Embed Size (px)
Citation preview

Materials and Design 30 (2009) 2595–2603
Contents lists available at ScienceDirect
Materials and Design
journal homepage: www.elsevier .com/locate /matdes
Evaluation and design of fiber-reinforced asphalt mixtures
Huaxin Chen a,1, Qinwu Xu b,*, Shuanfa Chen a,1, Zhengqi Zhang c
a School of Materials Science and Engineering, Chang’an University, Xi’an 710064, Chinab Pavement and Materials Research, The Transtec Group Inc., 6111, Balcones Dr., Austin, TX 78731, USAc Highway College, Chang’an University, Xi’an 710064, China
a r t i c l e i n f o a b s t r a c t
Article history:Received 5 July 2008Accepted 16 September 2008Available online 30 September 2008
Keywords:Polymer matrixMechanicalPerformance indices
0261-3069/$ - see front matter � 2008 Elsevier Ltd. Adoi:10.1016/j.matdes.2008.09.030
* Corresponding author. Tel.: +1 512 709 4155; faxE-mail addresses: [email protected] (H. Chen), q
[email protected] (Z. Zhang).1 Tel./fax: +86 29 82337340.
This paper investigated the volumetric and mechanical properties, and design method of fiber-reinforcedasphalt mixtures. Four different fiber were used: polyester, polyacrylonitrile, lignin, and asbestos fibers.Marshall tests were performed to measure the volumetric and mechanical properties of asphalt mixtures.Performance tests were also conducted to examine moisture susceptibility and dynamic stability. Resultsshow that the optimum asphalt content, air void, void in mineral aggregate and Marshall stabilityincrease, while bulk specific gravity decreases after adding fibers into asphalt mixtures. Optimum asphaltcontent, Marshall stability, and dynamic stability increase initially and then decrease with increasingfiber content. It also shows that the polyester and polyacrylonitrile fibers have higher stability due totheir higher networking effect, while the lignin and asbestos fibers result in higher optimum asphalt con-tent and VFA (asphalt filled in the voids of mineral aggregates) due to their higher absorption of asphalts.A design procedure for fiber-reinforced asphalt mixture is proposed, which elects the fiber type based onthe characteristics of both fiber and asphalt mixture, designs the optimum asphalt content following theMarshall method, and then determines the optimum fiber content in terms of performance test results.Based on the test results, a fiber content of 0.35% by mass of mixture is recommended for the polyesterfiber used in this study.
� 2008 Elsevier Ltd. All rights reserved.
1. Introduction
Fibers have been used in asphalt mixtures to improve perfor-mances of pavements. Previous researchers have reported fiber’sreinforcing effects in asphalt mixtures and pavements. Fiber canstabilize asphalts to prevent asphalt leakage especially for theopen-graded-friction-course (OGFC) and stone–mastic–asphalt(SMA) mixtures during the material transportation and paving[1–3]. Fiber changes the viscoelasticity of mixture [4]; improvesdynamic modulus [5], moisture susceptibility [6], creep compli-ance and rutting resistance [7,8]; while reduces the reflectivecracking of asphalt mixtures and pavements [9,10].
However, it shows that not much study is performed on the de-sign method of fiber-reinforced asphalt mixture based on the liter-ature review. The design methods of ordinary asphlat mixtureprimarily include the well-known Marshall design method andSuperpave design method. In the design procedure asphalt contentplays a key role in determining the engineering properties of mix-ture, which is determined in terms of the volumetric properties of
ll rights reserved.
: +1 512 451 [email protected] (Q. Xu),
mixture (specific gravity, air void, etc.) in both the Marshall andSuperpave mixture design procedures. However, the volumetricproperties of fiber-reinforced asphalt mixture are different fromthat of the ordinary asphalt mixture [2]. Therefore, it is regardedessential to investigate the volumetric properties of fiber-rein-forced asphalt mixtures in order to design more reliable materials.Likewise, fiber content also plays an important role in determiningthe volumetric and engineering properties of asphalt mixture. Itwas reported that there exists some optimum fiber contents toachieve the maximum tensile strength and toughness [11]. Unfor-tunately, at many cases, fiber content is determined only accordingto engineering practice or manufacturer recommendation. E.g., a fi-ber content of 0.3% was used to study the performance of mixtures[6]. Therefore, it would be necessary to study the optimum fibercontent toward a more effective mixture design. In addition, differ-ent fiber types would have different characteristics and reinforcingmechanisms. Thus, it is meaningful to identify their different rein-forcing effects and mechanisms in order to elect appropriate fibertypes for mixture design.
Accordingly, the primary objective of this paper is to study thevolumetric properties and design method of fiber-reinforced as-phalt mixtures. The volumetric and mechanical properties of as-phalt mixtures using four different fibers were measured andevaluated through laboratory tests. Moisture susceptibility and

Table 1Physical properties of asphalt binder
Test items Unit Value Specification
Original asphalt binder25 �C penetration 0.1 mm 85 ASTM D515 �C ductility cm 117 ASTM D11310 �C ductility cm 75.6 ASTM D113Softening point �C 48.2 ASTM D36Wax content % 1.82 ASTM D 3344Flash point �C 268 ASTM D56Specific gravity Non 1.015 ASTM D 2041
RTFO ASTM D2872Mass loss % 0.489 ASTM D287225 �C penetration ratio % 60.25 ASTM D515 �C ductility cm 37 ASTM D11310 �C ductility cm 13 ASTM D113
2596 H. Chen et al. / Materials and Design 30 (2009) 2595–2603
dynamic stability of mixtures were also examined to evaluate fi-ber’s effects on the critical performances of pavements. A designprocedure is proposed to design fiber-reinforced asphalt mixture.
2. Materials
2.1. Asphalt
The asphalt type of AH-90 produced by the Panjin Petrochemi-cal Industry was used for all mixtures in the experiments. The basicphysical properties of asphalts are measured following the ASTMstandards, and are presented in Table 1.
2.2. Fibers
Four fibers that are frequently used in China were studied inthis research according to the project requirement, including onepolyester fiber (BoniFiber@) produced by the Kapejo Inc., one poly-acrylonitrile fiber (Dolanit@AC) produced by the Kelheim FibersInc., one lignin fiber produced by the Beijing Pan China MunicipalTec. CO., and one asbestos fiber produced by the Sichuan YitongAsbestos Products Inc., as shown in Fig. 1. The basic physical prop-erties of these fibers are presented in Table 2 (provided by themanufacturers).
2.3. Aggregate
The coarse aggregates and mineral powders are made fromlimestone, and the fine aggregates are used from natural sands.The basic physical properties of coarse aggregate, fine aggregateand mineral power are presented in Tables 3–5, respectively.
Fig. 1. Fi
2.4. Asphalt mixture
The aggregate gradation for AC-16 mixture – a frequently usedmixture in China – is designed following the specification [12], asdetailed in Table 6.
The manufacturers have recommended the fiber contents (bymass of mixture) for mixture design, as shown in Table 7, whichhave been used in the controlled mixtures. However, in order tostudy the influence of fiber content on the volumetric and engi-neering properties of asphalt mixture, four different fiber contents– 0%, 0.2%, 0.35% and 0.5% – were used for the polyester fiber incomparison with the controlled mixture.
The optimum asphalt contents for different fiber mixtures weredetermined using the Marshall design method [12,13]. In thismethod, the asphalt contents at the maximum density, lowest airvoid, and maximum Marshall stability are determined, and theaverage value is used as the optimum asphalt content.
3. Experimental program
3.1. Specimen preparation
Fibers were mixed with aggregates thoroughly for 15–25 s, andthen heated in an oven at 175 �C which is about 10–20 �C higherthan that for ordinary asphalt mixture (i.e., 155 �C). Consequently,the melted asphalt binder at 160 �C was added into fiber aggregatemixes and mixed thoroughly till resulting in a well coated andevenly distributed mixture. Subsequently, the hot mixtures wereplaced in a steel frame and compacted under 75 blows at 145 �Cto attain a Marshall specimen measuring 101.6 mm (diameter)by 63.5 mm (height) according to the specification [13]. Thesespecimens will be used for the laboratory tests of volumetric prop-erties as discussed later.
3.2. Mechanical testing
3.2.1. Volumetric propertiesThe bulk specific gravity (Gmb) and air void of asphalt mixture
were measured following the specification [12].Consequently, the void in mineral aggregate (VMA) can be cal-
culated as follows:
VMA ¼ 100 1� Gmb
GmmPs
� �ð1Þ
where Gmm is the maximum theoretical specific gravity of asphaltmixture, Ps is the aggregate percentage by mass of mixture.The vol-ume percentage of asphalt filled in the voids of mineral aggregate(VFA) is determined as follows:
bers.

H. Chen et al. / Materials and Design 30 (2009) 2595–2603 2597
VFA ¼ 1� AVVMA
� �� 100 ð2Þ
where AV is air void.
3.2.2. Marshall stability and flow testThe Marshall stability was measured following the specification
[12], which is also detailed in many other literatures [13]. In thetest a compressive loading was applied on the specimen at a rateof 50.8 mm/min till it was broken. The maximum loading at mate-rial failure is called Marshall stability (MS), and the associatedplastic flow (deformation) of specimen is called flow value (FV).
3.2.3. Moisture susceptibility testThe moisture susceptibility of asphalt mixture was also mea-
sured through laboratory performance test. Two groups of dupli-cate specimens (three samples for each group) were prepared.The first group of samples was submerged in water at 60 �C for30 min, and the second group of samples was submerged in waterat 60 �C for 48 h. Their Marshall stabilities were measured usingthe method described above. Consequently, the residual stabilityis determined as follows [12]:
MSR ¼MS2
MS1� 100% ð3Þ
where MS2 is the Marshall stability after experiencing water effect(48 h), MS1 is the Marshall stability of fresh mixture.MSR is used toevaluate the moisture susceptibility of asphalt mixture, and a high-er MSR value indicates a higher moisture susceptibility (lower mois-ture damage resistance).
3.2.4. Dynamic stabilityDynamic stability was measured to evaluate the high-tempera-
ture performance (rutting resistance) of asphalt mixture followingthe specification [12]. A mixture slab was prepared and placed in asteel frame, and then cured in a temperature chamber at 60 �C(simulating the high temperature in summer weather) for morethan 5 h to achieve a uniform temperature, but less than 24 h tominimize the aging effect of high temperature. Then a wheel witha tire contact pressure of 0.7 ± 0.05 MPa was applied on the slab
Table 2Physical properties of fibers
Items Fiber type
BoniFiber@(polyester) Dolanit@AS(polyacrylonitrile)
Lignin Asbestos
Fiber diameter(mm)
0.020 + 0.0025 0.013 Meanvalue:0.045
N/A
Fiber length(mm)
6.35 + 1.58 4.00–6.00 <5.00,meanvalue: 1.10
5.5
Length/diameterratio (meanvalue)
318 385 24 N/A
Tensile strength(MPa)
517 ± 34.5 >910 N/A 30–40
Maximumtensile strain
33 ± 9 8–12 N/A N/A
Specific gravity 1.36 ± 0.04 1.14–1.16 0.80–1.30 2.4–2.6Melt
temperature(�C)
>249 >240 >200 N/A
Asphalt draineddown (%)[1]
28.00 19.13 0.00 18.25
Note: [1] drain-down experiment at 140 �C was performed and not detailed in thispaper, and a higher content of drained down (separation) asphalts indicates a lowerabsorption of asphalts.
specimen, running within a distance of 23 cm ± l cm at a speed of42 cycle/min along one direction. The dynamic stability (cycle/mm) was determined as follows:
DS ¼ 42� 15d60 � d45
ð4Þ
where d60 is the rutting depth (mm) at 60 min, d45 is the ruttingdepth at 45 min, 42 is the speed (cycle/min), and 15 is the time dif-ference (min).
A higher DS represents a higher rutting resistance of asphaltmixture.
4. Marshall test results and discussion
4.1. Results for different fiber types
Test results of volumetric and mechanical properties of asphaltmixtures using different fibers are compared. For each fiber mix-ture, two asphalt contents are used: one is the optimum asphaltcontent resulted from Marshall design (different fiber type may re-sult in different optimum asphalt content), and the same asphaltcontent as the Marshall-designed optimum asphalt content usedfor ordinary mixture. The fiber contents recommended by themanufactures listed in Table 7 are used in this section.
4.1.1. Optimum asphalt contentThe optimum asphalt contents (OAC) for the ordinary and fiber
mixtures are determined following Marshall design method. Re-sults indicate that OAC increases after adding fibers into asphaltmixture. This result is attributed to the fiber’s absorption of as-phalts. Adding fiber requires more asphalt to wrap onto its surfacedue to its relatively higher specific surface area and absorption oflight components of asphalts [2,14]. The resulted OAC is rankedin a decreased order as follows: lignin fiber > asbestos fiber > poly-acrylinitrile > polyester > no fiber, as shown in Fig. 2. This result isprimarily due to the different specific areas and resulted differentasphalt absorptions of different fibers [14]. The lignin fiber has aloose structure and highest specific surface area, which results ina highest absorption of asphalts among these fibers as shown in Ta-ble 2 (drain-down experiments testifying asphalt absorption arenot discussed in this paper due to limited space and were alreadypresented somewhere else [15]). However, the polyacrylonitrileand polyester fibers have lower specific areas and lower absorp-tions of asphalts than lignin and asbestos fibers, resulting in lowerOAC.
4.1.2. Bulk specific gravity and air voidResults show that the bulk specific gravity (Gmb) of asphalt mix-
ture decreases slightly after adding fibers (i.e., Gmb of polyester,polyacrylinitrile, lignin and asbestos fiber mixtures using OAC are0.37%, 0.33%, 0.74%, and 0.29% lower, respectively, than that of or-dinary mixture), as illustrated in Fig. 3. This result would be attrib-uted to the lower specific gravity of fiber than that of mineralaggregates. The Gmb of these four fiber mixtures rank in an in-creased order as follows: lignin fiber, polyacrylinitrile and polyes-ter fibers, asbestos fiber, and no-fiber (ordinary asphalt mixture).This result would be primarily due to the different OAC and specificgravities of different fibers. Increase of OAC requires more compac-tion effort to achieve the same density due to the relatively lowerspecific gravity of asphalt than that of mineral aggregate, or re-duces the density of asphalt mixture at the same compaction ef-fort. The mixture with lignin fiber has the highest OAC, then theasbestos fiber, the polyester and polyacrylinitrile fibers. Therefore,higher OAC results in lower Gmb under the same compaction efforts(75 blows on both sides of the specimen at the laboratory). How-ever, it is noted that the asbestos–fiber mixture has a relatively

Table 3Physical properties of coarse aggregate
Aggregate Bulk relativedensity
Apparent relativedensity
Waterabsorption(%)
Flat orelongated(%)
Los Angelesabrasion, %loss
Crushingvalue(%)
Crushed stone (9.5–19 mm) 2.702 2.714 0.16 10.8 21.9 23.3Crushed stone (4.75–9 mm) 2.693 2.714 0.30 11 N/A N/ACrushed stone (4.75–
2.36 mm)N/A 2.704 0.35 N/A N/A N/A
Table 4Physical properties of fine aggregate
Aggregate Apparentrelativedensity
Sandequivalent
Waterabsorption(%)
Mud content (percentof <0.075 mm) (%)
Naturalsand
2.615 96 2.9 1.2
Table 5Physical properties of mineral powder
Mineralfiller
Plasticityindex
Apparentrelativedensity
Hydrophiliccoefficient
Waterabsorption(%)
Soundness
Limestone powder 3.8 2.688 0.76 0.4 Qualified
Table 7Fiber content recommended by manufacturers
Fiber type Polyester(BoniFiber@)
Polyacrylintrile(Dolanit@AS)
Lignin Asbestos
Fiber content(%)
0.25 0.30 0.30 0.40
Note: The fiber content is by mass of asphalt mixture.
2598 H. Chen et al. / Materials and Design 30 (2009) 2595–2603
high Gmb though it has the second largest OAC, which is due toasbestos fiber’ higher density than that of other fibers as shownin Table 2. Meanwhile, it shows that the Gmb of fiber mixturesusing OAC are slightly higher than that using the same asphalt con-tent as that of ordinary mixture (i.e., 0.33%, 0.50%, 0.80%, and 0.37%higher for the mixtures with polyester, polyacrylinitrile, lignin andasbestos fibers, respectively). A high Gmb is one of the design objec-tives following Marshall design method. Therefore, using OACwould be preferable than using the same optimum asphalt contentas that of ordinary mixture in terms of Gmb value.
Test result shows that air void increases obviously after addingfibers into asphalt mixtures (lower Gmb correlates to higher airvoids), i.e., increases 9.21%, 9.09%, 10.83%, and 8.86% for mixtureswith polyester, polyacrylinitrile, lignin and asbestos fibers usingthe OAC, respectively, as shown in Fig. 4. The mixture with ligninfiber has the highest air voids, then polyester fiber, polyacryloni-trile fiber, asbestos fiber, and no-fiber (ordinary asphalt mixture)has the lowest air void. The result is attributed to the differentOAC of different fiber mixtures as discussed above. Meanwhile, itshows that the mixtures with OAC have much lower air voids thanthat of mixtures with the same asphalt content as that of ordinarymixture, i.e., 25.79%, 27.24%, 33.56%, and 25.44% lower for polyes-ter, polyacrylinitrile, lignin and asbestos fibers, respectively. Exces-sive air voids would result in cracking due to insufficient asphaltbinders to coating onto aggregates, while too low air void may in-duce more plastic flow (rutting) and asphalt bleeding. Results showthat the air voids of mixtures using OAC are all located within thespecification range, which may lead to higher performance thanthe mixtures using the same asphalt content of ordinary mixture.
Table 6Asphalt mixture aggregate gradation
Sieve size (mm) 19 16 13.2 9.5
AC-16 Specification passing range 100 90–100 76–92 60–80Used passing 100 95 84 70
4.1.3. VMA and VFAResults show that VMA increases after adding fiber into asphalt
mixtures, i.e., VMA increases 9.33%, 9.62%, 11.61%, and 9.90% forpolyester, polyacrylinitrile, lignin and asbestos fiber, respectively,as shown in Fig. 5. This result is due to the decrease of Gmb dis-cussed above (lower Gmb results in higher VMA in terms of Eq.(1)). The mixtures with lignin and asbestos fibers have greaterVMA than mixtures with other fibers, which would be due to theirlower Gmb discussed previously.
VFA of mixtures using the OAC have a slight increase after add-ing fibers into mixture, as shown in Fig. 6. The mixtures with ligninand asbestos fibers have higher VFA than mixtures with other fi-bers (Fig. 6), which is due to their higher OAC. However, whenusing the same asphalt content as that of ordinary mixture, VFAdecreases since the VMA increases after adding fibers in terms ofEq. (2), as shown in Fig. 6.
Meanwhile, it shows that the mixture using OAC obviously havelarger VFA than the mixtures using the same asphalt content asthat of ordinary mixture, i.e., 13.50%, 14.48%, 19.69%, and 18.86%higher for mixtures with polyester, polyacrylinitrile, lignin andasbestos fibers, respectively. A very low VFA will result in insuffi-cient asphalt binder penetrating into voids of aggregate particlesto form a stable interface adhesion according to the interlock adhe-sion theory [16,17], which may lead to interfacial failure betweenasphalt film and aggregate surface [18]. Therefore, the fiber-rein-forced asphalt mixture using OAC would induce higher interfaceadhesion than that of mixtures using the same asphalt content ofordinary mixture.
4.1.4. Marshall stability and flow valueTest results show that the Marshall stability (MS) of all mixtures
using the OAC increase after adding fibers, as illustrated in Fig. 7(i.e., increases 5.05%, 7.47%, 1.11%, and 2.22% for mixtures withpolyester, polyacrylinitrile, lignin and asbestos fibers, respec-tively). The mixtures with polyacrylonitrile and polyester fibershave higher MS than mixtures with asbestos and lignin fibers, indi-cating their higher rutting resistance. This result could be attrib-uted to fiber’s adhesion and networking effects. The spatial
4.75 2.36 1.18 0.6 0.3 0.15 0.075
34–62 20–48 13–36 9–26 7–18 5–14 4–848 34 24.5 17.5 12.5 9.5 6

4.00
4.20
4.40
4.60
4.80
5.00
5.20
No fiber Polyester Polyacrylinitrile Lignin Asbestos
Fiber type
Opt
imum
asp
halt
cont
ent (
%)
Optimal Asphalt Content
Fig. 2. OAC of mixtures.
2.35
2.36
2.37
2.38
2.39
2.40
2.41
2.42
2.43
No fiber Polyacrylinitrile AsbestosFiber type
Bul
k sp
ecif
ic g
ravi
ty (
Gm
b)
Asphalt content 4.49% Optimum asphalt content
Fig. 3. Bulk specific gravity (Gmb) of mixtures. (Note: asphalt content of 4.49% is theoptimum asphalt content of ordinary mixture, the same in the following figures).
3.65
4.15
4.65
5.15
5.65
6.15
6.65
No fiber Polyester Polyacrylinitrile Lignin Asbestos
Fiber type
Air
Voi
d (%
)
Asphalt content 4.49% Optimal Asphalt Content
Fig. 4. Air void (AV) of mixtures.
13.8
14.2
14.6
15.0
15.4
15.8
16.2
16.6
No fiber Polyester Polyacrylinitrile Lignin Asbestos
Fiber type
VM
A (
%)
Asphalt content 4.49% Optimal Asphalt Content
Fig. 5. VMA of mixtures.
57.0
60.0
63.0
66.0
69.0
72.0
75.0
No fiber Polyester Polyacrylinitrile Lignin Asbestos
Fiber type
VFA
(%
)
Asphalt content 4.49% Optimal Asphalt Content
Fig. 6. VFA of mixtures.
9.00
9.25
9.50
9.75
10.00
10.25
10.50
10.75
11.00
No fiber Polyester Polyacrylinitrile Lignin Asbestos
Fiber type
Mar
shal
l sta
bilit
y (k
N)
Asphalt content 4.49% Optimal Asphalt Content
Fig. 7. Marshall stability of mixtures.
30
31
32
33
34
35
36
37
38
No fiber Polyester Polyacrylinitrile Lignin Asbestos
Fiber type
Flow
Val
ue (
0.1m
m)
Asphalt content 4.49% Optimal Asphalt Content
Fig. 8. Flow value of different fiber-reinforced asphalt mixture.
H. Chen et al. / Materials and Design 30 (2009) 2595–2603 2599
networking effect was regarded as the primary factors contributingto fiber’s reinforcement [11]. Generally, a fiber with higher length/diameter ratio poses higher networking effect [19]. The polyacrylo-nitrile fiber has the highest length/diameter ratio, and polyesterand polyacrylinitrile fibers have much higher length/diameter ra-tios than asbestos and lignin fibers. This feature may imply fiber’snetworking effect ranked as follows: polyacrylonitrile, polyester,asbestos and lignin.
However, when using the same asphalt content as that of ordin-ary mixture, MS decreases slightly after adding fibers, as shown in
Fig. 7. This result maybe due to the low asphalt contents of fibermixtures, without sufficient asphalt films to wrap onto the surfacesof fibers and aggregates to form effective interface adhesions.
FV of mixture increases after adding fibers, as shown in Fig. 8(i.e., FV increases 14.33%, 15.29%, 19.11%, and 18.15% for mixturesusing OAC with polyester, polyacrylintrile, lignin, and asbestos fi-bers, respectively). FVs of mixtures using OAC are slightly higherthan that of mixtures using the same asphalt content as that of or-dinary mixture. However, both FVs are located within the specifi-cation range of 20–40 (unit: 0.1 mm) at a low traffic level(AASHTO T 245). As discussed previously, fiber mixtures usingOAC have effectively improved the MS values. The increase of MSand FV also results in an improvement of material toughness(toughness equals to stress multiplied by strain). Asphalt mixturesare subjected to thermal fatigue and low-temperature cracking,while a higher toughness help resist cracking appearance andpropagation. This result further approved that the mixture usingOAC would result in higher performance than using the same as-phalt content of ordinary mixture.
4.2. Influence of fiber content
In order to study the influence of fiber content and mixture de-sign method, different fiber contents of 0% (ordinary mixture),

4.47
4.50
4.53
4.56
4.59
4.62
4.65
4.68
0 0.1 0.2 0.3 0.4 0.5
Fiber content (%)
Opt
imal
asp
halt
cont
ent (
%)
Fig. 9. Relationship between OAC and fiber content.
3.9
4.0
4.1
4.2
4.3
4.4
4.5
4.6
4.7
0 0.1 0.2 0.3 0.4 0.5Fiber content(%)
Air
Voi
d (%
)
Fig. 11. Relationship between air void and fiber content.
14.0
14.2
14.4
14.6
14.8
15.0
15.2
0 0.1 0.2 0.3 0.4 0.5
Fiber content(%)
VM
A (
%)
Fig. 12. Relationship between VMA and fiber content.
68.5
69.0
69.5
70.0
70.5
71.0
71.5
72.0
0 0.1 0.2 0.3 0.4 0.5
Fiber content(%)
VFA
(%
)
Fig. 13. Relationship between VFA and fiber content.
2600 H. Chen et al. / Materials and Design 30 (2009) 2595–2603
0.20%, 0.35%, and 0.50% for the polyester fiber (BoniFiber@) wereused, and the OAC is used for each fiber content.
4.2.1. Optimum asphalt contentTest results show that the OAC increases initially and then de-
creases with increasing fiber content (i.e., OAC increases 3.56%when fiber content increases from 0% to 0.35%), as illustrated inFig. 9. This result is explained as follows: Adding fiber requiresmore asphalt to wrap onto its surface due to its absorption of lightcomponents of asphalts [2,14]. With increasing fiber content, spe-cific surface area increases and fiber absorbs more asphalt, andthus OAC increases. However, after the fiber content reaches a cer-tain value, excessive fibers are unable to disperse uniformly inmixture and susceptible to coagulation, which actually does notimprove the total specific areas, thus OAC decreases.
4.2.2. Bulk specific gravityResults show that Gmb of asphalt mixture decreases with
increasing fiber content as depicted in Fig. 10. This trend is inagreement with other research [9]. Fiber has a much lower specificgravity (SG) than mineral aggregates. Meanwhile, the elasticbehavior of mixture increases with increasing fiber content dueto the elastic nature of fibers. As a result, at the same compactioneffort (75 blows on both sides of Marshall sample), adding fiber re-duces Gmb of asphalt mixture. Therefore, if it needs to improve theGmb in the field construction more compaction efforts than the or-dinary mixture would be essential.
4.2.3. Air void, VMA and VFAAdding fibers into mixture reduces specific gravity of mixture
due to fiber’s lower density compared to asphalt and aggregateas discussed previously. Meanwhile, fiber has higher elastic behav-ior than asphalt and thus resists compaction efforts and condens-ing of mixture. As a result, increasing fiber content increases theair void and VMA of asphalt mixture as shown in Figs. 11 and 12,while reduces VFA as shown in Fig. 13. E.g., air void increases18.14%, VMA increases 6.98%, while VFA decreases 4.06% when fi-ber content increases from 0% to 0.5%. These trends are also re-
2.396
2.400
2.404
2.408
2.412
2.416
2.420
0 0.1 0.2 0.3 0.4 0.5Fiber content(%)
Bul
k sp
ecif
ic g
ravi
ty
Fig. 10. Relationship between Gmb and fiber content.
ported by other researchers [9]. The decrease of VFA indicates adecrease of effective asphalt film thickness between aggregates,which will result in higher low-temperature cracking and lowerdurability of asphalt mixture since asphalts perform the fillingand healing effects to improve the flexibility of mixture. Therefore,high fiber content is not recommended, neither.
4.2.4. Marshall stability and flow valueTest results indicate that the MS of asphalt mixture increases
initially and then decreases with increasing fiber content, and itreaches the maximum value (10.42 kN) at the fiber content of0.35%, as shown in Fig. 14. This trend could be explained as fol-lows: fiber performs as ‘‘bridge” when cracking of asphalt mixtureappears and thus resists the propagation of cracking development,which is called bridging cracking effect [20]. Fibers also form a spa-tial networking to stabilize and strength mixture as approved bythe micro SEM analysis [11]. In addition, due to the absorption oflight component of asphalt [2,14], fiber improves the viscosityand stiffness of asphalt [4]. However, asphalt mixture is an incon-sistent, non-uniform, multi-phased composite material consistingof aggregates and sticky asphalts. Therefore, excessive fibers maynot disperse uniformly, while coagulate together to form weakpoints inside mixture. As a result, MS decreases at high fibercontents.

9.9
10.0
10.1
10.2
10.3
10.4
10.5
0 0.1 0.2 0.3 0.4 0.5
Fiber content(%)
Mar
shal
l sta
bilit
y (k
N)
Fig. 14. Relationship between Marshall stability and fiber content.
Different fiber contents
Optimum asphalt content ateach fiber content
High-temperature performance
Low-temperature performance
Moisture susceptibility
Optimum fiber content
Fig. 16. Design of fiber-reinforced asphalt mixture.
H. Chen et al. / Materials and Design 30 (2009) 2595–2603 2601
FV is dependent on asphalt content, and generally a higher as-phalt content results in a higher FV [20]. Adding fiber increases as-phalt content due to its absorption of light components of asphaltsas discussed previously. As a result, FV increases continuously withincreasing fiber content (i.e., FV increases 17.29% when fiber con-tent increases from 0% to 0.5%), though the increase rate dropsgradually, as shown in Fig. 15. Increase of stability and FV resultsin improvement of toughness as discussed previously. However,this results (FV increase) is inverse to some other research reportedpreviously [9], which maybe due to different asphalt contents usedand/or some other reasons.
5. Discussion of mixture design method
Test results have illustrated that both asphalt content and fibercontent play significant roles in the volumetric and mechanicalproperties of asphalt mixture. Meanwhile, results have clearlyshown that different fibers have different reinforcing effects.Therefore, choice of appropriate fiber type, design of optimum as-phalt content, and design of optimum fiber content would beamong the primary objectives for design of fiber-reinforced asphaltmixture as recommended in this research. An engineering projectwas performed in a southern city of China-Shen Zhen to study mix-ture design. In this city the average annual temperature is 22.3 �C,the average highest monthly temperature is 36.6 �C, and the aver-age lowest daily temperature is 1.4 �C. Therefore, the high-temper-ature performance (i.e., rutting resistance) is the primary concernfor designing reliable fiber mixtures. Details of mixture designmethod based on this engineering project are discussed as follows.
5.1. Choice of fiber type
The choice of fiber type would consider both fiber and asphalt’scharacteristics. E.g., SMA contains relatively high asphalt contentand more susceptible to asphalt leakage during material transport
31
32
33
34
35
36
37
38
0 0.1 0.2 0.3 0.4 0.5
Fiber content(%)
Flow
Val
ue (
0.1m
m)
Fig. 15. Relationship between flow value and fiber content.
and paving procedure than other ordinary mixture. The lignin fiberand asbestos fiber would be recommended for it, since these fibershave great absorption of asphalts to improve the viscosity/stiffnessof asphalts and interface adhesion, and as a result they can moreeffectively stabilize asphalts to minimize asphalt’s leakage. Thepolyester and polyacrylinitrile fibers would be recommend forthe dense-gradated mixtures due to their great networking effects.Certainly, the engineering cost would also be considered. In thisproject the AC-16 (dense-graded) mixture is used, and the polyes-ter fiber was elected for the asphalt mixture due to its high net-working effect as discussed previously and its relatively low price.
5.2. Determine the optimum asphalt content
Several different fiber contents can be pre-decided according toengineering practice or manufacturer recommendation or litera-tures. In this project, the manufacturer recommended a fiber con-tent of 0.3%, and in the design procedure the fiber contents of 0.2%,0.35%, and 0.5% are selected and their effects on engineering prop-erties are compared as discussed previously. Consequently, foreach fiber content the OAC is determined following the Marshalldesign method. In this project, the OAC are determined as 4.49,4.55%, 4.65% and 4.64% for the fiber contents of 0.0%, 0.2%, 0.35%,and 0.5%, respectively.
5.3. Determine the optimum fiber content
In this research, the laboratory performance tests includingthe moisture susceptibility (i.e., residual stability), high-tempera-ture performance (i.e., dynamic stability), and low-temperatureperformance (i.e., low-temperature flexural strength and creepspeed [12]), are recommended to determine the optimum fibercontent. As a result, the curves of residual stability, dynamic sta-bility, and flexural strength/creep speed at low-temperature ver-sus fiber content can be achieved at each OAC. Based on thesecurves, an optimum fiber content can be determined in termsof performance results, i.e., an average value of fiber contentswith regards to each performance test result can be used asthe optimum fiber content. The design procedure of optimum as-phalt content and optimum fiber content is presented in theflow chart of Fig. 16. It should be noted that the performancetests could be variable due to different evaluation and designsystem. E.g., the rutting test of dynamic stability is recom-mended to evaluate the high-temperature performance (ruttingresistance), the creep and flexural tests are recommended toevaluate the low-temperature performances by some specifica-tions [12]. However, the superpave design system uses the sim-ple-performance test (dynamic modulus), indirect tensile test,and superpave shear test (SST), etc. In this project, the low-tem-

8.4
8.7
9.0
9.3
9.6
9.9
0 0.2 0.35 0.5
Fiber content(%)
MS2
(kN
)
89
90
91
92
93
94
95
Res
idua
l st
abili
ty(%
)
MS2 Residual stability
Fig. 17. Relationship between MS2 residual stability and fiber content.
2602 H. Chen et al. / Materials and Design 30 (2009) 2595–2603
perature performance is neglect based on the weather condition(high temperature), while only the moisture susceptibility anddynamic stability tests are performed.
5.3.1. Moisture susceptibilityTest results show that the Marshall stability after experiencing
water bath of 48 h, MS2, increases initially and then decreases withincreasing fiber content, and it reaches the maximum value at a fi-ber content of 0.35% as shown in Fig. 17. This result is consistentwith that of MS (Marshall stability of mixture without experienc-ing water bath) as discussed previously. Obviously, MS2 is lowerthan MS due to the water effect. Meanwhile, it shows that theresidual stability increases with increasing fiber content, but theincrease rate is minimal when fiber content is greater than 0.35%,as show in Fig. 17.
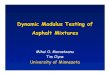
5.3.2. High-temperature performanceTest result shows that the dynamic stability increases initially
(i.e., increases 260.9% when fiber content increase from 0% to0.35%), and then decreases, and it reaches the maximum value of4315 cycle/mm at a fiber content of 0.35%, as shown in Fig. 18.However, the rutting increase rate decreases initially and then in-creases, and it reaches the minimum value of 0.0097 mm/min at afiber content of 0.35%, as shown in Fig. 18. The reason for this trendcould be the same as that for Marshall stability: fiber reinforcingeffect increases initially with increasing fiber content, but a high fi-ber content could induce coagulation and thus reduce its reinforc-ing effect.
Based on the performance test results discussed previously, anoptimum fiber content of 0.35% is recommended for the polyesterfiber used in this AC-16 mixture, with which fiber mixture posesthe highest Marshall stability and dynamic stability; meanwhile,residual stability has minimal increase after fiber content reaches0.35%.
600
1200
1800
2400
3000
3600
4200
4800
0 0.2 0.35 0.5
Fiber content (%)
Dyn
amic
sta
bilit
y (c
ycle
/mm
)
0.009
0.016
0.023
0.030
0.037
Rut
ting
incr
ease
rat
e (m
m/m
in)
Dynamic stability
Rutting rate
Fig. 18. Relation between dynamic staility, rutting increase rate and fiber content.
6. Conclusions
This paper studies the volumetric and mechanical properties,and design method of fiber-reinforced asphalt mixtures, which al-lows the following conclusions:
� The optimum asphalt content of mixture increases after addingfibers due to fiber’s absorption of asphalts.
� Air void and VMA increase, while bulk specific gravity decreasesafter adding fibers or increasing fiber content in asphalt mixture.
� Marshall stability and rutting dynamic stability increase initiallyand then decrease with increasing fiber content.
� Moisture susceptibility increases with increasing fiber content,but the increase rate decreases till being minimal after a certainamount of fiber content.
� The fiber mixture using the optimum asphalt content shows tohave higher performances than the mixture using the optimumasphalt content of ordinary mixture in terms of the volumetricproperties.
� The mixtures with polyester and polyacrylinitrile fibers posehigher Marshall stability and rutting dynamic stability due tothese fibers’ higher networking effect, and the mixtures withasbestos and lignin fibers pose higher optimum asphalt contentand VFA due to these fibers’ higher effects of asphalt absorptionand adhesion.
� A design procedure of fiber-reinforced asphalt mixture is pro-posed. Using this method election of appropriate fiber type,design of optimum asphalt content, and design of optimum fibercontent are among the primary objectives.
� The election of fiber types would consider both the characteris-tics of fiber and mixture. E.g., the polyester and polyacrylinitrilefibers studied in this research are recommended for dense-graded mixture, the lignin and asbestos fibers are recommendedfor the gap-graded mixtures such as SMA and OGFC.
� The optimum asphalt content can be determined following theMarshall design method. The performance tests are recom-mended to determine the optimum fiber content after determin-ing the optimum asphalt content. E.g., in this research a fibercontent of 0.35% is recommended for the polyester fiber usedfor the AC-16 mixture.
Acknowledgement
The laboratory tests were performed previously at the Key Lab-oratory for Special Area Highway Engineering of China’s Ministryof Education at Chang’an University, and the data analysis was per-formed in 2008.
References
[1] Hassan HF, Oraimi SA, Taha A. Evaluation of open-graded friction coursemixtures containing cellulose fibers and styrene butadiene rubber polymer. JMater Civil Eng 2005;17:416–22.
[2] Serfass JP, Samanos J. Fiber-modified asphalt concrete characteristics,applications and behavior. J Assoc Asphalt Paving Technol 1996;64:193–230.
[3] Peltonen P. Wear and deformation of characteristics of fiber reinforced asphaltpavements. Construct Build Mater 1991;5:18–22.
[4] Huang H, White TD. Dynamic properties of fiber-modified overlay mixture.Transport Res Rec 2001;1545:98–104.
[5] Wu S, Ye Q, Li N, Yue H. Effects of fibers on the dynamic properties of asphaltmixtures. J Wuhan Univ Technol – Mater Sci Ed 2007;22:733–6.
[6] Putman BJ, Amirkhanian SN. Utilization of waste fibers in stone matrix asphaltmixtures, resources. Conserv Recycl 2004;42:265–74.
[7] McDaniel RS. Asphalt additives to control rutting and cracking, PHD thesis.Purdue University, Indiana; 2001.
[8] Chen H, Li N, Hu C, Zhang Z. Mechanical performance of fibers-reinforcedasphalt mixture. J Chang’an Univ (Nat Sci Ed) 2004;24(2):1–5.
[9] Tapkın S. The effect of polypropylene fibers on asphalt performance. BuildingEnviron 2007:1–7.
[10] Maurer DA, Malasheskie GJ. Field performance of fabrics and fibers to retardreflective cracking. Geotextiles Geomembranes 1989;8:239–67.

H. Chen et al. / Materials and Design 30 (2009) 2595–2603 2603
[11] Chen J, Lin K. Mechanism and behavior of bitumen strength reinforcementusing fibers. J Mater Sci 2005;40:87–95.
[12] JTG F40-2004, Standard specification for construction and acceptance ofhighway asphalt pavements, Ministry of Communication. Beijing, China; 2004.
[13] Roberts FL, Kandhal PS, Brown ER, Lee DY, Kennedy TW. Hot mix asphaltmaterials, mixture design, and construction. National asphalt pavementassociation education foundation. Lanham, MD; 1996.
[14] Wo D. Comprehensive composite materials. Beijing, China: Chemistry IndustryPress; 2000.
[15] Chen H, Zhang Z, Hu C. Interaction mechanism of asphalt with fiber inpavement. J Chang’an Univ (Nat Sci Ed) 2002;22(6):5–7.
[16] Lee LH. Fundamentals of adhesion. New York: Plenum Press; 1991.[17] Masson JF, Lacasse MA. A review of adhesion mechanisms at the rack sealant/
asphalt concrete interface. In: Wolf A, editor. Durability of building andconstruction sealants. Paris: RILEM; 2000. p. 259–74.
[18] Mo L, Huurman M, Wu S, Molenaar AAA. Ravelling investigation of porousasphalt concrete based on fatigue characteristics. Mater Des 2009;30:170–9.
[19] Fu S, Lauke B, Mader E, Yue C, Hu X. Tensile properties of short–glass–fiber andshort–carbon–fiber-reinforced polypropylene composites. Composites Part A2000;31:1117–25.
[20] Li VC. Postcrack scaling relations for fiber reinforced cementitious composites.ASCE J Mater Civil Eng 1992:41–57.