Embed Size (px)
Citation preview

fl DE.PROYECTOS DE AHORRO DE ENERGIA
CASO: I-DV-95
BECTON DICKINSON DE MEXICO, S.A. DE C. V.
.. OBJETIVO. . ANTECEDENTES.
La implementación de un Programade Ahorro de Energía Eléctrica, aunadoal sistema de manufactura deBecton Dickinsonde México(Planta Cuautitlán), no solocubriría las expectativas deahorro de consumo, sino queademás, sus beneficios seríanextrapolados con resultadosmuy importantes en términosde incremento de produc-tividad, implementación delsistema de aseguramientode calidad, reducciónde costosde mantenimiento, liberaciónde recursos financieros enproyectos y seguridad ope-rativa.
Becton Dickinson de México, es una em-presa que pertenece a la rama industrialde
- - -

FIDE.
plásticos y su giro principal es lafabricación de jeringas desecha-bles de 1,3,5,10 Y20 mi, ademásde agujasdentalesy agujasempa-cadas para repuesto. Esta em-presa se encuentra ubicada en:Carretera México- Querétaro km.37.5, Cuautitlán Izcalli, Edo. de'México.
n
Cabe mencionar que el diagnósti-co energético fue realizado conrecursospropiosde la plantay quela aplicación de medidas fuefinanciadapor el FIDE, lográndoseahorros en demanda de 572 kW, y en con-sumo de 3,818,110 kWh/año.
En el diagnóstico energético se encontraronen promedio los siguientes parámetroseléctricos:
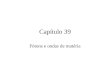
. DIAGRAMA DE FLUJO.
Se distinguen seis departamentos princi-pales:
CiliNDRO
1. Moldeo; que fabrica la funda, pabellón,pistón y cilindro.
2. Tubo; que fabrica los tubos en diferentesdiámetros y longitudes, para fabricar lacánula afilada.
3. Cánula; en este departamento se afilanlas agujas.
4. H-1000; aquí se realiza el ensamble de laaguja con el pabellón y la funda, ademásdel empaque de la aguja dental y lasagujas de repuesto.
5. Plastipack; realiza el marcaje y ensambledel cilindro con pistón, tapón y aguja,además del empaque de la jeringa.
6. Esterilización; realiza el proceso deesterilización además del empaque final.
TAPaNCANUlA AFINADA
FUNDA
PABEllON
CONCEPTO PROMEDIOI
Demanda Facturable 2,872.48 kWI
I
Consumo total1,149,225.0 kWh iFactor de potencia 70.78 %
Factor de cargaI
78.12 %¡ I

flDE.
DEPTO. DE MOLDEO
MOLDEADOFUNDA
DEPTO. H-1000
o OPERACION
CJ INSPECCION
TRANSPORTE
V ALMACENAMIENTO
DEPTO. DE MOLDEO
MOLDEADOPABELLON
MOLDEADOPISTON
MOLDEADOCiliNDRO
DEPTO. PLASTIPACK DEPTO. ESTERILlZACION
LAVADOY SECADODE TAPON
. DESCRIPCION DEL PROCESO.
Enseguida se da una breve explicacióndel proceso que se realiza en cada depar-tamento, así como el equipo más importantetomado para realizar el estudio energético.
f'. DepartamentodeMoldeo.
En la sección de inyección se tienen variasmáquinas de inyecciónde diferentes marcas
ESTERILiZACION
MARCADO
CUBE PACK
PRODUCTOTERMINADO
DEPTO. DE TUBO
LAVADOSWECO
DEPTO. DE CANULA
y capacidades. Estas máquinas estánconstituidasde dos partes básicas: la unidadde inyección y la prensa hidráulica.
FORMADO DETUBO
SOLDADO DETUBO
ESTIRADO DETUBO ENHORNO
ESTIRADOSIX PASS
CORTE DETUBO
El proceso se inicia en el momento que seacciona la unidad de prensa para desplazarel molde móvil,hasta que lo une con el moldefijo. Una vez acoplados los moldes, se in-yecta polipropileno fundido a presión alta.A continuación, la unidad de prensa y la deinyección disminuyen su presión. Posterior-

flDE.mente se realizael enfriamiento delos moldes, la remoción del caloren el lado fijo es controlado por elSterlco, que es una unidad decontrol de enfriamiento; mientrasque en lado móvil se hace circulardirectamente a través del molde,agua proveniente de las unidadesde refrigeración. En ambos casosel control es de tipo ON-OFF.
En paralelo, se realiza la carga delos pellets en la unidad decalefacción para fundir el po-lipropileno. poco antes de concluirel enfriamiento, se realiza la descompresiónen la unidad de inyección para permitir laapertura del molde móvil y expulsar las pie-zas de forma módica con aire comprimido.
Departamento de Tubo.
El proceso se inicia con el suministro de flejede acero inoxidable, el cual es rolado ysoldado en dos máquinas, de tal forma quese produce un tubo. Posteriormente, estetubo pasa a un sistema de tratamientotérmico para solubilizar los carburos en elacero, para obtener las propiedades me-cánicas en el proceso de estirado. El tra-tamiento se hace en un horno cuya salidaestá conectada a una tina de enfriamiento.A continuación, se realiza la limpieza de lasuperficie exterior del tubo haciéndolo pasarpor una cama de trigo.
El paso siguiente es el estirado del materialque consistede 8 preestiradosy 5 estirados,hasta obtener el calibre requerido. Algunasveces, es necesario pasar por las máquinasde calibración final, denominadas Six-Pass,previo tratamiento térmico. Finalmente secorta el material a la longitud requeridamediante dos cortadoras automáticas.
Departamento de Canula Afilada.
Al principio se envía la cánula cortada a unamáquina para su enclipado, afilado con pie-dra y limpieza mediante un lodo especialinyectado a alta presión y su posteriordesenclipado.
Para realizareste proceso,existen máquinasSag y Pivot que cuentan con motores, unsistema de bombeo de Iodos y de filtradollamado Cyclomation y un sistema de airecomprimido con cuatro compresores.
La cánula afilada se somete a un lavado ensolución de ácido sulfúrico, a esta secciónse le denomina "bulketch". Se pasa a lavadoen máquina con una solución de ácidosulfúrico, clorhídrico, agua y detergente, seenjuaga con agua a alta presión 3 vecesdurante cinco minutos cada vez, con elobjeto de eliminar cualquier rebaba en elinterior o en el exterior de la cánula. Se secaen centrífuga antes de pasar a inspección.
Departamento de H-1000.
Se cuenta con dos máquinas Nip Une, total-mente automáticas. El proceso se inicia con

fl DE.
la alimentación del pabellón a una tolva quecoloca grupos de 12 pabellones en basesespeciales,después se pone la cánulay unagota de resina epóxica. Para verificar queno se encuentre obstruido el ducto de lacánula, se inspecciona con una fotocelda.
Posteriormente, se pasa a un horno para elsecado de la resina epóxica. Se lubrica laaguja con silicón utilizando aire comprimidopara retirar el exceso de lubricante en el in-terior de la aguja y se coloca la funda paraprotegerla. Una parte de la producción pasaa ensamble con el resto de la jeringa, en eldepartamento de Plastipack, la otra porciónse envía a las máquinas de empaqueMultivac.
El paso de ensamble consiste en laalimentación de una película plásticatransparente, en la cual por calentamiento,vacío y sobrepresión se forma en un moldela cavidad donde se coloca la aguja ensam-blada. Se sella el empaque con papel impre-so, utilizando resistencias y aire a presión.Las cajas selladas se envían al departa-mento de esterilización.
Departamento de Plastipack.
Los cilindros se alimentan a una tolva ypasan a un tazón de alimentación en dondecon un vibrador y varios sopladores de airecomprimido se acomodan en posiciónvertical para pasar a un puente de trans-portación.
De aquí pasan al tratamiento corona, dondese utilizan sopladores de aire comprimidopara la alimentación y para el acomodo delcilindro en la posición adecuada para eltratamiento. En esta sección se expone lasuperficiedel cilindro a radiación ultravioleta,con el fin de obtener tensión superficial parauna mejor adherencia de la tinta. Se impul-san los cilindros hacia el carrusel de marca-do, donde se ponen en contacto con unaplantilla entintada para realizar la impresión.
Se pasan las piezas a secado en un horno,que utiliza aire caliente. Al final se inspec-cionan antes de pasar a la sección de ensa-mble.
Departamento de Esterilización.
A los productos queprovienende los depar-tamentos de Plasti-pack, (jeringa empa-cada) y de H-1000, seles coloca un indicadorbiológico, el cual con-tiene la espora de unbacilo de mayor resis-tencia a los desin-fectantes. En la cámarade esterilización, seprocesan los lotes alvacío, al alcanzar estapresión, simultánea-mente, se introduce

F'DE.
vapor para producir un "inflado" en el papelde la jeringa empacada.
Este proceso dura una hora aproximada-mente.
Se coloca el producto en el área de cuaren-tena. y paralelamente se efectúan inspec-cionesy pruebasde laboratorioparaverificarsu esterilización. En caso de no cumplir conlas especificaciones marcadasse reprocesatodo el lote.
Después de la esterilización, se realiza elempaque en la máquina Cube Pack, que lecoloca una cubierta plástica a la caja paraevitar su humidificación.
el diagnóstico energético, las cuales fueronfinanciadas por el FIDE.
1.- Actualización de la Instalación Eléc-trica de la Planta.
El estudio realizadoverificóque la instalacióneléctrica de la planta sufrió diversas modifi-caciones. Por ejemplo, una serie de incre-mentos de carga, anexo de 2000 kVA en elsistema de 4,160 V, lo cual produjo va-riaciones en el estudio de corto circuito y enla memoria de cálculo de las capacidades.Todo lo anterior no fue documentado.
La actualización de los planos y memoriasde cálculo permitirá identificar las instala-
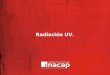
CONSUMO POR DEPARTAMENTO. n25.3%
. MOLDEO
. SERVICIOS ENERGETICOS
. ALUMBRADO
. PLASTIPACKy H-1000
. VENTILADORESY EXTRACTORES
. BIOXON
. ESTERILIZACION
. OPORTUNIDADES DE AHORRO.
Enseguida se describen las medidas deahorromás rentablesencontradasdurante
16.63%
6,002 MWh/año
3.349 MWh/año
2,199 MWh/año
922 MWh/año
553 MWh/año
185 MWh/año
28 MWh/año
ciones mal calculadas que provocandesper-dicio de energía y condiciones inseguras.Además, proporcionará al personal de man-tenimiento información actualizada referentea la situación eléctrica de la planta, que re-

oFIDE.
dundará en el aumento de eficienciade las labores administrativas ytécnicas de área, lo cual se reflejaráen ladisminuciónde tiempos muertosde producción, de costos de mante-nimiento de equipos e instalacionesy en el mejoramiento de la calidaddel suministrode la energía eléctrica.
2.- Corrección del Bajo Factor dePotencia.
En el estudio se pudo observar quelos bancosde capacitoresse encuen-tran conectados muy lejos de los motores,por lo que la corriente reactiva de loscapacitores está viajando desde el bancohasta el motor, a través de los cablesalimentadores del mismo, por lo que estosconductores se encuentran más saturadosde corriente, aumentando así sus pérdidaspor efecto Joule.
eDebido a lo anterior se recomendó instalarpequeños bancos de capacito res cercade los motores, logrando con esta medidacorregir las pérdidas por efecto Jouley además elevar el factor de potencia,teniendo como beneficio adicional la nopenalización por bajo factor de potencia.
3.-0ptimización del Sistema de Alum-brado.
Durante diversos recorridos realizados en laplanta se observó que la mayoría de losluminariosestaban en pésimas condiciones,ademásdebidoa diversasmodificacionesdela planta el nivel de iluminación ya no era eladecuado; por ello se recomendó cambiarel sistema de iluminación y además sustituirlas lámparas convencionales por lámparasdel tipo ahorrador de energía.
o
4.- Control de Flujo por medio de unVariador de Velocidad para Sistema deAgua Cruda.
Se detectó que la cantidad de flujo de aguaque requiere la planta no es la mismadurante el día, por lo que el sistema de bom-beo se encontraba trabajando a diversasfactores de carga. La recomendación fueinstalar unvariador de velocidad para poderregular el flujo de agua, en lugar del sistemahidroneumático que se venía manejando.
5.- Optimización de Chillers y Torre deEnfriamiento.
Se recomendó la automatización de lasunidades de refrigeración y de las torres deenfriamiento, utilizando sistemas de controla base de PLC y computadora, operado porun software especializado. Todo lo anteriortendría como beneficio la medición, controly optimización de los parámetros de ope-ración y mantenimiento de las unidades derefrigeración y de las torres de enfriamiento.
6.- Optimización de Compresores de Aire.
Se hizo la misma recomendación que paralos chillers y la torre de enfriamiento, ya que

FI DE.n
.RESUMEN.mediante el estudio se determinó que eranecesario bajar la presión de operación,optimizar la red de distribución de airecomprimido, cortar el suministro de aire asopladores no indispensables, durante elparo de máquinas en Plastipack.
Acontinuación se muestra la tabla resumende las medidas aplicadas en la planta deBecton Dickinson,en donde se puede obser-var los beneficiosalcanzados:
ACTUALlZACION DE~LACION
ELECTRICA DE LAPLANTACORRECCION DEL
)R DEPOTENCIA
I
OPTIMIZACION DEL3 SISTEMA DE
ALUMBRADOCONTROL DEFLUJO PORVARIADOR DE
4 I VELOCIDAD PARAI SISTEMA DE AGUA
292,320.00 184,161.60 0.63609,000.00
...
10 22,400.00 0.5388,000.00 42,240.00
FIDEICOMISO PARA EL AHORRODE ENERGIA ELECTRICALeón Tolstoi No. 22, 4° piso.
Col. Anzures. México, D.F.C.P. 11590 Tel.: 5545 2757Consulte nuestra hoja web:http://www.fide.org.mx
.CONCLUSIONES.
Observando la tabla anterior se puedeconcluir que las medidas aplicadas en estaplanta fueron altamente rentables, ya queaunque la inversión fue de $1,003,760.00,el ahorro alcanzado fue de $1,990,264.8por lo que el tiempo de recuperación totaldel proyectofue de medioaño, muyatractivo.
I I
CRUDA I III
OPTIMIZACION DEI I
5 CHILLERSy TORRE 153 I 784,380.00 376,502.40 248,855.60 I 0.66I DE ENFRIAMIENTO I
OPTIMIZACION DE I
6 COMPRESORES DE 127 502,730.00 241,310.40 128,343.60 0.53AIRE
TOTALi 572.00 3,818,110.00 '1,990,264.80 1,003,760,80 I 0.50
I I I