Embed Size (px)
Citation preview
Dominika GAWORSKA-KONIAREK Bronisław SZUBZDA Wiesław WILCZYŃSKI Jerzy DROSIK Kazimierz KARAŚ
WPŁYW WYCINANIA LASEREM NA WŁAŚCIWOŚCI MAGNETYCZNE BLACH ELEKTROTECHNICZNYCH
STRESZCZENIE W artykule przedstawiono wpływ metody wycinania blach elektrotechnicznych na ich właściwości magnetycz-ne. Badania wykonano dla blachy elektrotechnicznej niezoriento-wanej. Zbadano wpływ zastosowanej atmosfery ochronnej (powietrza oraz azotu) na charakterystyki magnesowania i stratność blach elek-trotechnicznych. Wyniki badań wykazały, że zastosowanie atmosfery ochronnej powietrza ma bardziej niekorzystny wpływ na właściwości magnetyczne blach niż atmosfera azotu. Słowa kluczowe: materiały magnetycznie miękkie, blachy elektro-techniczne, właściwości magnetyczne, wykrawanie, cięcie laserem
mgr inż. Dominika GAWORSKA-KONIAREK, dr inż. Bronisław SZUBZDA e-mail: [email protected], [email protected]
Instytut Elektrotechniki, Oddział Technologii i Materiałoznawstwa Elektrotechnicznego we Wrocławiu,
Zakład Materiałoznawstwa i Diagnostyki
dr hab. Wiesław WILCZYŃSKI e-mail: w.wilczyń[email protected]
Instytut Elektrotechniki w Warszawie
mgr inż. Jerzy DROSIK, mgr inż. Kazimierz KARAŚ e-mail: jerzy.drosik@ power.alstom.com, [email protected]
ALSTOM Power Sp. z o.o. Oddział we Wrocławiu
PRACE INSTYTUTU ELEKTROTECHNIKI, zeszyt 241, 2009
140 D. Gaworska-Koniarek, B. Szubzda, W. Wilczyński, J. Drosik, K. Karaś
1. WSTĘP
Wykrawanie mechaniczne jest najbardziej powszechnym sposobem nadawania kształtu wykrojom, które po scaleniu tworzą rdzeń magnetyczny maszyny elektrycznej. Wprowadza ono jednak na krawędziach cięcia na-prężenia, które pogarszają właściwości magnetyczne materiału wyjściowego. Jako alternatywę wykrawania mechanicznego coraz częściej stosuje się cięcie laserem, które jest procesem bardziej czasochłonnym i drogim. Stwarza jednak możliwość dokonywania zmian kształtu i wymiarów wykroju bez ponoszenia dodatkowych kosztów. Wymaga to bowiem jedynie zmiany w programie kom-putera sterującego pracą lasera. Ponadto, ze względu na bezkontaktowy efekt cięcia, w procesie tym unika się powstawania zadziorów na krawędziach cięcia, które mogą powodować zwarcia między blachami w pakiecie, a tym samym przyczyniać się do wzrostu strat z prądów wirowych. Niemniej, działanie w krótkim czasie impulsowej wiązki laserowej o dużej gęstości mocy powodujące topienie i częściowe odparowywanie materiału, może zmieniać mikrostrukturę blachy elektrotechnicznej wzdłuż linii cięcia. Wycinanie laserowe stali jest powszechnie używane w przemyśle, ale jego wpływ na właściwości magne-tyczne blach elektrotechnicznych nie jest jeszcze dobrze rozpoznane, mimo wieloletnich badań. Prezentowane w literaturze wyniki często są rozbieżne i zależą w znacznym stopniu od użytego do badań typu blachy elektrotechnicz-nej, wymiarów próbek, mocy wiązki laserowej, typu lasera itp. W [2], na przykład, wykazano, że cięcie laserowe nieorientowanych blach elektrotechnicznych prowadzi do wzrostu strat całkowitych w granicach od 3 do 17%. Jednakże, wzrost ten jest niższy od obserwowanego po wykrawaniu mechanicznym. Ba-dania Lanotta [4] na blachach orientowanych 3% Si również potwierdziły przewagę cięcia laserowego nad mechanicznym w kwestii przyrostu strat cał-kowitych. Natomiast Belhadj w [1] wykazał, że cięcie laserem pogarsza właści-wości magnetyczne blach elektrotechnicznych w większym stopniu niż ich wy-krawanie. Szczególnie wpływa ono na wzrost strat i koercji. Podobne rezultaty otrzymał Dupre, który w [3] pokazał, że cięcie laserowe powoduje największy przyrost strat z histerezy w blachach elektrotechnicznych w porównaniu do wykrawania.
Zagadnienie wpływu obróbki mechanicznej blach elektrotechnicznych, jaka ma miejsce podczas wytwarzania obwodu magnetycznego, na właściwości magnetyczne tych blach od wielu lat stanowi również jedno z głównych zagadnień badawczych Pracowni Materiałów Magnetycznych i Stykowych Instytutu Elektrotechniki we Wrocławiu. Prace te obejmowały także porównanie
Wpływ wycinania laserem na właściwości magnetyczne blach elektrotechniczne 141
sposobu wykrawania blach na wyjściowe właściwości magnetyczne. Dotych-czasowe prace przeprowadzone w Pracowni wskazują na znaczący wpływ obszarów o zdegradowanej po wycinaniu laserowym strukturze na właściwości magnetyczne blach elektrotechnicznych [9, 10]. Uzyskane wyniki wskazują, że wykrawanie w mniejszym stopniu wpływa niekorzystnie na właściwości mag-netyczne blach niż wycinanie laserowe.
Wszystkie wspomniane wyżej publikacje rozpatrują wpływ różnych para-metrów procesu wycinania laserowego na właściwości magnetyczne blach elektrotechnicznych, lecz żadna z nich nie uwzględnia wpływu gazu towa-rzyszącego stosowanego podczas tego procesu, którego skład i rodzaj może wpływać na końcowe właściwości magnetyczne wykroju. Artykuł ten, w którym przedstawiono wpływ dwóch najczęściej stosowanych atmosfer towarzyszą-cych: powietrza i azotu na właściwości magnetyczne blachy elektrotechnicznej wycinanej laserowo, częściowo uzupełnia tą lukę. 2. BADANIA MAGNETYCZNE
Badania magnetyczne miały na celu określenie wpływu cięcia i rodzaju zastosowanie gazu towarzyszącego na podstawowe właściwości magnetyczne blach elektrotechnicznych − krzywą magnesowania, przenikalność magnetycz-ną oraz stratność. Pomiary wykonano za pomocą skomputeryzowanego stano-wiska pomiarowego MAG-RJJ-3.0 z użyciem przyrządu do badań pojedynczego arkusza tzw. SST (ang. Single Sheet Tester) wg normy PN-EN 10280:2003 [8] na dwóch kompletach próbek blachy M330-50A wycinanych laserowo w dwóch różnych atmosferach towarzyszących. Były to: 1) próbki cięte laserowo w at-mosferze ochronnej powietrza, 2) próbki cięte laserowo w atmosferze ochron-nej azotu. Próbki magnesowane były w kierunku prostopadłym do kierunku walcowania. W skład kompletu wchodziły próbki o następujących wymiarach:
• arkusz 500x500 mm – 2 krawędzie cięcia, • arkusz 500x500 mm przecięty na 2 równe części w kierunku prosto-
padłym do kierunku walcowania (wymiar 250x500 mm) – 4 krawędzie cięcia,
• arkusz 500x500 mm przecięty na 4 równe części w kierunku prosto-padłym do kierunku walcowania (wymiar 125x500 mm) – 8 krawędzi cięcia,
• arkusz 500x500 mm przecięty na 8 równych części w kierunku prosto-padłym do kierunku walcowania (wymiar ok. 62,5x500 mm) – 16 kra-wędzi cięcia,
142 D. Gaworska-Koniarek, B. Szubzda, W. Wilczyński, J. Drosik, K. Karaś
• arkusz 500x500 mm przecięty na 16 równych części w kierunku prosto-padłym do kierunku walcowania (wymiar ok. 31,25x500 mm) – 32 kra-wędzie cięcia.
Arkusze 500 x 500 mm stanowiły tzw. próbkę odniesienia. Wraz ze zmniej-
szaniem się wymiaru arkusza wzrasta wpływ zdeformowanej i ewentualnie utle-nionej strefy cięcia na właściwości magnetyczne materiału. W przypadku arku-szy 500 x 500 mm, z uwagi na duże oddalenie krawędzi wykrawania, a tym sa-mym mały udział strefy zdeformowanej w całkowitej masie i objętości próbki, można przyjąć że pozbawione są one naprężeń związanych z przygotowaniem próbki.
Zmierzono krzywą magnesowania, przenikalność magnetyczną oraz stratność. Wykonano również rozdział strat całkowitych Pc na poszczególne skła-dowe: straty histerezowe Ph, straty wiroprądowe klasyczne Pw i straty dodatko-we Pd. Rozdziału na straty histerezowe oraz łączne straty wiroprądowe i dodat-kowe dla danej szczytowej wartości indukcji Bm wykonano metodą dwóch częstotliwości (10 Hz i 50 Hz). Klasyczne straty wiroprądowe obliczono ze wzoru:
2 2 2
0,1645 [W/kg]mw
d f BPργ
= (1)
gdzie:
f – częstotliwość podstawowa – 50 Hz, Bm – szczytowa wartość indukcji [T], d – grubość blachy – 0,5 mm, ρ – rezystywność blachy – 48 μΩcm, γ – gęstość blachy – 7650 kg/m3 (wg normy PN-EN 10106:2007).
Ponieważ metoda wykrawania oraz wymiary próbki nie mają wpływu na
składowe wzoru (1) przyjęto, że wartość klasycznych strat wiroprądowych jest taka sama dla wszystkich badanych próbek blach. Straty dodatkowe zostały wyznaczone jako różnica strat całkowitych i sumy strat wiroprądowych klasycz-nych i histerezowych.
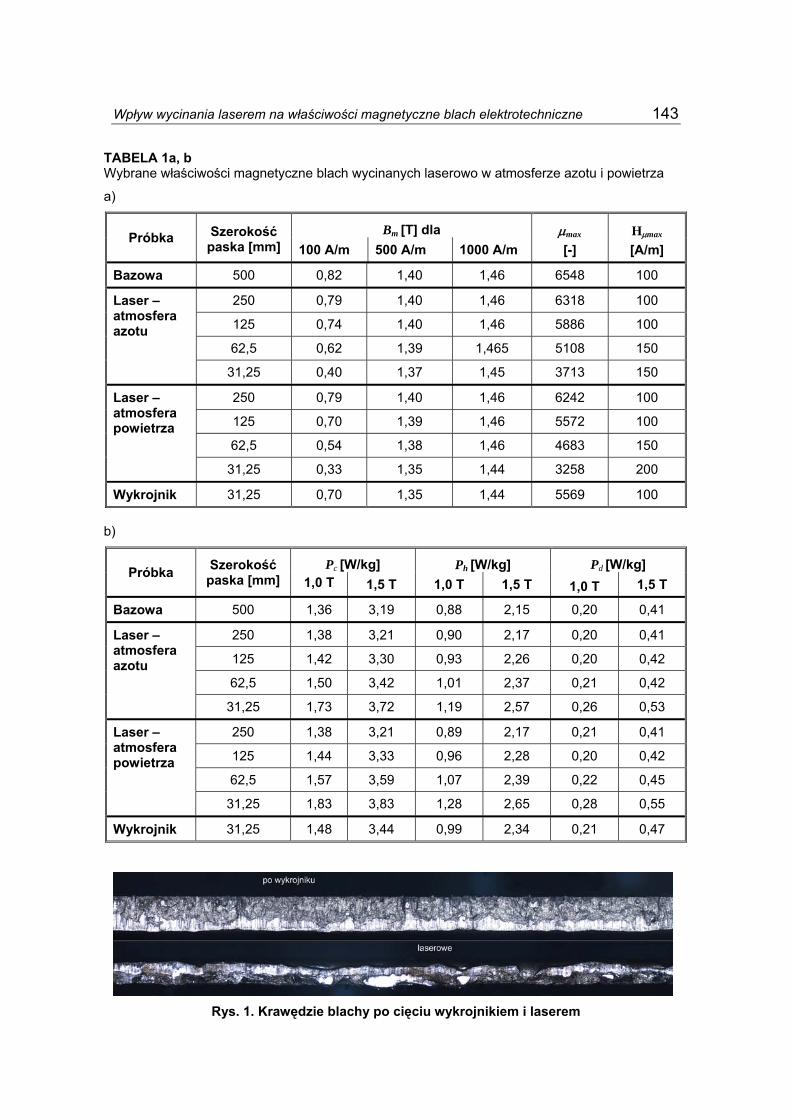
W tabeli 1 zamieszczono wybrane wyniki pomiarów. Przebieg krzywych magnesowania badanych próbek pokazano na rysunku 2. Względne zmiany mierzonych właściwości magnetycznych przedstawiono na rysunkach 3 – 6. W celach porównawczych na wykresach przedstawiono również wyniki otrzy-mane dla 16 wykrawanych pasków o wymiarach 31,25x500 mm blachy M330-50A. Wygląd powierzchni bocznych blachy M330-50A ciętej wykrojnikiem i laserem przedstawia rysunek 1.
Wpływ wycinania laserem na właściwości magnetyczne blach elektrotechniczne 143
TABELA 1a, b Wybrane właściwości magnetyczne blach wycinanych laserowo w atmosferze azotu i powietrza
a)
Próbka Szerokość paska [mm]
Bm [T] dla μmax
[-] Hμmax
[A/m] 100 A/m 500 A/m 1000 A/m
Bazowa 500 0,82 1,40 1,46 6548 100
Laser – atmosfera azotu
250 0,79 1,40 1,46 6318 100
125 0,74 1,40 1,46 5886 100
62,5 0,62 1,39 1,465 5108 150
31,25 0,40 1,37 1,45 3713 150
Laser – atmosfera powietrza
250 0,79 1,40 1,46 6242 100
125 0,70 1,39 1,46 5572 100
62,5 0,54 1,38 1,46 4683 150
31,25 0,33 1,35 1,44 3258 200
Wykrojnik 31,25 0,70 1,35 1,44 5569 100
b)
Próbka Szerokość paska [mm]
Pc [W/kg] Ph [W/kg] Pd [W/kg]
1,0 T 1,5 T 1,0 T 1,5 T 1,0 T 1,5 T
Bazowa 500 1,36 3,19 0,88 2,15 0,20 0,41
Laser – atmosfera azotu
250 1,38 3,21 0,90 2,17 0,20 0,41
125 1,42 3,30 0,93 2,26 0,20 0,42
62,5 1,50 3,42 1,01 2,37 0,21 0,42
31,25 1,73 3,72 1,19 2,57 0,26 0,53
Laser – atmosfera powietrza
250 1,38 3,21 0,89 2,17 0,21 0,41
125 1,44 3,33 0,96 2,28 0,20 0,42
62,5 1,57 3,59 1,07 2,39 0,22 0,45
31,25 1,83 3,83 1,28 2,65 0,28 0,55
Wykrojnik 31,25 1,48 3,44 0,99 2,34 0,21 0,47
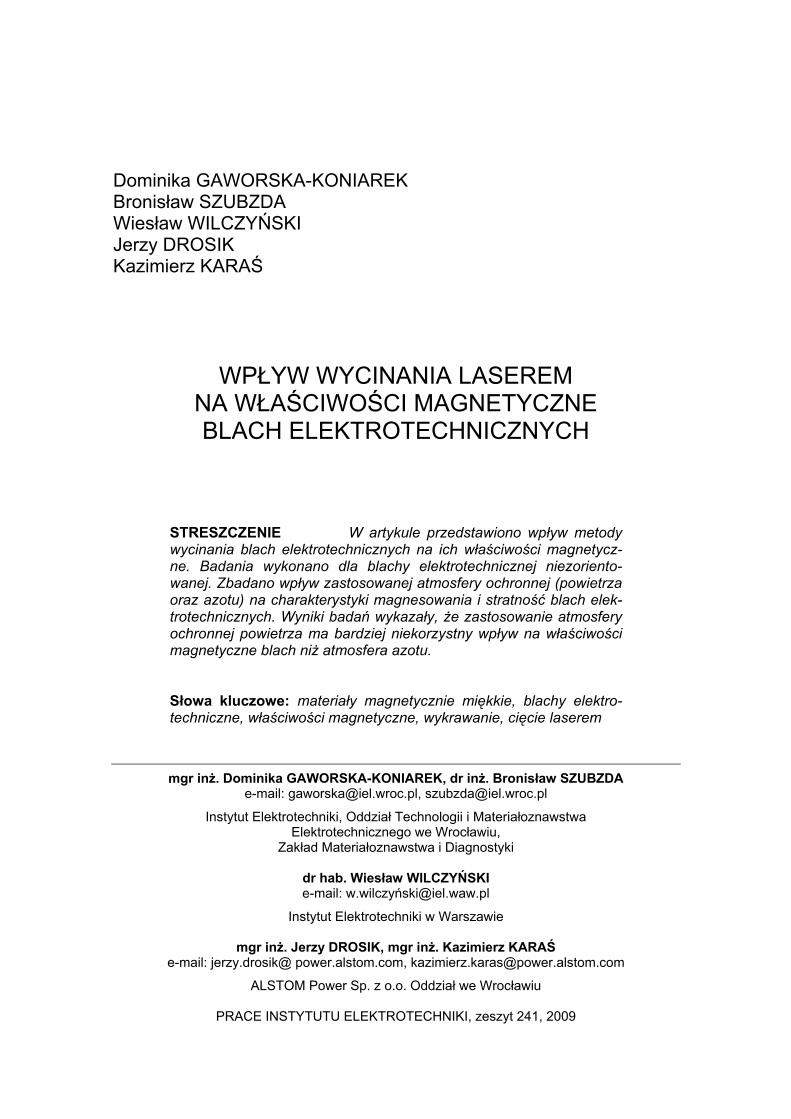
Rys. 1. Krawędzie blachy po cięciu wykrojnikiem i laserem
144 D. Gaworska-Koniarek, B. Szubzda, W. Wilczyński, J. Drosik, K. Karaś
Widoczne na rysunku 1 zdegradowane termicznie obszary powierzchni bocznych blach wycinanych laserem uzasadniają podejrzenie o możliwym wpły-wie na stopień tej degradacji składu chemicznego atmosfery gazu ochronnego w jakim odbywa się ten proces. Zwłaszcza przy zastosowaniu atmosfery utle-niającej – powietrza, przy zastosowaniu której można się spodziewać obcych warstw na powierzchniach, powstałych na skutek wysokoenergetycznego cięcia laserem.
a) b)
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
0 200 400 600 800 1000Natężenie pola magnetycznego, Hm [A/m]
Indu
kcja
mag
nety
czna
, Bm
[T]
liczba krawędzi - 2,szerokość paska - 500 mm
liczba krawędzi - 4,szerokość paska - 250 mm
liczba krawędzi - 8,szerokość paska - 125 mm
liczba krawędzi -16,szerokość paska 62,5 mm
liczba krawędzi - 32,szerokość paska 31,25 mm
Bm = f(Hm)Laser - azot
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
0 200 400 600 800 1000Natężenie pola magnetycznego, Hm [A/m]
Indu
kcja
mag
nety
czna
, Bm
[T]
liczba krawędzi - 2, szerokośćpaska - 500 mmliczba krawędzi - 4, szerokośćpaska - 250 mmliczba krawędzi - 8, szerokośćpaska - 125 mmliczba krawędzi -16,szerokość paska 62,5 mmliczba krawędzi - 32,szerokość paska 31,25 mm
Bm = f(Hm)Laser - powietrzeM330-50A
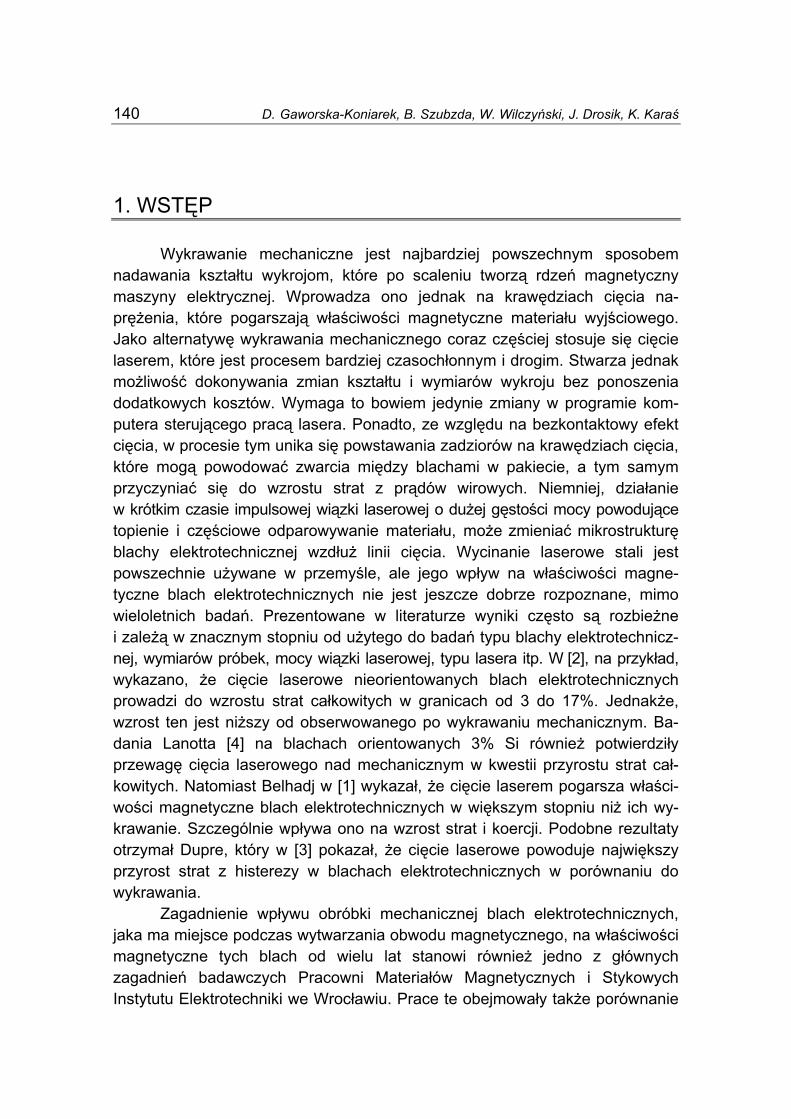
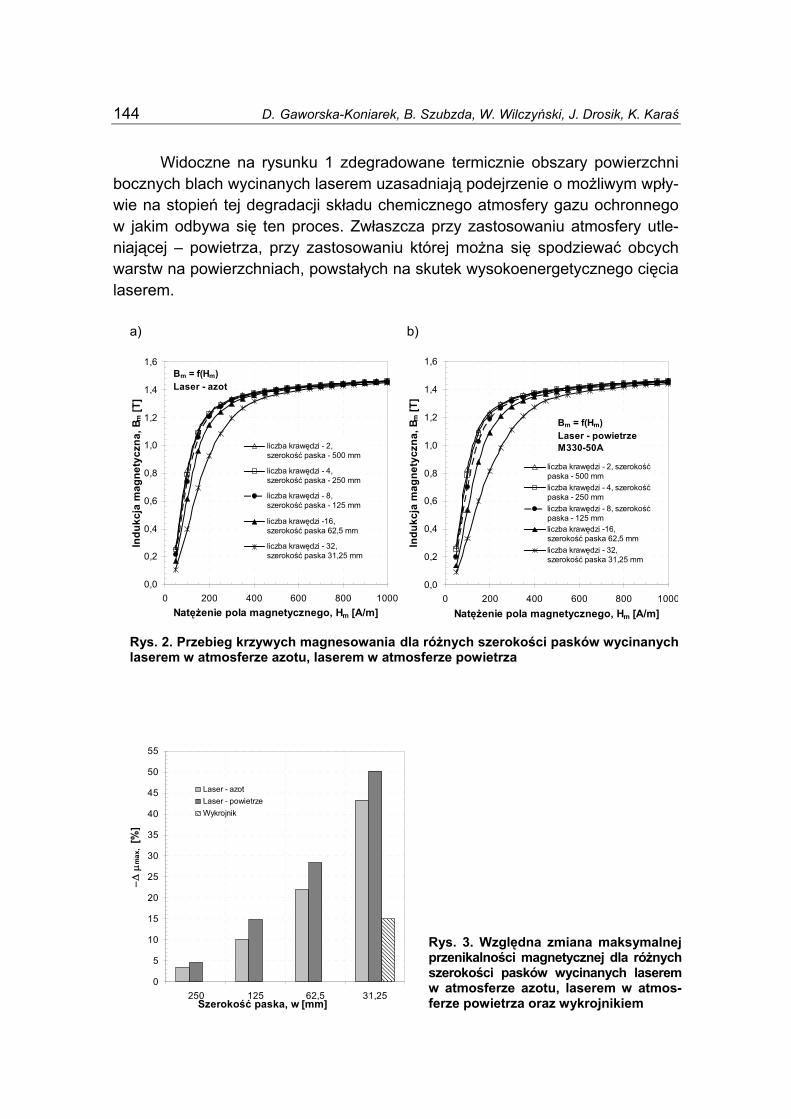
Rys. 2. Przebieg krzywych magnesowania dla różnych szerokości pasków wycinanychlaserem w atmosferze azotu, laserem w atmosferze powietrza
0
5
10
15
20
25
30
35
40
45
50
55
250 125 62,5 31,25
Laser - azotLaser - powietrzeWykrojnik
−Δ
μm
ax, [
%]
Szerokość paska, w [mm]
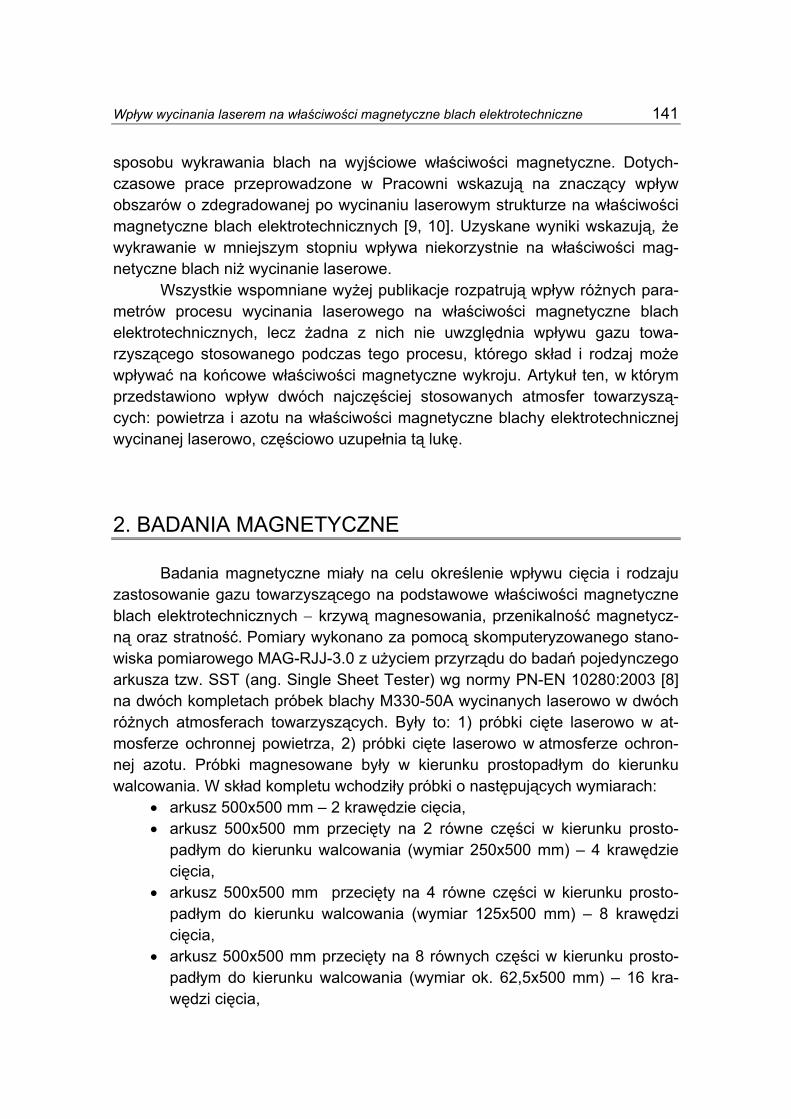
Rys. 3. Względna zmiana maksymalnej przenikalności magnetycznej dla różnych szerokości pasków wycinanych laserem w atmosferze azotu, laserem w atmos-ferze powietrza oraz wykrojnikiem
Wpływ wycinania laserem na właściwości magnetyczne blach elektrotechniczne 145
a) b)
0
4
8
12
16
20
24
28
32
36
40
44
250 125 62,5 31,25
ΔP c
[%]
Laser - azot
Laser - powietrze
Wykrojnik
M330-50AB = 1,0 T
Szerokość paska, w [mm]
0
4
8
12
16
20
250 125 62,5 31,25
ΔP c
[%]
Laser - azot
Laser - powietrze
Wykrojnik
M330-50AB = 1,5 T
Szerokość paska, w [mm]
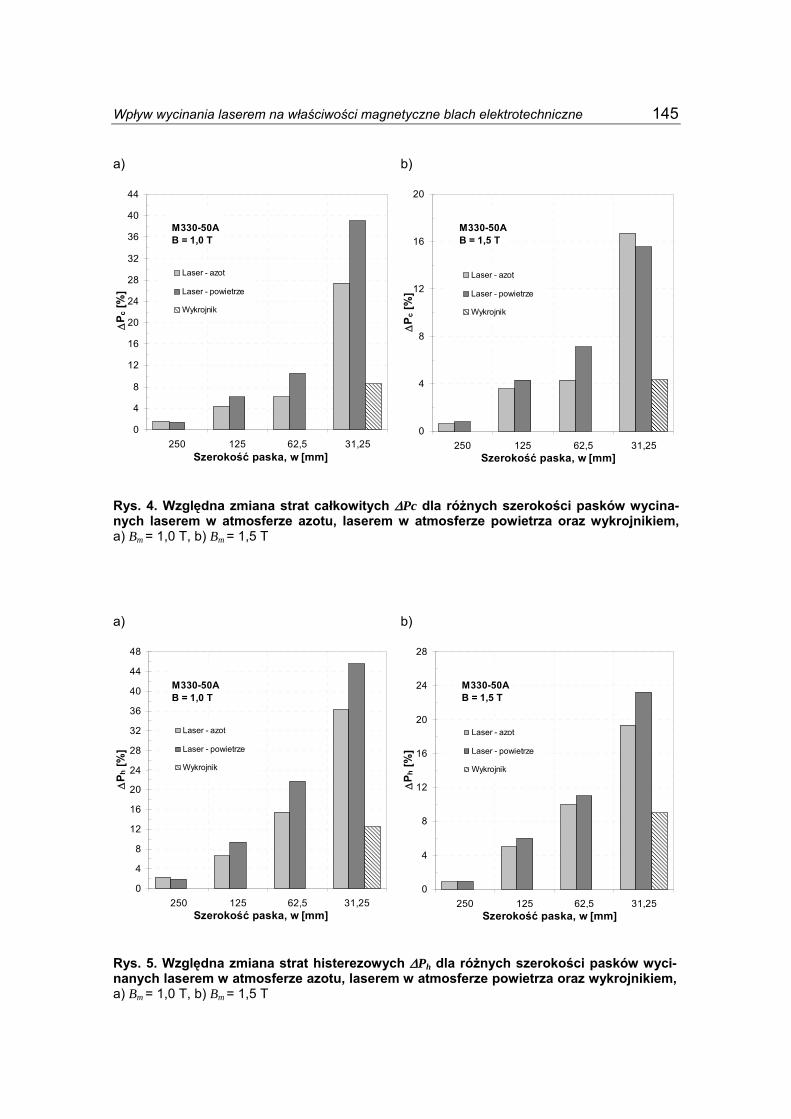
Rys. 4. Względna zmiana strat całkowitych ΔPc dla różnych szerokości pasków wycina-nych laserem w atmosferze azotu, laserem w atmosferze powietrza oraz wykrojnikiem, a) Bm = 1,0 T, b) Bm = 1,5 T a) b)
0
4
8
12
16
20
24
28
32
36
40
44
48
250 125 62,5 31,25
ΔP h
[%]
Laser - azot
Laser - powietrze
Wykrojnik
M330-50AB = 1,0 T
Szerokość paska, w [mm]
0
4
8
12
16
20
24
28
250 125 62,5 31,25
ΔP h
[%]
Laser - azot
Laser - powietrze
Wykrojnik
M330-50AB = 1,5 T
Szerokość paska, w [mm]
Rys. 5. Względna zmiana strat histerezowych ΔPh dla różnych szerokości pasków wyci-nanych laserem w atmosferze azotu, laserem w atmosferze powietrza oraz wykrojnikiem, a) Bm = 1,0 T, b) Bm = 1,5 T
146 D. Gaworska-Koniarek, B. Szubzda, W. Wilczyński, J. Drosik, K. Karaś
a) b)
0
4
8
12
16
20
24
28
32
36
40
250 125 62,5 31,25
ΔP d
[%]
Laser - azot
Laser - powietrze
Wykrojnik
M330-50AB = 1,0 T
Szerokość paska, w [mm]
0
4
8
12
16
20
24
28
32
36
250 125 62,5 31,25
ΔP d
[%]
Laser - azot
Laser - powietrze
Wykrojnik
M330-50AB = 1,5 T
Szerokość paska, w [mm]
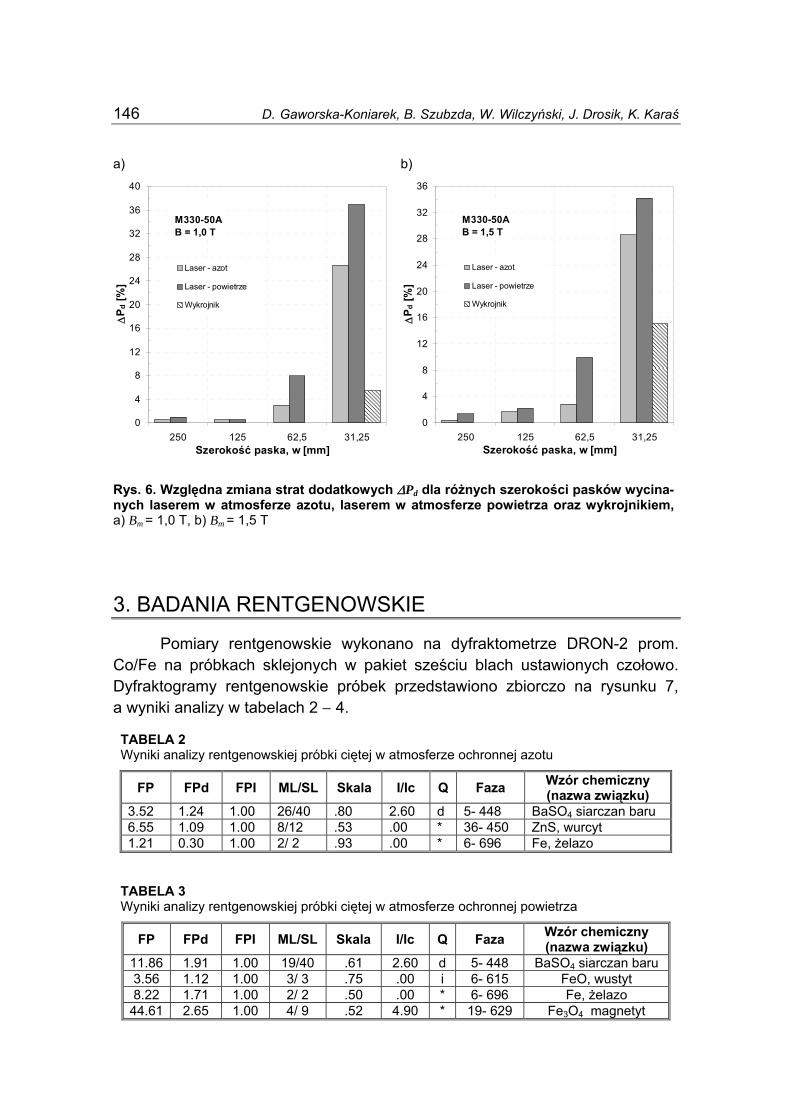
Rys. 6. Względna zmiana strat dodatkowych ΔPd dla różnych szerokości pasków wycina-nych laserem w atmosferze azotu, laserem w atmosferze powietrza oraz wykrojnikiem, a) Bm = 1,0 T, b) Bm = 1,5 T 3. BADANIA RENTGENOWSKIE
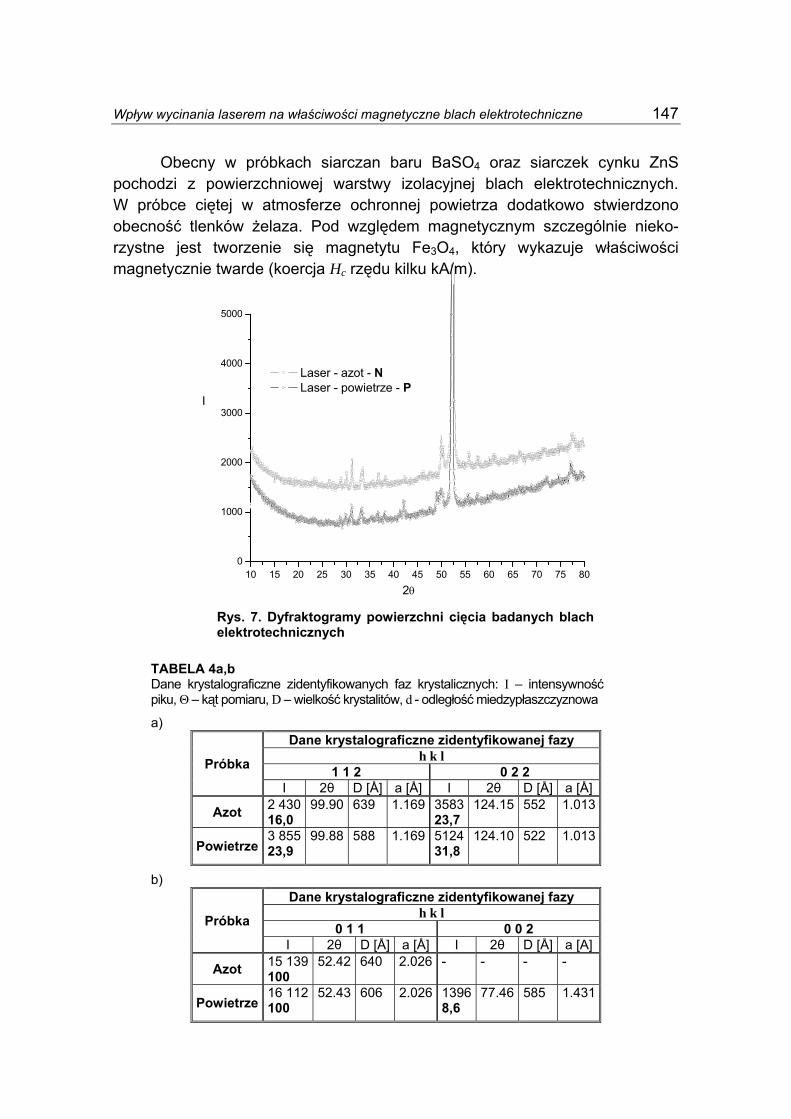
Pomiary rentgenowskie wykonano na dyfraktometrze DRON-2 prom. Co/Fe na próbkach sklejonych w pakiet sześciu blach ustawionych czołowo. Dyfraktogramy rentgenowskie próbek przedstawiono zbiorczo na rysunku 7, a wyniki analizy w tabelach 2 − 4.
TABELA 2 Wyniki analizy rentgenowskiej próbki ciętej w atmosferze ochronnej azotu
FP FPd FPI ML/SL Skala I/Ic Q Faza Wzór chemiczny (nazwa związku)
3.52 1.24 1.00 26/40 .80 2.60 d 5- 448 BaSO4 siarczan baru 6.55 1.09 1.00 8/12 .53 .00 * 36- 450 ZnS, wurcyt 1.21 0.30 1.00 2/ 2 .93 .00 * 6- 696 Fe, żelazo
TABELA 3 Wyniki analizy rentgenowskiej próbki ciętej w atmosferze ochronnej powietrza
FP FPd FPI ML/SL Skala I/Ic Q Faza Wzór chemiczny (nazwa związku)
11.86 1.91 1.00 19/40 .61 2.60 d 5- 448 BaSO4 siarczan baru 3.56 1.12 1.00 3/ 3 .75 .00 i 6- 615 FeO, wustyt 8.22 1.71 1.00 2/ 2 .50 .00 * 6- 696 Fe, żelazo
44.61 2.65 1.00 4/ 9 .52 4.90 * 19- 629 Fe3O4 magnetyt
Wpływ wycinania laserem na właściwości magnetyczne blach elektrotechniczne 147
Obecny w próbkach siarczan baru BaSO4 oraz siarczek cynku ZnS pochodzi z powierzchniowej warstwy izolacyjnej blach elektrotechnicznych. W próbce ciętej w atmosferze ochronnej powietrza dodatkowo stwierdzono obecność tlenków żelaza. Pod względem magnetycznym szczególnie nieko-rzystne jest tworzenie się magnetytu Fe3O4, który wykazuje właściwości magnetycznie twarde (koercja Hc rzędu kilku kA/m).
10 15 20 25 30 35 40 45 50 55 60 65 70 75 800
1000
2000
3000
4000
5000
I
2θ
Laser - azot - N Laser - powietrze - P
Rys. 7. Dyfraktogramy powierzchni cięcia badanych blach elektrotechnicznych
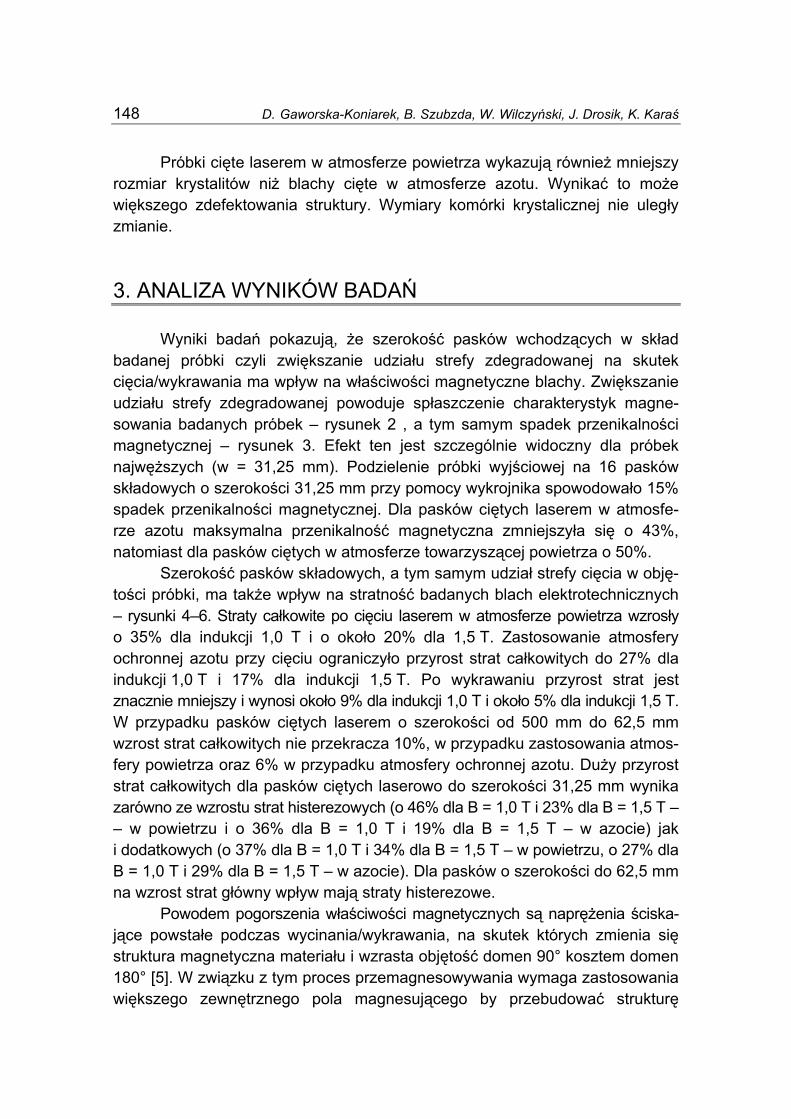
TABELA 4a,b Dane krystalograficzne zidentyfikowanych faz krystalicznych: I – intensywność piku, Θ – kąt pomiaru, D – wielkość krystalitów, d - odległość miedzypłaszczyznowa
a)
Próbka
Dane krystalograficzne zidentyfikowanej fazy h k l
1 1 2 0 2 2 I 2θ D [Å] a [Å] I 2θ D [Å] a [Å]
Azot 2 430 16,0
99.90 639 1.169 358323,7
124.15 552 1.013
Powietrze 3 855 23,9
99.88 588 1.169 512431,8
124.10 522 1.013
b)
Próbka
Dane krystalograficzne zidentyfikowanej fazy h k l
0 1 1 0 0 2 I 2θ D [Å] a [Å] I 2θ D [Å] a [A]
Azot 15 139 100
52.42 640 2.026 - - - -
Powietrze 16 112 100
52.43 606 2.026 13968,6
77.46 585 1.431
148 D. Gaworska-Koniarek, B. Szubzda, W. Wilczyński, J. Drosik, K. Karaś
Próbki cięte laserem w atmosferze powietrza wykazują również mniejszy rozmiar krystalitów niż blachy cięte w atmosferze azotu. Wynikać to może większego zdefektowania struktury. Wymiary komórki krystalicznej nie uległy zmianie. 3. ANALIZA WYNIKÓW BADAŃ
Wyniki badań pokazują, że szerokość pasków wchodzących w skład badanej próbki czyli zwiększanie udziału strefy zdegradowanej na skutek cięcia/wykrawania ma wpływ na właściwości magnetyczne blachy. Zwiększanie udziału strefy zdegradowanej powoduje spłaszczenie charakterystyk magne-sowania badanych próbek – rysunek 2 , a tym samym spadek przenikalności magnetycznej – rysunek 3. Efekt ten jest szczególnie widoczny dla próbek najwęższych (w = 31,25 mm). Podzielenie próbki wyjściowej na 16 pasków składowych o szerokości 31,25 mm przy pomocy wykrojnika spowodowało 15% spadek przenikalności magnetycznej. Dla pasków ciętych laserem w atmosfe-rze azotu maksymalna przenikalność magnetyczna zmniejszyła się o 43%, natomiast dla pasków ciętych w atmosferze towarzyszącej powietrza o 50%.
Szerokość pasków składowych, a tym samym udział strefy cięcia w obję-tości próbki, ma także wpływ na stratność badanych blach elektrotechnicznych – rysunki 4–6. Straty całkowite po cięciu laserem w atmosferze powietrza wzrosły o 35% dla indukcji 1,0 T i o około 20% dla 1,5 T. Zastosowanie atmosfery ochronnej azotu przy cięciu ograniczyło przyrost strat całkowitych do 27% dla indukcji 1,0 T i 17% dla indukcji 1,5 T. Po wykrawaniu przyrost strat jest znacznie mniejszy i wynosi około 9% dla indukcji 1,0 T i około 5% dla indukcji 1,5 T. W przypadku pasków ciętych laserem o szerokości od 500 mm do 62,5 mm wzrost strat całkowitych nie przekracza 10%, w przypadku zastosowania atmos-fery powietrza oraz 6% w przypadku atmosfery ochronnej azotu. Duży przyrost strat całkowitych dla pasków ciętych laserowo do szerokości 31,25 mm wynika zarówno ze wzrostu strat histerezowych (o 46% dla B = 1,0 T i 23% dla B = 1,5 T – – w powietrzu i o 36% dla B = 1,0 T i 19% dla B = 1,5 T – w azocie) jak i dodatkowych (o 37% dla B = 1,0 T i 34% dla B = 1,5 T – w powietrzu, o 27% dla B = 1,0 T i 29% dla B = 1,5 T – w azocie). Dla pasków o szerokości do 62,5 mm na wzrost strat główny wpływ mają straty histerezowe.
Powodem pogorszenia właściwości magnetycznych są naprężenia ściska-jące powstałe podczas wycinania/wykrawania, na skutek których zmienia się struktura magnetyczna materiału i wzrasta objętość domen 90° kosztem domen 180° [5]. W związku z tym proces przemagnesowywania wymaga zastosowania większego zewnętrznego pola magnesującego by przebudować strukturę
Wpływ wycinania laserem na właściwości magnetyczne blach elektrotechniczne 149
domenową w obszarze naprężonym wzdłuż linii wykrawania. Jest to powodem wzrostu strat histerezowych i strat pozostałych [5]. Ruchy ścian domen mają miejsce przy niższych indukcjach (stroma część krzywej magnesowania) i w tym zakresie są one głównie odpowiedzialne za straty histerezowe. Przy indukcjach wyższych w procesie przemagnesowywania dominują procesy zwią-zane z obrotami wektorów magnetyzacji domen i wpływ ich na straty histere-zowe jest mniejszy. Stąd większy procentowo przyrost stratności widoczny jest dla niższych wartości indukcji.
Duży wzrost strat histerezowych po cięciu laserem w porównaniu do przyrostu strat po wykrawaniu wskazuje, że podczas tego procesu do materiału wprowadzane są większe naprężenia i/lub w większej objętości próbki niż w przypadku próbek wykrawanych.
Po wykrawaniu, na skutek odkształceń plastycznych powstaje strefa materiału zdeformowanego (szerokość strefy mierzona od krawędzi wynosi od 0,1 mm dla ostrych ostrzy, do 0,23 mm dla tępych [7]) oraz strefa naprężona, w której brak jest widocznych odkształceń ziaren. Natomiast po cięciu laserem wskutek najpierw gwałtownego nagrzania, a następnie równie szybkiego stu-dzenia strumieniem gazu ochronnego lub powietrza powstaje skurcz materiału. Działanie w krótkim czasie impulsowej wiązki laserowej o dużej gęstości mocy, wytwarza wzdłuż linii cięcia niestacjonarne pole temperaturowe, o bardzo du-żym gradiencie. Bardzo szybkie nagrzewanie doprowadza materiał do wrzenia, który natychmiast jest chłodzony z dużą szybkością za pomocą gazu towarzy-szącego, który wydmuchuje ciekły metal i jego pary ze szczeliny. W tak wyso-kiej temperaturze w warstwie tej mają miejsce przemieszczenia atomów. W ziar-nach wzdłuż linii cięcia, przemieszczanie się atomów powodować może spina-nie się dyslokacji krawędziowych. Natomiast na granicach ziaren może powo-dować ślizganie się jednego ziarna po drugim. Może to doprowadzić nawet do powstania mikropęknięć. Zjawiska te mogą być powodem znacznego wzros-tu dyslokacji i naprężeń przy krawędzi materiału, zmniejszenia się krystalitów i w efekcie tego, pogorszenia właściwości magnetycznych [1].
Całkowita szerokość stref zdeformowanej i naprężonej zarówno w przy-padku wykrawania jak i wycinania jest znacznie szersza i tworzy tzw. strefę słabo magnetyczną. Dla blachy niezorientowanej wynosi ona ok. 0,6 mm po wykrawaniu [9], aż do 6,0 mm po cięciu laserem [6]
W przypadku blach ciętych laserem w atmosferze powietrza, proces mag- nesowania dodatkowo utrudnia tworzący się na skutek chłodzenia powietrzem - tlenek żelaza (Fe3O4)– magnetyt, na którego obecność wskazują przeprowa-dzone badania rentgenowskie (tab. 3). Ponieważ jest on materiałem mag-netycznie twardym, do przebudowania jego struktury domenowej potrzebna jest większa energia zewnętrznego pola magnetycznego, co skutkuje spłaszcze-niem charakterystyki magnesowania, spadkiem przenikalności magnetycznej
150 D. Gaworska-Koniarek, B. Szubzda, W. Wilczyński, J. Drosik, K. Karaś
oraz wzrostem strat histerezowych i dodatkowych. Ponadto obce wtrącenia jakimi są tworzące się na krawędziach cięcia tlenki, mogą działać jak centra kotwiczące hamujące ruch ścian domenowych, zwiększając dodatkowo koercje materiału i straty histerezowe.
4. PODSUMOWANIE
Wykonane badania jednoznacznie wskazują, że udział strefy zdegrado-wanej w wyniku cięcia badanych blach elektrotechnicznych, mierzony liczbą krawędzi cięcia, ma znaczący wpływ na właściwości magnetyczne blach elek-trotechnicznych. Zmniejszanie szerokości pasków wchodzących w skład ba-danej próbki, a tym samym zwiększanie udziału strefy zdegradowanej, powo-duje spłaszczanie krzywych magnesowania oraz spadek maksymalnej przeni-kalności magnetycznej. Widoczny jest również wzrost strat histerezowych i dodatkowych.
Negatywny wpływ cięcia/wykrawania na właściwości magnetyczne blach elektrotechnicznych jest bardziej dostrzegalny w przypadku próbek ciętych la-serem niż w przypadku próbek wykrawanych. Ponadto, zauważyć można wpływ zastosowanej atmosfery osłonowej przy wycinaniu laserowym na stopień po-gorszenia właściwości magnetycznych blachy elektrotechnicznej – zasto-sowanie atmosfery powietrza ma bardziej niekorzystny wpływ na właściwości magnetyczne blachy niż atmosfera azotu. Najprawdopodobniej wynika to z tworzenia się na krawędziach cięcia tlenków żelaza, które mogą działać jak centra kotwiczące hamujące ruch ścian domenowych. Ponadto tlenek żelaza Fe3O4 wykazuje właściwości magnetycznie twarde, co dodatkowo zwiększa koercje materiału i straty histerezowe.
Przedstawione wyniki badań jednoznacznie wskazują, że pomimo wielu zalet wycinanie laserem w większym stopniu pogarsza właściwości magne-tyczne blach elektrotechnicznych niż dotychczas masowo stosowane wkrawa-nie mechaniczne za pomocą wykrojników. LITERATURA 1. Belhaldj A., Baudouin P., Breaban F., Deffontaine A., Dewulf M., Houbaert Y., Effect of laser
cutting on microstructure and on magnetic properties of grain non-oriented electrical steels, J. Magn. Magn. Mater. 256, 20 -31, 2003.
2. Dickmann K., Influence of laser cutting process on the magnetic properties of electrical sheets, Anales de Fisica B, 86, 82, 1990.
Wpływ wycinania laserem na właściwości magnetyczne blach elektrotechniczne 151
3. Dupre L.R., Van Kerr R., Melkebeek J.A.A, A study of the influence of laser cutting and punching on the electromagnetic behaviour of electrical steel sheets using a combined finite element-dynamic Preisach model., Fourth International Workshop on Electric and Magnetic Fields, Marseille, France, 12-15 May, 195 - , 1998.
4. Lanotte L., Luponio C., De Iorio I., Tagliaferii V., Tammaro G, Effect of laser cutting on magnetic properties of grain oriented Fe-Si ribbons, Mater. Sci. Technol., 8, 252-256, 1998.
5. LoBue M., Sasso C., Basso V., Fiorillo F., Bertotti G., Power losses and magnetization process in Fe -Si non-oriented steels under tensile and compressive stress, J. Magn. Magn. Mater. 215 - 216, 124-126, 2000.
6. Loisos G., Moses A.J., Effect of mechanical and Nd:YAG laser cutting on magnetic flux distribution near the cut edge of non-oriented steels, Journal of materials processing technology, 161, 151-155, 2003.
7. Matheisel Z., Blachy elektrotechniczne walcowano na zimno, WNT Warszawa, 1973.
8. PN-EN 10280:2003 Materiały magnetyczne – Metody pomiaru własności magnetycznych blach i taśm elektrotechnicznych przy użyciu przyrządu do badań pojedynczego arkusza.
9. Wilczyński W.: Wpływ technologii na właściwości magnetyczne rdzeni maszyn elektrycznych, Prace Instytutu Elektrotechniki, zeszyt 215/2003.
10. Wilczyński W., Szubzda B., Talik S., Lipiec W., Aspects of the punching and laser cutting effect on the power losses and flux density distribution in electrical steel, Proceedings of SMM16, 499, Dusseldolf 2003.
Rękopis dostarczono dnia, 15.09.2009 r. Opiniował: dr hab. inż. Antoni Cieśla
EFFECT OF LASER CUTTING ON MAGNETIC PROPERTIES
OF ELECTRICAL STEELS
D. GAWORSKA-KONIAREK, B. SZUBZDA, W. WILCZYŃSKI, J. DROSIK, K. KARAŚ
ABSTRACT The paper presents the influence of laser cutting of electrical steels on their magnetic properties. The research was made on an non-oriented electrical steels M330-50A type. The influence of applied technological atmosphere during laser cutting on magnetization characteristics and losses of electrical steels was tested. Measurements results indicated that application of air as atmosphere has more destructive effect on magnetic properties of electrical steels than nitrogen one.

152 D. Gaworska-Koniarek, B. Szubzda, W. Wilczyński, J. Drosik, K. Karaś
Mgr inż. Dominika GAWORSKA–KONIAREK – absol-
wentka Politechniki Wrocławskiej Wydziału Podstawowych Pro-blemów Techniki. Po ukończeniu studiów pracowała na Poli-technice Wrocławskiej w Instytucie Maszyn, Napędów i Pomia-rów Elektrycznych przy realizacji dwóch projektów UE: „Mikro-maszyny, kompozyty i materiały na bazie nowej generacji dielek-tromagnetyków” i „Wysokonapięciowe silniki asynchroniczne pra-cujące w ciekłych gazach naturalnych”. Od 2008 r. pracownik Insty-tutu Elektrotechniki we Wrocławiu, gdzie zajmuje się badaniami materiałów magnetycznie miękkich oraz ich zastosowaniem w elek-trotechnice.
Dr inż. Bronisław SZUBZDA kierownik Pracowni Mate-riałów Magnetycznych i Stykowych w Instytucie Elektrotechniki Oddział we Wrocławiu. Zajmuje się inżynierią materiałową, tech-nikami proszkowymi, elektrochemią. Aktualnie prowadzi prace z zakresu materiałów do elektrochemicznych magazynów energii i ich zastosowań. Jest autorem ok. 60 prac z zakresu materiałów elektrotechnicznych. Brał udział w organizacji wielu naukowych konferencji krajowych i zagranicznych. Jest Sekretarzem Zarządu Polskiego Komitetu Materiałów Elektrotechnicznych SEP.
Doc. dr hab. Wiesław WILCZYŃSKI jest pracowni-
kiem naukowym w Instytucie Elektrotechniki. Od początku do chwili obecnej zajmuje się materiałami magnetycznie miękkimi (blachami, taśmami amorficznymi i nanokrystalicznymi, ferry-tami) ich badaniami, sposobami wytwarzania oraz wpływem technologii wytwarzania rdzeni magnetycznych na ich właści-wości magnetyczne. Jest autorem ok. 100 prac z zakresu mate-riałów magnetycznych i zastosowania pól magnetycznych oraz trzech patentów. Brał udział czynny na wielu konferencjach zagranicznych i krajowych. Obecnie jest Dyrektorem, Instytutu Elektrotechniki w Warszawie.




















![³lnej.pdf · [pr] porada lekarska specjalistyczna aminotransferaza alaninowa (alt) aminotransferaza asparganianowa (ast) ... parazytologia badanie ogolne moczu (profil)](https://img.dokumen.tips/doc/110x75/5c77ac2109d3f2a94e8c12ab/lnejpdf-pr-porada-lekarska-specjalistyczna-aminotransferaza-alaninowa-alt.jpg)








