Embed Size (px)
Citation preview

2477
ISSN 1229-9197 (print version)
ISSN 1875-0052 (electronic version)
Fibers and Polymers 2015, Vol.16, No.11, 2477-2490
End Use Performance Characterization of Unconventional Knitted Fabrics
Hafsa Jamshaid1,2
, Rajesh Mishra1*, and Jan Novak
3
1Technical University of Liberec, Faculty of Textile Engineering, Department of Material Engineering, Liberec 46117,
Czech Republic2Department of Fabric Manufacturing, Faculty of Textile Engineering, National Textile University,
Faisalabad 37610, Pakistan3Department of Vehicle and Engines, Faculty of Mechanical Engineering, Technical University of Liberec,
Liberec 46117, Czech Republic
(Received June 19, 2015; Revised September 2, 2015; Accepted September 5, 2015)
Abstract: This paper presents a study conducted on the mechnical and functional properties of unconventional knittedstructures. The raw materials selected for investigation were basalt single jersey and 1×1 rib, polypropylene single jersey and1×1 rib, polyester single jersey and 1×1 rib and jute single jersey and 1×1 rib. The mechnical properties like bursting strengthand shear strength were studied. The thermal properties of the fabrics i.e., resistance & conductivity were studied vis-a-visphysiological behavior. Electrical and accoustic properties were studied as well. On the basis of the results, the influence ofthe fabric structure on various property parameters were analyzed. The results indicate that effect of fiber and knitted fabricstructure on mechanical and functional properties are significant. It can be concluded that rib fabrics have overall betterproperties as compared to single jersey knitted fabrics. The aim of this study is to analysis the properties of unconventionalknitted fabric for using them in technical applications i.e. composites.
Keywords: Knitted fabric, Basalt, Bursting strength, Shear strength, Thermal resistance, Electrical resistance, Acousticproperties
Introduction
Life in today’s world cannot be imagined without the
knitted textile. Knitted products are very popular and
integral part of textile material. Knitting is the process of
forming fabric by inter-looping of yarn by using needles. It
is the one of the major methods of fabric production. There
are two types of knitting i.e. warp and weft knitting. Weft
knitted fabrics are vastly used for daily uses. For the
production perspectives, knitted fabrics are easier to produce
than woven fabrics. As it is known that yarn used for knit
fabric needs no preparations like warping and sizing, yarn
can directly feed on machine after receiving from spinning
mills. Knitted fabrics are made from different types of yarn,
of different yarn fineness, composition of the raw material
and different structures. Due to the exceptionally good
property of knits like excellent elasticity, light weight and
due to highly developed and economical production of
knitted fabrics a major segment of market is captured by
knitted products. The high flexibility and comfort of knitted
garments have significantly increased their application in
many other areas of human needs i.e. sports, medicine, geo
applications and safety. Knitted fabrics have received much
consideration in latest years in the textile composite field
due to their outstanding formability [1-3].
Loops are the main structural elements of knitting and
their shape and size influences appearance and properties of
knitted products. Technically a knitted loop consists of a
needle loop & a sinker loop. Stitch/loop length is the
fundamental unit which controls all the properties of weft
knitted fabrics. It is the length of yarn knitted into one stitch
in a weft knitted fabric. Stitch/loop length is theoretically a
single length of yarn which includes one needle loop & half
the length of yarn (half a sinker loop) between that needle
loop & the adjacent needle loops on either side of it. Stitch
length is the most important/decisive factor affecting the
course per unit length (CPU) and wales per unit width
(WPU) and also other variable such as tightness factor,
gauge factor, linear density, stitch density, thickness etc.
Both the physical and mechanical properties of knitted
fabrics are influenced by the structural parameters of the
fabrics and relaxation/finishing process. Mainly stitch length
& knit structure are the major factors that affect all the
dimensional, comfort, handle & other properties [4,5].
Single jersey/plain knitted fabric is one of the popular
knitted structures. It is the simplest and most economical
weft knitted structure to produce. 1×1 Rib knits have a well-
balanced structure. It has technical face of plain fabric on
both sides until stretched. Torsional moment in the yarn is
neutralized by the loops which are formed on both sides of
the knitted fabric alternatively. There is no curling at the
edges. Rib has the tendency to contract laterally improving
the elasticity. These characteristics make rib fabric feel
thicker. Elastic recovery of rib 1×1 structure is very high
along the entire width. When knitted into a relaxed state it
shrinks so much that only the shorter loops can be seen on
both sides [6].
Physical and mechanical properties of knitted fabrics are
very important in many ways. All the new applications of
knitted fabric in variouse industrial fields call for better*Corresponding author: [email protected]
DOI 10.1007/s12221-015-5466-8

2478 Fibers and Polymers 2015, Vol.16, No.11 Hafsa Jamshaid et al.
understanding of mechnical properties. Among these properties,
bursting strength and shear strength are extremely important.
Thermal, electrical and accoustic properties are also important
for industrial applications.
Basalt fiber is one type of high performance inorganic
fibers which are made from natural basalt. These fibers are
100 % natural and inert. Basalt products have no toxic
reaction with air or water, are non-combustible and explosion
proof. Basalt fiber is cheaper than carbon fibers, and exhibits
a higher strength thanglass ones [7].
Polypropylene is a thermoplastic and low-cost polymer
with versatile applications. It is light weight, its density is
lowest among all synthetic fibers. PP yarn has very good
insulation properties. It is recyclable and ecologically friendly
[8]. Polyester (PET) has a highly important place among
synthetic fibers. The importance of PET stems from both the
indispensible features it adds to products (high tenacity,
resistance to sunlight, etc.) and its widespread, easy and
cheap production technology [9].
Jute is known as the golden fiber. It is a long, soft, shiny
vegetable fiber that can be spun into coarse, strong threads.
It is one of the most affordable natural fibers and is second
only to cotton in amount produced. Jute fiber is 100 % bio-
degradable and recyclable and thus environmentally friendly.
It has good tensile strength, low extensibility, and ensures
better breathability of fabrics, good insulating and antistatic
properties, as well as having low thermal conductivity and a
moderate moisture regain [10].
There are not many studies on unconventional knitted
fabrics from basalt, jute etc. Knitting of high performance
yarn is very difficult due to its brittle nature. In this study an
attempt has been made to analyze the mechanical and
functional properties of single and double jersey structures
made out of basalt, polypropylene, polyester and jute yarns.
Methodology
Materials
The polyester (PET) and jute yarns used in this study were
available commercially. Polypropylene yarn was taken from
company Synthetic (Pakistan). The basalt yarn was received
from company Kamenny Vek (KV) (Russia).
All the samples were knitted on Stoll flat knitting
machine. All the fabric samples were prepared from yarn of
similar linear densities, courses per cm and loop length. The
thickness of the fabrics varied with the loop length and
course count. Since the wale count per cm usually depends
on the machine settings, so a constant range 4.33 was
maintained.
Methods
After knitting, the fabric samples were taken from the
machine and were laid on smooth and flat surface for free
relaxation under standard atmospheric conditions at 20±2 oC
and relative humidity of 65±2 % for about 24 hours. The
conditioned samples were tested for physical, mechanical
and functional properties.
Fabric physical properties were tested since they would
influence functional properties. Areal density/GSM of samples
were tested by taking test samples with the help of GSM
cutter & weighing balance (electronic).
Thickness
The fabric thickness was obtained using thickness meter
(Mesdan Lab). Measurement is done at different positions.
the probe with a disc delivers a pressure of 1 kP over an area
of 20 cm2, then the thickness is obtained in mm. Ten
readings were obtained and an average was statistically
computed.
Stitch Length
The stitch length was measured by unraveling number of
courses over 10 needles and measuring the total length of
yarn and then dividing the total length by 10 to get the stitch
length. Ten measurements were repeated to get the average
stitch length.
Bursting Strength
The bursting strength is an important property especially
in knitted fabrics. The fabric bursting strength was tested
according to BS3424 using a ball-burst strength tester [11].
The instrument consists of a polished steel ball that has a
diameter of 25.2±0.005 mm. The conditioned fabric specimen
is placed tension-free in the ring clamp of the device. The
polished steel ball is then pushed through the specimen until
it ruptures. The bursting strength is determined as the force
applied to the ball at the instant of fabric rupture. Bursting
strength measurement was performed on Testometric
M350-10CT. Test was carried out at 10 different places per
sample. The schematic of bursting strength tester is shown
in Figure 1.
Shear Behavior
The macro-level fabric deformation is associated with in-
plane shear. Shear properties of all fabrics were measured on
tensile testing machine using picture frame method. It is an
effective way for characterizing intra-ply shear property of
fabrics. A tensile force is applied at the crosshead mounting.
The rig is joined at each corner such that its sides can rotate
and the interior angle between adjacent sides can change.
The initially square frame thus becomes of rhomboid (or
diamond) shape. Material inside the rig is subjected to pure
shear deformation kinematics. The force required to deform
the material is recorded at the crosshead mounting as a
function of crosshead displacement.
The frame is extended along diagonally opposing corners
using simple tensile testing equipment as shown in Figure 2.
Shear test was performed on TIRA (LaborTech s.r.o., Opava,

End Use Performance of Knitted Fabrics Fibers and Polymers 2015, Vol.16, No.11 2479
Czech Republic) with a crosshead speed of 10 mm/min. For
each topology 10 measurements were taken. The specimens
were then subjected to a 20 mm vertical displacement, which
corresponded to a shear angle of 36.2 o. This was the largest
shear angle that could be accommodated in all of the
experiments without the onset of buckling. During an in-
plane test, because of interactions between bending and
deformation within the fabric plane, such as tension and in-
plane shear, an out of plane bending deformation, buckling
will occur. As the shear stress increases, a critical stage is
reached where the fabric starts to deform out of its plane,
buckling as a result.
Figure 1. Schematic diagram of the experimental set up to measure bursting strength.
Figure 2. Picture frame test rig.
Figure 3. Fabric orientations (a) force applied at 45 o to wale and course directions, (b) force applied parallel to wale and course
directions, and (c) actual sample.

2480 Fibers and Polymers 2015, Vol.16, No.11 Hafsa Jamshaid et al.
Force displacement data was gathered. Along with this,
empty frame data was collected so that it could be subtracted
from the raw data to give only the response of the material.
The orientation of the fabric when mounted in the picture
frame rig was a further consideration. The fabric could either
be cut so that the force was applied at 45 o to the wale and
course directions or parallel to them. However for fabric
sample when force is applied parralel to the wale and course
directions, buckling occurred at a much later stage. The
picture frame and the direction of applied force are shown in
Figures 2, 3 respectively.
In the picture frame shear test, the specimen is bolted to a
stiff four bar linkage system. A tensile load is applied
(vertically), which also causes a horizontal compressive
force because of the linkage system. As a result, a state of
shear (at 45 o to loading directions) is created in the test
specimen [13,14].
Air Permeability
Air permeability is defined as volume of air flow rate per
unit area of fabric when there is a specified differential
pressure across two faces of the fabric. The air permeability
of the samples were analyzed by using the FX 3300 air
permeability tester 111 according to standard EN ISO9237.
The principle of FX 3300 air permeability instrument
depends on the measurement of air flow passing through the
fabric at a certain pressure gradient ∆p. In this instrument
any part of the fabric can be placed between the sensing
circular clamps (discs) without the garment destruction. The
measurement was performed at a constant drop of 200 Pa
(20 cm2 test area) in the standard atmosphere [15]. The air
permeability tester is shown in Figure 4.
Thermal Properties
Measurement of the thermal insulation properties of the
fabrics was done by means of TCI developed by C-Therm
which is a device for conveniently measuring the thermal
conductivity of small sample by using the MTPS (modified
transient plane source) method. The principle of the apparatus
(TCI) is based on conductors in series with respect to the
direction of heat flow. The ratio of the temperature drop
across the conductors is equal to the ratio of their thermal
resistance. Thus, if the temperature drop across a material of
known thermal resistance (standard resistance) and across a
test specimen in series is measured, the thermal resistance of
the test specimen can be evaluated. Contrary to other devices,
TCI can measure the thermal conductivity of materials in the
states of solid, liquid, powder and mixed state. In addition, it
can measure thermal conductivity using only one side. The
TCI consists of a sensor, power control device, and computer
software. A spiral-type heating source is located at the center
of the sensor, and heat is generated at the center. The heat
that has been generated enters the material through the
sensor during which a voltage decrease occurs rapidly at the
heating source, and the thermal conductivity is calculated
through the voltage decrease data. The thermal properties of
the sample material are inversely proportional to the rate of
increase in the sensor voltage. The thermal conductivity is
calculated through the voltage drop data [16,17]. The
thermal measurement set up is shown in Figure 5.
Figure 4. Schematic diagram of the experimental set up to measure air permeability.
Figure 5. Schematic diagram of the experimental set up to measure thermal properties.

End Use Performance of Knitted Fabrics Fibers and Polymers 2015, Vol.16, No.11 2481
Electrical Properties
The electrical volume and surface resistivity of the samples
were measured according to the standard ASTM D257-07
(2007) at 100 V, temperature 22.3 oC and relative humidity
40.7 %. Measurements were recorded after 60 s from the
moment of placing the electrodes on the textile sample.
Volume resistivity was measured by applying a voltage
potential across opposite sides of the sample and measuring
the resultant current through the sample
Electrical resistance measurement was done on a measuring
device (ohmmeter) 4339B High Resistance Meter [18,19].
Volume resistivity ρv (Ω·cm) was calculated from the following
relation:
(1)
where, RV (Ω) is volume resistance reading, t is thickness of
the fabric (cm), and S is the surface area of the electrodes
(cm2).
Surface resistivity is measured by applying a voltage
potential between two electrodes of specified configuration
that are in contact with the same side of a material under test.
Surface resistivity ρs (Ω) was calculated from relation:
(2)
where RS (Ω) is the surface resistance reading, R1 is the
outer radius of the center electrode (m), and R2 is the inner
radius of the outer ring electrode (m). The experimental set
up is shown in Figure 6.
Acoustic Properties
As knitted fabrics are highly porous in nature, the
performance of these fabrics were also analyzed for acoustic
absorption. The acoustic impedance of a material is its most
basic acoustic property.
Impedance, defined as the ratio of the pressure to the
volume displacement at a given surface in a sound-transmitting
medium, is usually a frequency-dependent number. Acoustic
property was measured by using two-microphone impedance
tube according to ASTM E1050-08. The following measurement
methods are divided according to the size of evaluated
samples. The device is used to determine the sound absorption
coefficient (SAC) of circular samples with a diameter of
100 mm for the frequency range from 50-1600 Hz and
29 mm for the determination of sound absorption coefficientρv
RvS
t--------=
ρs
Rs2π
ln R2/R1( )----------------------=
Figure 6. (a) Resistivity measuring unit and (b) schematic diagram of the experimental set up to measure electrical resistance.
Figure 7. (a) Acoustic measuring unit and (b) schematic diagram of impedance tube.
Table 1. Properties of fibers and yarns
Properties Basalt Polypropylene Polyester Jute
Diameter of fibres
(micron)
12 34 22 18
No. of filaments 890 300 900 -
Linear density of yarn
(tex)
295 292 250 296
TPM (twists/m) 120 36 24 180
Tensile Force (N) 161.59 109.21 81.45 48.93
Tensile elongation (%) 4.75 28.65 30.28 2.848
Tenacity (N/tex) 0.55 0.37 0.33 0.17
E (MPa) 3390 767.24 611.37 1415.7

2482 Fibers and Polymers 2015, Vol.16, No.11 Hafsa Jamshaid et al.
(SAC) of circular samples for the frequency range of 500-
6400 Hz. The lower working frequency is due to the accuracy
of the signal processing equipment. The upper working
frequency has been chosen to avoid the occurrence of non-
plane wave mode propagation. This method is based on the
evaluation of the sound absorptive properties of materials at
normal incidence sound waves [20-22]. A schematic is
shown in Figure 7.
The construction parameters of knitted fabrics developed,
physical properties, knitting notations as well as the real
fabric sample images are given in Tables 1 to 4.
Results and Discussion
Physical Properties
Areal density/GSM depends on knit structure, yarn fineness
& dimensional properties of knitted fabrics. Rib fabric has
more GSM than plain fabric. Knit structure of single jersey
consumes less yarn in loop formation compared to rib fabric
due to structure of fabric. Fabric thickness depends on knit
structure, loop shape, compactness of structure & relative
closeness of the loops (stitch density). Thickness can significantly
vary for high yarn diameter, low yarn twist, lower lateral
compression force etc. Rib fabrics have higher thickness
than their plain counter-parts produced from same yarn and
knitting machine parameters as shown in Figure 8. It is
because the double jersey knitted fabrics are composed of
two layers which are formed by two needle beds in the knitting
process. Since double jersey fabrics are manufactured with two
needle beds, two layers are formed. Therefore, the fabric
generally has a higher areal mass and thickness. A rib fabric
has one wale line of plain knit stitch to the front followed by
another wale line of plain knit stitch to the back. Each strip
of these wale lines would curl either in the convex mode or
in the concave mode depending on the direction of stitching.
The extent of curling of each strip of wale lines in rib would
be higher than plain knit and hence it has higher thickness.
Table 2. (a) Construction parameters of fabrics
Sample code Structure Fiber Courses (cm) Wales (cm) Stitch length (mm) Stitch density (cm-2)
S1 Plain B 3.54 4.33 13.34 15.33
S2 Plain PP 3.93 4.33 11.23 17.02
S3 Plain PET 4.72 4.33 10.89 20.44
S4 Plain J 3.93 4.33 10.96 17.02
S5 Rib B 5.512 4.33 13.96 23.86
S6 Rib PP 5.91 4.33 12.96 25.59
S7 Rib PET 6.29 4.33 12.96 27.24
S8 Rib J 5.91 4.33 12.96 25.59
Table 2. (b) Measured physical properties of fabrics
Sample code Thickness (mm)Areal density (g/m2)
Measured
Areal density (g/m2)
Calculated
Fabric density
(g/cm3)Tightness factor
S1 1.25 550 589.12 0.4393 13.20
S2 1.87 560 548.39 0.2998 15.53
S3 2.43 507 557.63 0.2086 14.51
S4 2.20 500 551.76 0.2273 15.70
S5 4.47 1000 984.09 0.2237 12.30
S6 4.08 950 948.97 0.2328 13.46
S7 4.33 850 866.40 0.1963 12.45
S8 4.74 915 958.46 0.1932 13.55
Table 3. Knitting notations and used structures
Structure Notataion diagram Fabric
Plain/
Single jersey
Rib/
Double jersey

End Use Performance of Knitted Fabrics Fibers and Polymers 2015, Vol.16, No.11 2483
Mechanical Properties
The measured mechanical properties of samples e.g.
bursting and shear strength are given in Table 5.
Bursting Strength
Bursting strength is a measurement that shows how much
force an object can take before it ruptures. It is one of the
most important mechanical properties of knitted fabrics.
Knitted fabrics are exposed to multi-axial forces not only
during their dry and wet processing in the industry but also
during their end-use. Due to their distinct structural features,
tensile and tear strength testing as applicable to woven
fabrics, is not suitable for the knitted fabrics. Therefore,
bursting strength test of knitted fabrics is conducted to assess
the fabric’s ability to withstand multiaxial stresses without
breaking off.
Fabric strength largely depends upon yarn strength. Effect
of different factors on the bursting strength of knitted fabrics
have been studied in the past and it is known that the
bursting strength increases by increasing the constituent yarn
tenacity, decreasing knitting stitch length and increasing
knitted fabric areal density (GSM). It has also been described
Figure 8. (a) Areal density and (b) thickness of fabrics.
Table 4. Images of the samples used
Basalt Polypropylene Polyester Jute
Plain knitted
1×1 Rib knitted
Table 5. Measured bursting strength and shear strength of samples
Sample
codeStructure Fiber
Bursting
strength (N)
Shear
strength
(N)
Shear rigidity
G (MPa)
S1 Plain B 1251 18.82 0.0028
S2 Plain PP 3058.3 36.75 0.0054
S3 Plain PET 1890 24.55 0.0036
S4 Plain J 547.5 -
S5 Rib B 1366 16.46 0.0024
S6 Rib PP 4058.5 20.39 0.0030
S7 Rib PET 2229.75 17.52 0.0026
S8 Rib J 720 26.51 0.0039

2484 Fibers and Polymers 2015, Vol.16, No.11 Hafsa Jamshaid et al.
that the effect of different variables on the bursting strength
is not linear [23-25].
Single jersey knitted fabrics have lower bursting strength
with all yarn types as compared to corresponding 1×1 rib
fabric. It is mainly because of the structure and areal density.
Rib fabric has higher areal density, so bursting strength
increases due to increase in number of loops per unit length
which ultimately bear the multidirectional forces.
It is clear from the Figure 9 that bursting strength of PP
fabric in both single jersey and double jersey is highest
followed by Polyester fabric. Basalt fabric shows lower
bursting strength although basalt yarns are the strongest in
terms of tensile strength and modulus. In fact, basalt is a
high performance, brittle fiber and knitting is not easy due to
relatively higher stiffness and lower extensibility of these
yarns. It often results in fiber/yarn breakage during knitting
especially when yarn is forced to bend into loops. The
degree of fiber damage during knitting in case of basalt is
more as compared to knitting of other yarns [26]. PP fabric
has high strength and highly extensible yarn which leads to
highest bursting strength followed by polyester. It is due to
good integration of fibers and uniform fiber arrangement
with better twist which leads to effective exploitation of
fiber strength. When load is applied to the fabric, the yarn
moves until jamming occurs. After the yarn movement is
completed, the yarn elongates until it breaks which is according
to studies of many researchers [27]. Tightness factor and
areal density of PP fabric is also more than PET fabrics. Jute
is a staple yarn and has lowest strength and elongation at
break so it exibits lowest bursting strength among all
samples investigated.
Shear Property
From all the mechanical properties, shear behavior of
knitted fabrics are least understood, as they are difficult to
investigate. The shear mechanisms influence the draping and
pliability of a fabric and determine the ability of the material
to conform to a 3-D surface such as contour of the covered
surfaces [28]. The ability of a fabric to conform to a double-
curvature surface depends mainly on the in-plane shear
behavior. Shear rigidity is the resistance of fabric to angular
deformation. Although the application of textiles expanded
in industrial use and composites areas involving formation
and molding operations but still understanding of shear
behavior is very limited. The shear characteristics of fabrics
can be analyzed in a number of ways ranging from mathematical
models, which predict the material behavior based on fiber
geometry and friction coefficients, to mechanical testing,
which directly measures the materials bulk resistance to
shear deformation [28-30].
Picture frame shear tests are state of the art for determining
the shear force vs. shear angle behaviour for in-plane
deformation of most technical textiles. The shear rigidity
can be calculated from the tensile properties of the fabric in a
bias (45 o) direction based on the inter-relations of the in-
plane properties of the frame.
Rib fabric has lower shear strength compared to single
jersey fabric due to decrease of tightness factor and fabric
density (number of loops per unit area) i.e. increase of stich
length, leading to an decrease in inter fiber and yarn pressure
[12,30].
Jute based knitted fabrics show highest shear strength/
shear resistance followed by PP fabrics. As jute is a staple
fiber yarn and it has high level of hairniness, so it benefits
Figure 9. (a) Bursting strength and (b) shear strength.
Figure 10. Deformation kinematics of picture frame.

End Use Performance of Knitted Fabrics Fibers and Polymers 2015, Vol.16, No.11 2485
from higher inter-fiber and inter-yarn friction. It has also
highest tightness factor, an increase in the tightness factor
(tightness of structure) results in an increase in inner friction
and compression. Thus shear parameters are improved. PP
yarn has also high level of twist thus leading to more inter
fiber friction and also high tightness factor following jute
fabrics.
Theoretical Modeling of Shear Behavior
A geometric model is explained in Figure 10.
Direct measurement of axial load and shear angle is
possible through this following relationship.
(3)
Shear force (Fs) is determined by the axial force (Fx)
frame rig length (L) and the frame angle (ϕ). Meanwhile
frame angle can be determined directly from cross head
displacement (d). Shear angle (γ) can be obtained from
frame angle by using the following equations (2) and (3).
(4)
(5)
It was a challenge to maintain uniform rate of loading on
the tensile testing device. Therefore, uniform displacement
method was selected. In order to ensure that the frictional
effects of the clamping device and picture frame do not
infulence the uniform displacement, the linear fit curve was
plotted between time and displacement as shown in Figure
11.
The correlation of theoretical model and picture frame test
isshown in Figure 12.
The correlation is very good in the 95 % confidence
interval.
Functional Properties
The fabric functional properties e.g. air permeability,
thermal conductivity, thermal resistance and electrical
resistance are given in Table 6.
Air Permeability
Permeability is an important material property, its knowledge
is required in various flow simulations while processing
composites. Air permeability is one of the important factors
on which thermal properties depend. Generally, air per-
meability depends on the material of constitutive yarns and
structural parameters(type of knit structure, type of yarn
(spun or filament), yarn size (linear density), twist factor in
the yarn, loop density (wales and courses) and thickness) of
Fs
Fs
2cosϕ---------------=
ϕ cos1– L 2 d+
2L------------------=
γπ
2--- 2ϕ–=
Figure 11. Linear fit model between time and shear displacement
(10 mm/min).
Figure 12. Correlation of theoretical model and picture frame test
of shear strength.
Table 6. Measured air permeability, thermal conductivity, thermal resistance and electrical resistance of samples
Sample
code
Air permeability
(l/m2/s)
Thermal conductivity
(W/mK)
Thermal resistance
(km2/W)
Electrical
resistance (ohm)
Surface rersistivity
ρs (Ω)
Volume resistivity
ρv (Ω·cm)
S1 8635 0.064 0.02 2.89E+11 2.89E+12 4.42E+12
S2 3034 0.065 0.029 1.99E+11 1.99E+12 1.73E+12
S3 1150 0.053 0.046 1.47E+10 1.47E+11 1.94E+11
S4 2932 0.053 0.042 2.38E+11 2.38E+12 1.92E+12
S5 6140 0.049 0.092 5.21E+11 5.20E+12 5.76E+12
S6 2597 0.059 0.069 3.87E+11 3.87E+12 2.62E+12
S7 567.7 0.055 0.079 2.75E+10 2.75E+11 1.75E+11
S8 2922 0.051 0.092 3.86E+11 3.86E+12 5.01E+12
2486 Fibers and Polymers 2015, Vol.16, No.11 Hafsa Jamshaid et al.
the fabric. Air permeability which is mainly a fabric
transport property is more sensistive to fabric structure.
Fabric structure is an important factor affecting the comfort
properties. Fabrics with more pores or bigger sizes of pore,
potentially allow more air movement through the fabric
which results in a cooler feeling for the wearer. The results
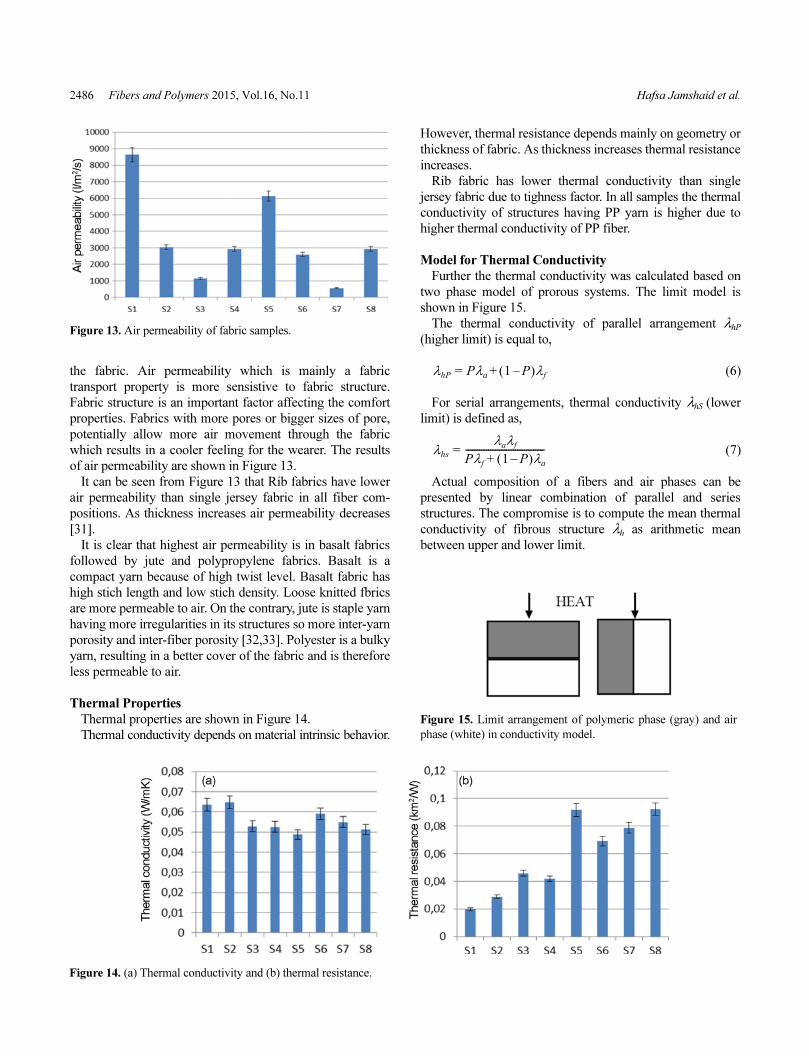
of air permeability are shown in Figure 13.
It can be seen from Figure 13 that Rib fabrics have lower
air permeability than single jersey fabric in all fiber com-
positions. As thickness increases air permeability decreases
[31].
It is clear that highest air permeability is in basalt fabrics
followed by jute and polypropylene fabrics. Basalt is a
compact yarn because of high twist level. Basalt fabric has
high stich length and low stich density. Loose knitted fbrics
are more permeable to air. On the contrary, jute is staple yarn
having more irregularities in its structures so more inter-yarn
porosity and inter-fiber porosity [32,33]. Polyester is a bulky
yarn, resulting in a better cover of the fabric and is therefore
less permeable to air.
Thermal Properties
Thermal properties are shown in Figure 14.
Thermal conductivity depends on material intrinsic behavior.
However, thermal resistance depends mainly on geometry or
thickness of fabric. As thickness increases thermal resistance
increases.
Rib fabric has lower thermal conductivity than single
jersey fabric due to tighness factor. In all samples the thermal
conductivity of structures having PP yarn is higher due to
higher thermal conductivity of PP fiber.
Model for Thermal Conductivity
Further the thermal conductivity was calculated based on
two phase model of prorous systems. The limit model is
shown in Figure 15.
The thermal conductivity of parallel arrangement λhP
(higher limit) is equal to,
(6)
For serial arrangements, thermal conductivity λhS (lower
limit) is defined as,
(7)
Actual composition of a fibers and air phases can be
presented by linear combination of parallel and series
structures. The compromise is to compute the mean thermal
conductivity of fibrous structure λh as arithmetic mean
between upper and lower limit.
λhP Pλa 1 P–( )λf+=
λhs
λaλf
Pλf 1 P–( )λa+-----------------------------------=
Figure 13. Air permeability of fabric samples.
Figure 14. (a) Thermal conductivity and (b) thermal resistance.
Figure 15. Limit arrangement of polymeric phase (gray) and air
phase (white) in conductivity model.

End Use Performance of Knitted Fabrics Fibers and Polymers 2015, Vol.16, No.11 2487
(8)
The parallel/series structure gives a first hand prediction
and gives reasonable prediction accuracy for practical
application due to its simplicity. A correlation between
theoretical calculation and actual measurement of thermal
conductivity is shown in Figure 16.
Thermal Resistance
Fabric thickness is one of the most important factors
determining thermal comfort. It is good insulator because
the air that is located between loops retain the heat, but most
knitwears allow air permeability at the same time, which
gives a pleasant feeling when wearing knitted garments [34].
It is observed that thermal resistance value of rib knitted
fabrics is higher than plain knitted fabrics. This is because of
higher thickness and low air permeability of rib knitted
fabrics. Basalt and jute rib knitted fabrics have highest
thermal resistance among all samples. Compactness of yarn
structure leads to higher packing density of yarn and lower
resistance. However, high areal density leads to more
thermal resistance of basalt and jute knitted fabric.
Among single jersey samples, the polyester fabric shows
highest thermal resistance followed by jute. As polyester has
low air permeability, least stitch length and high stitch
density so more retention of air would lead to increased
thermal resistance. Jute has good thermal resistance due to
two reasons. One, jute has smaller diameter of fibers so by
decreasing the diameter, the no. of fibers increase for same
fineness and thus increases the air pockets within the yarn.
Its specific heat value is high. Second, due to staple yarn it
has more hairiness in fabric thus increasing content of air
pores between loops of yarns. Physical clogging of air will
lead to increase in thermal insulation
Electrical Resistance
Fabrics are typically porous media and can be treated as
mixture of fiber and air, The main feature of knitted products
is that they are more or less porous materials. The high
resistance values of the fabrics are mainly determined by the
presence of air in them. i.e. free spaces between the loop,
which specifically affects the density of knitwear. In addition,
the characteristics and composition of the yarn of knits also
has a significant impact on its electrical behavior. Air is a
bad conductor of electric current showing resistivity from
1.3E+16 to 3.3E+16 at 20 oC.
Volume resistivity and surface resistivity of materials
depend mainly on fabric thickness and electrode dimensions.
Because samples do not contain any additional surface
modification, surface resistance (which indirectly describes
material’s ability to conduct an electric current on the
surface) should not be significantly different for the single
and double jersey fabrics. On the other hand, volume
resistance (which describes ability to conduct an electric
current in mass of sample) is a better descriptor of material
bulk electrical behavior. Dependence between volume and
surface resistance is shown in Figure 17. Volume resistance
is increasing with increasing surface resistance. Corresponding
coefficient of determination R2=0.752 indicates a good
quality of fit.
For the same voltage level, the rib knitted structures were
observed to allow the lowest electrical current to pass. This
was due to the higher areal density and thickness of rib
fabrics which can entrap more air and offer more resistance
to current.
Basalt and jute knitted fabrics show higher electrical
λh
λhP λhS+
2--------------------=
Figure 16. Correlation between theoretical model and experimental
measurement of thermal conductivity.
Figure 17. (a) Electrical resistance and (b) dependence between volume resistance and surface resistance.
2488 Fibers and Polymers 2015, Vol.16, No.11 Hafsa Jamshaid et al.
resistance although the corresponding fibers have lower
electrical resistivity than polyester and polypropylene. Thus
it is evident that fabric porosity and tighness plays most
important role in deciding the electrical behavior of such
knitted fabrics.
Static electricity is the collection of electrically charged
particles on the surface of a material. Various materials
either give up electrons and become positive(+) in charge or
have the tendency of attracting electrons and becoming
negative(−) in charge. Some materials cause or create more
static electricity than others. Static electricity can be generated
on insulating materials (layers) surface by the certain
specific ways which are, charging by electrostatic induction,
charging by friction, charging by ionizing radiation etc. The
high resistivity of polymers results in accumulation of large
amount of electrostatic charges. Antistatic formulations of
polymers possess much reduced resistivity so that electrostatic
charge may be dissipated by leakage currents [35-38]. Basalt
is a compact yarn and jute is staple yarn and also highly twisted
as compared to PP and PET. Both of the later are filaments
with very light twist so they become more flattened, the fibers
in the yarn spreads out in the fabric resulting in smaller inter
fiber pores and higher conductivity for static charge.
Acoustic Properties
Now-a-days much importance is given worldwide to the
acoustical environment. Fibrous, porous and other kinds of
materials have been widely used as sound absorptive materials.
Acoustic absorption is the transformation of sound energy to
thermal energy due to friction between the moving air
particles and the material itself. Textile materials i.e. porous
materials which reduce the acoustic energy while the sound
wave passes through, are referred as efficient acoustic
absorbing materials. When the sound wave strikes on a
textile material, some amount of the sound will be reflected,
some amount will be transmitted through and some will be
absorbed by the material. The reflection, transmission and
absorption of sound are influenced by the type of fiber and
structural characteristics of the fabric. These acoustical
characteristics of textile or porous material are always
represented by Sound Absorption Coefficient (SAC). SAC
varies from zero (0) to one (1). Sound absorption performance is
a function of frequency and is performed generally with the
increase in frequency. Performance improves with the
increase in thickness.
The various factors affecting the sound absorption coefficient
of the fabrics are thickness, density, porosity and air flow
resistance [39]. Among these factors, the air flow resistance
is the major contributing parameter in various materials. The
air flow resistance can yield good absorption regardless of
the thickness of the fabrics. Fabric air permeability is very
important parameter for thermal and acoustical insulation of
textiles. Higher air permeability results in higher sound
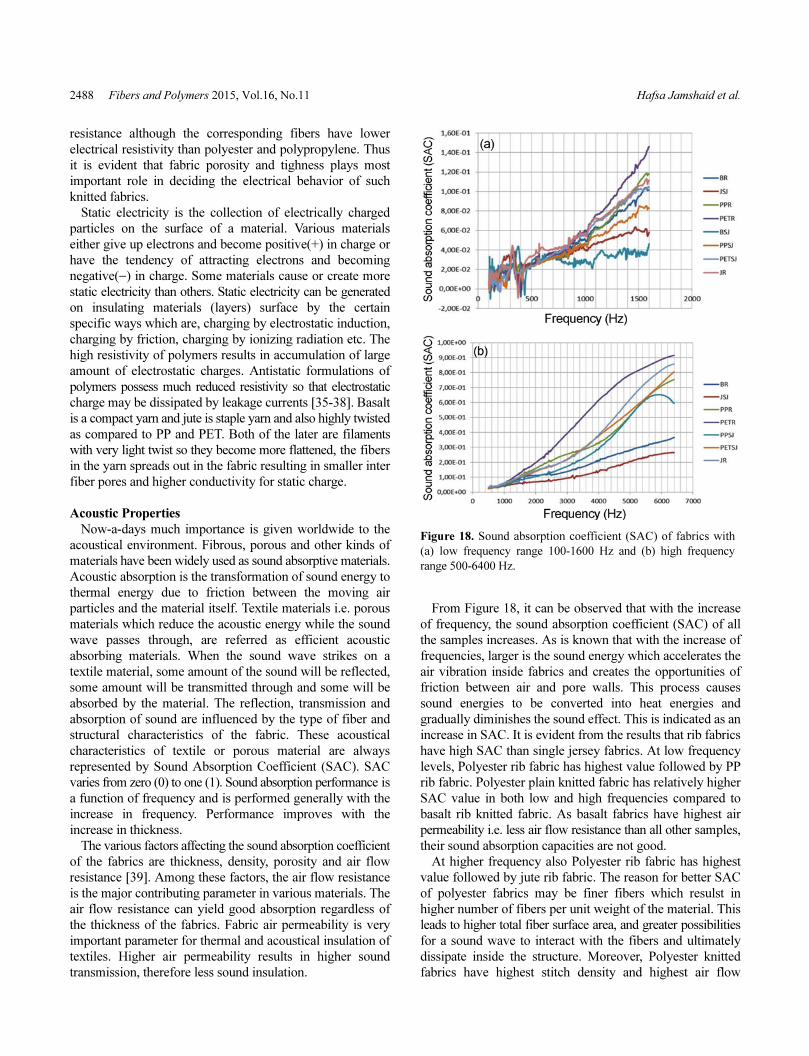
transmission, therefore less sound insulation.
From Figure 18, it can be observed that with the increase
of frequency, the sound absorption coefficient (SAC) of all
the samples increases. As is known that with the increase of
frequencies, larger is the sound energy which accelerates the
air vibration inside fabrics and creates the opportunities of
friction between air and pore walls. This process causes
sound energies to be converted into heat energies and
gradually diminishes the sound effect. This is indicated as an
increase in SAC. It is evident from the results that rib fabrics
have high SAC than single jersey fabrics. At low frequency
levels, Polyester rib fabric has highest value followed by PP
rib fabric. Polyester plain knitted fabric has relatively higher
SAC value in both low and high frequencies compared to
basalt rib knitted fabric. As basalt fabrics have highest air
permeability i.e. less air flow resistance than all other samples,
their sound absorption capacities are not good.
At higher frequency also Polyester rib fabric has highest
value followed by jute rib fabric. The reason for better SAC
of polyester fabrics may be finer fibers which resulst in
higher number of fibers per unit weight of the material. This
leads to higher total fiber surface area, and greater possibilities
for a sound wave to interact with the fibers and ultimately
dissipate inside the structure. Moreover, Polyester knitted
fabrics have highest stitch density and highest air flow
Figure 18. Sound absorption coefficient (SAC) of fabrics with
(a) low frequency range 100-1600 Hz and (b) high frequency
range 500-6400 Hz.

End Use Performance of Knitted Fabrics Fibers and Polymers 2015, Vol.16, No.11 2489
resistance than all other fabrics. Basalt knitted fabric shows
lowest SAC values in low frequencies.
Theoretical Calculation of SAC (Sound Absorption
Coefficient)
The sound absorption coefficient was further calculated
based on the theoretical model proposed by previous
researchers.
The Sound Absorption Coefficient (SAC) is a measure of
how much sound is absorbed by a particular material, and is
derived from the measured Sound Absorption Coefficients
[39]. The SAC was determined using the following formula
(equation (9)).
(9)
A very good correlation of this model was found with
measured values of SAC. Results are shown in Figure 19.
Conclusion
The influence of knitted structure and fiber type on fabric
properties is investigated. Some of the important conclusions of
this research are:
1. Bursting strength of all rib knitted fabrics are higher than
single jersey fabrics with simillar yarn type and machine
parameters. PP knitted fabrics have highest values followed
by Polyester fabrics.
2. Shear strength of rib knitted fabrics are lower than single
jersey knitted fabrics. Jute knitted fabric has highest shear
strength and rigidity followed by PP fabrics.
3. Air permeability of rib knitted fabrics is lower than single
jersey knitted fabric. Basalt fabrics have highest values
followed by jute fabrics.
4. Thermal conductivity of rib knitted fabrics is lower than
single jersey knitted fabrics. PP fabrics have highest
values.
5. Thermal resistances of rib knitted fabrics are higher than
single jersey knitted fabrics. Basalt fabrics have highest
values followed by jute fabrics.
6. Electrical resistances of rib knitted fabrics are higher than
single jersey knitted fabricr. Basalt fabrics have highest
values followed by jute fabrics.
7. Sound absorption coefficients of rib knitted fabrics are
higher than single jersey knitted fabrics. Polyester fabrics
have highest values.
It can be concluded that rib fabrics have overall better
properties as compared to single jersey knitted fabrics.
Acknowledgement
The authors would like to thank Nazer & Co. Karachi,
Pakistan for produdcing samples on Stoll flat knitting machine.
Also this work was supported by project No. L1213 of
program NPU in Czech Republic.
References
1. P. L. Chen, R. L. Barker, G. W. Smith, and B. Scruggs,Text. Res. J., 62, 200 (1992).
2. N. A. Tou, M. S. Dissertation, NCSU, Raleigh, USA,2005.
3. R. Mishra, B. K. Behera, and B. P. Pal, J. Text. Inst., 103,320 (2012).
4. T. Dias and G. B. Delkumburewatte, Fiber. Polym., 9, 76(2008).
5. D. Mikuèionienë and G. Laureckienë, Mater. Sci., 15, 64(2009).
6. D. J. Spencer, “Knitting Technology - A ComprehensiveHandbook and Practical Guide”, 3rd ed., pp.377-422,Woodhead Publishing Ltd., Cambridge, UK, 2001.
7. J. Sim, C. Park, and D. Y. Moon, Compos. Part B-Eng., 36,504 (2005).
8. T. H. Quazi, A. A. Shubhra, and M. A. Quaiyyum, J.
Thermoplast. Compos., 26, 362 (2013). 9. O. Babaarslan and S. Ö. Ullari, Fiber. Polym., 14, 146
(2013).10. A. K. Mohanti and M. Mirsa, Polym. Plast. Technol. Eng.,
35, 729 (1995). 11. B. K. Behera, A. K. Pattanayak, and R. Mishra, J. Text.
Eng., 54, 103 (2008).12. M. Duhovic, Ph. D. Dissertataion, “Department of Mechanical
Engineering”, University of Auckland, New Zealand, 2004.13. A. Long, “Design and Manufacture of Textile Composites”,
pp.149-180, Woodhead Publishing Ltd. and CRC PressLLC, Cambridge, UK, 2005.
14. J. Skelton, Text. Res. J., 46, 862 (1976). 15. R. Mishra, J. Militky, B. K. Behera, and V. Banthia, J. Text.
I., 103, 1255 (2012).16. J. Cha, J. Seo, and S. Kim, J. Therm. Anal. Calorim., DOI
10.1007/s10973-011-1760-x (2015).17. B. P. Dash, B. K. Behera, R. Mishra, and J. Militky, J. Text.
Inst., 104, 312 (2013).18. V. Safárová and J. Militký, Text. Res. J., 84, 1255 (2014).
SACα250Hz α500Hz α1000Hz α2000Hz+ + +
4----------------------------------------------------------------------------=
Figure 19. Calculated SAC vs measured SAC for lower frequencies
(2000 Hz).

2490 Fibers and Polymers 2015, Vol.16, No.11 Hafsa Jamshaid et al.
19. T. Ficker, J. Phys. D. Appl. Phys., 39, 410 (2006). 20. M. Venkataraman, R. Mishra, V. Arumugam, H. Jamshaid,
and J. Militky, “Proc. Nanocon 2014”, Vol. 6, p.124, Brno,Czech Republic, 2014.
21. H. Seddeq, J. Basic Appl. Sci., 3, 4610 (2009). 22. B. K. Behera and R. Mishra, Indian J. Fibre Text., 32, 72
(2007).23. S. Ertugrul and T. R. Nuray, Text. Res. J., 70, 845 (2000). 24. H. Jamshaid, T. Hussain, and Z. A. Malik, Fiber. Polym.,
14, 1203 (2013). 25. G. Manonmani and C. Vigneswaran, J. Text. Apparel
Technol. Mgmt., 6, 1 (2010). 26. Q. M. Wang, X. Yang, J. Gao, and P. F. Song, Adv. Mat.
Res., 583, 207 (2012). 27. S. Ertugrul and N. Ucar, Text. Res. J., 70, 845 (2000). 28. P. Grosberg and B. J. Park, Text. Res. J., 36, 420 (1966). 29. J. Domskiene and E. Strazdien, Fiber. Text. East. Eur., 13,
50 (2005).
30. R. Mishra, R. Tiwari, M. Marsalkova, J. Militky, and B. K.Behera, J. Text. Inst., 103, 1361 (2012).
31. C. N. Herath, Fiber. Polym., 14, 1339 (2013). 32. O. R. Tugrul and M. M. Serin, J. Text. Inst., 102, 395
(2011). 33. R. T. Ogulata and S. Mavruz, Fiber. Text. East. Eur., 18, 82
(2010). 34. Y. Li, Textile Progress, 31, 1 (2001). 35. H. C. Chen, K. C. Lee, and J. H. Lin, Compos. Pt. A-Appl.
Sci. Manuf., 35, 1249 (2004). 36. H. S. Seddeq, Aust. J. Basic. Appl. Sci., 3, 4610 (2009). 37. C. W. Lou, J. H. Lin, and K. H. Su, Text. Res. J., 75, 390
(2005). 38. M. Tascan and E. A. Vaughn, J. Eng. Fiber. Fabr., 3, 32
(2008). 39. H. S. Seddeq, N. M. Aly, and M. H. Elshakankery, J. Ind.
Text., 4, 56 (2013).





























