-
7/21/2019 Fundamental Principles of Ultrafiltration.pdf
1/15
-
7/21/2019 Fundamental Principles of Ultrafiltration.pdf
2/15
68
the membrane. For example, a membrane that is
cleaned before use has quite a different performance
than that of one that has not been cleaned.
Real-life performance
It may be argued that the real-life performance
of a membrane can only be obtained by industrial,
long-term, evaluations of the membrane. Theoretical
models would thus be merely of scientific interest.
We agree that experimental investigations are impor-
tant, but we are also convinced that theoretical
modelling of the ultrafiltration process is necessary if
we are to understand, and predict, the performance
of UF membranes.
The goal is, of course, to be able to design and
optimize systems where the ultrafiltration equipment
is an essential, but unnoticed, part of the system, as
for example in electrodeposition systems. In order to
reach this goal we need theoretical models to explain
the (too often unpredictable) behaviour of ultrafil-
tration membranes.
Influence of pressure
Fluid flow through porous media is usually de-
scribed by the well-known Darcy equation 91
KAP
J=-
p AL
(1)
where J is the water flux, K is the specific permeabil-
ity of the medium, AP is the pressure difference
across the medium, p is the fluid viscosity and AL is
the thickness of the medium.
It is, however, difficult to measure the effective
thickness of an asymmetric membrane. The thickness
and the specific permeability of the membrane are
therefore usually combined to form a medium-spe-
cific parameter, the hydraulic resistance of the mem-
brane, R, = AL /K.
In ultrafiltration, solutes and/or particles are re-
tained by the porous medium, the membrane. This
makes the introduction of more involved relations
than eqn. (1) necessary.
Solute is transmitted by convection towards the
membrane as soon as the transport of solvent
through the membrane commences, and the concen-
tration is increased on the feed side of the membrane
as solute is retained. The osmotic pressure difference
Ail across the membrane can then become substan-
tial. The driving force of the fluid is in this case given
by AP - c AD, according to the three-parameter
model of Kedem and Katchalsky [ 10, 111. The reflec-
tion coefficient 0 indicates the degree of permselectiv-
ity of the membrane. When CJ = 1 the solute is totally
retained and when 0 = 0 it is totally permeable.
The resistance of the accumulated solute at the
membrane surface is sometimes represented as a
hydraulic resistance R,. If we introduce hydraulic
resistances instead of permeability in Darcys equa-
tion and take the osmotic pressure of the solute into
Fig. 1. Alternative models of concentration polarization: a)
the
osmotic pressure model, b) the gel layer model and c) the
resistance in series model. The concentrations c,, cb, cP, and
ca
denote the concentrations at the membrane wall, in the bulk
solution, the permeate, and the gel, respectively. The
hydraulic
resistances are: the membrane resistance R,,,, the resistance of
the
gel layer
R
and the resistance of the solute
R .
consideration, the ultrafiltration flux may be de-
scribed by the generalized equation
AP--AII
J= /4%+%)
The theoretical models that will be treated in this
review can all be related to eqn. (2). These models
are the osmotic pressure model, the gel layer model
and the resistance in series model. Figure 1 shows
concentration polarization as represented by the
different models.
Theoretical models
In the
osmotic pressure model
the solute hydraulic
resistance R, is substituted by a continuous, steep,
concentration gradient at the membrane, resulting in
a substantial osmotic pressure.
In the gel layer model it is assumed that the solute
concentration at the membrane surface reaches a
limiting value, the gel concentration cg.
In the resistance in seri es model the resistance to
flow is represented by a hydraulic resistance of the
solute,
R,.
The osmotic pressure AII is neglected.
The osmotic pr essure model
At typical UF feed concentrations the osmotic
pressure of macrosolutes is negligible. Osmotic
effects are therefore frequently ignored. Very high
concentrations at the membrane wall and subse-
quently substantial osmotic pressures have, however,
been demonstrated for dextran and whey protein
solutions, for example [ 121.
The concentration at the membrane surface de-
pends on the ratio between the convective transport
of material to the membrane and the diffusion of
material back to the bulk stream. During normal
ultrafiltration conditions the solute concentration at
the membrane wall, c,,
may rise rapidly from the
bulk value, cb (see Fig. l(a)). The fluid flow through
the boundary layer adjacent to the membrane is
frequently described by the film model as
-
7/21/2019 Fundamental Principles of Ultrafiltration.pdf
3/15
69
where c,, is the concentration in the permeate and k
is the mass transfer coefficient.
Taking the osmotic pressure at the membrane
wall into account, Wijmans et
al. [
131 have derived a
relation between pressure and flux. Their calculated
results have been found to be in good accordance
with experimental results [ 141.
Wijmans et
al. [
131 used the following relationship
between the osmotic pressure and the concentration
at the membrane wall:
I
lT, =
ac,
(4)
where a and II are solution-dependent constants.
When the solute is totally retained (d = 1 and
cp = 0), and the hydraulic resistance of the solute,
R,,
is
neglected, combination of eqns. (2)-(4) gives the
following expression relating flux and applied pres-
sure [13]:
J = AP -
ac,, exp(nJ/k)
11&
(5)
A limitation of eqn. (5) is the availability of osmotic
pressure data for solutions containing high concen-
trations of macromolecules.
The pure water permeability (PWP) of ultrafiltra-
tion membranes is given as the pure water flux
(PWF) per unit pressure difference:
PWP = (PWFIAP),, = = l/(pR,)
(6)
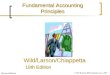
The flux as a function of operating pressure has been
calculated for three membranes with varying pure
water fluxes. The results are given in Fig. 2.
Initially, the flux increases linearly with pressure,
as can be seen in Fig. 2. As the flux increases further,
more and more material is transported to the mem-
brane wall and concentration polarization increases.
The flux levels off as a consequence of the increasing
concentration polarization (see point ( 1) under Gen-
eral trends).
250
f 200
g 150
x 100
50
0
0 0.2 0.4 0. 6 0. 8 1.0 1.2
PRESSURE (MPa)
Fig. 2. The effect of operating pressure on flux for three
ultrafil-
tration membranes with varying permeabilities, calculated
using
eqn. (5). The PWPs of the three membranes were 1000, 250 and
1C01m-2h- MPa- at T=2OC (this corresponds to
& = 3.6 X 102, 14.4 x 10 and 36.0 x 10tZm~,
respectively).
Lines without symbols represent the pure water fluxes of the
three
membranes and lines with symbols represent the flux of a
1.0 wt.% solution (c, = O.Ol), which has an osmotic pressure
of
0.1 MPa at a concentration of 10 wt.% (a = 10 MPa and n =
2).
This applies fairly well to solutions of dextran [ 141. The
value of
the mass transfer coefficient was 2 x 10m5 m SK.
The inf luence of the pure water j?ux
Compare, for example, the two membranes with
PWP = 1000 and 100 1 m- h- MPa- in Fig. 2. As
can be seen, the increase of the flux declines faster
for the high permeability membrane than for the low
permeability membrane. This explains why mem-
branes with an initially high flux exhibit greater flux
declines than low permeability membranes (see point
(2) under General trends).
The influence of concentration polarization is
small for membranes with low pure water fluxes.
They are, consequently, almost linearly dependent
on pressure, as stated in Darcys equation.
Membranes with high pure water fluxes (those
that look so promising in membrane tables ) suffer
from high osmotic pressures which are caused by
high concentrations at the membrane wall. Owing to
this high osmotic pressure, the flux of these mem-
branes is much lower than the pure water flux.
A reasonable question is, of course, if we can ever
reach the level of the pure water flux of the high
permeability membranes. One way of accomplishing
this is by increasing the mass transfer coefficient
k.
The influence of other parameters may be obtained
from the derivative of eqn. (5). The derivative of this
equation is
[ 131
dJ=L(l +A %)-
d AP pR,
The order of magnitude of the deviation from the
pure water flux is given by the second term in eqn.
(7), AfI
n/pR,k.
The product flux is affected by, for
example, the permeability of the membrane (the
effect of
R,
is demonstrated in Fig. 2), the tempera-
ture of the solution (which affects p), the osmotic
pressure (AD and n) and the cross-flow velocity
(affects
k).
These parameters are discussed further
later in this paper.
The gel layer model
The pressure independence of flux when the oper-
ating pressure is increased was originally explained
by Blatt
et al. [
151 as being due to the formation of
a gel layer at the membrane surface. They stated that
a limiting flux value is reached when the concentra-
tion of solute in the boundary layer reaches the gel
concentration cg. The flux-limiting value for a totally
retained solute (cr = 0) at gel layer conditions is
given by eqn. (3) as
J=kln 2
0
(8)
In the gel layer model the osmotic pressure is
assumed to be zero. The fluid flow is then described
by
J=
AP
14Rm + Rs)
(9)
When the concentration at the wall has not
yet reached the gel concentration, the polarized
-
7/21/2019 Fundamental Principles of Ultrafiltration.pdf
4/15
70
boundary layer offers a resistance to the flux,H&,
an d R, = R, ,
.
Under gel layer conditions the resis-
tance of the gel layer represents the resistance of the
solute, R, = R ,. When both concentration and gel
polarization occur the resistance of the solute is
R,= R,+Rb, [15].
The gel layer model predicts the flux to be inde-
pendent of operating pressure. An increased pressure
merely results in a thicker gel layer (larger &),
which retards the flux to its original value.
The gel layer model has been frequently used to
correlate experimental limiting fluxes [ 16- 181. The
gel concentration may be obtained by extrapolation
of a plot of J versus In cb. It has, however, been
shown that the information obtained on gel concen-
trations is not reliable. For identical solutions differ-
ent authors have found widely varying values at cg
[191.
Experimental evidence [ 151 indicates that the vis-
cous solution in the boundary layer approaches a
close-packed configuration of low hydraulic perme-
ability. It has been argued, however, that it is only
materials such as agar, pectin, gelatin and some
proteins that might denaturate at the membrane
surface to give true gels [ 141. It has also been shown
that feed solutions of various macrosolutes with
concentration cb = cg did not give zero flux [20].
Based on their analysis, Wijmans et a l . [ 131 con-
cluded that osmotic pressure limitations would be
expected in the ultrafiltration of macrosolutes with
molecular weights of 10 000- 100 000, and gel layer
limitations would be expected for larger molecules.
Th e r es is tan ce n ser ies mod el
The concentrated solution of macromolecules at
the membrane wall provides a physical barrier to
solvent and solute transport. The resistance of this
boundary layer may be treated as one or several
resistances in series with the membrane, as already
discussed in the gel layer model.
The resistance in series model has been shown to
apply for dextran solutions [21]. The resistance of
the solute in this investigation was estimated from
independently measured sedimentation coefficients.
The results were also in reasonable agreement with
results obtained from the osmotic pressure model.
The resistance in series model predicts a pressure-
independent flux, as does the gel layer model. That is
to say, an increase in the pressure results in a thicker
gel layer and an increased hydraulic resistance.
An advantage with the resistance in series model
is that it makes it possible to distinguish between th0
influence of different flux decline phenomena.
The resistance to flow may be accounted for by a
number of resistances: the resistance R, of the mem-
brane, the boundary layer resistance R,,, the gel
layer resistance R,,
and the adsorbed layer resistance
R,. Equation (2) may then be written as
AP
J =p(R,+R,+R,+Rh , )
(10)
01
0 a
b
1000
2000 3000
4000
ROTATION SPEED (rpm)
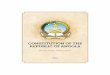
Fig. 3. Determination of the influence of the membrane
resis-
tance, boundary layer resistance, gel layer resistance and
adsorbed
layer resistance for 1.0 wt.% BSA at 0.5 MPa. The numbers
denote the order in which the measurements were performed.
The
rotary module is described in detail in ref. 22.
The influence of different resistances on flux has
been investigated for bovine serum albumin (BSA) in
a rotary module [22]. Different flow resistance re-
gions were distinguished by varying the rotation
speed. Figure 3 shows the experimental results.
First, the membrane resistance & was deter-
mined by ultrafiltration of pure water at high rota-
tion velocity. From the pure water flux the
membrane resistance could be calculated as, in this
case, R, = R , = R b, = 0.
The pure water was then replaced by a 1.0% BSA
solution. The flux was measured at decreasing
rotation velocities. Concentration polarization and
gel layer formation were assumed to be zero
(R , = R,, = 0) as long as the flux remained constant.
The flux began to decrease when the velocity was
decreased to about 2400 rev min- as can be seen in
Fig. 3. As long as it was possible to restore the initial
flux value by increasing the rotation velocity to the
original value, the influence of the gel layer was
assumed to be zero, i.e.
R, = 0.
Down to about 1000 rev min- the original per-
meate flux was almost completely restored when the
velocity was increased. When it was no longer possi-
ble to attain the original flux values when the veloc-
ity was increased, it was deduced that an irreversible
phenomenon had taken place, namely gel layer for-
mation.
Compac t i o n o f memb r ane an d gel l a yer
The theoretical models described above all predict
a limiting flux value at increasing pressure. They do
not, however, explain why the flux may decrease
when pressure is increased. This phenomenon may,
however, be explained as being the result of com-
paction of the membrane and/or the gel layer.
The membrane pure water permeability K has
been related to pressure for reverse osmosis cellulose
acetate membranes by [23 ]
K= exp( -uP)
(11)
where K,, is the specific membrane permeability at
zero pressure and LX s a measure of the susceptibility
of the membrane to compaction.
It has been questioned whether the porosity of
ultrafiltration membranes is influenced to any appre-
-
7/21/2019 Fundamental Principles of Ultrafiltration.pdf
5/15
-
7/21/2019 Fundamental Principles of Ultrafiltration.pdf
6/15
72
250
200
150
100
50
0
0 5 10
15
20
CONCENTRATION IN BULK (w- )
Fig. 6. The influence of bulk concentration on flux at two
operat-
ing pressures, 0.5 and 1.0 MPa. The values of the parameters
in
eon. (5) were: PWP-2501m-2h-MPa-1 at T=2OC
(R, = 1.4 x lOI rn-), k = 2 x 10e5 m s-, (I = 10 MPa and
n = 2.
trends). The film model (eqn. (3)) predicts, for exam-
ple, that the flux J varies proportionally with the
logarithm of the bulk concentration ct,, and the gel
layer model predicts that the intercept of a plot of J
versus In ct, corresponds to the gel concentration cg.
The variation of flux with concentration, as pre-
dicted by the osmotic pressure model (eqn. (S)), is
shown in Fig. 6.
The flux is, as expected, higher at the high operat-
ing pressure. But, although the pure water flux (at
c,, = 0 in Fig. 6) is doubled when the pressure is
doubled, this considerable difference between the two
flux curves vanishes as the concentration increases.
The two flux curves in Fig. 6 approach zero at the
bulk concentration at which the osmotic pressure
equals the operating pressure. It is thus possible to
increase the final concentration of the solution by
increasing the operating pressure.
The osmotic-pressure-concentration relationship
of the solution not only determines the final retentate
150
125
100
E-
2 75
=
s
k
50
25
CONCENTRATION IN BULK (W- )
Fig. 7. The influence of bulk concentration on flux for two
solutes
with different osmotic pressure-concentration relationships.
The
high osmotic pressure solute (a = 23 and n = 2) corresponds to
a
solution of PEG. The low osmotic pressure solute (a = 10
and n = 2) corresponds to a solution of dextran. The values
of
other parameters in eon. (5) were: PWP = 250 1 m mz h
MPa
at
T = 20 C
R, =
1.4 x 10s mm), AP = 0.5 MPa and
k =
2 x 10VSm s-r.
200
150
100
50
0
CONCENTRATION IN BULK (W-/o)
Fig. 8. The influence of bulk concentration on flux for two
membranes with different pure water permeabihties, 1000 and
250 1 rnpz hh MPa- at T=20C (&=3.6x IO* and
1.4 x IOr m-, respectively). The values of the parameters in
eqn.
(5) were: AP = 0.5 MPa,
k = x
IO-srn s-r, a = 10 MPa and
n = 2.
concentration. It also determines the magnitude of
the ultrafiltration flux. In Fig. 7 the flux of two
solutions with different osmotic-pressure-concentra-
tion relationships is shown. The high osmotic-pres-
sure-concentration relationship applies fairly well to
a solution of polyethylene glycol (PEG) and the low
osmotic-pressure-concentration relationship applies
to a solution of dextran [14]. As shown in the
Figure, the flux of the solute with the higher osmotic
pressure (PEG) was not only lower, but also de-
creased faster.
When the concentration in the feed increases, the
flux becomes less and less affected by the PWP of the
membrane, as can be seen in Fig. 8. Thus, the flux at
the end of the concentration operation cannot be
increased by the introduction of a membrane with a
higher pure water flux.
Wijmans et al. [ 131 have rearranged the osmotic
pressure model relationship, eqn. (5), to give
dJ
k
-= _
d In ct, 1 + &, k/AII n
(16)
Equation ( 16) predicts a slope approaching -k for
the J versus In c,, plot at high bulk concentrations
(high AII values). This is also predicted by the gel
layer model.
The mass trader coefficient
The flux is thus very sensitive to operational
parameters that may affect the mass transfer co-
efficient
k. The
mass transfer coefficient may be
obtained from correlations of the form
where
d,,
is the hydraulic diameter of the flow chan-
nel,
D
the diffusivity, and Sh, Re and Sc are the
Sherwood, Reynolds and Schmidt numbers. The
constants
A, a, b
and c vary with flow conditions.
The mass transfer coefficient has been shown to
have a slight tendency to decrease with increasing
pressure and bulk concentration [ 121. The decrease
in flux with increasing pressure at elevated pressures
-
7/21/2019 Fundamental Principles of Ultrafiltration.pdf
7/15
73
was suggested earlier in this paper to be the result of
the compaction of the membrane and gel layer at
high pressures. The decrease in the mass transfer
coefficient with increasing pressure has been put
forward as another explanation of this phenomenon
[141.
The diffusivity of macrosolutes is usually depen-
dent on concentration. Owing to the concentration
polarization, the concentration at the membrane sur-
face may differ significantly from the concentration
in the bulk, This may, of course, modify the effective
mass transfer coefficient. The diffusivity is also in-
creased by an increase in the temperature. However,
the operational parameter that has the largest impact
on the mass transfer coefficient is the cross-flow
velocity.
I nfl uence of the cross ow velocity
In both the osmotic pressure and the gel layer
models it is presumed that the mass transfer co-
efficient is proportional to un, where u is the cross-
flow velocity and a is the Reynolds number exponent
in eqn. ( 17). The value of the exponent has been
much debated. A thorough review of different mass
transfer coefficients, together with their adaption to
ultrafiltration, is given in ref. 25.
In Figs. 9 and 10 a value of II = 0.75 according to
the Chilton-Colburn model has been used. The in-
fluence of the cross-flow velocity on the flux for two
membranes of differing pure water flux (Fig. 9) and
at varying bulk concentrations (Fig. 10) has been
calculated from eqn. (5).
The influence of the cross-flow velocity increases
as the permeability of the membrane increases, as
can be seen in Fig. 9. This is easily understood as we
know that the concentration polarization is more
pronounced for membranes with higher pure water
fluxes.
It is, perhaps, not that easy to anticipate how the
cross-flow velocity influences the flux at various con-
centrations. As a rule, we can say that flux becomes
independent of cross-flow velocity at a much lower
velocity for low concentration solutions. In Fig. 10
it can be seen, for example, that the solution with
2 5 0
I
CROSS FLOW VELOCITY (m/s)
Fig. 9. The influence of the cross-flow velocity on flux for
two
membranes with different pure water permeabilities, 500 and
250 1 m-* h- MPa-
at T=20C (R,,,=7.2x IO* and
1.4 x IO m-l). The values of the other parameters in eqn.
(5)
were: AP = 0.5 MPa,
cb = 1.0 wt.%, k = 2 x 10-s m s-
at
U =4ms-1,
cr = 10 MPa and n = 2.
01
8
1
0
2
4
6
8
1
CROSS FLOW VELOCITY (m/s)
Fig. 10. The influence of the cross-flow velocity on flux at
three
different bulk concentrations, 0.1, 1.0 and 5.0 wt.%. The
values
of the parameters in eqn. (5) were: PWP = 500
1mm*
hh
MPa-
at T = 20 C (R, = 7.2 x 10 II-),
AP = 0.5 MPa,
k=2x10-5ms-atu=4ms-.a=10MPaandn=2.
ci, = 0.1 wt.% has reached its maximum flux at a
velocity of approximately 4 m s-l, while the flux of
the 5.0 wt.%
solution is still increasing at
u =8ms-.
If a gel layer is formed, the flux may become
independent of cross-flow velocity at low velocities,
even for high concentration solutions, because once
a gel layer has been formed it is not possible to
recover the flux by simply increasing the velocity
(this was illustrated in Fig. 3). Thus, the velocity
ought to be kept, if possible, at such a level that gel
formation is avoided. If the cross-flow velocity is
decreased temporarily during operation, the forma-
tion of a gel layer may be avoided if the flux also is
decreased, for example, by temporarily lowering the
operating pressure.
Rotating modules
The ultrafiltration flux of a membrane is con-
trolled by the rate at which the retained solutes can
be transferred from the membrane wall back into the
bulk fluid. Thus, operational variables that aid back-
transport from the membrane will directly increase
the flux.
The shear rate at the membrane wall is, as has
been clear from the above, the major depolarizing
parameter. This fact initiated the development of
rotating modules [26,27]. However, the commercial
success of rotating modules has been limited (due to
high investment costs).
Positive results from tests with a modified plate
and frame rotary module, the ABB CROT filter,
have been reported recently. In pilot-plant equip-
ment, bleaching effluent from a Swedish pulp mill
has been treated successfully over a one-year period.
A larger pilot plant (membrane area 200 m2) has
recently been installed at the same mill.
During ultrafiltration of oil emulsions in a rotary
module it was found that the flux could be increased
further if the roughness of the module wall was
increased [28]. The increase in the wall roughness
was accomplished by the introduction of a net. The
increase in the flux was ascribed to an increase in the
mass transfer coefficient due to the presence of the
net, acting as a static convection promoter.
-
7/21/2019 Fundamental Principles of Ultrafiltration.pdf
8/15
74
It has also been shown that the mass transfer
coefficient can be increased, not only by increasing
the wall roughness, but also by using corrugated
membranes [29]. It was found that corrugations in-
creased the mass transfer more effectively than an
increase in the cross-flow velocity. These tests were,
however, performed with reverse osmosis mem-
branes, but a similar type of effect of membrane
surface roughness has been demonstrated for ultrafil-
tration membranes [301.
I nfl uence of suspended soli ds
The presence of suspended solids may enhance the
flux. There are several examples of this phenomenon
[31]. In such cases of flux enhancement it is thought
that the solids intermittently disturb the polarized
layer, sweeping away deposited solutes [32, 331.
Influence of time
Filtration theory predicts that flux decreases as
t I* under unstirred conditions [34]. This is also
predicted by the gel layer [35] and osmotic pressure
models [361.
The influence of time under cross-flow conditions
is more complicated. The film mode1 predicts that a
rapid drop in flux occurs as the boundary layer is
built up. Several workers have studied the initial
polarization period experimentally. Polarization time
varied from about 5 to 50 s [ 181. The flux at the end
of the initial polarization period should be the limit-
ing flux predicted by eqn. (8).
The gel layer model, as well as the osmotic pres-
sure model, predicts that, after the initial polariza-
tion period, flux remains constant with time.
However, a gradual, long-term decay in flux is noted
in many applications. This flux decline is due to
fouling. The causes of fouling are very disparate. It is
thus difficult to derive a general theoretical expres-
sion for the flux-time relationship.
A simple relation between flux and time is the
empirical relationship
J = Jot
(18)
where JO is the initial flux and n is an exponent less
than zero. Equation (18) has been much used to
predict flux decline in reverse osmosis systems [37].
Equation ( 18) gives, however, no information about
the influence of the operational parameters. Nor is
the influence of the properties of the solution taken
into account.
In the remaining part of this paper we will discuss
the influence of the nature of the solutes, the mem-
brane material, pH and ionic strength on fouling.
We will also discuss how fouling can be controlled.
Fouling
It is very risky to make general statements about
the influence of different parameters on fouling. The
(a)
:,:,:>
D
\I
\\\
,.;
-
7/21/2019 Fundamental Principles of Ultrafiltration.pdf
9/15
Characteristic pore sizes were determined for
clean and fouled membranes by Hanemaaijer et al.
[45]. The pore size changes caused by solute adsorp-
tion were derived from saccharide retention data. It
was shown that for a hydrophilic low protein ad-
sorbing membrane, the calculated pore size was not
affected by protein adsorption, whereas the pore size
of hydrophobic membranes was reduced.
Adsorption of one of the solutes in a mixture may
thus also affect the retention of other compounds.
Solutes that are not retained by the membrane when
tested alone may very well be retained due to solute-
membrane and solute-solute interactions of other
compounds in the solution. It is thus advisable to
confirm the expected retention characteristics of a
membrane by tests with real solutions and not base
predictions of membrane performance on tests with
idealized solutions. But even predictions based on
tests with real solutions may be unreliable as the
composition of many process streams may occasion-
ally differ.
I nfl uence of membrane materi al
It is commonly recognized that hydrophobic
membranes have a larger fouling tendency than hy-
drophilic membranes. Even the pure water flux may
be affected by the nature of the membrane material
as absolutely pure water is very hard to find (a
well-known problem for anyone who works with
membranes).
Investigations
[
3 1,46,47] have shown that the
pure water flux of hydrophobic membranes decreases
with time, while the pure water flux of hydrophilic
membranes is less time dependent. This phenomenon
has been attributed to contamination of the pure
water by bacteria and trace colloids [31] and to trace
amounts of waste products of micro-organisms [46]
present in the pure water.
I nf ruence of membrane pore size
Membrane performance cannot, however, be re-
lated simply to the membrane material. For example,
the flux decline of three membranes, all made of
polysulphone, was noticeably different when the pH
of a BSA solution was altered [48].
The same disparate behaviour was found for three
membranes with varying pore sizes used for the
treatment of caustic bleach plant effluent [49]. The
effect on the flux of the three membranes when the
pH was lowered differed considerably, as can be seen
in Fig. 12.
At the higher pH the flux of all three membranes
was almost identical, while when the pH was lowered
to below the isoelectric pH of the solution, the
magnitude of the flux followed the cut-off of the
membranes, that is, the densest membrane experi-
enced the largest flux decline, while the flux of the
membrane with the largest pores was unchanged.
It was thus the membrane with the smallest pores
that exhibited the greatest flux decline in this case.
-0 20 40 80 100
a)
TIME
(h)
E 200
2 150
zj 100
ii 50
0
0
20 40
TIME (:;
80 100
b)
Fig. 12. Flux of three membranes with varying cut-off at
different
values of pH: a) pH 11 and b) pH 4.6. Two membranes were
made of polysulphone, PU120 with a cut-off of 20 000 and
PU608
with a cut-off of 8000, and one was made of
polyethersulphone,
ES404 with a cut-off of 4000. All three membranes were
manufac-
tured by PC1 Membrane Systems. The operating pressure was
0.8 MPa and the temperature 55 C. Data from ref. 49.)
Usually, however, the relative flux decline is greatest
for the membrane with the highest pure water flux
(which is often the membrane with the largest pores).
I nfl uence of surfactants
Surface chemical phenomena play an important
role in the fouling of membranes. It is well known,
for example, that hydrophobic solutes (e.g. BSA) are
more readily adsorbed onto the membrane surface
than hydrophilic solutes (e.g. dextran).
Antifoams used in fermentation can cause consid-
erable fouling of membranes during downstream
processing [50-541. The membranes in some com-
mercial membrane plants have even been destroyed
when an antifoam agent has been exchanged. In such
cases irreversible adsorption of the new antifoam
agent has caused a nearly zero flux and made it
necessary to replace all the membranes.
Despite some frightening examples of the influ-
ence of surfactants, as a class of materials they do
not lead to fouling problems. It has been shown, for
example, that the flux of ultrafiltration membranes
can be enhanced if the membranes are pretreated
with non-ionic surfactants before use [55]. There is
also evidence that cleaning, due to the surfactants in
the cleaning solution, may not be considered merely
as a cleaning operation, but also as an in situ surface
modification [49].
Some surfactants, however, may interact with the
membrane and cause an irreversible flux decline.
Many parameters may affect the flux decline of
-
7/21/2019 Fundamental Principles of Ultrafiltration.pdf
10/15
76
surfactant solutions, for example, the membrane ma-
terial, the pore size of the membrane and, of course,
the nature of the surfactant.
Surf actants causing fou li ng problems
The flux of antifoams with cloud points has been
shown to be virtually zero for polysulphone mem-
branes at, and above, the cloud-point temperature
[54]. When the temperature was lowered the flux
returned approximately to the original level. No flux
decrease was observed for a hydrophilic membrane.
This type of flux decline was not observed for non-
cloud-point antifoams.
Irreversible fouling is often observed when
cationic polymers and surfactants are in contact with
negatively charged membranes. Cationic surfactants
do not always
cause irreversible flux declines, how-
ever. The initial flux of cellulose acetate membranes
was restored when the membranes were flushed with
pure water after ultrafiltration of the cationic surfac-
tant hexadecyl trimethylammonium bromide [47]. A
slight, irreversible flux decline was observed for
membranes of polysulphone and polyvinyldifluoride
when exposed to the same surfactant.
Critical
micelle concentration
The flux decline on the addition of a surfactant is
usually very fast, within minutes, and even small
amounts of surfactant are enough to cause a consid-
erable drop in flux. At the critical micelle concentra-
tion (CMC) micelles are formed and the retention
then often increases as the micelles are too large to
pass freely through the membrane pores.
At CMC the flux often stabilizes at a constant
level, as can be seen in Fig. 13. The Figure shows the
influence of a non-ionic surfactant on the flux of a
600
506
406
300
266
160
0
100
200 300
400 500
TIME
(h)
Fig. 13. Variation of flux during addition of the non-ionic
surfac-
tant Triton X-100. The polysulphone membrane, DDS GRIO, has
a nominal cut-off of 500 000. The line with the open circles
shows
the Aux decline of a membrane that has only been conditioned
with pure water. The line with the solid dots shows the flux
decline
of the same membrane, but after cleaning of the membrane
with
a commercial alkaline cleaning agent, Ultrasil 10 from
Henkel.
Surfactant was added stepwise, the concentration 0.1 CMC,
for
example, indicates that the concentration was 10 of the
critical
micelle concentration. The operating pressure was 0.1 MPa
and
the temperature 30 C.
polysulphone membrane, before and after cleaning
of the membrane. After cleaning, the pure water
flux of the membrane increased from 140 to
540 1m- h-.
The tlux increase after cleaning, shown in Fig. 13,
makes it easy to understand why cleaning is such a
vital part of membrane operations. This will, how-
ever, be treated in more detail in a following section.
We will now take a look at two other properties that
may influence the fouling tendency of solutes,
namely the solution pH and the ionic strength.
Influence
of
pH and ionic strength
The solution pH and ionic strength affect the
charge, stability and tendency to aggregate of the
solute molecules and this influences, of course, the
membrane performance.
A reduction in the flux at the isoelectric pH has
been found for many solutes (BSA [20,31,56] and
whey [57,58], for example). At the isoelectric pH the
net charge is zero. Thus, a solute which under nor-
mal conditions is not adsorbed onto the membrane
due to electrostatic repulsion (Fig. 14(a)) is no
longer repelled at the isoelectric pH (Fig. 14(b)).
Alteration of pH does not only influence the
solute-membrane interaction, but also the solute-
solute interaction. If the electrostatic repulsion be-
tween solute molecules ceases this may result in a
more closely packed and denser gel layer. The same
result may be obtained if salt is added to the solu-
tion.
It has been shown that the addition of salt to a
starch solution results in a drastic decrease in flux
[59]. It was suggested that the cations shielded the
charges of ionized carboxyl groups on the oxidized
starch chain. This shielding caused contraction of the
starch molecules which resulted in lower viscosity
and stability of starch in the solution. Densification
of the starch gel increased the hydraulic resistance of
the gel layer and the flux was thus decreased. No
interactions were observed for completely un-ionized
pearl starch.
t hydrophob ic t ll
(b)
Fig. 14. (a) A charged solute is repelled by a membrane of
the
same charge. (b) At the isoelectric pH the solute is uncharged
and
may be adsorbed onto the membrane.
-
7/21/2019 Fundamental Principles of Ultrafiltration.pdf
11/15
77
During ultrafiltration of kraft black liquor it was
found that large molecules, that were able to perme-
ate the membrane at a high ionic strength, were
almost completely retained at low ionic strength [60].
The influence of pH may be altered if salt is
present in the solution. This has been demonstrated
for BSA [LX]. In the absence of salt the flux was at its
minimum at the isoelectric pH. In the presence of
0.2 M NaCl the flux was lowest at pH 2 and in-
creased monotonically with increasing pH.
The zeta potenti al of the membrane
The pH may, however, affect not only the charge
of the solute, but also the net charge of the mem-
brane, the zeta potential. It has been shown [61] that
a polycarbonate membrane has an isoelectric point
at pH 4. Above this pH the membrane had a slight
negative surface charge, which increased in magni-
tude with increasing pH. The surface was found to
be fully charged above a pH of about 6. The surface
was neutral below a pH of 3. The same dependence
on pH has been shown for membranes of polysul-
phone and polyamide [62].
Most natural substances are negatively charged.
The maximum flux of a negatively charged mem-
brane ought then to be found at a high pH, where
the electrostatic repulsion is at its maximum. This
supposition has been confirmed in many investiga-
tions. For example, for bleach plant effluent [49] and
for BSA solutions with salt present [56].
The flux may, however, also be higher at a low
pH. This has been found, for example, during ultra-
filtration of soybean extract [63] and for cheddar
cheese whey [64]. Of course, not only the pH may
change the charge of the membrane. If solutes are
adsorbed on the membrane this may change not only
the charge, but also the hydrophobic/hydrophilic
properties of the membrane.
Pretreatment
The fouling ability of a solution may be dimin-
ished by suitable pretreatment. The pretreatment can
be mechanical, thermal or chemical. Modifications to
the feed solution include adjustment of pH, removal
of fibres, fines, etc. and heat treatment of the feed
solution.
Mechanical pretreatment is especially important
when using thin-channel membrane modules. The
danger of plugging the flow channels is greatest for
spiral, hollow-fibre and plate and frame modules.
Tubular modules also require some solution pre-
treatment. When treating effluents in the pulp and
paper industry a continuous sand filter is often used
as a prefilter for plate and frame modules [65], while
for tubular membranes a 1 mm screen is sufficient
t 351.
Centrifugation is often used, for instance to re-
move fines from whey and fibres from starch pro-
cessing waters. Another example is centrifugation of
blood for the fractionation of red blood cells from
blood serum proteins.
Thermal pretreatment is often necessary in order
to avoid undesirable changes, especially when pro-
cessing biological materials which are sensitive to
biodegradation, such as liquid foods, food waste
waters and fermentation broths. The pH of whey, for
instance, decreases rapidly without heat pretreat-
ment.
Calcium phosphate is known to cause a flux de-
cline during the ultrafiltration of milk and whey
when the temperature and pH are not carefully
controlled [39]. Milk and whey are therefore nor-
mally heated to 55-60 C and held at this tempera-
ture for up to half an hour before ultrafiltration at
50-55 C. As the solubility of calcium phosphate
decreases with increasing temperature the salt precip-
itates during the preheating operation. If the milk, or
whey, is not preheated, calcium phosphate may pre-
cipitate at the membrane surface and in the pores.
This phenomenon, known as scaling, can also occur
in the porous support. The deposited salt is very
difficult to remove. However, no significant flux de-
cline is observed when the salt is precipitated before
the ultrafiltration.
Chemical pretreatment,
can, in many cases, im-
prove flux. The reduction of flux of protein solutions
at the isoelectric pH has already been discussed in
this paper. This reduction is avoided if the pH is
adjusted before the protein solution is concentrated.
Cleaning
Cleaning and disinfection of the membrane plant
are very important operations, especially in food
processing. Fouling of the equipment, as well as the
presence and growth of micro-organisms, necessi-
tates regular cleaning and disinfection cycles. Mem-
branes used in food plants are generally cleaned at
least once a day, while those used for the treatment
of electrodeposition paints, or for the production of
desalinated water, need to be cleaned less frequently,
usually no more than twice a year.
A cleaning cycle generally includes the following
stages: removal of product from the system, followed
by rinsing the system with water; cleaning in one or
several steps, followed by rinsing the system with
water; disinfection of the system.
The product should be removed at the same tem-
perature as that used in the process. This is impor-
tant, for instance, when dealing with products which
tend to form gels at low temperatures.
Both retentate and permeate should be discharged
when the system is
rinsed.
Rinsing should continue
until both the retentate and permeate streams are
totally clear and neutral.
Cleaning solutions
A large number of
cleaning
recommendations
are reported in the literature. Cleaning studies are
-
7/21/2019 Fundamental Principles of Ultrafiltration.pdf
12/15
usually trial and error investigations, whereas sys-
tematic studies are very rare. Temperature, time,
concentration and type of surface active agent are
important cleaning parameters that vary with fou-
lants and membrane material.
As a rule, mineral deposits are removed by acids
and proteins by alkaline solutions. For some prod-
ucts, it is necessary to use different chemicals in
succession to obtain a satisfactory cleaning result.
For milk, where protein deposits dominate, an alka-
line formulation is used first, sometimes followed by
acid treatment to remove mineral deposits. If poly-
sulphone membranes are used, a final alkaline clean-
ing is often carried out in order to improve the flux.
For whey, where mineral deposits dominate, acid
cleaning is often performed first, and is then fol-
lowed by alkaline cleaning.
Some care is recommended when selecting a
cleaning procedure since an injudicious choice could
be catastrophic. As an example, in ref. 67 it is shown
that pectine, present in fruit juices, presents difficult
fouling problems. Especially alkaline detergents, and
also unsuitable acid products, may lead to complete
clogging of the membranes.
In order to obtain a good mechanical cleaning
effect, the cross-flow rate is often higher and the
pressure lower during cleaning than during normal
operating conditions.
Cleaning solutions are often a mixture of chemi-
cals. Alkaline cleaning solutions usually contain
sodium hydroxide, phosphate, sequestering agents
and surface active agents. Examples of some cleaning
chemicals and the concentrations used are given in
Table 1.
The choice of surface active agent is very impor-
tant, since some types may be adsorbed onto the
membrane surface, resulting in a flux reduction. On
the other hand, with a suitable choice of surfactant
in the cleaning solution considerably enhanced fluxes
may be obtained. Thus, as stated previously, it has
been suggested [49] that cleaning may be considered
not merely as a cleaning operation, but also as an in
situ surface modification.
The influence of the surfactant on the flux was
demonstrated in an investigation where membranes
fouled during ultrafiltration of whey were cleaned
with different types of surfactants [68]. Considerably
improved whey fluxes were experienced after clean-
ing with a solution containing an anionic surfactant,
TABLE I. Examples of concentrations of chemicals used in
cleaning and disinfection solutions
Cleaning/disinfecting agent
Concentration (%)
Caustic soda 0.5-1.0
EDTA-Na, 0.5-1.0
Nitric acid 0.3-0.5
Chlorine 0.002-0.02
Hydrogen peroxide 0.1
Sodium bisulphite 0.25
for example. Another example of the positive effect
of cleaning is demonstrated in Fig. 13.
Disinfection
A diluted solution of hypochlorite, hydrogen per-
oxide or sodium bisulphite is often used for
disinfec-
tion.
It is important to clean and disinfect not only
the active side of the membrane, but also the perme-
ate side. This fact has to be considered especially for
reverse osmosis membranes, since these dense mem-
branes retain the cleaning and disinfecting agents.
Membrane plants are often run discontinuously.
When idle, the modules should be preserved in a
diluted disinfection solution, for example sodium
bisulphite, in order to prevent microbial growth in
the membrane and/or membrane support.
Means of facil itating cleaning
Generally, the effect of the cleaning operation is
checked by measuring the water flux after cleaning at
a defined pressure, temperature and cross-flow veloc-
ity. This is not a reliable measure, however. A high
water flux does not guarantee a good product flux,
whereas a low water flux indicates that the cleaning
is not sufficient. The product flux in the following
run is a better indication of whether the membranes
have been cleaned satisfactorily [69].
The cleaning operation is facilitated if the mem-
brane fouling is reduced as much as possible. Factors
which must then be considered are:
_
membrane properties (choose the most suitable
type of membrane and module for each application);
_
solution pretreatment (before ultrafiltration, re-
move salts that can cause severe scaling, for exam-
ple) ;
- flow velocity (try to keep the cross-flow velocity at
such a level that gel formation is avoided);
_
rinsing water quality (be aware of the quality of
the rinsing water).
The presence of iron, silica, calcium and other
inorganic ions in the rinsing water can cause precipi-
tation of salts which are difficult, or impossible, to
remove. The rinsing water quality required is as
follows [701:
Iron < 0.05 ppm
Manganese < 0.02 ppm
Silicate ( SiOz)
-
7/21/2019 Fundamental Principles of Ultrafiltration.pdf
13/15
understood. A vast number of empirical investiga-
tions show that it is very hazardous to make general
statements, especially about the influence of different
parameters on fouling.
Experience indicates that if we are to be able
to describe the dynamics of ultrafiltration it will
be necessary to combine knowledge from different
areas. The theoretical models must combine knowl-
edge and experience of fluid mechanics, mass trans-
fer and surface chemistry phenomena.
Nomenclature
A*
A
a
a
c
cb
57
CP
:
4
4
J
JO
K
Kg
KO
k
L
AL
AL,
AP
PWF
PWP
n
n
R
I
4
RS
Re
rP
SP
S
Sh
t
u
0:
&
L-I
mv
d
proportionality constant in eqn. (13)
constant in eqn. ( 17)
solution-dependent constant in eqn. (4), Pa
constant in eqn. (17)
constant in eqn. (17)
constant in eqn. (17)
bulk concentration, wt.
gel concentration, wt.
permeate concentration, wt.
concentration at membrane wall, wt.
diffusivity, m2 s-
hydraulic diameter of flow channel, m
diameter of solute molecules, m
permeate flux, 1 m-* h-
initial flux, 1 m-* h-
specific permeability, mz
permeability of a gel layer, m*
specific permeability at zero pressure, m*
mass transfer coefficient, m s-l
length of flow channel, m
thickness, m
thickness of gel layer, m
pressure difference across membrane, Pa
pure water flux, 1 mm* h
pure water permeability, 1 m-*
hh
Pa-
solution-dependent constant in eqn. (4)
exponent in eqn. ( 18)
adsorbed layer hydraulic resistance, m ~
boundary layer hydraulic resistance, m-
gel layer hydraulic resistance, m -
membrane hydraulic resistance, m ~
solute hydraulic resistance, m-
Reynolds number
pore radius, m
membrane surface porosity
Schmidt number
Sherwood number
time, s
cross-flow velocity, m s-
compaction constant in eqn. (1 l), Paa
porosity of gel
viscosity, Pa s
osmotic pressure difference across mem-
brane, Pa
osmotic pressure at membrane wall, Pa
reflection coefficient
79
Refereoces
1 I. Zahka and L. Mir, Ultratiltration of cathodic
electrodepo-
sition paints, Pluring Surj: Fiairhing, (Nov.) (1979) 34-39.
2 B. R. Breslau, A. J. Testa, B. A. Milnes and G. Medjanis,
Hollow fiber ultrafihration technology, ti. WurerEng., 17
(1980) 20-26.
3 I. H. Hanemaaijer, Toepassing van membranfdtratie in de
zuivelindustrie,
Voedingsmiddelen Technol., I 8 (4) (1985) 26-
29.
4
V. Gekas, B. Hallstrom and G. Tr& rdh, Food and dairy
applications: the state of the art, Desalinufion, 53 (1985)
95-127.
5 J.-L. Maubois, Recent developments of ultra8ltration in
dairy
industries, in E. Drioli and M. Nakagaki (eds.), Membranes
and Membrane Processes,
Plenum Press, New York, 1986, pp.
255-262.
6 R. M. Hedges and P. Pepper, Reverse osmosis and
ultraliltra-
tion-advances in the fruit and vegetable juice industries,
Proc. Symp. on Fr uit jui ces for Eur ope, Den Haag, The
Netherhzndv,
Int. Fed. Fruit Juice Producers, 1986, pp. 253-
260.
7 I. R. Wahl, R. C. Hayes, M. H. Kleper and S. D. Pinto,
Ultrafiltration for todays oily wastewaters: a survey of
cur-
rent ultrafiltration systems,
Proc. Conf: on I ndustrial Wusfe,
1980, pp. 719-729.
8 A.-S. Jdnsson and R. Wimmerstedt, The application of mem-
brane technology in the pulp and paper industry, Desalina-
rion,
53 (1985) 181-196.
9 H. P. G. Darcy, Les
Fontai nes Publi ques de la Vi lle de Duon,
Victor Dalmont, Paris, 1856.
10 0. Kedem and A. Katchalsky, Thermodynamic analysis of
the permeability of biological membranes to
non-electrolytes,
J. Chromatogr., 27 (1958) 229-246.
11 K. S. Spiegler and 0. Kedem, Thermodynamics of hyperf%l-
tration (reverse osmosis): criteria for efficient membranes,
Desalination, I (1966) 31 l-326.
12 G. Jonsson, Boundary layer phenomena during
ultrafiltration
of dextran and whey protein solutions,
Desalination, 51
(1984) 61-77.
13 J. G. Wijmans, S. Nakao and C. A. Smolders, Flux
limitation
in ultrafiltration: osmotic pressure model and gel layer
model,
J. Membr.
Sci., 20
(1984) 115-124.
14. G. Jonsson, Characterization of uhrafiltration
membranes:
15
16
17
18
19
20
the osmotic pressure model, in G. Trlg&rdh (ed.), Proc.
Conf.
on Characterization of Ultrafi ltration Membranes, &
en&
Sforr, Sweden, Studentlitteratur, Lund, 1988, pp. 125- 140.
W. F. Blatt, A. Dravid, A. S. Michaels and L. Nelsen, Solute
polarization and cake formation in membrane ultrafiltration:
causes, consequences, and control techniques, in J. E. Flinn
(ed.), Membrane Science and Technol ogy, Plenum Press, New
York, 1970, pp. 47-97.
M. C. Porter, Concentration polarization with membrane ul-
trafiltration,
I nd. Eng. Chem., Pr od. Res. Dev., II (1972)
234-248.
A. G. Fane, C. J. D. Fell and A. G. Waters, The relation-
ship between membrane surface pore characteristics and flux
for ultrafiltration membranes, J. Membr. Sci., 9 (1981) 245-
262.
M. W. Chudacek and A. G. Fane, The dynamics of polarisa-
tion in unstirred and stirred ultrafiltration, J. Membr. Sci.,
22
(1984) 145-160.
P. De.jmek, Concentration polarization in ultrafiltration of
macromolecules, Ph.D. Thesis,
Dept.
Food Engineering, Lund
Univ., 1975.
S. I. Nakao, T. Nomura and S. Kimura, Characteristics of
macromolecular gel layer formed on ultrafiltration tubular
membrane,
AIChE J., 25 (1979) 615-622.
-
7/21/2019 Fundamental Principles of Ultrafiltration.pdf
14/15
80
21 J. Cl. Wijmans, S. Nakao, J. W. A. van den Berg, F. R.
Troelstra and C. A. Smolders, Hydrodynamic resistance of
concentration polarization boundary layers in ultrafiltration,
J.
Me&r. Sci., 22 (1985) 117-135.
22 E. Matthiasson, Macromolecular adsorption and fouling in
ultrafiltration and their relationships to concentration
polar-
ization,
Ph.D. Thesis,
Dept. Food Engineering, Lund Univ.,
1984.
23 S. Sourirajan and T. Matsuura, Reverse
osmosis/ultrafiltration
process principles,
NRCC Rep. No. 24188,
Nat. Res. Council of
Canada, 1985.
24 R. B. Bird, W. E. Steward and E. N. Lightfoot,
Transport
Phenomena,
Wiley, New York, 1960, Chap. 3.
25 V. Gekas and B. Hallstrom, Mass transfer in the membrane
concentration polarization layer under turbulent cross flow.
I.
Critical literature review and adaption of existing Sherwood
correlations to membrane operations, J. Me&r. Sci., 3O(
1987)
153-170.
26 M. Lopez-Leiva, Ultrafiltration in rotary annular flow,
Ph.D.
Thesis,
Dept. Food Engineering, Lund Univ., 1979.
27 M. Lopez-Leiva, Ultrafiltration at low degrees of
concentration
polarization: technical possibilities,
Desalin ation, 35 (1980)
115-128.
28
F. Vigo, C. Uliana and P. Lupino, The performance of a
rotating module in oily emulsions ultrafiltration,
Sep. Sci.
Tech&., 20 (1985) 213-230.
29 I. G. R&z, J. G. Wassink and R. Klaassen, Mass transfer,
fluid
flow and membrane properties in flat and corrugated plate
hyperfiltration modules,
Desalin ation, 60 (1986) 213-222.
30
V. Gekas and K. Olund, Mass transfer in the membrane
concentration polarization layer under turbulent cross flow.
II.
Application to the characterization of ultrafiltration mem-
branes,
J. Membr. Sci., 37( 1988) 145-163.
31
A. G. Fane, Ultrafiltration: factors influencing flux and
rejec-
tion, in R. J. Wakeman (ed.),
Progress in Fi ltr ation and
Separation,
Elsevier, Amsterdam, 1986, pp. 101-179.
32 A. G. Fane, C. J. D. Fell and M. T. Nor, Ultrafiltration in
the
presence of suspended matter,
Inst.Chem. Eng. Symp. Ser. No.
73, (1982) Cl -ClZ.
33 R. L. Goldsmith, R. P. de Filippi and S. Hossain, New
membrane process applications,
AI ChE Symp. Ser. No. 120, 68
(1972) 7-14.
34
H. Reihanian, C. R. Robertson and A. S. Michaels, Mecha-
nisms of polarization and fouling of ultrafiltration
membranes
by proteins,
J. Membr. Sci., 16 (1983) 237-258.
35
P. DeJardin, C. Toledo, E. Pefferkorn and R. Varoqui, Flow
rates of solutions through ultrafiltration membranes
monitored
by the structure of adsorbed flexible polymers, in A. R.
Cooper
(ed.),
Ultr ajil trotion Membranes and Appli cations,
Plenum
Press, New York, 1980, pp. 203-247.
36 V. L. Vilker, C. K. Colton and K. A. Smith, Concentration
polarization in protein ultrafiltration. Part 1: An optical
shad-
owgraph technique for measuring concentration profiles
near a solution-membrane interface,
AI ChE J., 27 (1981)
632-645.
37
D. G. Thomas and W. R. Mixon, Effect of axial velocity and
initial flux on flux decline of cellulose acetate membranes
in
hyperfiltration of primary sewage eflhients,
Ind. Eng. Chem.,
Process Des. Dev., I I (1972) 339-343.
38
A. S. Michaels, Ultrafiltration: an adolescent technology,
CHEMTECH,
(Jan.) (1981) 36-43.
39 G. B. van den Berg and C. A. Smolders, Flux decline in
membrane processes,
Filtr. Sep., 25
(1988) 115-121.
40 E. Matthiasson and B. Sivik, Concentration polarization
and
fouling,
Desalin ation, 35 (1980) 59- 103.
41 G.
Trlgardh (ed.),
Proc. Corzf. on Characteri zation of Ultr o-
fi ltr ation Membranes, & etis Slott, Sweden,
Studentlitteratur,
Lund, 1988.
42 A. G. Fane, C. J. D. Fell and A. G. Waters, Ultrafiltration
of
protein solutions through partially permeable membranes-the
effect of adsorption and solution environment,
J.
Membr.
Sci.,
16 (1983) 21 l-224.
43 M. S. Lee, Membrane Ultrafiltration fouling and
treatment,
Ph.D. Thesis,
Univ. College of Swansea, Wales, 1982.
44 S. Munari, Characterization of ultrafiltration polymeric
mem-
branes, in G. Tragtirdh (ed.),
Proc. Conf. on Characteri zation
of Ultrafi ltration Membranes, & en& Slott, &
e&n,
Studentlit-
teratur, Lund, 1988, pp. 81- 114.
45 J. H. Hanemaaijer, T. Robbertsen, Th. van den Boomgaard,
C.
Olieman, P. Both and D. G. Schmidt, Characterization of
clean
and fouled ultrafiltration membranes,
Desalin ation, 68 (1988)
93-108.
46
L. A. Errede and P. D. Martinucci, Flow rate of water
through
porous membranes as affected by surface modification on the
lower-pressure side of the membrane,
Ind. Eng.
Chem.,
Prod.
Res. Dew., 19 (1980) 573-580.
47
A.-S. Jonsson, The influence of surfactants on
ultrafiltration
membranes, in preparation.
48 A. Suki, A. G. Fane and C. J. D. Fell, Flux decline in
protein
ultrafiltration,
J. Membr. Sci., 21 (1984) 269-283.
49
A.-S. Jiinsson, Y. Blomgren and E. Petersson, Influence of
pH
and surfactants on ultrafiltration membranes during
treatment
of bleach plant effluent,
Nor dic Pul p Paper Res. J., 3 (1988)
159-165.
50 N. M.
Fish and
M.
D. Lilly, The interactions between fermen-
tation and protein recovery,
Biotechnology, 2 (1984) 623-627.
51
J. M. S. Cabral, B. Casale and C. L. Cooney, Effect of
antifoam agents and efficiency of cleaning procedures on the
cross-flow filtration of microbial suspensions,
Biotechnol.
L& t., 7 (1985) 749-752.
52 K.
H. Kroner, W. Hummel, J. Viilkel and M.-R. Kula, Effects
of antifoams on cross-flow filtration of microbial
suspensions,
in E. Drioli and M. Nakagaki (eds.),
Membranes and Mem-
brane Processes,
Plenum Press, New York, 1986, pp. 223-232.
53 W. Han&h, Cell harvesting with membranes, in W. C.
McGregor (ed.),
Membrane Separations in Biotechnology,
Marcel Dekker, New York, 1986, pp. 61-88.
54 W. C. McGregor, J. F. Weaver and S. P. Tansey, Antifoam
effects
on ultrafiltration,
Biotechnol. Bioeng., 31 (1988) 385-
389.
55
A. G. Fane, C. J. D. Fell and K. J. Kim, The effect
of surfactant pretreatment on the ultrafiltration of
proteins,
Desalin ation, 53 (1985) 37-55.
56
A. G. Fane, C. J. D. Fell and A. Suki, The effect of pH and
ionic environment on the ultrafiltration of protein
solutions
with retentive membranes,
J.
Membr.
Sci.,
16( 1983) 195-210.
57 J. F. Hayes, J. A. Dunkerley, L. L. Muller and A. T.
Griffin,
Studies on whey processing by ultrafiltration. II. Improving
permeation rates by preventing fouling,
Aust. J. Dair y Tech-
nol.,
(Sept.) (1974) 132-140.
58 F. Forbes, Considerations in the optimisation of
ultrafiltra-
tion,
Chem. Eng. (Lundon),
(Jan.) (1972) 29-34.
59 H. B. Hopfenberg, V. T. Stannet and M. W. Bailey, Solute-
solute interactions in ultrafiltration treatment of paper
mill
wastes,
AI ChE Symp. Ser. No. 139, 70
(1974) 1- 10.
60 D. Woemer and J. L. McCarthy, Ultrafiltration of pulp
mill
liquors,
Tappi, 70 (1987) 126-129.
61
P. D. Bisio, J. G. Cartledge, W. H. Keesom and C. J. Radke,
Molecular orientation of aqueous surfactants on a hydropho-
bic solid,
J. Colloi d I nterface Sci., 78 (1980) 225-234.
62
J. Nassauer, Adsorption und haftung an oberIHchen und
membranen,
Ph.D. Thesis,
Inst. fiir Milchwissenschaft und
Lebensmittelverfahrenstechnik, Tech. Univ. Munich, 1985.
63 0. Omosaiye, M. Cheryan and M. E. Matthews, Removal of
oligosaccharides from soybean water extracts by ultrafiltra-
tion,
J. Food Sci., 43 (1978) 354-360.
-
7/21/2019 Fundamental Principles of Ultrafiltration.pdf
15/15
81
64 L. L. Muller, J. F. Hayes and A. T. Griffin, Studies on
whey
processing by ultrafiltration. 1. Comparative performance of
various ultrafiltration modules on whey from hydrochloric
acid
casein and cheddar cheese,
Aust. .l. Dair y Technol.,
(June)
(1973) 70-77.
65 U. H. Haagensen, Case Sanyo Pulp, Iwakuni, Japan, 1924GE-
0482-50, De Danske Sukkerfabrikker, 1982.
66 Pulp deresination by ultrafiltration at MoDoCell,
Leaflet,
F CI
Membrane Systems, Laverstoke Mill, Whitchurch,
U.K., 1987.
67 S. Bragula and K. Litner, Cleaning and disinfection of
mem-
brane plants: theory and practice,
Abstr. I nt. Congr. und Messe
Nahr ungsmitteltechnik, K& z, 1986.
68 G.
Tragigirdh, in preparation.
69 G. Tr& rdh, Membrane cleaning,
Desalin ation, 71 (1989)
325-335.
70
Manual cleaning and disinfection, 2181-CB-088523, De
Danske Sukkerfabrikker, 1985.