Embed Size (px)
Citation preview

Duke Energy SeminarSeptember 3 – 5, 2008Concord, NC

© 2008 The Babcock & Wilcox Company. All rights reserved. 1WPCA / Duke Seminar
Dry Scrubber Fundamentals
WPCA / Duke Seminar
September 3, 2008
Charlotte, NC
© 2008 The Babcock & Wilcox Company. All rights reserved. 2WPCA / Duke Seminar
“Dry Scrubber” Can Have Several Meanings
•Furnace Sorbent Injection (FSI)
•Dry Sorbent Injection (DSI)
•Spray Dry Absorption (SDA)
•Flash Dry Absorption (FDA)
•Circulating Dry Scrubbers (CDS)
© 2008 The Babcock & Wilcox Company. All rights reserved. 3WPCA / Duke Seminar
Spray Dry FGD Fundamentals
•Coal-Fired Dry FGD Installations
•SDA Process Fundamentals
•SDA Process Flowsheets
•Key Component Design Considerations
•Key Operating Considerations

© 2008 The Babcock & Wilcox Company. All rights reserved. 4WPCA / Duke Seminar
US / Canadian Coal-Fired Dry FGD Installationsby Dry FGD Technology
B&W Estimate based on market data July, 2008
US / Canadian Dry FGD Technology Installations% of Total 37,680 MW
CDS
2.4%
DSI
0.4%
FDA
2.3%
SDA
94.9%

© 2008 The Babcock & Wilcox Company. All rights reserved. 5WPCA / Duke Seminar
US / Canadian Coal-Fired SDA Installationsby Coal Type
B&W Estimate based on market data July, 2008
US / Canadian Coal-Fired Spray Dry FGD Systems% of Total 36,120 MW Installed / Committed
Other
5%
West Bit
4%
Lignite
6%
East Bit
15%
Sub-Bit
70%

© 2008 The Babcock & Wilcox Company. All rights reserved. 6WPCA / Duke Seminar
US / Canadian Coal-Fired SDA Installationsby Unit Generating Capacity
B&W Estimate based on market data July, 2008
US / Canadian Coal-Fired Spray Dry FGD SystemsTotal Installations / Committed Projects by Unit Size
< 100 MW
(20)
100 - 250 MW
(24)
500 - 750 MW
(14)
250 - 500 MW
(31)
> 750 MW
(6)

© 2008 The Babcock & Wilcox Company. All rights reserved. 7WPCA / Duke Seminar
SDA Process Fundamentals
• AQCS Configuration / Selection
• Two stage emissions control
• Slurry Atomization
• Absorption and drying
• Terminology
© 2008 The Babcock & Wilcox Company. All rights reserved. 8WPCA / Duke Seminar
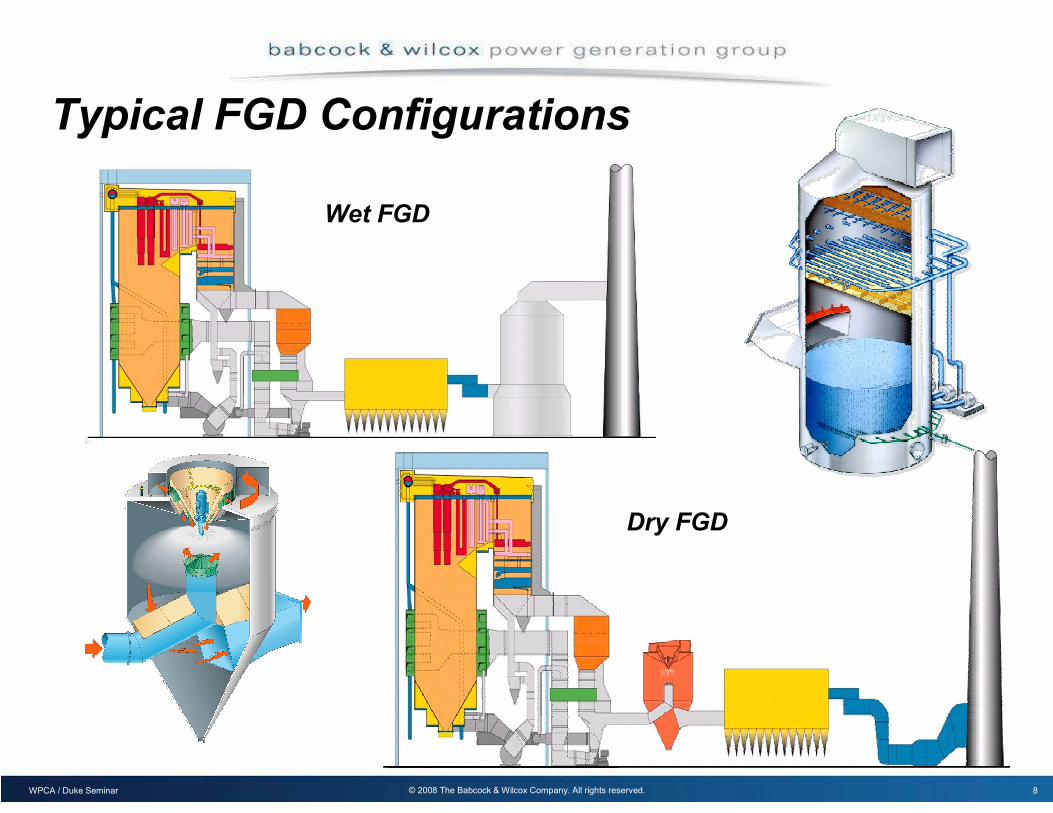
Typical FGD Configurations
Wet FGD
Dry FGD

© 2008 The Babcock & Wilcox Company. All rights reserved. 9WPCA / Duke Seminar
Dry vs. Wet FGD Considerations
• Lower sulfur fuel range
• Lower capital cost
• Lower aux. power consumption
• Lower water consumption
• Improved secondary emissions control
in combination with fabric filter
• Limited value by-product

© 2008 The Babcock & Wilcox Company. All rights reserved. 10WPCA / Duke Seminar
Spray Dryer Absorption Process
Hot flue gas
SDA BH / ESP
Flue gas cooled
and humidified
by reagent
slurry
Particulate
removed
SO2 / H2SO4 / HCl / HF
Cleaned Gas
“Dryer” performance is critical for long term operability

© 2008 The Babcock & Wilcox Company. All rights reserved. 11WPCA / Duke Seminar
Two Stage Emissions Control Process
Add reagent
Dry slurry
Humidify gas
Collect solids
Continue reactions

© 2008 The Babcock & Wilcox Company. All rights reserved. 12WPCA / Duke Seminar
Slurry Atomization
Rotary Wheel
Dual Fluid

© 2008 The Babcock & Wilcox Company. All rights reserved. 13WPCA / Duke Seminar
Atomization
• Good mixing of reagent and flue
gas for acid gas control
• Fine drops for evaporation and
drying
• Controlled spray “cloud” for
long term operability
• Stable temperature control

© 2008 The Babcock & Wilcox Company. All rights reserved. 14WPCA / Duke Seminar
CA++ + SO3-- CaSO3
SO2 + OH- HSO3
-
OH-
CA++
Solid
Lime
Particle
Ca(OH)2
Water Film
SO2
Flue Gas
• Absorption of acid gases most rapid
when water is present
• Dissolution rate of SO2, reagent
solubility or absorption may be rate
limiting
• High reagent solubility and drop pH
promote absorption
• Inert solids provide more surface
area and enhance gas/reagent
contact
• Enhanced by good distribution of
high surface area reagent
SO2 Absorption

© 2008 The Babcock & Wilcox Company. All rights reserved. 15WPCA / Duke Seminar
Drying
• Initial, rapid first order drying period determined by:
Outlet temperature
Feed slurry solids loading
Drop size
Chloride content
• Second order drying period brings solids to final
moisture content
• Particles / agglomerates leave SDA at 1 to 2%
surface moisture

© 2008 The Babcock & Wilcox Company. All rights reserved. 16WPCA / Duke Seminar
90%Removal 95%
Safe Drying
Design
Saturation
1500
2000
2500
3000
3500
120 130 140 150 160 170 180 190
SDA Outlet Temperature (F)
Lim
e Use Rate (lb/hr)
Key SDA Terminology and Operating Concepts
Approach Temperature
(30 °F)
Typical design requirement –
30 to 35 degree approach
Flue gas and process water determine acceptable operating conditions

© 2008 The Babcock & Wilcox Company. All rights reserved. 17WPCA / Duke Seminar
SDA Process Flowsheets
• Single Pass
• Solids Recycle
• Fly Ash Pre-Collection
© 2008 The Babcock & Wilcox Company. All rights reserved. 18WPCA / Duke Seminar
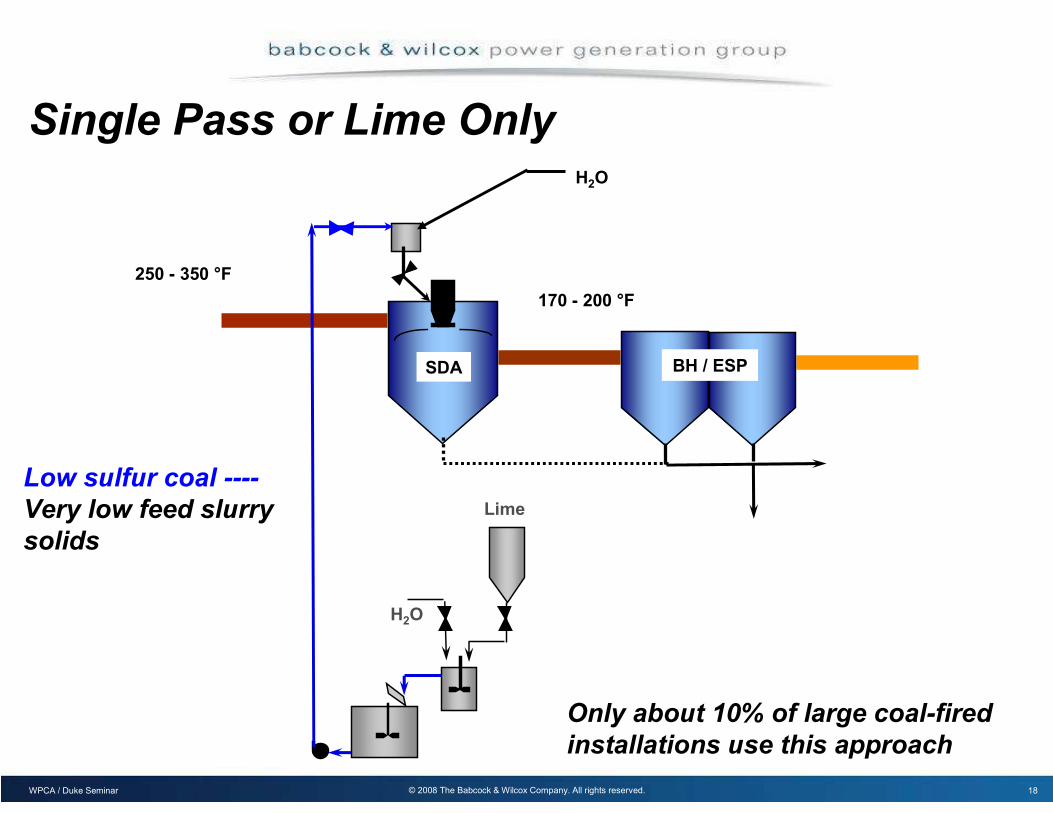
Single Pass or Lime Only
H2O
Lime
SDA BH / ESP
170 - 200 °F
250 - 350 °F
H2O
Only about 10% of large coal-fired
installations use this approach
Low sulfur coal ----
Very low feed slurry
solids

© 2008 The Babcock & Wilcox Company. All rights reserved. 19WPCA / Duke Seminar
Solids Recycle
H2O
H2O
Lime
SDA BH / ESP
Recycle
Solids
250 - 350 °F 150 - 170 °F

© 2008 The Babcock & Wilcox Company. All rights reserved. 20WPCA / Duke Seminar
Spray Dry FGD Solids
Lime “carried” on larger fly ash particle surfaces has more
readily available surface area for reaction than an agglomerate
of fine lime particles.
Lime Only
Single Pass
By-Product Recycle

© 2008 The Babcock & Wilcox Company. All rights reserved. 21WPCA / Duke Seminar
Example Mass Balance – Sub-Bituminous Coal
By-product / Recycle Solids Composition (wt. %)
0.38CaCO30.16CaCl2
0.34Ca(OH)20.00CaF2
2.73CaSO413.25CaSO3
1.77Crystal Water1.00Free Water
0.62Inerts 79.75Fly Ash
CaO
SDA
Recycle Solids
Disposal / Utilization
BHFly ash
20,650 lb/hr
107,025 lb/hr1,680 lb/hr
16,540 lb/hr
92% SO2 Removal
11.56 gr/acf1.29 gr/acf

© 2008 The Babcock & Wilcox Company. All rights reserved. 22WPCA / Duke Seminar
Fly Ash Pre-Collection
H2O
H2O
Lime
SDA BH / ESP
Recycle
Solids
Fly ash
Pre-Collection
ESP
Typical European “semi-dry” FGD practice
© 2008 The Babcock & Wilcox Company. All rights reserved. 23WPCA / Duke Seminar
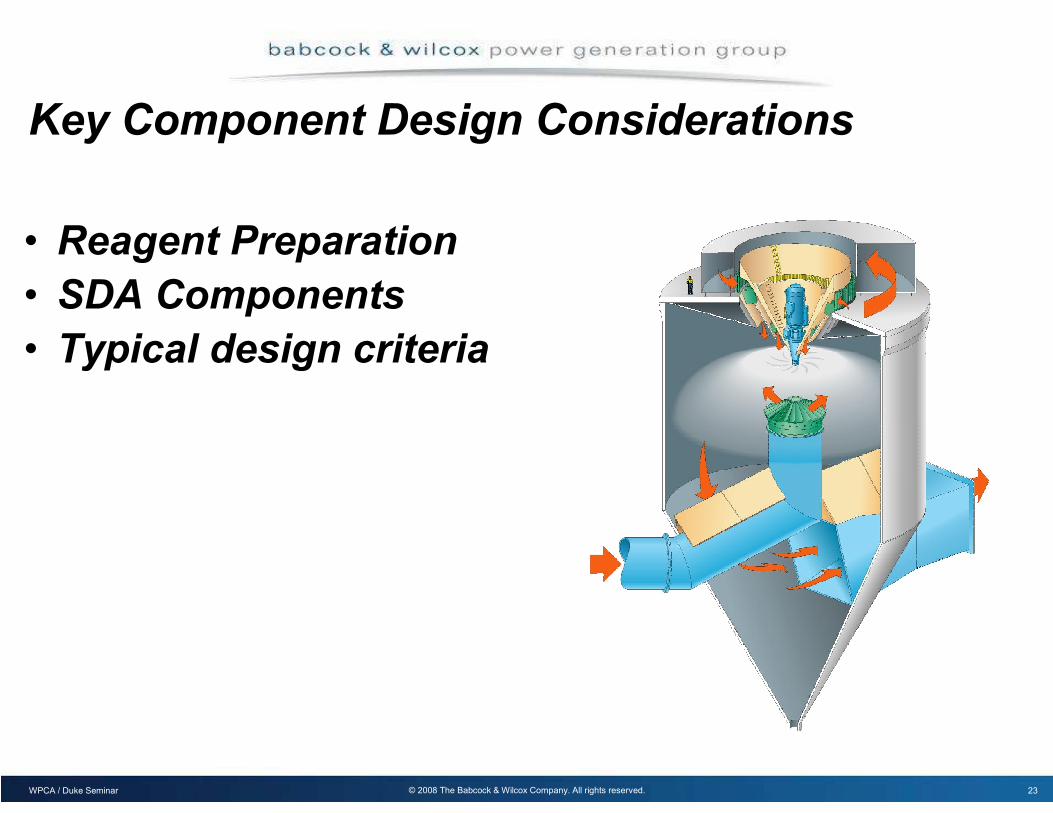
Key Component Design Considerations
• Reagent Preparation
• SDA Components
• Typical design criteria
© 2008 The Babcock & Wilcox Company. All rights reserved. 24WPCA / Duke Seminar
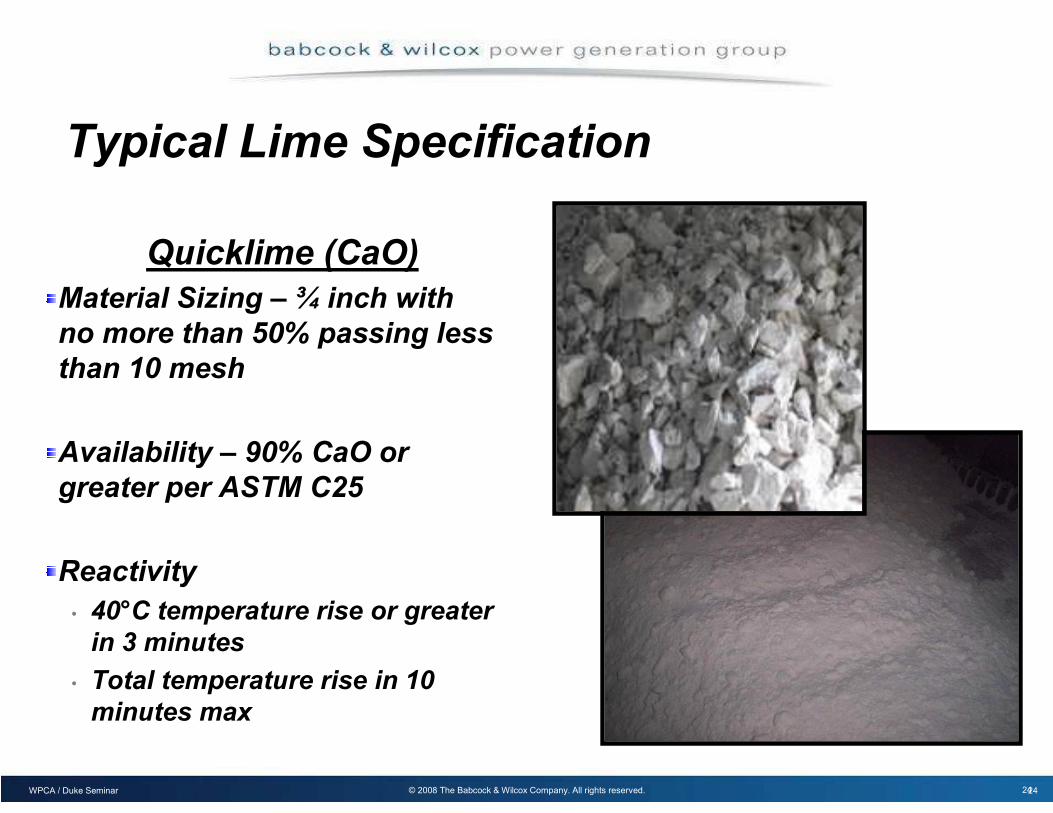
Typical Lime Specification
Quicklime (CaO)
Material Sizing – ¾ inch with
no more than 50% passing less
than 10 mesh
Availability – 90% CaO or
greater per ASTM C25
Reactivity
• 40°C temperature rise or greater
in 3 minutes
• Total temperature rise in 10
minutes max
24
© 2008 The Babcock & Wilcox Company. All rights reserved. 25WPCA / Duke Seminar
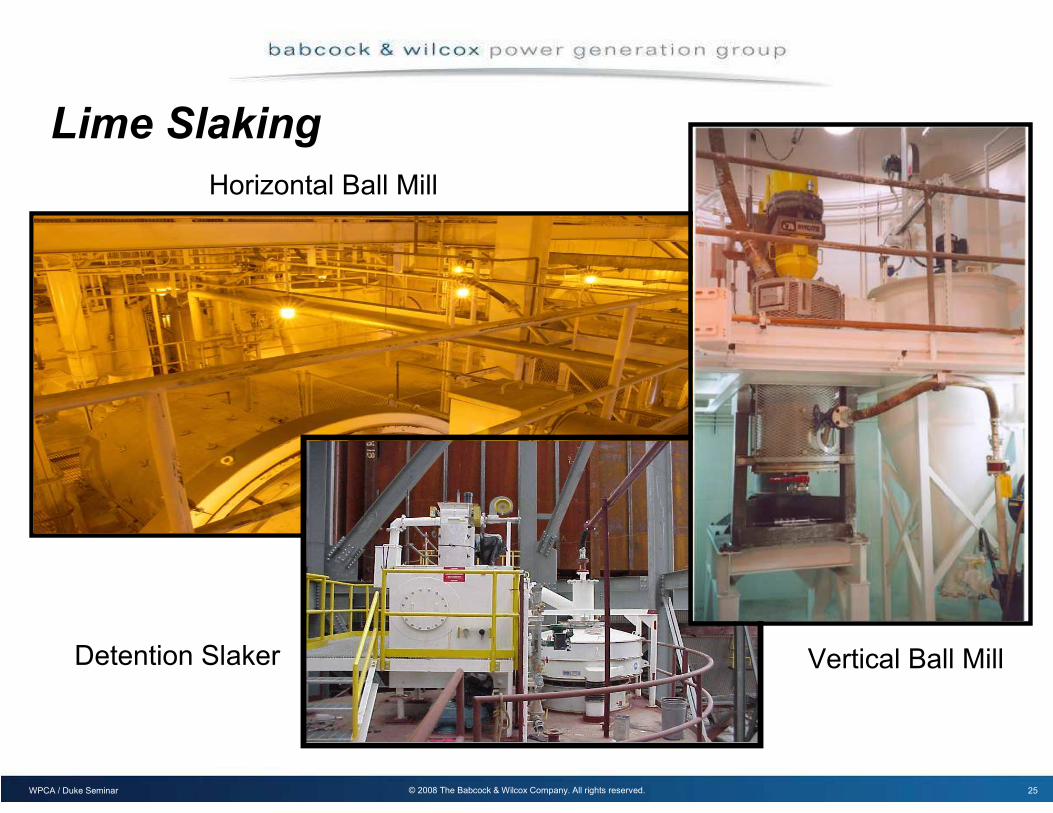
Horizontal Ball Mill
Detention Slaker Vertical Ball Mill
Lime Slaking
© 2008 The Babcock & Wilcox Company. All rights reserved. 26WPCA / Duke Seminar
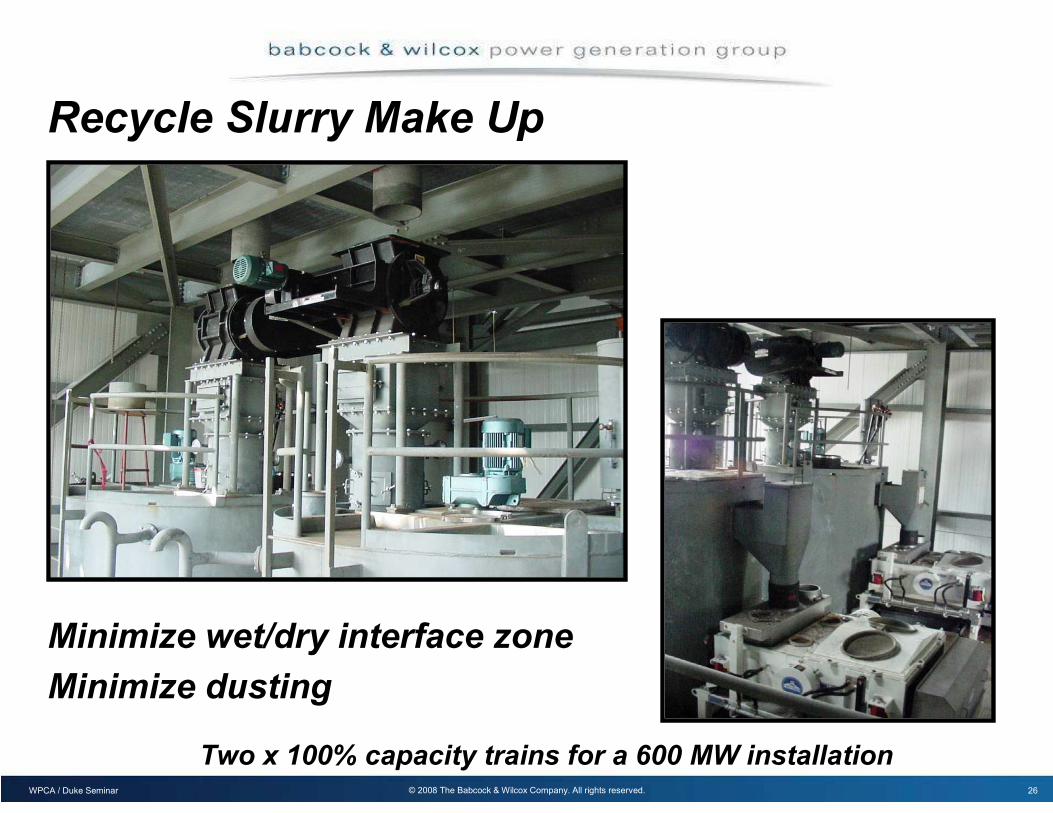
Two x 100% capacity trains for a 600 MW installation
Recycle Slurry Make Up
Minimize wet/dry interface zone
Minimize dusting
© 2008 The Babcock & Wilcox Company. All rights reserved. 27WPCA / Duke Seminar
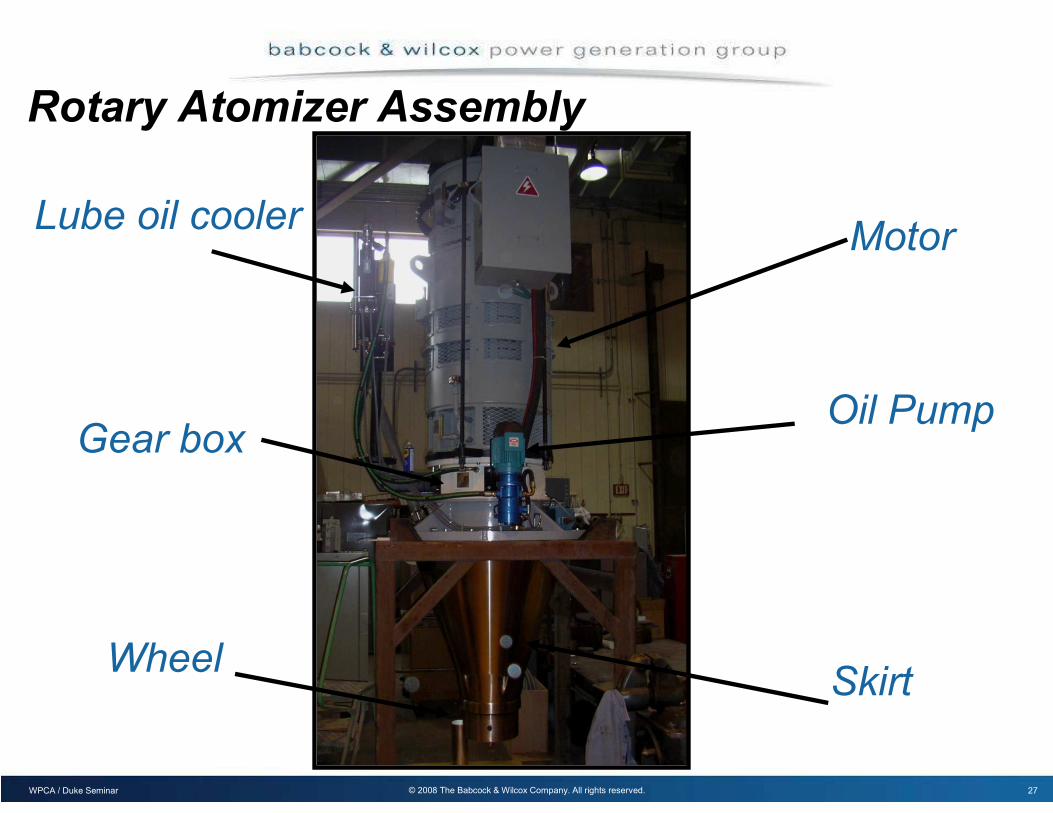
Motor
Gear box
Lube oil cooler
SkirtWheel
Oil Pump
Rotary Atomizer Assembly
© 2008 The Babcock & Wilcox Company. All rights reserved. 28WPCA / Duke Seminar
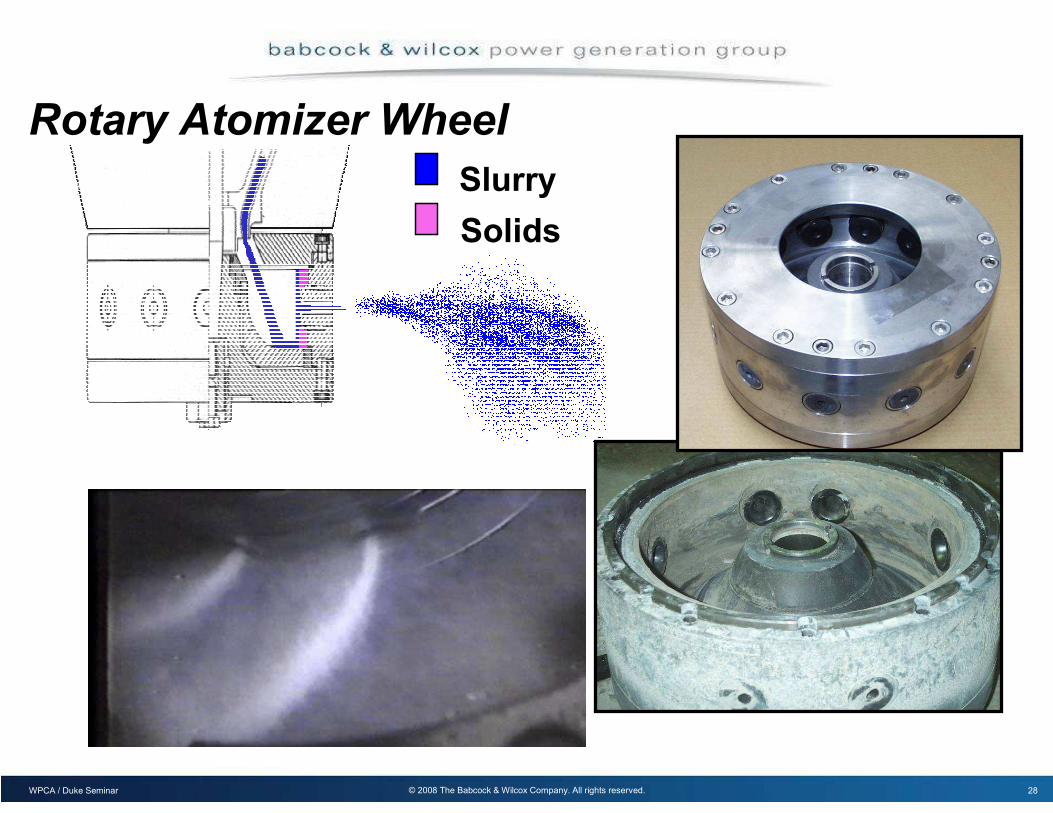
Slurry
Solids
Rotary Atomizer Wheel

© 2008 The Babcock & Wilcox Company. All rights reserved. 29WPCA / Duke Seminar
Flue Gas DistributionRoof Gas Disperser
Central Gas Disperser
60 / 40 Split

© 2008 The Babcock & Wilcox Company. All rights reserved. 30WPCA / Duke Seminar
Key Design Considerations
• Number of SDA Modules per Unit
Determined by gas flow and/or atomizer capacity
• Drying chamber residence time 10 to 15 seconds
Gas flow determines module size
• Performance limiting factors
SDA inlet temperature
Inlet SO2 concentration
• Process water qualityMust consider in selection of operating conditions
Slaking water quality impacts reagent slurry
© 2008 The Babcock & Wilcox Company. All rights reserved. 31WPCA / Duke Seminar
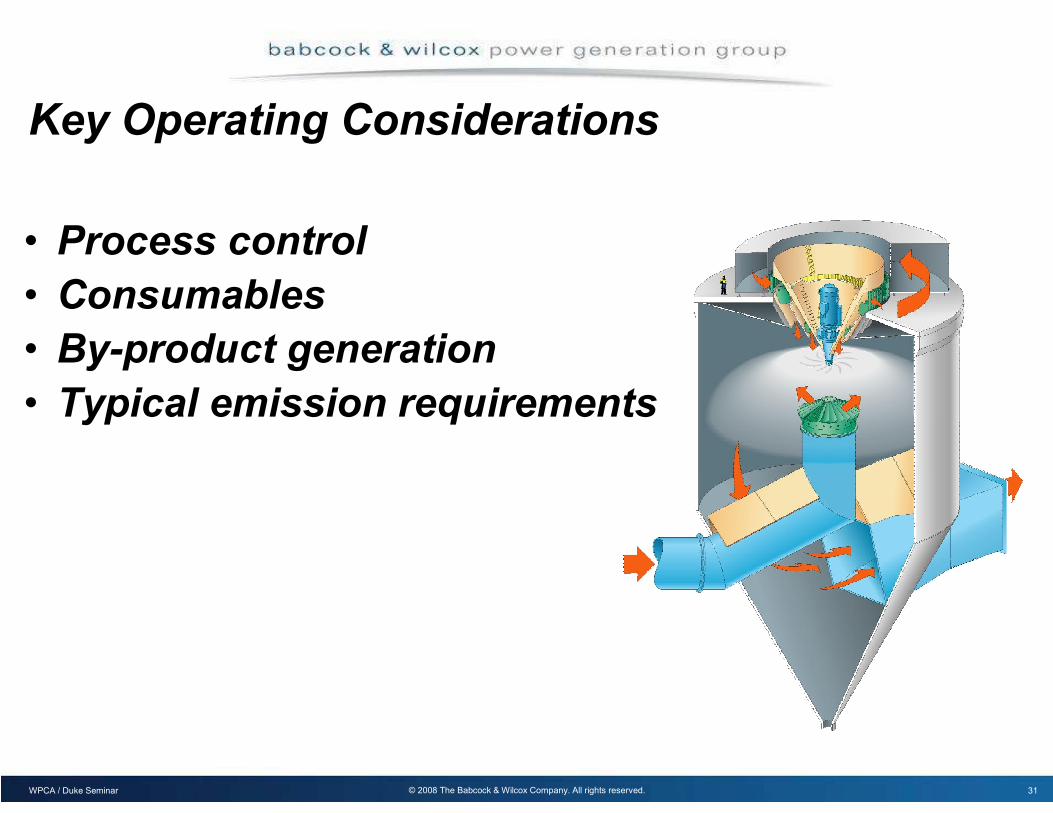
Key Operating Considerations
• Process control
• Consumables
• By-product generation
• Typical emission requirements

© 2008 The Babcock & Wilcox Company. All rights reserved. 32WPCA / Duke Seminar
Basic Process Control
H2O
H2O
Lime
SDA
Recycle Slurry
Solids Setpoint
BH / ESP
SO2 Monitor
SO2 Emission
SetpointAbsorber Outlet Temperature
Setpoint
Density
Monitor
Recycle
Solids
TCs
Slaker
Temperature
Setpoint
© 2008 The Babcock & Wilcox Company. All rights reserved. 33WPCA / Duke Seminar
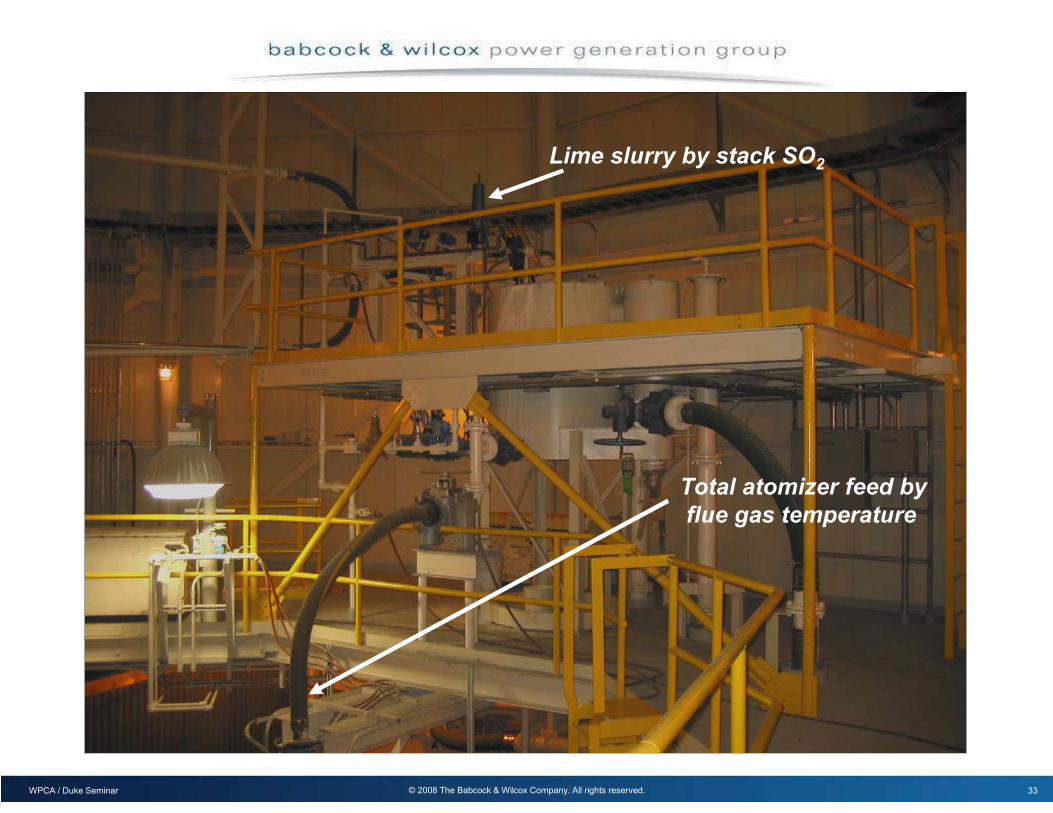
Lime slurry by stack SO2
Total atomizer feed by
flue gas temperature
© 2008 The Babcock & Wilcox Company. All rights reserved. 34WPCA / Duke Seminar
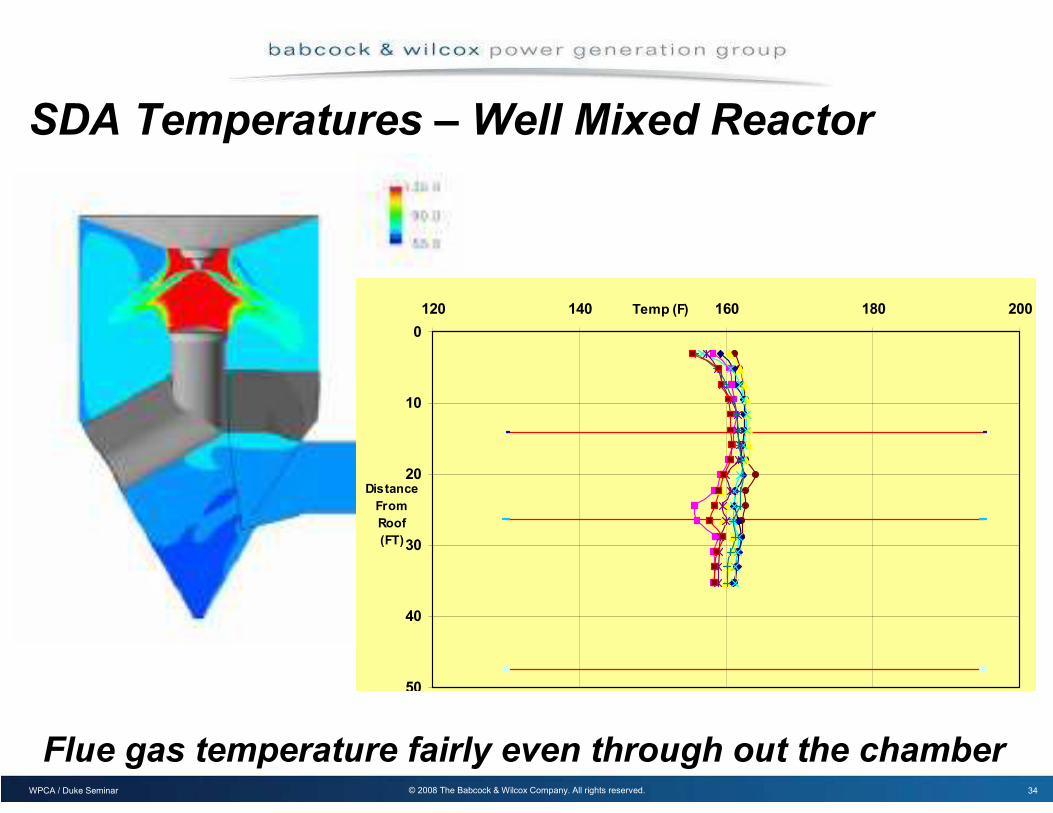
SDA Temperatures – Well Mixed Reactor
Flue gas temperature fairly even through out the chamber
0
10
20
30
40
50
120 140 160 180 200Temp (F)
Distance
From
Roof
(FT)
© 2008 The Babcock & Wilcox Company. All rights reserved. 35WPCA / Duke Seminar
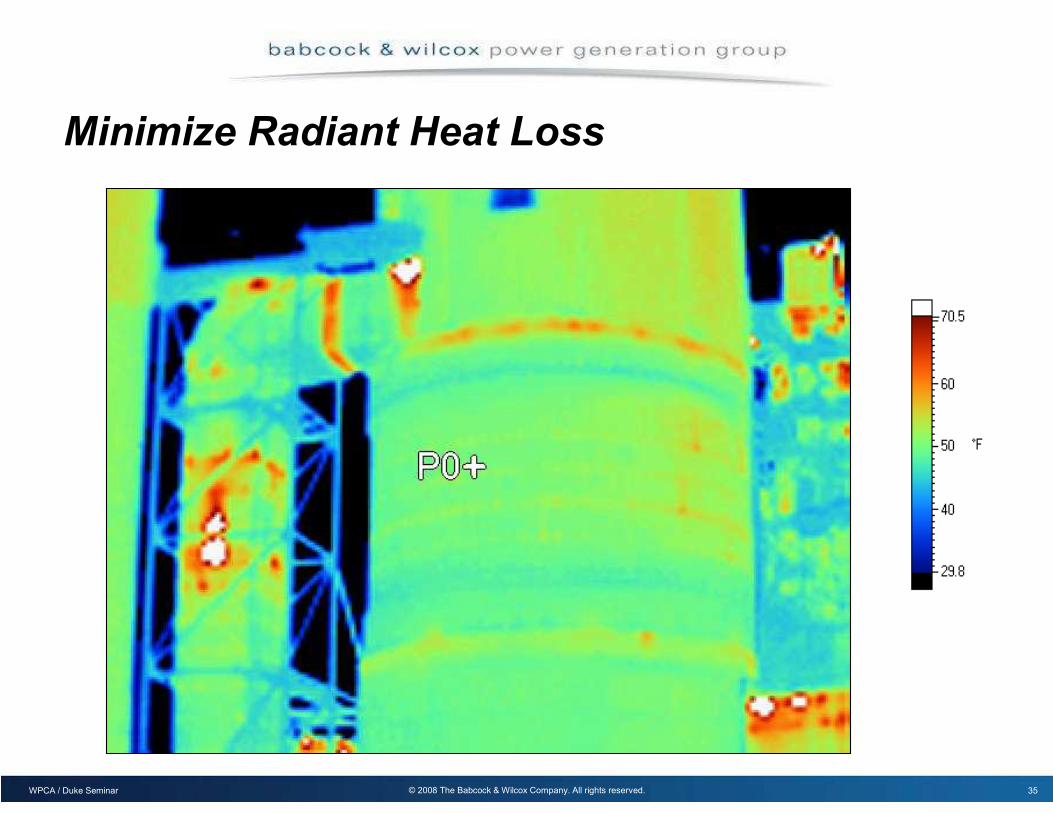
Minimize Radiant Heat Loss

© 2008 The Babcock & Wilcox Company. All rights reserved. 36WPCA / Duke Seminar
What Determines SDA Consumables?
Lime Use
Inlet conditions, lime and water quality and required performance
Pressure DropFlue gas flow and conditions, arrangement, SDA
selection, FF design and operation
Power Consumption
Gas flow and temperature, slurry solids loading and flow
Water Use
Gas flow and temperature, spraydown

© 2008 The Babcock & Wilcox Company. All rights reserved. 37WPCA / Duke Seminar
2.5 to 3.0 lb by-product solids / lb SO2 removed
•Excluding fly ash
•2.5 is good first estimate for Western coals•0.2 to 1.0 % S in coal
•3.0 is better estimate for Eastern coals•1.0 to 1.5 % S in coal
•90 to 94% SO2 reduction
Estimating By-Product Generation Rate

WPCA / Duke Seminar
159,198 tons put to beneficial use out of 1,427,263 tons generated (11.2%)
Source – American Coal Ash Association 2005 Coal Combustion Product (CCP) Production and Use
Survey, www.ACAA-USA.org
SDA By-Product Solids Use (2005)
Mining
Applications
70.42%
Agriculture
12.10%
Soil Mod. /
Stabilization,
0.96%
Concrete Products
8.77%
Flowable Fill 6.08%
Structural Fill
1.67%
SDA By-Product Utilization

WPCA / Duke Seminar
SDA By-Product Utilization - Europe
SDA By-Product Solids Use (2004)
General Eng. Fill
16.62%
Reclamation /
Restoration
48.96%
Infill
12.17%
Other Use
12.46%
Plant Nutrition
9.79%
371,542 tons put to beneficial use out of 464,152 tons generated (80.0%)
Source – European Coal Combustion Products Association, www.ecoba.com
© 2008 The Babcock & Wilcox Company. All rights reserved. 40WPCA / Duke Seminar
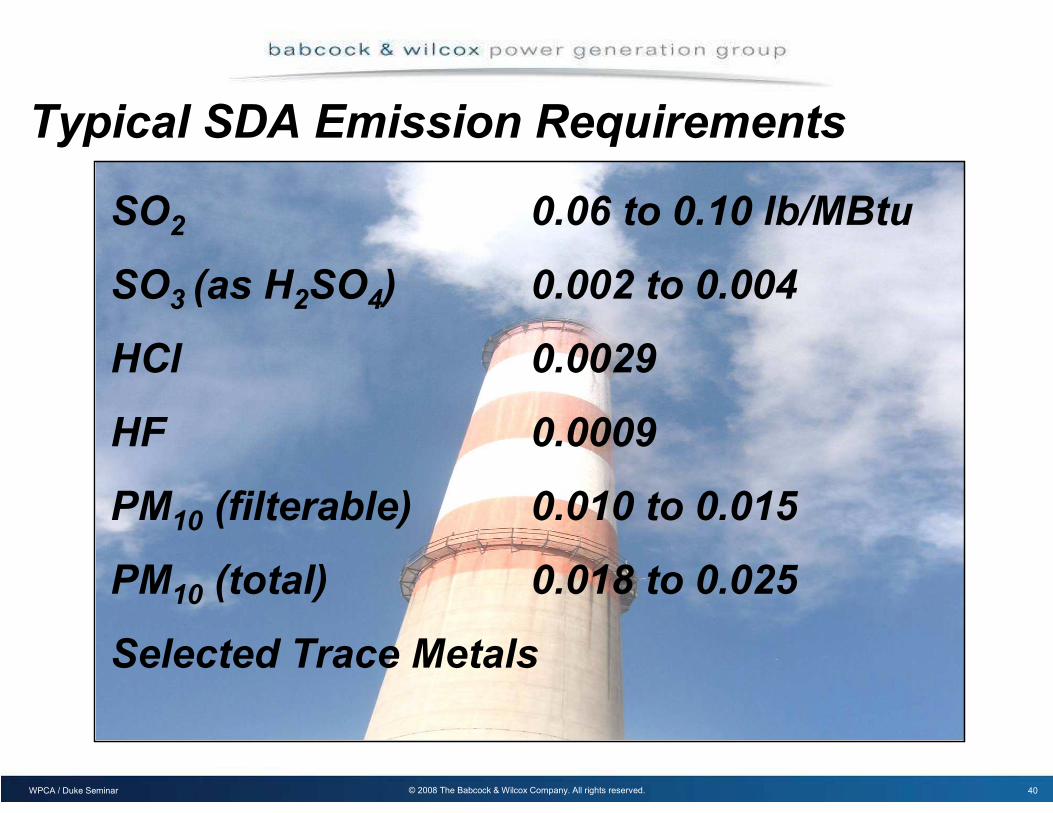
Typical SDA Emission Requirements
SO2 0.06 to 0.10 lb/MBtu
SO3 (as H2SO4) 0.002 to 0.004
HCl 0.0029
HF 0.0009
PM10 (filterable) 0.010 to 0.015
PM10 (total) 0.018 to 0.025
Selected Trace Metals

Thank You
Kevin Redinger
Technical Consultant
WPCA / Duke Seminar





























