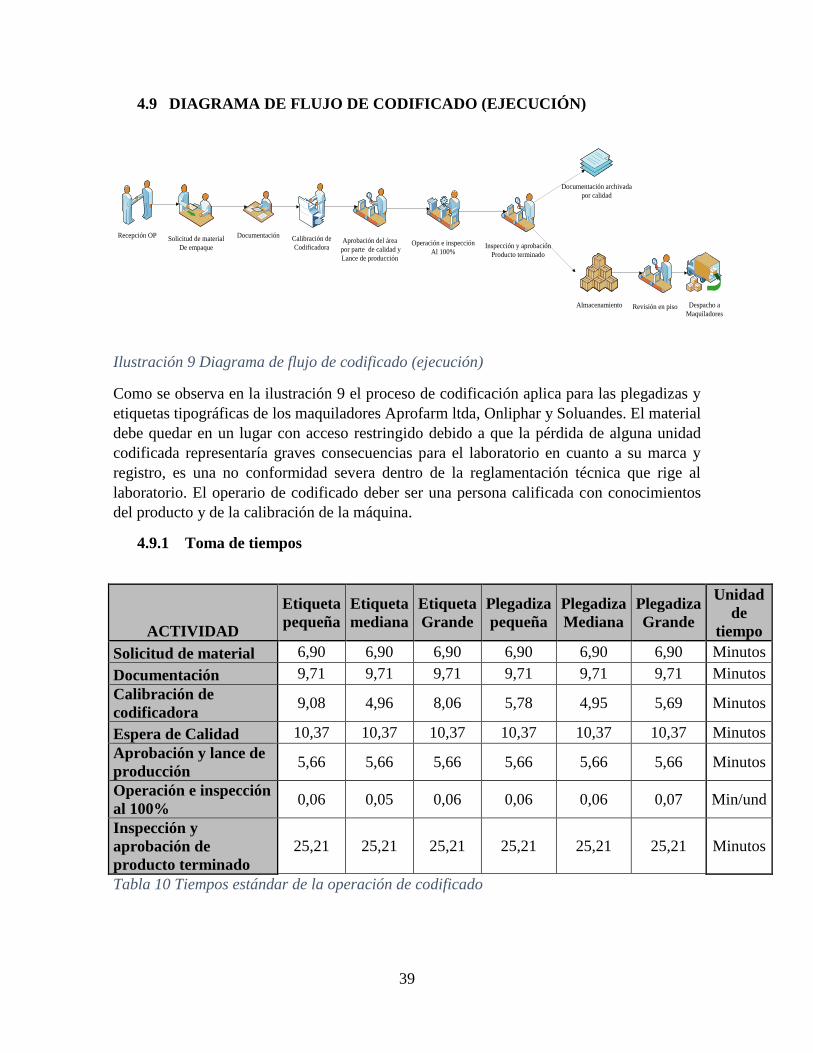
Ilustración 9 Diagrama de flujo de codificado (ejecución)
Como se observa en la ilustración 9 el proceso de codificación aplica para las plegadizas y
etiquetas tipográficas de los maquiladores Aprofarm ltda, Onliphar y Soluandes. El material
debe quedar en un lugar con acceso restringido debido a que la pérdida de alguna unidad
codificada representaría graves consecuencias para el laboratorio en cuanto a su marca y
registro, es una no conformidad severa dentro de la reglamentación técnica que rige al
laboratorio. El operario de codificado deber ser una persona calificada con conocimientos
del producto y de la calibración de la máquina.
4.9.1 Toma de tiempos
ACTIVIDAD
Etiqueta
pequeña
Etiqueta
mediana
Etiqueta
Grande
Plegadiza
pequeña
Plegadiza
Mediana
Plegadiza
Grande
Unidad
de
tiempo
Solicitud de material 6,90 6,90 6,90 6,90 6,90 6,90 Minutos
Documentación 9,71 9,71 9,71 9,71 9,71 9,71 Minutos
Calibración de
codificadora 9,08 4,96 8,06 5,78 4,95 5,69 Minutos
Espera de Calidad 10,37 10,37 10,37 10,37 10,37 10,37 Minutos
Aprobación y lance de
producción 5,66 5,66 5,66 5,66 5,66 5,66 Minutos
Operación e inspección
al 100% 0,06 0,05 0,06 0,06 0,06 0,07 Min/und
Inspección y
aprobación de
producto terminado
25,21 25,21 25,21 25,21 25,21 25,21 Minutos
Tabla 10 Tiempos estándar de la operación de codificado

40
En la tabla 10 se describe la toma de tiempos del proceso de codificado físico y en la tabla
11 muestra cómo se agrupan en seis tipos de referencia de acuerdo con su tamaño y
volumen, esto para control interno de la compañía.
Grupo/volumen DESDE HASTA
Etiqueta pequeña 0 ml >100ml
Etiqueta mediana 100 ml >=500 ml
Etiqueta Grande mayor a 500 ml
Plegadiza pequeña 0 ml >100ml
Plegadiza Mediana 100 ml >=500 ml
Plegadiza Grande mayor a 500 ml
Tabla 11 Descripción de grupos codificado físico
4.10 DIAGRAMA DE FLUJO DE CODIFICADO (DOCUMENTACIÓN)
Recepción Orden
De salida
Digitar
O. Codificado
O.P
Calidad-Diana Diana- Juan Proceso codificado
Ilustración 10 Diagrama de flujo de codificado (Documentación)
La documentación requerida para la codificación física se realiza por parte de la asistente
de producción, por lo cual gestiona la orden de codificado que debe llevar el visto bueno
del departamento de calidad y su respectiva programación con el director logístico.
(Ilustración 10)

41
4.11 DIAGRAMA DE FLUJO DE IMPRESIÓN DE DOCUMENTACIÓN
Recepción OP
Separada
Digitar OP Generar remisión
de certificados
Imprimir procedimiento
de fabricación
Imprimir Información
general del producto
Información de
Codificado
Impresión Operación
De empaque y embalaje
Scanner Certificados
Entrega a
Dpto. Calidad
Ilustración 11 Diagrama de flujo de impresión de documentación
El proceso de impresión del paquete técnico o documentación adjunta que debe llevar la
orden de producción se realiza previamente al proceso de revisión por parte de calidad y
fabricación en el maquilador, ya que por requerimiento de la normatividad técnica
nacional e internacional dice que debe contener los siguientes documentos con previa
verificación:
Orden de producción
Remisión de certificados
Certificados de materias primas
Procedimiento de fabricación
Información general del producto
Codificado del producto
Operación de empaque y embalaje
Estos documentos son encontrados en la nube ofimática de la compañía donde se descargan
e imprimen, la orden de producción previamente generada y alistada en bodega es digitada
e impresa para posterior revisión por el departamento de calidad. (Ilustración 11).
El tiempo estándar se relaciona en la tabla 12.
4.11.1 Toma de tiempos
ACTIVIDAD PROMEDIO SUPLEMENTO
TIEMPO
ESTÁNDAR
(MIN)
DOCUMENTACIÓN 45 14% 51.3
Tabla 12 Tiempos estándar de la operación de impresión de documentación

42
4.12 REVISIÓN DE DOCUMENTACIÓN
Este proceso contempla la revisión minuciosa del paquete técnico o documentación que
debe contener la orden de producción, generada por el departamento de Cadena de
abastecimiento y que requiere el maquilador para poder fabricar el producto, en donde
contiene certificado de las materias primas, orden de producción, certificado de análisis de
materias primas (de proveedor y/o laboratorio externo) y cartas de fabricación.
4.12.1 Toma de tiempos
La persona encargada de la revisión tiene una ardua experiencia en la supervisión de
documentación y calidad en la industria farmacéutica; en esta operación del proceso es muy
importante la exactitud de la información ya que un dato erróneo dentro de los formatos
generaría no conformidades severas dentro del producto final. (Tabla 13).
ACTIVIDAD PROMEDIO SUPLEMENTO
TIEMPO
ESTÁNDAR
(MIN)
DOCUMENTACIÓN 19,7667 14% 22,534
Tabla 13 Tiempos estándar de la operación de revisión de documentación
4.13 REVISIÓN DEL QF O DIRECCIÓN DE CALIDAD
La revisión por parte de la dirección de calidad se realiza para garantizar que la versión de
la orden de producción sea la actual, las cantidades teóricas sean las indicadas (estas son
comparadas a las fichas técnicas almacenadas por la dirección de calidad con acceso
restringido), comparación de la orden de producción contra el procedimiento de
fabricación, se realizan los cálculos de potencia específica (establecer si se necesita
adicionar alguna materia prima o tener especial atención en algún proceso de la fabricación
debido a problemas de calidad, concentración o efectos en las dosis), fechas de vencimiento
de las materias primas, fechas de análisis (máximo un año) y realizar el registro electrónico
de la entrega a despachos.
El tiempo estándar de esta operación es de 15 minutos con un suplemento del 14% según la
tabla generada por la organización mundial del trabajo.
4.14 REVISIÓN EN PISO
Es la inspección final de calidad en el proceso de alistamiento, es por este motivo que se
hace de manera extensiva para todo el material de empaque, envase y materias primas. Se
verifica la Orden de producción vs:
Orden de salida de almacén
Materias primas (número de lote y fecha de vencimiento)

43
Verificación de rótulos con número de lote
Material de envase (número de lote y número de análisis)
Material de empaque (número de lote y número de análisis)
Verificación de firmas en la orden de producción y diligenciamiento en su totalidad
Se da el aprobado de salida.
La información debe ser legible y correcta en llegado caso de no ser así la orden se
devuelve y su verificación se realiza al 100% de los artículos.
4.14.1 Toma de tiempos
ACTIVIDAD PROMEDIO SUPLEMENTO
TIEMPO
ESTÁNDAR
(MIN)
REVISIÓN 19,7667 14% 22,534
Tabla 14 Tiempos estándar de la operación de revisión en piso
44
5. CAPACIDAD DEL PROCESO
Es necesario tener control sobre lo que el sistema de producción es capaz de lograr durante
un período específico de tiempo, esto es lo que se conoce como capacidad. Su planificación
se realiza con el objetivo de adecuar el sistema productivo con respecto a la variación de la
demanda ya que la adecuación de la capacidad del proceso depende de esta última.
Es necesario conocer la capacidad que se tiene en un proceso logístico de producción para
poder disponer de una forma eficaz los recursos necesarios y llevar a cabo la producción,
entre ellos la mano de obra, horas laborales, tiempos de alistamiento, etc. Para ello, existen
diferentes estrategias que logran un ajuste de la capacidad con respecto a la variación de la
demanda, las cuales fluctúan y dependen de los horizontes de tiempo para las que fueron
dadas.
La capacidad de planta corresponde a la tasa de producción que puede obtenerse en un
proceso a través de unidades producidas en un determinado tiempo. Puede ser medida de
dos maneras, a través de la capacidad teórica, la cual corresponde a la tasa de producción
que una empresa tendría en condiciones ideales, o con la capacidad real, la cual es afectada
por diferentes factores tanto internos como externos.
Entre los factores externos están las horas de trabajo que permite la ley, los tiempos de
entrega de materia prima por parte de los proveedores, la capacitación nivel de aprendizaje
de los empleados y el flujo del proceso. La capacidad real entonces, estará definida por
(ecuación 1):
En donde:
Dh= Días hábiles de producción
Nt= número de turnos
Ht= Horas turno
ni= número de servidores y/o máquinas
Gi= tiempos planificados por mantenimiento
G2= Tiempos por ausentismo
G3= Tiempos por causas organizacionales
G4= Tiempos por causas externas
G5= Tiempos destinados a otras labores diferentes a producción
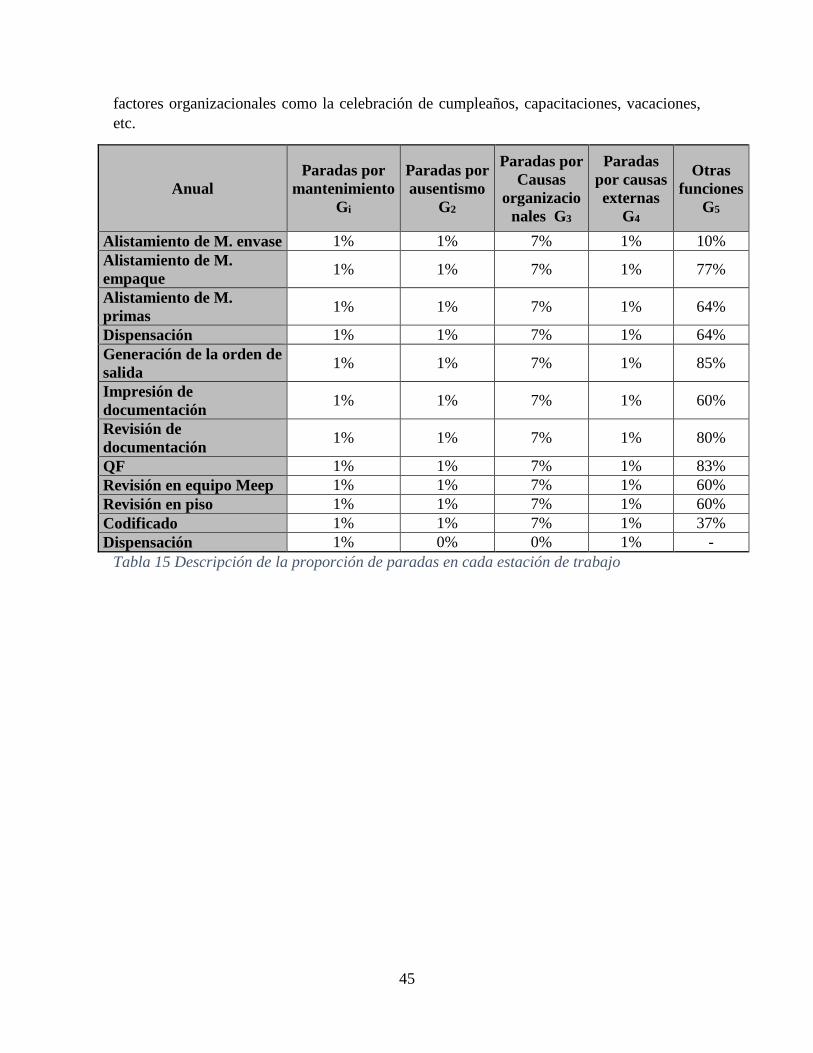
Se realiza la estimación de los tiempos anteriormente descritos en proporción al año de
programación (2018) y se muestra en la tabla 15. En lo que se describe que el proceso de
gestión de la orden de producción tiene paradas por mantenimiento de equipos de oficina y
montacargas, para el ausentismo se consulta con el departamento de gestión humana y
𝐶𝐷𝑖 = (𝐷ℎ . 𝑁𝑡. ℎ𝑡 ) − (𝑛𝑖 (𝐺𝑖 + 𝐺5 + (𝐺2 + 𝐺3 + 𝐺4
𝑛𝑖)))
Ecuación 1 Cálculo de capacidad disponible real
45
factores organizacionales como la celebración de cumpleaños, capacitaciones, vacaciones,
etc.
Anual
Paradas por
mantenimiento
Gi
Paradas por
ausentismo
G2
Paradas por
Causas
organizacio
nales G3
Paradas
por causas
externas
G4
Otras
funciones
G5
Alistamiento de M. envase 1% 1% 7% 1% 10%
Alistamiento de M.
empaque 1% 1% 7% 1% 77%
Alistamiento de M.
primas 1% 1% 7% 1% 64%
Dispensación 1% 1% 7% 1% 64%
Generación de la orden de
salida 1% 1% 7% 1% 85%
Impresión de
documentación 1% 1% 7% 1% 60%
Revisión de
documentación 1% 1% 7% 1% 80%
QF 1% 1% 7% 1% 83%
Revisión en equipo Meep 1% 1% 7% 1% 60%
Revisión en piso 1% 1% 7% 1% 60%
Codificado 1% 1% 7% 1% 37%
Dispensación 1% 0% 0% 1% -
Tabla 15 Descripción de la proporción de paradas en cada estación de trabajo
46
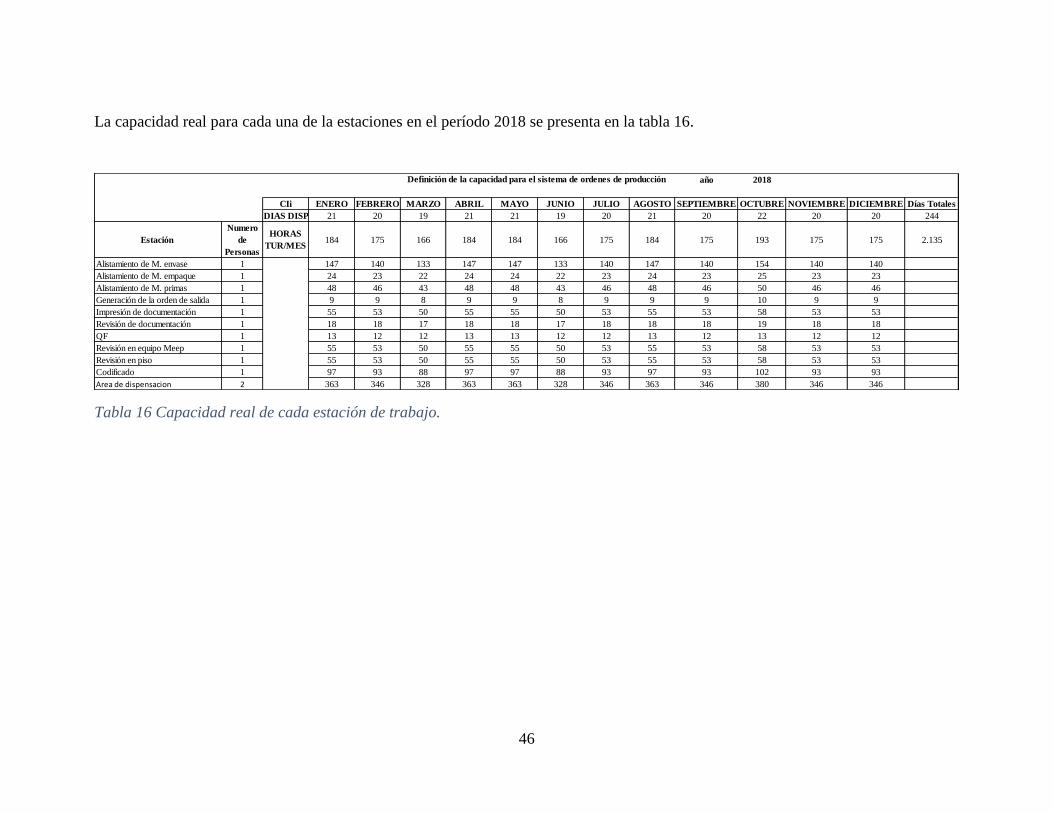
La capacidad real para cada una de la estaciones en el período 2018 se presenta en la tabla 16.
Tabla 16 Capacidad real de cada estación de trabajo.
año 2018
CIi ENERO FEBRERO MARZO ABRIL MAYO JUNIO JULIO AGOSTO SEPTIEMBRE OCTUBRE NOVIEMBRE DICIEMBRE Días Totales
DIAS DISP 21 20 19 21 21 19 20 21 20 22 20 20 244
Estación
Numero
de
Personas
HORAS
TUR/MES184 175 166 184 184 166 175 184 175 193 175 175 2.135
Alistamiento de M. envase 1 147 140 133 147 147 133 140 147 140 154 140 140
Alistamiento de M. empaque 1 24 23 22 24 24 22 23 24 23 25 23 23
Alistamiento de M. primas 1 48 46 43 48 48 43 46 48 46 50 46 46
Generación de la orden de salida 1 9 9 8 9 9 8 9 9 9 10 9 9
Impresión de documentación 1 55 53 50 55 55 50 53 55 53 58 53 53
Revisión de documentación 1 18 18 17 18 18 17 18 18 18 19 18 18
QF 1 13 12 12 13 13 12 12 13 12 13 12 12
Revisión en equipo Meep 1 55 53 50 55 55 50 53 55 53 58 53 53
Revisión en piso 1 55 53 50 55 55 50 53 55 53 58 53 53
Codificado 1 97 93 88 97 97 88 93 97 93 102 93 93
Area de dispensacion 2 363 346 328 363 363 328 346 363 346 380 346 346
Definición de la capacidad para el sistema de ordenes de producción
47
6. OPORTUNIDADES DE MEJORA
Líder y/o coordinador de producción o alistamiento que realice seguimiento y
medición a cada una de las órdenes en cuanto a cumplimiento de insumos y
despacho en fechas indicadas.
Realizar un análisis de cargas laborales y asignación de tareas dentro del proceso de
órdenes de producción.
Programa de dispensación y codificado (que funcione como servicios
independientes)
Evaluar las operaciones del proceso de dispensación que generan valor al producto.
La impresión de los documentos, órdenes de salida, etiquetas y toda documentación
necesaria para la orden de producción sea gestionada por una sola persona.
Ubicación pre definida del almacenamiento (caracterizado por volumen, peso y
demanda).
Impresión de rótulos de identificación el cual se hace más relevante en la legibilidad
y verificación de la información.
Revisar en cada proceso la asertividad en la inspección de calidad (muchas
inspecciones).
Capacitar al personal alterno en cada eslabón del proceso.
Encargado de los despachos.
Lista de despacho diaria.
Verificación en piso por una sola persona (producción y calidad).
Continuar con el seguimiento a los inconvenientes presentados en los procesos de
inspección de documentación y físico.

48
7. PROGRAMACIÓN DE LA PRODUCCIÓN
La gestión de la orden de producción constituye actividades de manejo y operaciones
físicas de acondicionamiento de materias primas, material de envase, empaque,
documentación y supervisión, en donde la secuenciación de actividades (chain) es la
restricción más presente en el proceso.
El flujo de actividades hace que el proceso principal se desarrolle de manera lineal y
secuencial (flow shop), mientras que los procesos de alistamiento de material de envase,
empaque y materias primas se desarrollan como máquinas únicas (single machines) y las
áreas de dispensación de materias primas son identificadas como el cuello de botella
(bottleneck).
Las áreas de dispensación son críticas debido a que al tratarse de sustancias químicas
activas, los residuos de previas fabricaciones pueden ocasionar la pérdida del lote
completo; tales áreas se denotan dentro de la programación como dos máquinas paralelas
idénticas (Identical machine in parallel) debido a que cuentan con características iguales y
se asemeja a un servicio prestado a la línea principal de la gestión de la orden de
producción. (Michael L. Pinedo, 2008). La caracterización del proceso de gestión de la
orden de producción se muestra en la tabla 17.
7.1 AMBIENTE DE PROGRAMACIÓN
Se describe las abreviaturas usadas para la programación de la gestión de la orden de
producción (Michael L. Pinedo, 2008)
Trabajo (j)
Máquina (i)
Tiempo de procesamiento (Procesing time): representa el tiempo de procesamiento
o trabajo j desarrollado en la máquina o estación i. (Pij).
Fecha de lanzamiento (Relase date): Es la fecha en la cual se da la generación e
iniciación de la gestión de la orden de producción (rj).
Fecha de entrega (Due date): Es la fecha límite en la cual se entregará la orden de
producción terminada para su despacho a los maquiladores (dj).
Priorización de trabajo (Weight): Es el factor de priorizar las actividades
involucradas en el proceso debido a que son muy costosas, tienen una secuencia
preestablecida, nivel de inventarios o por tipología de materiales, etc. (wj). Este
involucra un ambiente de trabajo de una sola entrada (α) o contiene restricciones,
una, ninguna o varias entradas al sistema (β).
Única máquina (Single machine) (1)
Máquinas en paralelo idénticas (e): máquinas de iguales características con
velocidad igual que están ubicada en forma paralela (Pm).
Como se observa en la ilustración 12 el flujo del proceso y el ambiente de programación
que se describe en la tabla 17 se deduce que se cuenta con tres máquinas únicas

49
(alistamiento de materia prima, material de envase y empaque) que se programan de
manera independiente; las áreas de dispensación debido a sus características se recrean en
un ambiente de máquinas en paralelo idénticas; en esta primera parte del proceso se evalúa
la fecha de terminación de la última de las tareas (máquinas anteriormente descritas) la cual
será la fecha de inicio (Relase date) del proceso flow shop que involucra la impresión de
documentación, revisión de documentación, revisión de QF y revisión en piso, buscando
cumplir con los tiempos de entrega a los maquiladores
Ilustración 12 Descripción del ambiente de programación

50
PROCESO CARACTERIZACIÓN RESTRICCIÓN
Alistamiento de
M. envase
El tiempo de procesamiento está descrito en la tabla 4 en donde lo
primordial es la fecha de entrega (dj) a partir de la fecha de lanzamiento (rj)
generada por la entrega de la orden de producción al trabajador i. Este
ambiente tiene una sola entrada y su restricción es de capacidad disponible
y se programa como una única máquina (1) que conecta con el proceso de
impresión de documentación en donde comienza el flow shop (Fm).
- Predecesora generar Orden de producción
- Capacidad disponible semanal
Alistamiento de
M. empaque
El tiempo de procesamiento está descrito en la tabla 5 en donde lo
primordial es la fecha de entrega (dj) a partir de la fecha de lanzamiento (rj)
generada por la entrega de la orden de producción al trabajador i. Este
ambiente tiene una sola entrada y su restricción es de capacidad disponible
y se programa como una única máquina (1) que conecta con el proceso de
impresión de documentación en donde comienza el flow shop (Fm).
- Predecesora generar Orden de producción
- Capacidad disponible semanal
Alistamiento de
M. primas
El tiempo de procesamiento está descrito en la tabla 6 en donde lo
primordial es la fecha de entrega (dj) a partir de la fecha de lanzamiento (rj)
generada por la entrega de la orden de producción al trabajador i. Este
ambiente tiene una sola entrada y su restricción es de capacidad disponible
y se programa como una única máquina (1) que conecta con el proceso de
impresión de documentación en donde comienza el flow shop (Fm).
- Predecesora generar Orden de producción
- Capacidad disponible semanal
Dispensación
El tiempo de procesamiento está descrito en la tabla 7 y al cual se le debe
agregar el tiempo de alistamiento e ingreso al área, en donde lo primordial
es la fecha de entrega (dj) a partir de la fecha de lanzamiento (rj) generada
por la entrega de la orden de producción y pesaje al trabajador i. Esta
estación se caracteriza por tener dos áreas de dispensación las cuales se
programarán como dos máquinas idénticas en paralelo (Pm); el proceso de
restricciones (β) está definido por el lavado de las áreas después de la
dispensación y porque no puede quedar inactiva por un tiempo mayor a 96
horas de lo contrario se debe realizar un nuevo lavado profundo debido a
normas establecidas por BPM. Este ambiente tiene dos entradas y la
priorización de trabajos (wj) en la dispensación de las materias primas con
el fin de evitar contaminación cruzada.
- Predecesora generar Orden de pesaje
- Capacidad disponible semanal
- Orden de dispensación de materias primas
- Tiempo de lavado
- Orden de pesaje por cada orden de
producción
-Lavado después de cada dispensación
- Dos máquinas en paralelo idénticas

51
PROCESO CARACTERIZACIÓN RESTRICCIÓN
Impresión de
documentación
El tiempo de procesamiento está descrito en la tabla 11 en donde lo
primordial es la fecha de entrega (dj) a partir de la entrega de los resultados
de las órdenes de producción alistadas por los trabajadores (Alistamiento de
materia prima, material de envase, empaque y las materias primas
dispensadas). Este ambiente tiene una sola entrada y sus restricciones son
de capacidad disponible, dentro del flow shop programado (Fm).
- Predecesora alistamiento material de
envase, empaque, materias primas, órdenes
de pesaje
- Capacidad disponible semanal
Revisión de
documentación
El tiempo de procesamiento está descrito en la tabla 12 en donde lo
primordial es la fecha de entrega (dj) a partir de la entrega de la
documentación de la estación anterior (Impresión de documentación). Este
ambiente tiene una sola entrada y sus restricciones son de capacidad
disponible, dentro del flow shop programado (Fm).
- Predecesora de impresión de
documentación
- Capacidad disponible semanal
Revisión QF
El tiempo de procesamiento está descrito en la tabla 13 en donde lo
primordial es la fecha de entrega (dj) a partir de la entrega de la
documentación de la estación anterior (Revisión de documentación). Este
ambiente tiene una sola entrada y sus restricciones son de capacidad
disponible, dentro del flow shop programado (Fm).
- Predecesora de revisión de documentación
- Capacidad disponible semanal
Revisión en piso
El tiempo de procesamiento está descrito en la tabla 14 en donde lo
primordial es la fecha de entrega (dj) a partir de la entrega de la
documentación de la estación anterior (Revisión QF). Este ambiente tiene
una sola entrada y sus restricciones son de capacidad disponible, dentro del
flow shop programado (Fm).
- Predecesora de revisión QF
- Capacidad disponible semanal
Tabla 17 Caracterización y restricciones del proceso de gestión de la orden de producción

52
7.2 REGLAS DE PRIORIDAD PARA ORDENAR TRABAJOS
Etapa de la Planificación de la Producción que tiene como objetivo elaborar un calendario
indicando las fechas en que deben realizarse las operaciones correspondientes a cada
pedido, de forma que se cumplan las fechas de entrega planificadas. Aquí, las reglas de
prioridad ayudan a resolver la congestión en los procesos.
Las reglas de asignación más usadas se describen a continuación según sus siglas en inglés.
LPT (Longest process time). Selecciona la orden con el más largo tiempo de
proceso.
FCFS (First come, first served). Primero en llegar, primero en ser procesado.
LCFS (Last come, first served). Último en llegar, primero en ser procesado.
LWFS (Least work remaining). Selecciona la orden con el mayor tiempo de trabajo
pendiente.
EDD (Earliest due date). Selecciona la orden con la fecha de entrega más próxima.
MS (Minimun slack). Selecciona las órdenes que tienen menos demanda.
SOT- SPT (shortest operating time). Tiempo de proceso más breve, ejecutar
primero el trabajo con el tiempo de terminación más breve.
CR (proporción crítica). Se calcula como la diferencia entre la fecha de vencimiento
y la fecha actual, dividida entre el número de días hábiles que quedan. Se ejecutan
primero los pedidos con la menor CR.
7.3 LEKIN
Es un sistema de programación desarrollado en Stern School of Business, NYU. Las partes
principales del sistema fueron diseñadas y codificadas por estudiantes de la Universidad de
Columbia. LEKIN se creó como una herramienta educativa con el objetivo principal de
presentar a los estudiantes la teoría de programación y sus aplicaciones. Además de eso, la
extensibilidad del sistema permite y fomenta su uso en el desarrollo de algoritmos. El
proyecto ha sido dirigido por el profesor Michael L. Pinedo, el profesor Xiuli Chao y el
profesor Joseph Leung. Este desarrollo ha sido parcialmente respaldado por la National
Science Foundation.(«LEKIN -- Scheduling System», s. f.)
Su última versión desarrollada en 2010 permite desplegar la planificación y programación
en fabricación y servicios, en seis ambientes de trabajo como lo son máquina individual
(single machine), máquinas paralelas (parallel machines), taller de flujo (flow shop), taller
de flujo flexible (flexible flow shop), taller de trabajo (job shop) y taller de trabajo flexible
(flexible job shop). Contienen varias reglas de despacho y heurísticas, diagrama de Gantt y
herramientas gráficas de análisis comparativo de diferentes programas.

53
7.4 DESARROLLO DE LA PROGRAMACIÓN
La programación de las actividades de la gestión de órdenes de producción se simula para
el mes de febrero de 2018. Cuando se empieza a trabajar en Lekin se muestra en primera
instancia un menú con los seis ambientes descritos. Para el desarrollo de la presente
programación se selecciona tres máquinas individuales (single machine), una estación de
máquinas paralelas (parallel machines) y un taller de flujo (flow shop) (ver ilustración 12).
Ilustración 13 Ambientes de trabajo Lekin
Se debe seleccionar y programar cada ambiente de forma separada (ilustración 13) ya que
el software no permite la combinación de los mismos. Se empieza por la programación de
las máquinas individuales que son los centros de trabajo de separación de materia prima,
material de envase y material de empaque. En donde el programa solicita el número de
trabajos a realizar (órdenes de producción) y el cual permite en la versión estudiantil hasta
100 trabajos en este ambiente.
7.4.1 Programación estación separación de materia prima
Para el mes de febrero de 2018 se proponen 55 órdenes de producción (anexo A). Los datos
solicitados son: el tiempo estándar por orden de producción (processing time), fecha de
inicio (release date), fecha de entrega (Due date), estado (status A) y la prioridad de la
orden de producción (weight) (ilustración 14).
Al terminar el ingreso de las órdenes de producción se procede a programar de acuerdo a
las reglas de prioridad o heurísticas usadas el orden de los trabajos. Para esta estación de
trabajo se selecciona EDD ya que cumple con la entrega de trabajos a tiempo, y su tiempo
de entrega es el más corto. En el anexo A se encuentra la secuenciación de la actividades
para que sea efectivo el trabajo y se pueda completar en 18.7 horas de trabajo.
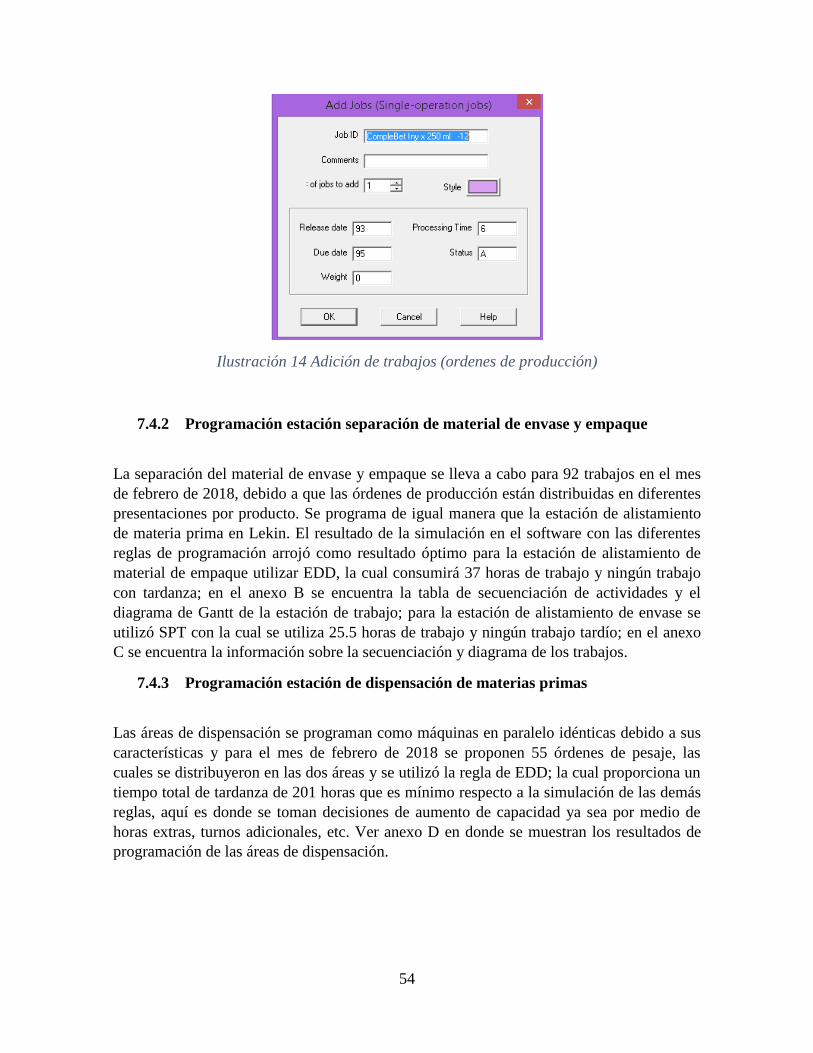
54
Ilustración 14 Adición de trabajos (ordenes de producción)
7.4.2 Programación estación separación de material de envase y empaque
La separación del material de envase y empaque se lleva a cabo para 92 trabajos en el mes
de febrero de 2018, debido a que las órdenes de producción están distribuidas en diferentes
presentaciones por producto. Se programa de igual manera que la estación de alistamiento
de materia prima en Lekin. El resultado de la simulación en el software con las diferentes
reglas de programación arrojó como resultado óptimo para la estación de alistamiento de
material de empaque utilizar EDD, la cual consumirá 37 horas de trabajo y ningún trabajo
con tardanza; en el anexo B se encuentra la tabla de secuenciación de actividades y el
diagrama de Gantt de la estación de trabajo; para la estación de alistamiento de envase se
utilizó SPT con la cual se utiliza 25.5 horas de trabajo y ningún trabajo tardío; en el anexo
C se encuentra la información sobre la secuenciación y diagrama de los trabajos.
7.4.3 Programación estación de dispensación de materias primas
Las áreas de dispensación se programan como máquinas en paralelo idénticas debido a sus
características y para el mes de febrero de 2018 se proponen 55 órdenes de pesaje, las
cuales se distribuyeron en las dos áreas y se utilizó la regla de EDD; la cual proporciona un
tiempo total de tardanza de 201 horas que es mínimo respecto a la simulación de las demás
reglas, aquí es donde se toman decisiones de aumento de capacidad ya sea por medio de
horas extras, turnos adicionales, etc. Ver anexo D en donde se muestran los resultados de
programación de las áreas de dispensación.
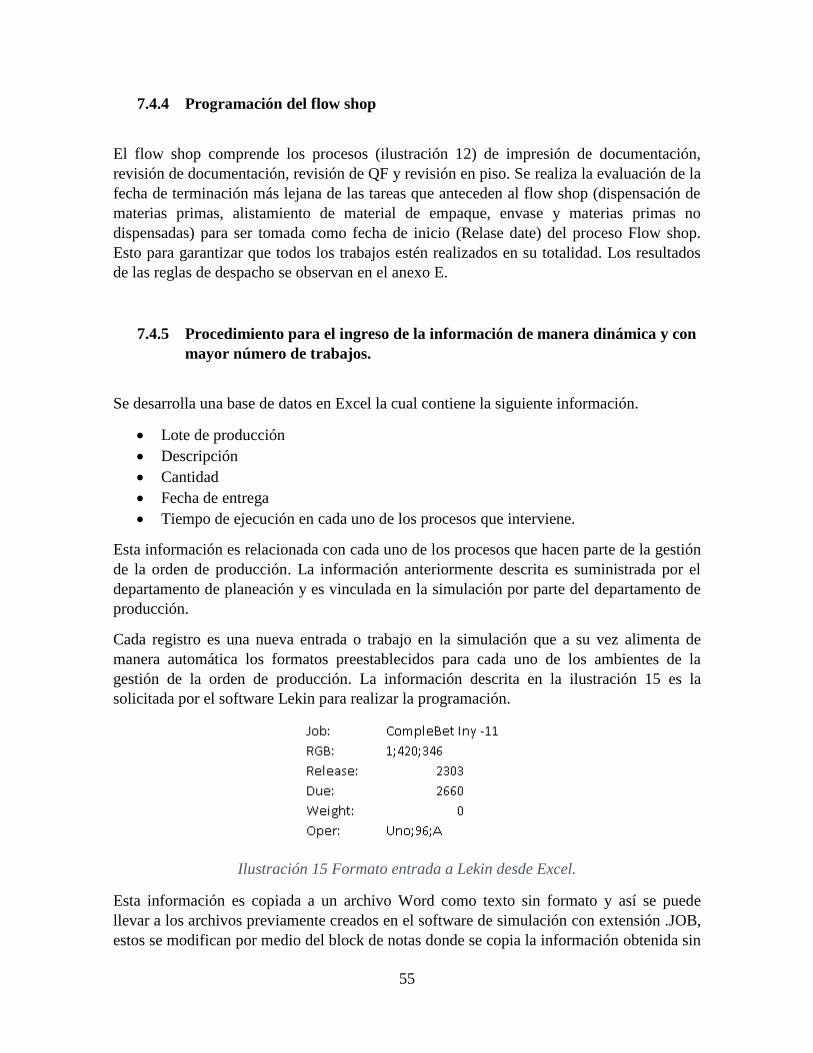
55
7.4.4 Programación del flow shop
El flow shop comprende los procesos (ilustración 12) de impresión de documentación,
revisión de documentación, revisión de QF y revisión en piso. Se realiza la evaluación de la
fecha de terminación más lejana de las tareas que anteceden al flow shop (dispensación de
materias primas, alistamiento de material de empaque, envase y materias primas no
dispensadas) para ser tomada como fecha de inicio (Relase date) del proceso Flow shop.
Esto para garantizar que todos los trabajos estén realizados en su totalidad. Los resultados
de las reglas de despacho se observan en el anexo E.
7.4.5 Procedimiento para el ingreso de la información de manera dinámica y con
mayor número de trabajos.
Se desarrolla una base de datos en Excel la cual contiene la siguiente información.
Lote de producción
Descripción
Cantidad
Fecha de entrega
Tiempo de ejecución en cada uno de los procesos que interviene.
Esta información es relacionada con cada uno de los procesos que hacen parte de la gestión
de la orden de producción. La información anteriormente descrita es suministrada por el
departamento de planeación y es vinculada en la simulación por parte del departamento de
producción.
Cada registro es una nueva entrada o trabajo en la simulación que a su vez alimenta de
manera automática los formatos preestablecidos para cada uno de los ambientes de la
gestión de la orden de producción. La información descrita en la ilustración 15 es la
solicitada por el software Lekin para realizar la programación.
Ilustración 15 Formato entrada a Lekin desde Excel.
Esta información es copiada a un archivo Word como texto sin formato y así se puede
llevar a los archivos previamente creados en el software de simulación con extensión .JOB,
estos se modifican por medio del block de notas donde se copia la información obtenida sin

56
formato en word. En la ilustración 16 se muestra como quedan cargados los datos en el
block de notas previo a la simulación en Lekin.
Ilustración 16 Información cargada en el block de notas
Los informes generados por Lekin de los resultados de la simulación por cada ambiente
desarrollado se imprimen en formato .XPS (ilustración 17) para poder copiarlo como texto
sin formato en Word y después poder pasarlo a una hoja de cálculo para su respectivo
análisis.
Ilustración 17 Informe Lekin con formato .XPS

57
8. CONCLUSIONES Y TRABAJOS FUTUROS
8.1 CONCLUSIONES
El presente proyecto de grado utiliza las reglas de prioridad para ordenar trabajos con el fin
de proponer la solución al problema de programación de la gestión de las órdenes de
producción, cuyo objetivo es disminuir las entregas tardías a los maquiladores por medio de
la utilización de una herramienta computacional denominada LEKIN.
Previamente se propuso la estandarización del proceso de la gestión de la orden de
producción, el cual determina operaciones y recursos que son susceptibles al mejoramiento
con el fin de minimizar las entregas tardías y realizar la medición de estas como factor
indispensable. Se muestra de manera específica el cuello de botella, las falencias y el lugar
donde deben ir enfocadas las estrategias para poder resolver los problemas de programación
de forma eficiente y concreta.
La aplicación y comparación de la simulación de las reglas y heurísticas en la programación
del proceso presenta muy buenos resultados, ya que propone un modelo en donde se
cumple oportunamente con las entregas y disminuye la tardanza comparado con los
métodos actuales utilizados en el laboratorio.
Por otro lado, la calidad en las entregas en cuanto a oportunidad, servicio al cliente interno
y reprocesos se ve una mejoría debido a que se cuenta con estándares, mediciones,
verificaciones más rigurosas y efectivas.
8.2 TRABAJOS FUTUROS
Por lo que se refiere a próximas investigaciones e intervenciones dentro del proceso de la
gestión de la orden de producción se puede evaluar el tiempo de entrega de los
maquiladores y el flujo del proceso de la llegada de producto terminado al laboratorio, en
donde intervienen áreas como calidad, logística e inventarios, departamentos que pueden
desarrollar estrategias de medición para su correcto funcionamiento y de esta manera
minimizar el tiempo de llegada del producto terminado al mercado.
De igual forma está la oportunidad de la implementación de un ERP que colabore de
manera más específica al área de cadena de abastecimiento en la planeación y
programación de las actividades producción, consumos, políticas, etc. debido a que esta
información consolidada es fundamental como base de datos para el software y así poder
observar el sistema como un conjunto y no seccionada como se mostró en el presente
proyecto.
Por último se recomienda trabajar en las políticas de compras e inventarios y evaluación de
proveedores, debido a que muy a menudo se presentan constantes desabastecimientos de
materia prima que son fundamentales para el desarrollo óptimo de los planes de producción

58
9. BIBLIOGRAFÍA
Camara de Comercio de Bogotá. (2017, octubre 10). ¿Qué es la evaluación empresarial?
Recuperado 3 de diciembre de 2017, a partir de http://www.ccb.org.co/Preguntas-
frecuentes/Fortalecimiento-Empresarial/Registro-en-el-sistema-y-evaluacion-
empresarial/Que-es-la-evaluacion-empresarial
EDWARD KRICK. (1996). ingeniería de métodos (1.a ed.). Mexico: Limusa.
George Kanawaty. (1996). Introducción al estudio del trabajo (4.a ed.). Suiza: OIT.
Laboratorios Servinsumos S.A. (2017, enero 15). Recuperado a partir de
www.servinsumos.cc
LEKIN -- Scheduling System. (s. f.). Recuperado 14 de marzo de 2018, a partir de
http://web-static.stern.nyu.edu/om/software/lekin/
Luis Carlos Palacios Acero. (2008). Ingenieria de métodos movimientos y tiempos
(Segunda). Bogotá: ECO ediciones.
Michael L. Pinedo. (2008). Scheduling (Third). USA: Prentice Hall.
Mikell P. Groover. (2007). Fundamentos de manufacctura moderna (Tercera). Mexico: Mc
Graw Hill.
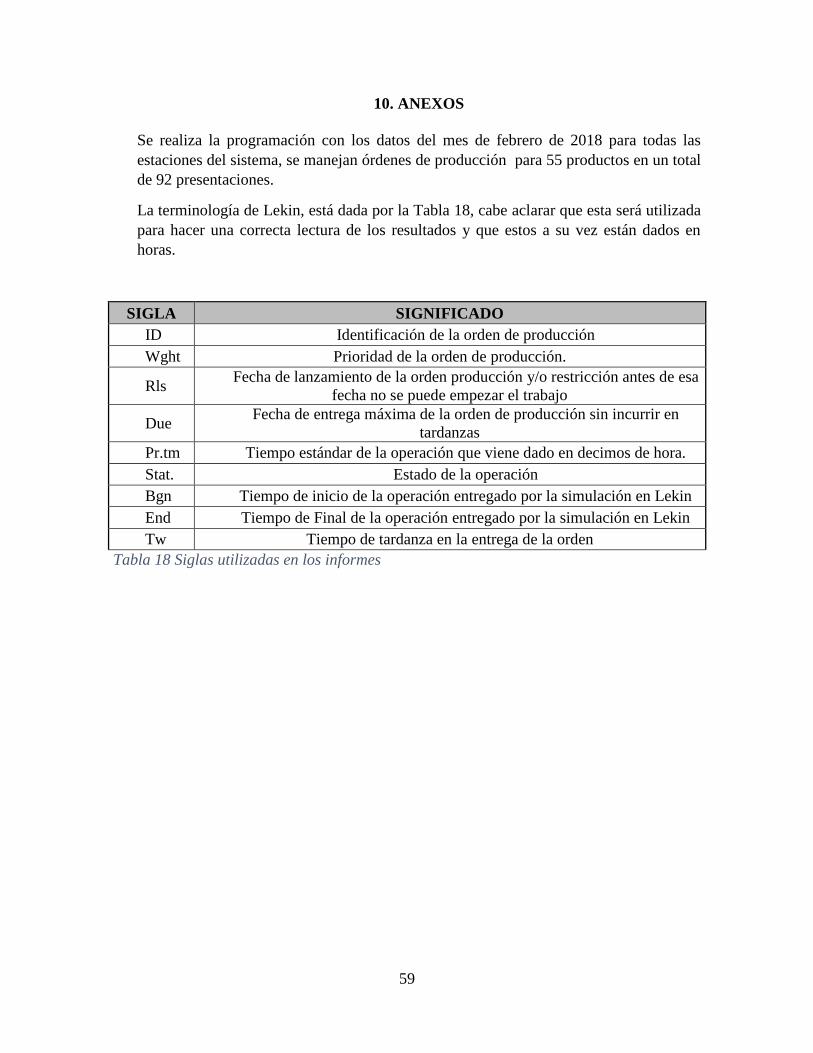
59
10. ANEXOS
Se realiza la programación con los datos del mes de febrero de 2018 para todas las
estaciones del sistema, se manejan órdenes de producción para 55 productos en un total
de 92 presentaciones.
La terminología de Lekin, está dada por la Tabla 18, cabe aclarar que esta será utilizada
para hacer una correcta lectura de los resultados y que estos a su vez están dados en
horas.
SIGLA SIGNIFICADO
ID Identificación de la orden de producción
Wght Prioridad de la orden de producción.
Rls Fecha de lanzamiento de la orden producción y/o restricción antes de esa
fecha no se puede empezar el trabajo
Due Fecha de entrega máxima de la orden de producción sin incurrir en
tardanzas
Pr.tm Tiempo estándar de la operación que viene dado en decimos de hora.
Stat. Estado de la operación
Bgn Tiempo de inicio de la operación entregado por la simulación en Lekin
End Tiempo de Final de la operación entregado por la simulación en Lekin
Tw Tiempo de tardanza en la entrega de la orden
Tabla 18 Siglas utilizadas en los informes

60
Anexo A Programación estación separación de materia prima
Se programa la estación de separación de materia prima que actúa como única máquina y
para la cual se utilizó la regla EDD
ID Wght Rls Due Pr.tm. Stat. Bgn End Tw T
Oxitetraciclina 50 mg -4 0 0 6,1 0,2 A 0 0,2 0 0
Oxitetraciclina 50 mg -5 0 0 6,1 0,2 A 0,2 0,4 0 0
Levamisol 15% -01AH217 0 0 6,1 0,2 A 0,4 0,6 0 0
Levamisol 15% -01AH218 0 0 6,1 0,2 A 6,8 0 0 0
Oxitetraciclina 50 mg -02AH605 0 0 6,1 0,2 A 0,8 1 0 0
Dorakill -02AH006 0 0 24,3 0,2 A 1 1,3 0 0
Fortipet -02AH027 0 0 24,3 0,2 A 1,3 1,6 0 0
Pracan Gold -02AH035 0 0 24,3 0,2 A 1,6 1,9 0 0
Pracan Gold -02AH036 0 0 24,3 0,2 A 1,9 2,2 0 0
Servimec L.A. -02AH059 0 0 24,3 0,2 A 2,2 2,3 0 0
Tyloser -02AH060 0 0 24,3 0,2 A 2,3 2,4 0 0
Fungyderm x 35 g-02AH083 0 0 24,3 0,2 A 2,4 2,6 0 0
Fungyderm x 35 g -02AH084 0 0 24,3 0,2 A 2,6 2,8 0 0
Anflagec -02AH128 0 0 24,3 0,2 A 2,8 3 0 0
Vitasel inyectable -02AH134 0 0 24,3 0,2 A 3 3,1 0 0
Ribenzol Frasco -02AH344 0 0 24,3 0,2 A 3,1 3,2 0 0
Oxitetraciclina 50 mg -6 0 0 30,4 0,2 A 3,2 3,4 0 0
Oxitetraciclina 50 mg -7 0 0 30,4 0,2 A 3,4 3,6 0 0
Levamisol 15% -01AH219 0 0 30,4 0,2 A 3,6 3,8 0 0
Azul de Metileno -02AH186 0 0 48,6 0,2 A 3,8 3,9 0 0
Avistress Dispensador -02AH004 0 0 73 0,2 A 3,9 4,3 0 0
Amprodiar Dispensador -
02AH008 0 0 73 0,2 A 4,3 4,4 0 0
Profen 15 -02AH021 0 0 73 0,2 A 4,4 4,7 0 0
Sanaxin -02AH028 0 0 73 0,2 A 4,7 6 0 0
CompleBet Iny -12 0 0 73 0,2 A 6 6,3 0 0
Servimec -02AH180 0 0 85,1 0,2 A 6,3 6,5 0 0
Servimec gold frasco -02AH145 0 0 85,1 0,2 A 6,5 6,7 0 0
Servimec gold frasco -02AH146 0 0 85,1 0,2 A 6,7 6,9 0 0
Hemopar B12 -02AH425 0 0 85,1 0,2 A 6,9 7,2 0 0
Hemopar B12 -02AH426 0 0 85,1 0,2 A 7,2 7,5 0 0
Hemopar B12 -02AH427 0 0 85,1 0,2 A 7,5 7,8 0 0
Hemopar B12 -02AH428 0 0 8,5 0,2 A 7,8 8,1 0 0
Hemopar B12 -02AH429 0 0 85,1 0,2 A 8,1 8,4 0 0
Diarrevet -01AH112 0 0 109,4 0,2 A 8,4 8,9 0 0

61
ID Wght Rls Due Pr.tm. Stat. Bgn End Tw T
Diarrevet Dispensador -01AH113 0 0 109,4 0,2 A 8,9 9,4 0 0
Diarrevet Dispensador -01AH114 0 0 109,4 0,2 A 9,4 9,9 0 0
Diarrevet Dispensador -02AH115 0 0 109,4 0,2 A 9,9 10,4 0 0
Diarrevet Dispensador -02AH116 0 0 109,4 0,2 A 10,4 10,9 0 0
Albendazol 25% Co -02AH299 0 0 121,6 0,2 A 10,9 11,6 0 0
Albendazol 25% Co -02AH300 0 0 121,6 0,2 A 11,6 12,3 0 0
Albendazol 25% Co -02AH302 0 0 121,6 0,2 A 12,3 13 0 0
CompleBet Iny -8 0 0 127,7 0,2 A 13 13,3 0 0
CompleBet Iny -9 0 0 127,7 0,2 A 13,3 13,6 0 0
CompleBet Iny -10 0 0 127,7 0,2 A 13,6 13,9 0 0
Hemopar B12 -02AH430 0 0 133,8 0,2 A 13,9 14,2 0 0
Hemopar B12 -02AH431 0 0 133,8 0,2 A 14,2 14,5 0 0
Hemopar B12 -02AH432 0 0 133,8 0,2 A 14,5 14,8 0 0
Hemopar B12 -02AH433 0 0 133,8 0,2 A 14,8 15,1 0 0
Hemopar B12 -02AH434 0 0 133,8 0,2 A 15,1 15,4 0 0
Hemopar B12 -02AH435 0 0 133,8 0,2 A 15,4 15,7 0 0
Crecedor -02AH191 0 0 139,8 0,2 A 15,7 16,8 0 0
Crecedor -02AH192 0 0 139,8 0,2 A 16,8 17,9 0 0
Complebet Oral -02AH108 0 0 164,2 0,2 A 17,9 18,4 0 0
CompleBet Iny -11 0 0 170,2 0,2 A 18,4 18,7 0 0
Tabla 19 Resultados de la programación estación separación de materia prima
Ilustración 18 Diagrama Gantt de la programación estación separación de materia prima
*Unidad de tiempo decimos de hora.
En la tabla 19 se muestra el orden en que se deben alistar las órdenes de producción tras ser
simulado en Lekin y la aplicación de la regla EDD que indica la secuencia óptima, la cual
no tiene trabajos con tardanzas y se realiza en 18.5 horas de trabajo, demostrando así que la
estación de trabajo queda con tiempo libre para aprovechar o combinar con otras
actividades que agreguen valor al sistema. La ilustración 18 muestra el diagrama de Gantt
con el inicio y el final de las actividades.

62
Anexo B Programación estación de alisamiento material de empaque
Se programa la estación de alistamiento de material de empaque, actúa como única
máquina y para la cual se utilizó la regla EDD
ID
Wgh
t
Rl
s
Du
e
Pr.tm
.
Stat
.
Bg
n
En
d
T
w T
Oxitetraciclina 500 ml -02AH605 0 0 2,2 0,2 A 0 0,2 0 0
Oxitetraciclina Caja x 30 Fcos -
02AH605 0 0 2,2 0,1 A 0,2 0,3 0 0
Oxitetraciclina 500 ml -4 0 0 2,2 0,2 A 0,3 0,5 0 0
Oxitetraciclina 500 ml -5 0 0 2,2 0,2 A 0,5 0,7 0 0
Levamisol 15% 500 ml -01AH217 0 0 2,2 0,1 A 0,7 0,8 0 0
Levamisol 15% 500 ml -01AH218 0 0 2,2 0,1 A 0,8 0,9 0 0
Anflagec x 500 g -02AH128 0 0 8,7 0,1 A 0,9 1 0 0
Anflagec x 250 g -02AH128 0 0 8,7 0,1 A 1 1,1 0 0
Tyloser x 250 ml -02AH060 0 0 8,7 0,2 A 1,1 1,3 0 0
Tyloser x 100 ml -02AH060 0 0 8,7 0,3 A 1,3 1,6 0 0
Tyloser x 50 ml -02AH060 0 0 8,7 0,2 A 1,6 1,8 0 0
Vitasel 500 ml. -02AH134 0 0 8,7 0,4 A 1,8 2,2 0 0
Vitasel 100 ml. -02AH134 0 0 8,7 0,9 A 2,2 3,1 0 0
Vitasel 50 ml. -02AH134 0 0 8,7 0,6 A 3,1 3,7 0 0
Dorakill x 500 ml -02AH006 0 0 8,7 0,2 A 3,7 3,9 0 0
Dorakill x 250 mL -02AH006 0 0 8,7 0,1 A 3,9 4 0 0
Dorakill x 50 mL -02AH006 0 0 8,7 0,1 A 4 4,1 0 0
Fortipet x 120 ml -02AH027 0 0 8,7 0,2 A 4,1 4,3 0 0
Fungyderm x 35 g -02AH083 0 0 8,7 0,4 A 4,3 4,7 0 0
Fungyderm x 35 g -02AH084 0 0 8,7 0,4 A 4,7 5,1 0 0
Pracan Gold x 10 ml -02AH035 0 0 8,7 0,6 A 5,1 5,7 0 0
Pracan Gold x 2 ml -02AH035 0 0 8,7 0,5 A 5,7 6,2 0 0
Pracan Gold x 5 ml -02AH036 0 0 8,7 0,3 A 6,2 6,5 0 0
Pracan Gold x 2 ml -02AH036 0 0 8,7 0,5 A 6,5 7 0 0
Ribenzol Frasco x 500 ml -02AH344 0 0 8,7 0,2 A 7 7,2 0 0
Ribenzol Frasco x 250 ml -02AH344 0 0 8,7 0,1 A 7,2 7,3 0 0
Servimec L.A. x 500 ml -02AH059 0 0 8,7 0,2 A 7,3 7,5 0 0
Oxitetraciclina 250 ml -6 0 0 10,9 0,1 A 7,5 7,6 0 0
Oxitetraciclina 100 ml -7 0 0 10,9 0,4 A 7,6 8 0 0
Oxitetraciclina 50 ml -7 0 0 10,9 0,3 A 8 8,3 0 0
Levamisol 15% 250 mL -01AH219 0 0 10,9 0,1 A 8,3 8,4 0 0
Levamisol 15% 100 mL -01AH219 0 0 10,9 0,2 A 8,4 8,6 0 0
Levamisol 15% 50 mL -01AH219 0 0 10,9 0,2 A 8,6 8,8 0 0
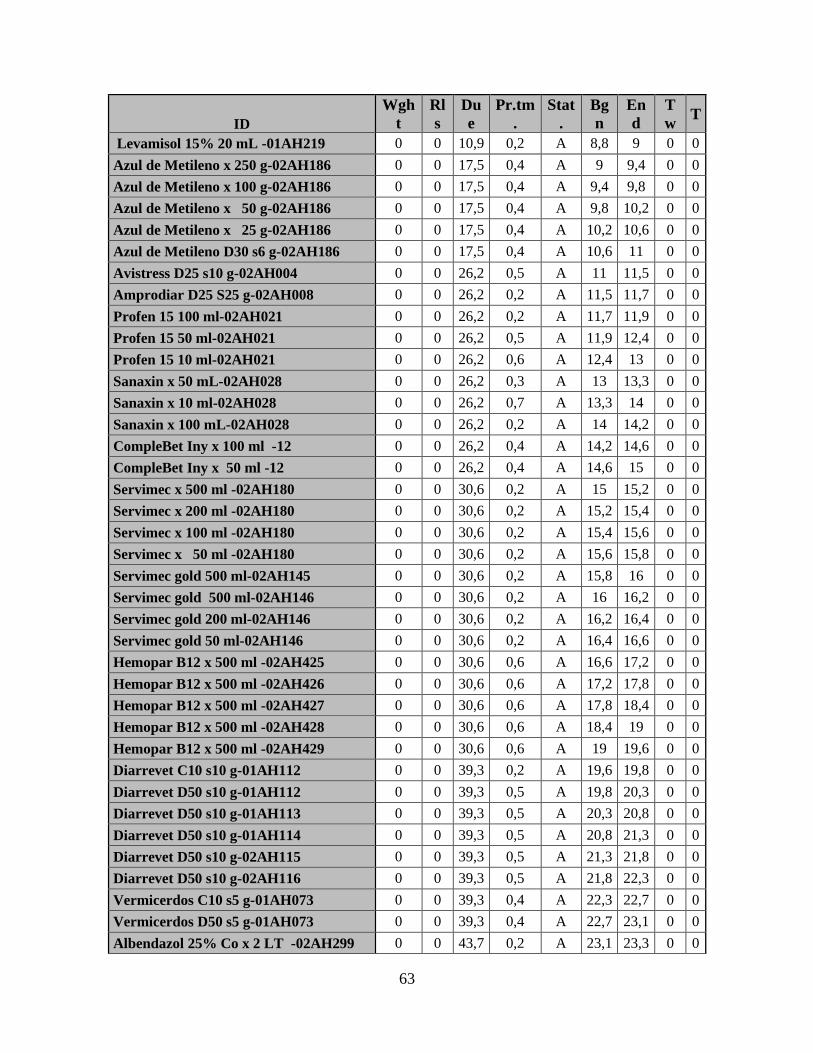
63
ID
Wgh
t
Rl
s
Du
e
Pr.tm
.
Stat
.
Bg
n
En
d
T
w T
Levamisol 15% 20 mL -01AH219 0 0 10,9 0,2 A 8,8 9 0 0
Azul de Metileno x 250 g-02AH186 0 0 17,5 0,4 A 9 9,4 0 0
Azul de Metileno x 100 g-02AH186 0 0 17,5 0,4 A 9,4 9,8 0 0
Azul de Metileno x 50 g-02AH186 0 0 17,5 0,4 A 9,8 10,2 0 0
Azul de Metileno x 25 g-02AH186 0 0 17,5 0,4 A 10,2 10,6 0 0
Azul de Metileno D30 s6 g-02AH186 0 0 17,5 0,4 A 10,6 11 0 0
Avistress D25 s10 g-02AH004 0 0 26,2 0,5 A 11 11,5 0 0
Amprodiar D25 S25 g-02AH008 0 0 26,2 0,2 A 11,5 11,7 0 0
Profen 15 100 ml-02AH021 0 0 26,2 0,2 A 11,7 11,9 0 0
Profen 15 50 ml-02AH021 0 0 26,2 0,5 A 11,9 12,4 0 0
Profen 15 10 ml-02AH021 0 0 26,2 0,6 A 12,4 13 0 0
Sanaxin x 50 mL-02AH028 0 0 26,2 0,3 A 13 13,3 0 0
Sanaxin x 10 ml-02AH028 0 0 26,2 0,7 A 13,3 14 0 0
Sanaxin x 100 mL-02AH028 0 0 26,2 0,2 A 14 14,2 0 0
CompleBet Iny x 100 ml -12 0 0 26,2 0,4 A 14,2 14,6 0 0
CompleBet Iny x 50 ml -12 0 0 26,2 0,4 A 14,6 15 0 0
Servimec x 500 ml -02AH180 0 0 30,6 0,2 A 15 15,2 0 0
Servimec x 200 ml -02AH180 0 0 30,6 0,2 A 15,2 15,4 0 0
Servimec x 100 ml -02AH180 0 0 30,6 0,2 A 15,4 15,6 0 0
Servimec x 50 ml -02AH180 0 0 30,6 0,2 A 15,6 15,8 0 0
Servimec gold 500 ml-02AH145 0 0 30,6 0,2 A 15,8 16 0 0
Servimec gold 500 ml-02AH146 0 0 30,6 0,2 A 16 16,2 0 0
Servimec gold 200 ml-02AH146 0 0 30,6 0,2 A 16,2 16,4 0 0
Servimec gold 50 ml-02AH146 0 0 30,6 0,2 A 16,4 16,6 0 0
Hemopar B12 x 500 ml -02AH425 0 0 30,6 0,6 A 16,6 17,2 0 0
Hemopar B12 x 500 ml -02AH426 0 0 30,6 0,6 A 17,2 17,8 0 0
Hemopar B12 x 500 ml -02AH427 0 0 30,6 0,6 A 17,8 18,4 0 0
Hemopar B12 x 500 ml -02AH428 0 0 30,6 0,6 A 18,4 19 0 0
Hemopar B12 x 500 ml -02AH429 0 0 30,6 0,6 A 19 19,6 0 0
Diarrevet C10 s10 g-01AH112 0 0 39,3 0,2 A 19,6 19,8 0 0
Diarrevet D50 s10 g-01AH112 0 0 39,3 0,5 A 19,8 20,3 0 0
Diarrevet D50 s10 g-01AH113 0 0 39,3 0,5 A 20,3 20,8 0 0
Diarrevet D50 s10 g-01AH114 0 0 39,3 0,5 A 20,8 21,3 0 0
Diarrevet D50 s10 g-02AH115 0 0 39,3 0,5 A 21,3 21,8 0 0
Diarrevet D50 s10 g-02AH116 0 0 39,3 0,5 A 21,8 22,3 0 0
Vermicerdos C10 s5 g-01AH073 0 0 39,3 0,4 A 22,3 22,7 0 0
Vermicerdos D50 s5 g-01AH073 0 0 39,3 0,4 A 22,7 23,1 0 0
Albendazol 25% Co x 2 LT -02AH299 0 0 43,7 0,2 A 23,1 23,3 0 0

64
ID
Wgh
t
Rl
s
Du
e
Pr.tm
.
Stat
.
Bg
n
En
d
T
w T
Albendazol 25% Co x 4 LT -02AH299 0 0 43,7 0,3 A 23,3 23,6 0 0
Albendazol 25% Co x 1 LT -02AH300 0 0 43,7 0,3 A 23,6 23,9 0 0
Albendazol 25% Co x 500 ml-02AH302 0 0 43,7 0,4 A 23,9 24,3 0 0
Albendazol 25% Co x 200 ml-02AH302 0 0 43,7 0,4 A 24,3 24,7 0 0
Albendazol 25% Co x 100 ml-02AH302 0 0 43,7 0,3 A 24,7 25 0 0
CompleBet Iny x 500 ml -8 0 0 45,9 0,8 A 25 25,8 0 0
CompleBet Iny x 500 ml -9 0 0 45,9 0,8 A 25,8 26,6 0 0
CompleBet Iny x 500 ml -10 0 0 45,9 0,8 A 26,6 27,4 0 0
Hemopar B12 x 250 ml-02AH430 0 0 48,1 0,7 A 27,4 28,1 0 0
Hemopar B12 x 250 ml-02AH431 0 0 48,1 0,7 A 28,1 28,8 0 0
Hemopar B12 x 250 ml-02AH432 0 0 48,1 0,7 A 28,8 29,5 0 0
Hemopar B12 x 100 ml -02AH433 0 0 48,1 0,9 A 29,5 30,4 0 0
Hemopar B12 x 100 ml -02AH434 0 0 48,1 0,9 A 30,4 31,3 0 0
Hemopar B 12 x 30 ml-02AH435 0 0 48,1 1 A 31,3 32,3 0 0
Crecedor x 500 ml-02AH191 0 0 50,3 0,8 A 32,3 33,1 0 0
Crecedor x 500 ml-02AH192 0 0 50,3 0,8 A 33,1 33,9 0 0
Crecedor x 100 ml-02AH192 0 0 50,3 0,7 A 33,9 34,6 0 0
Crecedor x 50 ml-02AH192 0 0 50,3 0,4 A 34,6 35 0 0
Complebet Oral 100 mL Pets-02AH108 0 0 59 0,6 A 35 35,6 0 0
Complebet Oral C12 Got30 mL-
02AH108 0 0 59 0,8 A 35,6 36,4 0 0
CompleBet Iny x 250 ml -11 0 0 61,2 0,6 A 36,4 37 0 0
Tabla 20 Resultados de la programación estación Alistamiento de material de empaque
Ilustración 19 Diagrama Gantt de la programación estación Alistamiento de material de
empaque
*Unidad de tiempo decimos de hora
En la tabla 20 se muestra el orden en que se deben alistar las órdenes de producción tras ser
programado en Lekin y la aplicación de la regla EDD que indica la secuencia óptima, la
cual no tiene trabajos con tardanzas y se realiza en 36.5 horas de trabajo, demostrando así
que la estación de trabajo queda con tiempo libre para aprovechar o combinar con otras
actividades que agreguen valor al sistema. La ilustración 19 muestra el diagrama de Gantt
con el inicio y el final de las actividades.

65
Anexo C Programación estación de alistamiento material de envase.
Se programa la estación de alistamiento de material de envase que actúa como única
máquina y para la cual se utilizó la regla SPT.
ID Wght Rls Due Pr.tm. Stat. Bgn End Tw T
Oxitetraciclina 500 ml -02AH605 0 0 7,3 0,3 A 5,8 6,1 0 0
Oxitetraciclina Caja x 30 Fcos -
02AH605 0 0 7,3 0,3 A 6,1 6,4 0 0
Oxitetraciclina 500 ml -4 0 0 7,3 0,3 A 6,4 6,7 0 0
Oxitetraciclina 500 ml -5 0 0 7,3 0,3 A 6,7 7 0 0
Levamisol 15% 500 ml -01AH217 0 0 7,3 0,2 A 1,2 1,4 0 0
Levamisol 15% 500 ml -01AH218 0 0 7,3 0,2 A 1,4 1,6 0 0
Anflagec x 500 g -02AH128 0 0 29,3 0,1 A 0 0,1 0 0
Anflagec x 250 g -02AH128 0 0 29,3 0,1 A 0,1 0,2 0 0
Tyloser x 250 ml -02AH060 0 0 29,3 0,1 A 0,2 0,3 0 0
Tyloser x 100 ml -02AH060 0 0 29,3 0,2 A 1,6 1,8 0 0
Tyloser x 50 ml -02AH060 0 0 29,3 0,2 A 1,8 2 0 0
Vitasel 500 ml. -02AH134 0 0 29,3 0,3 A 7 7,3 0 0
Vitasel 100 ml. -02AH134 0 0 29,3 0,5 A 15,7 16,2 0 0
Vitasel 50 ml. -02AH134 0 0 29,3 0,3 A 7,3 7,6 0 0
Dorakill x 500 ml -02AH006 0 0 29,3 0,1 A 0,3 0,4 0 0
Dorakill x 250 mL -02AH006 0 0 29,3 0,1 A 0,4 0,5 0 0
Dorakill x 50 mL -02AH006 0 0 29,3 0,1 A 0,5 0,6 0 0
Fortipet x 120 ml -02AH027 0 0 29,3 0,3 A 7,6 7,9 0 0
Fungyderm x 35 g -02AH083 0 0 29,3 0,3 A 7,9 8,2 0 0
Fungyderm x 35 g -02AH084 0 0 29,3 0,3 A 8,2 8,5 0 0
Pracan Gold x 10 ml -02AH035 0 0 29,3 0,1 A 0,6 0,7 0 0
Pracan Gold x 2 ml -02AH035 0 0 29,3 0,3 A 8,5 8,8 0 0
Pracan Gold x 5 ml -02AH036 0 0 29,3 0,2 A 2 2,2 0 0
Pracan Gold x 2 ml -02AH036 0 0 29,3 0,3 A 8,8 9,1 0 0
Ribenzol Frasco x 500 ml -
02AH344 0 0 29,3 0,2 A 2,2 2,4 0 0
Ribenzol Frasco x 250 ml -
02AH344 0 0 29,3 0,2 A 2,4 2,6 0 0
Servimec L.A. x 500 ml -02AH059 0 0 29,3 0,2 A 2,6 2,8 0 0
Oxitetraciclina 250 ml -6 0 0 36,6 0,2 A 2,8 3 0 0
Oxitetraciclina 100 ml -7 0 0 36,6 0,4 A 10,9 11,3 0 0
Oxitetraciclina 50 ml -7 0 0 36,6 0,4 A 11,3 11,7 0 0
Levamisol 15% 250 mL -01AH219 0 0 36,6 0,1 A 7,8 0 0
Levamisol 15% 100 mL -01AH219 0 0 36,6 0,2 A 3 3,2 0 0
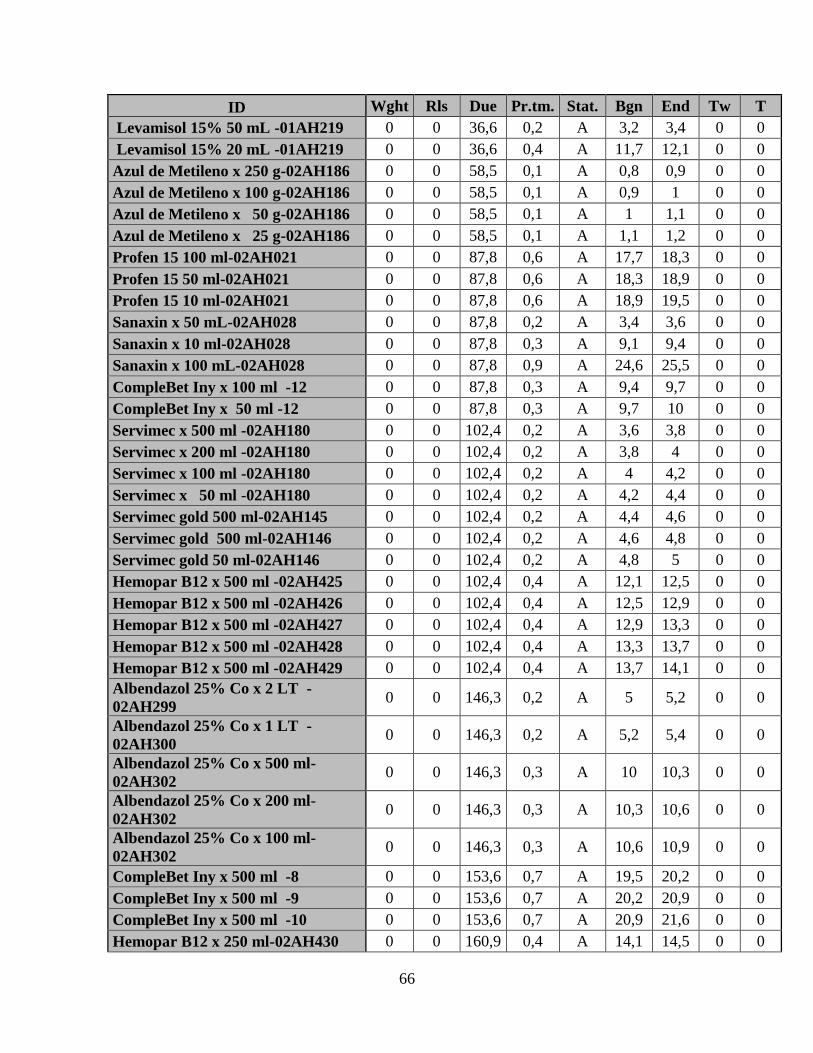
66
ID Wght Rls Due Pr.tm. Stat. Bgn End Tw T
Levamisol 15% 50 mL -01AH219 0 0 36,6 0,2 A 3,2 3,4 0 0
Levamisol 15% 20 mL -01AH219 0 0 36,6 0,4 A 11,7 12,1 0 0
Azul de Metileno x 250 g-02AH186 0 0 58,5 0,1 A 0,8 0,9 0 0
Azul de Metileno x 100 g-02AH186 0 0 58,5 0,1 A 0,9 1 0 0
Azul de Metileno x 50 g-02AH186 0 0 58,5 0,1 A 1 1,1 0 0
Azul de Metileno x 25 g-02AH186 0 0 58,5 0,1 A 1,1 1,2 0 0
Profen 15 100 ml-02AH021 0 0 87,8 0,6 A 17,7 18,3 0 0
Profen 15 50 ml-02AH021 0 0 87,8 0,6 A 18,3 18,9 0 0
Profen 15 10 ml-02AH021 0 0 87,8 0,6 A 18,9 19,5 0 0
Sanaxin x 50 mL-02AH028 0 0 87,8 0,2 A 3,4 3,6 0 0
Sanaxin x 10 ml-02AH028 0 0 87,8 0,3 A 9,1 9,4 0 0
Sanaxin x 100 mL-02AH028 0 0 87,8 0,9 A 24,6 25,5 0 0
CompleBet Iny x 100 ml -12 0 0 87,8 0,3 A 9,4 9,7 0 0
CompleBet Iny x 50 ml -12 0 0 87,8 0,3 A 9,7 10 0 0
Servimec x 500 ml -02AH180 0 0 102,4 0,2 A 3,6 3,8 0 0
Servimec x 200 ml -02AH180 0 0 102,4 0,2 A 3,8 4 0 0
Servimec x 100 ml -02AH180 0 0 102,4 0,2 A 4 4,2 0 0
Servimec x 50 ml -02AH180 0 0 102,4 0,2 A 4,2 4,4 0 0
Servimec gold 500 ml-02AH145 0 0 102,4 0,2 A 4,4 4,6 0 0
Servimec gold 500 ml-02AH146 0 0 102,4 0,2 A 4,6 4,8 0 0
Servimec gold 50 ml-02AH146 0 0 102,4 0,2 A 4,8 5 0 0
Hemopar B12 x 500 ml -02AH425 0 0 102,4 0,4 A 12,1 12,5 0 0
Hemopar B12 x 500 ml -02AH426 0 0 102,4 0,4 A 12,5 12,9 0 0
Hemopar B12 x 500 ml -02AH427 0 0 102,4 0,4 A 12,9 13,3 0 0
Hemopar B12 x 500 ml -02AH428 0 0 102,4 0,4 A 13,3 13,7 0 0
Hemopar B12 x 500 ml -02AH429 0 0 102,4 0,4 A 13,7 14,1 0 0
Albendazol 25% Co x 2 LT -
02AH299 0 0 146,3 0,2 A 5 5,2 0 0
Albendazol 25% Co x 1 LT -
02AH300 0 0 146,3 0,2 A 5,2 5,4 0 0
Albendazol 25% Co x 500 ml-
02AH302 0 0 146,3 0,3 A 10 10,3 0 0
Albendazol 25% Co x 200 ml-
02AH302 0 0 146,3 0,3 A 10,3 10,6 0 0
Albendazol 25% Co x 100 ml-
02AH302 0 0 146,3 0,3 A 10,6 10,9 0 0
CompleBet Iny x 500 ml -8 0 0 153,6 0,7 A 19,5 20,2 0 0
CompleBet Iny x 500 ml -9 0 0 153,6 0,7 A 20,2 20,9 0 0
CompleBet Iny x 500 ml -10 0 0 153,6 0,7 A 20,9 21,6 0 0
Hemopar B12 x 250 ml-02AH430 0 0 160,9 0,4 A 14,1 14,5 0 0

67
ID Wght Rls Due Pr.tm. Stat. Bgn End Tw T
Hemopar B12 x 250 ml-02AH431 0 0 160,9 0,4 A 14,5 14,9 0 0
Hemopar B12 x 250 ml-02AH432 0 0 160,9 0,4 A 14,9 15,3 0 0
Hemopar B12 x 100 ml -02AH433 0 0 160,9 0,7 A 21,6 22,3 0 0
Hemopar B12 x 100 ml -02AH434 0 0 160,9 0,7 A 22,3 23 0 0
Hemopar B 12 x 30 ml-02AH435 0 0 160,9 0,4 A 15,3 15,7 0 0
Crecedor x 500 ml-02AH191 0 0 168,2 0,8 A 23 23,8 0 0
Crecedor x 500 ml-02AH192 0 0 168,2 0,8 A 23,8 24,6 0 0
Crecedor x 100 ml-02AH192 0 0 168,2 0,5 A 16,2 16,7 0 0
Crecedor x 50 ml-02AH192 0 0 168,2 0,5 A 16,7 17,2 0 0
Complebet Oral 100 mL Pets-
02AH108 0 0 197,5 0,2 A 5,4 5,6 0 0
Complebet Oral C12 Got30 mL-
02AH108 0 0 197,5 0,2 A 5,6 5,8 0 0
CompleBet Iny x 250 ml -11 0 0 204,8 0,5 A 17,2 17,7 0 0
Tabla 21 Resultados de la programación estación Alistamiento de material de envase
Ilustración 20 Diagrama Gantt de la programación estación Alistamiento de material de
envase
*Unidad de tiempo decimos de hora
En la tabla 21 se muestra el orden en que se deben alistar las órdenes de producción tras ser
programado en Lekin y la aplicación de la regla EDD que indica la secuencia óptima, la
cual no tiene trabajos con tardanzas y se realiza en 25.5 horas de trabajo, demostrando así
que la estación de trabajo queda con tiempo libre para aprovechar o combinar con otras
actividades que agreguen valor al sistema. La ilustración 20 muestra el diagrama de Gantt
con el inicio y el final de las actividades.

68
Anexo D Programación estación de Dispensación
Se realiza la programación para la estación de dispensación, la cual tiene una asignación de
55 trabajos para el mes de febrero de 2018 de los cuales 16 presentan tardanza con 201
horas en total de los trabajos entregados tarde, esto debido a la capacidad de las áreas en
diferentes temporadas del mes ya que funcionan como dos máquinas idénticas en paralelo.
Se utiliza la regla EDD debido a que las demás reglas evaluadas presentaban un menor
rendimiento. En la ilustración 21 se observa el informe suministrado por el software Lekin
que presenta un resumen detallado de la información necesaria para tomar acciones
correctivas y poder disminuir los trabajos con tardanza.
Ilustración 21 Resultado de la programación estación de dispensación (análisis)
*Unidad de tiempo decimos de hora
En la tabla 22 se resume la información con tiempos de comienzo, finalización y tardanza
de cada orden de producción, la secuencia en que se desarrollarán los trabajos al igual que
el área que se utilizará para cada una. La ilustración 22 muestra el diagrama de Gantt con el
inicio y el final de las actividades.

69
ID Wght Rls Due *Pr.tm. Stat. Bgn End Tw T Área
Oxitetraciclina 50 mg -4 0 0 9,5 9,3 A 0 9,3 0 0 1
Oxitetraciclina 50 mg -5 0 0 9,5 9,3 A 0 9,3 0 0 2
Levamisol 15% -01AH217 0 0 9,5 7,5 A 9,3 16,8 7,3 0 1
Levamisol 15% -01AH218 0 0 9,5 7,5 A 9,3 16,8 7,3 0 2
Oxitetraciclina 50 mg -
02AH605 0 0 9,5 9,3 A 16,8 26,1 16,6 0 1
Dorakill -02AH006 0 0 38 8,5 A 16,8 25,3 0 0 2
Fortipet -02AH027 0 0 38 10 A 25,3 35,3 0 0 2
Pracan Gold -02AH035 0 0 38 9 A 26,1 35,1 0 0 1
Pracan Gold -02AH036 0 0 38 9,7 A 35,1 44,8 6,8 0 1
Fungyderm x 35 g-02AH083 0 0 38 9,4 A 35,3 44,7 6,7 0 2
Fungyderm x 35 g -02AH084 0 0 38 9,4 A 44,7 54,1 16,1 0 2
Anflagec -02AH128 0 0 38 7,7 A 44,8 52,5 1,5 0 1
Vitasel inyectable -02AH134 0 0 38 9,1 A 52,5 61,6 23,6 0 1
Oxitetraciclina 50 mg -6 0 0 47,5 9,3 A 54,1 63,4 15,9 0 2
Oxitetraciclina 50 mg -7 0 0 47,5 9,3 A 61,6 70,9 23,4 0 1
Levamisol 15% -01AH219 0 0 47,5 7,5 A 63,4 70,9 23,4 0 2
Avistress Dispensador -
02AH004 0 0 114 7,9 A 70,9 78,8 0 0 1
Amprodiar Dispensador -
02AH008 0 0 114 7,7 A 70,9 78,6 0 0 2
Profen 15 -02AH021 0 0 114 7,4 A 78,6 86 0 0 2
Sanaxin -02AH028 0 0 114 8,5 A 78,8 87,3 0 0 1
CompleBet Iny -12 0 0 114 9,6 A 86 95,6 0 0 2
Servimec -02AH180 0 0 133 8,9 A 87,3 96,2 0 0 1
Servimec gold frasco -
02AH145 0 0 133 9,3 A 95,6 104,9 0 0 2
Servimec gold frasco -
02AH146 0 0 133 9,3 A 96,2 105,5 0 0 1
Hemopar B12 -02AH425 0 0 133 9,5 A 104,9 114,4 0 0 2
Hemopar B12 -02AH426 0 0 133 9,5 A 105,5 115 0 0 1
Hemopar B12 -02AH427 0 0 133 9,5 A 114,4 123,9 0 0 2
Hemopar B12 -02AH428 0 0 133 9,5 A 115 124,5 0 0 1
Hemopar B12 -02AH429 0 0 133 9,5 A 123,9 133,4 0,4 0 2
Diarrevet -01AH112 0 0 171 7,4 A 124,5 131,9 0 0 1
Diarrevet Dispensador -
01AH113 0 0 171 7,4 A 131,9 139,3 0 0 1
Diarrevet Dispensador -
01AH114 0 0 171 7,4 A 133,4 140,8 0 0 2
Diarrevet Dispensador -
02AH115 0 0 171 7,4 A 139,3 146,7 0 0 1

70
ID Wght Rls Due *Pr.tm. Stat. Bgn End Tw T Área
Diarrevet Dispensador -
02AH116 0 0 171 7,4 A 140,8 148,2 0 0 2
Vermicerdos Caja -01AH073 0 0 171 7,4 A 146,7 154,1 0 0 1
Albendazol 25% Co -
02AH299 0 0 190 15,2 A 148,2 163,4 0 0 2
Albendazol 25% Co -
02AH300 0 0 190 15,2 A 154,1 169,3 0 0 1
Albendazol 25% Co -
02AH302 0 0 190 15,2 A 163,4 178,6 0 0 2
CompleBet Iny -8 0 0 199,5 9,6 A 169,3 178,9 0 0 1
CompleBet Iny -9 0 0 199,5 9,6 A 178,6 188,2 0 0 2
CompleBet Iny -10 0 0 199,5 9,6 A 178,9 188,5 0 0 1
Hemopar B12 -02AH430 0 0 209 9,5 A 188,2 197,7 0 0 2
Hemopar B12 -02AH431 0 0 209 9,5 A 188,5 198 0 0 1
Hemopar B12 -02AH432 0 0 209 9,5 A 197,7 207,2 0 0 2
Hemopar B12 -02AH433 0 0 209 9,5 A 198 207,5 0 0 1
Hemopar B12 -02AH434 0 0 209 9,5 A 207,2 216,7 7,7 0 2
Hemopar B12 -02AH435 0 0 209 9,5 A 207,5 217 8 0 1
Crecedor -02AH191 0 0 218,5 13,3 A 216,7 230 11,5 0 2
Crecedor -02AH192 0 0 218,5 13,3 A 217 230,3 11,8 0 1
Complebet Oral -02AH108 0 0 256,5 8,9 A 230 238,9 0 0 2
CompleBet Iny -11 0 0 266 9,6 A 230,3 239,9 0 0 1
Tabla 22 Resultados de la programación estación de dispensación
*El tiempo estándar es sumatoria del tiempo de ingreso al área, tiempo de operación y el tiempo de limpieza del área de
dispensación.
Ilustración 22 Diagrama Gantt de la programación estación de dispensación
*Unidad de tiempo decimos de hora
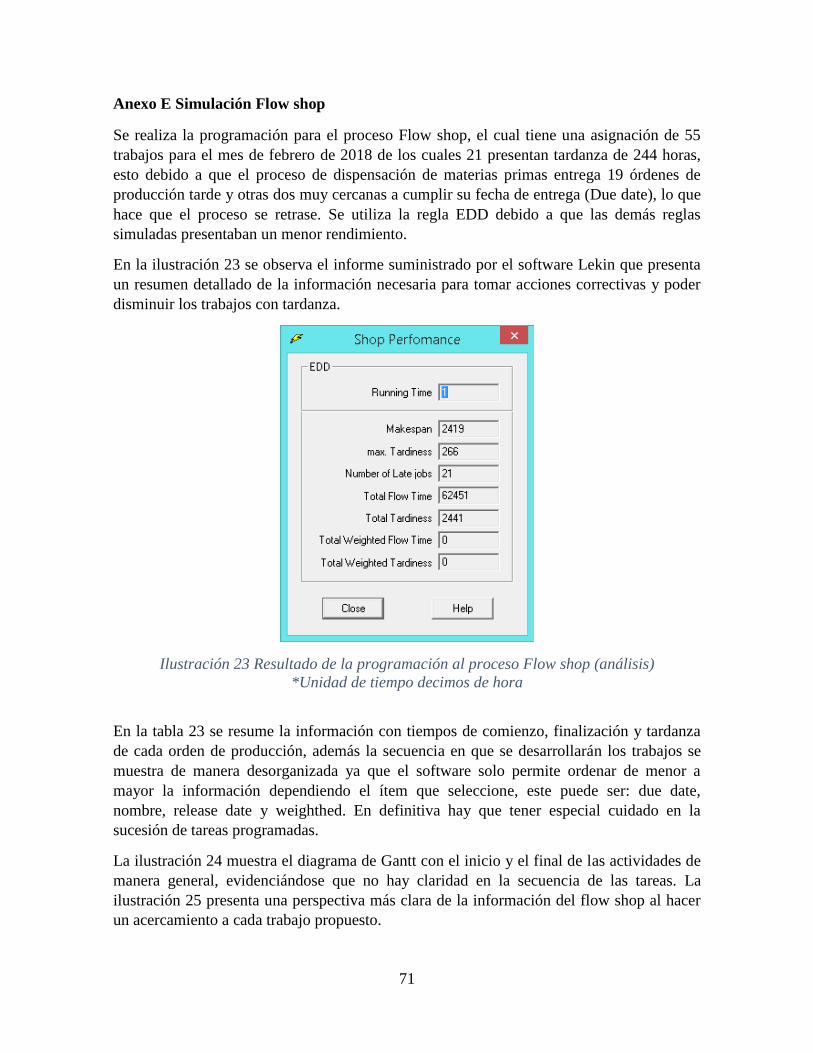
71
Anexo E Simulación Flow shop
Se realiza la programación para el proceso Flow shop, el cual tiene una asignación de 55
trabajos para el mes de febrero de 2018 de los cuales 21 presentan tardanza de 244 horas,
esto debido a que el proceso de dispensación de materias primas entrega 19 órdenes de
producción tarde y otras dos muy cercanas a cumplir su fecha de entrega (Due date), lo que
hace que el proceso se retrase. Se utiliza la regla EDD debido a que las demás reglas
simuladas presentaban un menor rendimiento.
En la ilustración 23 se observa el informe suministrado por el software Lekin que presenta
un resumen detallado de la información necesaria para tomar acciones correctivas y poder
disminuir los trabajos con tardanza.
Ilustración 23 Resultado de la programación al proceso Flow shop (análisis)
*Unidad de tiempo decimos de hora
En la tabla 23 se resume la información con tiempos de comienzo, finalización y tardanza
de cada orden de producción, además la secuencia en que se desarrollarán los trabajos se
muestra de manera desorganizada ya que el software solo permite ordenar de menor a
mayor la información dependiendo el ítem que seleccione, este puede ser: due date,
nombre, release date y weighthed. En definitiva hay que tener especial cuidado en la
sucesión de tareas programadas.
La ilustración 24 muestra el diagrama de Gantt con el inicio y el final de las actividades de
manera general, evidenciándose que no hay claridad en la secuencia de las tareas. La
ilustración 25 presenta una perspectiva más clara de la información del flow shop al hacer
un acercamiento a cada trabajo propuesto.

72

73

74

75

76
Tabla 23 Resultados de la programación Flow shop organizada por el release date

77
Ilustración 24 Diagrama Gantt de la programación de cada estación del Flow shop
*Unidad de tiempo decimos de hora
Ilustración 25 Información del flow shop al hacer un acercamiento a cada trabajo
propuesto
*Unidad de tiempo decimos de hora