-
8/13/2019 Edwin Vlsi Testing
1/23
VLSI TESTING
-
8/13/2019 Edwin Vlsi Testing
2/23
Discussion
Need for Testing
Manufacturing Test Principles
Design Strategies for Test
Chip Level Test Techniques
System Level Test Techniques
-
8/13/2019 Edwin Vlsi Testing
3/23
Why Testing?
Testing is one of the most expensive parts ofchips
Logic verification accounts for > 50% of
design effort for many chips
Debug time after fabrication has enormous
opportunity cost
Shipping defective parts can sink a company
By detecting a malfunctioning chip early, the
manufacturing cost can be kept low.
-
8/13/2019 Edwin Vlsi Testing
4/23
Why Testing?
Yield = Number of good die / Total number of die per
wafer. Because of the complexity of the manufacturing
process, not all die on a wafer function correctly.
Dust particles and small imperfectionsin startingmaterial or
photo masking can result in a bridged
connections or missing features and theseimperfections are
called faults.
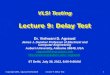
Testing a chip can occur at
Wafer level
Packaged chip level
Board level
System level
Field level.
-
8/13/2019 Edwin Vlsi Testing
5/23
Testing at Various Levels
-
8/13/2019 Edwin Vlsi Testing
6/23
TestCategories
Functionality Tests
(Logical Verification)
Silicon Debug
Manufacturing Tests
-
8/13/2019 Edwin Vlsi Testing
7/23
Logical Verification
Does the chip simulate correctly? Usually done at HDL level
Verification engineers write test bench for HDL
Cant test all cases
Look for corner cases
Try to break logic design
-
8/13/2019 Edwin Vlsi Testing
8/23
Silicon Debug
Run on the first batch of the chips that return from the
fabrication.
If you are lucky, they work the first time, If not???
Much more extensive than the first one because the
chip can be tested at a full speed in a system.
Required to locate the cause of failuresbecause the
designer has less visibilityinto the fabricated chip
compared to during design verification.
-
8/13/2019 Edwin Vlsi Testing
9/23
Manufacturing Tests
Verify that every transistor, gate and storageelement in the
chip functions correctly.
A speck of dust on a wafer is sufficient to kill
chip
Yield of any chip is < 100%
Must test chips after manufacturing before delivery
to customers to only ship good parts
-
8/13/2019 Edwin Vlsi Testing
10/23
Manufacturing Tests
Manufacturing testers
are very expensive Minimize time on tester
Careful selection of
test v ectors
Same tests can be used for all three steps
It is easier to use one set of tests to chase down thelogic bugs
and another, separate set optimized for
manufacturing defects.
-
8/13/2019 Edwin Vlsi Testing
11/23
Types of Faults
FaultAny condition that causes a device to function
improperly. Solid or Permanent Fault
A faulty condition that does not change with time.
Intermittent Fault
A faulty condition that appears and disappears with time.
Logical Faults
Faults that cause a given logical device to functionentirely
different logic device.
Non Logical Faults
All faults other than logical faults
-
8/13/2019 Edwin Vlsi Testing
12/23
Stuck-at Fault Model
A popular and useful model
for representing faults inthe logic device.
Types of model
Stuck-at logic zero (s-a-0)
Stuck-at logic one (s-a-1)
These faults are due to
Gate oxide shorts
Metal-to-metal shorts
-
8/13/2019 Edwin Vlsi Testing
13/23
Short-Circuit Faults
Other Names: Stuck-closedfaults or Bridging faults
The short S1 results in an S-A-0 fault at input A
The short S2 modifies thefunction of the gate.
To ensure the most accuratemodeling, faults should bemodeled at
the transistorlevel because the completecircuit structure is
knownonly at this level.
-
8/13/2019 Edwin Vlsi Testing
14/23
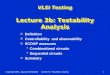
Identifying Stuck-closedFaults
By observing static current (IDD) whileapplying test vectors
A 2-input NOR gate
FaultThe drain connection on apMOS transistor is shorted to
VDD.
This fault occurs due to the
overlapping of stray metal on the VDDline and drain
connections.
Identifying the faults
Apply the test vectors 01 or 10 to the Aand B inputs
Measure the static IDD
Notice that it rises to some valuedetermined by size of the
nMOStransistors.
-
8/13/2019 Edwin Vlsi Testing
15/23
Open Circuit Faults
Convert a combinational
logic circuit into asequential logic circuit.
A 2-input NOR gate.
One of the transistorsrendered is ineffective. If
the nMOS transistor A isstuck open, then thefunction displayed
by thegate will be
where Z is the previousstate of the gate.
Z = A + B + B Z'
-
8/13/2019 Edwin Vlsi Testing
16/23
Delay Fault Testing
Timing is also included.
Still works withincreased tpdf.
Fault become sequentialas the detection of thefault depends on
theprevious state of thegate.
Occurs due to crosstalk.
Occurs in SOI due to
history effect.
-
8/13/2019 Edwin Vlsi Testing
17/23
To increase Testability
Increase Observability
Add more pins (?!)
Add small probe bus, selectively enable different values
onto bus
Use a hash function to compress a sequence of values
(e.g., the values of a bus over many clock cycles) into a
small number of bits for later read read-out
Cheap read read-out of all state information
Increase Controllability
Use muxes to isolate sub sub-modules and select sources
of test data as inputs
Provide easy setup of internal state
-
8/13/2019 Edwin Vlsi Testing
18/23
Fault Coverage A measure of goodness of a set of test
vectors.
What percentage of the chips internal nodes were
checked?
Should be excess of 98.5% fault coverage.
Procedure
Take each circuit node in sequence.
Held to 0 (S-A-0)
Identify the faults
Held to 1 (S-A-1)
Identify the faults
Total nodes detected as faultyFault Coverage =
Test vectors applied
A t ti T t P tt G ti
-
8/13/2019 Edwin Vlsi Testing
19/23
Automatic Test Pattern Generation
(ATPG)
For given fault, determine excitation vector (called test
vector) that will propagate error to primary
(observable) output.
Majority of available tools: combinational networks
only
Sequential ATPG available from academic research.
-
8/13/2019 Edwin Vlsi Testing
20/23
Automatic Test Pattern Generation
(ATPG)
Most ATPG approaches have been based onsimulation.
A five vale logic is used to implement test generation
algorithms
1 Logic One
0 Logic Zero
X Unknown or Dont Care ConditionD Logic 1 in good machine. Logic
0 in faulty
machine
D Logic 0 in good machine. Logic 1 in faulty
machine
-
8/13/2019 Edwin Vlsi Testing
21/23
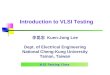
Built in Self Test (BIST)
BIST lets blocks test themselves.
Generate pseudo-random inputs to
combinational logic.
Combine outputs into a syndrome.
With high probability, block is fault-free if itproduces the
expected syndrome
Rapidly becoming more important with
increasing chip-complexity and largermodules
-
8/13/2019 Edwin Vlsi Testing
22/23
Built in Self Test (BIST)
-
8/13/2019 Edwin Vlsi Testing
23/23
THANK YOU