Embed Size (px)
Citation preview

Jadran Machines Belgrade
27 Vojvode Stepe Stepanovića Str.
11130 Belgrade, Serbia
email:[email protected]
web: www.jadran.rs
tel: +381 11 341 1059; +381 63 8145628
1 | P a g e
Fabrika za ogradne panele
Jadran Belgrade
27 Stepe Stepanovića Str.
11130 Belgarde, Serbia
Tel: +381 11 341 1059; +381 63 814 5628
Fax: +381 11 341 3092
Website: www.jadran.rs

Jadran Machines Belgrade
27 Vojvode Stepe Stepanovića Str.
11130 Belgrade, Serbia
email:[email protected]
web: www.jadran.rs
tel: +381 11 341 1059; +381 63 8145628
2 | P a g e
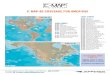
Ogradni paneli su izrađeni od pocinčane žičane mreže koja je zavarena, a potom ofarbana.
Na gornjoj strani ploče nalaze se bodlje dužine 30 mm. Da bi se postiglo da ogradni panel
pruža željenu ukrućenost, zbog ojačanja, vrši se savijanje po dužini u obliku slova “V”. Materijal
je pocinčana žica prečnika 5 mm (EN 10204-2-3).
Otvor oka je 200x50 mm, širina panela je do 3.500 mm.
Stub je izrađen iz cevi kvadratnog preseka s plastičnom kapom na gornjoj strani, a za
pričvršćivanje panela za stub primjenjuje se više različitih rešenje (pomoću spojnica, ugrađenih
matica…).
Primenjuje se kod ograđivanja parkova, škola, industrijskih objekata i privatnih poseda.

Jadran Machines Belgrade
27 Vojvode Stepe Stepanovića Str.
11130 Belgrade, Serbia
email:[email protected]
web: www.jadran.rs
tel: +381 11 341 1059; +381 63 8145628
3 | P a g e
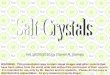
Linija za izradu ogradnih panela
Liniju čine:
1. Mašina za rotaciono ispravljanje i sečenje armature - odsecanje u hodu SH-12.
2. Mašina za zavarivanje panela VM2011
3. Mašina za savijanje panela – presa ATP-10

Jadran Machines Belgrade
27 Vojvode Stepe Stepanovića Str.
11130 Belgrade, Serbia
email:[email protected]
web: www.jadran.rs
tel: +381 11 341 1059; +381 63 8145628
4 | P a g e
MAŠINA ZA ZAVARIVANJE VM 2011
Tehnički podaci:
Instalisana snaga: 16x 35 kVA
Osnova mašine je mašina za izradu armaturnih mreža VM2011 prilagođena zahtevima kupca
za izradu ogradnih panela. Predviđena je izrada osam (8) tipova armaturnih mreža za izradu
osam različitih širina po zahtevu.
Mašina se sastoji iz više radnih celina koje zajedno čine kompaktnu funkcionalnu grupu čiji je
krajnji cilj izrada gotovog proizvoda po zahtevu. Mašina je poluautomatska, tj. uvođenje
uzdužnih i poprečnih žica je ručno a ostali procesi zavarivanja i odvođenja mreže se odvijaju
automatski.
Radne celine mašine su:
1. Magacin uzdužnih žica
2. Uvodnik uzdužnih žica – ručna i automatska verzija
3. Magacin poprečnih žica
4. Dozator poprečnih žica
5. Deo za zavarivanje
6. Robot za vučenje mreže
Pored toga mašina ima sopstveni sistem za hlađenje. Radni procesi se odvijaju pomoću
pneumatske instalacije. Potrebno je obezbediti rezervoar za vodu od minimum 1000 lit
kapaciteta i kompresor zapremine oko 2000 l/min.

Jadran Machines Belgrade
27 Vojvode Stepe Stepanovića Str.
11130 Belgrade, Serbia
email:[email protected]
web: www.jadran.rs
tel: +381 11 341 1059; +381 63 8145628
5 | P a g e
Tipovi mreže: Definisani su zahtevom kupca

Jadran Machines Belgrade
27 Vojvode Stepe Stepanovića Str.
11130 Belgrade, Serbia
email:[email protected]
web: www.jadran.rs
tel: +381 11 341 1059; +381 63 8145628
6 | P a g e
Opis radnih celina
1. Magacin uvodnih žica
Smešten je ispred mašine. Sastoji se od dva nosača na koje se postavljaju unapred
pripremljene uzdužne žice.
2. Uvodnik uzdužnih žica
a) Ručna verzija
Uvođenje uzdužnih žica je poluautomatski proces tj.ručno se ubaci određeni broj šipki u
zavisnosti od širine i vrste panela i dovedu do graničnika uzdužnih žica, zatim se taj punjač
gurne napred na početni položaj za varenje tj. na elektrode. Na roštilju se nalazi montiran
jednosmerni pneumatski cilindar koji služi da uhvati žicu u trenutku kad se ona poravna na
graničniku uzdužnih žica i tako pritisnuta se dovede u početni položaj. Po zavarivanju prve
žice klipovi u tim cilindrima se vraćaju u gornji položaj, tj. žica se oslobađa i žica može
neometano da se kreće kroz ’’roštilj’’. Uzdužne žice se provode kroz dve vođice – fiksni
’’roštilj’’ koji se nalazi neposredno ispred elektroda i pokretni ’’roštilj’’ koji služi za punjenje i
pripremu novog seta uzdužnih žica u završnojoj fazi zavarivanja prethodne mreže. Za vreme
dok se vrši zavarivanje nekoliko poslednjih poprečnih žica, vrši se punjenje novog seta. I na
fiksnom ’’roštilju’’ se nalazi mehanizam za pritiskanje uzdužne žice da bi se onemogućilo
pomeranje uzdužnih žica u samom roštilju dok se roštilj kreće napred. Na stabilnom
uvodniku postavljeni su graničnici za podešavanje položaja poprečne žice i magneti koji
fiksiraju žicu u položaju za varenje i omogućavaju da žica uvek bude u istom položaju kad
padne na elektrodu.
Pokretni uvodnik Stabilni uvodnik
b) Automatska verzija
Robot sam uvlači žice i sam prati ciklus varenja.

Jadran Machines Belgrade
27 Vojvode Stepe Stepanovića Str.
11130 Belgrade, Serbia
email:[email protected]
web: www.jadran.rs
tel: +381 11 341 1059; +381 63 8145628
7 | P a g e
3. Magacin poprečnih žica
Poprečne žice se nalaze u šaržeru koji se nalazi na vrhu mašine. Ručno se ubacuju u
mehanizam za upadanje koji se nalazi na strmoj ravni i dalje se proces odvija automatski. .
4. Dozator poprečnih žica
Poprečne žice poređane su na strmoj ravni i sopstvena težina ih dovodi u mehanizam za
ubacivanje poprečnih žica. Ubacivanje se vrši pomoću mehanizma koji se pogoni pomoću
motor-reduktora koji se kontroliše frekventnim regulatorom. Žica upada u žljeb doboša i
okretanjem doboša pomoću motora vrši se ubacivanje žica u predpoložaj ispred elektrode.
Po zavarivanju prethodne poprečne žice taj mehanizam se otvara i žica pada na elektrodu a
na njeno mesto pada druga žica. Pridržavanje žice vrši se pomoću dva pneumatska klipa koji
se otpuštaju u trenutku kad treba ubaciti novu žicu. Da bi se ubacila poprečna žica na
elektrodu moraju biti postavljene uzdužne žice na elektode. Poprečna žica pada na uzdužne, i
proces varenja može da počne. Pozicioniranje se vrši pomoću graničnika koji je postavljen na
fiksnom roštilju i elektromagneta koji se uključuju u trenutku pada poprečne žice i
onemogućavaju skakutanje žice po elektrodama – odnosno omogućavaju tačno
pozicioniranje poprečne žice na elektrodi.

Jadran Machines Belgrade
27 Vojvode Stepe Stepanovića Str.
11130 Belgrade, Serbia
email:[email protected]
web: www.jadran.rs
tel: +381 11 341 1059; +381 63 8145628
8 | P a g e
Poprečno pozicioniranje se vrši, takođe, pomoću pneumatskog cilindra sa strane, kojim se vrši
poravnavanje jedne strane mreže. U trenutku upadanja poprečne žice na poziciju ispred
elektrode klip pneumatskog cilindra se izvuče i ostavlja poprečnu žicu u uvek istu poziciju.
Ravnost druge strane mreže zavisi od preciznosti mašine za ispravljanje i sečenje.
5. Deo za zavarivanje
Zavarivanje se vrši pomoću para elektroda odnosno na principu elektrootpornog (tupog)
zavarivanja. Električni luk se uspostavlja između dva susedna para elektroda koje su vezane za
različite polove transformatora a most se ostvaruje pomoću gornjeg para elektroda koje nosi
pneumatski cilindar. Jedan cilindar nosi dve elektrode koje su postavljene na tzv. klackalici.
Kad padne poprečna žica senzor šalje signal za spuštanje cilindara, stvara se električni luk i vrši
zavarivanje. Donje elektrode i transformatori se hlade vodom koja u sistemu cirkuliše prinudno
pomoću pumpe. Mora se obezbediti rezervoar zapremine najmanje 1.000 lit. Nosač elektrode
je izrađen od bakra radi bolje provodljivosti a same elektrode od specijalne bakarne legure za
zavarivanje, otporne na habanje i varničenje pri varenju.
6. Povlačenje mreže
Povlačenje mreže vrši se pomoću automatizovanog robota – kolica koja imaju sopstveni
pogon. Hvatanje žice se vrši pomoću specijalnih hvataljki.

Jadran Machines Belgrade
27 Vojvode Stepe Stepanovića Str.
11130 Belgrade, Serbia
email:[email protected]
web: www.jadran.rs
tel: +381 11 341 1059; +381 63 8145628
9 | P a g e
Po zavarivanju prve poprečne žice hvataljka dolazi do nje, mehanizmom pogonjenim
pomoću pneumatskog cilindra ga hvata i vuče za jedan korak poprečne žice. Tada se vrši
zavarivanje nove poprečne žice a zatim se nastavlja kretanje. Taj proces se ponavlja sve dok
se ne zavare sve poprečne žice, tj dok se proces izrade mreže ne završi. Ciklus se ponavlja
onoliko puta koliko ima poprečnih žica. Za to vreme hvataljka drži prvu žicu tj. ne ispušta je sve
dok se proces izrade mreže ne završi. Na taj način se postiže tačno odstojanje između dve
poprečne žice jer se pomeranje vrši pomoću servomotora a merenje se vrši pomoću
visokoosetljivih enkodera. Pogon je pomoću servomotora sa reduktorom snage 1.1 kW.
Kretanje se sa motora prenosi putem kaiša na centralnu osovinu na čijim krajevima se nalaze
zupčanici spregnuti sa zupčastom letvom smeštenom u posebnom nosaču a kretanje kolica
po tom nosaču se vrši pomoću linearnih vođica i njihovih kolica. Rad servomotora se reguliše
pomoću frekventnog regulatora čime je omogućena izuzetna preciznost izrade panela. Po
završetku izrade jedne mreže kolica se ponovo vrećaju u početni položaj sa spuštenom
hvataljkom do prve žice a potom se ceo proces ponavlja. Svi kablovi i pneumatski vodovi
smešteni su u savitljivi nosač kablova kabel-schlep radi njihove zaštite jer su stalno u pokretu.
Gotova mreža se odnosi na sledeću operaciju – operaciju savijanja, tj. na konačnu izradu
panela.

Jadran Machines Belgrade
27 Vojvode Stepe Stepanovića Str.
11130 Belgrade, Serbia
email:[email protected]
web: www.jadran.rs
tel: +381 11 341 1059; +381 63 8145628
10 | P a g e
HLAĐENJE SISTEMA
Hlađenje sistema se vrši pomoću zatvorenog kruga vode koji cirkuliše sistemom prinudno. Iz
rezervoara voda se odvodi pomoću pumpe snage 1.1 kW. Potrebno je obezbediti stalno
hlađenje transformatora i donjih elektroda koje se zagrejavaju pri radu usled visokih
temperatura koje se javljaju pri zavarivanju.
PNEUMATSKA INSTALACIJA
Neophodno je obezbediti kompresor kapaciteta 2.000 l/min koji ostvaruje radni pritisak 8-10
bar. Na ulazu u sistem nalazi se pripremna grupa sa filterom i zauljivačem. Filter služi da
odstrani nečistoće iz vazduha a u zauljivaču se nalazi ulje Hidrol 10 malog viskoziteta koje služi
da podmazuje pneumatsku instalaciju koja se sastoji od klipova, razvodnika i provodnika. Rad
klipova je regulisan pomoću elektromagnetnih ventila (razvodnika) koji se aktiviraju po
zadatom programu pri izradi svakog tipa mreže.
ELEKTROUPRAVLJANJE
Vrši se pomoću kompjutera smeštenog u komandnom ormaru. Na vrlo pregledan i
jednostavan način se vrši izbor programa za svaki tip mreže. Komande su smeštene na touch-
screen ekranu. I komandni ormar je neophodno hladiti pri radu.

Jadran Machines Belgrade
27 Vojvode Stepe Stepanovića Str.
11130 Belgrade, Serbia
email:[email protected]
web: www.jadran.rs
tel: +381 11 341 1059; +381 63 8145628
11 | P a g e
Na touch-screen-u se nalazi help menu u kojem su opisane sve komande i operacije koje su
definisane u programu za izradu mreže.
Rukovanje i održavanje mašine je jednostavno i sigurno. Da bi mašina pouzdano i sigurno
radila treba se pridržavati sledećeg:
- mašinu pre početka rada pregledati
- svakodnevno čistiti stvoreni cunder sa elektroda izduvavanjem komprimovanim vazduhom
- povremeno sipati ulje hydrol 10 u zauljivač
- čistiti filter na pripremnoj grupi
Konstruktivnim rešenjem mašine, svedene su na minimum sve opasnosti po rukovaoca, a
svakako se treba pridržavati sledećeg:
- Mašinu pustiti u rad tek kada se žica postavi u uvodnik i dovede na elektrode u položaj za
zavarivanje
- Sva podešavanja mašine raditi u mirnom stanju
- Mašinu montirati na tvrdu betonsku podlogu
- Izvršiti obuku poslužioca
Savijanje ogradnih panela na presi
Zavarena armaturna mreža se u sledećoj tehnološkoj operaciji nosi na presu, tj. na savijanje
gde se vrši mehaničko učvršćivanje panela koje se postiže orebravanjem panela na za to
predviđenim mestima na panelu. Presa je sastavljena iz gornjeg nosača, donjeg nosača i
kolica za povlačenje. Na donjem nosaču sa prednje strane je postavljen podizač mreže a sa
zadnje graničnik. Podizač se pokreće pomoću hidrauličnog, a graničnik pomoću
pneumatskog cilindra. Donji nosač je stabilan i ankerima je vezan za podlogu. Ispred prese je
smešten magacin na kojem se nalaze pripremljeni zavareni paneli. Uvođenje se vrši ručno gde
se vrši pozicioniranje panela na graničniku. Dalje se proces odvija automatski po zadatom
programu.
Na krajevima nosača nalaze se nosači - vođice gornje grede u kojima se vrši vertikalno
kretanje gornje grede pomoću hidrocilindara. Na gornjoj gredi se nalazi alat za savijanje -
pritiskač, a na donjoj gredi je drugi deo alata. Zavareni panel se ručno uvede u presu kad je

Jadran Machines Belgrade
27 Vojvode Stepe Stepanovića Str.
11130 Belgrade, Serbia
email:[email protected]
web: www.jadran.rs
tel: +381 11 341 1059; +381 63 8145628
12 | P a g e
gornja greda u početnom položaju tj. kad je presa otvorena. Početni položaj za savijanje je
određen graničnikom, tj. graničnik se podiže i na njega se nasloni panel koji je spreman za
savijanje. Savijanje se vrši tako što se srednja od tri žice (koje se prepoznaju tako što je njihovo
osno rastojanje manje od ostalih) pozicionira u alatu pomoću vođice i onda se izvrši spuštanje
gornje grede. Nakon savijanja, hvataljka kolica hvata žicu a onda se aktivira podizač mreže,
podigne panel, kolica odvuku mrežu za onoliko koraka mreže koliko je potrebno do sledećeg
savijanja, po zadatom programu, odnosno tipu mreže. Kolica su identična kolicima na mašini
za zavarivanje, osim razlike u obliku hvataljki.
Ciklus savijanja se obavlja po zadatom programu sve dok se ne završi izrada celog panela.
Kao što je ranije navedeno, postoji 8 različitih vrsta panela.
Presa radi na hidrauličnom principu. Pogoni je hidroagregat snage 5.5 kW. Podizanje i
spuštanje grede se vrši pomoću hidrocilindara ø100x180, koji su smešteni na krajevima grede.
Podizač radi pomoću hidrocilindra ø40x60, a graničnik i hvataljke na kolicima rade pomoću
pneumatskih cilindara.
Upravljanje se vrši pomoću kompjutera smeštenog u elektroormaru, a komande su pregledne
na touch-screen ekranu.