Embed Size (px)
Citation preview

EFFECT OF DEACTIVATION METHOD ON THE TESTING PERFORMANCE OF
FCC CATALYSTS
Angelos A. Lappas Research Director CPERI/CERTH
[email protected] BASF FCC Conference 2019
Lisbon - Portugal, 18–20 September 2019
Chemical Process and Energy Resources Institute (CPERI) Centre for Research and Technology Hellas (CERTH)

OUTLINE
Introduction
CPERI facilities
Objectives of the study
Experimental
Results & Discussion
Conclusions
2

INTRODUCTION
Laboratory methods for a-priori ranking of FCC catalysts are of major importance for refining industry
Correct deactivations methods are of equal importance to evaluation methods especially in high metal cases:
Metal poisons deposit from crude oil on the zeolite and matrix surface areas
Ni is known to act as a dehydrogenation catalyst producing additional hydrogen and coke. It is four times more active than V
Different types of Lab-Deactivation methods have been proposed in literature
It is important to best match the Ecat performance (Ecat H2 and coke) in the lab by applying the most suitable deactivation protocol
3

CPERI: A state of the art FCC Catalyst Evaluation Lab
Bench and pilot scale FCC independent testing facilities located in Thessaloniki, Greece
Advanced FCC catalyst characterization techniques
Fully equipped analytical laboratory
ISO 9000 and ISO 17025 procedures
Deactivation and evaluation methods to mimic FCC units
Research activities on fossil fuels (and bio-fuels) for development of FCC catalysts/additives evaluation technology
CPERI has collaborated with more than 80 refineries worldwide for different studies in the FCC catalyst testing area
4

FCC Catalyst Deactivation Units in CPERI
All FCC deactivation technologies and protocols are available
Steamer: hydrothermal deactivation
CPS: metal Mitchell impregnation and ReDOx cycles
CDU: metals deposition with feed
Deactivation units: fluid beds available in bench scale (150-200 gr of catalyst) and large scale (5-6 kg of catalyst)
Flexibility for changing operating parameters for matching Ecat properties: T, time, number of ReDOx cycles, steam%
CPS CDU STEAMER
5

FCC Catalyst Evaluation Units in CPERI
ACE R+ bench-scale unit • Fixed fluid bed reactor (till 12 gr cat)
• C/O by varying catalyst mass or run time
SCT-MAT bench-scale unit • Fixed bed reactor (till 6 gr cat)
• C/O by varying catalyst mass
SCT-RT bench-scale unit • Fluid bed reactor (till 24 gr cat)
• C/O by varying catalyst mass
FCC pilot plant scale unit • Fully circulating pilot unit with continuous
catalyst regeneration (4 kg catalyst)
• Riser height: 9 meters
6

OBJECTIVES OF THIS STUDY
It is important to use the appropriate lab-deactivation protocol in order to best match the Ecat properties, activity
and especially H2 and coke selectivity
To perform a comparative study between different deactivation protocols applied for catalysts deactivation in the presence of metals CPS vs CDU Deactivation Study
Effect of Deactivation Protocol on activity, H2 and coke yields
To investigate the effect of the amount of Ni (expressed as % of the Ecat Ni) that should be deposited on the fresh catalysts on H2 and coke yields
To suggest optimum metal target for Ni
7

EXPERIMENTAL UNITS OF THIS STUDY
8

ADVANCED CYCLIC PROPYLENE STEAMING (CPS-3) UNIT
Step-1. Calcination of the FCAT Step-2. Metals wet impregnation Step-3. Calcination of the metallated samples Step-4. CPS aging with 30 ReDOx cycles at 804°C
reduction 50 % (nitrogen+5%C3=) +50 % steam
stripping 50 % nitrogen +50 % steam
oxidation 50 % (4000ppm SO2 in air) + 50 % steam stripping 50 % nitrogen + 50 % steam
The final 30th cycle consists of: reduction 50 % (nitrogen+5%C3=) +50 % steam
Step-5. Cooling
Unit modules: • Feed module: Gases • Reactor: fixed fluidized bed
9

PILOT SCALE CYCLIC DEACTIVATION UNIT (CDU) AND PROTOCOL APPLIED
Unit modules: • Feed module: VGO and the metals. • Reactor: fixed fluidized bed
No of cycles for metals deposition: 14. Each cycle consists of:
o Pyrolysis step o Stripping step o Heat up to with N2 o Regeneration step o Steaming step o Cooling step
At the end of CDU we further age the catalysts by applying a number of CPS cycles in a certain temperature
10

Circulating Riser Reactor (CRR) Catalyst circulation with continuous
regeneration
Solid circulation control by slide valves
Riser of 9 meters for full simulation of commercial FCC units
EXPERIMENTAL UNIT FOR CATALYST EVALUATION STUDY
11

Nickel is cracked on surface and mostly remains concentrated in the outer edge of particle
V distribution is uniform in both methods and in Ecats
In the lab, Ni distribution is best matched with CDU technique
Metals Distribution: Ecat vs CDU vs CPS3 SEM/EDS
High metals dehydrogenation activity
in CPS-3 samples
However, metal accuracy and deactivation time are
better in CPS-3
CDU Dcat
CPS-3 Dcat
12

TESTING PERFORMANCE DIFFERENCE BETWEEN CDU and CPS METHODS
CASE I CATALYST FORTRESS TECHNOLOGY
RESULTS AND DISCUSSIONS
13

NAME Fortress Fortress Fortress DEACTIVATION Fresh CPS CDU MEASURED CPERI CPERI CPERI
TSA, m2/gr 327.60 197.32 191.95 ZSA, m2/gr 259.41 151.26 145.45 MSA, m2/gr 68.19 46.07 46.50 Z/M 3.80 3.28 3.13 UCS, Å 24.59 24.30 24.32
Ni, ppmw 0 4940 4325 V, ppmw 0 1070 1140
CATALYST PROPERTIES
14

CASE I – FORTRESS TECHNOLOGY (CPS vs CDU)
FCC Pilot Plant
5
6
7
8
9
65 70 75 80
conversion, %wt
coke
, %w
t
Fortress_CPS
Fortress_CDU
1.2
FCC Pilot Plant
0.200.240.280.320.360.400.440.480.520.560.600.640.680.720.760.80
65 70 75 80
conversion, %wt
H2,
%w
t
Fortress_CPSFortress_CDU
0.22
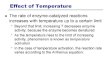
Type of deactivation affects significantly the performance of Fortress technology
CDU technology is the best deactivation technology for this catalyst at this high Ni
levels giving much less coke and H2 yield
15

CASE I – FORTRESS TECHNOLOGY (CPS vs CDU)
FCC Pilot Plant
6668707274767880
5 7 9 11 13
C/O
conv
ersio
n, %
wt
Fortress_CPS
Fortress_CDU
FCC Pilot Plant
46
48
50
52
54
65 70 75 80
conversion, %wt
gaso
line,
%w
t
Fortress_CPSFortress_CDU
FCC Pilot Plant
14
15
16
17
18
19
65 70 75 80
conversion, %wt
LCO
, %w
t
Fortress_CPS
Fortress_CDU
o Gasoline selectivity and activity are better
for the CDU sample
o Despite the high coke from the CPS
sample the LCO is not affected by
deactivation technology
16

CASE II
Effect of Deactivation Protocol on the Performance of High Z/M and Low Z/M FCC
Catalysts
17

NAME L-Z/M L-Z/M L-Z/M L-Z/M DEACTIVATION Fresh CPS CDU Ecat
Z/M 0.93 0.63 0.66 0.96
Ni, ppmw 0 3000 3000 6000 V, ppmw 0 600 600 1200
EXPERIMENTAL PROCEDURE
NAME H-Z/M H-Z/M H-Z/M H-Z/M DEACTIVATION Fresh CPS CDU Ecat
Z/M 2.3 2.3 2.4 2.6
Ni, ppmw 0 3000 3000 5995 V, ppmw 0 660 660 1300
A low Z/M (L-Z/M) (<1.0) and a high Z/M (H-Z/M) catalyst were deactivated both by CPS and CDU protocols
The metal levels on the Dcats were 50% of the Ecat metals
All 4 Dcats and the 2 Ecats were tested in the pilot plant with the same feed
18

CASE II – CPS vs CDU
The Ecat testing gives lower coke of both Dcats at the same conversion
The differences between the coke yields are quite important and the applied deactivation protocol seems to play a significant role
In the CPS Dcats the coke difference is 0.8 %wt while in the CDU Dcats it is 0.35%wt
CDU simulates much better than CPS the coke selectivities (both in absolute values and deltas)
FCC Pilot Plant
4.04.44.85.25.66.06.46.87.27.6
60 65 70 75 80
conversion, %wt
coke
, %w
t
L-Z/M_CPS H-Z/M_CPS
0.8
FCC Pilot Plant
4.04.24.44.64.85.05.25.45.65.86.06.26.46.66.87.07.27.47.67.8
65 70 75 80
conversion, %wt
coke
, %w
t
ECAT_L-Z/M
ECAT_H-Z/M
0.2
FCC Pilot Plant
4.85.25.66.06.46.87.27.68.08.4
60 65 70 75 80
conversion, %wt
coke
, %w
t
L-Z/M_CDU H-Z/M_CDU
0.35
19

CASE II – CPS vs CDU/CPS
Despite the 50% metals on the Dcats the Ecat testing gives slightly lower H2 of both Dcats at the same conversion
In the CPS Dcats the H2 difference is 0.12 %wt while in the CDU Dcats it is 0.08%wt
CDU simulates better than CPS the H2 yields
FCC Pilot Plant
0.100.120.140.160.180.200.220.240.260.280.300.32
65 70 75 80
conversion, %wt
H2,
%w
t
ECAT_L-Z/M
ECAT_H-Z/M
0.10
FCC Pilot Plant
0.100.140.180.220.260.300.340.380.42
60 65 70 75 80
conversion, %wt
H2,
%w
t
L-Z/M_CDU H-Z/M_CDU
0.08
FCC Pilot Plant
0.100.140.180.220.260.300.340.380.42
60 65 70 75 80
conversion, %wt
H2,
%w
t
L-Z/M_CPS H-Z/M_CPS
0.12
20

CASE II – CPS vs CDU/CPS
Type of deactivation has no effect on LCO
Both protocols present L-Z/M catalyst as the best for LCO production
FCC Pilot Plant
1415161718192021
60 65 70 75 80
conversion, %wt
LCO
, %w
t
L-Z/M_CPS H-Z/M_CPS FCC Pilot Plant
1415161718192021
60 65 70 75 80
conversion, %wt
LCO
, %w
t
L-Z/M_CDU H-Z/M_CDU
FCC Pilot Plant
12131415161718192021
65 70 75 80conversion, %wt
LCO
, %w
t
ECAT_L-Z/M
ECAT_H-Z/M
21

Effect of Ni
0.7
0.8
0.9
1.0
1.1
1.2
1.3
1.4
0.4 0.5 0.6 0.7 0.8 0.9 1.0 1.1 1.2 1.3
Ni Dcat/Ni Ecat
H2 D
cat/
H2 E
cat
Medium Ni case
High Ni caseLow Ni case
OPTIMUM METAL TARGET FOR Ni DEPOSITION ON CPS
Metal ladder studies are necessary for determination of Ni (and V) levels on Dcat for
optimum simulation of Ecat
The optimum Ni level depends on the Ni level of the Ecat itself
For an Ecat with a high Ni, we should deposit ~50-60% of the Ecat Ni in order to achieve a
H2 Dcat/H2 Ecat ratio (and coke as well) close to 1
22

Each point is a refinery case
By depositing Ni on the Dcat in the range of 45-70% of the Ecat Ni leads to a H2 Dcat/H2
Ecat yield ratio from 0.8 – 1.2 (i.e. close to 1)
The exact Dcat Ni value depends on Ni level and on the matrix SA
The higher the Ni on Ecat or the highest the MSA, lower Ni values on Dcats are needed
HISTORICAL OPTIMUM Ni TARGETS AT CPERI CPS-3
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
2.2
2.4
2.6
0.40 0.45 0.50 0.55 0.60 0.65 0.70 0.75 0.80 0.85 0.90 0.95 1.00
Ni Dcat/Ni Ecat
H2
Dca
t/H2
Ecat
23

This can be done through a process model
For this purpose CPERI spin-off company “PETROCAT” offers integrated catalyst evaluation services to refineries
Through the available in Petrocat FCCTEk model (tuned to our pilot plant operation) we estimate catalyst factors from the pilot plant tests of all candidate catalysts
These coke catalyst factors are applied to the catalytic coke and strippable coke and not to the additive (feed) and metals coke
Thus, an absolute difference in coke yield (between a High MSA and a Low MSA catalyst) of 0.3%wt in the pilot plant can be 0.2%wt in the commercial unit (depending on the contribution of metals and additive coke in the total coke yield)
FURTHER MIMIMAZING THE COKE ARTIFACTS FOR (L-Z/M) HIGH MSA CATALYSTS
24

CONCLUSIONS
Proper catalyst deactivation methods are necessary for correct catalyst evaluations studies
Applied deactivation technology is refinery specific and can be determined only after appropriate deactivation studies
For high Ni cases (>2000 ppmw) and low Z/M catalysts the CDU technology is better than CPS-3
For both CDU and CPS-3 only a fraction of Ecat metals should be deposited on the catalysts before testing
Proper catalyst deactivation combined with FCC pilot plants (Riser) evaluation correctly predicts absolute yields of feeds and catalysts
Catalyst testing on pilot scale is very important in terms of refinery reliability and profitability
Prevents operation/economical upsets by in unit trials
Improves economics by selecting best catalyst technology
Pilot scale catalyst selection combined with an FCC process model offers significant optimization benefits to refineries
Through the CPERI spin-off company “PETROCAT” we offer such integrated services to refineries
25