Embed Size (px)
Citation preview
修平學報 第九期 民國九十三年九月HSIUPING JOURNAL. VOL. 9. PP.137∼156 (September 2004) 137
「製程FMEA」在汽車零件製造的實證研究
張燦明、吳英偉、何境峰、江瑞坤
摘要
「製程失效模式與效應分析」(PFMEA-Process Failure Mode and Effects Analysis)
是失效模式與效應分析(FMEA)技術的延伸,FMEA依目的可分為「設計FMEA」與
「製程FMEA」。「設計FMEA」是運用在新產品的研發設計,藉此來提升產品的可靠
度,進而預防產品因設計變更所增添的機會成本。而「製程FMEA」則是當新產品進
入量產前,在製程的設計與流程規劃中,如何預先防範製程可能造成產品損壞或設備
的故障,甚至可能危害操作人員的安全,此乃如何確保並提高生產過程可靠度所需探
討之重點。又於製造過程中,何者是關鍵製程?如何決定?又如何保證經此製造過程
所生產的產品,其可靠度能滿足顧客需求?諸如此類,皆是「製程FMEA」所需探討
之主題。
本文藉由製程FMEA之實證,探討汽車引擎機油泵於量產裝配前,經由製程
FMEA團隊成員的腦力激盪,決定機油泵的生產流程,再評估每一細項流程的風險優
先度(Risk Priority Number, RPN)。透過製程FMEA技術,在產品符合顧客滿意度最大
的原則下,使製程設計能最適化。
關鍵字:製程失效模式與效應分析、風險優先度
張燦明:修平技術學院工業管理系講師
吳英偉:修平技術學院工業管理系副教授
何境峰:國立交通大學工業工程與管理所博士候選人
江瑞坤:修平技術學院工業管理系講師

138 修平學報 第九期 民國九十三年九月
The Application of「PFMEA」in Manufacturing of
Automobile Part
Tsan-Ming Chang, Ying-Wei Wu, Tseng-Fung Ho, Jui-Kun Chiang
Abstract
Due to the purpose of reliability promotion and to reduce redesign cost, enterprises usethe methodology of failure mode and effects analysis (FMEA) to develop new product.However, there lays sequential considerations need to be taken into account, such asprocedure arrangement for mass production, precautious recovery for product damage andequipment break down, and a critical first aid management for operators to reduce harm inprocess. The FMEA of process has ensured the reliability of product in process.
This research is used FMEA to study the key assembling process of auto engine oilpump before in mass production. In order to find the critical points and sequence of processimprovement, FMEA team under member meeting to find risk priority number in riskevaluation adopts a brainstorming. In this meeting, the FMEA team selects the bigger riskpriority numbers as the key process or proposes the critical points for quality control. Afteradopted the above improvement, which under the continuous improvement of DemingPDCA (planning, doing, checking, and action), it is available to revalue the RPN of engineoil pump assembling process. In addition to revaluate the index of RPN to confirm uponimproved result as for dealing with modifying strategy feasibility in the secondary item ofRPN. Product manufactured by the most appropriate process may be achieved to themaximum satisfaction of customer requirement.
Key Words:Failure Mode and Effects Analysis, Risk Priority Number.
Tsan-Ming Chang: Lecturer of Department of Industrial Management, HITYing-Wei Wu:Associate Professor, Depratment of Industrial Management, HITTseng-Fung Ho:PhD. candidate of Depaetment of Industrial Management, National Chiao TungJui-Kun Chiang:Lecturer of Depaetment of Industrial Management, HIT

1.前言「失效模式與效應分析」(Failure
Mode and Effects Analysis-FMEA),乃
為學術界譯詞之一。而於實務上,業界
依照推動的適切性或稱為「故障模式及
影響解析」,事實上,兩者只是譯詞上的
區別。廣義而言,FMEA可分為「設計
FMEA」與「製程FMEA」。若要再細分
「製程FMEA」,配合產業界的實務需
求,又可略分為「量產前FMEA」與
「量產中FMEA」。前者較注重於製程的
可靠度,偏向於製程設計面;而後者較
關心的是產品可靠度或是產品不良率的
降低,偏向於製程改善面。本研究所探
討的乃屬於「量產前FMEA」之實證。
一般於實務運用方面,「設計
FMEA」主要是運用在新產品的研發設
計上,是一種預防性之可靠度設計分析
技術【【1】】,藉由其結構化的系統程序方
法,盡可能及早發現產品所有可能潛在
的失效模式,並探討失效原因,進而提
出改善對策或解決方案,以提高產品之
可靠度。在產品生命週期的開發設計階
段,透過FMEA的技術,不僅可提升產
品的品質與壽限,並可減少往後因變更
設計或修改製程所引增的機會成本
【2】。再者,若因設計錯誤而產品流入市
場,而造成使用者的性命或財產的安全
時,其引發的社會責任與商譽損失,重
者唯恐使業者無法再繼續經營。
然而FMEA技術,早已被廣泛運用
於高科技產業與傳統製造業的開發或製
造階段【3】。以汽車業而言,於1993
年,美國通用(GM)、福特(Ford)與
克萊斯勒(Chrysler)等三大汽車公司,
在美國品管協會汽車分會及汽車工
業行動組(AIAG)的贊助下,編訂一套
有效且可以掌握可靠度的作業手冊,即
「潛在失效模式與效應分析參考手冊」
(Potential Failure Mode and Effects
Analysis Reference Manual )【【4】】。此一
技術配合QS 9000品質系統要求,已被各
大汽車製造中心與其衛星工廠,作為產
品研發與製程設計所需的工具之一。
本研究為「製程FMEA」技術的實
證研究,藉由我國某汽車製造公司的零
件供應商,其所生產汽車引擎機油泵
(Oil Pump),於進入量產裝配前的製程
設計時,如何運用FMEA之技術,以
FMEA團隊來決定機油泵裝配的製造流
程。經由風險評價的風險優先度(Risk
「製程FMEA」在汽車零件製造的實證研究:張燦明、吳英偉、何境峰、江瑞坤 139

140 修平學報 第九期 民國九十三年九月
Priority Number, RPN)法則,評估一系
列的裝配流程,何者是關鍵製程,以及
製程生產的先後順序。通常選定RPN乘
積大者為關鍵製程,並提出相關之預防
措施或改善對策,而此關鍵製程亦為品
管部門加強檢驗的重點所在。甚者,某
些顧客或會要求供應商須以統計製程管
制(SPC)之方法,提供產品於關鍵製
程的品管資訊(例如:x-R管制圖),並
分析此關鍵品質特性的製程能力。
本文的章節順序,首先是本章的前
言,其次第二章探討FMEA之相關文
獻,然後第三章探討製程FMEA技術,
運用在汽車引擎機油泵裝配的實證研
究,最後對本研究做個簡短的結論,並
提供些許建議,期能帶給後續研究者可
行方向。
2.相關文獻探討2.1 FMEA的緣由
FMEA的起源,可溯自1950年代,
美軍戰鬥機的製造商格魯曼公司
(Grumman Co.),其所生產主操控系統
之油壓與電氣裝置,由於該系統的可靠
度不佳,導致發生墜機事件,為了尋找
失事的真正原因,該公司設計部門首先
將FMEA的新觀念,用於此系統的失效
分析上。
其次,1960年代,美國國家航空暨
太空總署(NASA),在推動阿波羅太空
研究計劃時,於1963年發布「NPC250-1」
之可靠度計劃,明定零組件供應商必須
實施設計審查,且須應用FMEA的技術
【【5】】。
直到1974年,美國軍方將FMEA納
入M I L - S T D - 1 6 2 9,並訂定F M E C A
(Failure Mode Effects and Criticality
Analysis)作業程序,1980年修訂為
MIL-STD-1629A,沿用至今【【6】】。
2.2 FMEA的發展近況
福特汽車於1977年於其公司教育手
冊中,訂定FMEA的作業程序,並加以
推廣使用。隨後美國各大汽車廠,及其
中衛體系亦普及實施【【7】】。
國際電工委員會 (International
Electronical Commission,IEC)於1985
年,參考美軍軍規MIL-STD-1629A,加
以修改而訂定FMEA系統可靠度的技術
標準作業程序,其範圍包括電子、機械
及油壓等製程設備或零件的說明,及軟
體與人員功能的可靠度分析【【8】】。
至1993年,美國汽車業所使用的品
-

質系統QS9000,亦將FMEA的技術,應
用在產品開發設計與製程管制上【【7】】。
於今,FMEA技術,已成為汽車業取得
QS9000認證的條件之一。
歐盟市場的CE標誌認證,也於1995
年訂定廠商,需藉由FMEA實施產品安
全風險分析【【9】】。除此之外,FMEA亦
被應用在臨床醫學上【【10】】及ISO14001
環境管理系統上【【11】】。
2.3 FMEA的類型
F M E A依應用對象可分成「設計
FMEA」及「製程FMEA」兩種。前者將
FMEA技術應用在新產品或零組件等系
統研發上之可靠度分析。後者則應用在
製造或裝配過程之可靠度分析【【12】】。
「設計FMEA」是指從新產品的概念
定義,到設計確認的整個研發過程的重
覆分析。其目的乃預先發掘所有可能潛
在的失效模式,再檢討評估不同的失效
模式,以了解對產品功能所造成的影響
程度,評估改進設計的優先順序,並有
效的防止失效或傷害的發生。透過嚴謹
的分析過程,確認所有可能造成失效的
原因,以便提出改善對策,來提昇新產
品設計的可靠度,使新產品的設計最適
化。進而降低往後產品一旦已進到生產
製程中,再回頭檢討做變更設計的損
失,甚至銷售至消費者後,所造成返廠
維修或造成更大的商譽損失。
「製程FMEA」乃針對於製程設計階
段中,如何提升產品的可靠度,或是降
低因製程設計不妥,引發大量的不良
率。製程FMEA依生產功能的需求,可
再細分下列四種(1)零件製造FMEA,
( 2)組裝 F M E A,( 3)接收檢驗
FMEA,(4)試驗檢驗FMEA【【13】】。
一般製程FMEA是以正式量產前的
新製程或經修改的製程為對象。主要目
的是分析每一製程可能潛在失效模式及
影響程度,並找出失效發生的原因與發
生的機率,尋找可能的預防措施或是改
善對策,以避免失效發生或降低失效發
生的頻率,減少失效所造成之影響程
度,或提高製程不良品的檢測能力,以
便正式生產前就能預先改善製程設計。
實務上,製程FMEA除如前述之量
產前分析外,尚可運用在產品雖已進入
量產,但不良率居高不下。或公司之政
策目標是要求品質須精益求精,要提昇
製程能力,其製程能力指標要符合6σ的
水準(CPK=2)。因此,製程FMEA技
術,可再次的予以運用,配合其他製程
「製程FMEA」在汽車零件製造的實證研究:張燦明、吳英偉、何境峰、江瑞坤 141

(2)致命度評點法
所謂致命度評點法是利用影響致命
度的各因子相乘,而得出致命度評點,
可表示為如以下式子:
CE==F1××F2××F3××F4××F5 其中
F1:失效所影響的大小
F2:失效對系統所造成影響的範圍
142 修平學報 第九期 民國九十三年九月
改善的方法,譬如:全面品質管理、田
口品質工程、QCC七大手法等,藉此提
升品質。
若要以目的來區分「製程FMEA」
則依前述可再略分為「量產前FMEA」
及「量產中FMEA」。前者較注重於製程
的可靠度,偏向於製程設計面;而後者
較關心的是產品可靠度或是產品不良率
的降低,偏向於製程改善面。
2.4 失效風險的評價方法與決策
失效風險的評價與決策乃是FMEA
技術中,以失效的嚴重性為依據,來對
問題做改善的決策。一般以風險優先度
的大小來排定優先解決的順序。本文整
理出國內外學者文獻,所提出相關失效
風險的評價方式。以下所引用的三種方
法,有某些程度的相似之處。風險水準
法比風險優先度(RPN)多一項可避免程
度的評價因子。現分別介紹如下:
2.4.1 風險優先度法(Risk Priority Number
RPN)
失效風險評價方法,實務界目前以
褔特教育手冊【7】較普遍。其方法是採
用風險優先度(RPN)的數據,來做風險
評估(Risk Assessment)。
其計算式: RPN= S×O×D
其風險因子由下列組成:
S:嚴重度,表示產品發生失效所引發後
果或機會成本的嚴重性。
O:發生頻率,表示失效發生的機率。
D:檢測難易度,表示產品發生失效而不
被顧客察覺出來的機會或檢測的難易
程度。
2.4.2評點法 (Criticality Score Evaluate)
評點法是鈴木順二郎等 【14】,針
對日本產業所提供的失效風險評價方
式,分為失效評點法與致命度評點法兩
種。
(1)失效評點法
所謂失效評點法,就是將失效所造
成的影響大小進行綜合的判斷與分級,
以做為決定改善之優先順序及範圍的依
據。其評點的值(Cs)可由下式求得:
i C...CCs
C i2110C1 i

F3:失效發生的頻率
F4:失效防止的難易度
F5:失效後考量是否重新設計的必要性
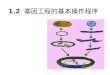
2.4.3 風險水準法(Level of Risk)依據DINV 19250 對風險評價的衡
量,是採用4個因子S-A-G-W來評估產品的風險水準,四個因子的評定準則如表
2.1所示。【15】其風險大小評估是以一個決策樹(如
圖2.1),經由決策路線得出相當的風險水準,例如:其風險水準為7。風險水準值愈高需更完備的改善。
3.「製程FMEA」實證研究本研究的個案是以我國某汽車衛星
工廠,零件製造商所生產引擎機油泵
(Oil Pump)系統的裝配過程,於量產前
以製程FMEA技術,規劃設計引擎機油
泵裝配的完整細項流程,並分析每個製
程的失效模式與效應分析,評估各失效
模式項目之風險優先度(RPN)值,藉
此選定關鍵製程,當生產製造時,此裝
配或加工流程應加強預防,或設為管制
重點之一。整個運作過程配合QS 9000品
質系統之要求,均建立文件與資料檔,
以作為持續改善或新產品研發的參考依
據。甚者,萬一產品要設計變更或不合
格品失效後的追蹤,製程FMEA的建檔
文件,通常可提供爾後很重要的改善訊
息。現將製程FMEA整個運作過程整理
如下:
3.1成立「製程FMEA」團隊
任何公司要使製程FMEA順利有效
的運作,就如同推行TQM或其它品質改
善活動一樣,要有推動的組織或團隊。
再者,企業本身的組織氣候、文化特
質、管理階層的重視程度與團隊精神均
有很大影響。
「製程FMEA」在汽車零件製造的實證研究:張燦明、吳英偉、何境峰、江瑞坤 143
2.1
Harnly, J.A., “Risk Base
Prioritization of Maintenance Repair Work ”,
Process Safety Progress, Vo1.17, No.1, pp.32-
38, 1998.
2.1
S S1
S2
S3
S4
A A1
A2
G G1
G2
W W1
W2
W3
Harnly, J.A., “Risk Base
Prioritization of Maintenance Repair Work ”,
Process Safety Progress, Vo1.17, No.1, pp.32-
38, 1998.

144 修平學報 第九期 民國九十三年九月
製程FMEA團隊是跨部門的組織,
其成員要整合研發部門、 IE、生產計
劃、品管、裝配、製造、成會或行銷等
各相關有經驗的工程人員。以審慎周
詳、有系統的方式,依照過去累積的經
驗,以團隊的腦力激盪去思考,探索產
品於製程中所有可能發生失效的問題和
原因,並提供最適解決對策或預防措
施,使製程FMEA能有效預防故障及減
少損失,達成新產品可靠度的最佳適
化。
製程FMEA團隊比較類似專案式組
織,是一非正式編制組織,通常是依任
務需求而運作,例如:新產品的製程規
劃;另外,當產品嚴重失效,或製程不
良率居高不下,而此問題無法由生產製
造單位解決時,團隊的領導者或專案的
經理,會適時的召開「製程FMEA改善
協調會」,提出相關的預防措施與改善對
策,期能於最短時間內解決問題。
3.2製造流程或裝配過程之規劃
新產品經研發單位運用「設計
FMEA」技術且試製成功,品保工程師
審定新產品零組件與生產夾、模具的所
有藍圖後,接著FMEA團隊必須針對產
品的製造流程予以規劃,亦即進入新產
品量產前,應決定要完成產品所須經過
的加工製造程序。就本研究汽車引擎機
油泵於量產裝配前,其裝配主流程分七
個步驟,現簡介如下:(1)螺栓與機油
泵本體鎖緊(2)洩壓閥運作測試(3)
機油蓋與機油泵本體組裝鎖緊(4)扭
力、流量測試(5)定位栓壓入(6)濾
網壓入(7)雙頭螺絲鎖緊。每個流程依
功能需求再確定分項機能(細項流程)。
3.3擬定「製程FMEA」失效模式與效應
分析表
依不同之工序,將每一工序的製程
機能依裝配順序,逐一的予以列出,並
填入製程的失效模式及效應分析表(表
3.1~表3.7)。以引擎機油泵系統裝配此案
例,需經七個工序,每一工序有不同的
製程機能,每一製程機能各有其管理特
性(可能失效模式)。然後依次列出每一
管理特性(可能失效模式)所造成的影
響特性(車輛故障模式);其次,出現
此管理特性(可能失效模式)其可能發
生的原因為何;以及為了預防此管理特
性(可能失效模式)生產線上現行製程
預防措施或現行製程檢驗措施為何。盡
可能的以團隊的腦力激盪,尋找可能失
效模式、影響特性與失效原因。萬一,

生產線上出現前述現象,線上應如何採
取預防措施或何種製程檢驗。所有細項
內容,除了評價點之權值(S、O、D)
與危險優先度(RPN)尚未評估外,均
須巨細靡遺的填入製程的失效模式及效
應分析表內。
舉例而言,以工序1:螺栓與本體鎖
緊之製程(如表3.1),有兩項製程機能。
其製程機能(1)為:取洩壓閥、彈簧、
螺栓及油泵蓋之組裝;而製程機能(2)
為:洩壓閥組裝。造成製程機能(1)的
管理特性(或可能失效模式)有五項:
a.洩壓閥不良、b.洩壓閥反裝、c.彈簧不
良、d.彈簧格式不符合、e.螺栓扭力不足
或過大。此五項亦即經工序1之製程所生
產之產品,萬一發生失效問題,其可能
出現產品五種不良之現象,而這些不良
現象(可能失效模式),亦是現場管理人
員所須注意或檢驗之特性,故可能失效
模式於實務應用上稱為「管理特性」。
就製程機能(1)的五種可能失效模
式其中之一"a.洩壓閥不良"而言,如果產
品失效是因洩壓閥不良所引起,其影響
特性(或車輛故障模式)乃造成機油噴
出量會有過多現象;而其可能發生原因
乃操作員忘記組裝。為了預防因操作員
忘記組裝而造成洩壓閥不良的失效,現
行的製程檢驗措施有二個因應之道,"
Ⅰ.取物避錯裝置",亦即所有組裝零件
應設計定位放置並標示清楚;其次,"
Ⅱ.洩壓閥流量實施全檢",以低壓NG量
測所有洩壓閥之流量。如此防範措施可
避免因操作員忘記組裝而造成機油噴出
量過多,以致產生洩壓閥品質不良之失
效問題。
「製程FMEA」在汽車零件製造的實證研究:張燦明、吳英偉、何境峰、江瑞坤 145

146 修平學報 第九期 民國九十三年九月
3.1
(
)
(
)
SO D
RPN
a.
9 5
1.
2.
(
NG)
1 45
b.
9 4(
)
1 36
c.9 5 1 45
d.
9 4 2 72
( )
e.
9 5 2 90
f.
9 2 2 36
1
g.
9 4
1.
2.
(
)
2 72
S O D PRN

「製程FMEA」在汽車零件製造的實證研究:張燦明、吳英偉、何境峰、江瑞坤 147
3.2
(
)
(
)
SO D
RPN
a.
9 2
1.
(
)
2.
OK,NG
5 90
b.
9 2 (
)
5 90
2
c.
9 2 (
)
5 90
S O D PRN
3.3
(
)
(
)
SO D
RPN
a.
9 6 1 54
9
1.
2 5 90
b.
9
2.
5 1 45
9
1.
2 5 90
3
c.
9
2.
5 1 45
S O D PRN

148 修平學報 第九期 民國九十三年九月
3.4
(
)
(
)
SO D
RPN
a.
9 2 5 90
b.
9 2
( )
OK
NG
5 90
c.
9 2 5 90
4
d.
9 2(
)
5 90
S O D PRN
3.5
(
)
(
)
SO D
RPN
9 5 1 45 a.
9 3
1. 2.
3 81
9 5 1 45
5
b.
9 5 1 45
S O D PRN

「製程FMEA」在汽車零件製造的實證研究:張燦明、吳英偉、何境峰、江瑞坤 149
3.6
(
)
(
)
SO D
RPN
9 2 (
)
5 90
a.
9 5
1.
2.1 45
9 5 1 45
6
b.
9 5 1 45
S O D PRN
3.7
(
)
(
)
SO D
RPN
9 5 1 45 a.
9 2
1.
2. 5 90
9 5 1 45 b.
9 5
1.
2.2 90
9 5 1 45
7
c.
9 2 (
/3 )
5 90
S O D PRN

150 修平學報 第九期 民國九十三年九月
3.4 擬定風險優先度(RPN)評價基準
評估風險優先度(RPN)乘積值之
前,要先擬定製程FMEA風險優先度評
價基準之嚴重度(S)、發生頻率(O)
及檢測難易度(D),分別如表3.8、表
3.9與表3.10。表內的說明內容與評價
點,均由FMEA團隊共同協調擬定。
舉例來說,以嚴重度(表3.8)而
言,產品失效所造成的嚴重性,其評價
點從1至10,分別依失效嚴重程度的說明
予以給點,例如:(1)製造日期無法追
蹤,及(2)成車組裝外觀不良,但製品
原有機能或耐久性沒影響;其相對的評
價點為1~2點。至於(9)製品有嚴重之
洩漏,引擎油無法噴出,至(12)製品
內有嚴重干擾產生,引擎油無法噴出等
四項,其相對的評價點為9~10點。亦即
失效程度輕者給低分,例如:(1)~(4)
細項;而失效程度嚴重者給高分,例
如:(7)~(12)細項。至於(9)~
(12)細項其評價點是9~10點,到底要評
9點或10點,由FMEA團隊共同協商決
定。
同理可推,發生頻率(O)及檢測
難易度(D)亦是在團隊的合作下,決
定各項說明內容與相對評價點。
3.5 進行風險優先度(RPN)的評估
製程FMEA風險優先度的評估,乃
整合步驟3.3與步驟3.4。簡言之,乃將嚴
重度(S)、發生頻率(O)與檢測難易
度(D)等三種量表之評價點,藉由
FMEA團隊的會議,合理準確的填入製
程的失效模式及效應分析表之S、O及D
欄位內。亦即要決定產品所有失效所影
響特性的每項嚴重性(S),和其相對各
細項可能原因發生的頻率(O)以及現
行製程的預防措施和檢驗措施,對此失
效的檢測難易度(D),再將S、O及D等
三項的評價基準值予以相乘,進而計算
出各細項的風險優先度(RPN),然後確
定執行對策之順序及項目。RPN較高者
即為關鍵製程,必須優先採取對策,以
降低製程或產品失效之風險。
本研究以雙頭螺絲鎖緊製程(表3.7)
為例,說明風險優先度(RPN)的評價
過程。此製程機能是將雙頭螺絲鎖緊在
機油泵本體,其可能失效模式有三項,
分別為(a)鎖緊鈕力不良(b)鎖緊高
度的不良(c)螺牙精度不良。而(b)
鎖緊高度的不良,會造成汽車裝配廠於

成車組裝時之不良,此不良是屬於嚴重
度(S)表中9~10之第4小項,製品內有嚴
重干擾產生,引擎油無法噴出,經
FMEA團隊的討論並核對表3.8,其嚴重
性予以評定為"9"。造成鎖緊高度的不良
的可能發生原因有兩項,一為加工不
良,另一為鎖緊浮鎖。而此兩可能原因
其可能發生的頻率(O),經討論並核對表
3.9後,均評定為"5"。
最後,檢測難易度(D)的評價方面,
由於加工不良只需於現行製程預防措
施,實施加工工程點檢,即可予以發現
問題,經核對表3.10及討論後評定為
"1",表示很容易可檢查出問題所在。另
鎖緊浮鎖之問題,在現行製程預防措施
有每日產出的點檢與不良樣本的確認;
而現行製程檢驗措施只需有避錯功能即
可,故在檢測難易度(D)方面,由於可在
製程中輕易發現,故經討論後予以評定
為"2"。其RPN值分別為9*5*1 = 45與
9*5*2 = 90。此即表示鎖緊浮鎖之問題,
其RPN=90高於加工不良RPN=45,故在
此將雙頭螺絲鎖緊在機油泵本體之製
程,浮鎖是否鎖緊是關鍵製程之一。而
於此工序內,從表3.7很詳細且有系統的
每一可能失效模式,所相對的風險優先
度(RPN)。依此原則,機油泵系統裝配
的每個製程機能,均需列出所有可能會
發生失效的模式,然後相對影響車輛的
可能失效模式亦需全盤考慮,並給予嚴
重度(S)之評比,及其所有可能發生原因
的發生頻率(O)之評比,最後檢測難易度
(D)之評比,將評比S*O*D相乘積即為
RPN值。RPN值愈大則為關鍵製程,於
此裝配過程中乃須加強管制之流程。
「製程FMEA」在汽車零件製造的實證研究:張燦明、吳英偉、何境峰、江瑞坤 151
3.8 (S)
( )
1
1~2 2 ( )
3~43 ( )
4 ( )
55~6
6
7
7~88
9 ,
10 ( )
11 ,
.
9~10
12 ,

152 修平學報 第九期 民國九十三年九月
3.6擬定改善對策與效果確認
第一階段完成「製程FMEA」失效
模式與效應分析後,製程即可開始試量
產,所有與產品失效模式有關的製程預
防措施與檢驗措施,均應確實的予以落
實執行,藉此製程可順利的生產,並確
保產品之可靠度。如果製程不良率居高
不下或某些製程產生瓶頸時,製程
FMEA團隊應適時再集會,就現有的失
效模式與效應分析表,尋找是否可能有
遺漏或不足的防範與檢驗措施,或是設
備、人員、物料或環境等其他因素,應
如同前列步驟有系統的予以再探討評
估,並找出改善對策。
製程一旦進入量產後,公司欲使品
質再提昇,或是客戶的品質水準要求提
高,以戴明PDCA持續改善之原則,製
程FMEA團隊擬定修正與改善計劃,重
新對製程,再進行嚴重度、發生頻率與
檢測難易度的評估,再予衡量其RPN指
數,決定新的關鍵製程與相對預防措施
與改善措施,並對建議改善對策,採取
實際改善行動與確認改善成果。
3.7文件整理與建檔
配合QS 9000品質系統的條款規定,
整個「製程FMEA」的執行過程與最後
結果,均須將文件與資料彙整建檔,做
為產品從開發至生產的完整履歷,除提
供往後其它新產品研發與製程設計之參
考使用外,並可作為產品變更設計或產
品失效追蹤原因的依據。
4.結論與建議
3.9 O
1~2 1
3~42
5~6 3
7~84
9~105
3.10 (D)
1
.
a1~2
b
2 .
a ,3~4
b
5~63 ( . ..)
7~84
5
9~10
a .

(1) 藉由製程FMEA之技術,本研究解
決汽車引擎機油泵於量產裝配前,
決定機油泵裝配的整個詳細流程。
除找出裝配過程所有最可能造成產
品失效之原因外,並提出相對的解
決對策,例如製程預防措施與製程
檢驗措施。
(2) 新產品或零組件建立製程FMEA的
整個運作過程,包含所有的文件與
資料,均予以書面化並建檔管制。
除利於進入量產後,產品發生失效
原因之追蹤外,並可作為將來新產
品研發或變更設計的依據或參考。
(3) 藉由製程FMEA的規劃與實施,可
提早發現製程加工前的可能問題與
預防解決對策,避免事後一再地修
改與追錯。由於製程FMEA具有防
範功效,不僅降低因產品失效所引
發各種機會成本,並可提高品質。
要使顧客的滿意度能最大化,品質
的創新與製程的改善是永無止盡
的,在利潤最大化的目標下,以製
程FMEA尋找最妥善加工方法,使
產能最效化並提高產品可靠度。
(4) 製程FMEA看似原理簡單,然要能
成功有效的運作,必須藉由FMEA
團隊的協調合作,藉由成員的集思
廣益找出所有可能造成製程失效的
模式與原因,尋找最適改善對策,
並詳盡的規劃,落實的改善行動,
適時的追蹤檢核導正,確定改善效
果後,予以訂定製程標準作業程序
(SOP),並能在戴明PDCA的管理循
環下,重新的評估RPN指數,尋找
可能潛在的問題。
(5) 本研究以「製程FMEA」的實證為
主,礙於時空限制,未能探討引擎
機油泵的「設計FMEA」。建議後續
研究者可嘗試從設計到製程,有一
系列的FMEA的探討。進而探討此
兩者是否有關聯?其程度又如何?
以整體一貫FMEA的研究似尚未見
國內外學者涉及,此領域是值得探
討之新一領域。
(6) 建議實務界之管理者,亦應嘗試建
立一套完整從設計F M E A到製程
FMEA,而製程FMEA或應包含進料
FMEA、檢驗FMEA與試驗FMEA。
另應建立一套完整的FMEA系統資
料庫,以配合各種品質系統建立文
件之要求。
「製程FMEA」在汽車零件製造的實證研究:張燦明、吳英偉、何境峰、江瑞坤 153

154 修平學報 第九期 民國九十三年九月
致謝
本文誠摯感謝兩位外校匿名審查委
員之寶貴意見,不僅使本研究更臻完
備,且使末學於論文之編寫更獲寶貴經
驗。
參考文獻
〔1〕 周錫英、張起明合著,「實施失效
模式、效應與關鍵性分析(FMECA)
之功能、需求與步驟」,品質管制月
刊,第三十卷第十二期,pp.75-83,
1994。
〔2〕 Ireson, W. G. and Coombs, C. F.,
Handbook of Reliability Engineering
and Management, McGraw-Hill Inc.,
1988.
〔3〕 Deshpande, V. S. and Modak, J. P.,
"Application of RCM to a Medium
Scale Industry," Reliability
Engineering & System Safety, Vol.77,
No.1, pp.31-43, 2002.
〔4〕 Chrysler, Ford Motor and GM.,
Potential Failure Mode and Effects
Analysis (FMEA), Automotive
Industry Action Group, 2001.
〔5〕 Crown, P.L., "Design Effective
Failure Mode and Effect Analysis,"
Proceedings Annual Reliability and
Maintainability Symposium, pp.70-74,
1969.
〔6〕 MIL-STD-1629A, Military Standard
Procedure for Performing a Failure
Mode, Effects and Criticality
Analysis, Department of Defense,
Washington, DC, 1980.
〔7〕 Ford Motor Company, Potential
Failure Mode and Effects Analysis,
Instruction Manual, Ford Motor
Company, 1988.
〔8〕 IEC 812, Analysis Techniques for
System Reliability-Procedure for
Failure Mode and Effects Analysis
(FMEA), Geneva, Switzerland, 1985.
〔9〕 Mattson, F., "An Introduction to Risk
Analysis for Medical Devices",
Compliance Engineering, 11/12,
pp.47-57, 1995.
〔 10〕 Benjamin, D. M., "Reducing
Medication Errors and Increasing
Patient Safety: Case Studies in
Clinical Pharmacology," Journal of

Clinical Pharmacology, vol. 43, no. 7,
pp. 768-783(16), 2003.
〔11〕 Vandenbrande, Willy W., "How to
Use FMEA to Reduce the Size of Your
Quality Toolbox," Quality Progress,
Vol.31, No.11, pp.97-100, 1998.
〔12〕 吳世芳,「設計FMEA之實施流
程」,品質管制月刊,第二十九卷第
九期,pp.42-53,1993。
〔13〕 林秀雄,「設計FMEA、製程
FMEA不良模式與效應分析」,新知
企業管理顧問公司,台北市,
1995。
〔14〕 鈴木順二郎、牧也鐵治、石版茂
樹合著,「FMEA、FTA實施法」,
先鋒企業管理發展中心譯,修訂五
版,和昌出版社,桃園龍潭,
2000。
〔 15〕 Harnly, J. A., "Risk Base
Prioritization of Maintenance Repair
Work," Process Safety Progress,
Vo1.17, No.1, pp.32-38, 1998.
「製程FMEA」在汽車零件製造的實證研究:張燦明、吳英偉、何境峰、江瑞坤 155

156 修平學報 第九期 民國九十三年九月