Embed Size (px)
Citation preview
IM-2006-I-24
1
ENSILADORA MANUAL DE USO LIVIANO
Alberto Murcia Castelblanco
Asesor:
Jaime Loboguerrero Uzcategui
FACULTAD DE INGENIERIA
DEPARTAMENTO DE INGENIERIA MECANICA
IM-2006-I-24
2
TABLA DE CONTENIDO
1. Prefacio......................................................................................................................... 4 1.1 Objetivos del Proyecto de Grado............................................................................ 4 1.2 Motivación.............................................................................................................. 4 1.3 Acciones concretas para alcanzar los objetivos planteados.................................... 5
2. Introducción.................................................................................................................. 5 2.1 Resumen de trabajo previo en el tema.................................................................... 5 2.2 Ventajas del Ensilaje: ............................................................................................. 6 2.3 Elaboración y uso de ensilaje también tiene desventajas ....................................... 7 2.4 Ciertas normas para recordar al hacer el ensilaje: .................................................. 7
3. Investigación Preliminar............................................................................................... 8 3.1 Distintos Tipos de Ensiladoras en el Mercado ....................................................... 8
3.1.1 Ensiladora Grain/4........................................................................................... 8 3.1.2 Embutidora de Forrajes ................................................................................... 9
3.2 Tipos de Forrajes y Subproductos Ensilados en la Actualidad ........................... 10 3.3 Restricciones que debe tener la Ensiladora propuesta en este proyecto de grado.11
4. Ideación e Invención................................................................................................... 11 4.1 Opciones Preliminares.......................................................................................... 12 4.1.1 Tornillo Extrusor ............................................................................................... 12
4.1.2 Mecanismo Cinva Ram ................................................................................ 12 4.1.3 Mecanismo de Cuatro Barras ....................................................................... 13 4.1.4 Mecanismo de Rodillera............................................................................... 14
4.2 Comparación de las Opciones ............................................................................. 15 4.2.1 Selección del Mecanismo a Utilizar .............................................................. 15
4.3 Comparación del Mecanismo Seleccionado con las Ensiladoras Existentes en el Mercado ...................................................................................................................... 16 4.4 Especificaciones de Desempeño.......................................................................... 16
5. Estudio Previo de las Materias Primas ...................................................................... 17 5.1 Densidad δ ............................................................................................................ 17 5.2 Compresibilidad ................................................................................................... 17
5.2.1 Medición de la Compresibilidad de las Materias Primas .............................. 18 5.3 Tamaño de las Partículas ...................................................................................... 19 5.4 Angulo de Fricción Externa.................................................................................. 19 5.5 Angulo de Fricción Interna................................................................................... 19 5.6 Angulo de Reposo ................................................................................................ 19
5.6.1 Medición del Angulo de Reposo de los Materiales....................................... 20 5.6.1.1 MALALFALFA ......................................................................................... 21 5.6.1.2 KING GRASS ............................................................................................ 22 5.6.1.3 CONEJAZA ............................................................................................... 23
5.7 Fricción de la Materia Prima con el Acero.......................................................... 24 5.8 Función del flujo................................................................................................... 26 5.9 Flujos de Vaciado ................................................................................................. 26
5.9.1 Tipos de Flujo:............................................................................................... 26 5.9.1.1 Flujo de Embudo ........................................................................................ 26 5.9.1.2 Flujo Masico ............................................................................................... 27
5.10 Propiedades del Flujo ......................................................................................... 27 6. Diseño Detallado ........................................................................................................ 28
6.1 Bolsa Para Ensilaje ............................................................................................... 28

IM-2006-I-24
3
6.2 Diseño de la Tolva................................................................................................ 29 6.2.1 Diseño Detallado de la Tolva ........................................................................ 29 6.2.1.1 Material: ..................................................................................................... 29 6.2.1.2 Norma técnicas ........................................................................................... 29 6.2.1.3 Descripción y uso ....................................................................................... 29 6.2.1.4 Propiedades Mecánicas .............................................................................. 29 6.2.1.5 Dimensiones Principales de la Tolva ......................................................... 30 6.2.1.6 Volumen de la Tolva .................................................................................. 31
6.3 Diseño del Cuerpo de la Ensiladora, Pistón y Tapas............................................ 32 6.3.1.1 Material cuerpo de la ensiladora y pistón:.................................................. 32 6.3.1.2 Norma técnicas ........................................................................................... 32 6.3.1.3 Descripción y uso ....................................................................................... 32 6.3.1.4 Propiedades Mecánicas .............................................................................. 32 6.3.1.5 Dimensiones Principales del Cuerpo de la Ensiladora ............................... 33
6.4 Diseño del Mecanismo de Rodillera..................................................................... 33 6.4.1 Cinemática del mecanismo............................................................................ 33 6.4.2 Análisis de fuerza de la Manivela – Corredera.............................................. 36 6.4.3 Dimensiones Principales del Mecanismo...................................................... 38
6.5 Simulación del Mecanismo en Working Model 2D. ............................................ 41 6.6 Diseño de los eslabones........................................................................................ 47 6.7 Diagrama de la Ensiladora Completa ................................................................... 57
7. Costos de Fabricación................................................................................................. 58 CONCLUSIONES.......................................................................................................... 59 BIBLIOGRAFIA............................................................................................................ 60 ANEXOS........................................................................................................................ 61

IM-2006-I-24
4
1. Prefacio
1.1 Objetivos del Proyecto de Grado
• Realizar la investigación, el diseño y la fabricación de una máquina
destinada a mejorar el proceso de ensilado de forrajes y suplementos
alimenticios para el ganado de pequeños y medianos productores,
acelerando y optimizando la forma que actualmente se lleva a cabo
dicha actividad.
• Realizar esta máquina con unas dimensiones y peso que permita su
fácil traslado y manipulación y que la maneje un bajo numero de
operarios en el menor tiempo posible.
• Diseñar la ensiladora de tal forma que su fuente de energía sea
netamente humana ya que en el medio en que será utilizada es muy
probable que haya ausencia de otras formas de energía como la
eléctrica.
1.2 Motivación La motivación para realizar este proyecto de grado es darle una solución
económica y eficaz a los pequeños y medianos productores de las fincas
Colombianas que en la actualidad no tienen los recursos necesarios para
adquirir una ensiladora de las existentes actualmente en el mercado o su
capacidad de producción no amerita entrar en dicho gasto, y así perdiendo
subproductos de la finca que se podrían aprovechar obteniendo un beneficio
económico, y los pocos que actualmente realizan un proceso manual para
aprovechar dichos subproductos tienen el problema que un gran porcentaje de
la producción se pierde debido a errores en el proceso y la cantidad de mano
de obra necesaria.

IM-2006-I-24
5
1.3 Acciones concretas para alcanzar los objetivos planteados
• Recolectar el mayor número de datos de las necesidades y las
características que tiene que tener el ensilado consultando diferentes
personas que tengan que ver con esta actividad agrícola como a
veterinarios, zootecnistas y los mismos dueños de ganado que
practican esta técnica de conservación de forraje.
• Investigar que tipo de empaque es el utilizado, en que dimensiones se
consigue comercialmente.
• Realizar el diseño de la máquina para que cumpla con las
especificaciones para luego proceder a la fabricación de esta.
2. Introducción
2.1 Resumen de trabajo previo en el tema El objetivo es preservar recursos forrajeros para la estación seca (países
cálidos) o para el invierno (países templados) con el fin de asegurar la
alimentación regular continuada del ganado, bien sea para sostener el
crecimiento, el engorde o la producción de leche o para continuar la producción
en períodos difíciles cuando los precios del mercado son más altos.
La fabricación de ensilado es un proceso de fermentación enfocado a la
preservación del forraje en su condición húmeda, lejos del aire. Se busca
perder el mínimo de materia seca y del valor nutricional y evitar la creación de
productos tóxicos para el animal.

IM-2006-I-24
6
Para obtener un buen ensilado, es necesario:
• Usar silos herméticos (anaerobiosis total); se usan varios tipos de silos
alrededor del mundo: Silo de túnel, de trinchera, de corredor, de torre,
etc.
• Recolectar el forraje que no está sucio con tierra ni picado y luego
amontonarlo.
• Aplicar técnicas adicionales tales como el pre-henaje para producir
forraje con alto contenido de agua o usar preservativos (productos
azucarados, ácido fórmico, etc.) para mejorar la preservación.
Es esencial cosechar el forraje en la mejor época, desde el punto de vista de la
calidad nutricional, de la cantidad disponible y de las condiciones climáticas y
luego almacenarlo apropiadamente para reducir las pérdidas.
2.2 Ventajas del Ensilaje:
1. Menos preocupación acerca de condiciones de tiempo desfavorable.
2. Más nutrientes son cosechados y conservados al compararlo con el
heno.
3. Ensilados bien hechos, se pueden almacenar largo tiempo, sin pérdida
nutritiva.
4. Cosechar el forraje, almacenarlo y darlo de comer al ganado, es
fácilmente mecanizado.
IM-2006-I-24
7
2.3 Elaboración y uso de ensilaje también tiene desventajas
1. Ensilados son más difícil de vender al ser comparado con el heno.
Usualmente son usados en la finca en que son producidos. 2. Los costos para el equipo de cosecha, almacenamiento y manejo, son
relativamente altos al ser comparados con el valor del ensilaje.
3. Para prevenir descomposición, el ensilado debe ser consumido al poco
tiempo de ser sacado del almacén. 4. Pérdida por descomposición puede ser alta, si la cosecha no es
almacenada correctamente.
2.4 Ciertas normas para recordar al hacer el ensilaje:
1. El material para ser ensilado debe contener entre 60 y 70% de
humedad. Gramíneas y leguminosas se deben marchitar de 2 a 4 horas
después de cortar, para reducir la humedad. Material recién cortado
probablemente tendrá más de 70% de humedad y no ensilará bien hasta
que tenga el rango entre 60 y 70% de humedad.
2. El forraje debe ser picado en pedacitos pequeños: 1-3 cm. Para material
fresco y 0.6-1.5 cm. Para material marchitado.
3. El forraje debe ser introducido al silo rápidamente y compactado
frecuentemente para remover todo el aire (oxígeno) de la masa de
material en la medida que sea posible.

IM-2006-I-24
8
3. Investigación Preliminar
3.1 Distintos Tipos de Ensiladoras en el Mercado
3.1.1 Ensiladora Grain/4
Figura 3.1 Ensiladora Grain/4 (http://www.martinezystaneck.com.ar/Articulos/Silograin.htm)
1) Silo de 9 pies de diámetro.
2) Se descarga el cereal en el embudo.
3) Con los frenos regulamos el estiramiento de la bolsa que a medida que
se llena va haciendo avanzar lentamente el equipo.
4) El sin fin produce el llenado de la bolsa (no compacta como las
ensiladoras de grano húmedo).
5) Transmisión a toma de fuerza. (Tractor regulando a no más de 900 RPM)
IM-2006-I-24
9
Sistema de
embutido
flujo continuo
180/220 tn/hora
Potencia
requerida 25HP
Accionamiento T.Fza. 540 rpm
Régimen de
trabajo 200 rpm
Ancho de
transporte 2300 mm.
Ancho de trabajo 4020 mm.
Altura sin tolva 3100 mm.
Altura de trabajo 3710 mm.
Rodado 6.50 x 16
Bolsa 9 pies
Embutido Grano Seco todo
tipo
Tabla 3.1 especificaciones ensiladora Grain/4
(http://www.martinezystaneck.com.ar/Articulos/Silograin.htm)
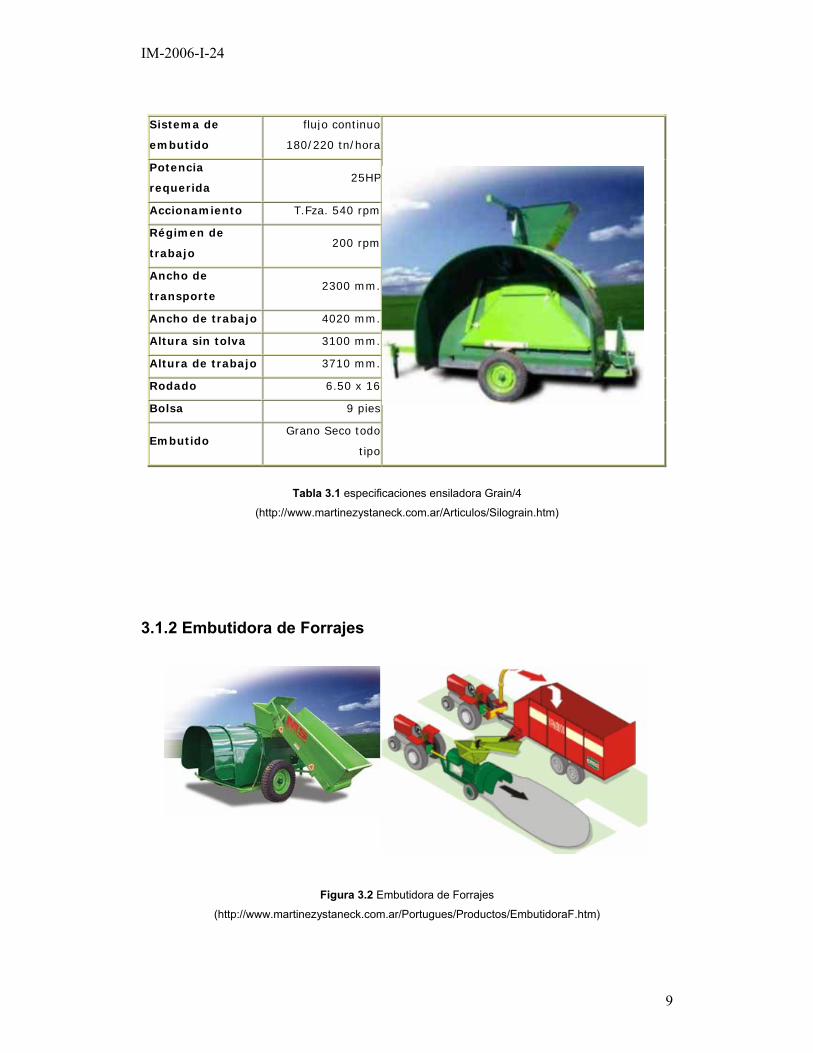
3.1.2 Embutidora de Forrajes
Figura 3.2 Embutidora de Forrajes
(http://www.martinezystaneck.com.ar/Portugues/Productos/EmbutidoraF.htm)

IM-2006-I-24
10
Capacidad de Trabajo 15 – 25 ton/hora
Potencia Requerida 50 – 60 HP
Diámetro de la Bolsa 1.5m
Largo de la Bolsa 60 m
Capacidad 40 – 60 ton
Largo Total 3800mm
Ancho 1900mm
Alto 1700mm Tabla 3.2 Características Embutidora de Forrajes
3.2 Tipos de Forrajes y Subproductos Ensilados en la Actualidad
Las materias primas que se utilizan actualmente para la elaboración de
ensilados son:
• Forrajes provenientes de pastos de corte como el King Grass,
Malalfalfa, y cultivos de la finca tales como maíz, caña de azúcar
entre otros.
• Granos provenientes de cultivos como maíz, soya etc.
• Tubérculos como papa, zanahoria etc.
• Abonos de origen animal como la conejaza.
• Ensilado de frutas para alimentación animal.

IM-2006-I-24
11
3.3 Restricciones que debe tener la Ensiladora propuesta en este proyecto de grado. Primero que todo para poder realizar un diseño tenemos que tener en cuenta
que restricciones estamos estableciendo que debe tener la ensiladora:
• Tener unas dimensiones que le permita su fácil trasporte por ejemplo
que quepa en el platón de una camioneta pick up.
• Que su peso sea lo suficientemente bajo para poder ser movilizada por
máximo 3 personas.
• El producto final no debe tener una dimensión mayor a la de un bulto
estándar de concentrado de animales de 40Kg.
• El producto final debe tener un peso menor a los 40 Kg. para poder ser
manipulado por un solo operario.
• La ensiladora debe ser resistente a la manipulación normal y a otros
agentes externos como la corrosión.
• Su mantenimiento debe ser sencillo y económico de realizar.
4. Ideación e Invención En esta parte del diseño vamos a estudiar el mayor número de posibles
soluciones para dar solución a los objetivos planteados. (Lluvia de ideas)
Como lo que estamos buscando es una maquina que sea capaz de
compactar y empacar en una bolsa de polipropileno el forraje que se va a
ensilar, se buscaron diferentes tipos de mecanismos que hagan alguna
parte de estos procesos y se encontraron las siguientes opciones:
• Tornillo Extrusor.
• Mecanismo Cinva Ram.
• Mecanismo de cuatro barras.
• Mecanismo de rodillera.

IM-2006-I-24
12
4.1 Opciones Preliminares
4.1.1 Tornillo Extrusor
Figura 4.1 Tornillo (http://ca.wikipedia.org/wiki/Caragol_(enginyeria))
La idea de un tornillo es basada en una máquina extrusora la cual recibe
la materia prima de una tolva y la trasporta y comprime a través de un tornillo
hasta llevarla a un punto de salida. Por ejemplo una maquina de extrusión de
plástico. (ver figura 4.2)
Figura 4.2 Extrusora para plástico (www.ability.ind.br/ equips2.asp)
4.1.2 Mecanismo Cinva Ram
Figura 4.3 Cinva Ram (http://www.wedoweelake.com/~aprotech/cinvarammachine.htm)

IM-2006-I-24
13
La Cinva Ram es una maquina diseñada para la compactación de diferentes
tipos de tierra para producir bloques que pueden reemplazar al cemento y los
ladrillos en la construcción de pisos y paredes, originada en Colombia en los
anos 50. Es una maquina portátil que no requiere de energía eléctrica y es
operada por una sola persona y a sido ampliamente difundida en el uso
domestico por su sencillez en la fabricación.
Figura 4.4 (http://1999.arqa.com/columnas/barro.htm)
4.1.3 Mecanismo de Cuatro Barras
Figura 4.5 Mecanismo de cuatro barras.
IM-2006-I-24
14
El mecanismo de cuatro barras de la figura es un sistema que permite el
movimiento deseado en el pistón con un movimiento de una barra la cual
multiplica la fuerza según sea el lago de la palanca.
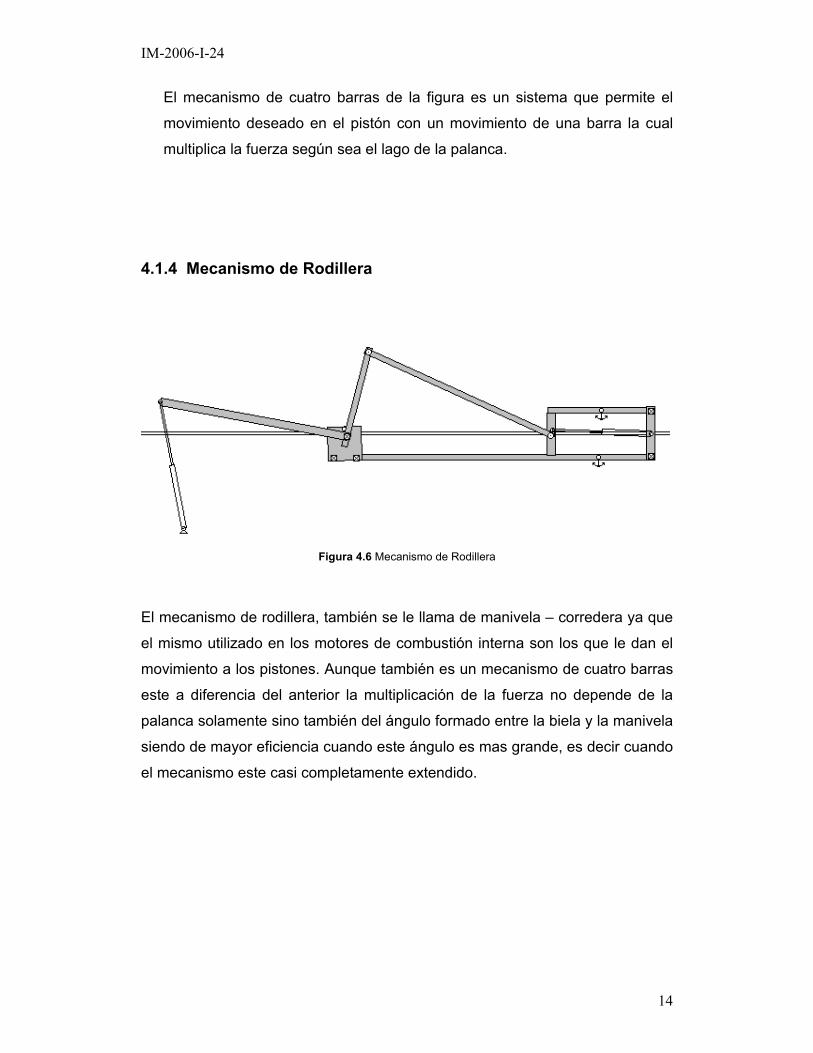
4.1.4 Mecanismo de Rodillera
Figura 4.6 Mecanismo de Rodillera
El mecanismo de rodillera, también se le llama de manivela – corredera ya que
el mismo utilizado en los motores de combustión interna son los que le dan el
movimiento a los pistones. Aunque también es un mecanismo de cuatro barras
este a diferencia del anterior la multiplicación de la fuerza no depende de la
palanca solamente sino también del ángulo formado entre la biela y la manivela
siendo de mayor eficiencia cuando este ángulo es mas grande, es decir cuando
el mecanismo este casi completamente extendido.

IM-2006-I-24
15
4.2 Comparación de las Opciones Para poder tomar una decisión acertada acerca de que opción es la más
conveniente para que cumpla eficazmente con los objetivos planteados es
necesario comparar sus principales características:
Tornillo Extrusor
Cinva Ram Mecanismo de 4 barras
Mecanismo de
Rodillera
Tamaño Adecuado Aceptable Aceptable Adecuado
Peso Aceptable Adecuado Adecuado Adecuado
Costos de Fabricación
Alto Medio Medio Medio
Características del producto
Adecuado Adecuado Adecuado Adecuado
Costo de Mantenimiento
Alto Bajo Bajo Bajo
Tabla 4.1 Comparación de las opciones.
4.2.1 Selección del Mecanismo a Utilizar El mecanismo que se selecciono para desarrollar el diseño y la fabricación
de la ensiladora es el Mecanismo de Rodillera ya que es el que mejor
cumple con las características buscadas para su uso en una explotación de
tamaño pequeño, debido a que los procesos necesarios para fabricarlo no
son tan costosos harán de esta una maquina asequible a los pequeños
productores y llamativa no solo por su satisfactorio funcionamiento,
resistencia, sino también por su bajo costo y tiempo de mantenimiento.

IM-2006-I-24
16
4.3 Comparación del Mecanismo Seleccionado con las Ensiladoras Existentes en el Mercado
Ensiladora Grain/4
Embutidora de Forrajes
Mecanismo de Rodillera
Tamaño 4.02 X 3.71 m 3.8 X 1.9 m 1 X 1 m
Peso Alto Alto Bajo
Costo Alto Alto Bajo
Fuente de Energía
Tractor Tractor Humana
Peso del Producto
>40 Ton. >40 Ton. < 40 Kg.
Costo Mantenimiento
Alto Alto Bajo
Tabla 4.2 Comparación del mecanismo vs. Ensiladoras del mercado.
4.4 Especificaciones de Desempeño
Las características más relevantes de la ensiladora con mecanismo de
rodillera son:
1. Su tamaño y peso hacen que sea fácilmente trasportable en una
finca con los recursos básicos de esta tal como una pick up.
2. Sus dimensiones hacen que esta ensiladora pueda ser manipulada
por pocos operarios.
3. La fuente de energía es netamente humana y su capacidad de
trabajo depende exclusivamente de esta.
4. Los productos finales cumplen con las características para que sean
manipulados por un solo operario.

IM-2006-I-24
17
5. Estudio Previo de las Materias Primas
5.1 Densidad δ La densidad es el peso del material por unidad de volumen. La densidad suelta
se determina al tomar una muestra del material sin compactar. Mientras que la
densidad compacta es una muestra de material compactada por vibración o por
presión.
La densidad de trabajo va a estar dada por: ( )
ap
apw ∂+
∂
∂−∂=∂
2
Donde compactasuelta
p
a
=∂=∂
La densidad suelta es la que se utiliza para calcular la capacidad de un silo, y
la densidad de trabajo se usa para determinar la tasa de llenado o vaciado del
material.
5.2 Compresibilidad La compresibilidad es la medida del cambio del volumen del material causado
por un cambio en el sistema de fuerzas actuando en el. El coeficiente de
compresibilidad se define como p
a
p
ap
∂∂
−=∂
∂−∂1
Este coeficiente da una indicación de la capacidad de un material granular para
fluir.
IM-2006-I-24
18
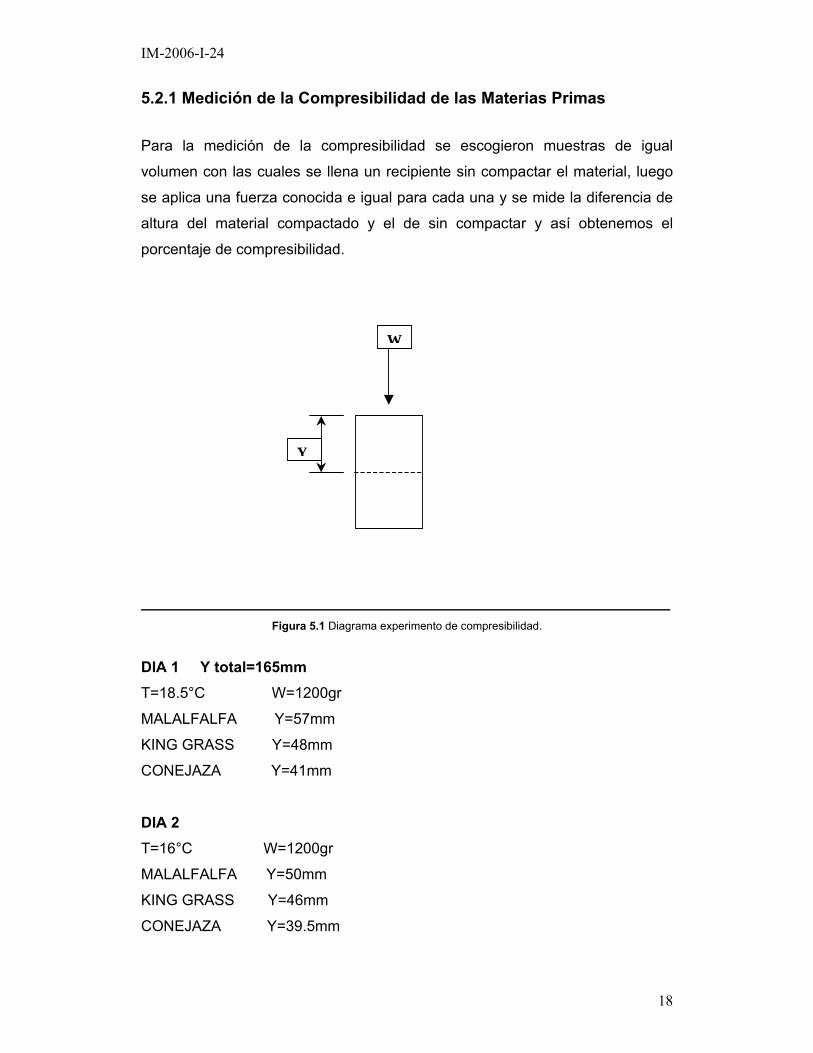
5.2.1 Medición de la Compresibilidad de las Materias Primas Para la medición de la compresibilidad se escogieron muestras de igual
volumen con las cuales se llena un recipiente sin compactar el material, luego
se aplica una fuerza conocida e igual para cada una y se mide la diferencia de
altura del material compactado y el de sin compactar y así obtenemos el
porcentaje de compresibilidad.
Figura 5.1 Diagrama experimento de compresibilidad.
DIA 1 Y total=165mm T=18.5°C W=1200gr
MALALFALFA Y=57mm
KING GRASS Y=48mm
CONEJAZA Y=41mm
DIA 2 T=16°C W=1200gr
MALALFALFA Y=50mm
KING GRASS Y=46mm
CONEJAZA Y=39.5mm
Y
W

IM-2006-I-24
19
Con estos datos podemos obtener los porcentajes de compresibilidad para
cada una de las materias primas:
YM=32.4% YK=28.5% YC=24.4%
5.3 Tamaño de las Partículas El tamaño de las partículas se puede dividir en dos categorías, aquellas que
pasan por un tamiz #200 (0,074mm) se define como la fracción fina de un
material, y las partículas que quedan retenidas en el tais se denomina fracción
gruesa. Los materiales gruesos no son cohesivos, mientras que los finos
tienden a serlo.
5.4 Angulo de Fricción Externa Las presiones dentro de un silo dependen del coeficiente de fricción µ entre el
material y las paredes del silo. Este coeficiente esta dado por θµ tg= donde
θ es el ángulo de fricción externa.
5.5 Angulo de Fricción Interna Los materiales granulares no tienen gran resistencia al corte pero estos la
adquieren cuando se consolidan estando confinados, esta resistencia que se
define como θptgq = donde p es la presión y θ es el ángulo de fricción interna.
5.6 Angulo de Reposo Este ángulo lo podemos obtener cuando dejamos caer un material libremente
sobre una superficie horizontal desde una baja altura para que se minimice el
IM-2006-I-24
20
impacto de caída, las partículas ruedan formando una pila y el ángulo de
reposo es el ángulo de inclinación del cono formado por el material.
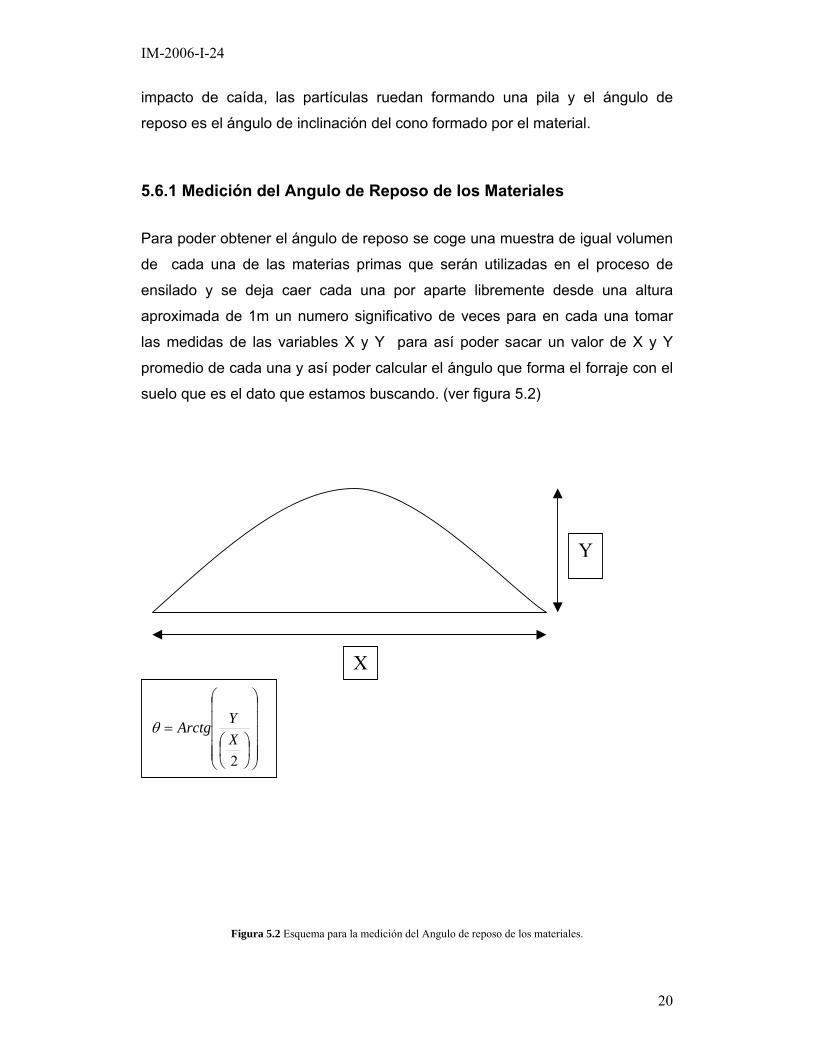
5.6.1 Medición del Angulo de Reposo de los Materiales
Para poder obtener el ángulo de reposo se coge una muestra de igual volumen
de cada una de las materias primas que serán utilizadas en el proceso de
ensilado y se deja caer cada una por aparte libremente desde una altura
aproximada de 1m un numero significativo de veces para en cada una tomar
las medidas de las variables X y Y para así poder sacar un valor de X y Y
promedio de cada una y así poder calcular el ángulo que forma el forraje con el
suelo que es el dato que estamos buscando. (ver figura 5.2)
Figura 5.2 Esquema para la medición del Angulo de reposo de los materiales.
X
Y
⎟⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜⎜
⎝
⎛
⎟⎠⎞
⎜⎝⎛
=
2XYArctgθ

IM-2006-I-24
21
5.6.1.1 MALALFALFA
PRUEBA 1 2 3 4 5
X (cm) 75.5 75 72.5 69 74
Y (cm) 28 25 27 28 32
θ(°) 36.5 33.7 36.7 39.0 40.8 Tabla 5.1 Datos compresibilidad Malalfalfa.
Valor Promedio = 37
Desviación Estándar =2.72
Figura 5.3 Muestra de Malalfalfa
IM-2006-I-24
22
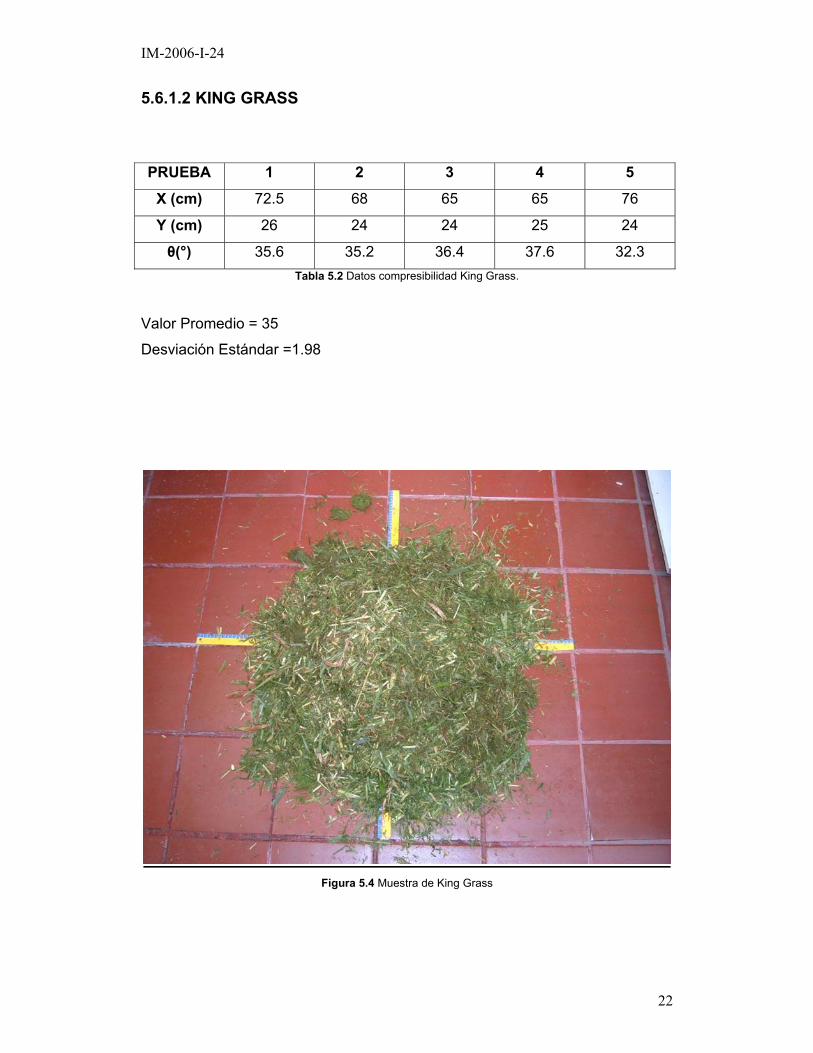
5.6.1.2 KING GRASS
PRUEBA 1 2 3 4 5
X (cm) 72.5 68 65 65 76
Y (cm) 26 24 24 25 24
θ(°) 35.6 35.2 36.4 37.6 32.3 Tabla 5.2 Datos compresibilidad King Grass.
Valor Promedio = 35
Desviación Estándar =1.98
Figura 5.4 Muestra de King Grass

IM-2006-I-24
23
5.6.1.3 CONEJAZA
PRUEBA 1 2 3 4 5
X (cm) 80 75 73 78 70
Y (cm) 26 23 23 24 24
θ(°) 33.0 31.5 32.2 31.6 34.4 Tabla 5.3 Datos compresibilidad Conejaza.
Valor Promedio = 32
Desviación Estándar =1.21
Figura 5.5 Muestra de Conejaza

IM-2006-I-24
24
Estas pruebas se realizaron para así poder diseñar los ángulos de inclinación
que deben tener las paredes de la tolva para que al momento del vaciado de
esta evitar la presencia de cúmulos o de frenado del material con las paredes y
así dificultar la descarga. Los ángulos que se obtuvieron fueron los siguientes:
°=°=°=
323537
ConejazaKingGrassMalalfalfa
Teniendo estos ángulos toca diseñar una tolva que no tenga un ángulo de las
paredes menor a estos y lo suficientemente mayor para que en casos
especiales en los cuales cambien las propiedades de la materia prima como lo
puede ser el tamaño de las fibras, el porcentaje de humedad o la combinación
de diferentes materias primas que se usen no afecte el proceso de descarga. El
ángulo que se va a usar es de:
°= 45θ
5.7 Fricción de la Materia Prima con el Acero
Tenemos ahora que calcular el coeficiente de fricción µ de cada una de las
materias primas cuando estas están en contacto con el acero que es el material
que va a ser utilizado en la fabricación de la ensiladora. Para esto debemos
montar un experimento que nos permita obtener los datos necesarios para
hallar el coeficiente de fricción.
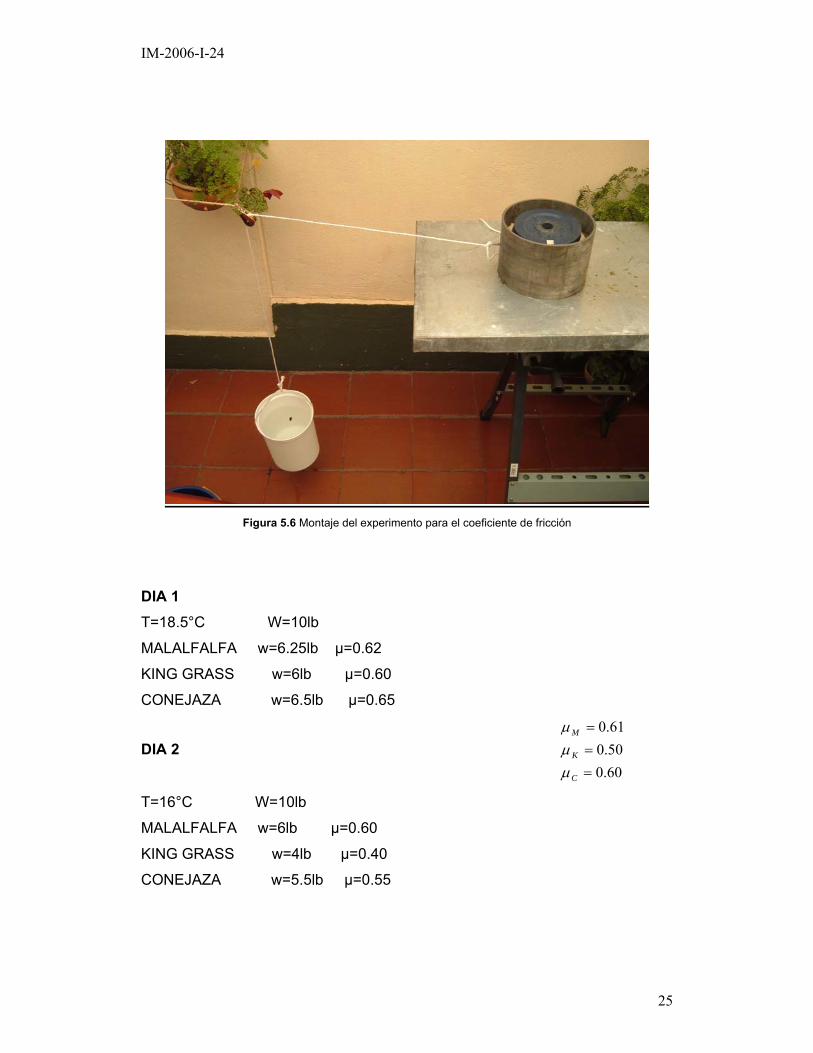
El experimento que se monto consiste en tomar una muestra de cada una de
las materias primas y ponerlas en contacto directo con el acero en un área
igual con una fuerza aplicada encima de ellas igual para cada muestra, luego
por medio de una cuerda y una polea aplicamos una fuerza conocida para ver
en que momento el material desliza sobre el acero y ahí podemos hallar el
coeficiente de fricción para cada una de las muestras.
IM-2006-I-24
25
Figura 5.6 Montaje del experimento para el coeficiente de fricción
DIA 1 T=18.5°C W=10lb
MALALFALFA w=6.25lb µ=0.62
KING GRASS w=6lb µ=0.60
CONEJAZA w=6.5lb µ=0.65
DIA 2 60.050.061.0
===
C
K
M
µµµ
T=16°C W=10lb MALALFALFA w=6lb µ=0.60
KING GRASS w=4lb µ=0.40
CONEJAZA w=5.5lb µ=0.55

IM-2006-I-24
26
5.8 Función del flujo En la abertura de un silo algunos materiales tienden a fluir tan fácilmente
debido a la formación de arcos y bóvedas dentro del material o a la formación
de conductos a través de el. Cuando dichas obstrucciones colapsan se inicia la
falla desde la superficie, pero si hay un esfuerzo paralelo principal cuyo máximo
valor es el de la resistencia a la compresión confinada, cf la relación existente
entre cf y el esfuerzo de consolidación es lo que se denomina la función de
flujo.
5.9 Flujos de Vaciado
5.9.1 Tipos de Flujo: Cuando se vacía un material se presentan principalmente dos tipos de flujo:
flujo de embudo y flujo masico.
5.9.1.1 Flujo de Embudo Presenta las siguientes características:
• Durante la descarga solo una porción del material se encuentra en
movimiento.
• El material que se encuentra alrededor del canal de flujo que se forma
permanece en reposo en el fondo hasta que el silo este casi
completamente vacío lo cual se produce por la formación de terrones.
• Cuando el material esta sometido a presión por un largo periodo de
tiempo adquiere resistencia al corte lo cual puede obstruir el flujo.

IM-2006-I-24
27
5.9.1.2 Flujo Masico Presenta las siguientes características:
• El volumen total del material se encuentra en movimiento al ser vaciado.
• La densidad del material es invariable.
• El material que se echa primero es el primero en salir.
• Las presiones sobre un plano horizontal son relativamente uniformes.
• Presenta un flujo uniforme.
• Se requiere una tolva de paredes muy inclinadas y un silo relativamente
alto.
• Las presiones que se presentan en la unión de las paredes del silo con
la tolva son relativamente altas así que se requieren refuerzos
adicionales.
• Se presenta una mayor abrasión por parte del material contra las
paredes debido al deslizamiento sobre estas.
5.10 Propiedades del Flujo Cuando un material tiene una baja compresibilidad se puede presentar arcos
sobre la salida durante la descarga requiriéndose una mínima cantidad de
energía para colapsar estas obstrucciones. Un coeficiente de compresibilidad
bajo muestra una buena fluidez del material, la relación entre la fluidez, la
compresibilidad y el ángulo de reposo de un material granular seco se muestra
en la figura. La relación no es exactamente lineal y los valores a los cuales
cambia la fluidez son aproximados.

IM-2006-I-24
28
6. Diseño Detallado
6.1 Bolsa Para Ensilaje
Tenemos que tener en cuenta primero que todo cuales dimensiones de la bolsa
son las que se consiguen en el mercado. Para las restricciones de dimensiones
de la ensiladora se escogió una bolsa de 1 X 0.705 m (estando plana) pero
tenemos que calcular que diámetro corresponde a esta bolsa, para esto
tenemos que realizar los siguientes cálculos:
Figura 6.1 Dimensiones generales de la bolsa.
322 158.0224.044
2222.0
224.0241.1
2
241.12705.0
mhrVcmd
cmmr
mpr
rpmmp
bolsa =×=××=
=≈≈
===
==×=
ππ
ππ
π

IM-2006-I-24
29
6.2 Diseño de la Tolva Para el diseño de la tolva debemos tener en cuenta los volúmenes que vamos
a manejar, como vimos el volumen total de la bolsa es de 0.158 3m , y como
sabemos el forraje lo podemos compactar en promedio un 30%. Como es de
notar el volumen de la bolsa no será utilizado en su totalidad, aproximadamente
se usara el 60% de su volumen con lo cual nos da un volumen de forraje
compactado de 0.095 3m y a esto sumémosle un 40% que es el volumen que
ocuparía la materia prima sin compactar esto nos da 0.133 3m , este es el
volumen que debe tener en promedio nuestra tolva para que con cada carga de
esta se pueda producir un producto final.
6.2.1 Diseño Detallado de la Tolva
6.2.1.1 Material: Lamina de Acero HR A36 Cal.14
6.2.1.2 Norma técnicas
ASTM A-36
6.2.1.3 Descripción y uso
Planchas de acero laminadas en caliente, destinadas a la construcción de silos,
embarcaciones pesqueras, vagones, estructuras y otros usos en general.
6.2.1.4 Propiedades Mecánicas
Calidad Norma Limite de Fluencia
(Kg./cm 2 )
Resistencia a la Tracción (Kg./cm 2 )
Alargamiento (%)
Estructural ASTM A36 2550 mínimo
4080-5610 20 mínimo
IM-2006-I-24
30
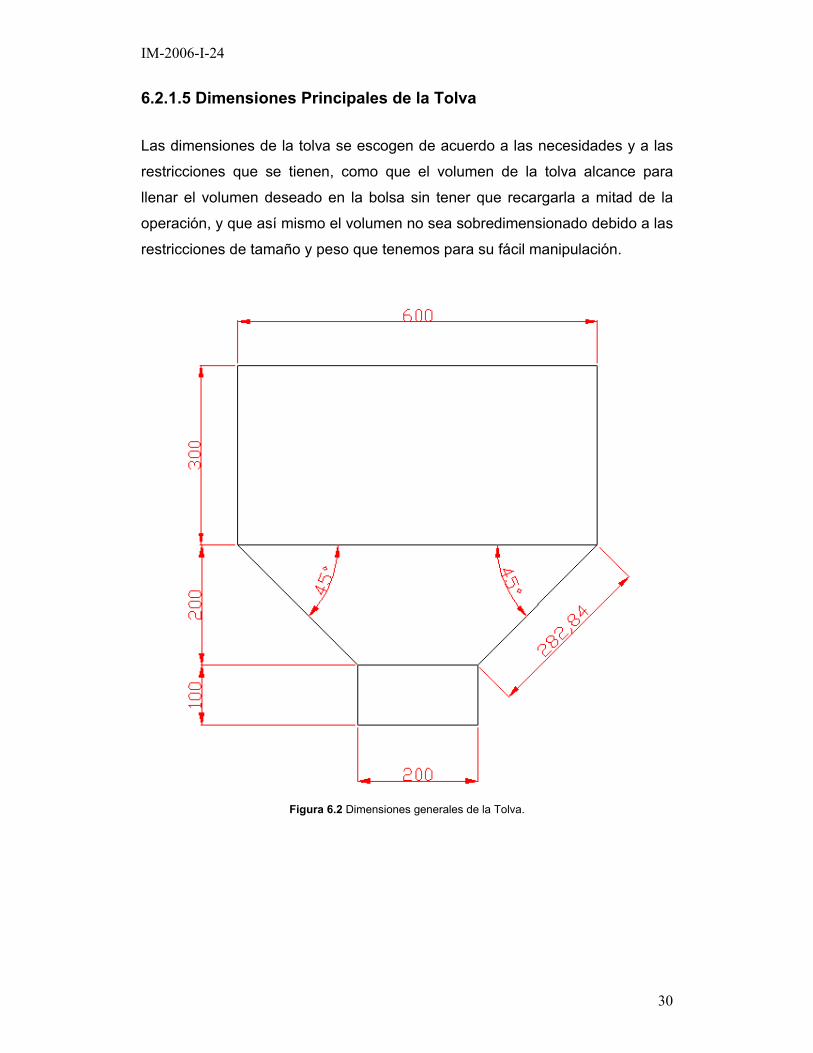
6.2.1.5 Dimensiones Principales de la Tolva Las dimensiones de la tolva se escogen de acuerdo a las necesidades y a las
restricciones que se tienen, como que el volumen de la tolva alcance para
llenar el volumen deseado en la bolsa sin tener que recargarla a mitad de la
operación, y que así mismo el volumen no sea sobredimensionado debido a las
restricciones de tamaño y peso que tenemos para su fácil manipulación.
Figura 6.2 Dimensiones generales de la Tolva.

IM-2006-I-24
31
6.2.1.6 Volumen de la Tolva
Figura 6.3 Dimensiones de la tolva para el calculo de su volumen.
V1 = 0.6 X 0.3 X 0.6 = 0.1083m
V2 = 322
035.03
1.02.03
3.06.0 m=⎥⎦
⎤⎢⎣
⎡ ×−⎥
⎦
⎤⎢⎣
⎡ ×
V3 = 0.1 X 0.2 X 0.2 = 0.0043m
33 147000147.0 cmmVTotal ==
El volumen total de la tolva es de 0.147m 3 lo cual es mayor al volumen
plantado al inicio para el forraje suelto para que al compactarlo llenar con una
sola carga de la tolva la totalidad del volumen por llenar en cada bolsa.

IM-2006-I-24
32
6.3 Diseño del Cuerpo de la Ensiladora, Pistón y Tapas
6.3.1.1 Material cuerpo de la ensiladora y pistón:
Lamina de Acero HR A36 Cal.14
Material Tapas: Lamina de Acero HR A36 Cal.12
6.3.1.2 Norma técnicas
ASTM A-36
6.3.1.3 Descripción y uso
Planchas de acero laminadas en caliente, destinadas a la construcción de silos,
embarcaciones pesqueras, vagones, estructuras y otros usos en general.
6.3.1.4 Propiedades Mecánicas
Calidad Norma Limite de Fluencia
(Kg./cm 2 )
Resistencia a la Tracción (Kg./cm 2 )
Alargamiento (%)
Estructural ASTM A36 2550 mínimo
4080-5610 20 mínimo
IM-2006-I-24
33
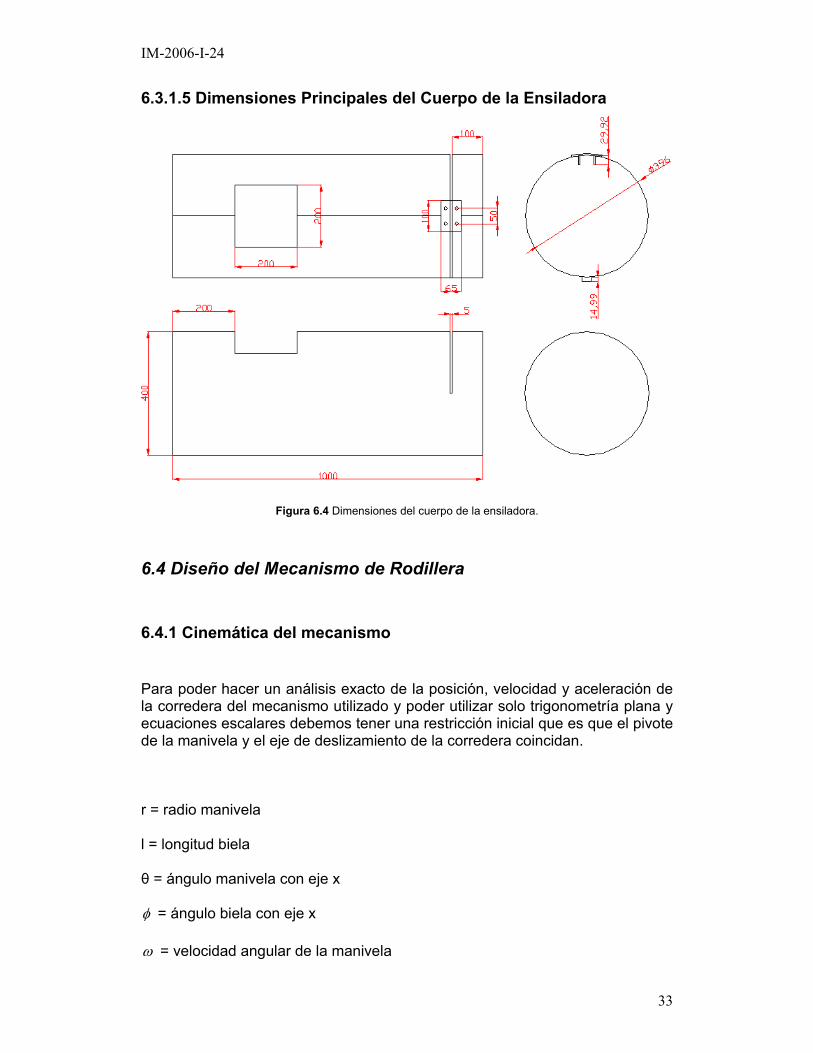
6.3.1.5 Dimensiones Principales del Cuerpo de la Ensiladora
Figura 6.4 Dimensiones del cuerpo de la ensiladora.
6.4 Diseño del Mecanismo de Rodillera
6.4.1 Cinemática del mecanismo Para poder hacer un análisis exacto de la posición, velocidad y aceleración de la corredera del mecanismo utilizado y poder utilizar solo trigonometría plana y ecuaciones escalares debemos tener una restricción inicial que es que el pivote de la manivela y el eje de deslizamiento de la corredera coincidan. r = radio manivela l = longitud biela θ = ángulo manivela con eje x φ = ángulo biela con eje x ω = velocidad angular de la manivela

IM-2006-I-24
34
Figura 6.5 Esquema del mecanismo de manivela – corredera.
( )[ ]( )[ ] ⎪⎭
⎪⎬⎫
⎪⎩
⎪⎨⎧
−
−−−−=
⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢
⎣
⎡
⎟⎠⎞
⎜⎝⎛−
+−=
⎟⎠⎞
⎜⎝⎛−+=
⎟⎠⎞
⎜⎝⎛−=−=
+=+===
=
===
23
22
42222
2
2
22
cos21cos
1
22
1cos
11cos
coscoscoscos
trsenl
tsenrtlrtra
tsenlr
tsenl
rtsenrv
tsenlrltrx
tsenlrsen
ltrusxlu
trs
tsenlrsen
tlsenrsenq
ω
ωωωω
ω
ωωω
ωω
ωφφ
φωφω
ωφ
ωθφθ
rl
q
s u
x

IM-2006-I-24
35
Teorema del binomio
( ) ( ) ( )( )
⎥⎦
⎤⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛−
+⎟⎟⎠
⎞⎜⎜⎝
⎛−⎟⎟
⎠
⎞⎜⎜⎝
⎛+⎟⎟
⎠
⎞⎜⎜⎝
⎛−
=
⎟⎠⎞
⎜⎝⎛−=
=⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛−
+−−
+−
++=+ −−−
tsenl
r
tsenl
rtsenlrtsen
lr
n
tsenlrb
a
tsenlr
bannnbannbnaaba nnnnn
ω
ωωω
ω
ω
22
2
66
64
4
42
2
2
2
21
2
33221
21
...1682
1
21
1
1
...!3
21!2
1
Por identidades trigonometricas:
22cos12 ttsen ωω −
=
⎟⎠⎞
⎜⎝⎛ +−≅
⎟⎠⎞
⎜⎝⎛ +−≅
⎟⎠⎞
⎜⎝⎛ ++−≅
tlrtra
tsenl
rtsenrv
tl
rtrl
rlx
ωωω
ωωω
ωω
2coscos
22
2cos4
cos4
2
2

IM-2006-I-24
36
6.4.2 Análisis de fuerza de la Manivela – Corredera
Diagrama de cuerpo libre:
Figura 6.6 Diagrama de cuerpo libre del mecanismo.

IM-2006-I-24
37
Para cada uno de los eslabonamientos realizamos ∑∑∑ TFF yx ,,
Para el eslabón 2:
2323232321212121212
223212
223212
2)()( αG
G
G
IFRFRFRFRT
amFF
amFF
xyyxxyyx
yyy
xxx
=−+−+
=+
=+
Para el eslabón 3:
33223322343434343
333243
333243
3)()( αG
G
G
IFRFRFRFR
amFF
amFF
xyyxxyyx
yyy
xxx
=−−−
=−
=−
Para el eslabón 4:
44334433414141414
444314
444314
4)()()( αGPPPP
GP
GP
IFRFRFRFRFRFR
amFFF
amFFF
xyyxxyyxxyyx
yyyy
xxxx
=−+−−−
=+−
=+−
donde
00
4
4
==
yGaα
yxFF 1414 µ+
−=
Reemplazamos en las ecuaciones del eslabón 4:
04314
444314
=+−
=+−+−
yyy
xxxy
P
GP
FFF
amFFFµ
IM-2006-I-24
38
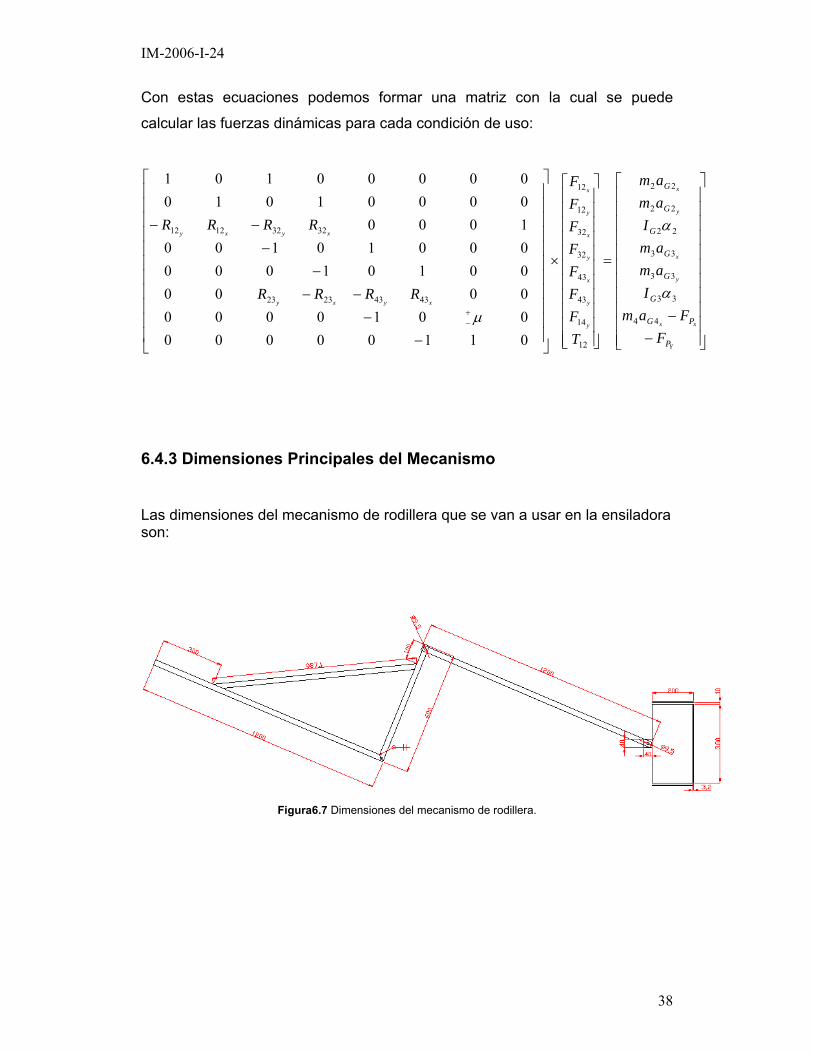
Con estas ecuaciones podemos formar una matriz con la cual se puede
calcular las fuerzas dinámicas para cada condición de uso:
⎥⎥⎥⎥⎥⎥⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢⎢⎢⎢⎢⎢⎢
⎣
⎡
−−
=
⎥⎥⎥⎥⎥⎥⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢⎢⎢⎢⎢⎢⎢
⎣
⎡
×
⎥⎥⎥⎥⎥⎥⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢⎢⎢⎢⎢⎢⎢
⎣
⎡
−
−
−−
−
−
−−
+−
Y
xx
y
x
y
x
y
y
x
y
x
y
x
xyxy
xyxy
P
PG
G
G
G
G
G
G
FFam
Iamam
Iamam
TFFFFFFF
RRRR
RRRR
44
33
33
33
22
22
22
12
14
43
43
32
32
12
12
43432323
32321212
0110000000100000000001010000001010010000000101000000101
α
α
µ
6.4.3 Dimensiones Principales del Mecanismo Las dimensiones del mecanismo de rodillera que se van a usar en la ensiladora son:
Figura6.7 Dimensiones del mecanismo de rodillera.

IM-2006-I-24
39
Para la fabricación de las barras del mecanismo se usara tubo redondo de 1” de diámetro calibre 19 en acero A36, las propiedades de la sección trasversal de este tubo se simulo utilizando MD Solids 3.1 (ver figura).

IM-2006-I-24
40
Figura 6.8 Simulación en MD Solids 3.1

IM-2006-I-24
41
6.5 Simulación del Mecanismo en Working Model 2D.
Para poder realizar una simulación asistida por computador se utilizo el
software Working Model 2D en el cual se puede ver el movimiento del
mecanismo y obtener graficas y datos de fuerzas para cualquier parte en
cualquier instante.
El esquema de la simulación se puede observar en la siguiente figura:
Figura 6.9 Ventana de simulación de Working Model 2D.
En la ventana de simulación de Working Model 2D se simula la fuerza que
genera el forraje, y la fuerza generada por el operario por medio de dos botellas
neumáticas en las que uno les pone la fuerza que se desea ser simulada.

IM-2006-I-24
42
Para la botella que simula la fuerza del operario se tiene:
Para la botella que simula la fuerza del forraje se tiene:
El movimiento que realiza el mecanismo se puede ver en la siguiente figura:
Figura 6.10 Simulación del movimiento.
IM-2006-I-24
43
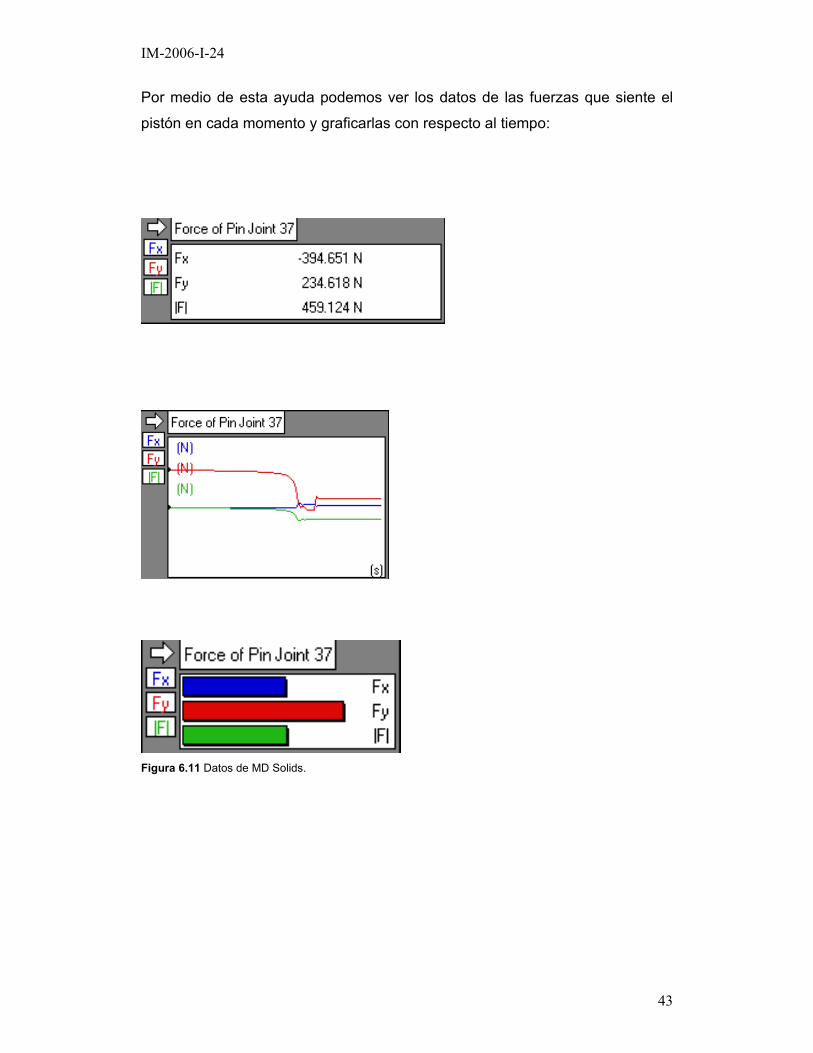
Por medio de esta ayuda podemos ver los datos de las fuerzas que siente el
pistón en cada momento y graficarlas con respecto al tiempo:
Figura 6.11 Datos de MD Solids.

IM-2006-I-24
44
La tabla grafica para cada instante se puede ver a continuación:
Data From ensilado3 at: Force of Pin Joint 37 t Fx Fy |F|
0 -394.651 234.618 459.1240.125 -394.65 234.601 459.1150.25 -394.649 234.552 459.089
0.375 -394.647 234.471 459.0450.5 -394.644 234.359 458.985
0.625 -394.64 234.216 458.9090.75 -394.635 234.045 458.818
0.875 -394.63 233.846 458.7121 -394.624 233.622 458.593
1.125 -394.618 233.374 458.4621.25 -394.612 233.106 458.319
1.375 -394.605 232.818 458.1671.5 -394.598 232.513 458.006
1.625 -394.591 232.194 457.8381.75 -394.584 231.862 457.664
1.875 -394.578 231.519 457.4852 -394.571 231.168 457.302
2.125 -394.565 230.809 457.1152.25 -394.558 230.445 456.926
2.375 -394.553 230.077 456.7352.5 -394.547 229.705 456.543
2.625 -394.542 229.331 456.3512.75 -394.537 228.955 456.157
2.875 -394.532 228.577 455.9643 -394.528 228.197 455.77
3.125 -394.524 227.815 455.5753.25 -394.52 227.429 455.379
3.375 -394.516 227.039 455.1813.5 -394.513 226.643 454.981
3.625 -394.51 226.239 454.7773.75 -394.507 225.826 454.569
3.875 -394.505 225.4 454.3564 -394.503 224.958 454.135
4.125 -394.501 224.496 453.9054.25 -394.499 224.01 453.663
4.375 -394.498 223.493 453.4074.5 -394.498 222.941 453.135
4.625 -394.497 222.344 452.8414.75 -394.498 221.693 452.522
4.875 -394.499 220.978 452.1735 -394.501 220.183 451.787
5.125 -394.504 219.292 451.3575.25 -394.51 218.282 450.871
5.375 -394.517 217.124 450.318

IM-2006-I-24
45
5.5 -394.527 215.782 449.6825.625 -394.541 214.207 448.945.75 -394.561 212.329 448.065
5.875 -394.588 210.056 447.0166 -394.624 207.25 445.736
6.125 -394.673 203.703 444.1416.25 -394.737 199.086 442.1
6.375 -394.817 192.841 439.3956.5 -394.899 183.941 435.637
6.625 -394.91 170.278 430.0566.75 -394.517 146.884 420.974
6.875 -391.964 100.257 404.5837 -376.651 3.548 376.668
7.125 -370.95 -40.358 373.1397.25 -379.746 -37.421 381.585
7.375 -372.078 -42.367 374.4827.5 -377.206 -55.6 381.281
7.625 -378.088 -59.374 382.7217.75 -378.096 -59.383 382.731
7.875 -378.093 -59.356 382.7248 -385.157 38.647 387.091
8.125 -383.981 25.097 384.8018.25 -383.96 26.065 384.844
8.375 -383.976 26.51 384.898.5 -384.004 26.659 384.928
8.625 -384.027 26.654 384.9518.75 -384.042 26.593 384.962
8.875 -384.049 26.53 384.9649 -384.051 26.482 384.963
9.125 -384.051 26.459 384.9619.25 -384.05 26.451 384.96
9.375 -384.05 26.449 384.9599.5 -384.049 26.451 384.959
9.625 -384.049 26.453 384.9599.75 -384.048 26.455 384.958
9.875 -384.048 26.457 384.95810 -384.048 26.458 384.958
10.125 -384.048 26.46 384.95810.25 -384.047 26.46 384.958
10.375 -384.047 26.461 384.95810.5 -384.047 26.462 384.958
10.625 -384.047 26.462 384.95810.75 -384.047 26.462 384.958
10.875 -384.047 26.463 384.95811 -384.047 26.463 384.958
11.125 -384.047 26.463 384.95811.25 -384.047 26.463 384.958
11.375 -384.047 26.463 384.95811.5 -384.047 26.463 384.958
Tabla 6.1 Datos de Fuerza en el pistón.

IM-2006-I-24
46
Fuerza en el piston
050
100150200250300350400450500
0 1 2 3 4 5 6 7 8 9 10 11
t(s)
F(N
)
Serie1
Figura 6.12 Grafica Fuerza vs. Tiempo para el pistón.
Con estos datos podemos ver fácilmente como el mecanismo multiplica la
fuerza, aplicando una fuerza de 200 N en el brazo vemos en la tabla que el
pistón llega a sentir fuerzas de 459 N y aun puede completar el movimiento.
También viendo la grafica podemos confirmar porque este mecanismo fue
seleccionado ya que se ve claramente que mientras el ángulo entre la biela y la
manivela sea mas grande la fuerza requerida será menor para completar el
movimiento.
IM-2006-I-24
47
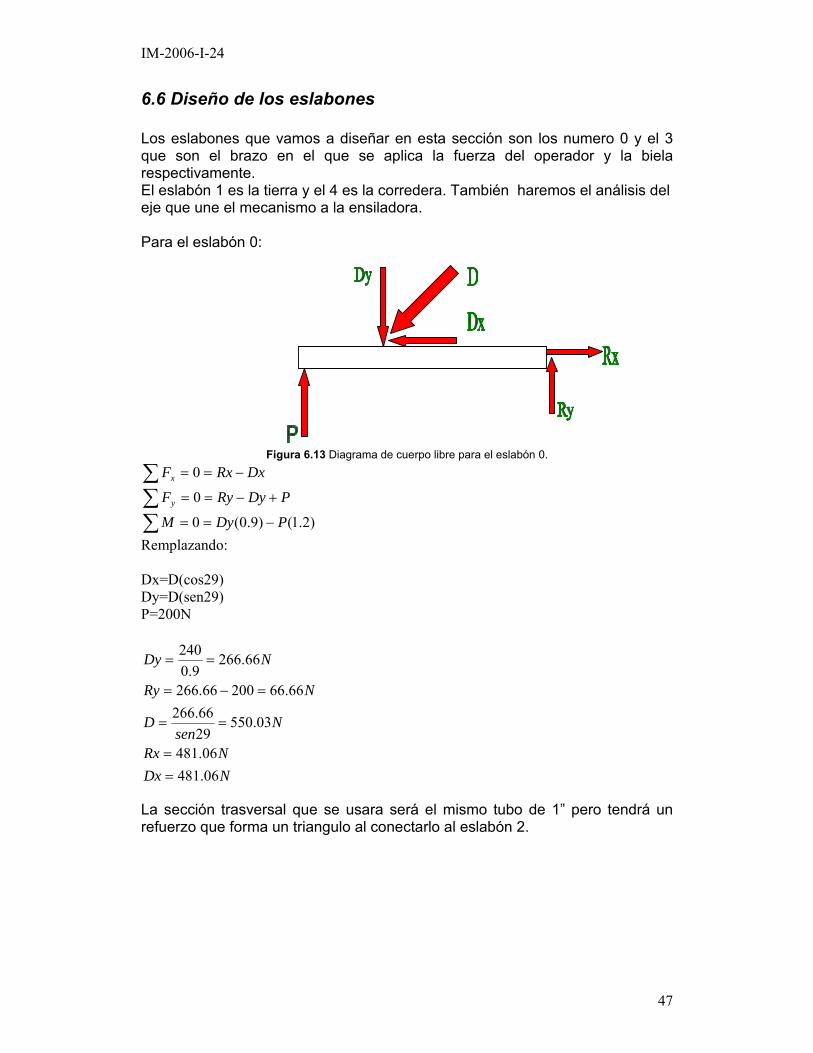
6.6 Diseño de los eslabones Los eslabones que vamos a diseñar en esta sección son los numero 0 y el 3 que son el brazo en el que se aplica la fuerza del operador y la biela respectivamente. El eslabón 1 es la tierra y el 4 es la corredera. También haremos el análisis del eje que une el mecanismo a la ensiladora. Para el eslabón 0:
Figura 6.13 Diagrama de cuerpo libre para el eslabón 0.
∑ −== DxRxFx 0
PDyRyFy +−==∑ 0
∑ −== )2.1()9.0(0 PDyM Remplazando: Dx=D(cos29) Dy=D(sen29) P=200N
NDxNRx
Nsen
D
NRy
NDy
06.48106.481
03.5502966.266
66.6620066.266
66.2669.0
240
==
==
=−=
==
La sección trasversal que se usara será el mismo tubo de 1” pero tendrá un refuerzo que forma un triangulo al conectarlo al eslabón 2.

IM-2006-I-24
48
IM-2006-I-24
49
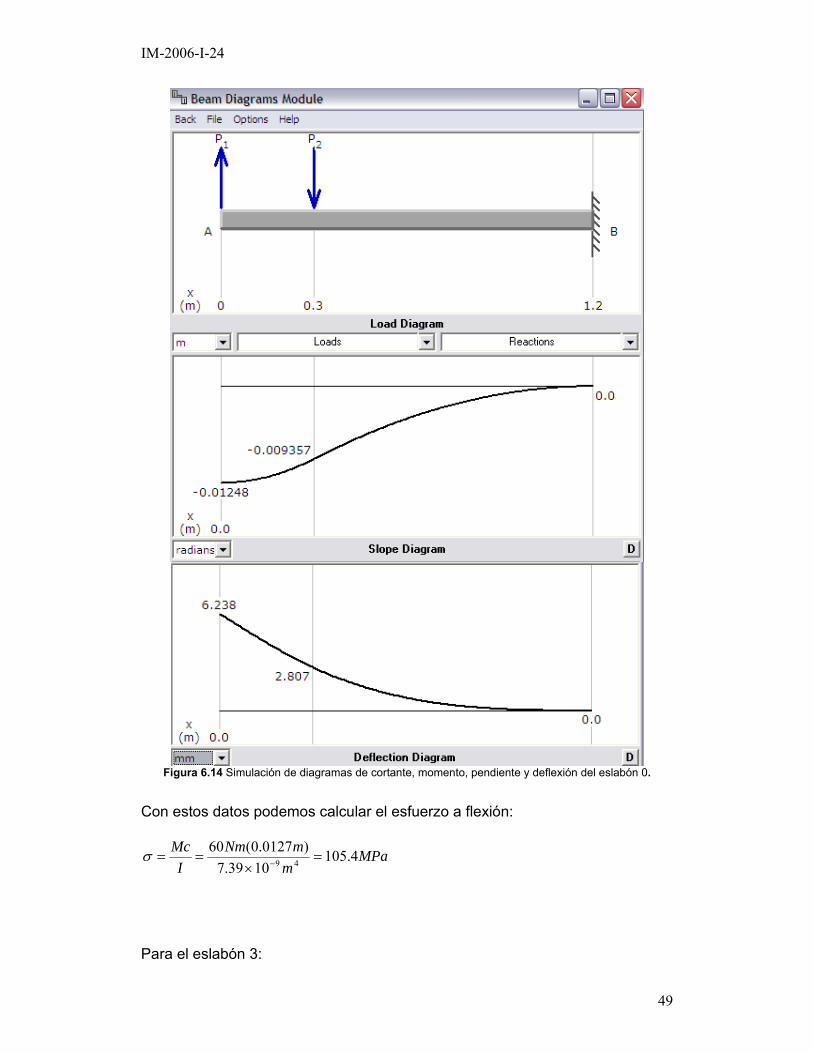
Figura 6.14 Simulación de diagramas de cortante, momento, pendiente y deflexión del eslabón 0.
Con estos datos podemos calcular el esfuerzo a flexión:
MPam
mNmI
Mc 4.1051039.7
)0127.0(6049 =
×== −σ
Para el eslabón 3:

IM-2006-I-24
50
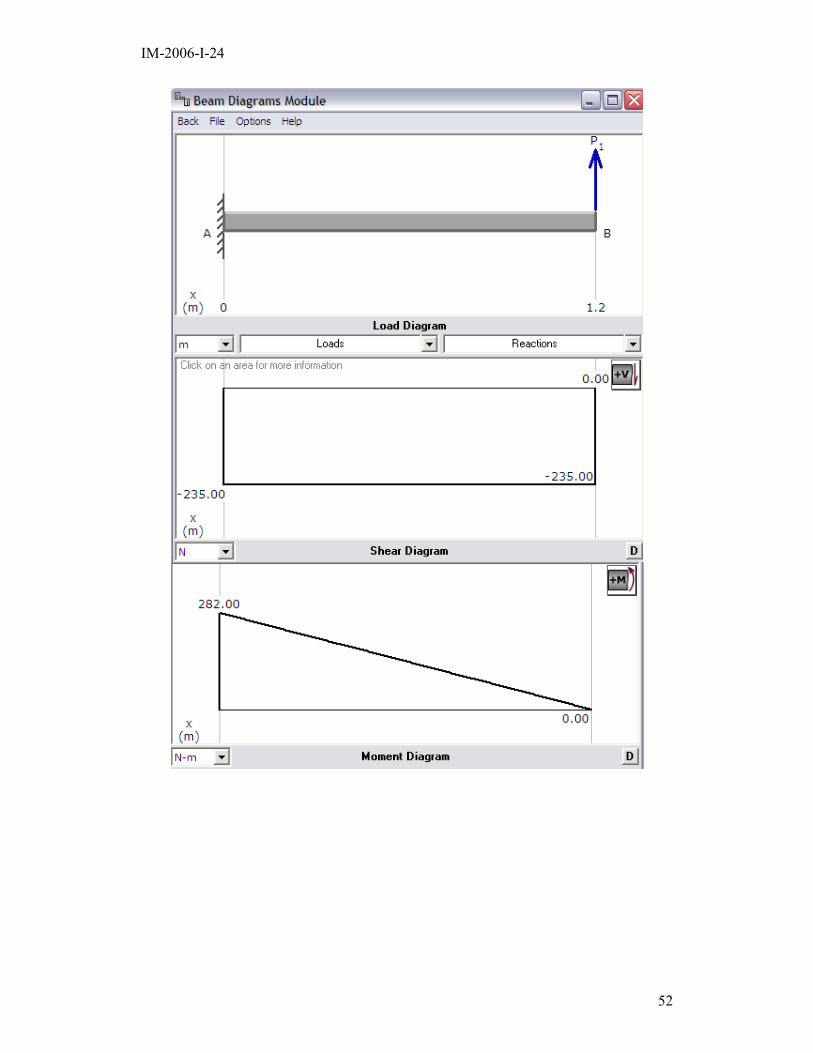
Figura 6.15 Diagrama de cuerpo libre del eslabón 3.
∑ == NRxFx 395 ∑ −== NRyFy 235 ∑ =×== mNMM .2822.1235 En este eslabón se usara un refuerzo dentro del tubo de 1”, este refuerzo es un tubo con paredes de espesor de 3 mm. Las propiedades de esta sección se ven a continuación.

IM-2006-I-24
51
Figura 6.16 Propiedades de la sección transversal del eslabón 3.
IM-2006-I-24
52

IM-2006-I-24
53
Figura 6.17 Simulación de diagramas de cortante, momento, pendiente y deflexión del eslabón 3.
Con estos datos podemos calcular el esfuerzo a flexión:
MPam
mNmI
Mc 7.2151066.1
)0127.0(28248 =
×== −σ

IM-2006-I-24
54
Todo este mecanismo va a estar apoyado en un riel en acero de 2” de diámetro y 3mm de espesor sus propiedades se muestran a continuación.
Figura 6.18 Propiedades de la sección transversal del riel.

IM-2006-I-24
55
IM-2006-I-24
56
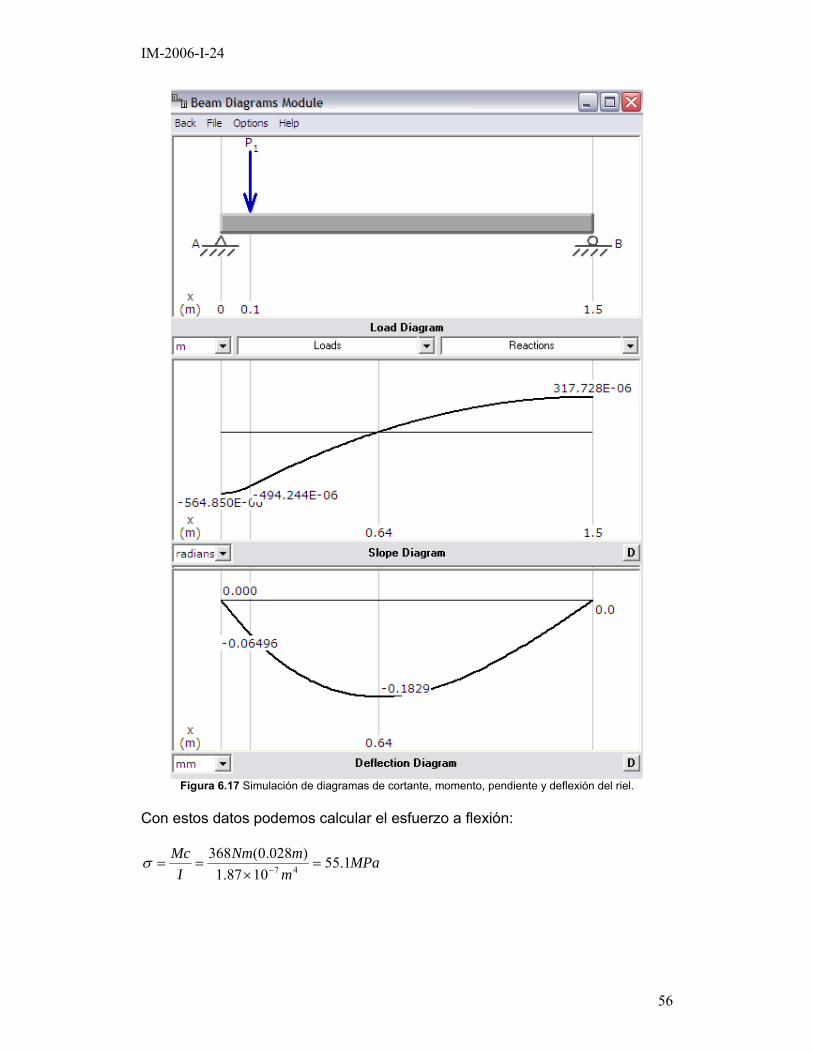
Figura 6.17 Simulación de diagramas de cortante, momento, pendiente y deflexión del riel.
Con estos datos podemos calcular el esfuerzo a flexión:
MPam
mNmI
Mc 1.551087.1
)028.0(36847 =
×== −σ

IM-2006-I-24
57
6.7 Diagrama de la Ensiladora Completa En el siguiente diagrama se ve toda la ensiladora ensamblada con la bolsa el plano detallado se muestra en los anexos.
Figura 6.13 Diagrama de la ensiladora completa.

IM-2006-I-24
58
7. Costos de Fabricación En la siguiente tabla se relacionan los costos de fabricación debidos a la
fabricación de la ensiladora manual.
DESCRIPCION COSTO
Lamina de acero A36 HR cal 14
utilizada para la fabricación de la
totalidad del cuerpo, la tolva, el pistón
y las tapas mas el servicio de doblado
y rolado mas mano de obra por estos
procesos.
$200.000
Soldadura de arco y mano de obra
para este proceso. $120.000
Tubo en acero A36 1” cal 19 $6.750
Angulo en acero A36 1 ¼ “ $4.250
Pernos 3/8 X 3” con mariposas $11.750
Thinner $4.750
Pintura $16.000
TOTAL $363.500

IM-2006-I-24
59
CONCLUSIONES
Este proyecto de grado nos permite establecer las características de la
Ensiladora manual de uso liviano, y por medio de cálculos, planos y
simulaciones (CAD) pudimos diseñar satisfactoriamente la maquina para haber
podido proceder a su fabricación cumpliendo con las restricciones que nos
planteamos al inicio de este proyecto tales como que fuera fácilmente
trasportable hacia y dentro de la finca y volver el proceso de ensilado a
pequeña escala mas eficiente a un precio asequible al compararlo con los
precios de las ensiladoras que se encuentran actualmente en el mercado, junto
a un mantenimiento económico.
Al mismo tiempo se logro diseñar la ensiladora de tal modo que su ensamblado
y operación sea fácil para poder ser realizado por pocos operarios volviendo
mas eficiente el proceso de ensilado en la finca, y permitiendo aprovechar
materias primas que actualmente los pequeños productores consideran como
desechos ya sea de cultivos o de explotaciones de animales. También logrando
un mejor aprovechamiento del tiempo de mano de obra dentro de la finca.
También se tuvo en cuenta las características y propiedades mecánicas de los
materiales utilizados en la fabricación de la ensiladora para así poder construir
una maquina resistente a las condiciones de uso y del medio ambiente a las
cuales va a ser sometida en el transcurso de su uso normal en una finca.
IM-2006-I-24
60
BIBLIOGRAFIA Joseph E. Shigley, (2002); Diseño en Ingeniería Mecánica, México; Bogota, Mc Graw Hill, 6ta edición. Norton Robert L, NRL, (1998); Machine Design an integrated approach, prentice hall. Hibbeler Russell Charles, R.C (2004); Mechanics of materials, Upper Saddle, New Jersey: Prentice Hall: Pearson Education, 6th ed. Mikell P. Groover , (1997); Fundamentos de Manufactura Moderna, México, Prentice Hall Influencia de las Propiedades del Material Ensilado. – Dias Acero, Fernando (Uniandes 631.23 D319) http://lead.virtualcenter.org/es/dec/toolbox/Tech/24Haymak.htm http://www.usda.gov/nass/aggraphs/graphics.htm http://www.ppca.com.ve/vb/articulos/e4p21.htm http://www.ppca.com.ve/vb/articulos/e4p21.htm http://www.wedoweelake.com/~aprotech/cinvarammachine.htm http://ca.wikipedia.org/wiki/Caragol_(enginyeria) http://www.martinezystaneck.com.ar/Articulos/Silograin.ht

IM-2006-I-24
61
ANEXOS Fotos de la ensiladora en fabricación:

IM-2006-I-24
62
Fotos de la ensiladora terminada:

IM-2006-I-24
63

IM-2006-I-24
64

IM-2006-I-24
65

IM-2006-I-24
66




























