Embed Size (px)
Citation preview

10/15/2013
1
FastenersWhen putting things together, there are many kinds of fasteners from
which to choose
GLOSSARY OF TERMS
ASTM AMERICAN SOCIETY FOR TESTING MATERIALS (CHEMICAL AND PHYSICAL SPECIFICATIONS)
ANSI AMERICAN NATIONAL STANDARDS INSTITUTE( DIMENSIONAL SPECIFICATIONS)
SAE SOCIETY OF AUTOMOTIVE ENGINEERSSPECIFICATION OF GRADE 5 AND GRADE 8 HARDWARE
ASME AMERICAN SOCIETY OF MECHANICAL ENGINEERS
ISO INTERNATIONAL ORGANIZATION FOR STANDARDS
10/15/2013
2
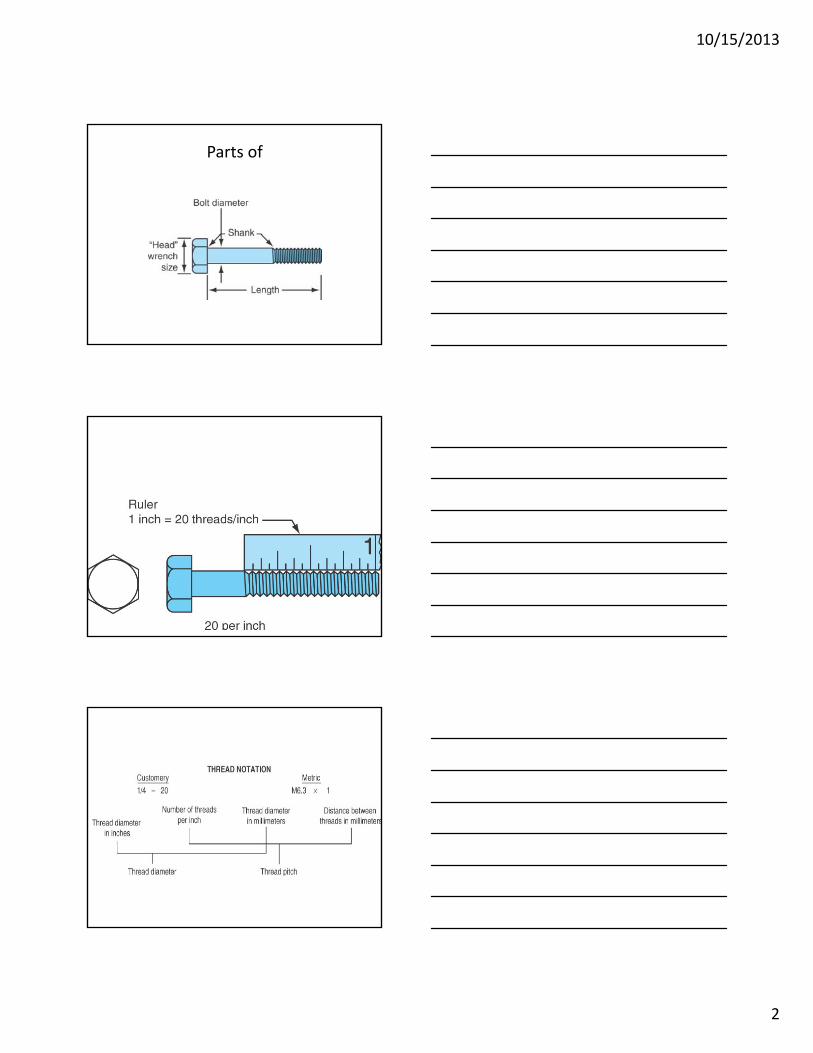
Parts of

10/15/2013
3
• Thread Count (TPI)
• TPI stands for Threads Per Inch. This is simply a count of the number of threads per inch measured along the length of a fastener. TPI is used only with American f M i F h dfasteners. Metric Fasteners use a thread Pitch (see below). In general smaller fasteners have finer threads, so the thread count is higher.
• Thread Pitch
• Metric fasteners are specified with a thread pitch instead of a thread count. The thread pitch is the distance between threads expressed in millimeters (measured along the length of the fastener). For example a thread pitch of 1.5 means that the distance between one thread and the next is 1.5mm. In general smaller fasteners have finer thread so they have lower thread pitch.

10/15/2013
4
TYPES OF THREADS
UNC
Unified National Coarse (UNC) is a thread form with a 60 degree flank angle rounded roots and flat crests.
For a given diameter it has a larger thread pitch than an equivalent diameter UNF thread. The unified thread is based on inch sizes and was first standardized in 1948 unifying the Whitworth and American standard thread forms.
UNEF
Unified National Extra Fine (UNEF) is a Unified thread form with a very fine (small) pitch that are typically used on instruments and parts requiring a fine adjustmentrequiring a fine adjustment.

10/15/2013
5
UNF
Unified National Fine (UNF) is a thread form with a 60 degree flank angle rounded roots
and flat crests.
For a given diameter it has a smaller thread pitch
than an equivalent diameter UNC thread.
UNR
• Unified National (UN) thread form with a rounded root contour, applies only to external threads. (The UN thread form has a flat, or optionally a rounded root contour ) Theoptionally, a rounded root contour.) The majority of fasteners with a Unified thread form have a rounded root contour i.e. are UNR threads.
InchSAE J429 defines the bolt grades for inch‐system sized bolts and screws. It defines them by grade, which ranges from 0 to 8, with 8 being the strongest. Higher grades do not exist within the specification.[32][33] SAE grades 5 and 8 are the most common
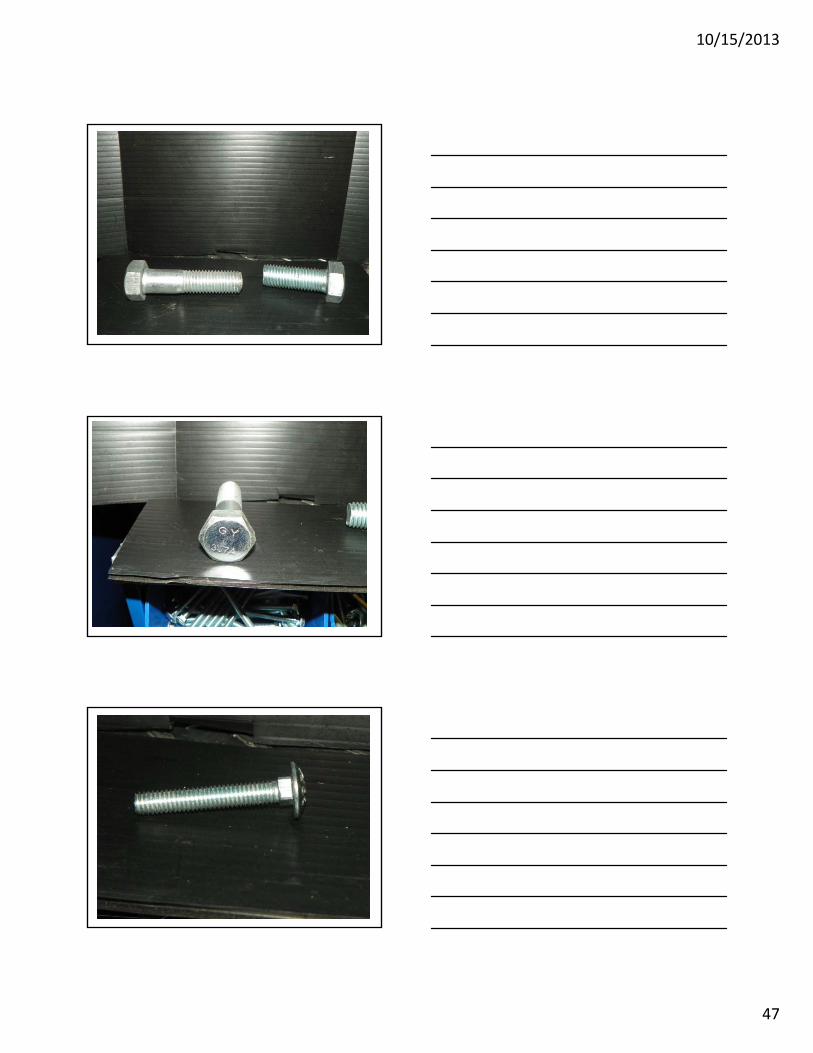
the grade is dictated by the number of radial shapes plus a value of two.
Metric
The international standard for metric screws is defined by ISO 898, specifically ISO 898‐1. SAE J1199 and ASTM F568M metric bolts use numbers with one decimal. 4.6, 4.8, 5.8, 8.8, 9.8, 10.9, and 12.9; classes are to be stamped on the top of screws and it is preferred that the marking is raised

10/15/2013
6
structural bolt is designed to withstand loads of steel‐to‐steel structural connections. This
specialized heavy hex bolt has a flat, washer‐faced bearing surface and a chamfered thread point. Commonly made from A325 and A490 steel.

10/15/2013
7

10/15/2013
8

10/15/2013
9

10/15/2013
10

10/15/2013
11

10/15/2013
12

10/15/2013
13

10/15/2013
14

10/15/2013
15

10/15/2013
16

10/15/2013
17

10/15/2013
18
structural
10/15/2013
19
10/15/2013
20
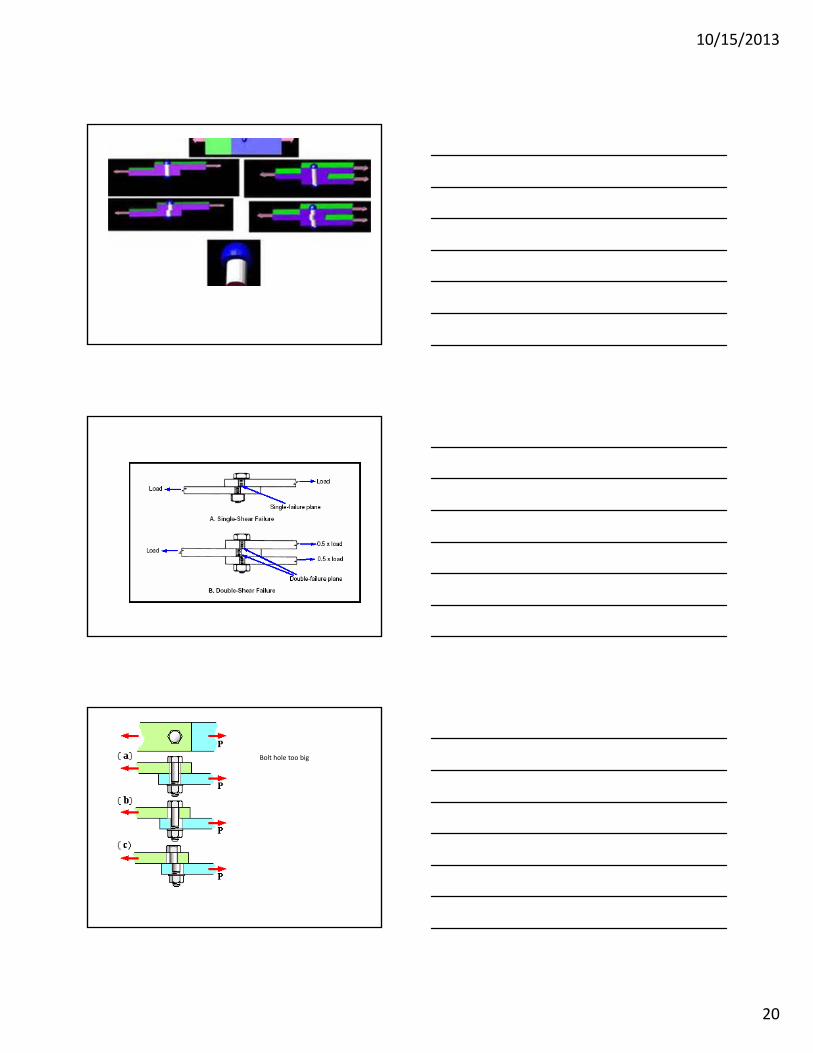
Bolt hole too big
10/15/2013
21

10/15/2013
22

10/15/2013
23

10/15/2013
24
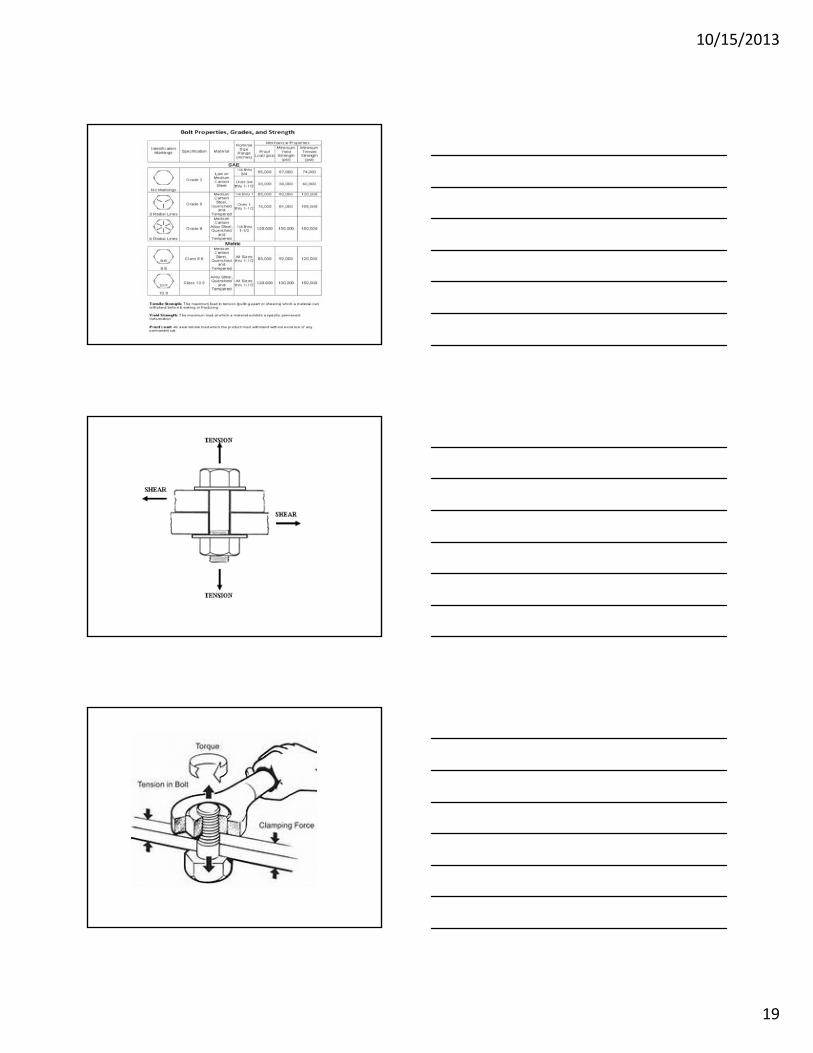
BEARING STRESS
The surface pressure acting on a joint face directly as a result of the force
applied by a fastener.
Why do threaded assemblies fail?Why do threaded assemblies fail?
Threaded assemblies generally fail because of a loss in bolt tension. The main causes for this are relaxation and self‐loosening.
Relaxation results in a change in bolt tension which leads toa reduced clamping force. This effect is triggered by:Settling – pressure‐induced smoothing of the surfaceroughness.
Creeping – time‐dependent yielding of substrates when loads
exceed the compressive strength of the material e.g. whenclamping gaskets.

10/15/2013
25
CREEP
Creep is deformation with time when a part is subjected to constant stress.
Metals creep can occur at elevated temperature however with gasket materials it can occur athowever with gasket materials it can occur at
normal ambient temperatures.
•Creep resistance is an important property of gasket materials. Gasket materials are designed to flow under stress to fill any irregularities in the flange surface. The
amount of creep sustained tends to increase with temperature.
• However once the tightening is completed it is important that no f rther flo occ rs since s chimportant that no further flow occurs since such
deformation will lead to a reduction in bolt extension and subsequently the stress acting on the gasket. If this stress is reduced to below a certain minimum, which depends upon the type and construction of the gasket and the operating temperature, a high rate of leakage can be
anticipated to occur.
Self‐loosening is caused by any type of dynamic load, suchas vibration or changes in temperature. Insuffi cientclamp loadand poorly fi tting parts allow relative movements which increasethe risk of self‐loosening. These load changes lead to short‐termfrictionless situations where the bolt unwinds from the nut. Thesum of these very small movements ultimately results in theloosening of the threaded assembly.

10/15/2013
26
Mechanical devices
(e.g. tab washers, split pins)Only used to prevent the loss of nuts and bolts Locking devices
(e.g. tooth fl anged bolts and wedge locking washers)Prevent self‐loosening, but are expensive; need larger flange‐bearing surfaces anddamage the surfaces
How to secure a threaded assembly?
damage the surfaces
Friction devices(e.g. nylon ring or deformed nut)Increase friction; will not ensure permanent threadlocking under dynamic loads
How does a Loctite® threadlocker work?Loctite® threadlockers are single component adhesives that completely fi llall voids between the interfacing threads. They cure in the absence of air and incontact with metal to form a tough thermoset plastic, thus creating an interfacialconnection that maintains the friction between the threads by adhesion to bothfl anges and by cohesion within the adhesive layer. This prevents any movementbetween the threads.

10/15/2013
27

10/15/2013
28
Code Size mm Shackle Colour W.L.L. tonne
242313M 13 x 16 Green 2
242316M 16 x 19 Yellow 3.2
242319M 19 x 22 Grey 4.7
242322M 22 x 25 Brown 6.5
242325M 25 x 29 Blue 8.5
The torque specs in the factory tech manual state that they are for "clean unlubricated" threads unless otherwise specified. I am familiar with the idea that loctite serves as a thread lubricant and that lubricated threads require a roughly ‐25% reduction from the specified "dry" torque spec.
Torque is simply a measure of the twisting force required to spin the nut up along the threads of a bolt, ‐

10/15/2013
29

10/15/2013
30
How does a Loctite® threadlocker work?Loctite® threadlockers are single component adhesives that completely fi llall voids between the interfacing threads. They cure in the absence of air and incontact with metal to form a tough thermoset plastic, thus creating an interfacialconnection that maintains the friction between the threads by adhesion to bothfl anges and by cohesion within the adhesive layer. This prevents any movementbetween the threads.
The torque specs in the factory tech manual state that they are for "clean unlubricated" threads unless otherwise specified. I am familiar with the idea that loctite serves as a thread lubricant and that lubricated threads require a roughly ‐25% reduction from the specified "dry" torque spec.
Torque is simply a measure of the twisting force required to spin the nut up along the threads of a bolt, ‐

10/15/2013
31
Fasteners• R clips must be
• the right size for the job
• They must not be
• bent out of shape
• They must still have
• the proper tension
• They must be properly
• installed

10/15/2013
32

10/15/2013
33
10/15/2013
34
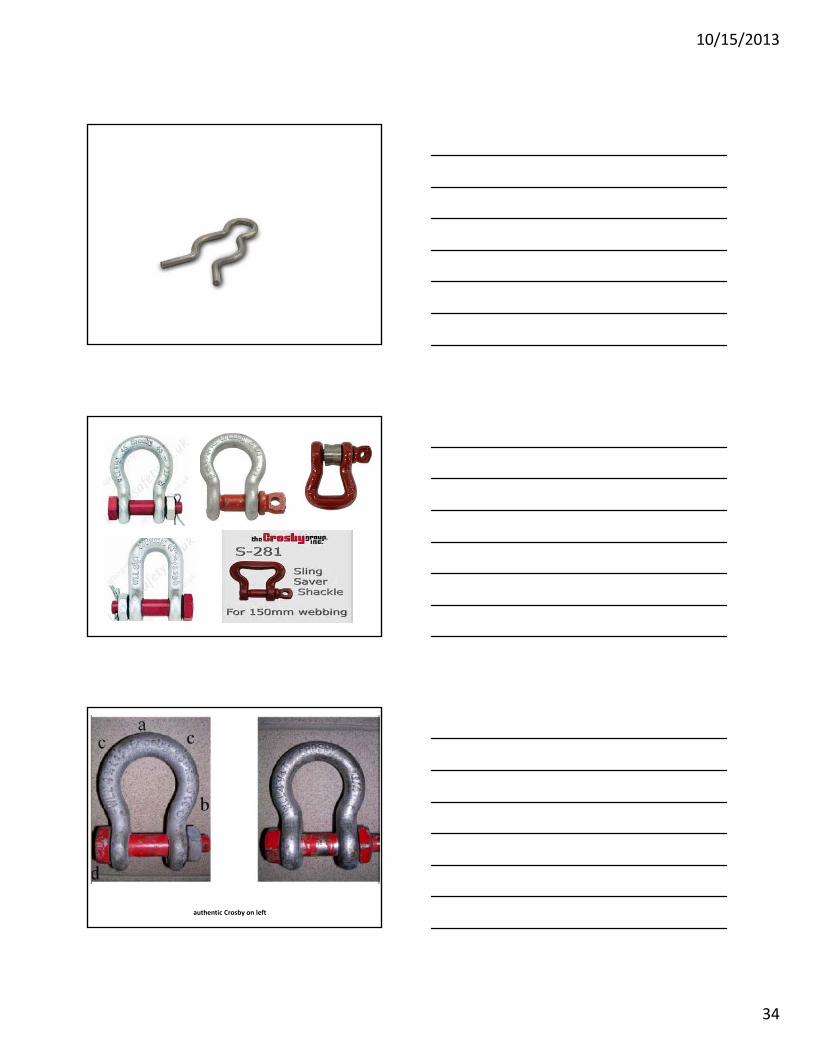
authentic Crosby on left

10/15/2013
35
10/15/2013
36
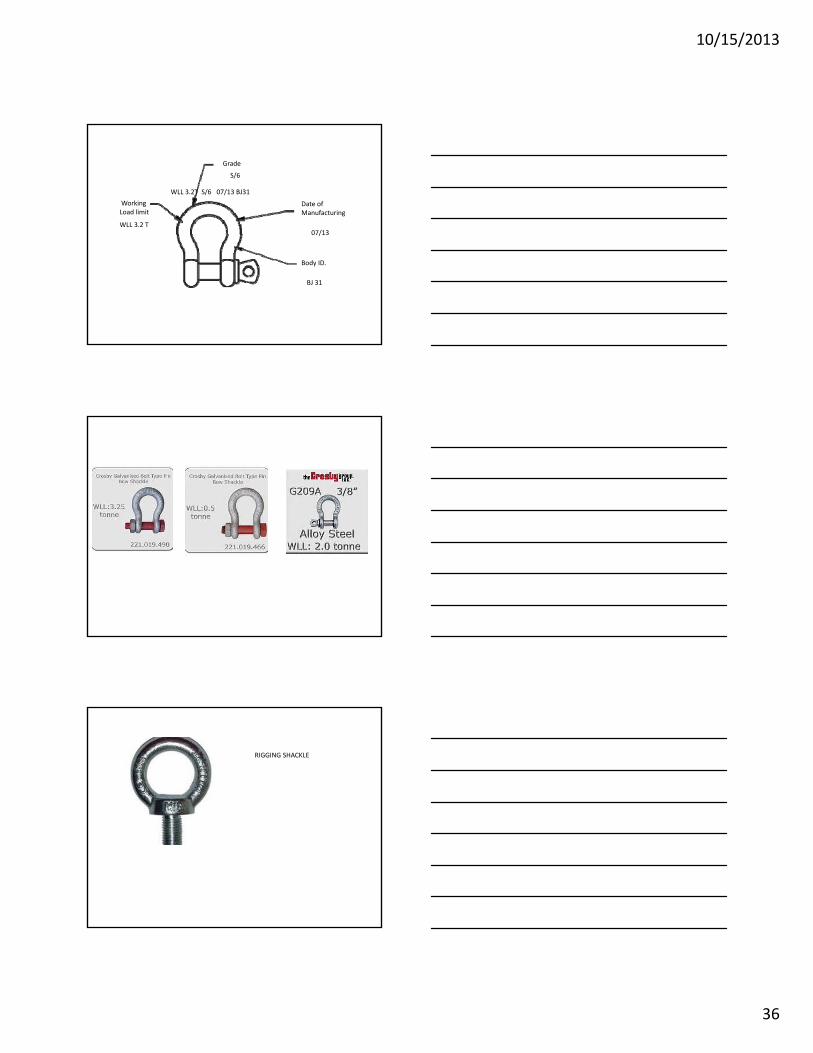
Grade
WorkingLoad limit
Date ofManufacturing
WLL 3.2T S/6 07/13 BJ31
WLL 3.2 T
S/6
07/13
Body ID.
07/13
BJ 31
RIGGING SHACKLE
10/15/2013
37
10/15/2013
38
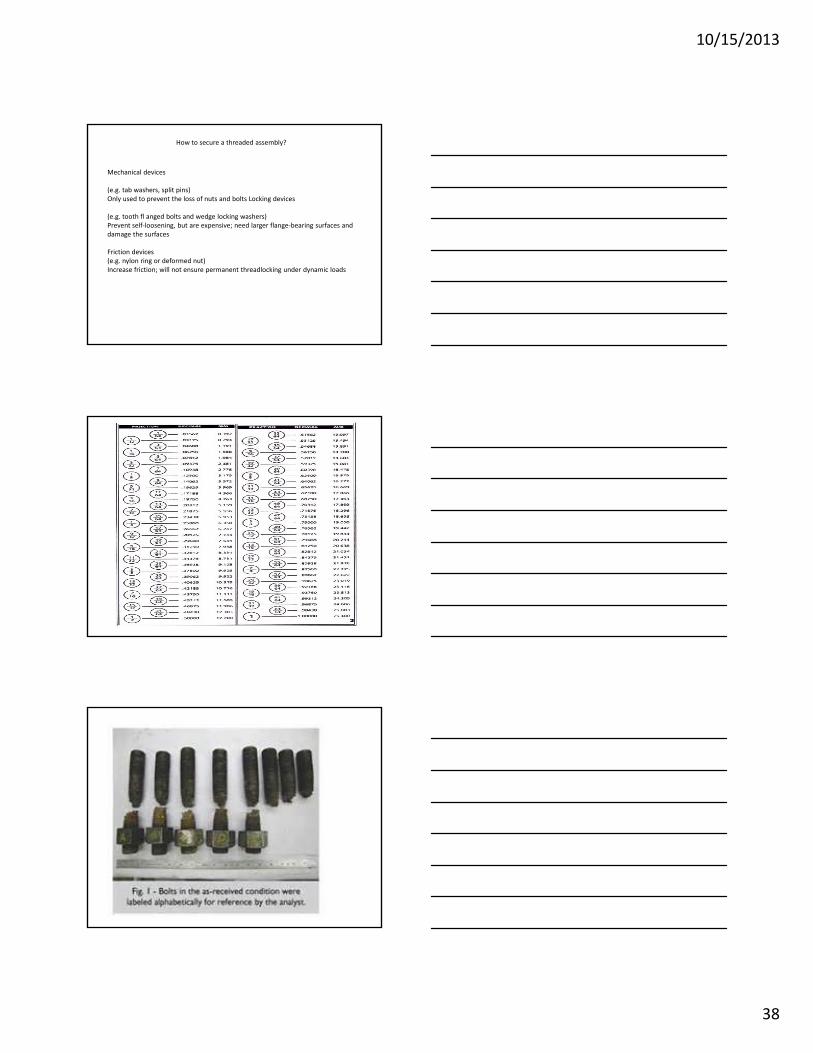
Mechanical devices
(e.g. tab washers, split pins)Only used to prevent the loss of nuts and bolts Locking devices
(e.g. tooth fl anged bolts and wedge locking washers)Prevent self‐loosening, but are expensive; need larger flange‐bearing surfaces anddamage the surfaces
How to secure a threaded assembly?
damage the surfaces
Friction devices(e.g. nylon ring or deformed nut)Increase friction; will not ensure permanent threadlocking under dynamic loads

10/15/2013
39

10/15/2013
40

10/15/2013
41

10/15/2013
42
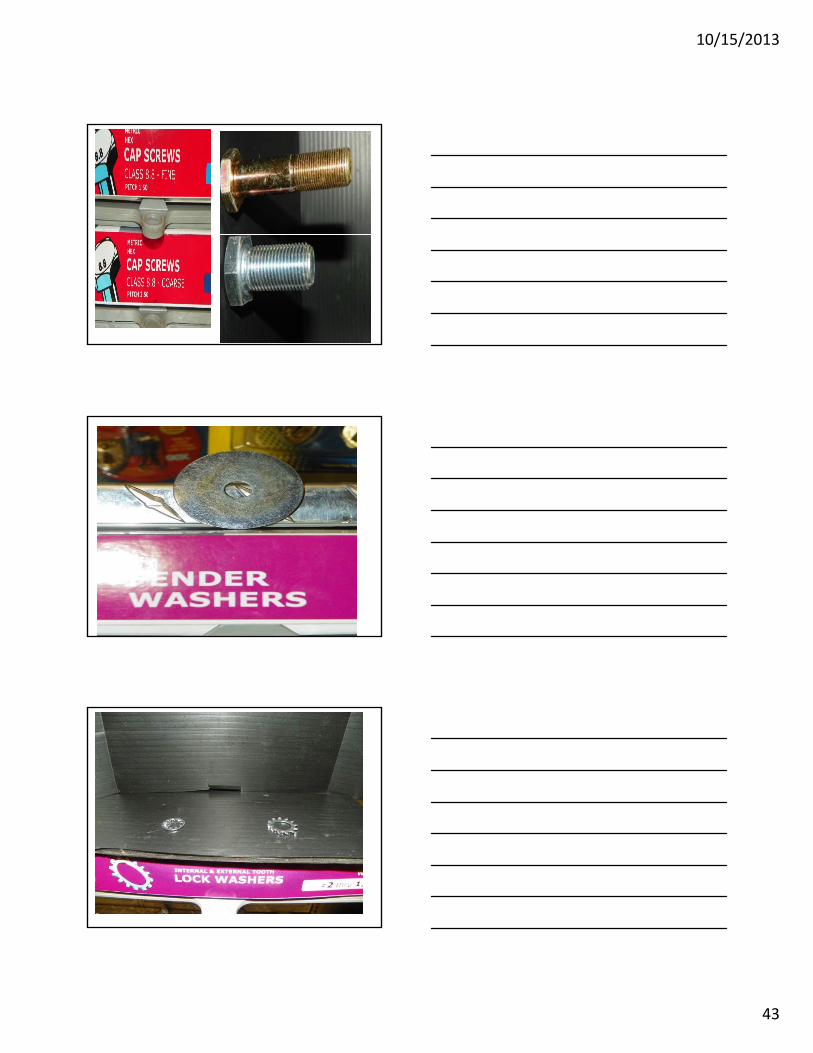
Course Fine
10/15/2013
43

10/15/2013
44

10/15/2013
45

10/15/2013
46
10/15/2013
47

10/15/2013
48

10/15/2013
49

10/15/2013
50

10/15/2013
51

10/15/2013
52

10/15/2013
53

10/15/2013
54

10/15/2013
55

10/15/2013
56

10/15/2013
57

10/15/2013
58





























