Embed Size (px)
Citation preview

Indian Journal of Fibre & Textile ResearchVol. 15. June 1990. Pp 41-48
.1",
I
Engineering needle-punched nonwovens to achieve desiredphysical properties!
A K Rakshit, A N Desai & N Balasubramanian
The Bombay Textile Research Association, L.B.S. Marg, Ghatkopar (West), Bombay 400 086, India
Received 20 September 1989; accepted 19 February 1990
The influence of punch density, depth of needle penetration and fabric weight has been studied onthe various physical properties of the needle-punched nonwovens made from polyester and polypropy-lene fibres. With increase in punch density and depth of penetration the weight per unit area and thethickness of the resultant fabric decrease, bulk density increases, and air and water permeabilities de-crease due to the increased compactness of fabric. Specific stress and tear strength increase steeplywith punch density up to a level and then slightlydecrease. Bursting strength and cone puncture resist-ance decrease with increase in punch density and depth of penetration. Punch density also influencesthe compressibility and recovery properties of fabric. With increase in fabric weight the air and waterpermeabilities decrease while the tensile, tear and bursting strengths and cone puncture resistance in-crease.Keywords: Bursting strength,compressibility, Cone puncture resistance, Needle punching,
Permeability, Punch density, Tensile strength
. '
1 IntroductionNeedle punching is the most versatile method
among the various methods'of manufacturing non-wovens and is widely used in the industry. Thisprocess is suitable for the production of a range ofproducts like blankets, filters, carpets and geotex-tiles. Each type of product demands specific phy-sical and functional properties which can beachieved by the judicial selection of raw materialsand needling parameters because the properties ofneedle-punched nonwovens depend on the rawmaterials used and the needling parameters em-poly ed, such as needling density and depth ofpenetration.
Hearle and Sultanl-' showed that with increasein needling density and needle penetration, the fa-bric density, strength and elastic recovery increasewhereas the breaking extension decreases. Igweand Smithv' studied the effect of fibre finenessand needling density on the dust filtration efficien-cy and collection capacity of needle-punched fil-ters. The bending, shear and compressive propert-ies of commercial woven, knitted and nonwovenindustrial fabrics have been reported by Scardino 5 •
However, the effect of needling parameters on the
'Presented at the 30th joint technological conference of ATI-RA, BTRA, SITRA & NITRA held at ATIRA, Ahmedabad,3-4 February 1989.
properties like bursting strength, cone puncture re-sistance and water permeability of needled fabrics -has not been studied so far in detail. These pro-perties are very important for the development offabrics for geotextile applications and to some ext-ent for blankets and filters. The present experi-ment was, therefore, aimed at studying these pro-perties as influenced by the needling parametersand raw material characteristics.
2 Materials and MethodsTwo polyester fibres and one polypropylene fi-
bre were used for the studies. The physical pro-perties of these fibres are given in Table 1, whichshows that 3 denier polypropylene fibre has alittle lower tenacity, longer length and similarelongation compared to polyester fibre and 6 den-ier polyester fibre has lower tenacity and higherelongation.
Table 1- Properties of fibres used
Fibre Actual Staple Tenacity Elongationdenier length glden %
mm
Polyester 2.95 51 4.9 46.1Polyester 5.89 52 3.6 65.6
Polypropylene 3.37 58 4.4 45.9
41

INDIAN J. FIBRE TEXT. RES., JUNE 1990
Nonwoven samples were prepared at BTRA pi-lot plant having worker-stripper card, cross lapperand DIlD needle loom. Pre-needled batts ofabout 50-80 g/rn? weight were prepared with 30punches/ ern! from the double carded webs. Carddelivery speed was around 15m/min with webweight of about lOglm2, A number of pre-needledbatts were laid one over the other to get the re-quired fabric weight for feeding to the needleloom. In finish needling, punch density and depthof penetration were varied from 50 to 350punches/ em- and 8 to 16 rom respectively. Theincreased needling density was obtained by repeat-ed passages of needling in the needle loom. Forexample, to obtain 200 punches/em/ the batt waspassed through the needle loom 2 times after sett-ing the loom at 100 punches/em" The fabric wasreversed after each passage. To get 100 punches/cm-, the needle loom was set at 800 strokes/ minand 3.2 m/min production rate during finishneedling. The Groz Beckert make of needles wereused in all the studies with 15 x 18 x 36 x 3 RBspecifications .
The physical properties, viz. area density, thick-ness, tensile strength, elongation, tear strength,bursting strength and air permeability, were stud-ied following the IS or ASTM standards given inTable 2. Some new test methods, important forevaluating the nonwovens used for geotextiles,have been designed and developed at BTRA. Thecone puncture resistance test was developed usinga Hungarian ball bursting instrument. One steel
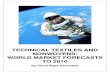
cone of 60° angle, fitted on a supporting piston asshown in Fig. 1, was fabricated and used in placeof the normal spherical ball to find out the conepuncture force. A water permeability tester, de-signed and developed at BTRA, was used to testthe water permeability of these fabrics. Using athickness tester, compressibility at 175gIem 2 loadand recovery properties of nonwovens were mea-sured. The values of compressibility and recoverywere calculated as follows:
x- yCompressibility, % = ----x- x 100
ZRecovery, % = XX 100
where X is the thickness at 35gIem- load; Y, thethickness at 175 g/ ern? load; and Z, the thickness
©Fig. I- Modified ball bursting strength tester to measure cone
puncture resistance [Ia) Carriage, (b) Ball, and (c) Cone]
Table 2- Test standards followed in this experiment
Test Test standards No. of tests Instrumentper usedsample
Weight per unit area ASTM-D-461 20 SensitiveIS: 1964-1970 balance
Thickness ASTM-D-I777-64 30 HungarianIS: 7702-1975 thickness tester
Tensile strength and ASTM-D-1682 10 Zwick tensileelongation (Machine IS: 1969-196~ strength tester
and cross directions)
Tear strength (Machine ASTM-D-11l7 10 Zwick tear
and cross directions) strength tester
Air permeability ASTM-D-737-80 20 Metrimpex
IS: 11056-[984 Hungarian
Ball bursting strength ASTM-D-3787-80a 10 Hungarian ballburstinginstrument
Area = 100 cm '
Pressure, 0.35g1 em'Foot diam, 4.3 em
Sample size, 20 em x 5 em
Trapezoid
at 10 mm or 20 nunand 10 em? or I em'
42

RAKSHIT et 01.: NEEDLE-PUNCHED NONWOVENS
at 35g/cm210ad measured after 1 rnin of releas-ing the compressional load of 175 g/cm-,
The fabric density, specific stress and sectionalair or water permeability were calculated as fol-lows:
B lk d . gI Area density (g/cm2)u ensuy, cc =Thickness (ern)
. Load (g)Specific stress, gltex = . . .
Area density x Specimen width(g/rn') (mm)
Sectional air or water Permeability x Thickness (rn)permeability, ml/m/min = (ml/m2/min)
3 Results and Discussion3.1 Effect or Punch Density Keeping the Feed Web Weight
ConstantThe first set of experiments was carried out by
keeping the feed web weight constant and varyingthe punch density in the needle loom. The results(Table 3) indicate that as the punch density in-creases, the weight per unit area and thicknessshow a progressive and marked reduction, the ef-fect being slightly more in 6 denier fibre. In needl-ing process, barbed needles push the fibres fromhorizontal to vertical plane, resulting in interlock-ing of fibres. At the same time, fibre displacement
takes place which increases the area of the inter-locked web. The material is also subjected todrafting as it is pulled through the needle loom.As a result, a reduction in thickness and areadensity is obtained. This means that for getting agiven weight per unit area of the final product,one has to use a higher feed material, the extent ofwhich depends upon the punch density.
The fabric bulk density is determined by fabricweight per unit area and thickness. The bulk dens-ity of fabric increases with increase in punch dens-ity (Table 3) because bonding caused by needlingleads to higher compactness and lower thickness.
3.1.1 Specific Stress, Elongation and Tear StrengthThe fabric breaking specific stress continues to
increase with punch density in the machine direc-tiPn while it first increases, reaches a peak andthen falls marginally in the cross direction (Fig. 2).The trend is same with all the three fibres. Breakingelongation decreases generally with increase inpunch density (Table 3). Tear strength follows atrend similar to that of breaking strength (Fig. 3).The breaking and tear strengths in cross directionare higher than in machine direction since thecross lapping technique was used in the prepara-tion of batt.
Table 3- Properties of needle-punched nonwovens as a function of punch density
Punch density Weight Thickness Bulk Air Sectional air Breaking elongation, %punchs/cm- g/rn! nun density permeability permeability
glcc mJ/m2/min mJ/m/min MD CD
Polyester,3dXSlmm
50 192 3.08 0.062 73 0.23 156 97
100 185 2.35 0.079 74 0.17 121 85
150 178 2.18 0.082 66 0.14 65 55
250 160 1.80 0.089 65 0.12 61 54
350 147 1.59 0.092 67 0.11 58 53
Polyester,6dXSlmm
50 222 3.23 0.060 97 0.32 141 117100 204 2.89 0.070 110 0.31 137 114150 188 2.37 0.079 107 0.25 116 102250 164 2.03 0.081 124 0.25 101 11I350 138 1.61 0.085 127 0.21 80 96
Polypropylene,3dXSSmm
50 220 3.95 0.056 74 0.29 126 84100 210 3.15 0.067 68 0.21 123 84150 205 2.92 0.070 70 0.20 116 90250 176 2.29 0.077 75 0.17 98 78350 168 2.14 (U)79 07 0.14 82 73
4.1

INDIAN J. FIBRE TEXT. RES., JUNE 1990
Machine Direction4{)
)Q
2<>
~ 1·0
'"VI~VI~ 0iiiu 6·0
U•.~ 5·0
'"c:x 4·00~'"
3-0
2·0
1·0
0
Cross Direction
• Polyester,6d x 51mm• Polyester, 3d x 51mmx Polypropylene,3d x 58 mm
100 150 200 250 300 350
Punch O.nsily,punch..s/cm2
Fig. 2-Effect of punch density on breaking specific stress ofnonwovens
,a Mac.hin@ OirC!ction
~o••... 24
20
16
12• Polypropyl.~,3d .58 mm
.•• Pol~sl~.3d. 51 mm
• Poly..sl.r,6d.51mm
100 150 200 250 300 350Punch OfllSily. punch..s Ie m 2
Fig. 3-Effect of punch density on tear strength of nonwovens
The tensile and tear strengths show an increasewith increase in punch density because of the in-creasing interlocking of fibres with needling. Thishelps to reduce fibre slippage when subjected toloading. The benefits are, however, found only up
44
to a point in the cross direction where fibres arepreferentially aligned. At higher levels of needlingdensity, the fibres are already well interlocked andthe benefits from higher punch density reduce.Further, the fibres are susceptible to breakage athigh punch densities. As a result of these factors,the strength falls. There is, therefore, an optimumpunch density at which the maximum strength isobtained. In the machine direction, the strengthimprovements from interlocking are seen even athigher levels of punch density because the fibresare aligned more in the cross direction.
The staple length of fibre plays a prominentrole in determining the strength of needled fabricsdue to which the 3d x 58 mm polypropylene fibre,inspite of its lower tenacity, gives a much higherfabric tenacity than 3d x 51mm polyester fibrewhen punched to the same level (Fig. 2). Fabricdensity is slightly higher with finer denier fibre(Table 3) because finer fibres make a more com-pact fabric.
3.1.2 Air PermeabilityAir permeability values (Table 3) do not show
any definite trend with increase in punch densitybecause both the fabric weight per unit area andthe thickness reduce with increase in punch dens-ity. Further, the fabric density, which is calculatedfrom the weight and thickness of fabric, also in-creases with the increase in punch density. Thisindicates that the rate of reduction in thicknesswith increase in punch density is more predomi-nant than that of the fabric weight per unit area.Clayton" suggested the use ~f sectional permeabil-ity which accounts for the thickness and enablesto study the effect of fabric density independently .
Table 3 shows that the sectional air permeabil-ity decreases with increase in punch density. Thisis because of the increased compactness, i.e. thebulk density of fabric at higher punch density. Tosupport this explanation, the correlation betweenfabric density and sectional air permeability wascalculated and the results are given in Table 4which shows a strong correlation between the twoproperties. Earlier workers-" have also shown thatsectional air permeability decreases with increasein fabric density and increases with decrease inthickness.
3.1.3 Bursting Strength and Cone Puncture ResistanceThe bursting strength and cone puncture resist-
ance of needled fabrics decrease with increase inpunch density (Fig. 4). This is because of the pro-gressive reduction in fabric weight and thicknesswith increase in punch density. Finer denier fibre

RAKSHIT et al.: NEEDLE-PUNCHED NONWOVENS
Table 4-Correlation between fabric density and air permeability
Polyester, 6d x 51rom Polyester, 3d x 51mm Polypropylene, 3d x 58mm
Fabric density Sectional air Fabric density Sectional air Fabric density Sectional airglcc permeability glcc permeability glcc permeability
m Vm/min m Vm/rnin m vm/min
0.060 .0313 0.062 .0227 0.056 .0291
0.070 .0318 0.079 .0174 0.067 .0213
0.079 .0254 0.082 .0144 0.070 .0205
0.081 .0252 0.089 .0116 0.077 .0173
0.085 .0205 0.092 .0106 0.079 .0144
-0.91- -0.99- -0.99--Correlation coefficient
• Polypropyle"",3 d x 5&m mx Polyes~r, 3d x 51 m m• PoIyes~r, 6d x 51 m m
90
80
'"""~ 70.J:.g-•.;7i 60'"c~ 50
"m40
30
'"; .• 30co~ 25•.a:•.5 20vc
"Q.
~ 15ou
O~r~ __ ~ __ ~~~~~ __ L-~Uo 50 100 150 200 250 300 350
Punch Density, punches lem 2
Fig. 4-Effect of punch density on bursting strength and conepuncture resistance of nonwovens
showed higher bursting strength and cone punc-ture resistance than the coarser fibre because finerfibres make the fabric more compact. Polypropy-lene gives higher bursting strength and punctureresistance than polyester mainly because of thelonger fibre length of the former fibre.
3.1.4 Compressibility and RecoveryFig. 5 shows that the compressibility of needled
fabric is high at low punch density, drops steeplywith increase in punch density up to a level ofabout 150 punches! em? and then remains nearlyconstant with further increase in punch density. Ata low punch density, the fibres are loosely packed
100
;' 95-'~•.>0 90~a:
85
55;'
;-45:a
'iii.•h.35E
0u
25
150 50
•
• Polyeoste-r,3dxSlmm
• Polyesler, 6d x 51mm
100 150 200 250 300 350Punch Density, punches Ie m 2
Fig. 5-Effect of punch density on compressibility andrecovery of nonwovens
in the fabric, resulting in higher compressibility. Atthe same time the fabric is easily deformable atlow punch density and has a poor recovery anddue to this 'the % recovery of these fabrics showeda reverse trend to that of compressibility with in-crease in punch density. When the cyclic loading(1-5 cycles) was applied to needled fabric it wasfound that, at a given punch density, compressibil-ity decreases and recovery increases marginallywith increase in the number of cycles.
3.2 Effect of Punch Density Keeping the Final Fabric WeightConstant
Another set of experiments was conducted bykeeping the final fabric weight constant and vary-ing the punch density using 6d x 51mm polyesterfibre. The results are given in Table 5. It is ob-served that increase in punch density, keeping the
45

INDIAN J. FIBRE TEXT. RES., JUNE 1990
~ ~ 0000 00
cu
00N
t-o
o~o
Mt-oo
-a00oo
oV)
oV)
46
00
o
same fabric weight, decreases the thickness and in-creases the bulk: density and due to this the sec-tional air and water permeabilities reduce. The in-crease in the compactness of fabric at higherpunch density reduces the air and water permeabi-lities. The tensile and tear strengths of the fabricshow a peak at 250 punches/ em? in the cross di-rection while they show a continuous increase withincrease in punch density in the machine direction.The breaking elongation reduces with increase inpunch density because of the increased interlock-ing of fibres at higher punch density. The burstingstrength and cone puncture resistance reduce withincrease in punch density.
3.3 Effect of Fabric WeightTo bring out the effect of punch density at
widely different fabric weights, experiments werecarried out taking 220 and 360 g/rn- feed webweight. The punch density was varied from 50-450 punches/ em? while the depth of penetrationwas kept at 12 mm.
The plots of the specific stress against punchdensity (Fig. 6) show that in cross direction ofheavy-weight fabric (360 g/m-), the maximum spe-cific stress is achieved at a higher level of punchdensity, whereas the same can be obtained at low-er level of punch density in the case of light-weight fabric. This may be due to the presence ofmore number of fibres in heavy fabric which needmore punches to get themselves properly inter-locked by the needles. This difference in specificstress is not very prominent in machine direction.
4
Cross Dir.ction ~W.b weight ,220fiJ/m2--.2r-.t " JSDgl m2
100 150 200 250 300 350 400 450Punc_hD.nsit)"punch"/cm2
Fig. 6-Reiationship between punch density and breakingspecific stress of nonwovens with different web weights

Tabl
e6-
Effe
ctof
fabr
icw
eigh
ton
prop
ertie
sof
nonw
oven
s(p
olye
ster
,6d
x52
mm
)
Punc
hW
eigh
tTh
ickn
ess
Bul
kB
reak
ing
Bre
akin
gTe
arA
irW
ater
Bal
l60
'C
one
dens
ityg/
m2
mm
dens
itysp
ecifi
cst
ress
elon
gatio
nst
reng
thpe
rmea
bilit
ype
rmea
bilit
ybu
rstin
gpu
nctu
rePu
nche
s/gj
ccg/
tex
%kg
(1em
WH
)(5
cmW
H)
stre
ngth
resi
stan
ce~
cm2
m3/m
2/m
inl/m
2/m
inkg
kgM
DC
DM
DC
DM
DC
D~ ~ :I:
150
207
0.08
22.
793.
3610
811
616
..821
.122
.5-
2.51
105
166
52.6
--i
150
259
2.90
0.08
93.
003.
4210
412
423
.329
.184
144
73.1
27.8
~21
038
23.
470.
110
3.40
4.42
9598
30.5
43.9
5312
310
6.0
35.6
~ Z rnTa
ble
7-Ef
fect
ofde
pth
ofpe
netra
tion
onth
epr
oper
ties
ofne
edle
dno
nwov
ens
rn 0 rD
epth
ofW
eigh
tTh
ickn
ess
Bul
kB
reak
ing
Bre
akin
gTe
arB
all
60'
Con
eA
irSe
ctio
nal
~ "tl
pene
-g/
m2
mm
dens
itysp
ecifi
cst
ress
elon
gatio
nst
reng
thbu
rstin
gpu
nctu
repe
rmea
bili
tyai
r~
tratio
ngj
c:g/
tex
%kg
stre
ngth
resi
stan
cem
3/m
2/m
inpe
rmea
bilit
yo
mm
kgkg
m3/m
/min
:I: rnM
DC
DM
DC
DM
DC
D0
Poly
prop
ylen
e,3d
x58
DU
DZ 0
821
13.
790.
055
1.47
2.83
123
8411
.214
.968
.828
.280
0.30
~12
199
2.96
0.06
72.
945.
4610
485
16.8
29.6
65.2
26.0
710.
210 <:
1619
92.
440.
082
3.54
5.56
8571
17.2
25.6
61.8
22.5
620.
15rn Z ~
Poly
este
l\6_
x51
mm
g25
23.
390.
074
1.00
1.37
119
908.
19.
255
.423
.410
90.
3712
209
2.31
0.09
02.
603.
7911
911
416
.724
.846
.119
.011
60.
2716
211
2.23
0.09
52.
623.
8111
610
315
.020
.444
.716
.412
10.
27
~

INDIAN J. FIBRE TEXT. RES., JUNE 1990
Experiments were subsequently carried out toshow how the physical properties of nonwovenscan be altered by changing the fabric weight. Thefeed web weight was suitably changed so as to get200, 250 and 380 g/rn? finish needled fabricweight. The punch density was suitably altered toget the optimum strength properties. The resultsof these studies are given in Table 6. It is observedfrom Table 6 that with increase in fabric weight,air and water permeabilities decrease while tensile,tear and bursting strengths and cone puncture re-sistance increase. A higher fabric weight wouldhave more number of fibres per unit area, result-ing in higher strength properties and punctureresistance. Both air and water permeabilities dec-rease with increase in weight because of the in-creased resistance offered by greater fibre mass.
3.4 Effect of Depth of PenetrationThe depth of needle penetration determines the
number of barbs that penetrate into the web and,therefore, influences the amount of fibres pushedby the needle in each stroke. As in the earlier ex-periments, the fibre was carded, cross-lapped andpre-needled to 30 punches/ em", A number of lay-ers of pre-needled material were layed one overthe other to get a starting web weight of 220-260g/m". Keeping the punch density constant at 150punches/em", the depth of penetration was al-tered. The results of these studies (Table 7) showthat an increase in the depth of penetration leadsto a reduction in thickness and an increase in fa-bric density and as a result the air permeabilitydecreases. The improved interlocking of fibresachieved at higher penetration makes the fabricmore compact. Breaking strength increases withthe increase in depth of penetration within therange of needle penetrations studied. However, thetear strength shows a peak at 12 nun of penetra-tion. Bursting strength and cone puncture resist-ance decrease with the increase in depth of pene-tration.
4 ConclusionsAs the punch density is increased in needle
punching, weight per unit area and thickness ofthe resultant fabric decrease, bulk density in-creases, and air and water permeabilities decrease
48
due to the increased compactness of fabric. It is,therefore, important that the feed weight is adjust-ed to get the required outgoing weight per unitarea while varying punch density. Specific stressand tear strength increase steeply with punchdensity up to a level and then decrease. Burstingstrength and cone puncture resistance decreasewith increase in punch density even when the areadensity is kept the same. Compressibility dec-reases but recovery increases with increase inpunch density up to a certain level and then re-main nearly constant with further increase inpunch density. Heavy-weight fabric requires higheramount of punch density to achieve maximumspecific stress compared to a light-weight fabric.With the increase in fabric weight, the air and wa-ter permeabilities decrease while the tensile, tearand bursting strengths and cone puncture resist-ance increase.
Increase in the depth of needle penetration dec-reases thickness and increases bulk density and asa result the air and water permeabilities decrease.Specific stress improves with the increase in depthof penetration while the tear strength achieves themaximum value at optimum penetration. Burstingstrength and cone puncture resistance decreasewith increase in depth of penetration.
AcknowledgementThis work forms a part of a project funded by
the Ministry of Textiles, Government of India, towhom our thanks are due. We are also thankful toDr S.M. Betrabet, Director, BTRA, for his keeninterest in the study and to Mr. K. Venkatarayan,Mr. Y.K. Patil and Mr. K.Y. Ganesh for help in ex-perimental and testing work.
References1 Hearle J W S, Sultan M A I & Choudhari T N, J Text lnst,
59 (1968) 103.2 HearleJW S & Sultan M A I, J Text Inst, 59 (1968) 137.3 Igwe G J I & Smith P A, Mellwnd Textilber (Eng Edn), 66
(1985) 626.4 Igwe G J I & Smith P A. Melliand Textilber (Eng. Edn), 67
(1986) E 256, 624.5 Scardino F, J1nd Fabrics, 4 (1986) 26.6 Clayton F H,J Texi Inst, 26 (1935) T 171.7 Davis N C, Text Res J, 28 (1958) 318.8 Dent R, in Nonwovens '71, edited by P Lennox-Kerr (Text-
ile Trade Press, Manchester) 1971.