Embed Size (px)
Citation preview

Construction and Building Materials 57 (2014) 117–125
Contents lists available at ScienceDirect
Construction and Building Materials
journal homepage: www.elsevier .com/locate /conbui ldmat
Experimental characterization of high-performance fiber-reinforced coldmix asphalt mixtures
http://dx.doi.org/10.1016/j.conbuildmat.2014.01.0890950-0618/� 2014 Elsevier Ltd. All rights reserved.
⇑ Corresponding author. Tel.: +39 071 220 4507; fax: +39 071 220 4510.E-mail address: [email protected] (G. Ferrotti).
G. Ferrotti ⇑, E. Pasquini, F. CanestrariDepartment of Civil and Building Engineering and Architecture, Università Politecnica delle Marche, via Brecce Bianche, 60131 Ancona, Italy
h i g h l i g h t s
� Cold mix asphalt (CMA) mixture performance generally increase with curing time.� The proper type and content of fibers can improve CMA performance.� The research provides the validation of a laboratory approach for the performance study of CMA mixtures.
a r t i c l e i n f o
Article history:Received 1 November 2013Received in revised form 17 January 2014Accepted 24 January 2014Available online 23 February 2014
Keywords:Cold mix asphaltFiber-reinforced mixtureCuring timeCompactabilityWater sensitivity
a b s t r a c t
Maintenance of existing road pavements assumes increasing interest as the traffic growing produces afaster deterioration of road infrastructures compromising safety and pavement serviceability. In orderto guarantee long-lasting pavement repairs, maintenance activities and products must be optimized interms of both achieved performance and curing times to reach a proper pavement serviceability. Thisresearch project focuses on the experimental characterization of a high-performance cold mix asphaltmixture reinforced with three types of fibers (cellulose, glass–cellulose, nylon–polyester–cellulose) dosedat two different contents (0.15% and 0.30% by the aggregate weight). Such materials were investigated atdifferent curing times (1, 7, 14, 28 days) and conditions (dry and wet). Laboratory tests (Marshall, IndirectTensile, Abrasion and Compactability) usually employed for hot mix asphalts were considered, adjustingthe testing procedures taking into account the specific characteristics of cold mixes. Results showed thatthe mix with 0.15% cellulose fibers provides similar (for curing times of 14 and 28 days) or even higherperformance (for curing times within 7 days) than the standard mixture (without fibers). Finally, the lasttwo mixtures were compared with two cold mix asphalt mixes available on the market. The cellulose-fiber-reinforced material and the standard one showed enhanced performance, allowing the conclusionthat they can be more successfully used in maintenance activities.
� 2014 Elsevier Ltd. All rights reserved.
1. Introduction
The progressive deterioration of road pavements is mainly dueto water action, freeze/thaw cycles, heavy traffic and combinationsof these factors. The main goal of maintenance is the preservationof both structural integrity and proper service life of road infra-structures, restoring pavement conditions and retarding futuredeteriorations. However, even if the overall pavement structureis still able to guarantee a proper service life, localized distressescan cause numerous car accidents [1] and bicycle injury events[2], seriously reducing user safety. Since effectiveness ofmaintenance activities is maximized when the optimal timing ischosen allowing the achievement of the greatest improvement in
performance at the lowest cost [3], localized-hazardous failuressuch as potholes and depressions should be repaired as soon asthey occur [4].
The maintenance procedures and the corresponding materialsused strongly influence repair durability [5–7]. It has been shownthat rigorous procedures (cut, clean and compact) to repairpotholes, combined with more performing materials, are morecost-effective than faster methods such as throw-and-go andthrow-and-roll which have a lower durability [8,9]. In fact, materialcosts are a small percentage of the total cost for pothole repair,making attractive the employment of more performing and expen-sive materials which can provide high short-term performance andextended durability.
Emergency repair and routine maintenance can be carry outthrough hot mix asphalt (HMA) or cold mix asphalt (CMA) mix-tures. Although HMA provide higher performance than CMA [10],

118 G. Ferrotti et al. / Construction and Building Materials 57 (2014) 117–125
HMAs are rarely used for localized distresses maintenance due topractical and operating reasons. Therefore the regular employmentof CMA mixtures makes necessary the investigation of their perfor-mance, taking into account that internationally recognized stan-dard tests are not available for these materials at present. Sincethe eighties, many research projects [4,5,9,11–13] investigatedCMA mixture performance through laboratory tests originally de-signed for HMA materials and properly adjusted in order to takeinto account the specific characteristics of cold mixes. Obviouslythese laboratory tests are not able to perfectly reproduce field con-ditions such as sequence of climatic conditions and loading but theyprovide an indication of the material characteristics as performancelack in laboratory tests usually means early failure in the field.
Strength, bonding and durability of HMA mixtures can be im-proved with the addition of fibers [14,15], as usually occurs foropen graded [16] and stone mastic asphalt (SMA) mixes. Thefiber-reinforced mixture performance are strongly influenced byfiber type and content [14,15,17] and by fiber diameter, lengthand surface texture [18]. These parameters (fiber type, contentand length) should be also considered when fibers are added to aCMA, as investigated by de S. Bueno et al. [19], who showed thata fiber content of 0.10–0.25% by the aggregate weight is enoughto improve material performance.
The overall objective of this study is the laboratory investiga-tion of the performance provided by a CMA mixture containing dif-ferent types and amounts of fibers. These fiber-reinforced CMAmixtures were then compared with the high-performance stan-dard CMA (without fibers) and with two commercialized high-per-formance cold mixes, usually employed in maintenance activities.The laboratory tests were carried out following a specific testingprotocol able to characterize cold mixes through parameters usu-ally employed to investigate HMA performance.
2. Testing program and procedures
The testing program was divided in two phases. In the first one,different fiber-reinforced materials were investigated in order todetermine the optimized fiber type and content. In the secondone, the high-performance standard mixture and the optimized
Table 1Testing program – first phase.
Mixture type Fiber type Fiber content(by aggregateweight)
C
Standard (STD) No. fibers 0% 17122
STD + cellulose (CEL) Cellulose 0.15%; 0.30% 17122
STD + glass–cellulose (GCF) Glass–cellulose 0.15%; 0.30% 17122
STD + nylon–polyester–cellulose(NPC)
Nylon–polyester–cellulose
0.15%; 0.30% 17122
fiber-reinforced cold mix were compared with two high-perfor-mance CMA mixtures available on the market.
Due to the lack in terms of internationally recognized specifica-tions for CMA mixtures, laboratory tests usually employed to char-acterize HMA were considered: Marshall Stability, Indirect TensileStrength, Abrasion Resistance and Compactability. However, due tothe peculiar mechanical properties of CMAs, a preliminary studywas carried out in order to define reliable specimen preparationprocedure and test protocols for the investigation of the perfor-mance of cold mixtures. Results showed that the compaction atambient temperature (about 20 �C), avoiding any high-tempera-ture conditioning, and the testing after at least a 1-day-curing timewere appropriate for studying the high-performance CMA mix-tures considered. It is worth noting that this specimen preparationprocedure is different from the protocol used in other research pro-jects [9,12] where the CMA mixtures needed a preliminary aging inthe oven before compaction in order to confer stability to thematerial as several samples prepared without heating collapsedsoon after extrusion and prior to testing.
2.1. First phase
In the first phase, Marshall Stability (EN 12697-34), IndirectTensile Strength (EN 12697-23) and Abrasion Resistance (EN12697-17) were evaluated according to the experimental programsummarized in Table 1, considering the following test parameters:
– three fiber types (cellulose [CEL], glass–cellulose [GCF], nylon-polyester-cellulose [NPC]);
– two fiber contents (0.15% and 0.30% by the aggregate weight);– four curing times (from 1 to 28 days), for studying the variation
of the material strength as a function of time;– two curing conditions (in air and in water), for the simulation of
different weather situations. Conditioning was performed at25 �C, both in air and in water.
The same experimental tests were also carried out on the highperformance standard mixture (STD), considered as referencematerial.
uring time Testing repetitions
MarshallStability@25 �C
IndirectTensile@25 �C
AbrasionResistance@25 �C
day in air 2 2days in air 2 24 days in air 2 28 days in air 2 2 28 days in air + 2 days in water 2 2
day in air 2 2days in air 2 24 days in air 2 28 days in air 2 2 28 days in air + 2 days in water 2 2
day in air 2 2days in air 2 24 days in air 2 28 days in air 2 2 28 days in air + 2 days in water 2 2
day in air 2 2days in air 2 24 days in air 2 28 days in air 2 2 28 days in air + 2 days in water 2 2

Table 2Average air void contents of specimens prepared with the impact compactor – firstphase.
Mixture type Average air void content (%)
STD 19.6CEL-0.15 18.8CEL-0.30 25.2GCF-0.15 25.9GCF-0.30 26.1NPC-0.15 26.3NPC-0.30 25.6
Table 3Testing program – second phase.
Mixture type Curing time Testing repetitions
MarshallStability@25 �C
IndirectTensile@25 �C
AbrasionResistance@25 �C
Material A 1 day in air 3 3(Mat.A) 7 days in air 3 3
14 days in air 3 328 days in air 3 3 328 days in air +2 days in water 3 3
Material B 1 day in air 3 3(Mat.B) 7 days in air 3 3
14 days in air 3 328 days in air 3 3 328 days in air + 2 days in water 3 3
Table 4Average air void contents of specimens prepared with the impact compactor – Secondphase.
Mixture type Average air void content (%)
Mat.A 21.8Mat.B 23.2
G. Ferrotti et al. / Construction and Building Materials 57 (2014) 117–125 119
Moreover, since CMA mixtures are usually employed afterlonger or shorter storage periods (from a couple of weeks to somemonths), the Compactability properties of these mixes were inves-tigated according to EN 12697-10, comparing 1 day and 50 days-storage periods of the loose mixture.
The CMA mixes investigated during this phase were laboratoryproduced through a mechanical mixer, blending together fibers,aggregates and binder. Fibers, available in capsules, were previouslycrushed in the Los Angeles rattler machine and the passing at the2 mm-sieve was used for the mixture production. The mixing proce-dure consisted in the combination of the aggregates with the crushedfibers in the mechanical mixer, followed by the addition of a specif-ically formulated binder at ambient temperature (about 20 �C).
The cylindrical specimens used for the experimental investiga-tion (Table 1) were compacted at 20 �C the day after the mix pro-duction, through an impact compactor (EN 12697-30), obtainingthe average air void contents shown in Table 2. Then, after theproper curing time (in air or in water), the samples were testedafter 4-h-conditioning-time at 25 �C in dry conditions. This tem-perature (25 �C) was also adopted for Marshall tests as the stan-dard temperature of 60 �C is too severe for CMA mixtures.
The Compactability of the loose mixture was investigatedthrough a shear gyratory compactor (EN 12697-31), consideringtwo different storage periods: 1 day and 50 days after the mixpreparation with the mechanical mixer. In both conditions, 250gyrations have been applied to the specimens for reaching their fi-nal compaction.
2.2. Second phase
In the second phase, the same testing protocol followed in thefirst phase was repeated for studying two high-performance CMAmixtures available on the market and usually employed in mainte-nance activities. The testing program is shown in Table 3 and al-lows the comparison between these two mixes (Mat.A andMat.B), the high performance standard cold mixture STD and the
optimized fiber-reinforced cold mixture identified in the firstphase.
Mat.A and Mat.B mixtures were taken from stored sacks andcompacted, at ambient temperature (about 20 �C), in cylindricalspecimens through an impact compactor (EN 12697-30), obtainingthe average air void contents shown in Table 4. Also in this case,after the proper curing time (in air or in water), the samples weretested after 4-h-conditioning-time at 25 �C in dry conditions. Thistemperature (25 �C) was also adopted for Marshall tests.
Since it was not possible to know the storage period of Mat.Aand Mat.B, Compactability tests were not performed on theseCMA mixtures.
2.3. Test protocols
The Marshall test (EN 12697-34) involves applying a compres-sive load to cylindrical specimens at a constant rate of deformationof 50.8 mm/min, through semicircular testing heads. The MarshallStability MS is the load that causes the specimen failure.
The indirect tensile test, in accordance with EN 12697-23, con-sists in applying a diametrical line load by imposing a deformationof 50.8 mm/min until the maximum failure strength (IndirectTensile Strength ITS) is reached.
The Abrasion Resistance test (EN 12697-17), also known asCantabro test, consists in subjecting a compacted specimen to300 revolutions (30 revolutions/minute) inside the Los Angeles rat-tler machine without any metal balls. The mass loss of the speci-men at the end of the test gives a measure of the AbrasionResistance of the mixture studied, by estimating the internal cohe-sion between particles.
The Compactability test (EN 12697-10) allows the evaluation ofthe workability of asphalt concrete mixtures. During shear gyra-tory compaction, the decrease of air void content as function ofnumber of gyrations can be represented with a logarithmic law,according to EN 12697-10. The slope and the intercept of theregression curve in a semi-logarithmic plane, represent theCompactability K and the air void content of the mixture after 1gyration v (1), respectively.
3. Materials
3.1. Cold bituminous mixtures
The high-performance standard CMA mixture (STD) consists ofbasalt coarse aggregates, limestone fine aggregates and a specifi-cally formulated binder dosed at 5.0% by mix weight. The aggre-gate blend gradation is shown in Fig. 1. All the fiber-reinforcedCMA mixtures studied in the first phase are characterized by thesame aggregate gradation and binder content of the STD mixture.The only difference between the STD and the fiber-reinforcedCMAs consists in the different types and contents of fibers (seeTable 1).
The constituent characteristics of Mat.A and Mat.B wereachieved by binder extraction (EN 12697-1), obtaining a bindercontent of 6.6% and 4.9% by mix weight, respectively, and the grad-ing curves shown in Fig. 1. Also these mixtures are produced withspecifically formulated binders. In particular, the manufacturer of

0
2
4
6
8
10
Mar
shal
l Sta
bilit
y [k
N]
Curing time [days]
Marshall Test @ 25 oC
STD CEL-0.15GCF-0.15 NPC-0.15STD CEL-0.15GCF-0.15 NPC-0.15
0 5 10 15 20 25 30
(a)
120 G. Ferrotti et al. / Construction and Building Materials 57 (2014) 117–125
Mat.A declared that its cold mixture is fiber-reinforced and pre-pared with a polymer modified binder.
3.2. Fibers
Three different types of fibers or fiber-compounds were investi-gated in the first phase: cellulose, glass–cellulose and nylon–polyester–cellulose.
The cellulose fibers (CEL) are organic and consist of polyfunc-tional stabilizing micro-fibers. Their composition tends to developa three-dimensional reticule having the role of micro-frameworkwithin the material. The cellulose fibers studied in this investiga-tion are characterized by the following properties:
� brown or straw-coloured;� fiber mean length >200 lm;� fiber mean diameter >7 lm.
The glass–cellulose fiber-compound (GCF) consists of 30% glassfibers and 70% cellulose fibers. Such material has analogous prop-erties of cellulose fibers but higher specific gravity thanks to thepresence of the glass fibers.
The nylon–polyester–cellulose fiber-compound (NPC) is black-coloured and is characterized by a specific gravity of 0.5 kg/dm3.No information are available about the proportions of the differentcomponents.
4. Results and analysis
4.1. Results of the first phase
4.1.1. Marshall test and indirect tensile testMarshall Stability (MS) and Indirect Tensile Strength (ITS) were
assumed as key parameters to analyze the effect of different fibertypes and contents on CMA mixture performance, taking into ac-count also the influence of curing time and condition.
The average Marshall Stability and Indirect Tensile Strength val-ues for each series of specimens increase with curing time (Figs. 2and 3), in accordance with Serfass et al. [20]. This behaviour is dueto the loss of the binder volatile components that allows the curingof the CMA mixture, which progressively reaches its stablecondition.
In the range of curing times investigated, the increase of MS andITS as function of curing days (t) can be represented with a loga-rithmic regression, according to the following equations:
MS ¼ aþ b � lnðtÞ; ITS ¼ c þ d � lnðtÞ ð1Þ
0
10
20
30
40
50
60
70
80
90
100
0.0 0.1 1.0 10.0
% p
assi
ng
log D
STDMat.AMat.B
Fig. 1. Aggregate blend gradation of CMA mixtures.
where a, b, c and d are regression parameters. For each series ofspecimens, the regression parameter values are reported in Table 5,together with the corresponding determination coefficient R2,which values can be considered adequate (>0.85), except few casesrelated to ITS results. The increase of MS and ITS with curing timestrongly depends on the fiber type and content (Figs. 2, 3 andTable 5), as different fibers interact in a different way with binder,throughout the curing. However, all the materials show a similarbehaviour characterized by an initial marked increase of the perfor-mance until 7/14-day-curing time followed by a reduction of thecurve slope, probably due to the achievement of the definitive per-formance after about 28-day-curing time.
The comparison between the STD and the NPC mix shows that,for both fiber contents (0.15% and 0.30% by the aggregate weigh),the addition of nylon–polyester–cellulose fibers to the standardmixture does not improve the material performance (Figs. 2and 3), which is contrarily penalized at almost each curing time.
GCF fiber-reinforced mixture shows MS results inconsistentwith ITS results. In fact, for both fiber contents, GCF mixture pro-vides higher Marshall Stability values (Figs. 2a and 3a) than STDmixture for short curing times (within 7 days), and lower valuesfor medium curing times (higher than 7 days). Instead, in termsof Indirect Tensile Strength (Fig. 2b and 3b), GCF mixture provideslower values than STD mixture for short curing times (within7 days), and higher values for medium curing times (higher than7 days). This contradictory behaviour does not allow the determi-nation of a definite trend of GCF fiber-reinforced mix performancerespect to STD mix, leading to conclude that also the glass–cellulose fibers, analogously to the nylon–polyester–cellulose ones,
0
40
80
120
160
0 5 10 15 20 25 30
ITS
[kPa
]
Curing time [days]
Indirect Tensile Test @ 25 oC
STD CEL-0.15GCF-0.15 NPC-0.15STD CEL-0.15GCF-0.15 NPC-0.15
(b)
Fig. 2. Marshall Stability and Indirect Tensile Strength as functions of curing time,for a fiber content of 0.15% by the aggregate weight.

0
2
4
6
8
10
Mar
shal
l Sta
bilit
y [k
N]
Curing time [days]
Marshall Test @ 25 oCSTD CEL-0.30GCF-0.30 NPC-0.30STD CEL-0.30GCF-0.30 NPC-0.30
0
40
80
120
160
0 5 10 15 20 25 30
0 5 10 15 20 25 30
ITS
[kPa
]
Curing time [days]
Indirect Tensile Test @ 25 oCSTD CEL-0.30GCF-0.30 NPC-0.30STD CEL-0.30GCF-0.30 NPC-0.30
(a)
(b)
Fig. 3. Marshall Stability and Indirect Tensile Strength as functions of curing time,for a fiber content of 0.30% by the aggregate weight.
Table 5Logarithmic regression parameter values – first phase.
Test type Mixture type a b c d R2
Marshall STD 0.37 2.19 – – 0.90CEL-0.15 1.62 1.90 – – 0.99CEL-0.30 2.15 1.49 – – 0.92GCF-0.15 1.80 1.33 – – 0.97GCF-0.30 1.48 1.59 – – 0.94NPC-0.15 0.90 1.52 – – 0.90NPC-0.30 2.06 1.04 – – 0.85
Indirect Tensile STD – – 48.11 15.18 0.55CEL-0.15 – – 64.97 9.96 0.96CEL-0.30 – – 40.95 18.43 0.99GCF-0.15 – – 25.36 30.22 0.92GCF-0.30 – – 32.68 24.47 0.72NPC-0.15 – – 27.57 24.63 0.45NPC-0.30 – – 14.87 22.54 0.91
0
2
4
6
8
10
Mar
shal
l Sta
bilit
y [k
N]
Curing time [days]
Marshall Test @ 25 oCSTD CEL-0.15CEL-0.30 STDCEL-0.15 CEL-0.30
0
40
80
120
160
0 5 10 15 20 25 30
0 5 10 15 20 25 30
ITS
[kPa
]
Curing time [days]
Indirect Tensile Test @ 25 oCSTD CEL-0.15CEL-0.30 STDCEL-0.15 CEL-0.30
(a)
(b)
Fig. 4. Marshall Stability and Indirect Tensile Strength as functions of curing time(STD and CEL mixes).
G. Ferrotti et al. / Construction and Building Materials 57 (2014) 117–125 121
are not able to clearly improve the standard CMA mixturecharacteristics.
On the contrary, the CEL fiber-reinforced mixture provideshigher performance than STD mix (Fig. 2 and 3), for both test types(Marshall and Indirect Tensile) and for almost all curing times andfiber contents investigated. This trend is more marked at short cur-ing times (within 7 days) respect to medium curing times, wherethe two mixes (STD and CEL) show similar behaviour. This meansthat when maintenance activities have to ensure high performancein a very short time, the CEL fiber-reinforced mixture representsthe optimum material, whereas when it is possible to wait for alonger curing time, also the STD mixture is able to guarantee ade-quate performance.
Since the CEL fiber-reinforced mixture provides higher perfor-mance than the other fiber types, the comparison between thetwo fiber contents is only shown for CEL mixes. Fig. 4 highlightsthat the lower fiber content (0.15%) guarantees higher values ofboth Marshall Stability and Indirect Tensile Strength at almostevery curing time, in accordance with de S. Bueno et al. [19].
In case of emergency maintenance, cold mixtures can be ap-plied in wet conditions, making necessary the evaluation of thewater effect on their performance. Fig. 5 shows that also for spec-imens immersed in water for 2 days after a 28-day-curing time inair, the fiber-reinforced mixture prepared with 0.15% cellulose fi-bers (CEL-0.15) provides optimum results, confirming the behav-iour obtained in dry conditions.
4.1.2. Abrasion Resistance testAbrasion Resistance test is generally considered suitable for the
evaluation of abrasion characteristics of hot porous asphalts. Sincethe CMA mixtures considered in this study are characterized by a
mean air void content of 19–26% (Table 2), Cantabro test can beproperly carried out.
Fig. 6 shows that after a 28-day-curing time in air, all the CMAmixtures provide a percentage of particle loss sensibly lower than20%, that is the maximum limit usually accepted by constructionspecifications for HMAs. Moreover, the comparison with a porousHMA characterized by 22% air void content, that showed a particleloss of about 17.5% [21], allows the conclusion that after a curingtime of 28 days in air, the CMA mixtures studied provide higherAbrasion Resistance than hot porous asphalts.

7.0 6.6 6.5 6.35.6 5.8
5.0
0
2
4
6
8
10
STD CEL-0.15 CEL-0.30 GCF-0.15 GCF-0.30 NPC-0.15 NPC-0.30
Mar
shal
l Sta
bilit
y [k
N]
Mixture type
Marshall Test @ 25 oC
28 days in air+2 days in water
24.6
77.670.7
58.6 55.0
32.847.0
0
40
80
120
160
STD CEL-0.15 CEL-0.30 GCF-0.15 GCF-0.30 NPC-0.15 NPC-0.30
ITS
[kPa
]
Mixture type
Indirect Tensile Test @ 25 oC
28 days in air+2 days in water
(a)
(b)
Fig. 5. Influence of water on Marshall test and Indirect Tensile test.
3.41.9 2.3 2.6 2.3
1.1 1.4
0
5
10
15
20
STD CEL-0.15 CEL-0.30 GCF-0.15 GCF-0.30 NPC-0.15 NPC-0.30
Part
icle
loss
[%]
Mixture type
Cantabro Test @ 25°°
28 days in air
c
Fig. 6. Abrasion Resistance in terms of particle loss.
Table 6Compaction parameters.
Parameter Storage period Mixture type
STD CEL
0.15
v(1) (%) 1 day 38.0 34.350 days 39.1 36.9
v(250) (%) 1 day 18.2 17.350 days 18.5 18.8
K (dimensionless) 1 day 3.34 2.8650 days 3.47 3.03
y = -3.34ln(x) + 38.0R² = 0.99
y = -3.47ln(x) + 39.1R² = 0.99
0
5
10
15
20
25
30
35
40
45
50
v [%
]
Number of gyrations
1 day 50 days
1 day 50 daysSTD
y = -2.86ln(x) + 34.3R² = 0.99
y = -3.03ln(x) + 36.9R² = 0.99
0
5
10
15
20
25
30
35
40
45
50
1 10 100 1000
1 10 100 1000
v [%
]
Number of gyrations
1 day 50 days
1 day 50 daysCEL-0.15
(a)
(b)
Fig. 7. Compactability results.
122 G. Ferrotti et al. / Construction and Building Materials 57 (2014) 117–125
4.1.3. CompactabilityThe Compactability tests were performed to assess the work-
ability of the CMA mixtures, with particular attention to the varia-tion of their characteristics after 50-days-storage period of theloose material.
The compaction parameters (K and v(1)) for all the CMA mix-tures investigated are shown in Table 6. The parameter v (1) foreach cold mix, except for GCF at both fiber contents, is lower when1 day-storage period is considered respect to 50 days. This provesthat, at the first stage of compaction, the materials studied behavebetter with shorter than longer storage periods. For STD and CELmixtures, this trend is also confirmed at the end of compactionas the final air void content v (250) is lower for 1 day respect to50 days-storage period, even if the difference between v(250) val-ues is lower than that between v (1) values. This is due to the high-er K values for 50-days-storage period respect to 1 day (Table 6 andFig. 7), which proves that a storage period of a couple of months
GCF NPC
0.30 0.15 0.30 0.15 0.30
37.6 39.7 39.9 40.3 39.141.2 38.6 38.9 41.8 41.6
23.8 24.5 24.7 25.0 24.324.7 18.7 18.5 23.5 23.9
2.64 2.55 2.56 2.61 2.452.78 3.35 3.43 2.85 2.81

0
2
4
6
8
10
Mar
shal
l Sta
bilit
y [k
N]
Curing time [days]
Marshall Test @ 25 oC
STD CEL-0.15 Mat.A Mat.B
STD CEL-0.15 Mat.A Mat.B
0
20
40
60
80
100
120
0 5 10 15 20 25 30
0 5 10 15 20 25 30
ITS
[kPa
]
Curing time [days]
Indirect Tensile Test @ 25 oC
STD CEL-0.15 Mat.A Mat.BSTD CEL-0.15 Mat.A Mat.B
(a)
(b)
Fig. 8. Marshall Stability and Indirect Tensile Strength as functions of curing time.
Table 7Logarithmic regression parameter values – second phase.
Test type Mixture type a b c d R2
Marshall Mat.A 2.70 0.04 – – 0.35Mat.B 1.38 0.17 – – 0.99
Indirect tensile Mat.A – – 53.45 3.52 0.39Mat.B – – 25.50 7.45 0.56
7.0 6.6
2.62.0
0
2
4
6
8
10
STD CEL-0.15 Mat.A Mat.B
Mar
shal
l Sta
bilit
y [k
N]
Mixture type
Marshall Test @ 25 oC
28 days in air+2 days in water
24.6
77.6
34.1 28.7
0
40
80
120
160
STD CEL-0.15 Mat.A Mat.B
ITS
[kPa
]
Mixture type
Indirect Tensile Test @ 25 oC
28 days in air+2 days in water
(a)
(b)
Fig. 9. Water effect on Marshall test and Indirect Tensile test.
G. Ferrotti et al. / Construction and Building Materials 57 (2014) 117–125 123
does not sensibly penalize the Compactability characteristics of thecold materials studied.
The comparison between the different CMA mixtures at a fixedstorage period shows that STD and CEL-0.15 mixes provide thelower air void content v (1) and v (250) and the higherCompactability K, confirming the optimum behaviour shown bythese mixtures during Marshall, indirect tensile, and Cantabrotests.
4.2. Results of the second phase
In the second phase, the standard (STD) and the optimized fi-ber-reinforced (CEL-0.15) cold mixtures, were compared withtwo high-performance cold mixes (Mat.A and Mat.B), usually em-ployed in maintenance activities as they meet with the market’sfavour.
Fig. 8 shows that in terms of both Marshall Stability and IndirectTensile Strength, STD mixture and even more CEL-0.15 mixtureprovide higher performance than Mat.A and Mat.B mixes, at almostevery curing time. Moreover, MS and ITS of Mat.A and Mat.B re-main almost constant during the curing time investigated provingthat these mixes reach their stable condition early, contrarily toSTD and CEL-0.15 mixtures that sensibly increase their perfor-mance with time. In this sense, the low regression determinationcoefficients R2 (Table 7) of Mat.A and Mat.B demonstrate that thelogarithmic regression is not so proper to describe their trend withcuring time.
Also the water effect study (Fig. 9) shows that the optimizedfiber-reinforced CMA mixture (CEL-0.15) performs better thanthe other cold mixes, making appropriate its employment in wetconditions, for emergency maintenance.
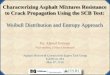
An example of specimens subjected to Cantabro tests after acuring of 28 days in air is provided in Fig. 10. STD and CEL-0.15mixtures (Fig. 10a and b, respectively) show a completely differentbehaviour than Mat.A and Mat.B mixes (Fig. 10c and d, respec-tively), as also proved in Fig. 11. In fact, STD and CEL-0.15 mixturescan be considered similar to porous HMAs in terms of AbrasionResistance (as previously observed) whereas Mat.A and Mat.Bmixes provide a very high percentage of particle loss, which couldnegatively influence the durability of the maintenance activitiesperformed with these CMA materials.

(a) STD
(c) Mat.A
(b) CEL-0.15
(d) Mat.B
Fig. 10. Specimens subjected to Cantabro tests after a curing of 28 days in air.
3.4 1.9
100.0
51.1
0
20
40
60
80
100
STD CEL-0.15 Mat.A Mat.B
Part
icle
loss
[%]
Mixture type
Cantabro Test @ 25°C
28 days in air
Fig. 11. Abrasion Resistance in terms of particle loss.
124 G. Ferrotti et al. / Construction and Building Materials 57 (2014) 117–125
5. Conclusions
This study focuses on the optimization of a high performancecold mix asphalt mixture through the addition of different types(cellulose, glass–cellulose, nylon–polyester–cellulose) and con-tents (0.15% and 0.30% by the aggregate weight) of fibers.
Test results showed that fiber type and content strongly influ-ence CMA mixture performance, confirming the behaviour ob-served for HMA mixes.
Both fiber-reinforced and unreinforced CMA mixtures progres-sively reach their stable condition thanks to the loss of binder vol-atile components which causes the increase of the mixperformance with curing time.
Among the fiber-reinforced mixtures tested, the mix with 0.15%cellulose fibers provided similar or even higher results than thestandard mixture without fibers. In particular, the cellulose-fiber-reinforced mixture ensures higher performance in shorter curingtimes whereas, for longer curing times, also the standard mixtureis able to guarantee adequate performance.
Water action slightly weakens CMA strength. However, thefiber-reinforced mixture with 0.15% cellulose fibers can be success-fully used also for emergency maintenance during rainy periods asit still provides proper mechanical performance.
A storage period of a couple of months does not sensibly penal-ize the aptitude of the CMA mixtures investigated to be compacted.
Finally, results proved that the standard and the cellulose-fiber-reinforced cold mixtures guarantee enhanced performance withrespect to CMA mixtures usually employed as patching materials.
Acknowledgements
The Authors wish to thank Insta Service that provided the mate-rials and the financial support to the Research project.
References
[1] Buddhavarapua P, Banerjeeb A, Prozzic JA. Influence of pavement condition onhorizontal curve safety. Accid Anal Prev 2013;52:9–18.
[2] Scheimana S, Moghaddasa HS, Björnstiga U, Bylundb P-O, Savemana B-I.Bicycle in-jury events among older adults in Northern Sweden: a 10-yearpopulation based study. Accid Anal Prev 2010;42:758–63.
[3] Peshkin DG, Hoerner TE, Zimmerman KA. Optimal Timing of PavementPreventive Maintenance Treatment Applications. NCHRP report 523, NationalCooperative Highway Research Program, Transportation Research Board; 2004.
[4] ERA-Net road. Durable pothole repairs. Project for national road authoritiesthrough ERA-Net roads, Project no. 832700. Project coordinator: KarlsruheInstitute of Technology (KIT); 2013.
[5] Berlin M, Hunt E. Asphalt concrete patching material evaluation. Interim reportSR 548, Oregon Department of Transportation Research, Group; 2001.
[6] Paige-Green P, Maharaj A, Komba J. Potholes: a technical guide to their causes,identification and repair. Council for Scientific and Industrial Research Project(CSIR), CSIR Built Environment; 2010.
[7] Prowell BD, Franklin AG. Evaluation of cold mixes for winter pothole repair.Transport Res Rec 1996;1529:76–85.
[8] Thomas HR, Anderson DA. Pothole repair: you cannot afford not to do it right.Transport Res Rec 1986;1102:32–40.
[9] Wilson TP, Romine AR. Innovative materials development and testing: potholerepair. SHRP-H-353, Washington (DC): Strategic Highway Research Program,National Research Council; 1993.
[10] Dong Q, Huang B, Zhao S. Field and laboratory evaluation of winter seasonpavement pot-hole patching materials. Int J Pav Eng 2013. http://dx.doi.org/10.1080/10298436.2013.814772.
[11] Anderson DA, Thomas HR, Siddiqui Z, Krivohlavek DD. More effective cold,wet-weather patching materials for asphalt pavements. Report no. FHWA-RD-

G. Ferrotti et al. / Construction and Building Materials 57 (2014) 117–125 125
88-001, Federal Highway Administration, Pennsylvania TransportationInstitute; 1988.
[12] Maher A, Gucunski N, Yanko W, Petsi F. Evaluation of pothole patchingmaterials. Report no. FHWA 2001–02, Federal Highway Administration, NewJersey Department of Transportation; 2001.
[13] Wilson TP, Romine AR. Materials and procedures for repair of potholes inasphalt-surfaced pavements: manual of practice. Report no. FHWA-RD-99-168, Federal Highway Administration, US Department of Transportation; 1999.
[14] Wu S, Liu G, Mo L-t, Chen Z, Ye Q. Effect of fiber types on relevant properties ofporous asphalt. T Nonferr Metal Soc 2006;16:791–5.
[15] Ye Q, Wu S, Li N. Investigation of the dynamic and fatigue properties of fiber-modified asphalt mixtures. Int J Fatigue 2009;31:1598–602.
[16] Mallick RB, Kandhal PS, Cooley LA Jr, Watson DE. Design, construction, andperformance of new generation open-graded friction courses. NCAT
report no. 00–01, National Center for Asphalt Technology, AuburnUniversity; 2000.
[17] Chen H, Xu Q, Chen S, Zhang Z. Evaluation and design of fiber-reinforcedasphalt mixtures. Mater Design 2009;30:2595–603.
[18] Abtahi SM, Sheikhzadeh M, Hejazi SM. Fiber-reinforced asphalt-concrete Areview. Constr Build Mater 2010;24:871–7.
[19] de S. Bueno B, da Silva WR, de Lima DC, Minete E. Engineering properties offiber reinforced cold asphalt mixes. J Environ Eng-ASCE Techn Notes2003;129(10):952–5.
[20] Serfass J-P, Poirier J-E, Henrat J-P, Carbonneau X. Influence of curing on coldmix mechanical performance. Mater Struct 2004;37:365–8.
[21] Frigio F, Pasquini E, Ferrotti G, Canestrari F. Improved durability of recycledporous asphalt. Constr Build Mater 2013;48:755–63.