Embed Size (px)
Citation preview

ESSO Italiana S.r.l.
RAFFINERIA DI AUGUSTA
AUTORIZZAZIONE INTEGRATA AMBIENTALE AI SENSI DEL D.Lgs. 59/2005
Integrazioni
Allegato B18
Relazione tecnica dei processi produttivi
Rev. .N. Data Descrizione Redatto Verificato Approvato 06 luglio 2009 Emissione MG GP AR
File: 70503 B18 RelTec rev 09-06.doc T R R S.r.l. – Tecnologia Ricerca Rischi – Via Saore, 25 – 24046 Osio Sotto (BG)

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 2

SOMMARIO
1. DESCRIZIONE GENERALE DELLA RAFFINERIA ................ 5
1.1. DATI IDENTIFICATIVI ED UBICAZIONE DELL’IMPIANTO ................ 6 1.1.1. RAGIONE SOCIALE E INDIRIZZI ............................................................................... 6 1.1.2. UBICAZIONE ................................................................................................................. 6 1.1.3. EVOLUZIONE DELL’IMPIANTO ................................................................................ 7
1.2. IMPATTI DELLA RAFFINERIA NEL SUO COMPLESSO ........................ 9 1.2.1. DEFINIZIONE DI “CAPACITÀ PRODUTTIVA” ......................................................... 9 1.2.2. SUDDIVISIONE IN FASI ............................................................................................. 11 1.2.3. MATERIE PRIME E PRODOTTI ................................................................................. 13 1.2.4. UTILIZZO E QUALITÀ DEI COMBUSTIBILI .......................................................... 14 1.2.5. PRODUZIONE E CONSUMI DI ENERGIA ELETTRICA E DI VAPORE ................ 15 1.2.6. RISORSE IDRICHE ...................................................................................................... 16 1.2.7. EMISSIONI IN ATMOSFERA ..................................................................................... 19 1.2.8. PERTINENZA E SIGNIFICATIVITÀ DEGLI INQUINANTI .................................... 21 1.2.9. SCARICHI IDRICI ........................................................................................................ 23 1.2.10. RIFIUTI ......................................................................................................................... 24 1.2.11. RUMORE ...................................................................................................................... 24
2. QUADRO AUTORIZZATIVO ..................................................... 25
2.1. RIEPILOGO AUTORIZZAZIONI CHE SONO SOSTITUITE DALL’AUTORIZZAZIONE INTEGRATA AMBIENTALE ...................... 25
2.2. SISTEMI DI MONITORAGGIO .................................................................... 27
2.3. NOTA RELATIVA AI GRANDI IMPIANTI DI COMBUSTIONE ............ 28 2.3.1. APPLICABILITÀ E LIMITI DI EMISSIONE .............................................................. 28 2.3.2. LIMITAZIONE DELL’UTILIZZO DELLE CALDAIE SG1170 E 1180 ..................... 29
2.4. INTERVENTI PROPOSTI NELLA RICHIESTA DI AIA ........................... 30
3. DESCRIZIONE DEGLI IMPIANTI ............................................ 31
3.1. FASE 1 – INTERA RAFFINERIA .................................................................. 32
3.2. FASE 2 – CENTRALE TERMOELETTRICA .............................................. 34 3.2.1. PRODUZIONE E DISTRIBUZIONE DI VAPORE ..................................................... 34 3.2.2. PRODUZIONE E DISTRIBUZIONE DI ENERGIA ELETTRICA ............................. 37 3.2.3. PRODUZIONE E DISTRIBUZIONE DI ACQUA DEMINERALIZZATA ................ 39
3.3. FASE 3 – IMPIANTI DI PROCESSO ............................................................. 40 3.3.1. CPX-A - VPS2, DISTILLAZIONE SOTTO VUOTO ................................................... 42 3.3.2. CPX A - HF-1, DESOLFORAZIONE GASOLI E OLI COMBUSTIBILI ................... 44 3.3.3. CPX-A - LPGS, LAVAGGIO GAS A BASSA PRESSIONE ....................................... 46 3.3.4. CPX-A - FCCU, CRACKING CATALITICO A LETTO FLUIDIZZATO .................. 48 3.3.5. CPX-D - SCANFINER, DESOLFORAZIONE NAFTE DA CRACKING ................... 51 3.3.6. CPX-B - ZOLFO 1 E 2, RECUPERO AMMINA E TGCU .......................................... 53 3.3.7. CPX-B - T4, TOPPING 4 DISTILLAZIONE ATMOSFERICA ................................... 55 3.3.8. CPX-B - T5, TOPPING 5 DISTILLAZIONE ATMOSFERICA ................................... 57 3.3.9. CPX-B – T5-HF, DESOLFORAZIONE GASOLI ........................................................ 59
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 3

3.3.10. CPX-C - ALKY, ALCHILAZIONE CATALITICA AD ACIDO FLUORIDRICO ............................................................................................................. 61
3.3.11. CPX-C - C3-C4 SPLITTER, SEPARAZIONE PROPANO - BUTANO ...................... 63 3.3.12. CPX-C - P-P SPLITTER, SEPARAZIONE PROPANO - PROPILENE ...................... 65 3.3.13. CPX-D - R4, REFORMING CATALITICO ................................................................. 67 3.3.14. CPX-D - R5, REFORMING CATALITICO ................................................................. 69 3.3.15. CPX-D – AMBR, IMPIANTO ESTRAZIONE BENZENE (PSU) ............................... 71 3.3.16. CPX-D - R1, IMPIANTO DI DESOLFORAZIONE ..................................................... 73 3.3.17. CPX-D - SWS, STRIPPAGGIO DI GAS DALLE ACQUE DI PROCESSO ............... 75 3.3.18. LUBE1 - VPS1, DISTILLAZIONE SOTTO VUOTO .................................................. 77 3.3.19. LUBE1 - DAU1, DEASFALTAZIONE CON PROPANO ........................................... 79 3.3.20. LUBE-1 - EFU1, ESTRAZIONE DI AROMATICI CON SOLVENTE E
DESOLFORAZIONE .................................................................................................... 81 3.3.21. LUBE1 - PDU, ESTRAZIONE PARAFFINE CON PROPANO .................................. 83 3.3.22. LUBE2 - DAU2, DEASFALTAZIONE CON PROPANO ........................................... 85 3.3.23. LUBE2 - EFU2, ESTRAZIONE DI AROMATICI CON SOLVENTE E
DESOLFORAZIONE .................................................................................................... 87 3.3.24. LUBE2 - MEK, ESTRAZIONE PARAFFINE CON CHETONI .................................. 89
3.4. FASE 4 E 5 - AREA STOCCAGGIO PRODOTTI E SPEDIZIONE ........... 91 3.4.1. OM&B ........................................................................................................................... 91 3.4.2. STOCCAGGIO PRODOTTI ......................................................................................... 94 3.4.3. PONTILI ........................................................................................................................ 99 3.4.4. AREA SPEDIZIONE CON AUTOBOTTI .................................................................. 102 3.4.5. OLEODOTTI DI INTERSCAMBIO TRA RAFFINERIA ED INDUSTRIE
DELL’AREA ............................................................................................................... 103
3.5. FASE 6 – TRATTAMENTO REFLUI .......................................................... 105
3.6. ALTRE UTILITIES ........................................................................................ 106 3.6.1. DISTRIBUZIONE COMBUSTIBILE (PER FORNI DI PROCESSO E
CALDAIE) ................................................................................................................... 106 3.6.2. PRODUZIONE E DISTRIBUZIONE DI ARIA COMPRESSA ................................. 107 3.6.3. DISTRIBUZIONE DI AZOTO E IDROGENO .......................................................... 107 3.6.4. RETE DI BLOW-DOWN / TORCIA .......................................................................... 108
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 4

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 5
1. DESCRIZIONE GENERALE DELLA RAFFINERIA La Raffineria Esso di Augusta è un impianto del gruppo ExxonMobil per la raffinazione del petrolio greggio e la produzione di combustibili e basi lubrificanti. È una delle principali Raffinerie di petrolio greggio italiane, con una capacità massima di lavorazione autorizzata pari a 14,4 milioni di tonnellate/anno. Nel corso degli ultimi anni la Raffineria si è assestata su una lavorazione media di 9 milioni di tonnellate annue di materie prime lavorate. Nel prospetto seguente sono riportati i dati principali relativi alle attività della Raffineria, e le principali infrastrutture.
Alcuni dati sulla Raffineria
Capacità massima di distillazione autorizzata: 14,4 milioni di tonnellate/anno1
Attrezzature marine: 2 pontili, 7 punti di attracco per navi fino a 140.000 tonnellate
Traffico via mare: circa 1.000 navi all’anno
Attrezzature terrestri: 10 corsie di caricamento autobotti
Traffico via terra Circa 750 autobotti al mese
Capacità massima di stoccaggio 273 serbatoi per circa 3 milioni di m3
Superficie di Raffineria: 2,2 milioni di metri quadrati
Produzione centrale termica: 2 turbine a gas in grado di produrre complessivamente 27 MWe
Tipologie di Impianti Presenti
Distillazione atmosferica, distillazione sotto vuoto, reforming catalitico, cracking catalitico a letto fluidizzato, alchilazione ad acido fluoridrico, produzione oli lubrificanti, desolforazione prodotti, lavaggio gas, depurazione acque, recupero zolfo
Le attività della Raffineria di Augusta, partendo dalla raffinazione primaria del petrolio grezzo e del residuo atmosferico, sono finalizzate a produrre e commercializzare una gamma completa di prodotti petroliferi. I prodotti ottenuti sono spediti con navi, mediante tubazioni e con autobotti ai punti di distribuzione presenti sul mercato nazionale ed internazionale.
1 D.A. n°507 del 6 maggio 1968 e successivo D.A. n°1621 del 21 ottobre 1989
1.1. DATI IDENTIFICATIVI ED UBICAZIONE DELL’IMPIANTO
1.1.1. Ragione sociale e indirizzi Ragione Sociale: Esso Italiana S.r.l. Sede Legale: Viale Castello della Magliana, 25
00100 Roma Stabilimento: Esso Italiana S.r.l. - Raffineria di Augusta
Contrada Marcellino 96011 Augusta (SR)
1.1.2. Ubicazione La Raffineria di Augusta è ubicata lungo la costa orientale della Sicilia, tra Catania e Siracusa, a circa 3-4 km in linea d’aria a Sud-Ovest dalla città di Augusta, 10 km a Nord di Priolo Gargallo e circa 5 km a Nord-Est di Melilli e fa parte di un’importante area industriale, sostanzialmente di carattere petrolifero e petrolchimico, prospiciente il Porto di Augusta. La Raffineria si inserisce in un contesto industriale molto complesso che la Legge 426/98 identifica come Sito Industriale di interesse Nazionale. Le coordinate geografiche, riferite al baricentro dello Stabilimento, sono: Latitudine: 37° 12’ NORD Longitudine: 15° 10’ EST Le principali vie di comunicazione presenti nell’area sono: • Strada Statale n. 114 che collega Catania a Siracusa • Strada Provinciale (ex SS114) Siracusa – Priolo • Bretella di collegamento Melilli - Augusta • Linea Ferroviaria Catania Siracusa, che attraversa la Raffineria Nelle vicinanze non esistono aeroporti e l’area di stabilimento non è interessata da corridoi aerei e/o coni di atterraggio e di decollo. L’aeroporto civile più vicino è quello di Fontana Rossa - Catania posto ad una distanza di circa 40 km. Di seguito si riportano i principali insediamenti produttivi presenti nell’area.
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 6

Raffinerie di petrolio ERG SITO NORD ERG SITO SUD ESSO
Stabilimenti di produzione chimica diversificata
SYNDIAL (Produzione di olefine e di aromatici)) POLIMERI EUROPA (Polietilene) DOW CHEMICAL (Produzione di poliuretani e poliolefine) SASOL AUGUSTA (Produzione di paraffine, n-olefine, Alkylbenzene e polialcooli) AIR LIQUIDE (Produzione di azoto ed ossigeno)
Altre industrie e infrastrutture
4 CENTRALI TERMOELETTRICHE CEMENTIFICI PRODUZIONE REFRATTARI IMPIANTI PER LA LAVORAZIONE DELLO ZOLFO
IMPIANTO DI TRATTAMENTO REFLUI CONSORTILE
1.1.3. Evoluzione dell’impianto La costruzione della Raffineria ha inizio nel 1949. Nel 1950 la RASIOM dà inizio alla produzione con le unità T1, T2, T3 (unità topping), cui si aggiungono, tra il 1953 e il 1956, le unità di reforming. A partire dal 1961, la Rasiom cede la Raffineria alla Esso che aggiunge varie unità produttive, portando così la Raffineria ad una configurazione complessa. Nel 1963 viene reso operativo il primo gruppo delle unità di produzione lubrificanti (Lube 1). Nel 1974 viene avviato il secondo gruppo delle unità lubrificanti (Lube-2) cui seguiranno, di anno in anno, numerose nuove installazioni e modifiche agli impianti esistenti che porteranno la Raffineria alla configurazione attuale. Alla pagina seguente è riportata una mappa con la localizzazione della Raffineria.
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 7
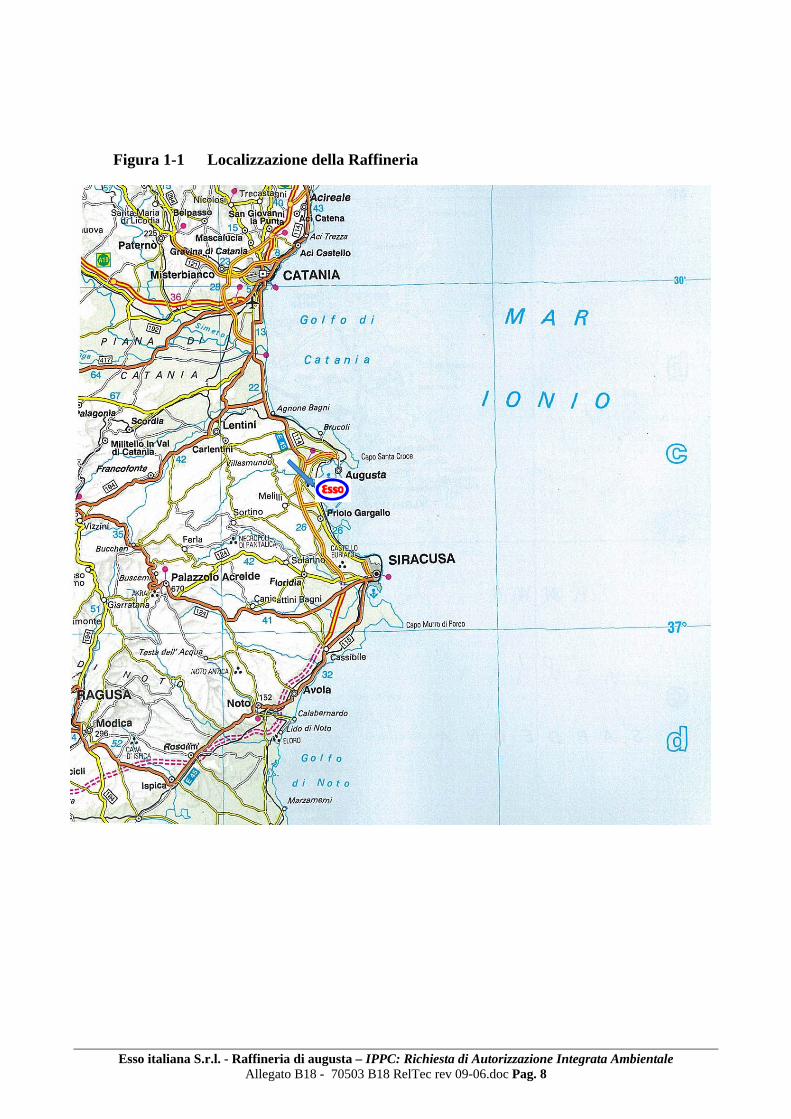
Figura 1-1 Localizzazione della Raffineria
a
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 8

1.2. IMPATTI DELLA RAFFINERIA NEL SUO COMPLESSO
1.2.1. Definizione di “capacità produttiva” La Raffineria è autorizzata (da Decreto Assessoriale) alla lavorazione di circa 14,4 milioni di tonnellate / anno (vedi Scheda A). Nell’attuale assetto degli impianti, la capacità di lavorazione massima della Raffineria è determinabile come segue: MATERIA PRIMA tonnellate /anno GREZZO in carica agli impianti di distillazione atmosferica, (T4 e T5), alla massima capacità
10.000.000
RESIDUO ATMOSFERICO Una parte del flusso in uscita dagli impianti di distillazione atmosferica (40% circa in peso delle materie prime in ingresso), può essere processato negli impianti di distillazione sotto vuoto; per portare tali impianti alla massima capacità è necessaria importazione di prodotti intermedi (residuo atmosferico)
800.000
CARICA CRACKING Parte dei prodotti in uscita dagli impianti di distillazione (20% circa in peso delle materie prime in ingresso) viene inviato all’impianto di cracking catalitico FCC; per portare tale impianto alla massima capacità è necessaria importazione altro prodotto
200.000
TOTALE MATERIE PRIME Da quanto sopra si deduce l’attuale massima capacità produttiva dell’impianto
11.000.000
Di seguito è riportato lo schema di flusso semplificato del modello sopra descritto.
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 9

Figura 1-2 Schema della capacità produttiva della Raffineria
SCHEMA CAPACITA' PRODUTTIVA DELLA RAFFINERIAValori in t/anno
TOTALE : 11.000.00010.500.000
10000000Greggio 10.000.000
Prodotti800000
Fondo vuoto 800.000 9.650.000 Fuel850.000 Lube
Cat Feed 200.000
(*) non si considerano i fuel importati per combustione; l'idrogeno importato
10.000.000
5.050.000
4.250.000
2.800.000
1.550.000
Impianto di distillazione sotto vuotoVPS1 e 2
Lube 1 e Lube 2
5.050.000
5.750.000
2.800.000
Altri impianti di raffineria
Impianti di distillazione atmosferica
T4 e T5
Cracking Catalitico
FCCU
1.050.000
2.600.000
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 10
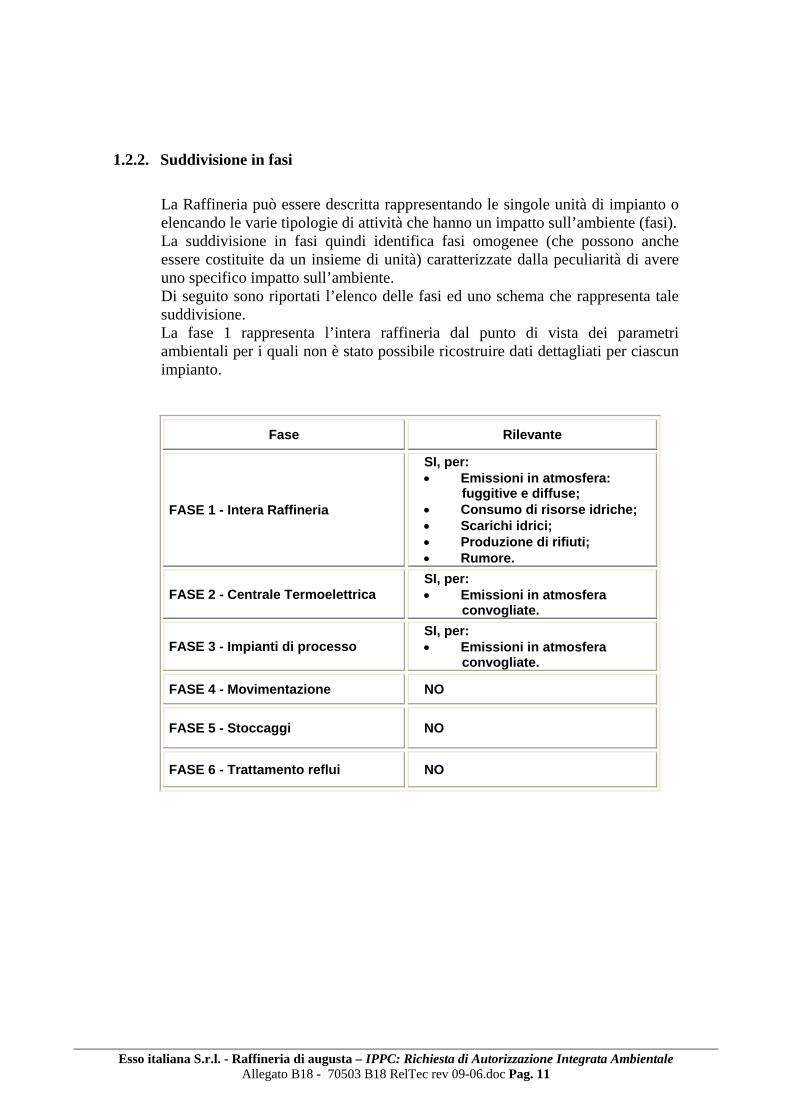
1.2.2. Suddivisione in fasi La Raffineria può essere descritta rappresentando le singole unità di impianto o elencando le varie tipologie di attività che hanno un impatto sull’ambiente (fasi). La suddivisione in fasi quindi identifica fasi omogenee (che possono anche essere costituite da un insieme di unità) caratterizzate dalla peculiarità di avere uno specifico impatto sull’ambiente. Di seguito sono riportati l’elenco delle fasi ed uno schema che rappresenta tale suddivisione. La fase 1 rappresenta l’intera raffineria dal punto di vista dei parametri ambientali per i quali non è stato possibile ricostruire dati dettagliati per ciascun impianto.
Fase Rilevante
FASE 1 - Intera Raffineria
SI, per: • Emissioni in atmosfera:
fuggitive e diffuse; • Consumo di risorse idriche; • Scarichi idrici; • Produzione di rifiuti; • Rumore.
FASE 2 - Centrale Termoelettrica SI, per: • Emissioni in atmosfera
convogliate.
FASE 3 - Impianti di processo SI, per: • Emissioni in atmosfera
convogliate.
FASE 4 - Movimentazione NO
FASE 5 - Stoccaggi NO
FASE 6 - Trattamento reflui NO
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 11

Figura 1-3 Schema delle fasi
EMIS
SIO
NI I
N A
TMO
SFER
A:
CO
NVO
GLI
ATE
2
CEN
TRA
LETE
RM
OEL
ETTR
ICA
3
IMPI
AN
TID
I PR
OC
ESSO
5
STO
CC
AG
GI
1R
AFF
INER
IA:
INTE
RO
CO
MPL
ESSO
IPPC
4
MO
VIM
ENTA
ZIO
NE 6
TRA
TTA
MEN
TOR
EFLU
I
RIF
IUTI
EMIS
SIO
NI I
N A
TMO
SFER
A:
DIF
FUSE
EMIS
SIO
NI I
N A
TMO
SFER
A:
FUG
GIT
IVE
EMIS
SIO
NI I
N A
TMO
SFER
A:
OD
OR
I
SCA
RIC
HI I
DR
ICI:
A IM
P. C
ON
SOR
TILE
IAS
SCA
RIC
HI I
DR
ICI:
A M
AR
E
MA
TER
IE P
RIM
E
RIS
OR
SE ID
RIC
HE
ENER
GIA
ELE
TTR
ICA
RU
MO
RE
PRO
DO
TTI
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 12

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 13
1.2.3. Materie prime e prodotti Come descritto nella Scheda A la Raffineria utilizza come materie prime grezzo e prodotti intermenti provenienti da altri impianti. La Raffineria consuma inoltre idrogeno, in parte prodotto nei propri impianti di reforming catalitico ed in parte approvvigionato da terzi via condotta. Il riepilogo delle materie prime utilizzate e dei prodotti, riferito all’anno 2008, è riportato di seguito. MATERIE PRIME2 Materie prime lavorate tonnellate/anno Greggio 8.347.838 Olio Combustibile (*) 92.100 Kerosene (*) 48.519 Idrogeno 3.107 Residuo Atmosferico 592.344
Olio Lubrificante3 (*) 6.115
Biodiesel (*) 95.041 Butileni 0 Metano (*) 51.511 Totale materie in ingresso 9.236.585 Totale materie prime in ingresso 8.943.289
PRODOTTI4 tonnellate/anno Gas combustibile 373.130 GPL e propilene 123.887 Nafte 546.809 Benzine 1.772.846 Kerosene 431.877 Gasoli 3.265.968 Oli Combustibili 766.032 Bitumi 672.870 Oli Lubrificanti 654.726 Zolfo 33.622 Totale prodotti 8.641.767
2 Le sostanze indicate con (*), se pur importate dalla Raffineria, non sono da considerarsi materie prime. 3 L’utilizzo di Oli Lubrificanti varia in funzione della programmazione annuale della produzione. Il consumo
di Butileni per l’anno 2008 è stato pari a zero. 4 In tabella è elencata la produzione di materie finite in uscita. Per l'attività di Raffinazione la distribuzione
dei prodotti è un dato variabile (dipendente, oltre che dalle modalità di gestione dell'impianto, anche dalla materie prime lavorate e dalle caratteristiche delle stesse) e poco significativo. Conformemente al BREF Europeo e nazionale la capacità di lavorazione totale dell'impianto è stata fornita in termini di materia prima lavorata.

1.2.4. Utilizzo e qualità dei combustibili Per l’alimentazione dei forni di processo la Raffineria utilizza per la maggior parte i propri prodotti (Fuel Gas e Fuel Oil) oltre che Metano importato tramite condotta collegata alla rete di distribuzione nazionale; alle turbo macchine per la produzione di energia elettrica viene utilizzata una quantità minore di Virgin Naphtha a basso tenore di zolfo; la Raffineria può inoltre utilizzare Fuel Oil importato. In corrispondenza di una lavorazione media di circa 9 milioni di tonnellate/anno di materie prime, vengono consumante circa a 500.000 tonnellate annue di combustibili, liquidi e gassosi. Tutto il gas incondensabile disponibile viene utilizzato come combustibile integrando la richiesta di potenza necessaria con i restanti combustibili. Il gas bruciato in Raffineria è costituito sostanzialmente da gas a bassa pressione auto prodotto dagli impianti miscelato con il metano importato. Gas ad alta pressione si brucia nelle turbine. Nel seguito si riporta una tabella contenente la suddivisione tra le varie tipologie di combustibile bruciato alla capacità produttiva.
Combustibile Consumo annuo (t) Gas 374.800
Nafta 20.000 Olio Combustibile 175.200
TOTALE 570.000 Conformemente alla propria politica di riduzione delle emissioni e degli impatti sull’ambiente, e così come proposto nella domanda di AIA, la Raffineria ha adottato negli anni alcune tecniche: • Miglioramento della qualità del fuel gas (riduzione del contenuto di
zolfo) tramite realizzazione di un sistema di lavaggio dei vent gas dagli impianti di distillazione sotto vuoto; tale intervento ha consentito la riduzione delle emissioni di ossidi di zolfo pari a circa 1.600 tonnellate / anno
• Utilizzo di combustibili liquidi a basso contenuto di zolfo (massimo 1% in peso); ciò ha comportato la riduzione delle emissioni di ossidi di zolfo pari a circa 400 t
• Riduzione del consumo di combustibili liquidi tramite l’incremento dell’importazione di gas metano da rete.
Tali interventi hanno consentito principalmente la riduzione delle emissioni di ossidi di zolfo ed in parte anche delle emissioni di ossidi di azoto Per quel che riguarda le emissioni degli ossidi di azoto, la Raffineria ha installato bruciatori a bassa emissione di NOx su alcuni forni principali: T5-HF-F151-X, T4-F1 e F-401-Lube1.
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 14

1.2.5. Produzione e consumi di energia elettrica e di vapore La Raffineria consuma energia elettrica e vapore. L’energia elettrica è in parte acquistata ed in parte autoprodotta nella Centrale Termoelettrica descritta nella Fase 2. Il vapore è interamente autoprodotto parte negli impianti e parte nella Centrale Termoelettrica. La quota prodotta da ciascuna caldaia viene stabilita in funzione delle esigenze della Raffineria. Per uniformità di trattazione i sistemi di produzione di energia elettrica e di vapore sono descritti nel capitolo relativo alla Centrale. Le produzioni di Energia Elettrica e di Vapore sono riportati di seguito. ENERGIA ELETTRICA (PER USO INTERNO) Anno 2008 Energia Elettrica acquistata 254 GWh Energia Elettrica autoprodotta 181 GWh Energia Elettrica totale consumata 435 GWh Alla capacità produttiva Energia Elettrica acquistata 284 GWh Energia Elettrica autoprodotta 201 GWh Energia Elettrica totale consumata 485 GWh VAPORE (PER USO INTERNO) Anno 2008 Impianti + CTE 3,8 milioni di tonnellate/anno Alla capacità produttiva Impianti + CTE 4,0 milioni di tonnellate/anno Circa un terzo del totale dell’acqua utilizzata per produrre vapore viene recuperata e riutilizzata per lo stesso fine. Il sistema di produzione ed approvvigionamento di Energia Elettrica e di produzione di vapore è descritto nei paragrafi successivi relativi alla Centrale Termoelettrica.
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 15

1.2.6. Risorse idriche
Il consumo delle risorse idriche è generato dalle seguenti esigenze: 1) raffreddamento apparecchiature 2) usi di processo 3) antincendio 4) produzione di acqua demineralizzata 5) utenze civili. Al fine di soddisfare il fabbisogno idrico richiesto, sono utilizzate le fonti di seguito elencate costituite sia da corpi idrici superficiali che da corpi idrici sotterranei. ACQUA MARE (dalla rada di Augusta) Prelevata dal bacino del Porto di Augusta tramite collettore dedicato, viene utilizzata per il reintegro di acqua nel circuito di raffreddamento della Cooling Tower 8 (CTW-8), dedicata al raffreddamento delle apparecchiature di processo degli impianti dell’unità Lube-2. ACQUE DOLCI • Lago di Lentini (denominato anche Biviere - Quota 100) • acque sotterranee da pozzi, ubicati sia all’esterno che all’interno dei limiti di
Raffineria, prelevate ad una profondità superiore a 150 m. Alimentano le utenze industriali e sanitarie della Raffineria: • acqua per uso igienico-sanitario • acqua destinata alla produzione di acqua demineralizzata • acqua destinata al raffreddamento ed al processo (Cooling Towers esclusa la
8) La distribuzione avviene tramite due collettori distinti che convogliano l’acqua dei pozzi esterni e l’acqua dei pozzi interni (esclusi 16 e 18) in Raffineria. FIUME MARCELLINO Utilizzate, se necessario, per il reintegro di acqua nella rete antincendio, come si evince dalla relativa autorizzazione. Alla pagina seguente si riportano la distribuzione percentuale dei consumi e lo schema delle fonti di approvvigionamento.
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 16

Provenienza Destinazione Percentuale
Pozzi Interni (16 e 18)
Uso igienico sanitario 5%
Pozzi Interni (5-7-8-11-12-13-15-17-19-20)
Acqua DEMI 41%
Pozzi Interni (5-7-8-11-12-13-15-17-19-20)
CTWs (esclusa la CTW8) 44%
Pozzi Esterni (22-23-27-31-34) Biviere quota 100 Pozzi interni ed esterni Antincendio 5% Pozzi interni ed esterni Acqua industriale 5% TOTALE 100,00%
Figura 1-4 Schema fonti di approvvigionamento
POZZI ESTERNI22-23-27-31-34
BIVIERE
ACQUA IGIENICO SANITARIA 5%POZZI ESTERNI
16-18
VASCONEINDUSTRIALE
VASCONEDIREZIONE ACQUA ANTINCENDIO 5%
ACQUA INDUSTRIALE 5%
CTW's44%
Impianto Demi41%
AL DEPOSITO ESSODI AUGUSTA
POZZI INTERNI5-7-8-11-12-13-15-17-19-20
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 17

L’acqua di mare è prelevata con una tubazione sottomarina dallo specchio d’acqua antistante la Raffineria. La quantità prelevata, in condizioni medie di esercizio risulta di circa 2.000.000 m3/anno Normalmente dal Fiume Marcellino non viene prelevata acqua, essendo questa risorsa utilizzata unicamente in caso di emergenza per l’alimentazione dell’impianto antincendio. La derivazione di acque dal Lago di Lentini, denominato anche Biviere - Quota 100, serve diversi stabilimenti. La quantità prelevata dalla Raffineria è pari, mediamente, a circa 300 m3/ora, con una capacità di picco di 550 m3/ora. Il quantitativo effettivamente prelevato annualmente è variabile in funzione delle necessità di approvvigionamento della Raffineria e della disponibilità del servizio. La Raffineria è autorizzata ad un prelievo di acqua dai pozzi ad essa interni 5, 7, 8, 12, 13, 15, 17, 19, 20 e dai pozzi esterni 22, 23, 27, 31, 34, pari a 7.382.578 m3/anno (corrispondente ad una portata continua pari a 234 litri/s) con l'aggiunta di un quantitativo in eccedenza pari a 1.324.512 m3/anno (corrispondenti ad una portata pari a 42 litri/s) da potersi prelevare dai pozzi in questione in caso di mancata o ridotta disponibilità delle fonti idriche alternative. Il pozzo 11 dispone di un’autorizzazione separata, che consente un prelievo massimo di 438350 m3/anno (corrispondente ad una portata continua pari a 13,9 litri/s) ed una portata di picco di 33,3 litri/s. Dai pozzi di acqua igienico sanitaria (16 e 18) è autorizzato un prelievo di 37 litri/s (1.166.832 m3/anno). Il consumo tipico di acqua dolce può essere stimato in circa 9.000.000 m3/anno. La distribuzione dei prelievi può variare da circa 500.000 m3/anno di acqua superficiale a circa 2.000.000 m3/anno, come mostrato nella tabella sottostante (dati medi; per i dati relativi al 2008 ed alla capacità produttiva vedi Scheda B). Consumi idrici di acqua
dolce, m3/anno Maggiore disponibilità di acqua superficiale
Minore disponibilità di acqua superficiale
Acqua superficiale 2.000.000 500.000 Acqua da pozzi 7.000.000 8.500.000 Totale 9.000.000 9.000.000 Come descritto in dettaglio al Capitolo 3.1 circa il 15÷20% di tali consumi sono dovuti agli impianti Lubrificanti.
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 18

1.2.7. Emissioni in Atmosfera
Emissioni Convogliate Nel successivo capitolo 3, così come nella scheda B, vengono fornite le emissioni puntuali in atmosfera per ogni punto di emissione. Nella tabella sottostante si riporta invece la “bolla di Raffineria”, ossia il totale delle emissioni convogliate dell’intero stabilimento alla capacità produttiva, così come definita precedentemente.
Portata fumi
Nm3/h Inquinanti
Flusso di massa kg/h
Flusso di massa kg/anno
Concentrazionemg/Nm3
1.393.166
SO2 1665 14.584.992 1195
NOX (come NO2) 474 4.152.606 340
Polveri 44 382.596 31
Emissioni non convogliate La Raffineria ha effettuato una quantificazione delle proprie emissioni non convogliate (fuggitive e diffuse) utilizzando gli strumenti tipici del proprio settore e riconosciuti a livello internazionale. In particolare sono stati utilizzati dei software dell’agenzia per la protezione dell’ambiente degli Stati Uniti (EPA): TANKS4 per la determinazione delle emissioni dai serbatoi di stoccaggio WATER9 per la determinazione delle emissione dall’impianto di
disoleazione acqua (API separator) Per quel che riguarda le emissioni fuggitive dagli impianti e stoccaggi (pompe, valvole, flange, connessioni, ecc.) la Raffineria ha iniziato l’applicazione del programma LDAR (riconosciuto come BAT) a partire dall’anno 2003. Il programma è stato completato per gli impianti nel periodo 2003 al 2008. Per il 2009 è previsto il completamento sull’area movimentazione prodotti. Tale programma ha consentito una quantificazione accurata delle emissioni fuggitive. I risultati dell’applicazione delle metodologie di cui sopra sono riportati nella Scheda B. Nella tabella successiva sono riportati i dati stimati alla capacità produttiva.
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 19

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 20
Fonti di emissioni in atmosfera di tipo non convogliato (alla capacità produttiva) 5
Fase Emissioni fuggitive o
diffuse Descrizione
Inquinanti presenti
Tipologia Tonn/anno
1 DIF FUG
Impianti di processo (Valvole, flange, ecc.) COV (stimata) 1.600
1 DIF FUG Stoccaggi COV (stimata) 1.000
1 DIF FUG
Impianto trattamento acque – api separator COV (stimata) 195
1 DIF FUG Fogne COV (stimata) 50
1 DIF FUG Torri di raffredamento COV (stimata) 5
1 DIF FUG Impianto Torcia COV (stimata) 12
1 DIF FUG
COV non combuste (forni, caldaie, ecc.) COV (stima) 55
1 DIF FUG
Caricamento (navi, autobotti) COV (stima) 630
TOTALE 3.547
5 Valori stimati. Si ritiene che le emissioni non convogliate provenienti da impianti e dal sistema di
trattamento acque non siano influenzate in modo significativo da variazioni di capacità produttiva; l’incremento delle emissioni dagli stoccaggi varia invece in funzione del numero di operazioni di riempimento – svuotamento. Risulta estremamente difficile stimare le emissioni fuggitive alla massima capacità produttiva; il valore indicato è una stima assunta in via cautelativa

1.2.8. Pertinenza e significatività degli inquinanti Nella seguente tabella si riporta una valutazione motivata della pertinenza e significatività degli inquinanti potenzialmente emessi in atmosfera in relazione ai cicli produttivi della Raffineria; le sostanze prese a riferimento sono quelle riportate in Allegato III al D.lg. 59/05.
Sostanza Pertinenza Significatività SOx Si: gli ossidi di zolfo sono presenti nelle
emissioni in atmosfera principalmente in ragione della presenza di zolfo nell’olio combustibile, utilizzato dai forni di Raffineria (Fase 1) e dalla Centrale Termica (Fase 2).
Significativa: emissione totale annua in flusso di massa comunicata in Dichiarazione PRTR 2008.
NOx Si: la presenza di ossidi di azoto è associata principalmente ai processi di combustione della Raffineria, che determina la generazione di NOx tipo termico.
Significativa: emissione totale annua in flusso di massa comunicata in Dichiarazione PRTR 2008.
Polveri Si: la presenza di polveri nelle emissioni in atmosfera della Raffineria è associata principalmente all’utilizzo di olio combustibile ed al rigeneratore del Cracking catalitico FCCU.
Significativa: emissione totale annua in flusso di massa comunicata in Dichiarazione PRTR 2008.
COV Si: la presenza di COV è associata in quantità minima ai processi di combustione
Significativa: emissione totale annua in flusso di massa comunicata in Dichiarazione PRTR 2008.
Composti di Cloro Si: Il cloro è presente in forma di sali nel grezzo; viene inoltre utilizzato per periodi limitati per la rigenerazione di alcuni catalizzatori
Significativa: emissione totale annua in flusso di massa comunicata in Dichiarazione PRTR 2008.
Nichel totale Zinco
Si: la presenza di nichel nelle emissioni in atmosfera della Raffineria è associata principalmente alla presenza nel combustibile fossile di partenza.
Significativa: emissione totale annua in flusso di massa comunicata in Dichiarazione PRTR 2008.
Benzene Si: la presenza di benzene nelle emissioni in atmosfera della Raffineria è associata principalmente alla presenza nei prodotti intermedi e finiti.
Significativa: emissione totale annua in flusso di massa comunicata in Dichiarazione PRTR 2008.
Metano Sì: la presenza è associata alle materie prime e prodotti degli impianti di raffineria
Significativa: emissione totale annua in flusso di massa comunicata in Dichiarazione PRTR 2008.
CO2 Si: la presenza di ossidi di carbonio è associata ai processi di combustione della Raffineria.
Significativa: emissione totale annua in flusso di massa comunicata in Dichiarazione PRTR 2008.
Protossido di azoto Si: la presenza di ossidi di azoto è associata principalmente ai processi di combustione della Raffineria.
Poco significativa: emissione totale annua in flusso di massa comunicata in Dichiarazione PRTR 2008.
CO Si: la presenza di monossido di carbonio è associata in quantità minima ai processi di combustione ed al rigeneratore del Cracking catalitico FCCU.
Poco significativa: emissione totale annua in flusso di massa inferiore al valore soglia della Dichiarazione PRTR 2008.
H2S Si: Presente in varie correnti di prodotti intermedi poi trattate per la rimozione dello stesso.
Non significativa: le correnti contenenti H2S sono inviate a trattamento specifico di lavaggio; l’H2S rimosso viene convertito nell’impianto Zolfo di postcombustione; la cinetica di combustione dei camini, confermata dalle analisi effettuate, conferma la non significatività di questo inquinante
NH3 No: la presenza di ammoniaca non è associabile alle caratteristiche del processo né viene utilizzata in sistemi di trattamento dei fumi.
--
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 21

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 22
Sostanza Pertinenza Significatività Arsenico Cadmio Cobalto Cromo totale Rame Mercurio Manganese Piombo Selenio Stagno Vanadio
Si: la presenza di metalli nelle emissioni in atmosfera della Raffineria è associata principalmente alla loro presenza nel combustibile fossile di partenza.
Non significativa: le concentrazioni rilevate sono estremamente basse, quando non al di sotto del limite di rilevabilità. L’emissione totale annua in flusso di massa è inferiore al valore soglia della Dichiarazione PRTR 2008.
HCl No: la presenza di acidi alogenidrici e cloro gassoso non è associabile alle caratteristiche del processo.
-- HBr
HF Sì: l’impianto di alchilazione utilizza come catalizzatore acido fluoridrico
Non significativa: le concentrazioni rilevate sono estremamente basse, quando non al di sotto del limite di rilevabilità. L’emissione totale annua in flusso di massa è inferiore al valore soglia della Dichiarazione PRTR 2008.
Benzo (a) antracene Si: la presenza di IPA nelle emissioni in atmosfera della Raffineria è associata principalmente alla loro presenza nel grezzo lavorato.
Non significativa: le concentrazioni rilevate di IPA sono inferiori di 4 ordini di grandezza rispetto ai limiti di emissione applicabili. L’emissione totale annua in flusso di massa è inferiore al valore soglia della Dichiarazione PRTR 2008.
Benzo (b,j,k) fluorantene Benzo (a) pirene Dibenzo (a,h) antracene Dibenzo (a,l) pirene Dibenzo (a,e) pirene Dibenzo (a,h) pirene Dibenzo (a,i) pirene Amianto No: la presenza di amianto non è associabile alle
caratteristiche del processo. --
Cianuri No: la presenza di cianuri non è associabile alle caratteristiche del processo.
--
PCDD e PCDF Sì: la presenza di policlorodibenzodiossine e policlorodibenzofurani è associabile ad operazioni svolte in modo saltuario unicamente per la rigenerazione del catalizzatore degli impianti di reforming.
Non Significativa: i Reforming semirigenerativi hanno un livello di emissioni di diossine (unicamente durante la fase di rigenerazione, circa una volta all’anno) di quattro ordini di grandezza inferiore rispetto al reforming a rigenerazione continua (CCR), cioè in quantità del tutto trascurabili.
Altri inquinanti o sostanze pericolose
No: non sono presenti altri inquinanti pertinenti --
Per quel che riguarda gli inquinanti contenuti negli scarichi idrici, descritti in modo dettagliato nella scheda B, con riferimento agli inquinanti previsti dalla normativa, si sottolinea che:
• per lo scarico a mare la qualità delle acque scaricate deriva direttamente da quella delle acque prelevate, pertanto le sostanze presenti sono le stesse in ingresso; gli inquinanti sono pertanto da considerarsi non pertinenti;
• per lo scarico alla fognatura consortile è lo stesso consorzio che garantisce la qualità e quantità delle acque scaricate, e quindi anche della eventuale significatività degli stessi.

1.2.9. Scarichi idrici La Raffineria è dotata di due scarichi idrici: 1. Scarico a mare dell’acqua prelevata dallo stesso 2. Scarico all’impianto di trattamento consortile IAS La Raffineria non è dotata di un impianto di trattamento acque interno, ma solo di un impianto di disoleazione per gravità denominato “API separator”. Le acque in uscita da tale impianto sono inviate all’impianto di depurazione consortile. I dettagli relativi al sistema di trattamento acque “API separator” sono riportati successivamente. Risulta estremamente difficile stimare i quantitativi di acque reflue potenzialmente scaricate alla capacità produttiva. Si riportano pertanto i dati relativi all’anno 2008. Scarico 1 – a mare 1.443.907 tonnellate/anno Scarico 2 – a impianto consortile 4.938.795 tonnellate/anno
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 23

1.2.10. Rifiuti Per quel che riguarda i quantitativi e la qualità dei rifiuti prodotti si rimanda alla Scheda B. La Raffineria si avvale sia del “deposito temporaneo” così come definito dal D.Lgs. 152/06, art. 183, comma m, che del “deposito preliminare”, di cui al D.Lgs. 152/06, Allegati alla parte IV, Allegato B, punto D.15. Il “deposito temporaneo” avviene in varie aree di Raffineria, all’interno degli impianti di processo, conformemente ai requisiti del citato comma m; il deposito temporaneo avviene inoltre in una area appositamente attrezzata localizzata in prossimità del serbatoio TK904. Il “deposito preliminare”, denominato Parco Meloni, è costituito da due bacini adibiti alla raccolta dei rifiuti melmosi, dalla superficie di 1800 m2 ciascuno (la loro capacità complessiva ammonta a 8800 m3) e da una piattaforma per lo stoccaggio provvisorio di rifiuti in fusti, di area pari a 3000 m2 (la quantità massima stoccabile è di circa 1200 ton. pari a circa 5500 fusti). • rifiuti pericolosi destinati allo smaltimento o recupero
8.195 tonnellate massimo • rifiuti non pericolosi destinati allo smaltimento o recupero
515 tonnellate massimo Per questa attività non sono disponibili dati storici in quanto il “deposito preliminare” non è stato finora utilizzato.
1.2.11. Rumore
Negli allegati B23 e B24 sono riportati gli studi citati e le relative mappe di impatto sonoro. Dall’analisi dei risultati di tutte le campagne d’indagine effettuate si evince che la Raffineria non genera impatti acustici significativi sia all’interno sia all’esterno dell’impianto e che tutti i limiti imposti dalla legge sono rispettati.
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 24

2. QUADRO AUTORIZZATIVO
2.1. RIEPILOGO AUTORIZZAZIONI CHE SONO SOSTITUITE DALL’AUTORIZZAZIONE INTEGRATA AMBIENTALE
Di seguito si riporta una sintesi delle autorizzazioni che, ai sensi dell’art. 5, comma 14 e come riportato in Allegato II al D.Lgs. 59/2005, sono sostituite dall’Autorizzazione Integrata Ambientale, alcune delle quali sono in corso di rinnovo da parte delle autorità attualmente competenti. La tabella sottostante riporta il citato allegato, con una nota relativa alla pertinenza per il quadro autorizzativo della Raffineria.
Estremi atto amministrativo Ente competente Data rilascio
Data scadenza
Norme di riferimento Oggetto
1. Autorizzazione allo scarico delle acque
Risposta al foglio n. 12958 del 30/05/2002. Protocollo assente e relativa istanza
Comune di Augusta – Settore Ecologia 19/02/04 18/2/2008 D.Lgs.
152/2006 Scarico idrico a mare (mar Jonio,
rada di Augusta)
Risposta all'istanza del 15/03/1985. Protocollo assente
Comune di Augusta 17/02/1986 nessuna
Nulla-osta all’allacciamento del sistema di acque di scarico della Raffineria ESSO di Augusta alla
condotta di adduzione del Depuratore Consortile I.A.S. di
Priolo - Gargallo.
Contratto tra le parti (I.A.S. S.r.l. e Esso Italiana S.r.l.) I.A.S. S.r.l. 10/01/2001
Annuale, con tacito rinnovo
Il Contratto di Utenza dei Servizi di Fognatura e Depurazione è stato
stipulato tra I.A.S. S.p.A. e Raffineria Esso di Augusta
Circolare 19906 del 04/04/2002
Assessorato territorio e ambiente 04/04/2002 --
D.Lgs. 152/99, Circolare applicativa
Direttive in merito all’applicazione del D.Lgs. 152/99 e.s.m.i ai
regolamenti comunali di fognatura ed ai P.A.R.F. nella Regione
Siciliana
(3) Istanza rinnovo autorizzazione Prot. n° 1609 del 21/01/2008
Comune di Augusta – Settore Ecologia _ _ D.Lgs.
152/2006
Rinnovo autorizzazione scarico idrico a mare (mar Jonio, rada di
Augusta) Autorizzazione inserita in A.I.A., in attesa di ricevere questa la richiesta è stata inoltrata Enti
locali.
2. Autorizzazioni inerenti la gestione dei rifiuti
a) deposito preliminare di rifiuti
(4) D.A. n° 45 SRB Prot 9113 del 04/03/2009
Regione Siciliana Ag. Regionale per i rifiuti e le acque settore rifiuti e bonifiche
04/03/2009 21/05/2010 (o a rilascio A.I.A.
D.Lgs. 152 del 03/04/2006
Autorizzazione all'esercizio dell'impianto di stoccaggio di rifiuti speciali pericolosi assoggettata a verifica V.I.A.
(5) Comunicazione invio verifica V.I.A. del 07/04/2009
Regione Siciliana Ag. Regionale per i rifiuti e le acque settore rifiuti e bonifiche
_ _ D.Lgs. 152 del 03/04/2006
Verifica di assoggettabilità alla procedura di Valutazione di Impatto Ambientale
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 25

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 26
Estremi atto amministrativo Ente competente Data rilascio
Data scadenza
Norme di riferimento Oggetto
b) recupero rifiuti pericolosi (acque da petroliere)
Prot 0016583
Provincia regionale di Siracusa, XII SETTORE – Tutela Ambiente, 2° servizio – Gestione Rifiuti
15/03/2006 02/01/2011 D.Lgs. 22 del 05/02/1997
Iscrizione di rifiuti pericolosi nel registro provinciale CER 130403 altri oli di sentina
Prot 0052165
Provincia regionale di Siracusa, XII SETTORE – Tutela Ambiente, 2° servizio – Gestione Rifiuti
28/09/2006 02/01/2011 D.Lgs. 152 del 03/04/2006
Integrazione iscrizione registro recupero rifiuti speciali pericolosi: CER 130403 altri oli di sentina CER 130802 altre emulsioni CER 160708 rifiuti contenenti olio
3. Autorizzazione allo scarico delle emissioni in atmosfera
D.A. 10/17 e relativa istanza Assessorato Territorio e Ambiente della Regione Siciliana
16/01/1995 nessuna D.P.R. 203/88
Autorizzazione provvisoria alla prosecuzione delle emissioni in atmosfera in approvazione del progetto di adeguamento
D.A. 255/17 Assessorato Territorio e Ambiente della Regione Siciliana
10/05/1995 nessuna D.P.R. 203/88
Modifica ed integrazione della autorizzazione di cui sopra

2.2. SISTEMI DI MONITORAGGIO La raffineria è dotata di un piano di monitoraggio delle proprie emissioni ed immissioni che è dettagliatamente descritto nella relazione in Allegato E4, a cui si rimanda per i dettagli. Per quel che riguarda gli analizzatori in continuo si ritiene utile sottolineare che la Raffineria, ben oltre quanto richiesto dalla normativa vigente sia in materia di emissioni in atmosfera che di grandi impianti di combustione, si è dotata negli anni di numerosi sistemi di analisi in continuo. Come anticipato tali sistemi sono dettagliatamente descritti nella relazione in allegato E4 ed elencati nella Scheda B. Di seguito si riporta un breve elenco delle attrezzature dotate di analizzatori in continuo: • T5 F101 Camini n° 23 e 24 • T5 F151X Camino n° 25 • Zolfo F854 Camino n° 26 • CTE SG151 Camino n° 40 • R5 F851 Camino n° 45 • FCCU F502 Camino n° 29 Inoltre la raffineria si è dotata di un analizzatore in continuo sulla rete Fuel Gas. Il monitoraggio in continuo è affiancato ad un articolato monitoraggio discontinuo che prevede analisi e controlli sui combustibili utilizzati sui punti di emissione; ciò consente alla Raffineria di avere un quadro dettagliato del proprio assetto emissivo.
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 27

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 28
2.3. NOTA RELATIVA AI GRANDI IMPIANTI DI COMBUSTIONE
2.3.1. Applicabilità e limiti di emissione In Raffineria sono presenti alcune attrezzature ricadenti nel campo di applicazione della direttiva 80/2001/CE6, recepita in Italia all’interno del D.Lgs. 152/06. Tali attrezzature sono riportate di seguito con la relativa capacità autorizzata. Attrezzatura Capacità (MW termici) Caldaia SG 151 167 Forno T5 F-101 102 Forno LUBE 2 F-801/802 92 Forno VPS2 F-901 87 Caldaia SG 1200 74 Forno T4 F-1 59 SG11707 52 SG11807 52 Per quel che riguarda i limiti di emissione, in assenza del pronunciamento dell’autorità competente previsto dal D.Lgs. 152/06 (Allegati alla parte V, Allegato II, Parte I, punto 3) la Raffineria ha applicato quanto esplicitamente indicato dalla Direttiva Europea dato che, come ivi indicato: • utilizzano per i propri consumi i residui di distillazione e di conversione
della raffinazione del petrolio greggio, da soli o con altri combustibili. Pertanto, i limiti applicati sono: • punto3.3, limite per ossidi di azoto, polveri e metalli: metodo del
combustibile determinante (all. II alla parte V del D.Lgs. 152/06, parte I). • punto3.4, limite per ossidi di zolfo (essendo un impianto anteriore al 1988
ed al 2006): 1000mg/Nm3 (sottobolla grandi impianti di combustione) per tutti i grandi impianti di combustione, intesa come media, calcolata su base mensile, delle emissioni di tutti i grandi impianti di combustione, indipendentemente dalla miscela di combustibili usata (all. II alla parte V del D.Lgs. 152/06, parte I).
Quanto sopra è stato comunicato all’autorità competente in materia di Autorizzazione Integrata Ambientale con nota del 29 ottobre 2007.
6 Direttiva CEE/CEEA/CE n° 80 del 23/10/2001, 2001/80/CE: Direttiva del Parlamento europeo e
del Consiglio del 23 ottobre 2001 concernente la limitazione delle emissioni nell'atmosfera di taluni inquinanti originati dai grandi impianti di combustione.
7 Per le caldaie SG1170 e 1180 si veda il paragrafo successivo
2.3.2. Limitazione dell’utilizzo delle caldaie SG1170 e 1180 Le caldaie SG1170 e SG1180, anche se formalmente di potenza termica nominale pari a 52 MW, sono in realtà impiegate a potenze termiche molto inferiori, dell’ordine dei 30 MW. Tali caldaie, essendo a recupero, presentano una situazione complessa: infatti esse ricevono i fumi provenienti dalle corrispondenti turbine (GTG101 e GTG102) ed integrano il calore da essi fornito tramite il brucio di altro combustibile (liquido e gassoso); i fumi in uscita dalle caldaie sono quindi costituiti da parte dei fumi provenienti dalle turbine e da quelli prodotti all’interno della caldaia. Risulta peraltro difficilmente determinabile l’effettiva emissione delle caldaie nell’assetto a recupero. Allo scopo di prevenire le emissioni generate dall’eventuale utilizzo ad una potenza termica maggiore di quella ordinaria e vicina a quella dei Grandi Impianti di Combustione, permesso dalle caratteristiche costruttive delle caldaie stesse, sono stati realizzati alcuni interventi necessari per la limitazione della potenza termica massima al di sotto dei 50 MW e modificate le procedure di gestione operativa delle stesse. Le azioni intraprese possono essere considerate di due differenti tipologie. 1. Monitoraggio continuo della potenza termica utilizzata.
E’ stato realizzato un algoritmo che consente, attraverso le letture delle quantità e delle qualità di combustibili bruciati, di misurare la potenza termica sviluppata dalla caldaia, di monitorarla e di avere un segnale di allarme (fissato a 49 MW) che avvisi in caso di raggiungimento del massimo valore ammissibile. Tale algoritmo è stato inserito all'interno del sistema di controllo della Raffineria (TDC 3000), pertanto il valore della potenza termica utilizzata è visualizzato e monitorato in continuo dal reparto responsabile della gestione della centrale termoelettrica, di cui fanno parte le caldaie.
2. Procedure di intervento Sono state definite le azioni da compiere in caso di raggiungimento del valore di 49 MW. Queste saranno intraprese seguendo un ordine crescente di interventi. Inizialmente si procederà alla riduzione dei combustibili utilizzati dalla caldaia in cui si è verificato il raggiungimento del valore di potenza termica pari a 49 MW, redistribuendo la produzione di vapore complessiva alle altre caldaie in servizio. Se tale assetto non riuscirà a ridurre la potenza termica sotto i 49 MW, si procederà alla riduzione della richiesta di vapore escludendo via via alcune utenze, fino alla graduale fermata di alcuni impianti.
Si ritiene necessario ribadire che in condizioni ordinarie le potenze termiche impiegate sono dell’ordine dei 30 MW e che le azioni definite sono da ritenersi interventi di emergenza da adottare per la prevenzione di eventuali incrementi di emissioni rispetto ai valori ordinari, al verificarsi di eventi imprevisti che interromperebbero il normale funzionamento degli impianti. In tal modo le caldaie non superano la soglia dei 49 MW e non sono pertanto da considerarsi Grandi Impianti di Combustione.
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 29

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 30
2.4. INTERVENTI PROPOSTI NELLA RICHIESTA DI AIA Nella richiesta di Autorizzazione Integrata Ambientale presentata nel gennaio 2007 erano contenuti alcuni interventi di riduzione degli impatti che la Raffineria proponeva all’Autorità competente. Essendo trascorsi oltre due anni dalla data di presentazione la raffineria ha ritenuto di procedere con la realizzazione di tali interventi secondo il programma proposto; ad oggi tutti gli interventi sono stati completati. Pertanto l’assetto della raffineria per il quale si chiede l’autorizzazione coincide con quello attuale. Di seguito si riporta sintesi degli interventi realizzati.
Intervento Note 1) Risparmio energetico: incremento efficienza
energetica impianti Completato 2007; il programma di risparmio energetico rientra in un programma più ampio (GEMS)
2) Lavaggio gas di coda impianti distillazione sotto vuoto
Completato ed in esercizio dal 2005
3) Riduzione del contenuto di zolfo nei combustibili tramite una combinazione di:
Riduzione del contenuto di zolfo nell’olio combustibile
Riduzione del consumo di olio combustibile e sostituzione con gas naturale
La raffineria brucia combustibili liquidi con tenore di zolfo inferiore all’1% in peso dall’inizio del 2008
4) Installazione di LowNOx burners su 2 forni: T4-F1 (LCP)e Lube1-F401 (non LCP)
Completato
5) Programma rilevamento ed eliminazione delle perdite (LDAR)
Completata nel 2008 la parte relativa agli impianti; in completamento entro il 2009 quella relativa all’area offsite
6) Installazione di doppie tenute sui tetti dei serbatoio a tetto galleggiante
È in corso di completamento su tutti i serbatoi di prodotti volatili l’installazione della doppia tenuta (che si effettua quando il serbatoio viene messo fuori servizio per manutenzione generale)8
7) Miglioramento sistema di monitoraggio delle emissioni (Installazione di un analizzatore in continuo di SOx, NOx e polveri su forno T5-F101; installazione gas cromatografo su rete fuel gas; aggiornamento protocollo delle emissioni, aggiornamento software di controllo)
Analizzatore in continuo su T5-F101 installato; gascromatografo su rete Fuel Gas installato; piano di monitoraggio completato (vedi allegato E4); software di calcolo delle emissioni e controllo in completamento
8) limitazione dell’utilizzo delle caldaie SG1170 e SG1180 sotto i 50 MWt
Completato
8 Alcuni serbatoi, potenzialmente destinati a prodotti leggeri, sono fuori esercizio e pertanto non
sono dotati di doppia tenuta; qualora si rimettessero in esercizio saranno dotati di doppia tenuta.

3. DESCRIZIONE DEGLI IMPIANTI Nei paragrafi successivi viene data una fornita una descrizione degli impianti della raffineria, suddivisi per fasi. Per ciascun impianto viene fornita una descrizione del funzionamento dello stesso, uno schema di flusso semplificato ed uno schema quantificato alla capacità produttiva relativi ai principali parametri di rilevanza ambientale: • materie prime utilizzate e prodotti • combustibili utilizzati • emissioni in atmosfera • scarichi idrici • emissioni sonore • produzione di rifiuti Dove non è stato possibile determinare tali parametri in modo dettagliato per ciascun impianto (ad esempio per il consumo di risorse idriche) i flussi sono stati riportati nello schema generale della “fase 1” che rappresenta l’intera Raffineria. Negli allegati alla Scheda B trasmessi contestualmente alla domanda di A.I.A. sono riportati gli schemi di flusso dell’intera raffineria e di ciascun impianto. Additivi e catalizzatori sono soggetti a continue variazioni in qualità e quantità, in funzione di esigenze di processo, di mercato, o di disponibilità di nuovi materiali; pertanto le informazioni riportate alle pagine seguenti sono da ritenersi solo indicative.
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 31

3.1. FASE 1 – INTERA RAFFINERIA La Raffineria di Augusta è di tipo “complesso” in quanto dispone di impianti di conversione catalitica (cracking catalitico, alchilazione e reforming) oltre ai tradizionali impianti di distillazione e separazione dei componenti del grezzo. La Raffineria è convenzionalmente suddivisa in “ONSITES” di cui fanno parte gli impianti di processo, “OFFSITES” (serbatoi di stoccaggio, linee e pompe per la movimentazione, ricezione e spedizione e pontili) ed “UTILITIES” per la produzione e distribuzione di energia elettrica, vapore, aria compressa ed acqua demineralizzata. Sono inoltre presenti due grandi impianti per la produzione di oli lubrificanti. Tali impianti, come dimensione e complessità, possono essere paragonati ad una intera Raffineria di minori capacità di lavorazione; secondo la metodologia relativa al “Nelson Complexity Index” gli impianti Lubrificanti della Raffineria corrispondono a circa un terzo degli impianti Fuel, o a un quarto del totale. Per di più, come deducibile dalle descrizioni e dagli schemi riportati ai paragrafi successivi, tali impianti comportano un consumo energetico (e quindi anche un quadro emissivo in senso lato) significativo. Pertanto, nell’effettuare eventuali confronti in termini di flussi specifici (consumo di energia o emissioni per unità di materia prima lavorata) è indispensabile tenere in considerazione tale aspetto. Lo stesso dicasi per il consumo di risorse idriche. In tale ottica è stato possibile stimare che circa il 15-20% del consumo totale di acqua fresca (esclusa l’acqua mare) è dovuto agli impianti lubrificanti.
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 32
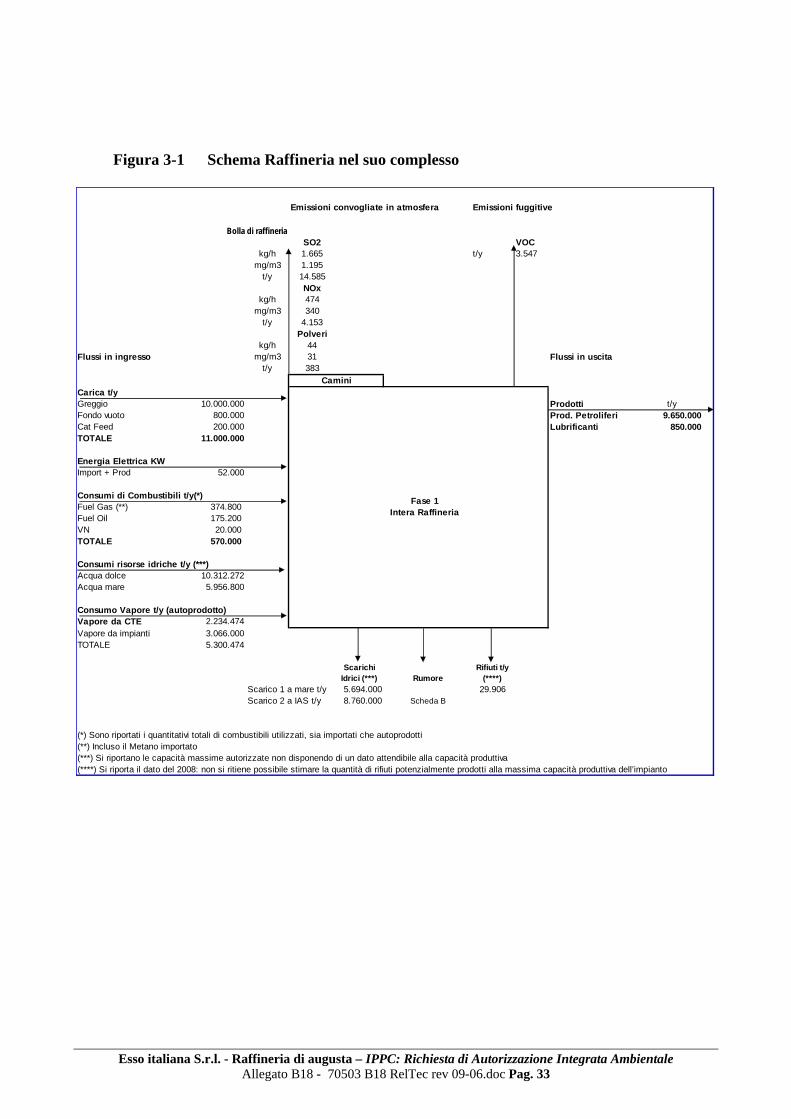
Figura 3-1 Schema Raffineria nel suo complesso
Emissioni convogliate in atmosfera Emissioni fuggitive
Bolla di raffineriaSO2 VOC
kg/h 1.665 t/y 3.547mg/m3 1.195
t/y 14.585NOx
kg/h 474mg/m3 340
t/y 4.153Polveri
kg/h 44Flussi in ingresso mg/m3 31 Flussi in uscita
t/y 383
Carica t/yGreggio 10.000.000 Prodotti t/yFondo vuoto 800.000 Prod. Petroliferi 9.650.000Cat Feed 200.000 Lubrificanti 850.000TOTALE 11.000.000
Energia Elettrica KWImport + Prod 52.000
Consumi di Combustibili t/y(*)Fuel Gas (**) 374.800 Fuel Oil 175.200 VN 20.000 TOTALE 570.000
Consumi risorse idriche t/y (***)Acqua dolce 10.312.272Acqua mare 5.956.800
Consumo Vapore t/y (autoprodotto)Vapore da CTE 2.234.474Vapore da impianti 3.066.000TOTALE 5.300.474
Scarichi Idrici (***) Rumore
Rifiuti t/y (****)
Scarico 1 a mare t/y 5.694.000 29.906Scarico 2 a IAS t/y 8.760.000 Scheda B
(*) Sono riportati i quantitativi totali di combustibili utilizzati, sia importati che autoprodotti(**) Incluso il Metano importato(***) Si riportano le capacità massime autorizzate non disponendo di un dato attendibile alla capacità produttiva(****) Si riporta il dato del 2008: non si ritiene possibile stimare la quantità di rifiuti potenzialmente prodotti alla massima capacità produttiva dell’impianto
Camini
Fase 1Intera Raffineria
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 33

3.2. FASE 2 – CENTRALE TERMOELETTRICA
3.2.1. Produzione e distribuzione di vapore La Raffineria dispone di un sistema di generazione e distribuzione vapore completo e affidabile; esso opera su tre livelli di pressione: • Rete ad alta pressione 41,6 barg e ~ 427°C • Reti a bassa pressione (8,6 barg e ~ 218°C 2,7 barg e ~ 160°C) Il vapore oltre a diversi utilizzi di “processo” (strippaggio in colonne, riscaldamento in scambiatori /serbatoi, atomizzazione d’olio combustibile, soffiatori di fuliggine ai forni, soffocamento incendi, bonifica apparecchiature, ecc.) costituisce una fonte di energia primaria per l’azionamento di motrici di macchine. Il collettore a 41,6 barg é alimentato direttamente dalle cinque caldaie dello Stabilimento di cui 4 (SG 151, SG 1200, SG1170, SG1180) ubicate nell’area della centrale termoelettrica ed 1 (CO boiler) nell’area dell’impianto FCCU. Le caldaie SG-1170, SG-1180 sono caldaie a recupero; in esse oltre al calore fornito dal combustibile bruciato (gas o olio), viene recuperato il calore sensibile dei fumi di scarico delle turbine a gas degli alternatori elettrici GTG101 e GTG102. Nel CO boiler si brucia il gas contenente CO che esce dal rigeneratore R-502 dell’FCCU. La SG 151 e la SG 1200 sono caldaie convenzionali a combustione mista olio - gas. I collettori a “bassa pressione” (8,6 e 2,7 barg) sono alimentati attraverso: • la laminazione di vapore da un collettore a pressione più alta verso uno a
pressione inferiore mediante speciali valvole regolatrici (laminatrici) che effettuano il passaggio suddetto tra le varie reti oppure attraverso le turbine in cui il vapore ha un salto di pressione;
• la produzione di piccoli generatori di vapori di impianto (in cui viene recuperato calore dai fluidi di processo); tali generatori in aggiunta alle caldaie suddette, contribuiscono al mantenimento del bilancio di rete e vapore.
L’elenco delle unità e le relative capacità produttive, relative sia agli impianti di Raffineria che alla capacità produttiva sono riportate nella tabella seguente.
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 34

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 35
UNITÀ IMPIANTO Produzione Max
@ 41.6 barg tonnellate/ora
Produzione Max @ 8.6 barg
tonnellate/ora SG-151 200 SG-1200 90 SG-1170 77 SG-1180 77 CO Boiler 105,42 E-911, E-920 VPS-2 35
3 E-567 E593A/B9 FCCU 30 E-861 / E-871
Zolfo1 Zolfo 2 10
10 E110/E159 E-313 Lube1 21 D-803 Lube2 39 SWS 6 E-855/6/7 E-872 ABC
Zolfo1 Zolfo2 4
3 E-108 T-5 P/S 6 D-157 MEK 4 Parziali 549,42 171 TOTALE 720,42 Il fabbisogno totale di vapore nelle operazioni di Raffineria alla capacità produttiva è di circa 460 tonnellate/ora. I consumatori di vapore a 8,6 barg (ed alcuni a 41,6) scaricano su una terza rete a 2,75 barg. Nel seguito sono riportati l’elenco delle sostanze utilizzate in Centrale per la produzione di vapore ed uno schema semplificato della rete di produzione / distribuzione di vapore.
Additivi e/o Catalizzatori10 Cancerogenicità Frasi di
rischio Simboli di pericolo
Idrossido di sodio No ACIDO SOLFORICO No 35-38-41 C BETZ Depositrol SF-5100 No 10-36-38-11-37 Xi Xn BETZ SPECTRUS NX-1104 No 23-34 T BETZ Inhibitor OP-8401 No 36-38 Xi BETZ - Depositrol SF-5101 No 36-38 Xi BETZ 40765 No 36-38 Xi
9 La produzione degli scambiatori E-593 A/B nel caso base è inviata al CO Boiler per essere
surriscaldata ed immessa sulla rete @ 41.6 barg 10 Additivi e catalizzatori sono soggetti a continue variazioni in qualità e quantità, in funzione di
esigenze di processo, di mercato, o di disponibilità di nuovi materiali; pertanto le informazioni riportate alle pagine seguenti sono da ritenersi solo indicative.

Figura 3-2 Schema sistema distribuzione vapore
CO
LLE
TTO
RE
VAPO
RE
41,
6 ba
rgSG
-117
0 / S
G-1
180
/ SG
-151
/ S
G-1
200
CO
-BO
ILE
R
CO
LLET
TOR
E 3
65S
ERB
ATO
I BIT
UM
I
PS
TC-5
81TC
-601
TC-6
90TC
-901
TP's
TP's
TC-2
01TC
-390
PS
CO
LLE
TTO
RE
VAPO
RE
8,6
bar
g
BO
ILE
R O
N-S
ITE
STLB
600
STA
CC
O C
AR
ICO
SET
365
psig
STP
C53
1LA
MIN
ATR
ICE
600
125
SET
125
PS
LAM
INAT
RIC
E60
012
5
SET
125
STP
C53
6
N.C
.
IN A
REA
FC
CU
VEN
TAT
M
PS
STPC
532SE
T13
0 ps
ig
VEN
TAT
M
PS
STPC
562SE
T45
psi
gTP
'sPS
STP
C56
1LA
MIN
ATR
ICE
125
40
SET
40
PS
LAM
INAT
RIC
E12
540
SET
40
STP
C56
4
CO
LLE
TTO
RE
VAPO
RE
2,7
bar
g
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 36

3.2.2. Produzione e distribuzione di energia elettrica Il carico di Raffineria in condizioni di normale funzionamento di tutti gli impianti é in media di circa 50 MW; circa 2 MW addizionali costituiscono il carico dei circuiti di illuminazione che é attiva nelle ore notturne . La disponibilità normale di energia é la seguente • G1 (alternatore interno) = 13,5 MW • G2 (alternatore interno) = 13,5 MW • ENEL = 40 MW (27,5 normale + 12,5 soccorso) In qualunque assetto si verifichi che la potenza disponibile sia inferiore a quella assorbita dalle utenze, il bilancio viene ristabilito da un sistema di stacco carichi denominato LSS (Load Shedding System). Generatori interni Circa il 50 % dell'energia utilizzata dalla Raffineria viene prodotta da 2 generatori interni (GTG101 e GTG102) a 15 KV; essi sono ubicati nell’area della Centrale Termoelettrica e sono mossi da 2 macchine turbo-gas (GTG101e GTG102) che possono essere alimentate da gas o nafta. Il gas é prelevato dalle reti / produttori ad alta pressione mentre per la nafta esiste un circuito dedicato con suo serbatoio, filtri, pompe di spinta elettriche ed a vapore (ubicato in CTE); il sistema é strutturato in maniera che sia possibile effettuare il cambio combustibile in maniera rapida con la macchina in marcia. Lo scarico dei gas caldi uscenti dalla turbina a gas é in parte inviato nella camera di combustione di due caldaie al fine di recuperarne il calore sensibile (GTG101 collegata con caldaia SG 1170 e GTG102 con SG 1180); è comunque possibile operare la macchina con la caldaia ferma e viceversa in quanto essa è munita di apposito camino. Sottostazione a 150 KV L’alimentazione da ENEL a Stabilimento é realizzata mediante linea aerea dedicata che parte dalla adiacente Centrale TIFEO ed arriva alla sottostazione a 150 KV ubicata vicino al perimetro di Stabilimento; non si ha transito della suddetta linea aerea su alcun impianto di Raffineria.
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 37

Figura 3-3 Schema Centrale Termoelettrica
Emissioni convogliate in atmosfera Emissioni fuggitivevedi fase 1
Camino n° 39 n° 40 n° 34 n° 35 n° 36 n° 37SO2 SO2 SO2 SO2 SO2 SO2
kg/h 43,49 128,33 32,52 3,75 41,08 3,75mg/m3 1332 1309 982 21 1254 21
NOx NOx NOx NOx NOx NOxkg/h 13,61 40,66 12,76 26,71 13,42 26,71
mg/m3 417 415 385 150 410 150
Polveri Polveri Polveri Polveri Polveri Polverikg/h 1,31 3,86 1,01 2,97 1,24 2,97
Flussi in ingresso mg/m3 40 39 31 17 38 17 Flussi in uscita
0ProdottiVapore 260,00 t/hElettricità 23,00 MW
Energia Elettrica KWVedi fase 1
SG1200Energia Prod. MW 31,18Fuel Gas t/h 0,52Fuel Oil t/h 2,16
SG151Energia Prod. MW 93,55Fuel Gas t/h 1,64Fuel Oil t/h 6,37
SG1170Energia Prod. MW 31,18Fuel Gas t/h 1,02Fuel Oil t/h 1,60
GTG101Energia Prod. MW 55,35Fuel Gas t/h 32,61VN t/h 1,14
SG1180Energia Prod. MW 31,18Fuel Gas t/h 0,63Fuel Oil t/h 2,04
GTG102Energia Prod. MW 55,35Fuel Gas t/h 3,26VN t/h 1,14
Scarichi Idrici
Vedi fase 1
Rumore
Vedi fase 1
SG1200 SG151 SG1170
CTE, Centrale termoelettrica
GTG101 SG1180 GTG102
Rifiuti
Vedi fase 1
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 38

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 39
3.2.3. Produzione e distribuzione di acqua demineralizzata Questa unità è costituita da tre treni di deionizzazione a resine cationiche ed anioniche. I tre treni hanno la seguente capacità: • linea 1 e linea 2 3.200 m3 l’una • linea 3 6.000 m3. Ciascuna linea, raggiunta la propria capacità massima, deve essere rigenerata. L'impianto è costituito dalle seguenti sezioni:
sezione cationica; sezione di decarbonatazione; sezione anionica; degasatore.
L'acqua deionizzata e degasata viene inviata alle caldaie per la produzione di vapore. La rigenerazione delle resine avviene con Acido Solforico e Idrossido di sodio.
Additivi e/o Catalizzatori11 Cancerogenicità Frasi di rischio Simboli di pericolo
Resine a scambio ionico No Idrossido di sodio No C ACIDO SOLFORICO No 35-38-41--- C BETZ Depositrol SF-5100 No 10-36-38-11-37 Xi Xn BETZ SPECTRUS NX-1104 No 23-34---- T BETZ Inhibitor OP-8401 No 36-38---- Xi BETZ -Depositrol SF-5101 No 36-38---- Xi BETZ 40765 No 36-38---- Xi
11 Additivi e catalizzatori sono soggetti a continue variazioni in qualità e quantità, in funzione di
esigenze di processo, di mercato, o di disponibilità di nuovi materiali; pertanto le informazioni riportate alle pagine seguenti sono da ritenersi solo indicative.

3.3. FASE 3 – IMPIANTI DI PROCESSO Nell’ambito ONSITES sono compresi gli impianti di produzione combustibili (Impianti Fuels) e gli impianti di produzione lubrificanti (Impianti Lube). Gli impianti sono raggruppati dal punto di vista organizzativo ed operativo in “Complex”, come riportato di seguito. Area FUELS
COMPLEX A
VPS-2, Distillazione sotto vuoto (Vacuum Pipestill-2; VPS-2) HF-1, Idrodesolforazione LPGS, Lavaggio gas a bassa pressione FCCU, Cracking Catalitico a letto fluidizzato
COMPLEX B
S-1, Recupero Zolfo prima linea, S-2, Recupero Zolfo seconda linea, MEA, rigenerazione ammina TGCU, Lavaggio gas di coda impianti Zolfo T-4, Distillazione atmosferica T-5, Distillazione atmosferica e Idrodesolforazione (T5-HF)
COMPLEX C Alchilazione ad acido fluoridrico (ALKY) Separazione propano / butano (C3/C4 Splitter) Separazione Propano Propilene (PP - Splitter)
COMPLEX D
Reforming R-4 (R-4) Reforming R-5 (R-5) Estrazione benzene (Powerformate Stripper Unit - PSU AMBR) Idrodesolforazione (Hydrofiner R-1) Scanfiner & Splitter SWS Strippaggio di gas dalle acque di processo
Area LUBRIFICANTI
LUBE 1
Distillazione sotto vuoto (Vacuum Pipestill-1; VPS-1) Deasfaltazione con propano (Propane Deasphalter-1; DAU-1) Estrazione composti aromatici (EFU-1) Estrazione paraffine (Propane Dewaxer; PDU)
LUBE 2
Deasfaltazione con propano (Propane Deasphalter-2; DAU-2) Estrazione composti aromatici (EFU-2) Estrazione paraffine con Metiletilchetone MEK (Ketone Dewaxer Unit KDU)
La Raffineria riceve grezzo che lavora nelle colonne di distillazione primaria T4 e T5 e residuo che viene lavorato in colonne di distillazione sotto vuoto VPS1 e VPS2. La raffineria può inoltre importare prodotti intermedi che vengono inviati direttamente all’impianto di cracking catalitico FCCU. Gli impianti T4 e T5 producono GPL, nafte che sono rilavorate agli impianti Powerformer (R4 ed R5) per la produzione di benzina finita e negli impianti di desolforazione; gasoli e cherosene, che vengono desolforati (agli impianti HF1, R1 e T5/HF) e residuo atmosferico che viene inviato in carica agli impianti di distillazione sotto vuoto o all’impianto FCCU. I tagli laterali ed il fondo dei distillatori sotto vuoto alimentano gli impianti per la produzione di lubrificanti e bitume (Lube 1 e 2) ed il cracking catalitico. Quest’ultimo impianto produce componenti da utilizzare per la produzione di benzine e gasoli.
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 40

Il GPL viene utilizzato per la produzione di componenti per la benzina nell’impianto di alchilazione (ALKY) oppure venduto. Lo zolfo estratto dai prodotti nel corso del processo viene raccolto come Zolfo liquido agli impianti Zolfo 1 e Zolfo 2 e venduto a terzi. Le caratteristiche dei camini, le quantità e le composizioni dei combustibili sono dettagliatamente descritte nella Scheda B. Per quel che riguarda gli additivi ed i catalizzatori si ved nota all’inizio del Capitolo 3.
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 41

3.3.1. CPX-A - VPS2, Distillazione sotto vuoto L’impianto di distillazione sottovuoto ha lo scopo di frazionare il residuo della distillazione atmosferica (proveniente dal T4, T5 o importato via mare) per ottenere gasoli e distillati ad alto peso molecolare, utilizzati come prodotti di carica dell’impianto di cracking o come prodotti base per la preparazione di oli lubrificanti. La carica è preriscaldata fino ad una temperatura massima di 425°C. La colonna di frazionamento lavora alla pressione di circa 150 mmHg nella zona flash, ove entra la carica. Il profilo di pressione è decrescente salendo verso la cima della colonna fino ad un minimo di 55 mmHg in cima. La depressione è mantenuta da un sistema meccanico di eiettori azionati da vapore a 125 psig disposti su 3 stadi. I gas incondensabili, ottenuti come sottoprodotto, sono inviati, previo lavaggio amminico (MEA), alla combustione nei forni. Gli altri prodotti dopo opportuno raffreddamento sono mandati ai rispettivi serbatoi di stoccaggio. L’impianto è dotato di un sistema di desolforazione dei gas incondensabili che vengono purificati prima dell’utilizzo come Fuel Gas.
IN Carica impianto Portata Note
Residuo Atmosferico 460 m3/h OUT Prodotti Percentuale Destinazione
Gas incondensabili 0,38 Alla combustione dei forni dopo lavaggio
Gasolio da vuoto intermedio 4,19 Agli impianti di cracking, allo stoccaggio, o alla desolforazione
Gasolio da vuoto pesante 6,94 Agli impianti di cracking, allo stoccaggio, o alla desolforazione
Primo taglio distillato da vuoto 21,32
Agli impianti LUBRIFICANTI, al cracking catalitico o inviati allo stoccaggio
Secondo taglio distillato da vuoto
1,27
Terzo taglio distillato da vuoto 20,98 Quarto taglio distillato da vuoto
2,47
Residuo da vuoto 42,54 FORNO Tipo di combustibile
F-901 Gas di Raffineria (*)
ADDITIVI E/O CATALIZZATORI
Cancerogenicità Frasi di rischio Simboli di pericolo
PASSIVATORE No 43- Xi NEUTRALIZZATORE No 20-34-37-43 Xn C
(*) in caso di necessità il forno è autorizzato a operare anche con Olio Combustibile.
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 42

Figura 3-4 Schemi impianto VPS2
START
FORNOF-901
COLONNA DI DISTILLAZIONESOTTO VUOTO
ACCUMULATORE DISTILLATO DI TESTAGASOLIO
TRATTAMENTO ACQUE
SISTEMA DI EIETTORI
CONDENSATORI DI TESTA
SCAMBIATORI DI CALORE
IMPI
AN
TO F
CC
, DIS
TILL
AZI
ON
E A
TMO
SFE
RIC
A,
AR
EA L
UB
RIF
ICAN
TI O
ALL
O S
TOC
CAG
GIO
CONDENSATORI DI FONDO COLONNA
SEPARATORI
RESIDUO DI DISTILLAZIONE ATMOSFERICA
SCAMBIATORE DI CALORE
LAVAGGIOGAS
Emissioni convogliate in atmosfera Emissioni fuggitivevedi fase 1
Camino n° 41SOx
kg/h 2,53mg/m3 39
NOxkg/h 19,32
mg/m3 300
Polverikg/h 0,32
Flussi in ingresso mg/m3 5 Flussi in uscita
Carica 432,4Residuo Atm. t/h 432,40 Prodotti t/h
Incondensabili 1,66 0,38%Gasolio interm. 18,10 4,19%Gasolio pesante 30,01 6,94%
Energia Elettrica KW 1° taglio 91,82 21,23%Vedi fase 1 2° taglio 5,48 1,27%
3° taglio 90,72 20,98%F901 4° taglio 10,67 2,47%Energia Prod. MW 58,29 Resid. da vuoto 183,94 42,54%Fuel Gas t/h 4,60
TOTALE 432,40 100%
Vapore t/hVedi fase 1
Scarichi Idrici Rumore Rifiuti
Vedi fase 1 Vedi fase 1Vedi fase
1
F901
VPS2, Distillazione sotto vuoto
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 43

3.3.2. CPX A - HF-1, Desolforazione gasoli e oli combustibili L’impianto è utilizzato per la Idrodesolforazione, del gasolio atmosferico, da vuoto e da cracking; può anche lavorare fuel oil.
La carica da desolforare, composta da gasolio o da una miscela di gasoli, viene preriscaldata, miscelata con gas ricco di Idrogeno, preventivamente riscaldato alla temperatura prevista dentro un forno ed inviata al reattore dove viene desolforata su catalizzatore di tipo Co-Mo. Lo Zolfo presente nella carica viene trasformato in Idrogeno Solforato (H2S). I prodotti uscenti dal reattore, dopo aver ceduto calore alla carica vengono condensati e raccolti in dei separatori. Il gas ricco di Idrogeno contenente H2S viene inviato ad una colonna di assorbimento contenente MEA. Dalla testa di quest’ultima, si ottiene un gas ricco di Idrogeno e privo di H2S che viene riciclato alla sezione di reazione. La soluzione di MEA ricca di H2S viene inviata all'impianto di rigenerazione della MEA. Il reattore opera ad una pressione di 105 kg/cm2 ed una temperatura di 340-406 °C. La carica desolforata, dai separatori viene inviata a una colonna di frazionamento per l’ottenimento dei prodotti semilavorati. Dalla cima della colonna vengono liberate la benzina leggera e il gas ricco dell’Acido Solfidrico disciolto che viene inviato al lavaggio con MEA. Il gasolio e l’olio combustibile, stabilizzati mediante strippaggio con vapore, vengono inviati nei serbatoi di stoccaggio.
IN Carica impianto Portata Note Gasolio da desolforare 145 m3/h
(Olio combustibile) (*) Idrogeno (“Treat Gas”) 16.000 Nm3/h
OUT Prodotti Percentuale Destinazione Gas incondensabili 4,1 Alla combustione nei forni dopo lavaggio
con MEA Benzina leggera 4,5
Allo stoccaggio Gasolio 91,4 Olio combustibile (*)
FORNO Tipo di combustibile
F-450 Gas di Raffineria
ADDITIVI E/O CATALIZZATORI
Cancerogenicità Frasi di rischio Simboli di pericolo
GLICOLE MONOETILENICO No 22----- Xn CATALIZZATORE CO/MO No 43-48-36-37-20-22 Xn MEA Monoetanolammina No 20-36-37-38-34- C Xn
(*) solo in casi particolari
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 44

Figura 3-5 Schemi impianto HF-1
START
FORNOF-450
REATTORE DIIDRODESOLFORAZIONE
SCAMBIATORI DI CALORE
CONDENSATORI DELL'EFFLUENTE REATTORE
SEPARATORE
IDROGENO
GASOLIO DESOLFORATO
ALLO STOCCAGGIO
MEA ALLA RIGENERAZIONE
GAS DOLCE
COLONNA DI ASSORBIMENTO MEA
MEA PULITA
GASOLIO ATMOSFERICO, DA
VUOTO E DA CRACKING
Emissioni convogliate in atmosfera Emissioni fuggitivevedi fase 1
Camino n° 46SO2
kg/h 0,40mg/m3 39
NOxkg/h 4,62
mg/m3 450
Polverikg/h 0,51
Flussi in ingresso mg/m3 50 Flussi in uscita
Carica 127,35Gasolio t/h 126,15 Prodotti t/hIdrogeno t/h 1,20 Offgas 5,20 4,1%
Benzina leggera 5,70 4,5%Gasolio desolf. 116,45 91,4%
Energia Elettrica KWVedi fase 1
F450Energia Prod. MW 9,30Fuel Gas t/h 0,73
TOTALE 127,35 100%
Vapore t/hVedi fase 1
Scarichi Idrici Rumore Rifiuti
Vedi fase 1 Vedi fase 1Vedi fase
1
F450
HF-1, desolforazione gasoli e oli combustibili
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 45
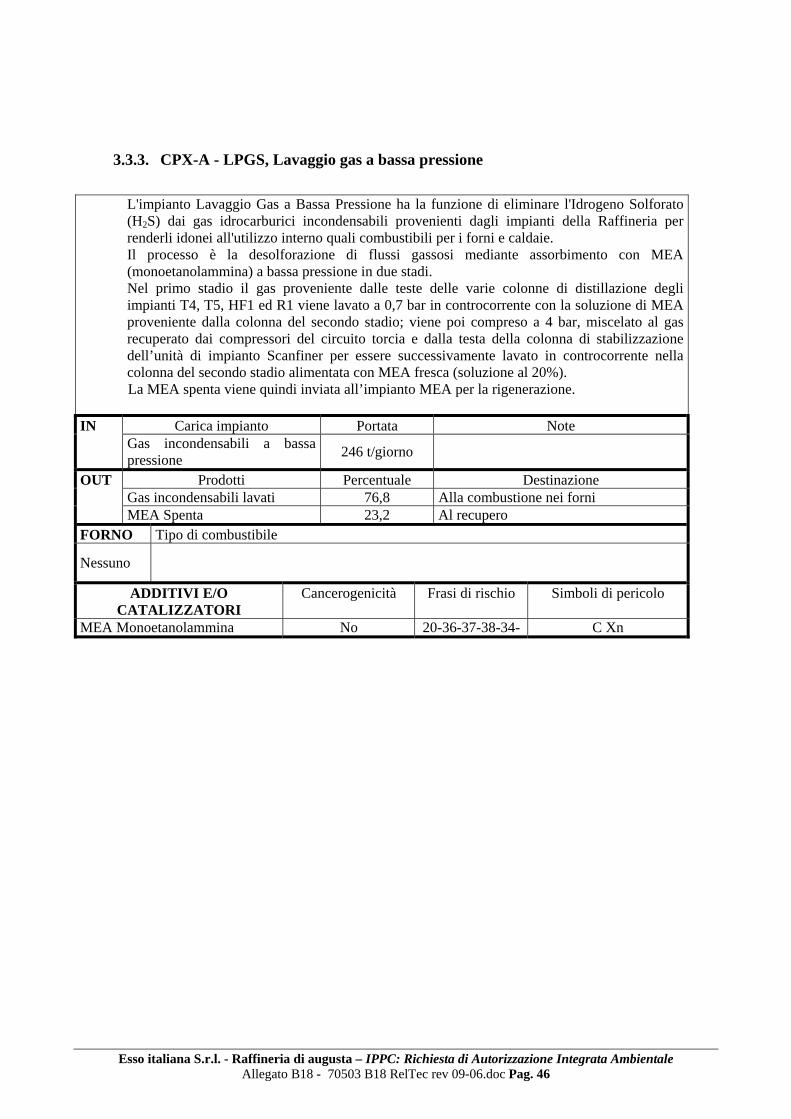
3.3.3. CPX-A - LPGS, Lavaggio gas a bassa pressione
L'impianto Lavaggio Gas a Bassa Pressione ha la funzione di eliminare l'Idrogeno Solforato (H2S) dai gas idrocarburici incondensabili provenienti dagli impianti della Raffineria per renderli idonei all'utilizzo interno quali combustibili per i forni e caldaie. Il processo è la desolforazione di flussi gassosi mediante assorbimento con MEA (monoetanolammina) a bassa pressione in due stadi. Nel primo stadio il gas proveniente dalle teste delle varie colonne di distillazione degli impianti T4, T5, HF1 ed R1 viene lavato a 0,7 bar in controcorrente con la soluzione di MEA proveniente dalla colonna del secondo stadio; viene poi compreso a 4 bar, miscelato al gas recuperato dai compressori del circuito torcia e dalla testa della colonna di stabilizzazione dell’unità di impianto Scanfiner per essere successivamente lavato in controcorrente nella colonna del secondo stadio alimentata con MEA fresca (soluzione al 20%). La MEA spenta viene quindi inviata all’impianto MEA per la rigenerazione.
IN Carica impianto Portata Note Gas incondensabili a bassa pressione 246 t/giorno
OUT Prodotti Percentuale Destinazione Gas incondensabili lavati 76,8 Alla combustione nei forni MEA Spenta 23,2 Al recupero
FORNO Tipo di combustibile
Nessuno
ADDITIVI E/O CATALIZZATORI
Cancerogenicità Frasi di rischio Simboli di pericolo
MEA Monoetanolammina No 20-36-37-38-34- C Xn
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 46

Figura 3-6. Schemi impianto LPGS
Emissioni convogliate in atmosfera Emissioni fuggitiveNessuna vedi fase 1
Flussi in ingresso Flussi in uscita
Carica 10,25Sour gas t/h 10,25 Prodotti t/h
Gas lavato 7,88 76,8%H2S+MEA 2,38 23,2%
Energia Elettrica KWVedi fase 1
Nessun fornoEnergia Prod. MW --
TOTALE 10,25 100%
Vapore t/hVedi fase 1
Scarichi Idrici Rumore Rifiuti
Vedi fase 1 Vedi fase 1 Vedi fase 1
LPGS, Lavaggio gas a bassa pressione
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 47
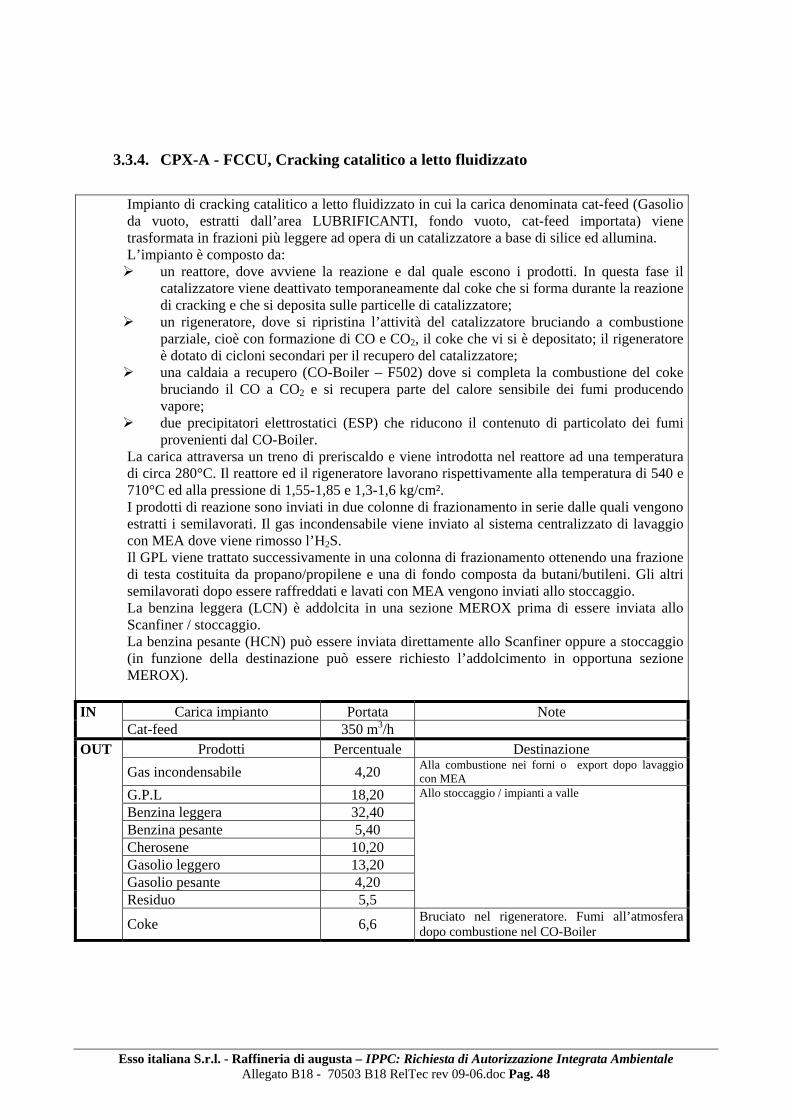
3.3.4. CPX-A - FCCU, Cracking catalitico a letto fluidizzato
Impianto di cracking catalitico a letto fluidizzato in cui la carica denominata cat-feed (Gasolio da vuoto, estratti dall’area LUBRIFICANTI, fondo vuoto, cat-feed importata) viene trasformata in frazioni più leggere ad opera di un catalizzatore a base di silice ed allumina. L’impianto è composto da: un reattore, dove avviene la reazione e dal quale escono i prodotti. In questa fase il
catalizzatore viene deattivato temporaneamente dal coke che si forma durante la reazione di cracking e che si deposita sulle particelle di catalizzatore;
un rigeneratore, dove si ripristina l’attività del catalizzatore bruciando a combustione parziale, cioè con formazione di CO e CO2, il coke che vi si è depositato; il rigeneratore è dotato di cicloni secondari per il recupero del catalizzatore;
una caldaia a recupero (CO-Boiler – F502) dove si completa la combustione del coke bruciando il CO a CO2 e si recupera parte del calore sensibile dei fumi producendo vapore;
due precipitatori elettrostatici (ESP) che riducono il contenuto di particolato dei fumi provenienti dal CO-Boiler.
La carica attraversa un treno di preriscaldo e viene introdotta nel reattore ad una temperatura di circa 280°C. Il reattore ed il rigeneratore lavorano rispettivamente alla temperatura di 540 e 710°C ed alla pressione di 1,55-1,85 e 1,3-1,6 kg/cm². I prodotti di reazione sono inviati in due colonne di frazionamento in serie dalle quali vengono estratti i semilavorati. Il gas incondensabile viene inviato al sistema centralizzato di lavaggio con MEA dove viene rimosso l’H2S. Il GPL viene trattato successivamente in una colonna di frazionamento ottenendo una frazione di testa costituita da propano/propilene e una di fondo composta da butani/butileni. Gli altri semilavorati dopo essere raffreddati e lavati con MEA vengono inviati allo stoccaggio. La benzina leggera (LCN) è addolcita in una sezione MEROX prima di essere inviata allo Scanfiner / stoccaggio. La benzina pesante (HCN) può essere inviata direttamente allo Scanfiner oppure a stoccaggio (in funzione della destinazione può essere richiesto l’addolcimento in opportuna sezione MEROX).
IN Carica impianto Portata Note Cat-feed 350 m3/h
OUT Prodotti Percentuale Destinazione Gas incondensabile 4,20 Alla combustione nei forni o export dopo lavaggio
con MEA G.P.L 18,20 Allo stoccaggio / impianti a valle
Benzina leggera 32,40 Benzina pesante 5,40 Cherosene 10,20 Gasolio leggero 13,20 Gasolio pesante 4,20 Residuo 5,5
Coke 6,6 Bruciato nel rigeneratore. Fumi all’atmosfera dopo combustione nel CO-Boiler
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 48

FORNO Tipo di combustibile
F561 Gas di Raffineria
F502 (CO-Boiler) Gas di Raffineria – Olio combustibile – Monossido di Carbonio proveniente dal rigeneratore
ADDITIVI E/O CATALIZZATORI
Cancerogenicità Frasi di rischio Simboli di pericolo
PROCAT 500catalyst No MEROX WS CATALYST UOP No 36 Xi GLICOLE MONOETILENICO No 22 Xn All FLUID CRACKING (catalizzatore FCCU) No -- --
IDROSSIDO DI SODIO No 35 C NICHEL PASSIVATORE No 36-38 Xi DISPERDENTE SALI No 10-20-21-36-37-38 Xn ANTIOSSIDANTE No -- -- MEA Monoetanolammina No 20-36-37-38-34- C Xn
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 49

Figura 3-7 Schemi impianto FCCU
START
FORNOF-561
FORNOF-502
COLONNE DI FRAZIONAMENTO
SCAMBIATORI DI CALORE
REATTORE DI CRACKING RIGENERATORE
ARIA
GAS/GPL
BENZINA
CHEROSENE
GASOLIOPESANTE
OLIOCOMBUSTIBILE
GASOLIOLEGGERO
GASOLIO DA VUOTO, ESTRATTI AREA LUBRIFICANTI
E RESIDUO DA VUOTO
Emissioni convogliate in atmosfera Emissioni fuggitivevedi fase 1
Camino n° 30 n° 29SO2 SO2
kg/h 0,29 1088,38mg/m3 39 4525
NOx NOxkg/h 3,27 124,43
mg/m3 450 517
Polveri Polverikg/h 0,36 12,99
Flussi in ingresso mg/m3 50 54 Flussi in uscita
Carica 325Cat Feed t/h 325,00 Prodotti t/h
Incondensabili 13,70 4,2%LPG 59,10 18,2%Benzine leggere 105,40 32,4%
Energia Elettrica KW Benzine pesanti 17,60 5,4%Vedi fase 1 Kerosene 33,20 10,2%
Gasolio leggero 42,90 13,2%F561 Gasolio pesante 13,70 4,2%Energia Prod. MW 6,58 Residuo 17,90 5,5%Fuel Gas t/h 0,52 Coke 21,50 6,6%
TOTALE 325,00 100%
F502Energia Prod. (*) MW 7,08Fuel Gas t/h 0,22Fuel Oil t/h 0,37CO da rigen. t/h 21,4Vapore t/hVedi fase 1
Scarichi Idrici Rumore Rifiuti
Vedi fase 1 Vedi fase 1Vedi fase
1
F561 F502
FCCU, Cracking catalitico a letto fluidizzato
(*) Per quel che riguarda F-502 (CO Boiler) dell'impianto FCCU si riporta esclusivamente l'energia termica prodotta dalla combustione addizionale di olio combustibile e gas, escludendo quindi il calore prodotto dalla combustione del monossido di carbonio - CO - e recuperato per la produzione di vapore. La potenza termica di combustione è di 90 MW per il solo brucio di fuel oil, di 14,7 MW per il brucio di solo fuel gas .
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 50

3.3.5. CPX-D - Scanfiner, desolforazione nafte da cracking Questa unità di impianto è costituita da due sezioni, una di frazionamento ed una di desolforazione vera e propria. Le nafte leggere (LCN) provenienti dall’impianto FCCU vengono frazionate per separare i componenti più leggeri (LLCN) da quelli più pesanti (HLCN). La capacità di lavorazione della sezione di frazionamento è pari a 110 m3/h. La LLCN, più leggera, risultando già a basso tenore di zolfo viene inviata a stoccaggio previa miscelazione con l’uscita della sezione di reazione; la HLCN, più ricca in zolfo, viene miscelata con un taglio di nafta pesante proveniente dalla colonna di frazionamento del FCCU ed inviata all’area di desolforazione, costituita da due reattori. Il primo reattore opera la saturazione delle diolefine tramite catalizzatore al Ni-Mo su supporto di allumina, in presenza di idrogeno, alla pressione di 25 bar ed alla temperatura di 165-180°C; il secondo reattore di Idrodesolforazione opera con catalizzatore al Co-Mo su supporto di allumina, alla pressione di 23 bar ed alla temperatura di 275-330°C in presenza di idrogeno. Il gas in uscita dal reattore, ancora ricco di idrogeno e quindi utilizzabile, viene lavato in controcorrente con MEA (monoetanolammina) e riciclato in carica all’impianto ed in parte inviato ad altri impianti di desolforazione. La capacità di lavorazione della sezione di reazione è pari a 90 m3/h.
IN Carica impianto Portata Note Nafte leggere (LCN) da cracking, alla sezione di frazionamento
110 m3/h
Nafte pesanti da cracking (HCN) 20 m3/h
Idrogeno (“Treat Gas”) 5020 Nm3/h OUT Prodotti Percentuale Destinazione
Nafte desolforate 99,0 A stoccaggio
Gas Incondensabili 0,82 Alla combustione nei forni dopo lavaggio con MEA
Idrogeno (“Treat Gas”) 0,2 Alla rete idrogeno FORNO Tipo di combustibile
nessuno
ADDITIVI E/O CATALIZZATORI
Cancerogenicità Frasi di rischio Simboli di pericolo
Catalizzatore Ni-Mo Sì 49-43-48-22-20- TC Xn Co/Mo CATALYST No 43-48-36-37-20-22 Xn MEA Monoetanolammina No 20-36-37-38-34- C Xn ANTIOSSIDANTE No -- --
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 51

Figura 3-8 Schemi impianto Scanfiner
Emissioni convogliate in atmosfera Emissioni fuggitiveNessuna vedi fase 1
Flussi in ingresso Flussi in uscita
Carica 109,8Nafte leggere t/h 77,00 Prodotti t/hNafte pesanti (*) t/h 32,40 Nafte desolf. 108,70 99,0%Idrogeno t/h 0,40 Incondensabili 0,90 0,82%
Idrogeno 0,20 0,2%Energia Elettrica KWVedi fase 1
Nessun fornoEnergia Prod. MW --
TOTALE 109,80 100%
Vapore t/hVedi fase 1
Scarichi Idrici Rumore Rifiuti
Vedi fase 1 Vedi fase 1 Vedi fase 1
(*) per nafte pesanti si intende la somma tra HCN (circa 20 m3/h) + la componente pesante della LCN in carica allo scanfiner (HLCN/ICN)
Scanfiner, Desolforazione nafte da cracking
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 52
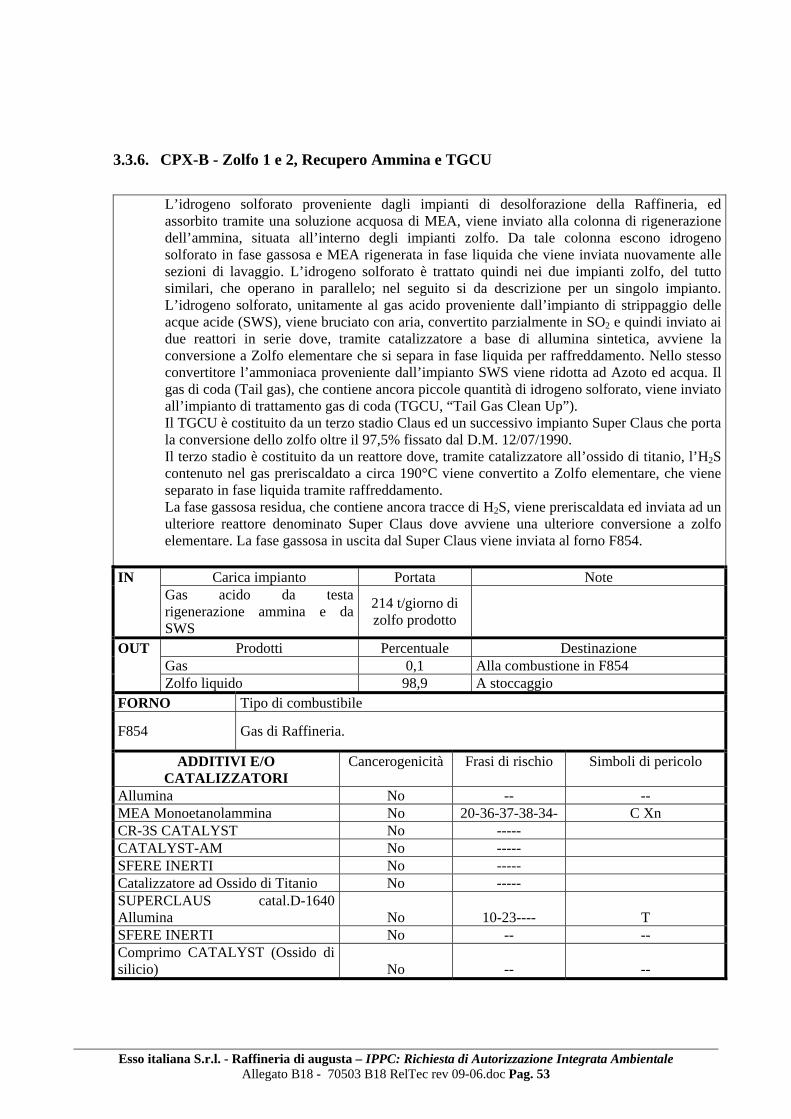
3.3.6. CPX-B - Zolfo 1 e 2, Recupero Ammina e TGCU L’idrogeno solforato proveniente dagli impianti di desolforazione della Raffineria, ed assorbito tramite una soluzione acquosa di MEA, viene inviato alla colonna di rigenerazione dell’ammina, situata all’interno degli impianti zolfo. Da tale colonna escono idrogeno solforato in fase gassosa e MEA rigenerata in fase liquida che viene inviata nuovamente alle sezioni di lavaggio. L’idrogeno solforato è trattato quindi nei due impianti zolfo, del tutto similari, che operano in parallelo; nel seguito si da descrizione per un singolo impianto. L’idrogeno solforato, unitamente al gas acido proveniente dall’impianto di strippaggio delle acque acide (SWS), viene bruciato con aria, convertito parzialmente in SO2 e quindi inviato ai due reattori in serie dove, tramite catalizzatore a base di allumina sintetica, avviene la conversione a Zolfo elementare che si separa in fase liquida per raffreddamento. Nello stesso convertitore l’ammoniaca proveniente dall’impianto SWS viene ridotta ad Azoto ed acqua. Il gas di coda (Tail gas), che contiene ancora piccole quantità di idrogeno solforato, viene inviato all’impianto di trattamento gas di coda (TGCU, “Tail Gas Clean Up”). Il TGCU è costituito da un terzo stadio Claus ed un successivo impianto Super Claus che porta la conversione dello zolfo oltre il 97,5% fissato dal D.M. 12/07/1990. Il terzo stadio è costituito da un reattore dove, tramite catalizzatore all’ossido di titanio, l’H2S contenuto nel gas preriscaldato a circa 190°C viene convertito a Zolfo elementare, che viene separato in fase liquida tramite raffreddamento. La fase gassosa residua, che contiene ancora tracce di H2S, viene preriscaldata ed inviata ad un ulteriore reattore denominato Super Claus dove avviene una ulteriore conversione a zolfo elementare. La fase gassosa in uscita dal Super Claus viene inviata al forno F854.
IN Carica impianto Portata Note
Gas acido da testa rigenerazione ammina e da SWS
214 t/giorno di zolfo prodotto
OUT Prodotti Percentuale Destinazione Gas 0,1 Alla combustione in F854 Zolfo liquido 98,9 A stoccaggio
FORNO Tipo di combustibile
F854 Gas di Raffineria.
ADDITIVI E/O CATALIZZATORI
Cancerogenicità Frasi di rischio Simboli di pericolo
Allumina No -- -- MEA Monoetanolammina No 20-36-37-38-34- C Xn CR-3S CATALYST No ----- CATALYST-AM No ----- SFERE INERTI No ----- Catalizzatore ad Ossido di Titanio No ----- SUPERCLAUS catal.D-1640 Allumina No 10-23---- T SFERE INERTI No -- -- Comprimo CATALYST (Ossido di silicio) No -- --
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 53

Figura 3-9 Schemi impianti Zolfo1, Zolfo2, MEA e TGCU
START
CONVERTITORE
GAS ACIDO DA
CONDENSATORI
RIGENERAZIONE MEA
ARIA
REATTORI DIPRODUZIONE ZOLFO
SCAMBIATORIDI CALORE
TGCU
ZOLFO
GAS DI CODA
Emissioni convogliate in atmosfera Emissioni fuggitivevedi fase 1
Camino n° 26SO2
kg/h 157,15mg/m3 12089
NOxkg/h 4,88
mg/m3 375
Polverikg/h 0,51
Flussi in ingresso mg/m3 40 Flussi in uscita
Carica 8,92Gas acido t/h 8,92 Prodotti t/h
Gas 0,10 1,1%Zolfo liquido 8,82 98,9%
Energia Elettrica KWVedi fase 1
F854Energia Prod.(*) MW 5,00Fuel Gas t/h 0,39
TOTALE 8,92 100%
Vapore t/hVedi fase 1
Scarichi Idrici Rumore Rifiuti
Vedi fase 1 Vedi fase 1 Vedi fase 1
F854
Zolfo 1 e 2, Recupero Ammina, TCGUCracking catalitico a letto fluidizzato
(*) Per quel che riguarda F-854 (bruciatore zolfo) dell'impianto Zolfo si riporta esclusivamente l'energia termica prodotta dalla combustione addizionale di gas, escludendo quindi il calore non recuperato prodotto dalla combustione dello zolfo. La potenza termica di combustione è di 8,8 MW.
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale
Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 54

3.3.7. CPX-B - T4, Topping 4 Distillazione Atmosferica L’impianto di distillazione atmosferica T4 ha lo scopo di frazionare il petrolio grezzo in diversi prodotti in funzione del proprio punto di ebollizione. L’impianto è dotato di un desalter elettrostatico che permette la rimozione dell’acqua e dei sedimenti del grezzo e di due forni di preriscaldo carica disposti in parallelo, uno del tipo a cattedrale, il secondo del tipo verticale. La colonna lavora alla temperatura di circa 360°C ed alla pressione di 1,5 kg/cm2. I tagli laterali della colonna vengono inviati a stoccaggio, mentre l’estratto di testa colonna viene frazionato nella sezione “Light Ends”, per l’ulteriore separazione dei prodotti leggeri. I G.P.L. vengono successivamente trattati in una sezione MEROX e inviati all’impianto C3/C4 Splitter. I gas incondensabili vengono inviati all’unità LPGS per poter essere lavati con monoetanolammina (MEA) prima di essere inviati alla rete gas di Raffineria. Le benzine vengono inviate agli impianti di Reforming o allo stoccaggio.
IN Carica impianto Portata Note Petrolio grezzo 11.800 t/giorno
OUT Prodotti Percentuale Destinazione
Gas incondensabile 0,1 Alla combustione nei forni dopo lavaggio con MEA
G.P.L 1,0 A stoccaggio / impianti a valle Benzina leggera 3,3 Benzina intermedia 6,8 Benzina pesante 4,6 Cherosene 8,9 Gasolio leggero 23,3 Gasolio pesante 10 Residuo di fondo 42
FORNO Tipo di combustibile
F1 Gas di Raffineria (è comunque possibile, in caso di necessità, utilizzare anche Olio Combustibile)
F101 Gas di Raffineria (è comunque possibile, in caso di necessità, utilizzare anche Olio Combustibile)
ADDITIVI E/O CATALIZZATORI
Cancerogenicità Frasi di rischio Simboli di pericolo
FILMANTE No 11-34-21-22-20 F C NEUTRALIZZANTE No 34-65-67--- C Xn IDROSSIDO DI SODIO No 35----- C SPECTRUS BD 1550 No 41----- Xi
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 55

Figura 3-10 Schemi impianto T4
START
FORNOF-101
FORNOF-1
COLONNA DI DISTILLAZIONE ATMOSFERICA
SCAMBIATORI DI CALORE
GAS INCONDENSABILIGPL, BENZINA LEGGERA E
INTERMEDIA
BENZINA PESANTE
CHEROSENE
GASOLIOPESANTE
RESIDUO
GASOLIOLEGGERO
PETROLIO GREZZO
SCAMBIATORI DI CALORE
Emissioni convogliate in atmosfera Emissioni fuggitivevedi fase 1
Camino n° 19 n° 20 n° 21 n° 22SO2 SO2 SO2 SO2
kg/h 0,85 0,85 0,85 0,77mg/m3 39 39 39 39
NOx NOx NOx NOxkg/h 6,52 6,52 6,52 8,85
mg/m3 300 300 300 450
Polveri Polveri Polveri Polverikg/h 0,11 0,11 0,11 0,98
Flussi in ingresso mg/m3 5 5 5 50 Flussi in uscita
Carica 491,70Greggio t/h 491,70 Prodotti t/h
Incondensabili 0,49 0,1%LPG 4,92 1,0%Benzine leggere 16,23 3,3%
Energia Elettrica KW Benzine interm. 33,43 6,8%Vedi fase 1 Benzine pesanti 22,62 4,6%
Kerosene 43,76 8,9%F1 Gasolio leggero 114,56 23,3%Energia Prod. MW 59,00 Gasolio pesante 49,17 10,0%Fuel Gas t/h 4,66 Residuo 206,50 42,0%
TOTALE 491,70 100%
F101Energia Prod. MW 17,80Fuel Gas t/h 1,40
Vapore t/hVedi fase 1
SCARICHI IDRICI RUMORE RIFIUTI
Vedi fase 1Vedi fase
1Vedi fase
1
F1 F101
T4, Topping 4 Distillazione atmosferica
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 56
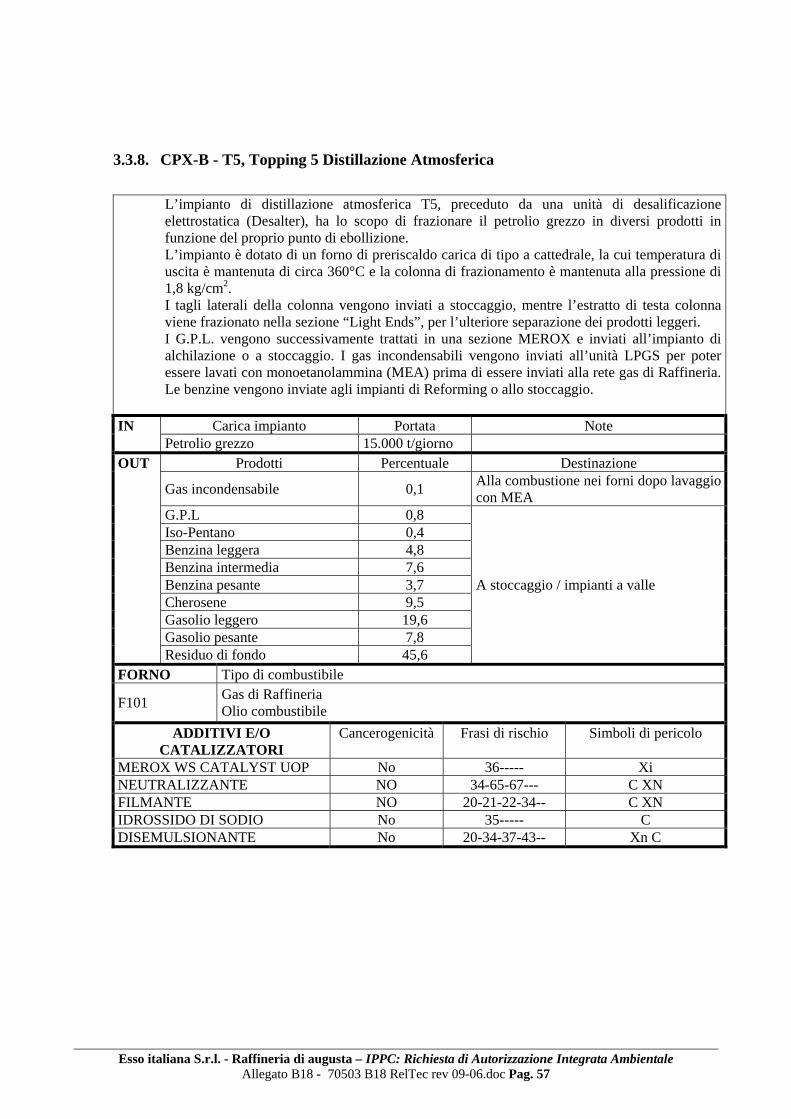
3.3.8. CPX-B - T5, Topping 5 Distillazione Atmosferica L’impianto di distillazione atmosferica T5, preceduto da una unità di desalificazione elettrostatica (Desalter), ha lo scopo di frazionare il petrolio grezzo in diversi prodotti in funzione del proprio punto di ebollizione. L’impianto è dotato di un forno di preriscaldo carica di tipo a cattedrale, la cui temperatura di uscita è mantenuta di circa 360°C e la colonna di frazionamento è mantenuta alla pressione di 1,8 kg/cm2. I tagli laterali della colonna vengono inviati a stoccaggio, mentre l’estratto di testa colonna viene frazionato nella sezione “Light Ends”, per l’ulteriore separazione dei prodotti leggeri. I G.P.L. vengono successivamente trattati in una sezione MEROX e inviati all’impianto di alchilazione o a stoccaggio. I gas incondensabili vengono inviati all’unità LPGS per poter essere lavati con monoetanolammina (MEA) prima di essere inviati alla rete gas di Raffineria. Le benzine vengono inviate agli impianti di Reforming o allo stoccaggio.
IN Carica impianto Portata Note Petrolio grezzo 15.000 t/giorno
OUT Prodotti Percentuale Destinazione
Gas incondensabile 0,1 Alla combustione nei forni dopo lavaggio con MEA
G.P.L 0,8
A stoccaggio / impianti a valle
Iso-Pentano 0,4 Benzina leggera 4,8 Benzina intermedia 7,6 Benzina pesante 3,7 Cherosene 9,5 Gasolio leggero 19,6 Gasolio pesante 7,8 Residuo di fondo 45,6
FORNO Tipo di combustibile
F101 Gas di Raffineria Olio combustibile
ADDITIVI E/O CATALIZZATORI
Cancerogenicità Frasi di rischio Simboli di pericolo
MEROX WS CATALYST UOP No 36----- Xi NEUTRALIZZANTE NO 34-65-67--- C XN FILMANTE NO 20-21-22-34-- C XN IDROSSIDO DI SODIO No 35----- C DISEMULSIONANTE No 20-34-37-43-- Xn C
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 57

Figura 3-11 Schemi impianto T5
START
FORNOF-101
COLONNA DI DISTILLAZIONE ATMOSFERICA
SCAMBIATORI DI CALORE
GAS INCONDENSABILIGPL, BENZINA LEGGERA E
INTERMEDIA
BENZINA PESANTE
CHEROSENE
GASOLIOPESANTE
RESIDUO
GASOLIOLEGGERO
PETROLIO GREZZO
SCAMBIATORI DI CALORE
SCAMBIATORI DI CALORE
GASOLIO DESOLFORATO
Emissioni convogliate in atmosfera Emissioni fuggitive
vedi fase 1Camino n° 23 n° 24
SO2 SO2kg/h 34,96 34,96
mg/m3 705 705
NOx NOxkg/h 17,86 17,86
mg/m3 360 360
Polveri Polverikg/h 1,14 1,14
Flussi in ingresso mg/m3 23 23 Flussi in uscita
Carica 625,0Greggio t/h 625,00 Prodotti t/h
Incondensabili 0,63 0,1%LPG 4,78 0,8%Isopentano 2,51 0,4%
Energia Elettrica KW Benzine leggere 30,16 4,8%Vedi fase 1 Benzine interm. 47,76 7,6%
Benzine pesanti 23,25 3,7%F101 Kerosene 59,07 9,5%Energia Prod. MW 92,31 Gasolio leggero 122,54 19,6%Fuel Gas t/h 4,24 Gasolio pesante 49,01 7,8%Fuel Oil t/h 3,38 Residuo 285,29 45,6%
TOTALE 625,00 100%
Vapore t/hVedi fase 1
Scarichi Idrici Rumore Rifiuti
Vedi fase 1 Vedi fase 1Vedi fase
1
F101
T5, Topping 5 Distillazione atmosferica
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 58
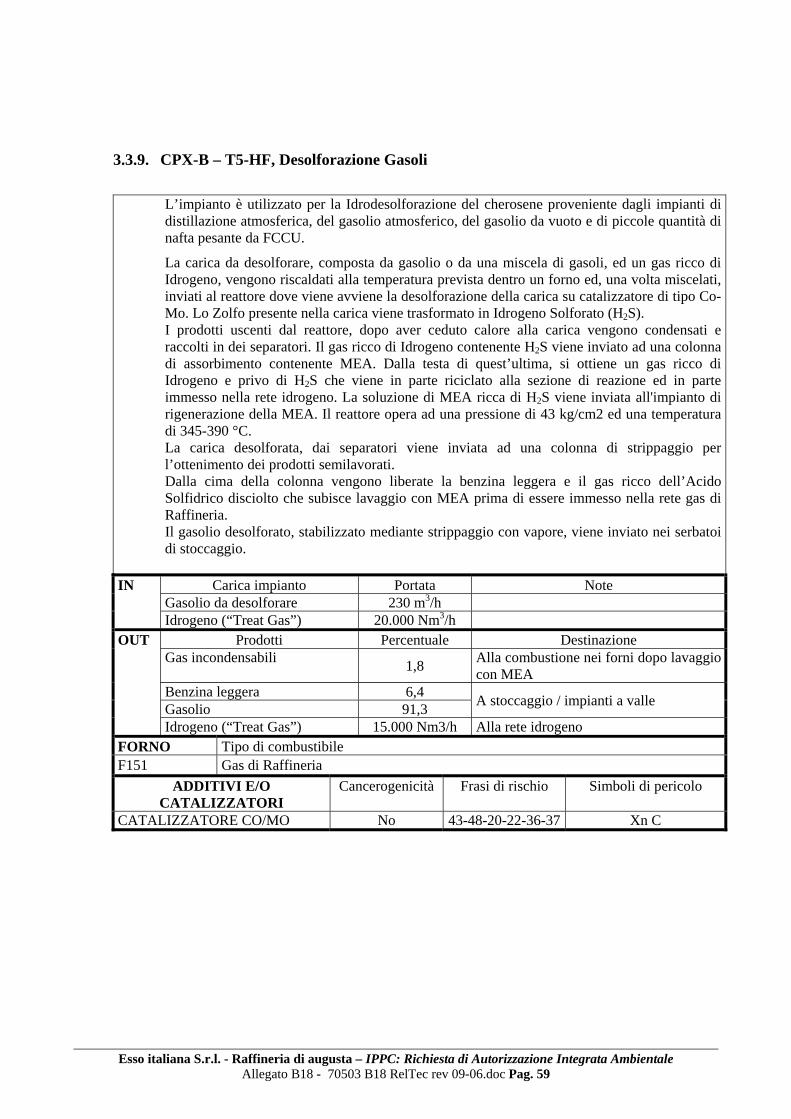
3.3.9. CPX-B – T5-HF, Desolforazione Gasoli L’impianto è utilizzato per la Idrodesolforazione del cherosene proveniente dagli impianti di distillazione atmosferica, del gasolio atmosferico, del gasolio da vuoto e di piccole quantità di nafta pesante da FCCU.
La carica da desolforare, composta da gasolio o da una miscela di gasoli, ed un gas ricco di Idrogeno, vengono riscaldati alla temperatura prevista dentro un forno ed, una volta miscelati, inviati al reattore dove viene avviene la desolforazione della carica su catalizzatore di tipo Co-Mo. Lo Zolfo presente nella carica viene trasformato in Idrogeno Solforato (H2S). I prodotti uscenti dal reattore, dopo aver ceduto calore alla carica vengono condensati e raccolti in dei separatori. Il gas ricco di Idrogeno contenente H2S viene inviato ad una colonna di assorbimento contenente MEA. Dalla testa di quest’ultima, si ottiene un gas ricco di Idrogeno e privo di H2S che viene in parte riciclato alla sezione di reazione ed in parte immesso nella rete idrogeno. La soluzione di MEA ricca di H2S viene inviata all'impianto di rigenerazione della MEA. Il reattore opera ad una pressione di 43 kg/cm2 ed una temperatura di 345-390 °C. La carica desolforata, dai separatori viene inviata ad una colonna di strippaggio per l’ottenimento dei prodotti semilavorati. Dalla cima della colonna vengono liberate la benzina leggera e il gas ricco dell’Acido Solfidrico disciolto che subisce lavaggio con MEA prima di essere immesso nella rete gas di Raffineria. Il gasolio desolforato, stabilizzato mediante strippaggio con vapore, viene inviato nei serbatoi di stoccaggio.
IN Carica impianto Portata Note Gasolio da desolforare 230 m3/h Idrogeno (“Treat Gas”) 20.000 Nm3/h
OUT Prodotti Percentuale Destinazione Gas incondensabili 1,8 Alla combustione nei forni dopo lavaggio
con MEA Benzina leggera 6,4 A stoccaggio / impianti a valle Gasolio 91,3 Idrogeno (“Treat Gas”) 15.000 Nm3/h Alla rete idrogeno
FORNO Tipo di combustibile F151 Gas di Raffineria
ADDITIVI E/O CATALIZZATORI
Cancerogenicità Frasi di rischio Simboli di pericolo
CATALIZZATORE CO/MO No 43-48-20-22-36-37 Xn C
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 59

Figura 3-12 Schemi impianto T5-HF
START
FORNOF-151X
REATTORE DIIDRODESOLFORAZIONE
SCAMBIATORI DI CALORE
CONDENSATORI DELL'EFFLUENTE REATTORE
DISTILLATORE
IDROGENO
GASOLIO DESOLFORATO
ALLO STOCCAGGIO
MEA ALLA RIGENERAZIONE
GAS DOLCE
COLONNA DI ASSORBIMENTO MEA
MEA PULITA
GASOLIO
BENZINALEGGERA
Emissioni convogliate in atmosfera Emissioni fuggitivevedi fase 1
Camino n° 25SO2
kg/h 0,32mg/m3 30
NOxkg/h 2,02
mg/m3 190
Polverikg/h 0,53
Flussi in ingresso mg/m3 50 Flussi in uscita
Carica 197Gasolio t/h 195,50 Prodotti t/hIdrogeno t/h 1,5 Offgas 3,50 1,8%
Benzina leggera 12,70 6,4%Gasolio desolf. 179,80 91,3%
Energia Elettrica KW Idrogeno 1,00 0,5%Vedi fase 1
F151XEnergia Prod. MW 9,64Fuel Gas t/h 0,76
TOTALE 197,00 100%
Vapore t/hVedi fase 1
Scarichi Idrici Rumore Rifiuti
Vedi fase 1 Vedi fase 1 Vedi fase 1
F151X
T5-HF, Desolforazione gasoli
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 60

3.3.10. CPX-C - ALKY, Alchilazione catalitica ad acido fluoridrico L’unità di Alchilazione è un’unità catalitica che converte gli idrocarburi leggeri provenienti dalla lavorazione del Greggio (n-Butano, iso-Butano, e butileni) in un componente alto ottanico (alchilato) utilizzato per la preparazione delle benzine. Il catalizzatore usato per favorire la reazione di alchilazione è l’Acido Fluoridrico. La capacità produttiva dell’impianto è pari a 60 m3/h di alchilato. L’unità di alchilazione può essere schematicamente suddivisa come segue:
una sezione di trattamento della carica dove viene eliminato lo Zolfo (unità MEROX) e successivamente l’acqua. La rimozione dell’acqua avviene facendo passare la carica attraverso dei setacci molecolari che vengono periodicamente rigenerati. La soluzione sodica contenente catalizzatore MEROX uscente dall’estrattore viene rigenerata e rimandata in ciclo
una sezione di isomerizzazione dove viene convertito il n-butano in iso-butano (BUTAMER)
una sezione in cui avviene la reazione di alchilazione in presenza di acido fluoridrico. In tale sezione l’iso-Butano ed i butileni si combinano tra loro in due reattori posti in parallelo per formare l’alchilato
Una sezione di neutralizzazione in cui vengono trattati tutti i prodotti idrocarburici che escono dall’impianto per abbattere le eventuali tracce di HF presenti
IN Carica impianto Portata Note
Butano 33 t/h Butileni 19,10 t/h OUT Prodotti Percentuale Destinazione
Alchilato 80,6 A stoccaggio Butano 19,4 A stoccaggio
FORNO Tipo di combustibile
F701 Gas di Raffineria Olio Combustibile
F751 Gas di Raffineria
ALCHILAZIONE ADDITIVI E/O
CATALIZZATORI Cancerogenicità Frasi di rischio Simboli di pericolo
IDROSSIDO DI POTASSIO No 35----- C MEROX WS CATALYST UOP No 36----- Xi IDROSSIDO DI CALCIO No 34-41---- Xi ALLUMINA ATTIVA No ----- SFERE INERTI No ----- SETACCI MOLEOCOLARI (ZEOLITI) No ----- IDROSSIDO DI SODIO No 35----- C ACIDO FLUORIDRICO ANIDRO No 26-27-28-35-- T+ C BETZ Corr-Shield NT-4201 No 25-36-38--- T NALCO flocculante No ----- Catalizzatore UOP Tipo I-8 I-12 al platino No -----
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 61

Figura 3-13 Schemi impianto ALKY
START
BUTILENI
START
BUTANI
SOLUZIONEMEROX
SOLUZIONEMEROX
REATTORI DI ALCHILAZIONE
STABILIZZATORE ALCHILATO
BUTAMER
FORNOF-751
SEPARATORE
ALCHILATO
SCAMBIATORI DI CALORE
FORNOF-701DA UTENZE
MINORI
SCAMBIATORI DI CALORE
A UTENZE MINORI
Emissioni convogliate in atmosfera Emissioni fuggitivevedi fase 1
Camino n° 31 n° 32 n° 33SO2 SO2 SO2
kg/h 0,50 0,50 0,03mg/m3 39 39 39
NOx NOx NOxkg/h 5,73 5,73 0,29
mg/m3 450 450 450
Polveri Polveri Polverikg/h 0,64 0,64 0,03
Flussi in ingresso mg/m3 50 50 50 Flussi in uscita
Carica 52,1Butileni t/h 19,10 Prodotti t/hButano t/h 33,00 alchilato 42,00 80,6%
Butano 10,10 19,4%
Energia Elettrica KWVedi fase 1
F701Energia Prod. MW 23,04Fuel Gas t/h 1,82
TOTALE 52,10 100%
F751Energia Prod. MW 0,58Fuel Oil t/h 0,05
Vapore t/hVedi fase 1
Scarichi Idrici Rumore Rifiuti
Vedi fase 1 Vedi fase 1Vedi fase
1
F701 F751
ALKY, Alchilazione catalitica ad acido fluoridrico
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 62
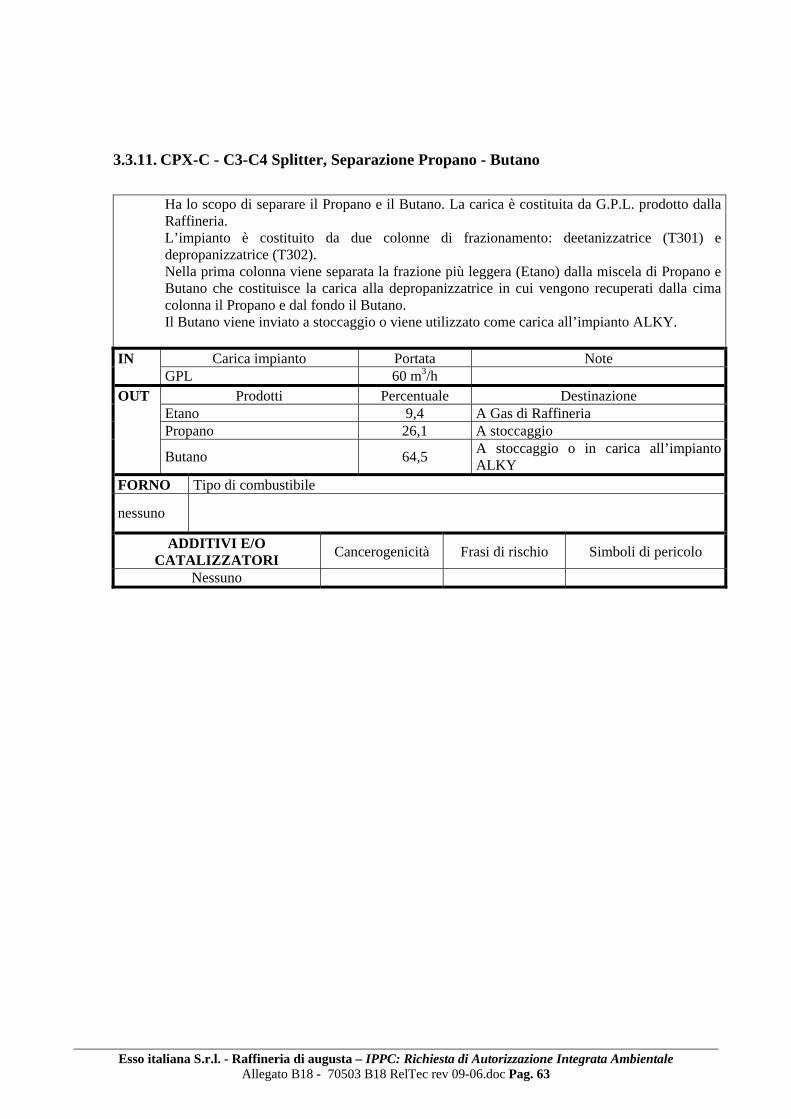
3.3.11. CPX-C - C3-C4 Splitter, Separazione Propano - Butano Ha lo scopo di separare il Propano e il Butano. La carica è costituita da G.P.L. prodotto dalla Raffineria. L’impianto è costituito da due colonne di frazionamento: deetanizzatrice (T301) e depropanizzatrice (T302). Nella prima colonna viene separata la frazione più leggera (Etano) dalla miscela di Propano e Butano che costituisce la carica alla depropanizzatrice in cui vengono recuperati dalla cima colonna il Propano e dal fondo il Butano. Il Butano viene inviato a stoccaggio o viene utilizzato come carica all’impianto ALKY.
IN Carica impianto Portata Note GPL 60 m3/h
OUT Prodotti Percentuale Destinazione Etano 9,4 A Gas di Raffineria Propano 26,1 A stoccaggio
Butano 64,5 A stoccaggio o in carica all’impianto ALKY
FORNO Tipo di combustibile
nessuno
ADDITIVI E/O CATALIZZATORI Cancerogenicità Frasi di rischio Simboli di pericolo
Nessuno
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 63

Figura 3-14 Schemi impianto C3-C4 Splitter
Emissioni convogliate in atmosfera Emissioni fuggitiveNessuna vedi fase 1
Flussi in ingresso Flussi in uscita
Carica 33GPL t/h 33,00 Prodotti t/h
Etano 3,10 9,4%Propano 8,60 26,1%Butano 21,30 64,5%
Energia Elettrica KWVedi fase 1
Nessun fornoEnergia Prod. MW --
TOTALE 33,00 100%
Vapore t/hVedi fase 1
Scarichi Idrici Rumore Rifiuti
Vedi fase 1 Vedi fase 1Vedi fase
1
C3-C4 Splitter, Separazione Propano - Butano
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 64

3.3.12. CPX-C - P-P Splitter, Separazione Propano - Propilene L’impianto ha lo scopo di separare la miscela Propilene – Propano proveniente dall’impianto FCCU. Tale operazione avviene in una torre di frazionamento (T390) operante alla pressione di circa 11 bar e alla temperatura di circa 30°C. Il Propano recuperato sul fondo colonna viene prelevato mediante pompa ed inviato a stoccaggio. Il Propilene con purezza minima del 95% viene filtrato per evitare il trascinamento di eventuali particolati solidi, mentre un coalescer provvede a separare l’acqua liberata dal raffreddamento a 35°C. Il Propilene così trattato viene inviato a stoccaggio nella sfera PV-176 posta in area separata da quella di produzione dove viene mantenuto in equilibrio con il proprio vapore alla temperatura di 0°C.
IN Carica impianto Portata Note Miscela Propano e Propilene 35 m3/h
OUT Prodotti Percentuale Destinazione Propilene 76,3 A stoccaggio / A Gas di Raffineria Propano 23,7 A stoccaggio / A Gas di Raffineria
FORNO Tipo di combustibile
nessuno
ADDITIVI E/O CATALIZZATORI Cancerogenicità Frasi di rischio Simboli di pericolo
PURASPEC 7187 (calcio idrossido) No 34----- C PURASPEC 7312 (allumina attivata) No ----- PURASPEC7040 (ossido zinco) No ----- SFERE INERTI DURANIT (vari dimensioni) No -----
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 65

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 66
Figura 3-15 Schemi impianto P-P Splitter
Emissioni convogliate in atmosfera Emissioni fuggitiveNessuna vedi fase 1
Flussi in ingresso Flussi in uscita
Carica 18,2Propano-Propil. t/h 18,20 Prodotti t/h
Propilene 13,88 76,3%Propano 4,32 23,7%
Energia Elettrica KWVedi fase 1
Nessun fornoEnergia Prod. MW --
TOTALE 18,20 100%
Vapore t/hVedi fase 1
Scarichi Idrici Rumore Rifiuti
Vedi fase 1 Vedi fase 1Vedi fase
1
P-P Splitter, Separazione Propano - Propilene

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 67
3.3.13. CPX-D - R4, Reforming Catalitico L’impianto di Reforming Catalitico R4 ha lo scopo di aumentare il numero di ottano della benzina (Virgin Naphtha intermedia) proveniente dagli impianti di distillazione primaria T4 e T5 mediante un processo catalitico di deidrogenazione e aromatizzazione degli idrocarburi, in presenza di catalizzatore al Pt/Re con base di allumina. L’impianto è costituito da una sezione di desolforazione ed una di reforming. La nafta di carica viene inviata alla sezione desolforazione catalitica (Hydrofiner) in presenza di idrogeno e catalizzatore al Co-Mo (T = 280 - 300 °C; P = 17 kg/cm2). Il prodotto desolforato, dopo essere stato scaldato alla temperatura di 480 – 520 °C, passa alla sezione Reforming, dove all’interno dei reattori, a contatto col catalizzatore (Pt/Re) avvengono le reazioni di deidrogenazione, deidrociclizzazione ed aromatizzazione alla pressione di 24 kg/cm2. I reattori sono tre, disposti in serie, tutti in esercizio. Il gas incondensabile, con un alto contenuto di Idrogeno, viene in parte riciclato ai reattori di reforming ed in parte inviato negli impianti di desolforazione catalitica (Hydrofiners) della Raffineria. Il GPL viene inviato all’impianto C3/C4 splitter mentre la benzina powerformata ad alto numero di ottano viene spedita allo stoccaggio/PSU.
IN Carica impianto Portata Note Nafta da Distillazione primaria 60 m3/h
OUT Prodotti Percentuale Destinazione
Gas incondensabili 8,6 A Gas di Raffineria dopo lavaggio con MEA
GPL 14,8 Impianti a valle Benzina Powerformata 75,1 A stoccaggio Idrogeno (“Treat Gas”) 1,5 Ad impianti Hydrofiner
FORNO Tipo di combustibile F201 Gas di Raffineria
F202 Gas di Raffineria
F203 Gas di Raffineria (apparecchiatura usata solo in fase di rigenerazione del catalizzatore)
ADDITIVI E/O CATALIZZATORI Cancerogenicità Frasi di rischio Simboli di pericolo
CATALIZZATORE AL PLATINO No ----- PERCLOROETILENE No 40----- Xn CROSFIELD-479 (400) No 43-48-20-22-36-37 ALLUMINA attiva No ----- CLORO No 23-36-37-38-- Xi T CATALIZZATORE Ni/Mo Sì 49-43-48-22-20- TC Xn 1-2 DICLOROPROPANO No 11-22-22--- Xn F SFERE INERTI No ----- CRITERION KX-160 No 34-----
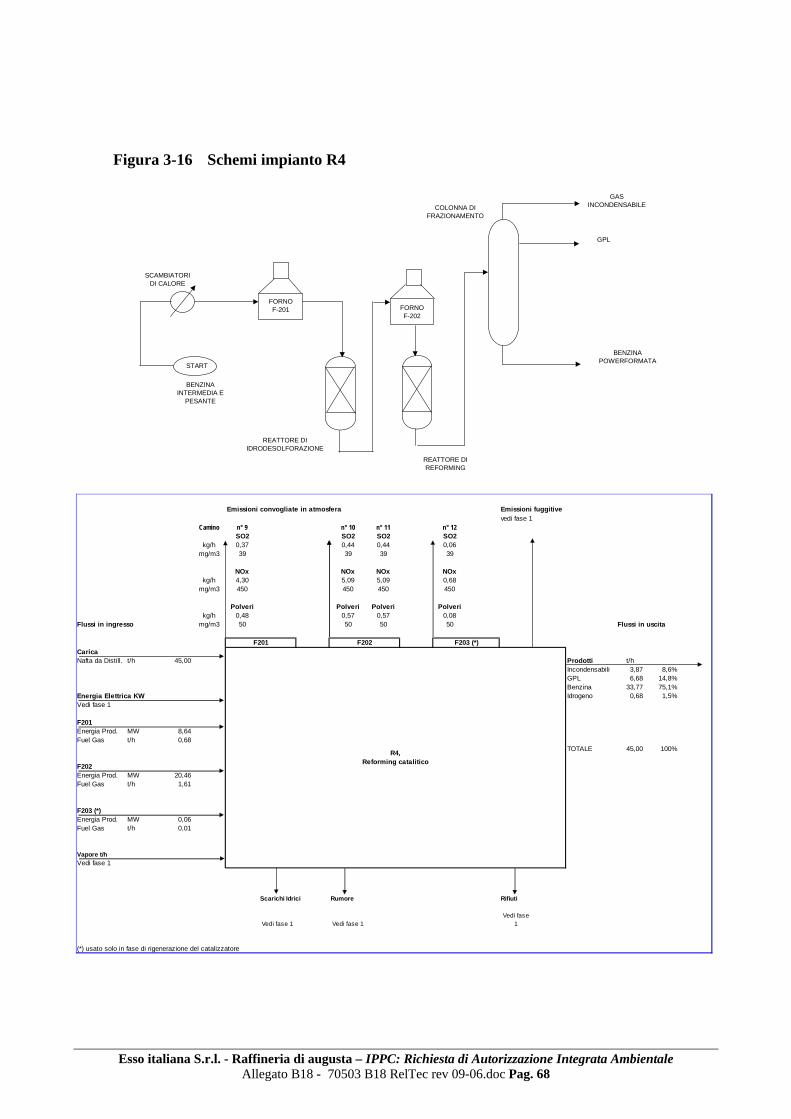
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 68
Figura 3-16 Schemi impianto R4
START
FORNOF-201 FORNO
F-202
COLONNA DI FRAZIONAMENTO
BENZINA INTERMEDIA E
PESANTE
SCAMDI C
BIATORI ALORE
REATTORE DI IDRODESOLFORAZIONE
REATTORE DI RMINGREFO
GAS INCONDENSABILE
GPL
BENZINA POWERFORMATA
Em te in atmosfera Emissioni fuggitivevedi fase 1
Camino n° 9 n° 10 n° 11 n° 12SO2 SO2 SO20,44 0,44 0,06
mg/m3 39 39 39 39
NOx NOx NOx NOx5,09 5,09 0,68450 450 450
Polveri Polveri Polveri0,57 0,57 0,08
Flussi in ingr 50 50 50 Flussi in uscita
Carica 45Nafta da Disti 45,00 Prodotti t/h
Incondensabili 3,87 8,6%GPL 6,68 14,8%Benzina 33,77 75,1%
Energia ElettVedi fase 1
F201Energia Prod. MWFuel Gas t/h
OTALE
F202Energia Prod.Fuel Gas
F203 (*)Energia Prod.Fuel Gas
Vapore t/hVedi fase 1
Scarichi Idrici Rumore
Vedi fase 1 Vedi fase 1 1
F202
Reform litico
(*) usato solo in fase di rigenerazione del catalizzatore
F203 (*)
issioni convoglia
SO2kg/h 0,37
kg/h 4,30mg/m3 450
Polverikg/h 0,48
mg/m3 50esso
ll. t/h
rica KW Idrogeno 0,68 1,5%
8,640,68
T 45,00 100%
MW 20,46t/h 1,61
MW 0,060,01t/h
Rifiuti
Vedi fase
F201
R4, ing cata

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 69
3.3.14. CPX- - R5, Reforming CatD alitico
L’impianto di Reforming Catalitico R5 ha lo scopo di aumentare il numero di ottano della benzina (Virgin e Cat Naphtha intermedia) proveniente dagli impianti di distillazione e da Cracking mediante un processo catalitico di deidrogenazione, deidrociclizzazione e aromatizzazione degli idrocarburi, in presenza di catalizzatore al Pt/Re su supporto di allumina. L’impianto è costituito da una sezione di desolforazione ed una di reforming. La nafta di carica viene inviata alla sezione desolforazione catalitica (Hydrofiner) in presenza di idrogeno e catalizzatore al Co-Mo (T = 280 - 300 °C). Il prodotto desolforato, dopo essere stato scaldato alla temperatura di 480 - 520 °C, passa alla sezione Reforming, dove all’interno dei reattori, a contatto col catalizzatore (Pt/Re) avvengono le reazioni di deidrogenazione, deidrociclizzazione ed aromatizzazione. I reattori sono tre, disposti in serie, tutti in esercizio. Il gas incondensabile, con un alto contenuto di Idrogeno, viene in parte riciclato ai reattori di reforming ed in parte inviato negli impianti di desolforazione catalitica (Hydrofiners) della Raffineria. Il GPL viene inviato in carica ad altri impianti o allo stoccaggio mentre la benzina powerformata ad alto numero di ottano viene spedita allo stoccaggio.
IN Carica impianto Portata Note Nafta da Distillazione primaria e da Cracking 99 m3/h
OUT Prodotti Percentuale Destinazione
Gas incondensabili 7,7 A Gas di Raffineria dopo lavaggio con MEA
GPL 11,8 A stoccaggio o ad altri impianti Benzina Powerformata 78,6 A stoccaggio Idrogeno (“Treat Gas”) 1,9 Ad impianti Hydrofiner
FORNO Tipo di combustibile
F851 Gas di Raffineria
ADDITIVI E/O CATALIZZATORI Cancerogenicità Frasi di rischio Simboli di pericolo
CLORO No 23-36-37-38 Xi T CATALIZZATORE Ni-Mo Sì 49-43-48-22-20 TC Xn MEA Monoetanolammina No 20-36-37-38-34 C Xn PERCLOROETILENE No 40----- Xn 1-2 DICLOROPROPANO No 11-22-22--- Xn F SFERE INERTI No ----- CATALIZZATORE Co/Mo No 34-37---- C CATALIZZATORE Pt-Re No 37----- setacci molecolari No ----- Xi CRITERION PR-9/PR29 No 34-----

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 70
Figura 3-17 Schemi impianto R5
START
FORNOF-851
COLONNA DI FRAZIONAMENTO
BENZINA DI CARICA
SCAMBIATORI DI CALORE
REATTORE DI IDRODESOLFORAZIONE
REATTORE DI REFORMING
GAS INCONDENSABILE
GPL
BENZINA POWERFORMATA
Emissioni convogliate in atmosfera Emissioni fuggitivevedi fase 1
5
mg/m3 39
NOx15,68450
Polverikg/h 1,74
Flussi in ingr 50 Flussi in uscita
Carica/h Prodotti t/h
Incondensabili 5,80 7,7%GPL 8,90 11,8%Benzine 59,14 78,6%
Energia Elettrica KW Idrogeno 1,40 1,9%Vedi fase 1
F851Energia Prod.
t/h 2,49TOTALE 100%
Va
Scarichi Idrici Rumore R
Vedi fase 1 Vedi fase 1 1
F851
Reform talitico e Desolfora
Camino n° 4SO2
kg/h 1,37
kg/hmg/m3
esso mg/m3
75,24Nafta t 75,24
MW 31,54Fuel Gas
75,24
pore t/hVedi fase 1
ifiuti
Vedi fase
R5, ing ca zione

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 71
3.3.15. CPX- – AMBR, Impianto eD strazione benzene (PSU)
Il presente impianto ha la finalità di ridurre la percentuale di Benzene nelle Benzine powerformate. L'unità di processo è costituita da una colonna alimentata da Benzina riformata (powerformata) contenente Benzene. Dalla colonna escono tre tagli, di cui quello centrale è costituito da benzina contenente circa dal 45% di benzene. Gli altri due tagli, a basso contenuto di benzene sono riuniti ed inviati a stoccaggio. Il taglio intermedio di benzina powerformata ad alto contenuto di benzene è inviato a stoccaggio e successivamente spedito ad industrie chimiche.
IN Carica impianto Portata Note Benzina powerformata 140 m3/h
OUT Prodotti Percentuale Destinazione Benzina di cima a basso contenuto di benzene 17 A stoccaggio
Benzina ad alto contenuto di benzene (45%) 4 A stoccaggio
Benzina di fondo a basso contenuto di benzene 79 A stoccaggio
FORNO Tipo di combustibile
Nessuno
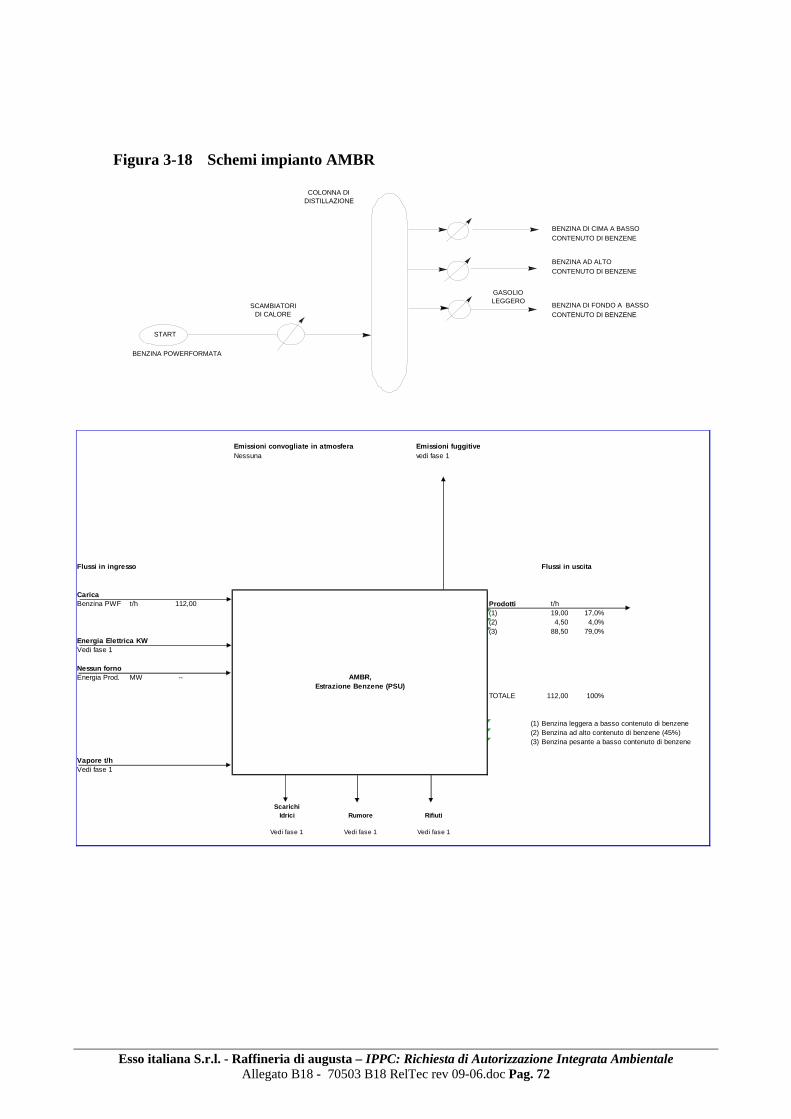
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 72
Figura 3-18 Schemi impianto AMBR
START
COLONNA DI DISTILLAZIONE
BENZINA DI CIMA A BASSO
GASOLIOLEGGERO
BENZINA POWERFORMATA
SCAMBIATORI DI CALORE
CONTENUTO DI BENZENE
BENZINA AD ALTOCONTENUTO DI BENZENE
BENZINA DI FONDO A BASSOCONTENUTO DI BENZENE
Emissioni convogliaNessuna
te in atmosfera Emissvedi fa
Flussi in ingresso Flussi in uscita
Carica 112Benzina PWF t/h 112,00 Prodotti t/h
(1) 19,00 17,0%(2) 4,50 4,0%(3) 88,50 79,0%
Energia Elettrica KWVedi fase 1
Nessun fornoEnergia Prod. MW --
TOTALE 112,00 100%
(1) Benzina leggera a basso contenuto di benzene(2) Benzina ad alto contenuto di benzene (45%)(3) Benzina pesante a basso contenuto di benzene
Vapore t/hVedi fase 1
Scarichi Idrici Rumore Rifiuti
Vedi
ioni fuggitivese 1
fase 1 Vedi fase 1 Vedi fase 1
AMBR, Estrazione Benzene (PSU)

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 73
3.3.16. CPX- - R1, Impianto di desolfoD razione
L’impianto di desolforazione catalitica Hydrofiner R1 ha lo scopo di desolforare le frazioni di Cherosene, Naphtha pesante o Gasoli (se richiesti) provenienti dalla distillazione primaria, mediante un processo di riduzione che consente di trasformare lo Zolfo, contenuto nei prodotti, in Idrogeno Solforato in presenza di gas di trattamento ricco di Idrogeno e di catalizzatore Co/Mo. Il prodotto di carica viene scaldato nel forno F-1 e quindi inviato nel reattore che contiene il catalizzatore. Il gas di trattamento arricchito dell’H2S formatosi dalla reazione viene inviato alla sezione di lavaggio MEA dell’unità LPGS dove viene recuperato l’H2S e quindi ai forni. Il prodotto desolforato viene inviato a stoccaggio.
IN Carica impianto Portata Note Cherosene o Gasolio 150 m3/h Idrogeno (“Treat Gas”) 5000 Nm3/h
OUT Prodotti Percentuale Destinazione
Gas incondensabili 1 Alla combustione nei forni dopo lavaggio con MEA
Benzina leggera 3,5 A stoccaggio Cherosene o gasolio desolforato 95,3 A stoccaggio Idrogeno (“Treat Gas”) 0,2 Alla rete idrogeno
FORNO Tipo di combustibile
F1 Gas di Raffineria
ADDITIVI E/O CATALIZZATORI Cancerogenicità Frasi di rischio Simboli di pericolo
CATALIZZATORE CO/MO No 43-48-36-37-20-22 Xn ANTIOSSIDANTE No 10-36-37-38-- Xi

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 74
Figura 3-19 Schemi impianto R1
START
FORNOF-1
COLONNA DI FRAZIONAMENTO
CHEROSENE O GASOLIO
SCAMBIATORI DI CALORE
REATTORE DI IDRODESOLFORAZIONE
GAS RICCO DI H2SALL'IMPIANTO
LAVAGGIO MEA
PRODOTTO DESOLFORATO
Emissioni convogliate in at
0,3139
NOx/h 3,58
450
Polveri0,40
F mg/m3 50 in uscita
Carica 12 35Chero o Gasolio t/h 120,00 Prodotti t/hIdrogeno t/h 0,35 Incondensabili 1,20 1,0%
Virgin nafta 4,20 3,5%Prod. Desolf. 114,65 95,3%
Energia Elettrica KW Idrogeno 0,30 0,2%Vedi fase 1
F1Energia Prod. MW 7,20Fuel Gas t/h 0,57
TOTALE 120,35 100%
Vapore t/hVedi fase 1
Scarichi Idrici Rumore Rifiuti
Vedi fase 1 Vedi fase 1Vedi fase
1
F1
R1, Desolforazione
mosfera Emissioni fuggitivevedi fase 1
Camino n° 1SO2
kg/hmg/m3
kgmg/m3
kg/hlussi in ingresso Flussi
0,

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 75
3.3.17. CPX- - SWS, Strippaggio dD i gas dalle acque di processo
L’impianto è costituito da due sezioni parallele, una che riguarda il trattamento delle acque acide di processo e un’altra per il trattamento della soda spenta proveniente dalle lavorazioni di Raffineria. L’acqua acida, miscelata alla soda spenta, già neutralizzata con Acido Solforico, viene inviata, dopo preriscaldamento con vapore, alla colonna di strippaggio in cui, mediante vapore vengono strippati l’H2S e l’NH3. Dalla testa della colonna, il gas costituito da H2S e NH3 viene inviato agli impianti Zolfo. Dal fondo della colonna, l’acqua e il sale sodico in essa solubile vengono inviati al trattamento finale insieme a tutte le acque reflue di Raffineria.
IN Carica impianto Portata Note Acque Acide e sodiche di processo 73 m3/h
OUT Prodotti Percentuale Destinazione Acque 99 All’impianto di trattamento consortile Gas incondensabili 1 Alla combustione nei forni dopo lavaggi
con MEA o
FORNO Tipo di combustibile
nessuno
ADDITIVI E/O CATALIZZATORI
Cancerogenicità Frasi di rischio Simboli di pericolo
ACIDO SOLFORICO No 35-38-41--- C

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 76
Figura 3-20 Schemi impianto SWS
Emissioni convogliate in atmosfera Emissioni fuggitiveNessuna
Flussi in ingresso Flussi in uscita
Carica 73Benzina PWF t/h 73,00 Prodotti t/h
gas 0,70 1,0%acque dolci 72,30 99,0%
Energia Elettrica KWVedi fase 1
Nessun fornoEnergia Prod. MW --
TOTALE 73,00 100%
Vapore t/hVedi fase 1
Scarichi Idrici Rumore Rifiuti
Vedi fase 1 Vedi fase 1Vedi fase
1
SWS, Strippaggio di gas dalle acque di processo
vedi fase 1

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 77
3.3.18. Lube1 - VPS1, Distillazione sotto vuoto
L’impianto distilla sottovuoto il residuo della distillazione atmosferica. L’impianto è dotato di un forno che riscalda la carica fino ad una temperatura massima di 425°C. La colonna di frazionamento lavora alla pressione di circa 150 mmHg nella zona flash, ove entra la carica. Il profilo di pressione è decrescente salendo verso la cima della colonna fino ad un minimo di 70 mmHg in cima. La depressione è mantenuta da un sistema meccanico di eiettori azionati da vapore a 125 psig disposti su 3 stadi. I gas incondensabili vengono inviati al sistema di combustione del forno F-101, dopo lavaggio con soluzione amminica (MEA); il gasolio, separato dall’acqua, è inviato a stoccaggio. Gli altri prodotti dopo opportuno raffreddamento sono mandati ai rispettivi serbatoi di stoccaggio. L’impianto è dotato di un sistema di desolforazione dei gas incondensabili che vengono purificati prima dell’utilizzo come Fuel Gas.
IN Carica impianto Portata Note Residuo Atmosferico 160 m3/h
OUT Prodotti Percentuale Destinazione Gas incondensabile 0,39 Alla combustione nei forni dopo lavaggioGasolio intermedio da vuoto 4,19
Allo stoccaggio
Gasolio pesante da vuoto 10,94 Primo taglio distillato da vuoto 17,23 Secondo taglio distillato da vuoto 1,26 Terzo taglio distillato da vuoto 23,45 Residuo da vuoto 42,54
FORNO Tipo di combustibile
F101 Gas di Raffineria
ADDITIVI E/O CATALIZZATORI Cancerogenicità Frasi di rischio Simboli di pericolo
PASSIVATORE No 43- Xi NEUTRALIZZATORE No 20-34-37-43 Xn C

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 78
Figura 3-21 Schemi impianto VPS1
START
FORNOF-101
COLONNA DI DISTILLAZIONESOTTO VUOTO
ACCUMULATORE DISTILLATO DI TESTAGASOLIO
TRATTAMENTO ACQUE
SIS
CONDENSATORI DI TESTA
TEMA DI
SCAMBIATORI DI CALORE
EIETTORI
ALLO
STO
CC
AGG
IO
CONDENSATORI DI FONDO COLONNA
SEPARATORI
RESIDUO DI DISTILLAZIONE ATMOSFERICA
SCAMBIATORE DI CALORE
LAVAGGIOGAS
Emissioni convogliate in atm Emissioni fuggitive
vedi fase 1
SO2h 0,85
x74
mg/m3 450
Polveri1,08
Flussi in ingre 50
Residuo Atm. t/h 150,40 Prodotti t/hIncondensabili 0,58 0,39%Gasolio interm. 6,30 4,19%Gasolio pesante 16,45 10,94%
Energia Elettrica KW 1° taglio 25,92 17,23%Vedi fase 1 2° taglio 1,90 1,26%
3° taglio 35,27 23,45%F101 Resid. da vuoto 63,98 42,54%Energia Prod. MW 19,60Fuel Gas t/h 1,55
TOTALE 150,40 100%
Vapore t/hVedi fase 1
Scarichi Idrici Rumore Rifiuti
Vedi fase 1 Vedi fase 1Vedi fase
1
F101
VPS1, Distillazione sotto vuoto
osfera
Camino n° 13
kg/mg/m3 39
NOkg/h 9,
kg/hsso mg/m3 Flussi in uscita
Carica 150,4

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 79
3.3.19. Lube1 - DAU1, Deasfaltazione con propano
L’impianto estrae gli asfalteni dal residuo di distillazione sotto vuoto. Esso è dotato di una colonna di estrazione con solvente Propano a 32 kg/cm2 di pressione e a 65°C circa di temperatura. Il Propano in soluzione con l'Olio deasfaltato e con l'Asfalto proveniente rispettivamente dalla cima e dal fondo della colonna di estrazione, è recuperato per distillazione e strippaggio tramite integrazione termica con l'impianto EFU-1 e un forno di vaporizzazione. L'Olio deasfaltato è utilizzato per la produzione di basi lubrificanti pesanti; gli asfalti sono invece usati per la produzione di Bitumi o di oli combustibili.
IN Carica impianto Portata Note Residuo da vuoto 45 m3/h
OUT Prodotti Percentuale Destinazione Olio deasfaltato 35,39 Allo stoccaggio
Asfalteni 64,61 Allo stoccaggio FORNO Tipo di combustibile
F403 Gas di Raffineria (è comunque possibile, in caso di necessità, utilizzare anche Olio Combustibile)
ADDITIVI E/O CATALIZZATORI Cancerogenicità Frasi di rischio Simboli di pericolo
ANTIFOAMING -- -- --

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 80
Figura 3-22 Schemi impianto DAU1
START
FORNO
RESIDUO DA DISTILLAZIOSOTTO VUO
F-403
COLONNA DI ESTRAZIONE
NE TO
RECUPERO PROPANO
PROPANO
OLIO AGLI IMPIANTIEFU-1 E PDU
COLONNA DI
RECUPERO PROPANO
STRIPPAGGIO
ASFALTO ALLO STOCCAGGIO
STRIPPAGGIOCOLONNA DI
Emissioni convogliate mosfera ssioni fuggitive
vedi fase 1Camino n° 18
SO2kg/h 0,13
mg/m3 39
NOxkg/h 1,49
mg/m3 450
Polverikg/h 0,17
Flussi in ingresso mg/m3 50 Flussi in uscita
Carica 45,81Resid. da vuoto t/h 45,81 Prodotti t/h
Olio deasfaltato 16,21 35,39%Asfalteni 29,60 64,61%
Energia Elettrica KWVedi fase 1
F403Energia Prod. MW 3,00Fuel Gas t/h 0,24
TOTALE 45,81 100%
Vapore t/hVedi fase 1
Scarichi Idrici Rumore Rifiuti
Vedi fase 1 Vedi fase 1Vedi fase
1
F403
DAU1, Deasfaltazione con propano
in at Emi

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 81
3.3.20. Lube- - EFU1, estrazione di ar1 omatici con solvente e desolforazione
L’impianto è uno degli anelli intermedi nella catena di produzione delle basi lubrificanti. Effettua l’estrazione degli idrocarburi aromatici dai distillati prodotti dalle torri di distillazione sotto vuoto. Il processo consiste in un’estrazione di tipo liquido – liquido, che sfrutta il diverso grado di solubilità di idrocarburi aromatici e non aromatici in NMP (AzoMetilPirrolidone, solvente). Il solvente viene immesso in colonna proporzionalmente alla carica in rapporto variabile tra 1:1 e 2:1. La colonna primaria lavora ad una temperatura normalmente compresa tra 50°C e 90°C, ed una pressione di circa 15 kg/cm². Dalla cima della colonna escono i raffinati, prodotto primario del processo, in miscela con NMP. Essi sono successivamente riscaldati in un forno fino ad una temperatura di circa 340°C, immessi in una colonna di strippaggio per il recupero del NMP in soluzione e poi immessi in un reattore di Idrodesolforazione, in presenza di un catalizzatore Co/Mo, per ridurre il tenore di Zolfo e saturare i doppi legami. Il prodotto così ottenuto è pronto per essere processato agli impianti di deparaffinazione per la produzione di basi lubrificanti. Dal fondo della colonna escono invece estratti aromatici ed NMP, che successivamente sono riscaldati da un forno alla temperatura di circa 340°C e immessi in una colonna di strippaggio per il recupero del NMP in soluzione. Il sottoprodotto così ottenuto è poi processato all’impianto di cracking catalitico o a stoccaggio.
IN Carica impianto Portata Note Distillati da vuoto e olio deasfaltato 100 m3/h
OUT Prodotti Percentuale Destinazione Olio raffinato 59,60 Agli impianti PDU o allo stoccaggio Estratti aromatici 40,40 All’area FUELS o allo stoccaggio
FORNO Tipo di combustibile
F401 Gas di Raffineria Olio Combustibile
F402 Gas di Raffineria
ADDITIVI E/O CATALIZZATORI Cancerogenicità Frasi di rischio Simboli di pericolo
NMP -- -- -- CATALIZZATORE Ni/Mo Sì 49-43-48-22-20- TC Xn OSSIDO DI ZINCO -- -- -- ADDOLCITORE DI GAS -- -- --

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 82
Figura 3-23 Schemi impianto EFU1
START
FORNOF-402
COLONNA DI ESTRAZIONE
OLIO DEASFALTATODA IMPIANTO DAU-1
RECUPERO NMP
NMP
COLONNA DI RECUPERO
RECUPERO NMP
COMPOSTIAROMATICI
COLONNA DI RECUPERO
FORNOF-401
SOLVENTE
REATTORE DIIDRODESOLFORAZIONE
ALL'IMPIANTO PDU
SOLVENTE
OLIO DEAROMATIZZATO
Emissioni convogliate in a Emissioni fuggitivevedi fase 1
kg/h 12,40 12,40 0,32776 776
NOx NOx xh 7,19 7,19m3 450 450 0
i Polveri Polveri0,80 0,80 0,41
F gresso 50 50 50 Flussi in uscita
Cat/h Prodotti t/h
Olio raffinato 54,60 59,6%Estratti Arom. 37,00 40,4%
Energia EVedi fase 1
F
TOTALE ,60 100%
FEnergia Prod. MW 7,38Fuel Gas t/h 0,58
Vapore t/hVedi fase 1
Scarichi Idrici Rumore Rifiuti
Vedi fase 1 Vedi fase 1Vedi fase
1
F401 F402
EFU1, Estra e di aromatici c
desolforazione
tmosfera
Camino n° 15 n° 16SO2 SO2
n° 17SO2
mg/m3 39
NOkg/
mg/3,6745
Polverkg/h
mg/m3lussi in in
ricaCat Feed
91,691,60
lettrica KW
401Energia Prod. MW 29,82Fuel Gas t/h 1,27Fuel Oil t/h 1,21 91
402
zion on solvente e

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 83
3.3.21. Lube1 - PDU, estrazione paraffine con propano
L'impianto di deparaffinazione dell'Olio raffinato, proveniente dagli impianti di estrazione (EFU), ha lo scopo di migliorare il comportamento a freddo della base finita raggiungendo specifica di Pour Point di -10°C circa. La paraffina viene separata dall’olio per solidificazione a freddo tramite vaporizzazione del propano (-25°C ) e successiva filtrazione. L'impianto è dotato di n. 2 sezioni di recupero del Propano, tramite distillazione e strippaggio, dall'Olio deparaffinato e dalla paraffina utilizzando integrazione termica con l'impianto EFU-1. L'Olio deparaffinato rappresenta la base lubrificante finita, la paraffina viene invece inviata all’area FUELS.
IN Carica impianto Portata Note Olio Raffinato 65 m3/h
OUT Prodotti Percentuale Destinazione Olio lubrificante finito 70,63 A stoccaggio Paraffina 29,37 A stoccaggio
TURBINA Tipo di combustibile
GTC301 Gas di Raffineria
ADDITIVI E/O CATALIZZATORI Cancerogenicità Frasi di rischio Simboli di pericolo
PROPANO -- R12 F ACETONE - ANTIFOULING -- R20 Xi CALCIO CLORIDRATO ADDITIVO PER DEPARAFFINIZAZIONE

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 84
Figura 3-24 Schemi impianto PDU
START
OLIO EAROMATIZZATO IMPIANTO EFU-1/2
DDA
PROPANO
FILTRI
PARAFFINA AGLI IMPIANTI FUELS
ARAFFINATO CAGGIO O
EA FUELS
TE
COLONNE DI DISTILLAZIONE E
STRIPPAGGIO
OLIO DEPALLO STOC
ALL'AR
REFRIGERAN
SCAMBIATORI DI CALORE
RECUPERO PROPANO
TURBINAGT-301
Emissioni convogliate in atmosfera Emissioni fuggitive
vedi fase 1o n° 44
SO21,0513
NOx58
3 150
Polveri1,34
F 17 Flussi in uscita
Carica 57,85Olio raffinato t/h 57,85 Prodotti t/h
Olio Lubrificante 40,86 70,63%Paraffina 16,99 29,37%
Energia Elettrica KWVedi fase 1
GTC301Energia Prod. MW 24,30Fuel Gas t/h 1,92
TOTALE 57,85 100%
Vapore t/hVedi fase 1
Scarichi Idrici Rumore Rifiuti
Vedi fase 1 Vedi fase 1Vedi fase
1
GTC301
PDU, Estrazione paraffine con propano
Camin
kg/hmg/m3
kg/h 18,mg/m
kg/hlussi in ingresso mg/m3

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 85
3.3.22. Lube2 - DAU2, Deasfaltazione con propano
L’impianto estrae gli asfalteni dal residuo di distillazione sotto vuoto. Esso è dotato di una colonna di estrazione con solvente Propano a 32 kg/cm2 di pressione e a 65°C circa di temperatura. Il Propano in soluzione con l'Olio deasfaltato e con l'Asfalto proveniente rispettivamente dalla cima e dal fondo della colonna di estrazione, è recuperato per distillazione e strippaggio tramite integrazione termica con l'impianto EFU-2, quindi non è previsto alcun forno di preriscaldo. L'Olio deasfaltato è utilizzato per la produzione di basi lubrificanti pesanti; gli asfalti sono invece usati per la produzione di Bitumi o di oli combustibili.
IN Carica impianto Portata Note Residuo da vuoto 70 m3/h
OUT Prodotti Percentuale Destinazione Olio deasfaltato 38,07 Allo stoccaggio
Asfalteni 61,93 Allo stoccaggio FORNO Tipo di combustibile
Nessuno
ADDITIVI E/O CATALIZZATORI Cancerogenicità Frasi di rischio Simboli di pericolo
ANTIFOAMING -- -- --

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 86
Figura 3-25 Schemi impianto DAU2
EFU-2 E KDUSTART
COLONNA DI NEESTRAZIO
RESIDUO DA DISTILLAZIONE SOTTO VUOTO
RECUPERO PROPANO
PROPANO
OLIO AGLI IMPIANTI
COLONNA DI STRIPPAGGIO
RECUPERO PROPANO
ASFALTO ALLO STOCCAGGIO
COLONNA DI STRIPPAGGIO
SCAMBIATORE DICALORE
Emissioni convogliate in atmosfera Emissioni fuggitivenessuna
Flussi in ingresso Flussi in uscita
Carica 71,26Resid. da vuoto t/h 71,26 Prodotti t/h
Olio deasfaltato 27,13 38,07%Asfalteni 44,13 61,93%
Energia Elettrica KWVedi fase 1
Nessun FornoEnergia Prod. MW --
TOTALE 71,26 100%
Vapore t/hVedi fase 1
Scarichi Idrici Rumore Rifiuti
Vedi fase 1 Vedi fase 1Vedi fase
1
DAU2, Deasfaltazione con propano
vedi fase 1

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 87
3.3.23. Lube2 - EFU2, estrazione di aromatici con solvente e desolforazione L’impianto è uno degli anelli intermedi nella catena di produzione delle basi lubrificanti. Effettua l’estrazione degli idrocarburi aromatici dai distillati prodotti dalle torri di distillazione sotto vuoto. Il processo consiste in un’estrazione di tipo liquido – liquido, che sfrutta il diverso grado di solubilità di idrocarburi aromatici e non aromatici in NMP (AzoMetilPirrolidone, solvente). Il solvente viene immesso in colonna proporzionalmente alla carica in rapporto variabile tra 1:1 e 2:1. La colonna primaria lavora ad una temperatura normalmente compresa tra 50°C e 90°C, ed una pressione di circa 18 kg/cm². Dalla cima della colonna escono i raffinati, prodotto primario del processo, in miscela con NMP. Essi sono successivamente riscaldati in un forno fino ad una temperatura di circa 340°C, immessi in una colonna di strippaggio per il recupero del NMP in soluzione e poi immessi in un reattore di Idrodesolforazione, in presenza di un catalizzatore Co/Mo, per ridurre il tenore di Zolfo e saturare i doppi legami. Il prodotto così ottenuto è pronto per essere processato agli impianti di deparaffinazione per la produzione di basi lubrificanti. Dal fondo della colonna escono invece estratti aromatici ed NMP, che successivamente sono riscaldati da un forno alla temperatura di circa 340°C e immessi in una colonna di strippaggio per il recupero del NMP in soluzione. Il sottoprodotto così ottenuto è poi processato all’impianto di cracking catalitico o a stoccaggio.
IN Carica impianto Portata Note Distillati da vuoto e olio deasfaltato 185 m3/h
OUT Prodotti Percentuale Destinazione Olio raffinato 61,50 Agli impianti PDU o allo stoccaggio Estratti aromatici 38,50 All’area FUELS o allo stoccaggio
FORNO Tipo di combustibile
F801/2 Gas di Raffineria Olio Combustibile
ADDITIVI E/O CATALIZZATORI Cancerogenicità Frasi di rischio Simboli di pericolo
CATALIZZATORE Ni/Mo Sì 49-43-48-22-20- TC Xn NMP Ossido di Zinco
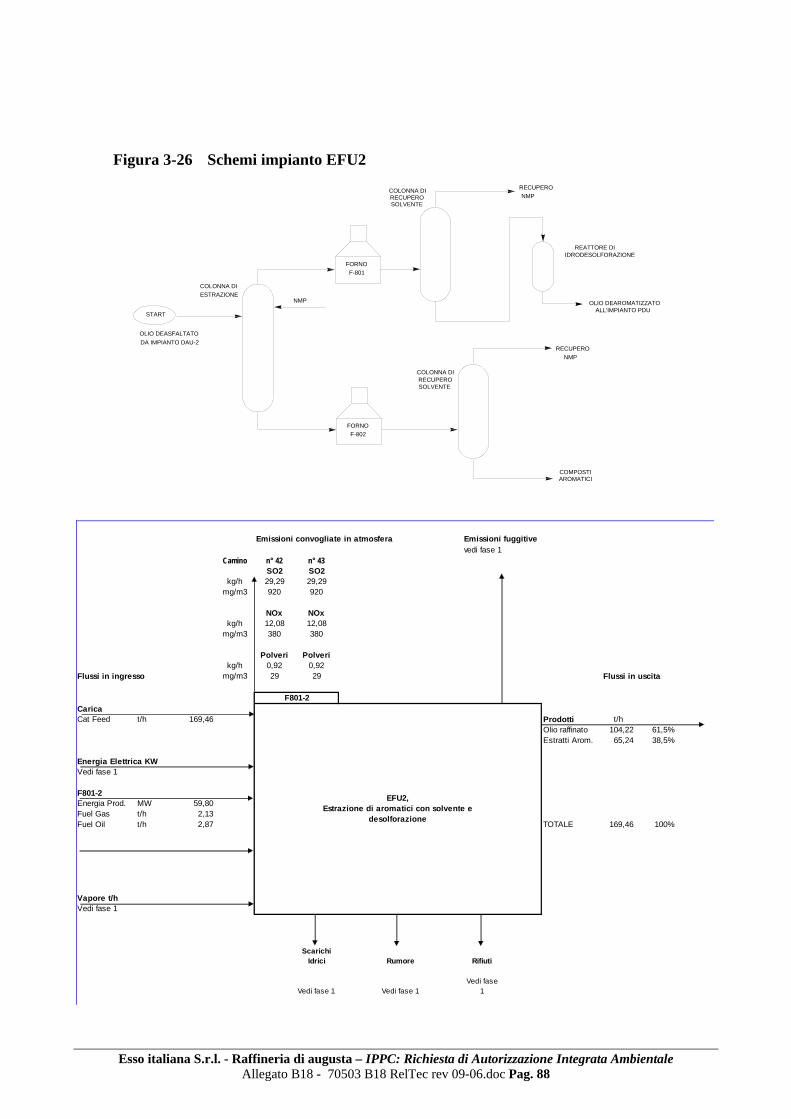
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 88
Figura 3-26 Schemi impianto EFU2
START
FORNO
EASFALTATOIANTO DAU-2
F-802
COLONNA DI ESTRAZIONE
OLIO DDA IMP
RECUPERO NMP
NMP
COLONNA DI RECUPERO
RECUPERO NMP
COMPOSTIAROMATICI
COLONNA DI RECUPERO
FORNOF-801
SOLVENTE
REATTORE DIIDRODESOLFORAZIONE
SOLVENTE
OLIO DEAROMATIZZATOALL'IMPIANTO PDU
Emissioni convogliate in atmo
Cam
sfera Emissioni fuggitiveved ase 1
ino n° 42 n° 43SO2
kg 29,29920
Ox NOx08
Polveri0,92
Flussi in ingresso 29 Flussi in uscita
Carica 16Cat Feed otti
affinato 104,atti Arom. 65,24 38,5%
Energia ElVedi fase 1
F801-2Energia Prod. MW 59,80Fuel Gas t/h 2,13Fuel Oil t/h 2,87 TOTALE 169,46 100%
Vapore t/hVedi fase 1
Scarichi Idrici Rumore Rifiuti
Vedi fase 1 Vedi fase 1Vedi fase
1
F801-2
EFU2, Estrazione di aromatici con solvente e
desolforazione
i f
SO2/h 29,29
920mg/m3
Nkg/h 12,08 12,
mg/m3 380 380
Polverikg/h 0,92
mg/m3 29
9,46t/h 169,46 Prod
Olio rEstr
t/h22 61,5%
ettrica KW

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 89
3.3.24. Lube2 - MEK, estrazione paraffine con chetoni
L’impianto estrae le paraffine dalle basi per Oli lubrificanti. La deparaffinazione ha lo scopo di abbassare la temperatura di scorrimento da valori superiori alla temperatura ambiente, a valori compresi tra –9 e –21°C, a seconda della base lubrificante desiderata. L’impianto consta di:
tre torri in cui il prodotto in ingresso viene diluito con una miscela di chetoni (Metiletilchetone MEK e Metilisobutilchetone MIBK) che viene pompato ad una pressione di circa 30 kg/cm2 dopo essere stato raffreddato in una batteria di scambiatori, raffreddati con sistema propano, fino a –34°C;
cinque filtri rotanti in cui viene separata la paraffina contenuta nel prodotto entrante nell’impianto;
due batterie di torri di distillazione, una intesa a separare il solvente dalla paraffina, l’altra a separare il solvente dall’Olio deparaffinato;
attrezzature ausiliarie per gestione del solvente, scambio termico, compressione, pompaggio.
Il prodotto finito dell’impianto è l’Olio deparaffinato (o base lubrificante), il sottoprodotto è la paraffina che viene inviata all’area FUELS o allo stoccaggio.
IN Carica impianto Portata Note Olio Raffinato 2500 t/giorno
OUT Prodotti Percentuale Destinazione Olio lubrificante finito 76,0 A stoccaggio Paraffina 24,0 A stoccaggio
FORNO Tipo di combustibile
Nessuno
ADDITIVI E/O CATALIZZATORI Cancerogenicità Frasi di rischio Simboli di pericolo
MEK- MIBK SOLVENTI -- -- -- NEUTRALIZZANTE -- -- -- ALLUMINA ATTIVATA (ESSICATORE) -- -- --

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 90
Figura 3-27 Schemi impianto MEK
START
OLIO DEAROMATIZZATO
DA IMPIANTO EFU-1/2
MISCELA DI
FILTRI
PARAFFINA AGLI ALL'AREA FUELSIMPIANTI FUELS
COLONNE DI DISTILLAZIONE E
STRIPPAGGIO
OLIO DEPARAFFINATO ALLO STOCCAGGIO O
COLONNE DI
SCAMBIATORI DI CALORE
RECUPERO MISCELA DI CHETONI
CHETONI
RAFFREDDAMENTO
Emissioni convogliate in a Emissioni fuggitivevedi fase 1
Flussi in ingresso Flussi in uscita
CaricaProdottiOlio Lubrificante 11 70,18%Paraffina 06 29,82%
E
Nessun FornoEnergia Prod. MW --
TOTALE 104,17 100%
Vapore t/hVedi fase 1
Scarichi Idrici Rumore Rifiuti
Vedi fase 1 Vedi fase 1Vedi fase
1
MEK, Estrazione paraffine con Chetoni
tmosfera
104,17Olio Raffinato t/h 104,17 t/h
73,31,
nergia Elettrica KWVedi fase 1
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 91
3.4. FASE 4 E 5 - AREA STOCCAGGIO PRODOTTI E SPEDIZIONE L’area OFFSITE è costituita da una parte di stoccaggio e movimentazione prodotti denominata OM&B (OIL MOVEMENT & BLENDING), dai pontili, dalle baie di carico per la spedizione via terra e dagli oleodotti esterni. L’area OFFSITE può essere descritta come segue, sulla base delle attrezzature presenti.
Stoccaggio idrocarburi liquidi a pressione atmosferica Stoccaggio G.P.L. Stoccaggio refrigerato (Propilene) Pensiline di carico/scarico Pontili Oleodotti un rete per la raccolta, trattamento e depurazione reflui
3.4.1. OM&B
L'OM&B è l’area di Raffineria che gestisce le attrezzature destinate allo: a) stoccaggio; b) movimentazione; c) miscelazione; d) spedizione e) additivazione, dei prodotti attinenti il processo di lavorazione della Raffineria. Complessivamente in Raffineria sono installati: • 273 serbatoi di diverso tipo • 26 sale pompe • 6 stazioni di contatori volumetrici per la misurazione dei prodotti in
ricezione ed in spedizione via tubo e via mare; Oltre a quanto sopra citato, nell'area gestita dall'OM&B si riscontrano le seguenti attrezzature: • Sala Controllo OM&B • Impianti di depurazione reflui (liquidi) di raffineria • Stazione di depressurizazione del metano ricevuto dalla rete Snam

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 92
a) STOCCAGGIO Lo stoccaggio avviene in serbatoi che si differenziano in funzione del prodotto
ggio di prodotti con tensione di vapore superiore a quella atmosferica.
critti i serbatoi di
ENTAZIONE
uata tramite moto ompe installate in aree dedicate denominate "SALE POMPE", per mezzo delle
possibile alimentare gli impianti, spedire prodotti ed effettuare enti fra serbatoi.
ne dei prodotti finiti avviene, utilizzando trasferimento contemporaneo dei prodotti
enti
o delle quali è possibile
L'additivazione avviene mediante l' utilizzo di particolari sostanze che miscelate con alcuni prodotti petroliferi consentono di migliorarne le caratteristiche. Nel seguito si riporta la lista degli additivi utilizzati nell’area OM&B.
contenuto in: • Serbatoi cilindrici verticali tetto fisso o galleggiante nei quali vengono
stoccati prodotti con tensione di vapore inferiore a quella atmosferica. • Serbatoi a pressione di tipo sferico o cilindrico orizzontale utilizzati per lo
stocca Nella tabella 3 riportata alla fine del paragrafo sono desstoccaggio. b) MOVIM La movimentazione dei prodotti viene normalmente effettpquali è trasferim c) MISCELAZIONE La miscelazione per la preparazioapposite linee e pompe per il semilavorati. Le quantità di prodotto trasferite vengono controllate da strumdi misura volumetrici.
d) SPEDIZIONE Anche la spedizione dei prodotti viene normalmente effettuata tramite pompe
stallate nelle rispettive "SALE POMPE", per mezzinalimentare le linee di spedizione verso il pontile e gli oleodotti esterni; la quasi totalità dei prodotti spediti è misurata da stazioni di contatori volumetrici. e) ADDITIVAZIONE

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 93
Additivi Cancerogenicità Frasi di rischio Simboli di pericolo
CHIMEC-4237 (ANTIOSSIDANTE) No 10-36-37-38-53-65--- Xi NALCO 5403 No 66-67-51-53-40--- Xn N INFINEUM R-655(ex paradyne-655) No ----- STADIS 450 No 11-20-22-34-- TOLUOLO No 11-20-38-48-65-67-- F Xn NALCO-EC2298A(ex k-23 E) No 10-67-41-51-53-66-- Xn N GLICER N 5% No ----- I A 99,ALKYL-NITRATO(cetane improver) No 20-21-44--- Xn NYMCO ECO No 65-52-53--- Xn GREEN N Kerofluid MIL AL 41 No 63----- Xn INFINEUM R- No 10-20-36-37-38-51 Xn N 223 HITEC 4313 (A ----- pton 1345) No DCI-6A No 10-20-21-30-38-11 Xn Xi INFINEUM R-226 No 40-66-67-51-53 Xn N NALCO EC 5407 No 40-43-51-65-66-67 Xn N
Nella pagina seguente è riportata la capacità di stoccaggio dei prodotti della
affineria divisi per categoria. R

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 94
3.4.2. TOCCAGGIO PRODOTTI
i rodotti 2.830.407 come di seguito riepilogat giornato a dicem
Capacità stoccaggio in pressione
S La capacità totale d stoccaggio p della Raffineria è di m3
o (ag bre 2008).
m3 21.625 Sigari prima batteria (*) m3 1.000 Altri Serbatoi orizzontali cilindrici m3 2.700 Serbatoi sferici LPG m3 15.325 Serbatoio di propilene m3 1.600 Serbatoio di isopentano m3 1.000 (*) fuori esercizio a t indeterminato
Capacità di stoccag serbatoi di cat. 5
empo
gio "A" m3 1.385.0 0 Grezzo 500 m3 577.Benzine - acque ragi etroli 0 e- p m3 503.10Slop leggeri m3 8.100 Gasoli m 160.800 3
Olio Combustibile (e Cat Feed) m3 34.500 Effluente di Raffineria m3 40.000 Acque m3 7.750 Acque sodiche m3 5.000 Slop da zavorra m3 48300 Capacità di stoccaggio serbatoi di cat. "B" m3 44.550 Petroli + Acquaragia m3 25.650 Gasoli m3 15.000 Olio Combustibile e bitume m3 3.900 Capacità di stoccaggio serbatoi di cat. "C" m3 1.380.182 Oli combustibili e asfalti m3 857.245 Oli Lubrificanti m3 282.166 Acque con solventi e lubes m3 5.971 Gasoli m3 204.800 Slop pesanti (ex zavorra navi) m3 30.000 Per quel che riguarda i criteri utilizzati dalla Raffineria per la ispezione dei serbatoi di stoccaggio di idrocarburi liquidi si faccia riferimento all’allegato D3.

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 95
EI SERBATOI
ELENCO E CARATTERISTICHE D
Sigla Attuale Capacità m3 Tipo
Acqua
1 TK 201 250 F 2 TK 202 1500 G totale acque alky 1750 Grezzo
3 0 G TK 203 10004 G TK 204 60000 5 TK 205 87000 G 6 TK 206 60000 G 7 TK 207 51500 G 8 TK 208 51500 G 9 TK 209 51500 G 10 G TK 210 51500 11 G TK 211 51500 12 TK 51500 G 212 13 TK213 51500 G
Totale greggi 577500
B ua Ragia +
enz.+Acq
Petroli 14 20000 G TK 301 15 15000 G TK 302 16 TK 303 25000 G 17 TK 304 35000 G 18 000 G TK 308 2019 TK 309 1600 G 20 G TK 310 1600 21 TK 315 5000 G 22 TK 317 25000 G 23 TK 323 5200 G 24 G TK 325 46700 25 20000 G TK 401 26 G TK 402 5000 27 TK G 403 5000 28 G TK 406 3000 29 TK G 407 20000 30 TK 408 5000 G 31 TK 409 5000 G 32 TK 410 5000 G 33 TK 411 5000 G 34 TK 412 10000 G 35 TK 413 500 G 36 TK 415 500 G 37 TK 416 5000 G 38 TK 417 5000 G 39 TK 420 5000 G
Sigla Attuale Capacità m3 Tipo
40 TK 421 3000 G 41 TK 428 10000 G 42 TK 431 5000 G 43 TK 432 3000 G 44 TK 433 5000 G 45 TK 435 15000 G 46 TK 436 15000 G 47 TK 437 15000 G 48 TK 438 15000 G 49 TK 501 5000 G 50 TK 502 5000 F 51 TK 505 10000 G 52 TK 506 10000 G 53 TK 10000 G 510 54 TK 3000 F 513 55 TK 15000 G 516 56 TK 25000 G 517 57 TK 25000 G 518 58 TK 500 G 521 59 TK 2000 G 672 60 TK 5000 G 767 61 TK 500 G 814 62 TK 316 2000 G
Totale benz + acqu
ragie+petroli e
503100
63 3000 F TK 425 64 3000 F TK 426
Totale Acque di lavaggio 6000
65 TK 515 5000 G T 5000 otale Acque Sodiche
66 TK 10000 G 424 67 TK 3000 F 306 68 TK 1100 F 701 69 TK 10000 G 702 70 TK 708 10000 F 71 TK 714 200 F 72 TK 716 200 F
Totale O.C. (e cat feed) 34500
73 TK 414 500 G 74 TK 707 10000 F 75 TK 711 5000 G 76 TK 720 5000 G

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 96
Sigla Attuale Capacità m3 Tipo
77 TK 743 G 46700 78 TK 744 46700 G 79 TK 46700 745 G 80 TK 503 200 F
Tot io 1 ale Gasol 60800
81 TK 4 4000 72 G 82 1600 TK 907 G 83 TK 908 500 G 84 TK 909 1000 G 85 TK 910 1000 G
Totale ggeri Slop Le 8100
86 TK 742 46700 G 87 TK 906 1600 G
Totale S avorra lop da z 48300
88 TK 928 20000 G 89 TK 929 20000 G
Totale ineria Effluenti di Raff 40000 1385050 Totale Categ. "A"
90 TK 509 200 F 91 TK 512 3000 F 92 TK 514 2000 G 93 TK 713 10000 G 94 TK 741 10000 G 95 TK 756 200 F 96 TK 815 * 250 F
to li tale petro 25650
97 TK 307 3000 F 98 TK 739 12000 G
to li tale gaso 15000
99 TK 721 3500 F 100 TK 816 200 F 101 TK 817 200 F
Totale Bit io comb. ume + Ol 3900 Total e Categ. "B" 44550
102 TK 603 3220 G 103 TK 604 3339 G 104 TK 605 5088 G 105 TK 606 8268 F
Sigla Attuale Capacità m3 Tipo
106 TK 607 F 7345 107 TK 608 3458 F 108 TK 609 4245 F 109 TK 611 2356 F 110 TK 613 5080 F 111 TK 615 4372 F 112 TK 616 2550 F 113 TK 617 2464 F 114 TK 619 6837 F 115 TK 620 1624 F 116 TK 621 1383 F 117 TK 624 837 F 118 TK 625 1310 F 119 TK 626 1310 F 120 TK 627 771 F 121 TK 628 771 F 122 TK 629 216 F 123 TK 630 216 F 124 TK 631 500 F 125 TK 632 500 F 126 TK 633 424 F 127 TK 634 424 F 128 TK 635 1796 F 129 TK 636 1796 F 130 TK 637 1163 F 131 TK F 638 1163 132 TK F 639 628 133 TK 640 628 F 134 TK 641 1900 F 135 TK 642 1900 F 136 TK F 643 672 137 TK 644 672 F 138 TK 645 4102 F 139 TK F 646 4102 140 TK 647 1626 F 141 TK 648 1626 F 142 TK 649 3346 F 143 TK 650 3346 F 144 TK 651 818 F 145 TK 652 818 F 146 TK 653 424 F 147 TK 654 424 F 148 TK F 655 294 149 TK 656 294 F 150 TK 657 4500 F 151 TK 658 4500 F 152 TK 659 4500 F

Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 97
Sigla Attuale Capacità m3 Tipo
153 TK 660 4100 F 154 TK 661 * 1500 F 155 TK 663 6800 F 156 TK 664 6800 F 157 TK F 665 6800 158 TK 6 6800 F 66159 TK 667 5200 F 160 TK 668 6800 F 161 TK 669 7300 F 162 TK 670 7300 F 163 TK 671 11960 F 164 TK 674 11960 F 165 TK 5 9200 67 F 166 TK 676 9200 F 167 TK 677 9500 F 168 TK 678 12000 F 169 TK 0 9500 68 F 170 TK 681 12000 F 171 TK 682 9500 F 172 F TK 683 12000
Total ube 282166 e L
173 TK 2 1886 00 F 174 TK 003 1706 F 175 TK 004 1542 F 176 TK 010 837 F
acq nti ue solve 5971
177 TK 504 200 F 178 TK 507 200 F 179 TK F 602 12000 180 TK 610 6495 F 181 TK 662 1500 F 182 TK 705 42000 F 183 F TK 709 * 2200 184 TK 0 7250 F 71185 TK 712 200 F 186 TK 715 200 F 187 TK 717 200 F 188 F TK 726 30900
189 TK F 727 27000 190 TK 728 30900 F 191 TK 729 10700 F 192 TK 730 27000 F 193 TK 731 27000 F 194 TK 732 27000 F
Sigla Attuale Capacità m3 Tipo
195 TK 735 15000 F 196 TK 736 27000 F 197 TK 737 15000 F 198 TK 738 27000 F 199 TK 751 90000 F 200 TK 752 90000 F 201 TK 753 90000 F 202 TK 754 90000 F 203 TK 755 90000 F 204 TK 802 10700 F 205 TK 804 20000 F 206 TK 805 2 0000 F 207 TK 806 1500 F 208 TK 807 1500 F 209 TK 808 1500 F 210 TK 809 1500 F 211 TK 810 1500 F 212 TK 811 3200 F 213 TK 812 3200 F 214 TK 813 3200 F 215 TK 818 250 F 216 TK 819 250 F 217 TK 820 250 F 218 TK 821 250 F 219 TK 822 250 F 220 TK 823 250 F 221 TK 824 250 F 222 TK 825 250 F 223 TK 826 500 F
Totale Oli Comb.(e cat feed) +
Asfalti 857245
224 TK 427 1 0000 F 225 TK 703 46700 F 226 TK 704 46700 F 227 TK 706 42000 F 228 TK 718 200 F 229 TK 719 200 F 230 TK 722 4500 F 231 TK 723 4500 F
232 TK 733 1 5000 F 233 TK 734 1 5000 F 234 TK 757 1 0000 F 235 TK 758 1 F 0000
To li tale Gaso 204800
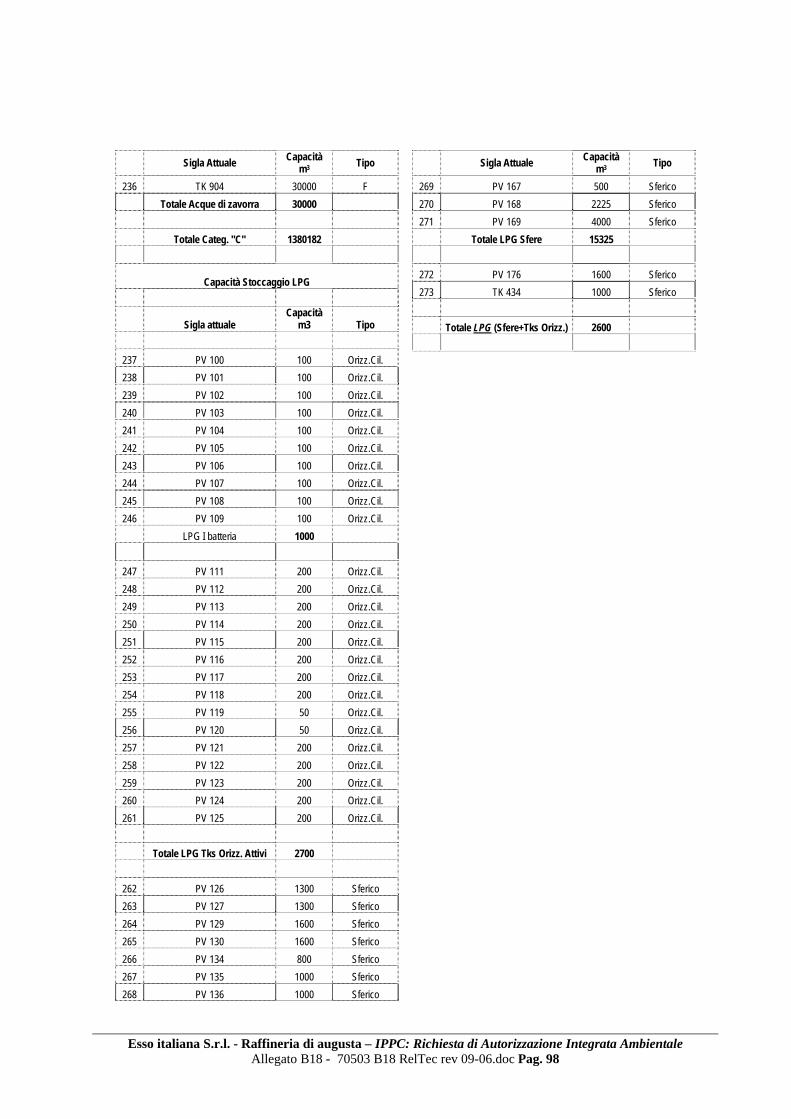
Esso italiana S.r.l. - Raffineria di augusta – IPPC: Richiesta di Autorizzazione Integrata Ambientale Allegato B18 - 70503 B18 RelTec rev 09-06.doc Pag. 98
Sigla Attuale Capacità m3 Tipo
236 TK 904 30000 F Totale vorra Acque di za 30000 Total 1380182 e Categ. "C"
tà Stoccaggio Capaci LPG
Si e C
T gla attualapacità
m3 ipo
237 PV 100 100 Orizz.Cil. 238 PV 101 100 Orizz.Cil. 239 PV 102 100 Orizz.Cil. 240 PV 103 100 Orizz.Cil. 241 PV 104 100 Orizz.Cil. 242 PV 105 100 Orizz.Cil. 243 PV 106 100 Orizz.Cil. 244 PV 107 100 Orizz.Cil. 245 PV 108 100 Orizz.Cil. 246 PV 109 100 Orizz.Cil.
LPG I batteria 1000
247 PV 111 200 Orizz.Cil. 248 PV 112 200 Orizz.Cil. 249 PV 113 200 Orizz.Cil. 250 PV 114 200 Orizz.Cil. 251 PV Oriz Cil. 115 200 z.252 PV 6 200 Oriz Cil. 11 z.253 PV 117 200 Orizz.Cil. 254 PV 118 200 Orizz.Cil. 255 PV 119 50 Orizz.Cil. 256 PV 120 50 Orizz.Cil. 257 PV 121 200 Orizz.Cil. 258 PV 122 200 Orizz.Cil. 259 PV 123 200 Orizz.Cil. 260 PV 124 200 Orizz.Cil. 261 PV 125 200 Orizz.Cil.
Totale LP izz. Attivi G Tks Or 2700
262 PV 26 1300 Sferico 1263 PV 127 1300 Sf o eric264 PV 129 1600 Sf o eric265 PV 130 1600 Sf o eric266 PV 134 800 Sf o eric267 PV 135 1000 Sf o eric268 PV 136 1000 Sf o eric
Sigla Attuale Capacità m3 Tipo
269 PV 167 500 Sf o eric270 PV 168 2225 Sf o eric271 PV 169 4000 Sf o eric
Total fere e LPG S 15325
272 PV 176 1600 Sf o eric273 TK 434 1000 Sf o eric
Totale LPG (Sfere+Tks Orizz.) 2600

ESSO ITALIANA S.r.l. - RAFFINERIA DI AUGUSTA – IPPC: Richiesta di Autorizzazione Integrata Ambientale 70503 B18 RelTec rev 09-06.doc Pag. 99
3.4.3. Pontili
so gusta ispone due pon r ricevere e spedire via mare i prodotti. Il Pontile 1 ha 3 "posti di ormeggio" di tipo "affiancato" denominati "posti n° 6 – n° 7 – n° 8"; il Pontile 2 ha 4 "posti di ormeggio" di tipo "affiancato" denominati "posti n° 9 – n° 10 – n° 11- n° 12". Per le operazioni di carico/scarico, si ut zano i c tti “bracc caricubic piazz rme ispong no d 29 bra uddivisi:- 3 bracci al posto n° 6 e n° 5 bracci in ciascuno d i posti di
eggio n° 7 e n° 8; - tile 2, 4 br i in o dei quattro posti d’ormeggio. Per l imentazione dei prodotti tutti i bracci di carico sono collegati con i serbatoi a terra mediante 16 oleodotti al pontile-1, 15 oleodotti al pontile-2 e 2 oleodotti sottomarini di cui uno da 14” al Pontile 1 per la discarica della zavo uno da 38” al Pontile 2 per la discarica del grezzo. Inoltre, in aggiunta a esti oleodotti per la movimentazione dei prodotti, in ciascun pontile sono installate 3 tubazioni per l’acqua igienico sanitaria, acqua antincendio e aria strumentazione. Di seguito sono elencate le tubazioni secondo il loro “numero di identificazione”, “dia tro n e” e “prodotto movimentato”.
La Raffineria Es di Au d di tili pe
iliz osidde i di o” ati nelle
cci così sole di o
ggio. In totale i due pontili d o i
Pontile 1, n° eormPon acc ciascun
a mov
rra ed qu
me ominal

ESSO ITALIANA S.r.l. - RAFFINERIA DI AUGUSTA – IPPC: Richiesta di Autorizzazione Integrata Ambientale 70503 B18 RelTec rev 09-06.doc Pag. 100
“OLEODOTTI” PONTILI
PONTILE-1 OTTO N° DIAMETRO NOMINALE OLEOD PRODOTTO (in Pollici) 1 8 COMPONENTI BENZINA 2 8 BENZINA AD ALTO CONTENUTO DI AROMATICI 3 14 GASOLIO 4 12 ALKYLATO 5 8 KEROSENE 6 16 OLIO COMBUSTIBILE BUNKER 7 8 BITUME 9 6 SLOP (non utilizzata)
10 GASOLIO BUNKER 6 11 3 GPL (PROPILENE) 12 2 GPL Equilibrio 13 1½ ACQUA IGIENICO SANITARIA
14(*) 16 ZAVORRA 15 10 ACQUA PER RETE ANTINCENDIO 16 6 GPL (BUTILENE) 18 18 FUEL OIL 19 12 VIRGIN NAFTA 20 8 BITUME 21 12 BENZINA ECOLOGICA 22 2 ARIA PER STRUMENTAZIONE (*) Tubazione “sottomarina”
PONTILE-2
OLEODOTTO N° DIAMETRO NOMINALE (in Pollici) PRODOTTO
24 18 CAT FEED / RES. ATM. 25 24 O.C./RES.ATM./CAT FEED 26 16 O.C. / RES. ATM. / CAT FEED 27 14 BENZINA ECOLOGICA 28 10 GASOLIO 29 8 PARAFFINA 30 8 BENZINA ECOLOGICA 32 18 ZAVORRA 33 3 ARIA PER STRUMENTAZIONE 34 6 F.A.M.E. 35 10 ACQUA PER RETE ANTINCENDIO 36 8 OLIO LUBRIFICANTE 37 8 OLIO LUBRIFICANTE 38 8 OLIO LUBRIFICANTE 39 10 GASOLIO 40 20 GASOLIO 41 12 BENZINA ECOLOGICA 42 1½ ACQUA IGIENICO SANITARIA
43 (*) 38 GREZZO (*) Tubazione “sottomarina”

ESSO ITALIANA S.r.l. - RAFFINERIA DI AUGUSTA – IPPC: Richiesta di Autorizzazione Integrata Ambientale 70503 B18 RelTec rev 09-06.doc Pag. 101
Sistemi antinquinamento
In corrispon guantiere per la el prodotto. Per evitare spandimenti a mare, derivanti da potenziali
prodotti carico/scarico, gono posizionate a rno alla navle “panne galleg ti”. In ag ineria è dotata delle toelencate attrezzat antinquinamImbarcazione in se io "a chiamRullo con 300 m cir di “panne” ll’ex posto 7/8 del pontile 1; Imbarcazione (CYCL ET), in serv ella ditta appaltatrice
a mecc ione degli idrocarburi are eventualmente inq
500 Kg circa di d rdente, disi onibili nel agazzino di Raffineria;
e cati nel agazzino di Raffineria.
Dispos di sicurezza in cas i emergenz
denza dei bracci di carico sono posti sul pontile raccolta dperdite e/o fuoriuscite di durante le operazioni diven tto e, in corrispondenza dei bracci di carico, del gian giunta, la Raffsot u re ento: • rviz ata" di ditta appaltatrice; • ca ubicato ne• ON izio "a chiamata" d
equipaggiata con un sistem anico per la separazdall’acqua m uinata;
• 4 ispe nquinante Ecoperl sempre dispm
• n° 20 fusti da 200 litri di Chim c Hoes 1708 (disperdente), dislom
itivi o d a
S.D. “Em ” è possibile comandare la chiusura autom ca delle valvole di intercettazione su tutti i bracci di carico e sulle lin dei pontili per la fermata delle
i d i. Il sistema è attiva e pulsanti o appos di comando ubicati in tutte le piazzuole di
eggio, fuori dall’area di emergenza ed in sal o ita l’entità di un dita a ma to ermina il sezionam dei pontili dalle linee
In caso di emergenza, tramite l’E. ergency Shut-Down Systemati
ee alla radiceoperazionposti entr
i carico/scarico prodott bile mediantiti quadri
orm a itiv controllo. Tale disposlim ’eventuale per re, poiché il suo interven
di carica della Raffineria. det ento

ESSO ITALIANA S.r.l. - RAFFINERIA DI AUGUSTA – IPPC: Richiesta di Autorizzazione Integrata Ambientale 70503 B18 RelTec rev 09-06.doc Pag. 102
3.4.4. Area spedizione con autobotti
e
• •
Le corsie per pensilina sono:
Corsie
L'area di spedizione via terra è costituita essenzialmente da quattro distintpensiline (due di GPL, Bitume, altri) dedicate al caricamento delle autobotti coni seguenti prodotti: • GPL ( autotrazione / riscaldamento ) • Bitume qualità 50/70, 70/100, 180/200 • Turbo Fuel-1/A (kero) e JP8 (per uso militare) • Gasolio agricolo/motopesca • Gasolio bunker
Gasolio combustibile Olio Combustibile denso e fluido
Pensiline GPL (1) 2 GPL (2) 1 Bitumi 3 Altro 4
Tale impianto si basa su un parco serbatoi di bitume (11 Tk's di cui 10 da circ250 m3 cad. ed 1 da circa 500 m3), un parco serbatoi di prodotti "bianchi" (13Tk's), ivi inclusi quelli degli oli combustibili e n.2 sfere di GPL che non fannoparte dell'impianto stesso, ma lo alimentano. Tali serbatoi sono riportatinell'elenco generale. I camion con eventuale rimorchio o gli autoarticolati sono instradati medianteopportune procedure alle pensilina dedicata e vengono caricati delle sostanzeprescelte mediante prelievo attraverso pompe dagli opportuni serbatoi e q
a
uindi fatti uscire per destinazioni finali. Le pensiline sono dotate ciascuna di più corsie capaci di ospitare in alternativa o un camion o un camion con rimorchio o un autoarticolato. Tutte le pensiline sono dotate di bilico automatico in corsia che consentono le pesate di tara e di lordo senza dovere spostare l'automezzo ed il controllo continuo del peso durante la caricamento. La supervisione delle operazioni avviene in baia da parte di operatori esterni, ed in sala controllo dove vengono riportati i parametri operativi correnti e dalla quale vengono inviate alle baie i comandi d'avviamento ed arresto del caricamento per mezzo di terminali di corsia, dotati di apposito software che gestisce le operazioni. Quando il peso lordo dell'automezzo raggiunge il valore prefissato in sala controllo, vengono automaticamente staccate le pompe di trasferimento del prodotto e chiuse le valvole a monte dei bracci di carico.

ESSO ITALIANA S.r.l. - RAFFINERIA DI AUGUSTA – IPPC: Richiesta di Autorizzazione Integrata Ambientale 70503 B18 RelTec rev 09-06.doc Pag. 103
3.4.5. Oleodotti di interscambio tra Raffineria ed industrie dell’Area
ilavorati (offgas, propilene, idrogeno, Virgin Nafta) con stabilimento Polimeri Europa/Alip di Priolo, ricevere azoto da Air-Liquide,
imento Sasol che lo restituisce alla pedire olio combustibile all'Enel.
recinzione nei punti sotto
interconnessione con gli stabilimenti Polimeri Air Liquide che lasciano la Raffineria
dirigono in direzione di Priolo. zina e oleodotto di gasolio al limitrofo deposito
Fascio c) Linea di spedizione di zolfo verso la Società Econova. Fascio d) Linee di cherosene verso e dalla Sasol e lin
SasoFascio e) Line combustibile ad Enel
F Lunghezza (km)
Gli oleodotti di interscambio servono principalmente per spedire gasolio autotrazione e benzina autotrazione al contiguo deposito Esso, per scambiare alcuni prodotti e semloper cedere cherosene al contiguo stabilEsso dopo avergli estratto le paraffine, per sSi individuano 5 fasci tubieri che attraversano la indicati: Fascio a) Linee di
Europa/Alip di Priolo ein prossimità della candela e si
Fascio b) Oleodotti di benEsso.
ea i idrogeno dalla dl. a di olio
ascio Denominazione oleodotto Prodotto approssimativa
a
100 Propilene circa 2,8 101 OffGas da FCCU circa 2,8 103 LVN circa 2,8 104 JP-5 circa 2(*) 105 Idrogeno circa 3,7 106 Azoto circa 4,3(*)
b 107 Benzina circa 2,4(**)
108 Benzina circa 2,4(**) 109 Gasolio circa 2,4(**)
c o Zolfo Zolfo circa 1,8 Oleodott
d Oleodotto da SASOL Cherosene deparaffinato circa 0,5 Oleodotto a SASOL Cherosene circa 0,5 Oleodotto H2 da SASOL Idrogeno circa 0,5
e Oleodotto ad Enel Olio Combustibile Circa 0,1 (*) tratto di proprietà ESSO (**) lunghezza comprensiva del tratto interno alla Raffineria

ESSO ITALIANA S.r.l. - RAFFINERIA DI AUGUSTA – IPPC: Richiesta di Autorizzazione Integrata Ambientale 70503 B18 RelTec rev 09-06.doc Pag. 104
Ispezioni e Manutenzioni
i
i
otti a percorso aereo sono periodicamente soggetti a controlli visivi e
Gli oleodotti interrati sono regolarmente sottoposti ad un piano di controllomediante ispezione con Pig intelligente su base quadri/quinquennale. Oltre a tali controlli effettuati dei test di pressione di validazione. A valle dei controlli svolti ed in varie fasi sono state eseguite delle attività dmanutenzione programmate che, sulla base dei risultati delle ispezione hannoavuto come obiettivo la rimozione di tutti quei tratti che presentavano corrosionesterne.
li oleodGspessimetrici allo scopo di accertare eventuali anomalie.

ESSO ITALIANA S.r.l. - RAFFINERIA DI AUGUSTA – IPPC: Richiesta di Autorizzazione Integrata Ambientale 70503 B18 RelTec rev 09-06.doc Pag. 105
3.5. FASE 6 – TRATTAMENTO REFLUI
ollegato Deposito Esso.
rica, la quale viene recuperata nei serbatoi di slop per poi essere
K 929 (20.000 m di capacità), che riceve anche le acque trattate provenienti dall’impianto Sour
ater Stripper.
caso di abbondanti precipitazioni le acque in arrivo agli A.P.I. tracimano nel TK 927, adiacente alla canaletta di ingresso, e da questo vengono rilanciate verso il TK 928, avente capacità pari a 20.000 m3. Ciò consente di gestire eventuali elevate quantità di acque meteoriche, che vengono trattati in un secondo momento nelle celle API, se necessario. Sia dal TK 928 che dal TK 929 l’eventuale fase idrocarburica separatasi per decantazione dall’acqua viene recuperata come slop.
Figura 3-28 Schema di flusso del sistema di raccolta e di trattamento
All’interno della Raffineria si possono distinguere tre collettori fognari principali di acque reflue. La rete fognaria raccoglie sia le acque di processo sia le acque meteoriche provenienti dalla Raffineria e dal c Attraverso la rete fognaria le acque reflue vengono convogliate alle vasche di decantazione (A.P.I.), nelle quali avviene una separazione tra fase superficiale idrocarburilavorata, e fase acquosa, che viene inviata all’impianto di depurazione consortile (IAS) dopo essere stata equalizzata nel T 3
W In

ESSO ITALIANA S.r.l. - RAFFINERIA DI AUGUSTA – IPPC: Richiesta di Autorizzazione Integrata Ambientale 70503 B18 RelTec rev 09-06.doc Pag. 106
3.6. ALTRE UTILITIES Oltre a quanto precedentemente descritto nel capitolo relativo alla Centrale termoelettrica, la Raffineria è dotata delle seguenti utilities:
Rete distribuzione combustibili per alimento forni e caldaie Sistema di produzione e distribuzione aria compressa
3.6.1.
ressione (3 barg)
prende serbatoio, riscaldatori con vapore, pompe, sistemi ia e dispone
ico per bassa ressione mandata.
GAS COMBUSTIBILE Sono presenti in Raffineria reti di gas combustibile a 2 livelli di pressione: • 3 barg per l’alimentazione di forni e caldaie • 14 barg per alimentazione delle turbine a gas del compressore del Lube 1 e
degli alternatori elettrici di CTE (incluso linea diretta da FCCU) Le fonti di alimentazione di tale rete sono gli impianti di processo ed in particolare l’impianto FCCU/ALKY. Il gas a bassa pressione prodotto dalla Raffineria viene integrato e miscelato con gas metano acquistato. NAFTA Si rammenta, come detto al paragrafo precedente, che oltre alle tipologie sopra citate in Raffineria si brucia anche nafta per le turbine della Centrale.
Distribuzione Azoto ed Idrogeno rete di blow-down / torcia
Distribuzione combustibile (per forni di processo e caldaie) I forni e le caldaie dello stabilimento sono alimentati da 2 tipi di combustibile: Gas a bassa p•
• Olio combustibile Alcuni forni hanno la possibilità di effettuare “brucio misto” cioè sono contemporaneamente alimentati da 2 combustibili; tutte le caldaie operano in tale condizione di brucio misto. OLIO COMBUSTIBILE L’olio combustibile che alimenta i forni e le caldaie é fornito da una stazione centralizzata” che com“
di controllo; la pompa elettrica é mantenuta continuamente in marci pompa di riserva a vapore con dispositivo di avviamento automatd
p

ESSO ITALIANA S.r.l. - RAFFINERIA DI AUGUSTA – IPPC: Richiesta di Autorizzazione Integrata Ambientale 70503 B18 RelTec rev 09-06.doc Pag. 107
3.6.2. Produzione e distribuzione di aria compressa
gassificazione
ffiatura apparecchiature, tubazioni, ecc.)
Aria strumenti con un consumo di circa 10.000 Nm /h alla pressione di 6
trumenti che é considerata prioritaria
installati 4 essiccatori d’aria che garantiscono la i eliminando umidità, polvere e trascinamenti di olio.
3.6.3.
agli impianti di Reforming, integrato tramite pprovvigionamento di idrogeno da terzi, ed inviato agli impianti di
l paragrafo 1.2.1.
tilizzi vari viene alimentata con
Lo stabilimento utilizza aria compressa per vari usi: • Alimentazione della strumentazione pneumatica (valvole regolatrici,
trasduttori, valvole di azionamento a distanza) ni, de• Usi di processo (ai pontili per spiazzamento tubazio
Zolfo liquido ecc.) • Manutenzione attrezzature (so L’aria é distribuita tramite due reti denominate:
3•bar,
ne é variabile (circa 2-4 barg); essa riceve il • Aria industriale la cui pressiolla rete aria ssurplus di sfioro da
Il consumo medio di aria é di circa 11.500 Nm3/h; per la produzione sono installati 6 compressori (4 alternativi e 2 centrifughi) di cui programmaticamente solo 3 sono mantenuti in marcia.
ulla rete di aria strumenti sonoSpurezza dell’aria strument Distribuzione di Azoto e Idrogeno La Raffineria dispone di una rete di distribuzione di gas ricco di idrogeno (treat-gas), prodotto dadesolforazione descritti a Una linea di distribuzione di Azoto a 6 barg per uazoto acquisito da terzi.

ESSO ITALIANA S.r.l. - RAFFINERIA DI AUGUSTA – IPPC: Richiesta di Autorizzazione Integrata Ambientale 70503 B18 RelTec rev 09-06.doc Pag. 108
3.6.4. Rete di blow-down / torcia La apparecchiature sono protette da sovrappressione mediante valvole di
re di
nenti H2S;
olta degli scarichi liquidi munito di pompe 01 A/B).
nuta da cavi.
a sviluppare fumi. a fase idrocarburica liquida viene recuperata tramite pompe per essere inviata l serbatoio di SLOP e alla successiva rilavorazione in impianto.
sicurezza i cui scarichi vengono convogliati ed inviati al sistema torcia. Il sistema è dotato dei seguenti collettori/sistemi singoli:
un collettore per il drenaggio dei liquidi raccolti dalle apparecchiatuRaffineria in sistema confinato (CLD = Closed Liquid Drain);
un collettore di raccolta degli scarichi conte un collettore di raccolta degli scarichi degli impianti Lube; un sistema con compressore (Flare Gas Compressor) idoneo a recuperare
gli sfiati dei gas inviati occasionalmente alle torce; questo consente alla Raffineria di operare stabilmente senza bruciare gas in torcia.
Quando la capacità dei compressori viene superata il gas in esubero viene bruciato nella torcia, che risulta costituita da due “linee di apparecchiature” gemelle ciascuna capace di coprire le esigenze di tutta la Raffineria (una in esercizio ed una in stand-by o manutenzione).
Ogni linea di apparecchiature comprende:
• Un polmone di separazione e raccdi recupero della fase liquida (D-1
• Un polmone di tenuta e sigillo per evitare l’ingresso di aria nel sistema (D-102 A/B).
• Una canna - torcia montata su unica struttura comune che sostiene due canne; la struttura suddetta è a tralicci ed è soste
Ciascuna torcia è equipaggiata con bruciatori in grado di bruciare gli idrocarburi e gli scarichi di H2S senzLa





























