Embed Size (px)
Citation preview
Software Development.
The use of a virtual
machine to combine real
control with the real field
bus in the development
phase opens up new
horizons. Production
scenarios can be created on-screen to test the functions of the controller under
realistic conditions. The simulation employed for this works in real time and
ultimately accelerates commissioning of the real machine.
Flight Simulator forInjection Molding Machines
Machine controller with touchscreen operator interface and real-time Ethernet bus(photos: KraussMaffei)
GÜNTHER GRIMM
GEORG HOLZINGER
STEFAN MOSER
Virtual reality in injection molding –it sounds like science fiction but itis reality at KraussMaffei: the soft-
ware developers at the Munich-based ma-chine manufacturer use virtual injectionmolding machines to develop, test andcommission control functions. Coupledto a real MC5 controller, the simulationprogram facilitates detailed studies ofcomplex machinery and mold move-ments, shortens development time andspeeds up the commissioning of the in-jection molding machines at the cus-tomer’s. All this is possible because thesoftware-generated physical behaviormodel moves in real time and is operat-ed under open and closed loop controlby the MC5 controller. KraussMaffei de-
veloped this simulation program forinjection molding machines using ISG-virtuous software from IndustrielleSteuerungstechnik GmbH (ISG), Stutt-gart, Germany.
A Difficult Matter
Simulation of processes or technicalworkflows, crash tests or flow patterns isnow established practice in many fields
and industries. Computer simulation, inwhich a computer model takes the placeof a real machine for example, allowsprocesses or experiments to be conduct-ed in real time. However, the controls forcomplex production installations are nowbecoming more difficult than ever to de-velop. Injection molding machines, forexample, require a great many differentoperating conditions and mold move-ments to be coordinated (Fig. 1). Not to
20
I N J EC T I ON MOLD ING
© Carl Hanser Verlag, Munich Kunststoffe international 4/2011
Fig. 1. Physical simulation factors inhydraulic and me-chanical processesin modern injectionmolding machines
Translated from Kunststoffe 4/2011, pp. 39–44Article as PDF-File at www.kunststoffe-international.com; Document Number: PE110738
20-24_PE110738_PE4 13.04.2011 7:24 Uhr Seite 20

21
I N J EC T I ON MOLD ING
>
Kunststoffe international 4/2011
mention integration of the workflows ofperipheral devices. This is especially trueof specialty processes such as compres-sion molding or insert molding, and ofspecialty molds, such as cube molds.
To be sure, the control software forsuch specialty processes is probably as ad-vanced as that of standard machines.However, specialty processes undergo farmore continuous development than stan-dard methods. And almost any process
improvement necessitates a correspond-ing adjustment to the software. Asidefrom that, the control software itself is noless complex than the actual processes andthe machines specially designed for them.It is therefore no surprise that controllersin such cases are tested and optimized on-ly in extremely realistic conditions. Thistime-consuming and ultimately expen-sive approach can be significantly short-ened with the aid of simulation software(Fig. 2).
Review: Logical Simulation Says“Yes” or “No”
A common procedure for testing controlsoftware is that of logical simulation. Init, only the inputs and outputs of the con-troller are interrogated. If a signal is con-firmed, the simulator assumes that thedownstream components comply withexpectations, too. In other words, whenthe simulator transmits data back to thecomputer, the logical conclusion is that a(real) machine is now executing a move-ment. For example, a controller actuatesa valve which closes a mold. Once it isclear that the valve has been switched on,an analog output is incremented to sim-ulate a closing movement. Another, asso-
ciated signal is in turn conveyed to thecontroller.
The logical simulator thus essentiallyconstitutes an idealized, highly simplifiedinjection molding machine. Not to puttoo fine a point on it, the logical simula-tor checks only that the hardware connec-tions and the (planned) switching in thecontroller are correct.
The interaction with the hardware stillcannot be tested at this juncture. Design-
ers and software developers work handin hand, but software development andmachine construction tend to proceed inparallel. On the other hand, only a realmachine can properly test and optimizecomplex control software (Fig. 3). Conse-quently, the functionality test must be de-ferred until the injection molding ma-
chine has been fully assembled. All of theabove, of course, applies primarily to spe-cialty processes and less so to standardmachines, whose controllers are some-what more mature.
The “moment of truth” comes whenthe control software is loaded and the firststartup is imminent. Especially with com-plex systems, it is not uncommon for pre-viously unidentified errors to halt furtherprogress. This becomes a real problem ifthe machine is already at the customer’sand the specialists are still making the fi-nal adjustments when the machine couldactually be in production.
Preview: Virtual Reality on theDesktop
Deliberations about how to eliminate thebulk of these problems led to the idea ofusing improved simulation to test theprocesses in and around a machine moreaccurately and faster. A particular goalwas to bring forward in time the func-tionality tests in order that the controlsoftware could be optimized earlier andmore accurately.
Accurate workflow simulation requiresa higher information density, however,because the machine control simply re-quires much more than just control in-formation. It involves a database holdinga plethora of data on individual compo-nents and machine elements, such ascylinder diameter, flow rates and traveldistances. The data are parameterized inorder that the characteristics entered viathe display may be converted into signals.Thus, the controller converts a speed in-
Fig. 2. For complex workflows, the simulation cuts down on test and startup effort on the real installation
Fig. 3. Complex process engineering requires verified and reproducible machine functions for dependable parts production
20-24_PE110738_PE4 13.04.2011 7:24 Uhr Seite 21

22
I N J EC T I ON MOLD ING
© Carl Hanser Verlag, Munich Kunststoffe international 4/2011
put into a corresponding volumetric flowrate. To be able to do so, it needs infor-mation about the cylinder diameter, thehub and the pump performance, etc.
Eventually, it was decided to connect aphysical behavior model to a real con-troller to perform virtual testing of thesoftware functionality; essentially, thegoal was to build a desktop injectionmolding machine (Fig. 4). This would en-able the background processes to be sim-ulated much more accurately and ingreater detail. Moreover, errors in the sys-tem and their consequences would be re-producible – in the manner of the con-version procedure which occurs in a con-troller, but with much greater accuracythan is possible with a logical simulator.
A block-diagram-based simulationsoftware was used to build up a compo-nent library that can generate a physical3-D behavior model of a molding ma-chine. The overall model consists of morethan 8,000 mathematical blocks.The soft-ware, which runs on a standard PC, sim-ulates the model cyclically every 500 ms.The simulation program is connected tothe MC5 controller by a real-time bus,and exchanges approximately 800 I/O sig-nals with the controller. A unique featureis the real-time-capable dynamic modelsstored in the software that facilitate dy-namic imaging of a complex clamp mech-anism (Fig. 5).
8,000 Mathematical Blocks inthe Database
A hydraulic cylinder usefully illustratesthe effort involved. Consisting of me-chanical parts, it can be described by the
surface area of the ring and the piston.Further criteria are the stroke, static anddynamic friction at the sealing surfaces,damping, oil volume and finally the massof the piston rod and piston. Each of thesevariables can be described by mathemat-ical equations. These results are groupedtogether to yield a block that is stored inthe database.
Depending on the size of the real ma-chine element, namely the “hydrauliccylinder,” the actual parameters are en-tered later during the simulation. Now, ifthe (real) controller signals to the simu-lation program that a valve is open, thesimulation program responds in real timeby allowing (virtually) a volumetric flowof hydraulic oil. Since it is known how thepump is actuated, this information canbe used in conjunction with other char-acteristics (line cross-sections) to calcu-late the flow rate. When the oil meets thecylinder, the surface area description canbe used to calculate the force with whichthe piston is moved. This yields the forceacting on the moving mold platen. Theseand other data can then be used to deter-
Fig. 4. Stefan Moser (left) and Günther Grimm with the MC5 machine control and physical simulation(in the background)
mine, e. g. the tiebar extension. This se-quence can be transferred analogously tothe other machine and mold movements(Fig. 6).
Virtual Reality Yields RealisticResults
The combination of simulation softwareand real machine control offers many ad-vantages. The first is shorter developmenttime and faster startup. In collaborationwith construction and engineering de-partments, complex movements can bereviewed at the development stage andmodified as necessary. Control functionscan be tested and optimized independ-ently of the real machine. Nor should thepossibility of doing “dry runs”on process-es involving compression variants or spe-cialty molds be underestimated.For – andthis will interest injection molders – thesettings identified in the simulation canbe copied 1:1.
Similar considerations apply to start-up. Thanks to the simulation, individualfunctions can be adjusted before the realmachine is switched on (Fig. 7). For costreasons alone, this is an important aspectbecause,once the machine is with the cus-tomer, it should be producing moldedparts. Nor is process safety ignored, asborderline situations can also be tried outon the desktop. Suppose that the instal-lation is designed for a bulky cube mold;in that case, care must be taken to ensurethat the machine and the mold will inter-act without colliding. Real-time simula-tion allows the correct settings to be de-termined in advance – e.g. in injectioncompression molding where the clamp-ing movement must be defined precisely.A further cost factor, in addition to thetime expended, is the material consumedby test runs during startup.
Defects, such as a failed valve can alsobe simulated selectively in order that themachine’s behavior in an emergency maybe emulated. This exercise yields infor-mation which is crucial to the program-ming of error messages, and to design.Moreover, the simulation program canzoom in on individual areas of the ma-chine to provide detailed observations ofthe interaction of individual components.That is not possible on a real machine, atleast not without possibly destroying in-dividual machine components.
Pre-production, especially with largemachines, is important. Here, the simu-lation program supports optimization ofthe heating phase, for example. If itemerges that the chosen approach will fail
KraussMaffei Technologies GmbHD-80997 Munich / GermanyTEL + 49 89 8899-0> www.kraussmaffei.com
Industrielle Steuerungstechnik GmbHD-70174 Stuttgart / GermanyTEL +49 711 229923-0> www.isg-stuttgart.de
Contacti
20-24_PE110738_PE4 13.04.2011 7:24 Uhr Seite 22
23
I N J EC T I ON MOLD ING
>
Kunststoffe international 4/2011
to yield the desired effect, the virtual ma-chine can be stopped and the heating pro-gram can be simply switched off. The in-stallation cools off at a keystroke, as itwere. Thus, a fresh heating experimentcan be carried out within a few seconds.In real life, it might take hours for themold to cool.
Troubleshooting and Trainingwith the Simulator
If a customer’s machine fails to deliver theexpected behavior at a certain operatingpoint, the data can be fed into the simu-lator.Where possible, the customer couldkeep producing with a different mold orby circumventing the operating point inquestion. In the meanwhile, at Krauss-Maffei – or even locally on a laptop – thecause could be examined and eliminatedon the simulator.
Support for new customer projects isalso part of the service. Whether aprocess has been developed further or a
new technology needs to be implement-ed – the physical behavior model is suit-able. For, KraussMaffei can access thestored machine data, generate possiblyother (virtual) components and help inadvance with adjustments to both the
control software and the necessary work-flows.
Finally, the combination of machinesimulation and real control lends itself toeducational and training purposes.Clearly, the training of operating person-
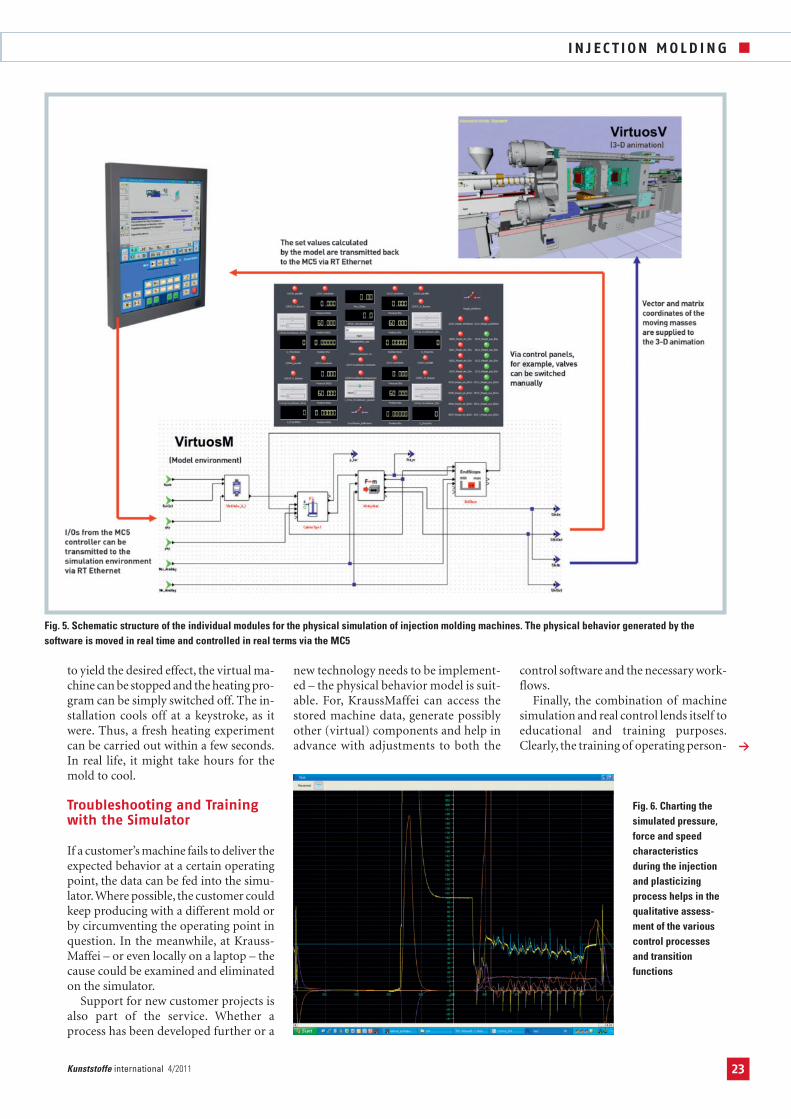
Fig. 6. Charting thesimulated pressure,force and speedcharacteristicsduring the injectionand plasticizingprocess helps in thequalitative assess-ment of the variouscontrol processesand transitionfunctions
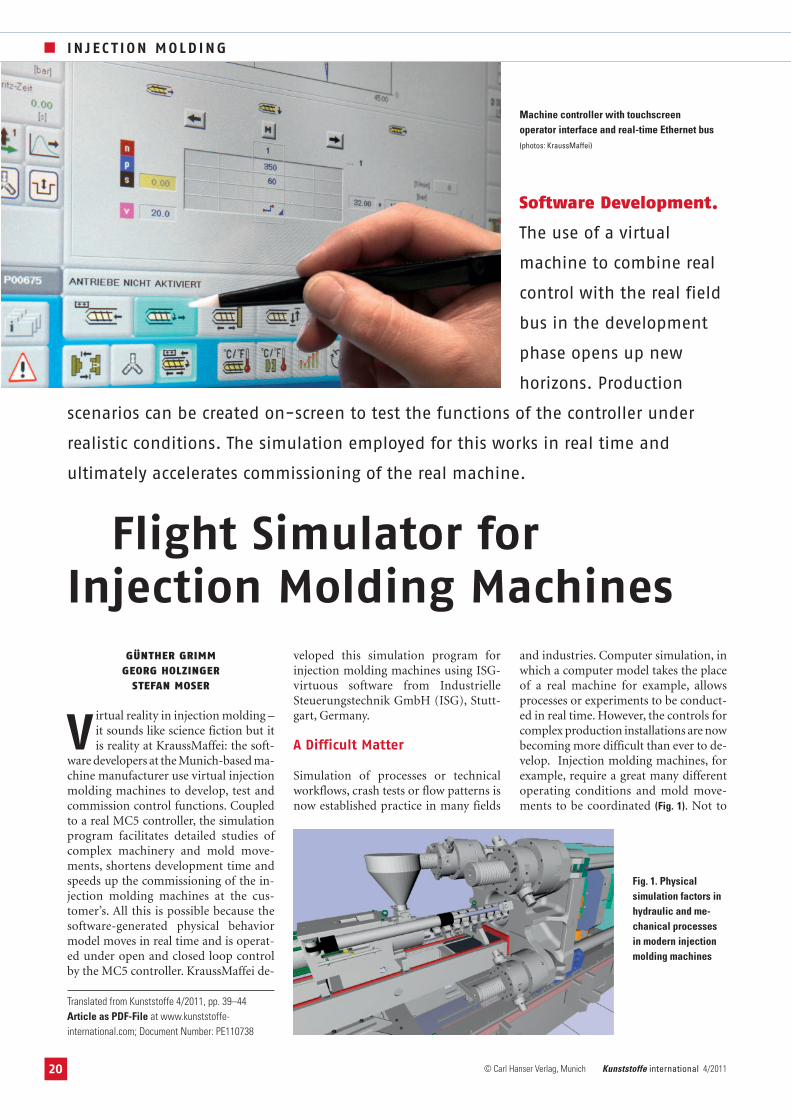
Fig. 5. Schematic structure of the individual modules for the physical simulation of injection molding machines. The physical behavior generated by the software is moved in real time and controlled in real terms via the MC5
20-24_PE110738_PE4 13.04.2011 7:24 Uhr Seite 23

24
I N J EC T I ON MOLD ING
© Carl Hanser Verlag, Munich Kunststoffe international 4/2011
nel on an expensive machine is an un-popular task. In some circumstances, themachine might have to be taken out ofproduction, and there are limits on theextreme situations which can be conjuredup in practice. In contrast, realistic train-ing on the PC in real time with a real ma-chine controller poses no risks. In this re-spect, it is certainly not too far-fetched tocall this a flight simulator for injectionmolding machines. After all, pilots usecomparable systems to train (in thebroadest sense) both flight routines andapproaches to airports with which theyare unfamiliar.
Virtual reality in the form of real-timesimulation of an installation in real timealso lends itself to retrofits. Whether thisinvolves the development of software, orthe adaptation of a new process on an old-er machine with appropriate software ad-justment – anything is possible, even if ul-timately a decision has to be made in in-dividual cases as to whether a retrofit isappropriate.
Outlook
It may sound utopian, but the use of soft-ware to simulate injection molding ma-chines with the aid of a real controller issurely only the start of a new develop-ment. True, the program does not yet al-low integration of the actual injectionmolding process. But that would appearto be only a matter of time. The program
presented here did not run on a standardPC three years ago. It has been success-fully used for a year now in practice.
One thing must be stressed at the end:simulation is not a substitute for eitherexperiments or startup. But it supportsthem. The very fact that system checkswhich are related to startup and are oftenvery extensive can be brought forward intime is a huge advantage for customersand machine manufacturers alike. Thetime savings accruing from the transferof a production-ready injection ultimate-
ly pay off for the user in the form of im-proved productivity. �
THE AUTHORS
GÜNTHER GRIMM, born in 1960, is Head of Soft-ware & Control Engineering at KraussMaffei Tech-nologies GmbH, Munich, Germany.
DIPL.-ING., MBA GEORG P. HOLZINGER, born in1964, is Head of Research & Development in thesame company.
STEFAN MOSER, born in 1980, works as a techni-cian in the department of Control Engineering/Simu-lation Development in the same company.
Fig. 7. SpinForm machines for complex multi-component applications can be commissioned quickly and effectively
after simulation
20-24_PE110738_PE4 13.04.2011 7:25 Uhr Seite 24