Embed Size (px)
Citation preview

Diplomarbeit
zum Thema
Entwicklung eines Konzeptes zur digitalen Unterstützung der Betriebsmittelplanung bei der Verarbeitung von
2D-CAD-Werkzeugzeichnungen für die Firma Volkswagen AG
vorgelegt von: Gilles Ngameni Matrikel-Nr.: 20065449 Diplomstudiengang: Technische Informatik Bearbeitungszeitraum: Vom 1. 10. 2005 bis zum 24. 01.2006 Ort: Volkswagen AG, Wolfsburg Abteilung: GOE-5/2,
ITP Produktmanagement und Beschaffung - Beschaffungsplanung, Betriebsmittel -
Erstprüfer: Prof. Dr.-Ing. Ulrich Klages (FH BS/WF) Zweitprüfer: Andreas Goehler (VW) Betreuer VW: Michael Ernst Abgabetermin: 24. Januar 2006
Fachhochschule Braunschweig/Wolfenbüttel
- UNIVERSITY OF APPLIED SCIENCES -
Fachbereich Informatik

Eidesstattliche Erklärung Ich versichere an Eides statt durch eigenhändige Unterschrift, die vorliegende Arbeit selbstständig und ohne Benutzung anderer als der aufgeführten Quellen und Hilfsmittel verfasst zu haben. Alle Stellen, die wörtlich oder sinngemäß aus Veröffentlichungen entnommen sind, habe ich als solche kenntlich gemacht. Ich weiß, dass bei Abgabe einer falschen Versicherung die Prüfung als nicht bestanden zu gelten hat. Diese Arbeit hat in gleicher oder ähnlicher Form noch keiner Prüfungsbehörde vorgelegen. Wolfsburg, den 24. Januar 2006
Unterschrift

Vorwort Eine Definition von Planung lautet: Planung ist der Ersatz des Zufalls durch den Irrtum. Für Zufälle ist ein Entscheidungsträger nicht verantwortlich, wohl aber für Irrtümer. Ein Irrtum in der Betriebsmittelplanung ist angesichts der hohen Kapitalintensität neuer Produktionstechnologien sehr kostenwirksam und gefährdet die Wettbewerbsfähigkeit des Unternehmens [17]. Neue Betriebsmittelplanungsansätze, die Fehler vermeiden helfen, bilden den Inhalt dieser Arbeit. Gegenstand des ersten Kapitels ist die Formulierung der Aufgabenstellung, gefolgt von der Beschreibung des bereits vorhandenen Systems BETRIEBSMITTEL. Die Ausgangslage für die Zielsetzung dieser Arbeit wird dargestellt. Im zweiten Kapitel wird die Grundlage bezüglich der Anforderungen für den CAD-Datenaustausch analysiert und ausgewertet. Im dritten Kapitel werden Forschungen, Analyse und Anforderungen für das neue BETRIEBSMITTEL-System bezüglich der digitalen Betriebsmittel-Planung der Firma Volkswagen AG erarbeitet. Es wird anhand dieser Analyse eine Anforderungsermittlung der neuen Komponenten des BETRIEBSMITTEL-Systems entwickelt und beschrieben. Gegenstand des vierten Kapitels sind die Umsetzungsstrategien für das digitale Einlesen von 2D-technischen Zeichnungen. Das fünfte Kapitel dieser Arbeit befasst sich mit der Designbeschreibung und teilweisen Implementierung dieser Umsetzungsstrategien und weiteren Lösungsmöglichkeiten. Im sechsten Kapitel wird eine Test-Fertigungslinie zur Überprüfung der gewonnenen Erkenntnisse geplant. Kapitel sieben enthält eine Umfrage, um positive bzw. negative Erfahrungen mit den bestehenden Systemen zu ergründen, deren Antworten und die Auswertung. Weiterhin wurde um Abgabe von Prognosen gebeten. Fazit und Ausblick sind in Kapitel acht enthalten.

Danksagung An dieser Stelle möchte ich mich bei allen Menschen bedanken, die mir bei der Erstellung dieser Arbeit behilflich waren: Mein Dank geht insbesondere an Herrn Professor Ulrich Klages, der meine Ideen befürwortet und mitgetragen hat. Meine Betreuer des Unternehmens Volkswagen AG, Herr Andreas Goehler und Herr Michael Ernst, haben mir mit Rat und Tat zur Seite gestanden und mit Anregungen und Verbesserungsvorschlägen wesentlich zur Qualität dieser Diplomarbeit beigetragen, auch ihnen sage ich hiermit Dank. Mein größter Dank geht an meine Eltern, Nicolas Ngameni (leider verstorben) und Marie-Claudette Ndeutcha, die mir dieses Studium in Deutschland ermöglicht haben; bei ihnen bedanke ich mich für das in mich gesetzte Vertrauen. Nicht zuletzt danke ich meiner Frau, die mir mit viel Geduld und persönlichem Einsatz zur Seite stand. Ein Dank auch an alle, die auf ihre Art und Weise dieser Arbeit unterstützt haben.

Inhaltsverzeichnis I
Inhaltverzeichnis Abbildungsverzeichnis...………………………………………….…… IV Tabellenverzeichnis..….………………………………………..……… VI Stichwortverzeichnis.….……………………………………………… VII
1 Einleitung...........................................................................1
1.1 Einführung........................................................................... 2
1.2 Aufgabenstellung................................................................. 4
1.3 Das System BETRIEBSMITTEL.............................................. 5 1.3.1 Anwendungen ...................................................................6
1.4 Das Konstruktionsdaten-Verwaltungs-System (KVS)......... 14
1.5 Ausgangslage .................................................................... 15
1.6 Zielsetzung dieser Arbeit ................................................... 15
2 CAD Datenaustausch........................................................17
2.1 CAD-Grundlagen ................................................................ 17
2.2 Datenaustauschformate..................................................... 20 2.2.1 Darstellung der Problematik zum Datenaustausch ................ 21 2.2.2 Anforderungen an ein Format für den Datenaustausch .......... 22
2.3 Kooperativer CAD-Datenaustausch .................................... 33 2.3.1 Aktuelle Situation ............................................................ 34 2.3.2 Bereits eingeführte Lösung ............................................... 35
2.4 Normung für Betriebsmittel (Sachmerkmale) .................... 36 2.4.1 Beispiel 1: eCl@ss ........................................................... 36 2.4.2 Beispiel 2: DIN 4000........................................................ 37 2.4.3 Beispiel 3: VDA-Empfehlungen .......................................... 38
3 Analyse und Anforderungen.............................................39
3.1 Grundsätzliche Anforderungen .......................................... 42 3.1.1 Realistische Betrachtung .................................................. 42
3.2 Beispiele bestehender Systeme ......................................... 42 3.2.1 Anwendung bei der Firma Audi AG, Györ (Ungarn) ............... 43 3.2.2 Anwendung bei der Firma Audi AG, Ingolstadt ..................... 43 3.2.3 Anwendung bei der Firma BMW AG, Dingolfing .................... 44 3.2.4 Anwendung bei der Firma Daimler Chrysler AG, Sindelfingen .44
3.3 Funktionale Anforderungen zur automatischen BEMI- Datenerfassung.................................................................. 44 3.3.1 Planung ......................................................................... 44

Inhaltsverzeichnis II
3.4 Anforderungsermittlung an das System BETRIEBSMITTEL. 52 3.4.1 Übergeordnete Kriterien ................................................... 52 3.4.2 Änderungsmanagement/Anwenderverwaltung ..................... 54
3.4.3 Import und Visualisierung von Daten aus CAD- und EDM- Systemen ...................................................................... 55 3.4.4 Optimierung und Sicherheit .............................................. 56
4 Umsetzungsstrategie für das digitale Einlesen von 2D- technischen Zeichnungen.................................................57
4.1 2D-Zeichnung, allgemein ................................................... 57 4.1.1 Informationen in Einzelzeichnungen ................................... 58 4.1.2 Unterscheidung von Zeichnungen ...................................... 58 4.1.3 Verwaltung von Zeichnungen ............................................ 59 4.1.4 Beispiel für eine Gliederung der Zeichnungsdaten ................ 59
4.2 Einstellpläne ...................................................................... 60 4.2.1 Einstellpläne der Firma Volkswagen AG............................... 62 4.2.2 Werkzeug-Einstellpläne (WEP)........................................... 64 4.2.3 CAD-Systeme für Werkzeug-Einstellpläne ........................... 68 4.2.4 Programmiersprachen für CAD-Systeme ............................. 70
4.3 Prozessdarstellung zum Einlesen der BEMI- Zeichnungsdaten .......................................................................................... 72
5 Designbeschreibung der Umsetzungsstrategie für das Einlesen von WEP-Daten in die BM-Datenbank.................74
5.1 Software ............................................................................ 74 5.1.1 VBA für AutoCAD............................................................. 74 5.1.2 Java und XML ................................................................. 75
5.2 Prozessstruktur des Einlesevorgangs ................................ 76
5.3 Funktionalitäten ................................................................ 77 5.3.1 VBA-Makros.................................................................... 77 5.3.2 Konvertierung von DXF zu XML.......................................... 77 5.3.3 Speicherung der DXF-Datei in das KVS ............................... 78
5.4 Denkstrategie für eine CAD-Systemunabhängige Verwaltung von Werkzeug-Einstellplänen............................................ 81
6 Testlinie zum Einlesen der WEP in die BM-Datenbank......82
6.1 WEP-Attribute.................................................................... 82
6.2 Einlesen der WEP-Blätter in die BM-Datenbank ................. 83
7 Umfrage und Auswertung ................................................86

Inhaltsverzeichnis III
8 Fazit und Ausblick............................................................93
Literaturverzeichnis.............................................................95
Anhang ..............................................................................100

Abbildungsverzeichnis IV
Abbildungsverzeichnis Abbildung 1.1: Steigung der Anlaufkurve zu Serienbeginn .....................2
Abbildung 1.3: BETRIEBSMITTEL-System ............................................5
Abbildung 1.2.1.1: BM System-Teile ...................................................6
Abbildung 1.3.1.1: Allgemeine Betriebsmittel (AB)................................7
Abbildung A): BETRIEBSMITTEL-Stückliste...........................................9
Abbildung 1.3.2.3: Inventarisierte Betriebsmitteln (IN) ....................... 12
Abbildung 1.4: Das Konstruktionsdaten-Verwaltungssystem................. 14
Abbildung 1.2: Zielsetzung dieser Arbeit ........................................... 15
Abbildung 1.3: Weitere Zielsetzungen ............................................... 16
Abbildung 2.1: CIM-Systemstruktur.................................................. 19
Abbildung 2.2: Prinzip des Datenaustauschs ...................................... 22
Abbildung 2.3: Arbeitskreis Kooperativer CAD-Datenaustausch............. 33
Abbildung 2.3.1.1: Aktuelle Situation der Bereitstellung von kundenspezifischen Zeichnungsformaten ................ 34
Abbildung 2.3.1.2: Aktuelle Situation der Bereitstellung von Standardprodukt-Dokumentationen ....................... 35
Abbildung 2.3.2: Bereits eingeführte Lösung der Bereitstellung……………..35
Abbildung 3.1: Aufbau eines EDM-Systems........................................ 39
Abbildung 3.2: Integrierte Planungsbausteine der Produktion und Mastersysteme für Planungsfunktionen......................... 41
Abbildung 3.3.1: Aufgabe der Planung .............................................. 45
Abbildung A): Prozessplanung.......................................................... 47
Abbildung C): Einbindung in die Konzernwelt ..................................... 48
Abbildung D): Formulare und Dokumentation..................................... 49
Abbildung E): Die Schritte zur „Digitalen Fabrik“................................. 50
Abbildung 4.1: 2D-Darstellung einer Spanneisenzeichnung .................. 57
Abbildung 4.1.3: Verwaltung von Zeichnungen................................... 59
Abbildung 4.2.1: Kernwerkstücke von GROB ...................................... 61
Abbildung 4.2.2: Darstellung eine Arbeitsfolge für Werkstück ............... 61
Abbildung 4.2.1: Einstellplan für Tripodengelenkstück..………………..………. 63
Abbildung 4.2.2.1: Werkzeug–Einstellplan für Zylinderkopf .................. 65
Abbildung 4.2.2.2: Beispiel einer Fertigungslinie …………………………………….67
Abbildung 4.2.2.1: Fortran77-basierte Autogeometry-Programme......... 71

Abbildungsverzeichnis V
Abbildung 4.3.1: Prozess-Darstellung zum Einlesen der CAD Daten ....... 73
Abbildung 5.2: Einlese-Prozessstruktur ............................................. 76
Abbildung 5.3.3: Editor für die Steuerdatei ........................................ 79
Abbildung 5.4: Denkstrategie für eine vom CAD-System unabhängigen WEP ........................................................................ 81
Abbildung 6: Inhalte der Projektordner ............................................. 82
Abbildung 6.1: AutoCAD-Attribut-Editor ............................................ 83
Abbildung 6.2a: Einlesen der WEP-Blätter in die BM-Datenbank via AutoCAD ................................................................ 84
Abbildung 6.2c: Statusfenster der WEP-Interface................................ 85
Abbildung 7.2: Ergebnis zum Wichtigkeitsgrad bei digitaler BEMI-Planung .............................................................................. 87
Abbildung 7.7.1: Zukünftige Zusammenarbeit in Deutschland .............. 90
Abbildung 7.7.2: Zukünftige Zusammenarbeit in Europa ……….……….….90
Abbildung 7.7.2: Weltweite zukünftige Zusammenarbeit…………………………91
Abbildung 9: Das System Arbeitsplan.............................................. 100

Tabellenverzeichnis VI
Tabellenverzeichnis Tabelle 2.1: Übersichtstabelle typischer Austauschformate................... 20
Tabelle 2.1: Hierarchieebenen von eCl@ss......................................... 37
Tabelle 2.4.2: Typische Werkzeugklassen nach DIN 4000 .................... 38
Tabelle 4.1.4: Gliederung der Zeichnungsdaten .................................. 60

Stichwortverzeichnis VII
Stichwortverzeichnis AB Allgemeine Betriebsmittel AP Arbeitsplan AWF Ausschuss für Wirtschaftliche Fertigung BU Business Unit BEMI Betriebsmittel CAD Computer Aided Design CMYK Cyan (Türkis), Magenta (Fuchsienrot), Yellow (Gelb) und Key
(Schlüsselfarbe) DIN Deutsches Institut für Normung e. V DV Datenverarbeitung EDM Engineering Data Management EDI Electronical Data Interchange EZTD Zentralbereich Forschung und Entwicklung
(Technische Dokumentation) FEM Finite-Element-Methode GOE ITP Produktprozess GOE-2 ITP Produktentstehung Fahrzeug-AGGREGATE GOE 2/1 CAD Systemmanagement GOE 5/2 Beschaffungsplanung, Betriebsmittel GOT ITP TECHNOLOGIE HTML Hypertext Markup Language ISO Internationaler Normenausschusses IN Inventarisierte Betriebsmittel IS Informationstechnik IT Informationssysteme JPEG Joint Photographic Experts Group (JPEG)

Stichwortverzeichnis VIII
KVS Konstruktionsdaten Verwaltungssystem KVP kontinuierlicher Verbesserungsprozess LZW Lempel-Ziv-Welch NC Numeric Control OEM Original Equipment Manufacturer PWK-P Serienplanung BU Komponente, WOB PWK-P/1 Angebotsmanagement/Projektsteuerung PWK-P/5 Montage/Elektronik, VW PSF-7/3 Werkzeug-Management, VW PWK Business Unit Komponente, Wolfsburg PWK-E Entwicklung BU Komponente WOB PWK-E/0 Projektsteuerung u. -Controlling PWK-E/0 Produktmanagement/Marketing PDM Produkt-Daten-Management-System PP-V Prod.-Technik Vorrichtungen und Werkzeuge PP-F PRODUKTIONSTECHNIK FAHRZEUGBAU PP-V/1 Kaufmännische Abwicklung/Auftragsmanagement PSF-7/3 Werkzeug-Management RGB Rot Grün Blau REFA Verband für Arbeitsgestaltung, Betriebsorganisation und
Unternehmensentwicklung e.V., Darmstadt. SB Spezial Betriebsmittel STL Standard Template Library TIFF engl. Tagged Image File Format ZBM Zentraldatei Betriebsmittel und Maschinen

Einleitung 1
1 Einleitung
Nur die erfolgreiche Gestaltung und Weiterentwicklung industrieller Wertschöpfung kann auf Dauer unseren Lebensstandard und die Errungenschaft der sozialen Marktwirtschaft absichern. Die Produktion bildet nach wie vor das Rückgrat einer modernen, im globalen Wettbewerb stehenden Industrie-, Dienstleistungs- und Informationsgesellschaft. Umfassendes Wissen und stetig neue Erkenntnisse auf den Gebieten der Fabrikplanung und Produktionsorganisation sind existentiell notwendig. Die unternehmerische Bedeutung der Fabrikplanung und –organisation ist im gleichen Maße gestiegen, wie sich die Innovationszyklen von Produkten, Fertigungs- und Logistiksystemen sowie der Arbeitsorganisation verkürzt haben. Um die vorhandene Marktposition zu festigen oder um Wettbewerbsvorteile zu erlangen, muss jede Unternehmensleistung ständig analysiert werden, um sie rechtzeitig an die zu erwartenden Marktentwicklungen anzupassen und gegebenenfalls zu erneuern [37]. Die erhöhten Ansprüche an die Gestaltung und Wandlungsfähigkeit von Produktionsstrukturen im turbulenten Umfeld erfordern ein effizientes Projektmanagement und eine durchgehende rechnergestützte Planungsunterstützung. In der vorliegenden Arbeit über Innovationen der Betriebsmittelplanung und –organisation soll eine neue Methode und ein Instrument zur Planung und Optimierung von Produktionssystemen und -abläufen vorgestellt werden. Früher wurden die Produktionsstrukturen in der Regel nur statisch geplant und für dynamische Betrachtungen allenfalls Mittelwerte herangezogen. Um in Zukunft falsche oder überhöhte Investitionen und unnötige Folgekosten zu vermeiden, sind bestehende und zu planende Anlagen umfassend dynamisch zu analysieren und zu optimieren [37]. Hierfür bietet sich das Zusammenführen der Daten aus verschiedenen Unternehmen an, die untereinander digital weiter verarbeitet werden können. Damit kann der Planungsprozess entscheidend beschleunigt und verbessert sowie die Planungsqualität und -sicherheit erheblich erhöht werden.

Einleitung 2
1.1 Einführung Die zunehmende Globalisierung der Wirtschaft führt in der Automobilindustrie bei der Firma Volkswagen AG zu einem verstärkten Wettbewerbsdruck. Folglich werden die Anforderungen an moderne Fahrzeuge immer höher, so dass das Preis-Leistungs-Verhältnis von Modell zu Modell verbessert werden muss. Dies gilt vor allem bei der Großserienfertigung. Auf Grund des verschärften Wettbewerbs ist es außerdem notwendig, die Zeit bis zur Marktreife einer neuen Baureihe drastisch zu reduzieren [37]. Zur Realisierung dieses Ziels ist es erforderlich, die Planungssicherheit zu erhöhen und damit einen steileren Produktionsanlauf zu gewährleisten.
Abbildung 1.1: Steigung der Anlaufkurve zu Serienbeginn und Produktionsverlauf [37] In Abbildung 1.1 ist eine durchschnittliche prinzipielle Stückzahlkurve vom heutigen Stand und die zukünftige zu erreichende Sollkurve des Produktionsanlaufs zu sehen. Die Kammlinie, d.h. die geplante maximale Stückzahl pro Woche, muss schnellstmöglich erreicht werden. Da zu Beginn einer neuen Baureihe die Absatzmöglichkeiten am größten sind, ist es wichtig die Produktionsstückzahl schnell hoch zu fahren. Die ungenügende Steigung der Anlaufkurve wird unter anderem von nicht hinreichend validierten Fertigungsabläufen verursacht. Geringe Mängel werden zu spät oder erst bei Produktionsbeginn erkannt und verursachen somit einen flacheren Anlauf.
Produktionsstückzahl
Zeit
Ziel Ist-Stand
Kammlinie

Einleitung 3
Unter steigendem Wettbewerbsdruck hat sich die Produktentwicklung stetig angepasst. Die zunehmende Digitalisierung der Planungswerkzeuge ist eine Konsequenz dieser Veränderung [37].

Einleitung 4
1.2 Aufgabenstellung Im System BETRIEBSMITTEL werden die verschleißenden und inventarisierten Güter verwaltet. Wenn dazu eine Zeichnung erstellt wird, wird die Verbindung zu den Zeichnungen im KVS1 hergestellt. Im System BETRIEBMITTEL werden diese Nummernkreise verwaltet. Z. Z. gibt es schon einen Informationsaustausch zwischen den beiden Systemen BETRIEBSMITTEL und KVS, der zukünftig ausgeweitet werden soll. Es ist geplant, dass die Lieferanten ihre Daten digital bereitstellen, die dann weiter bearbeitet werden können. Der Datenfluss geht vom Lieferanten zur Firma Volkswagen AG. Die Einstellpläne und die zugehörigen verschleißenden Betriebsmittel (Werkzeuge) werden von Betriebsmittel-Planern an unterschiedlichen Arbeitsplätzen manuell erfasst. Hierzu soll eine zentrale IT-Unterstützung2 konzeptionell erarbeitet werden, d. h.
§ Austauschformate für den Betriebsmittel-CAD3-Datenaustausch werden analysiert,
§ die für das BETRIEBSMITTEL-System relevanten digitalen
Zeichnungsinformationen sollen automatisch ausgelesen werden:
§ Dazu soll eine Systematik entwickelt werden, die es ermöglicht, ausgehend von technischen 2D-Zeichnungen, ein funktionales Abbild der Betriebsmittel und dessen einzelner Elemente (wie z. B. Werkzeugeinstelldaten, Stückliste, Maschinendaten) in der BETRIEBSMITTEL-Datenbank zu erstellen.
§ Die Daten- und Dateiformate sollen so entworfen werden, dass die
Speicherung der Dateien vom Lieferanten zentral im KVS erfolgen kann.
1 KVS = Konstruktionsdaten-Verwaltungssystem 2 IT = Informationstechnik 3 CAD = Computer Aided Design

Einleitung 5
1.3 Das System BETRIEBSMITTEL Allgemeines: "Betriebsmittel" (BEMI) ist eine zusammenfassende Bezeichnung für Anlagen, Geräte, Einrichtungen, Werkzeuge, Vorrichtungen, Messzeuge, Prüfmittel einschließlich maschinen- und vorrichtungsgebundener Verschleißteile, die zur betrieblichen Leistungserstellung (Fertigung) dienen. [47] Fertigungsmittel werden beim Produktionsprozess nicht verbraucht. Dazu zählen auch Betriebsstoffe wie z.B. Kühlschmiermittel und Öle.
Quelle: BETRIEBSMITTEL
Abbildung 1.3: BETRIEBSMITTEL-System
BETRIEBSMITTEL ist ein zentrales System mit den Stammdaten für alle Arten von Betriebsmitteln und Maschinen. Das System BETRIEBSMITTEL unterstützt das Betriebsmittelmanagement der Werke und des Konzerns. Es werden zwei Produktarten unterschieden:
§ BETRIEBSMITTEL-AB: Allgemeine Betriebsmittel (Verschleißbetriebsmittel, Hilfsmaterial, Werkzeuge)

Einleitung 6
§ BETRIEBSMITTEL-IN: Inventarisierte Betriebsmittel, Maschinen und Anlagen
1.3.1 Anwendungen Das System BETRIEBSMITTEL ist bereits in der Planung verbreitet und über das Intranet4 der Firma Volkswagen AG weltweit verfügbar und somit für jeden Mitarbeiter zugänglich. BETRIEBSMITTEL–Systemteile Das System BM5 ist in verschiedene System-Teile getrennt, um besser den unterschiedlichen Anforderungen gerecht werden zu können.
Abbildung 1.2.1.1: BM System-Teile
1.3.1.1 BETRIEBSMITTEL-AB BM-AB ist eine konzerneinheitliche Verwaltung der Verschleißbetriebsmittel, eine elektronische Information der Disposition und der Beschaffung und die Unterstützung des Global-Sourcing-Prozesses für lagerhaltige Materialien. Für zeichnungsgebundene Verschleißbetriebsmittel werden die Zeichnungsnummern zentral im System BM verwaltet.
4 Ein Intranet ist ein Rechnernetzwerk, das auf den gleichen Techniken wie das Internet (TCP/IP, HTTP) basiert, jedoch nur von einer festgelegten Gruppe von Mitgliedern einer Organisation genutzt werden kann. 5 BM = BETRIEBSMITTEL-System
BETRIEBSMITTEL
BETRIEBSMITTEL-AB BETRIEBSMITTEL-IN

Einleitung 7
Quelle: BETRIEBSMITTEL
Abbildung 1.3.1.1: Allgemeine Betriebsmittel (AB)
Diese Betriebsmittel haben folgende wichtige Attribute:
§ Betriebsmittel-Nummer § Kostenstelle § Teilenummer § Arbeitsfolge § Station § Maschine § Verbrauchs-/Einsatzmenge § Freigabe § Einstellplan § Stückliste § Gültigkeit für Zeichnungsstand
A) BETRIEBSMITTEL-Stückliste (BM-Stückliste) Das Verfahren zur Pflege und Ausgabe von BM-Stücklisten entstand 1997 und wird seitdem weiterentwickelt. Ziel des Verfahrens ist es unter anderem, die Stückliste vollständig von der Zeichnung zu trennen und sie „elektronisch“ als Datentabelle zu verwalten [36].

Einleitung 8
Änderungen an einzelnen Betriebsmitteln, die als Positionen in theoretisch unzähligen Betriebsmittel-Stücklisten enthalten sein können, sollen nicht mehr manuell nachgepflegt werden, sondern automatisch in die betreffenden Stücklisten einfließen. In der gegenwärtigen Realisierungsphase ermöglicht das Verfahren
§ die umfassende Pflege von Stücklisten und Unterstücklisten am Bildschirm (Stücklisten-Blatt),
§ das automatische Generieren von Änderungstexten zu einer Stückliste, wenn sich Daten hieran geändert haben (Stücklisten-Änderungsblatt),
§ das Verwalten von Verteilerinformationen für jede einzelne Stückliste (Stücklisten-Verteiler),
§ eine Übersicht der Werkstücke und Maschinen (Inventar-Nummern), für die die Einzelpositionen (=Betriebsmittel) einer Stückliste mit deren Stückzahl-Angaben etc. relevant sind (Stücklisten-Stückzahlblatt),
§ den jederzeitigen Nachweis, wann mit welcher Stückliste gearbeitet wurde und wie diese aufgebaut war (ISO-9000-Thematik, QM, Revisionssicherheit) und
§ die Ausgabe von Stücklisten, Stückzahlblatt und Stücklistenverteiler auf einem lokalen Drucker, evtl. sogar bei den Empfängern gemäß Stücklistenverteiler.
Der Leistungsumfang der aktuellen Programmversionen wird nachstehend näher beschrieben. Aus dem System BETRIEBSMITTEL ergeben sich:
§ Maschinen-/Anlagen-Stückliste § Ausstattungs-Stückliste § Montagelinie-Stückliste § Montagelinie-Unterstückliste § Stamm-Stückliste § Fertigungs-Stückliste § Reparatur-Stückliste § Einstellplan-Stückliste § Basis-Umrüstplan-Stückliste § Prüfplan-Stückliste § Verschleißteile-Stückliste

Einleitung 9
Abbildung A): BETRIEBSMITTEL-Stückliste
LM = 84-5787 STÜTZWALZE 54C300107 SATZ/1 N.VW-Z. 11-54C300107 1 SATZ ENTSPRICHT 1 STÜCK ID-NR.602374080B UND 1 STÜCK ID-NR.602374003A Die BM-Stückliste ist eine Tabelle, die für einen bestimmten Zweck (gekennzeichnet durch die Stücklisten-Art) und für eine bestimmte zeitliche Geltungsdauer (gekennzeichnet durch die Version) alle Stücklistenpositionen zu einer Zeichnungsnummer in einer bestimmten Ausführung enthält. Sie kann festlegungsgemäß nur dann sinnvoll verwendet werden, wenn
§ die Zeichnung (als Betriebsmittel) mit einer Zeichnungsnummer unter einer entsprechenden Freigabenummer freigegeben wurde,
§ jede einzelne Position darin (als Betriebsmittel) unter einer entsprechenden Lagermaterialnummer oder Freigabenummer freigegeben ist und
§ die zugrunde liegende Zeichnung gewissen Mindestanforderungen genügt, z.B. eine durchgehende Teil-Nummerierung über alle Blätter der Zeichnung, die jedoch nicht lückenlos sein muss [36].

Einleitung 10
Eine Verwendung unter anderen Voraussetzungen ist ausdrücklich z.Z. weder uneingeschränkt möglich noch vorgesehen! Bezeichnung der Stückliste (Zeichnungsnummer): Beispiel: „BN 1-38D13528/1" Unterstückliste: Die Unterstückliste hat eine eigene Zeichnung. Die Stücklistenposition ist in der angezeigten Stückliste zwar aufgeführt, ausführlich jedoch in der genannten Unterstückliste und Zeichnung beschrieben. Beispiel: „A“ Die Stücklistenposition ist der (internen) Unterstückliste A zu Gliederungszwecken zugewiesen worden. Es werden zwei Arten von Unterstücklisten unterstützt: Interne Unterstückliste: Hierbei handelt es sich lediglich um eine (interne) Strukturierung bzw. Gliederung einer Stückliste in Unterstücklisten, ohne die Stückliste in selbständige Teil-Stücklisten zu trennen. Diese Gliederung kann sinnvoll sein, um bestimmte Baugruppen in sich abgeschlossen darstellen, bearbeiten und austauschen zu können. Innerhalb einer Stückliste ist eine Gliederung in nahezu beliebig viele Unterstücklisten möglich, die mit einer Kennziffer oder einem Kennbuchstaben kenntlich gemacht werden können [36]. Beispiele: Eine Stückliste hat 100 Teile, Teil 001 bis 100. Einige Teile werden internen Unterstücklisten zugeordnet: Teil 001 Unterstückliste A, C Teil 032 Unterstückliste A Teil 049 Unterstückliste B, C Teil 062 Unterstückliste B Externe Unterstückliste: Diese Art von Unterstücklisten wird z. Z. selten benötigt, muss der Vollständigkeit halber jedoch berücksichtigt werden.

Einleitung 11
Es handelt sich hierbei um eine eigenständige Stückliste mit ggf. eigener Zeichnung (immer jedoch einem eigenen Stücklisten-Schlüssel), die Teil einer anderen Stückliste ist. Eine Unterstückliste zur Beschreibung einer häufig verwendeten Baugruppe wird einmal definiert und es kann in beliebigen anderen Stücklisten auf diese Unterstückliste (als nicht weiter aufgelöste Baugruppe) verwiesen werden. Dieses Verfahren kann sinnvoll sein, um die eben genannten – mehrfach verwendbaren – Baugruppen zu verwalten oder um sehr komplexe Zeichnungen und Stücklisten zu entflechten und übersichtlicher zu gestalten. Unterstücklisten selbst können produktiv sein, ohne dass die Stückliste produktiv ist, in der sie enthalten ist. Dieser Zustand ergibt sich z.B. dann, wenn die Unterstückliste auch Teil einer anderen, produktiven Stückliste ist. Stücklisten mit enthaltenen Unterstücklisten können nur dann produktiv gemacht werden, wenn auch alle Unterstücklisten hierin produktiv sind! Beispiel: Die Stückliste mit der Zeichnungsnummer BN=11-21C425/2 ist unter der Freigabenummer BF=42-8888B00 freigegeben und enthält als Teil 125 eine komplexe Baugruppe, die auf einer separaten Zeichnung mit der Zeichnungsnummer BN=11-21C123/4 dargestellt ist. Diese Baugruppe findet in mehreren Vorrichtungen Verwendung. Die Zeichnung der Baugruppe ist unter der Freigabenummer BF=42-1234B00 freigegeben. Die Baugruppe mit der Zeichnung BN=11-21C123/4 ist eine Unterstückliste der Stückliste BN=11-21C425/2. Auswirkung von BETRIEBSMITTEL-Änderungen auf die Stückliste: Änderungen an Betriebsmitteln wirken sich auf produktive Stücklisten in keinem Fall aus, da produktive Stücklisten zu Nachweiszwecken geschützt sind. Folgende Änderungen von Betriebsmittel-Daten wirken sich auf eine in Bearbeitung befindliche Stückliste aus:
§ Werkzeuggruppe, der das Betriebsmittel zugeordnet ist
§ Kurzbenennung des Betriebsmittels
Folgende Änderungen von Betriebsmittel-Daten wirken sich auf eine in Bearbeitung befindliche Stückliste NICHT aus:

Einleitung 12
§ Das Betriebsmittel wird gelöscht oder ungültig gemacht. Hier erhält der Stücklisten-Sachbearbeiter einen Hinweis (rot), wenn das Betriebsmittel einer Stücklisten-Position nicht (mehr) im System BETRIEBSMITTEL gefunden wird.
1.3.1.2 BETRIEBSMITTEL-IN Im System BETRIEBSMITTEL-IN werden Maschinen und maschinelle Anlagen verwaltet (Inventarisierung, Abnahme, Standorte, Verwendung). Außerdem erfolgt hier die Verwaltung des Fachgruppenschlüssels. Für zeichnungsgebundene Anlagen werden die Zeichnungsnummern zentral im System BETRIEBSMITTEL verwaltet.
Quelle: BETRIEBSMITTEL
Abbildung 1.3.2.3: Inventarisierte Betriebsmitteln (IN)
Systemfunktionen:
§ Unterstützung der Planung neuer Maschinen/Anlagen bei der Dokumentationsüberwachung, Maschinenabnahme, Rechnungsfreigabe usw.
§ Online-Bestandspflege von Verwendungsstellen bzw. –arten wie z.
B. Teilenummer des zu fertigenden Werkstücks.

Einleitung 13
§ Online-Bestandspflege der technischen Stammdaten (AWF-Karte, Anschlüsse), Verwaltungsdaten (Gewährleistungsende, Baujahr, Standort, Einsatzkostenstelle)
§ Unterstützung der Verwaltung freier Maschinen mit der Möglichkeit,
diese konzernweit anzubieten
§ Unterstützung bei der Abstoßung von Maschinen/Anlagen

Einleitung 14
1.4 Das Konstruktionsdaten-Verwaltungs-System Das Konstruktionsdaten-Verwaltungssystem (KVS) ist eine Dokumentendrehscheibe und ein -Archiv zum weltweiten Austausch aller im Konzern im Rahmen der Prozessketten anfallenden Konstruktionsdaten, sowie dazugehöriger beschreibender Dokumente. Dies schließt sowohl CAx6 als auch manuell erstellte Unterlagen, z. B. eingescannte Zeichnungen, ein. KVS stellt zur Verwaltung von Konstruktionsdaten im Wesentlichen folgende Funktionen zur Verfügung:
§ Recherchieren/Informieren, § Datenablage (Archiv) mit Versionshandling, § Datenaustausch mit internen und externen Partnern (CAD-
Arbeitsplatz PC), § Daten bereitstellen (Zugriffsrechte erteilen), § Anbindung an PLOSSYS (Zeichnungen plotten).
Abbildung 1.4: Das Konstruktionsdaten-Verwaltungssystem der Firma Volkswagen AG
6 CAx = Computer Aided x (x = CAE, CAD, CAI, CAM, usw.) (vgl. Kap. 2)

Einleitung 15
1.5 Ausgangslage Informationen zu den Betriebsmitteln sollen d i g i t a l beschafft und für den Volkswagen-Konzern z e n t r a l abgelegt werden. Wie kann der automatische Abgleich der Daten für Betriebsmittel erfolgen, die vom Lieferanten bearbeitet wurden, und üblicherweise auf Papier gedruckt den Betriebsmittel-Planern der Firma Volkswagen AG zur Verfügung stehen? 1.6 Zielsetzung dieser Arbeit Die vorliegende Arbeit verfolgt im Einzelnen das Ziel, die Einsatzmöglichkeiten einer neuen Technologie im Aufgabenfeld der Betriebsmittelplanung und deren Einbindung in die bestehenden Abläufe der Planungsprozesse darzustellen. Der Einsatz von neuen Technologien wie „Digitaler Fabrikplanung“ führt zu einer größeren Planungssicherheit, so dass der Reifegrad der Fahrzeuge bei Serienanlauf gesteigert wird und dadurch der Produktionsanlauf schneller erfolgen kann.
Abbildung 1.2: Zielsetzung dieser Arbeit [37]
Die digitale Datenbasis muss von der Planung in die Produktion übergehen und den kontinuierlichen Verbesserungsprozess (KVP) unterstützen. Die Aktualität der Daten ist sicherzustellen, so dass Änderungen im Rahmen der Modellpflege digital abgesichert sind und damit die Kosten reduziert werden. Die einzelnen Ziele sind in [Abbildung 1.2, Abbildung 1.3] der Unterstützung von Fabrikplanung bzw. Betriebsmittelplanung zugeordnet.

Einleitung 16
Abbildung 1.3: Weitere Zielsetzungen [39]
Die Datenhaltung im BETRIEBSMITTEL-System spielt eine entscheidende Rolle. Eine detaillierte Dokumentation ist von großem Nutzen. Weiterhin sind die Abläufe der Migration und Integration der CAD-Zeichnungen in das System sauber nachvollziehbar darzustellen. Zu den Zielen dieses Projektes gehört auch die Bereitstellung eines Auszugs von CAD-Lieferanten-Daten in BM-Fachinformationssystemen (BETRIEBSMITTEL, WERKSTÜCKLISTE, ARBEITSPLAN)7, d.h. Aufbereitung und Einlesen der technischen Zeichnungsinformationen in die BM–Datenbank. Um diesen Datenstrom und die Aufbereitung transparenter zu gestalten, ist die Erstellung von Arbeitsabläufen sehr präzise zu analysieren. In enger Kooperation mit dem Kunden werden bereits alle Arbeitsabläufe und Vorgehensweisen mit der Firma Volkswagen AG (GOE-5/2)8 abgestimmt.
7 Mastersysteme des BEMI-Verwaltungssystems (vgl. Kap 3: Abb. 3.2) 8 GOE = ITP Produktmanagement und Beschaffungsplanung - Beschaffungsplanung, Betriebsmittel -

CAD Datenaustausch 17
2 CAD Datenaustausch 2.1 CAD-Grundlagen Der Begriff CAD wurde Ende der 50er Jahre im Massachusetts Institute of Technology (MIT), USA, geprägt und hat sich während der 70er Jahre als Bezeichnung für die Rechnerunterstützung in der Konstruktion international durchgesetzt. Wesentlich ist in diesem Zusammenhang die Verarbeitung von Geometriedaten mit Computergrafik [18]. Die Abkürzung CAD wird meistens interpretiert als Computer Aided Design, was sich am besten mit rechnerunterstütztem Entwerfen und Konstruieren widergeben lässt. Häufig wird CAD auch als Computer Aided Drafting verstanden, was soviel heißt wie rechnerunterstütztes Zeichnen. In der Tat ist es so, dass CAD-Systeme völlig unterschiedliche Zielsetzungen verfolgen können. Es existieren Systeme, die auf das Zeichen spezialisiert sind, andere unterstützen nur das Entwerfen, wieder andere können beides [18]. Abgrenzung: Mit zunehmender Verbreitung der CAD-Systeme und gleichzeitigem Anwachsen ihrer Fähigkeiten wurde der Begriff CAD - oft wenig treffend - für beliebige technische Programme gebraucht, die eine Grafikausgabe besitzen oder mit einem Grafikbildschirm arbeiten. Im Gegensatz dazu wurde die Beschränkung auf Entwurf, Konstruktion und Zeichnung als zu eng empfunden, weil viele CAD-Systeme über dieses enge Aufgabengebiet hinausgewachsen waren. So entstanden Begriffe wie: CAE = Computer Aided Engineering, CAM = Computer Aided Manufacturing, CAQ = Computer Aided Quality Assurance, CAP = Computer Aided Planning, Hinzu kommen Begriffe, die die kaufmännliche Datenverarbeitung berühren: PPS = Produktionsplanung und -steuerung CIM = Computer Integrated Manufacturing (kaufmännische und technische Anbindung bis zur Fertigung) Es ist schwer, zwischen CAD und anderen CA-Aufgaben eine genaue Grenze zu ziehen. Auch in der Fachliteratur werden die Begriffe oft in sehr

CAD Datenaustausch 18
unterschiedlicher Art verwendet. So kann mit CAE z. B. das rechnerunterstützte Berechnen oder aber die CAD-Anwendung in der Elektrotechnik gemeint sein. Die folgenden Begriffserklärungen lehnen sich an die AWF9-Definitionen an, auf die sich eine Vielzahl deutscher Institutionen und Firmen geeinigt haben. CAP bezeichnet die Rechnerunterstützung bei der Arbeitsplanung [18]. Die Arbeitsplanung baut auf Arbeitsergebnissen der Konstruktion auf, um Daten für Teilfertigungs- und Montageanweisungen zu erzeugen. CAP-Aufgaben sind z. B.:
§ Arbeitsplanerstellung, § NC10-Programmierung, § Roboterprogrammierung, § Erstellen von Montageanweisungen, § Auswahl von Betriebsmitteln.
CAM ist die Rechnerunterstützung bei der technischen Steuerung und Überwachung der Betriebsmittel im Fertigungsprozess. Bei CAM werden die mit CAP erzeugten Daten weiterverarbeitet, z. B. für die direkte Steuerung von Maschinen, Handhabungsgeräten, Transport- und Lagersystemen [18]. CAQ bezeichnet die rechnerunterstützte Planung und Durchführung der Qualitätssicherung. Hierunter wird einerseits die Erstellung von Prüfplänen oder Prüfprogrammen für Messmaschinen verstanden, anderseits die Durchführung von Mess- und Prüfaufgaben mit DV11-Einrichtungen. CAQ kann sich der Hilfsmittel des CAD, CAP und CAM bedienen [18]. CAD/CAM beschreibt die Integration der technischen Aufgaben zur Produkterstellung und umfasst die DV-technische Verkettung von CAD, CAP, CAM und CAQ. Im Gegensatz zu CAD/CAM, das den technischen Bereich abdeckt, bezeichnet PPS den Einsatz rechnerunterstützter Systeme zur organisatorischen Planung, Steuerung und Überwachung der Produktionsabläufe unter Mengen-, Termin- und Kapazitätsaspekten. Das Zusammenwirken von CAD/CAM und PPS im Fertigungsbetrieb wird als CIM bezeichnet. CIM beschreibt den integrierten DV-Einsatz in allen mit der Produktion zusammenhängenden Bereichen. Der Zusammenhang ist in Abb. 2.1 dargestellt, vollständige CIM-Systeme sind zum heutigen Zeitpunkt – von Sonderanwendungen abgesehen – nicht ganz realisiert.
9 AWF = Ausschuss für wirtschaftliche Fertigung e. V. 10 NC = Numeric Control 11 DV = Datenverarbeitung

CAD Datenaustausch 19
CAD soll in diesem Dokument als das Bearbeiten von Geometriedaten und die Erstellung von Zeichnungen am grafischen Bildschirm verstanden werden.
Abbildung 2.1: CIM-Systemstruktur [18]
Verbesserungen:
§ Kürzere Bearbeitungszeiten
§ Standardisierung der Konstruktionsgegenstände im Hinblick auf fertigungsgerechtes, d. h. automatisierbares Konstruieren
§ Rechnergestützte Zeichnungsverwaltung
§ Automatische Berechnungen der kritischen Kenngrößen der
Konstruktion
§ Automatische Simulation des Verhaltens der Konstruktion
§ Einsatz von Optimierungsprogrammen
§ Fehlerfreie Weitergabe der Geometriedaten in die Fertigung. [18]

CAD Datenaustausch 20
2.2 Datenaustauschformate Elektronische Unterlagen bestehen technisch gesehen aus Dateien. Eine Datei ist gekennzeichnet durch Name, Umfang und ihr Format. Das Dateiformat beschreibt die technische Struktur der Datei und gibt der auf die Datei zugreifenden Software Anweisungen für die weitere Verarbeitung. Die Kenntnis der Dateiformate und deren Eignung oder Nichteignung für die Archivierung ist eine der Grundvoraussetzungen für einen fachkundigen Umgang des Archivars mit elektronischen Unterlagen (s. Tabelle 2.1). Nativ 2D:
Neutral 2D:
Neutral 3D:
Nativ 3D:
Allplan FT AutoCAD Cadkey Cadra Catia Helix HiCAD HostCADAM HP ME 10 I-IDEAS IDF Mastercam Medusa MegaCAD Microstation ProfCADAM/CCD SolidEdge Unigraphics VX (Varimetrix)
BMP DWF DWG DXF HPGL IGES JPEG Metafile 2D MI Postscript EPS SVG TIFF PDF
CIP DWG DXF IGES Metafile 3D Open Cascade Parasolid SAT STEP STL VDAFS VRML XGL
3D Studio MAX AutoCAD Cadceus Caddy++ Cadkey Catia EAI HiCAD I-IDEAS Intergraph EMS Inventor Mastercam Mechanical Desktop MegaCAD Microstation Pro-Desktop Pro/E SolidDesigner SolidEdge SolidWorks thinkdesign Unigraphics VX (Varimetrix)
Tabelle 2.1: Übersichtstabelle typischer Austauschformate der technischen Zeichnung

CAD Datenaustausch 21
2.2.1 Darstellung der Problematik zum Datenaustausch Der Austausch von CAD-Daten zwischen verschiedenen Programmen und Rechnerplattformen gestaltet sich oft als nicht 100 % realisierbar. Und das, obwohl der Datenfluss an den Drucker zumeist ohne Informationseinbußen abgewickelt werden kann. Es stellt sich die Frage, warum der Datenfluss an den Drucker funktioniert, nicht aber an ein anderes Programm. Leider verstehen die wenigsten Programme den Import von "Layoutformaten", sodass andere Dateitypen eingesetzt werden müssen. Nach Marian Behaneck [23] arbeitet jeder Planer mit einem anderen, für ihn optimierten System an Zeichenprogrammen. Jedes Zeichenprogramm definiert Elemente oder Objekte wiederum auf seine Weise. Das Resultat ist, dass beim Austausch von Zeichnungsdaten bestenfalls eine Ansammlung einfacher Striche ohne weiteren Informationsgehalt "rüberkommt". Damit Daten dennoch ausgetauscht werden können, wurden "Dolmetscher", sogenannte Übergabe- oder Austauschformate geschaffen. Austauschformate haben jedoch ein grundsätzliches Problem: „Beherrscht der Übersetzer eine Sprache nicht perfekt, gehen wichtige Feinheiten verloren.“ [23] Im Planungsverlauf - auch oder gerade bei Wettbewerben - werden zum einen bei der Zusammenarbeit mit einem anderen Architekturbüro und zum anderen zum Erzielen der gewünschten grafischen Effekte verschiedene Programme eingesetzt, die alle mit einem eigenen, für sich optimierten Datenformat arbeiten. Bei der Übergabe zwischen den einzelnen Geräten, z. B. vom Bildschirm an den Plotter können außerdem Qualitätsverluste auftreten. Um den oben erwähnten Informationsverlust zu begrenzen, sind Kenntnisse über diese speziellen Austauschformate notwendig. So hat eigentlich jedes Format seine mehr oder weniger schwerwiegenden Schwächen. In einzelnen Fällen können Daten in verschiedenen Formaten aus anderen Programmen übernommen werden, wenn sich diese Formate aus dem anderen Programm exportieren lassen. In diesem Fall sollten Sie die Vor- und Nachteile der einzelnen Formate abwägen und sich dann für das Format entscheiden, das für diese spezielle Situation am geeignetsten erscheint. [26]

CAD Datenaustausch 22
2.2.1.1 Das Prinzip des Datenaustauschs Der Austausch von CAD-Daten zwischen verschiedenen Programmen ist sehr komplex, deshalb auch teuer und muss oft mehrmals mit unterschiedlichen Austauschformaten wie DXF, STEP und IGES getestet werden, um ein zufriedenstellendes Ergebnis zu bringen. In vielen Fällen muss die Zeichnung und/oder das Modell nachbearbeitet oder gar neu erstellt werden. Viele Firmen stellen deshalb zuerst ihre CAD-Austauschbedingungen an den Lieferanten, der sich dann dem Anforderungsformat anzupassen hat.
Abbildung 2.2: Prinzip des Datenaustauschs
2.2.2 Anforderungen an ein Format für den Datenaustausch Nach Ulrike Häßler [30] sehen die Anforderungen an ein Dateiformat für den Datenaustausch zumindest im grafischen Gewerbe folgendermaßen aus:
§ Das Format soll unabhängig von der Plattform, dem Betriebssystem und den Programmherstellern sein.
Volkswagen AG / Abteilung B (Empfänger)
Lieferant / Abteilung A (Sender)
KVS
CADDB
CADQualitäts-prüfung
CADQualitäts-sicherung
Rückmeldungals „inhaltlicheQuittung“ oder„Nachbesse-rungsauftrag“
CAD-Modell und Doku-mentation der Qualität
Datenaustausch-Vereinbarung
Inkl.CAD-Qualität
Datenaustausch-Vereinbarung
inkl.CAD-Qualität

CAD Datenaustausch 23
§ Die Limitierungen bezüglich der Einbindungen von Grafiken, Schriften und dem generellen Layout sollten so gering wie möglich sein.
§ Der Seitenaufbau soll in Größe, Position und Eigenschaften der
eingebundenen Objekte klar definiert sein (im Gegensatz zu HTML12-Seiten, deren Erscheinungsbild von den Einstellungen des Browsers auf Empfangsseiten abhängt).
§ Das Format sollte möglichst Platz sparend sein. § Es sollte editier- und erweiterbar bleiben. § Es sollte offen gelegt werden und für zukünftige Anforderungen
erweiterbar bleiben. § Es sollte sich nahtlos in den allgemeinen Arbeitsablauf einfügen.
Diese Aufzählung ist allerdings nicht speziell für den Datenaustausch zwischen verschiedenen CAD-Systemen geschrieben, sondern auch für den Austausch, den Druck und die Veröffentlichung im Internet. Im Folgenden werden die in Frage kommenden Austauschformate behandelt. 2.2.2.1 Das PDF-Format Aus der Homepage des PDF-Entwicklers "Adobe": Das Adobe Portable Document Format (PDF) ist der offene De facto-Standard für die elektronische Dokumentenverteilung weltweit. PDF ist ein universelles Dateiformat, das alle Schriften, Formatierungen, Farben und Grafiken eines beliebigen Quelldokuments beibehält, unabhängig von dem Programm und dem Betriebssystem, mit dem es erstellt wurde. PDF-Dateien sind kompakt und können von jedermann gemeinsam genutzt, betrachtet und exakt ausgedruckt werden. Dies erfordert den kostenlosen 'Adobe Acrobat Reader'. PDF ist das ideale Format für elektronische Dokumentenverteilung, weil es die üblichen Probleme der gemeinsamen Arbeit mit Dateien überwindet. 12 HTML = Hypertext Markup Language

CAD Datenaustausch 24
Verbreitete Probleme und ihre Lösungen:
1. Empfänger können Dateien nicht öffnen, weil sie nicht die Programme haben, mit denen die Dokumente erstellt wurden. Jedoch kann jeder überall eine PDF-Datei öffnen. Es wird nur der kostenlose Acrobat Reader benötigt.
2. Formatierungen, Schriften und Grafiken gehen aufgrund von
inkompatiblen Betriebssystemen, Programmen und Versionen verloren. PDF-Dateien werden jedoch immer exakt so angezeigt, wie sie erstellt wurden, unabhängig von Schriften, Software und Betriebssystemen.
3. Dokumente werden aufgrund von Software- und
Druckerbeschränkungen falsch ausgedruckt. PDF-Dateien lassen sich jedoch auf allen Druckern immer korrekt ausgeben.
PDF bietet außerdem die folgenden Vorzüge:
§ PDF-Dateien können beliebig publiziert und verteilt werden: gedruckt, als E-Mail-Anlage, auf Firmen-Servern, auf Websites oder CD-ROM.
§ Die kompakten PDF-Dateien sind kleiner als ihre Quelldateien und
lassen sich Seite für Seite herunterladen, damit sie im Web schnell angezeigt werden können.
„Was ist die Quintessenz? Wenn Sie Dokumente auf digitalem Wege gemeinsam nutzen, sollten Sie dies mit PDF tun." [3] PDF scheint nach Beschreibung in der "Adobe"-Homepage das optimale Format zum Austausch von Grafik-Dateien zu sein. Auch für eine Zusammenarbeit über Internet scheint das PDF-Format geeignet zu sein: Eigenschaften von PDF:
§ „Kompressionstechniken aus PostScript § Die Möglichkeit, Bilder in der Auflösung zu reduzieren
(downsampling) § Einbindung der Beschreibung, nicht aber der gesamten Schrift § Objekte bei Mehrfachverwendung nur einmal zu sichern § Eine „cross-reference“-Tabelle am Ende der Datei, welche die
Standorte der einzelnen Objekte beschreibt § Speichern der Seiteninformationen in einem Katalogobjekt § Einbindung von Quicktime-Movies und Sound § Verknüpfung von Objekten mit Links

CAD Datenaustausch 25
§ Editierbarkeit von Objekten und Seitenreihenfolge § OPI13-Funktionalität wie bei PostScript § Spezifikationen eines Separationsfarbraumes § Sicherungsfunktionen, die ein Verändern des Dokumentinhaltes
erschweren" [31] 2.2.2.2 Das DXF/DWG-Format Grundsätzliche Überlegungen zum Umgang mit dem DWG- beziehungsweise DXF-Format: Wenn Zeichnungen im DXF- beziehungsweise DWG-Format z. B. an einen Mitbearbeiter eines Wettbewerbs weitergegeben werden müssen, stellt sich die grundsätzliche Frage, ob und wie weit diese Formate an die Schwächen anderer Programme angepasst werden sollen. Das heißt, dass entschieden werden muss, ob die Möglichkeiten des CAD-Systems genutzt und z. B. mit Füllmustern oder echten Liniendicken gearbeitet wird, oder ob auf diesen "Luxus" verzichtet wird, damit die Zeichnungen auch auf Programmen, die keine Füllmuster oder echte Liniendicken kennen, einfacher weiterverarbeitet werden können. Werden Zeichnungen im Auftrag erstellt, dann muss vermutlich auf diese Entscheidungsmöglichkeit verzichtet werden. Ein Sonderfall tritt ein, wenn Pläne an eine dritte Person weitergegeben werden, die zum Beispiel im Auftragsverhältnis Ergänzungen vornimmt und diese dann wieder zurückgibt. In diesem Fall sollten alle Ergänzungen, die im anderen Programm vorgenommen werden, auf separaten Ebenen gezeichnet werden. Diese zusätzlichen Ebenen können anschließend in ein neues Dokument importiert und in das Originaldokument übertragen werden. Dadurch wird erreicht, dass die selbst gezeichneten Teile der Zeichnung alle Informationen behalten. (Vergleiche hierzu die Referenz von "MiniCAD" [26].) A) Eigenschaften von DXF DXF steht für "Drawing Interchange File", womit das Einsatzgebiet dieses Formates umschrieben wird, also der Austausch von Vektorgrafiken. "Dieses Format eignet sich in erster Linie dazu, zwei- oder dreidimensionale Zeichnungen mit einer sehr hohen Präzision in andere CAD-Programme zu übernehmen. Beim DXF-Format, das von der Firma 'Autodesk' (dem Hersteller von AutoCAD) entwickelt wurde, handelt es sich um das CAD-Standardformat.
13 OPI = Open Prepress Interface

CAD Datenaustausch 26
Dieses Format wird von nahezu jedem auch nur halbwegs professionellen CAD-Programm unterstützt. Leider verfügen nicht alle CAD-Programme, die vorgeben, DXF im- und exportieren zu können, über eine saubere DXF-Schnittstelle. Je nachdem, wie komplex die zu exportierenden Zeichnungen sind und in welches Programm sie importiert werden sollen, kommt es daher immer wieder zu Schwierigkeiten. Mit etwas Geduld und einigen Tests funktioniert es aber in den allermeisten Fällen schließlich doch." [26-3] B) Die unterschiedlichen Arten von DXF-Dateien Der Referenz von "MiniCAD" [26-4] zufolge handelt es sich bei den mit "MiniCAD" erzeugten DXF-Daten um reine Textdokumente, die theoretisch auch mit einer Textverarbeitung geöffnet werden könnten. Dadurch können DXF-Dokumente relativ problemlos von einem Betriebssystem auf ein anderes übertragen werden. Es gibt noch ein zweites DXF-Format, das sogenannte "Binäre DXF-Format", das aber für den Export kein Problem darstellt. Weiterhin unterscheiden einzelne Programme zwischen einem so genannten DXF-Long(Text)- und einem DXF-Short(Text)-Format. Da im Short-Format der Datei-Header fehlt, sollte immer das Long-Format bevorzugt werden. Im Header einer Datei liegen wichtige Zusatzinformationen über die Formatierung einer Datei. C) Eingeschränkte Möglichkeiten von DXF Da die Standardformate für möglichst viele Programme funktionieren sollen, muss der kleinste gemeinsame Nenner verschiedener Programmspezifikationen gefunden werden. Klassisches Beispiel hierfür ist die Liniendickenproblematik des DXF-Formats. So kennen die meisten CAD-Programme keine echten Liniendicken, sondern weisen in der Regel einfach allen Objekten mit einer bestimmten Liniendicke eine eigene Farbe zu. „Aus diesem Grund ist es nicht möglich, Liniendicken über das DXF-Format an andere CAD-Programme zu übergeben." [26-2] Attribute einer Linie werden beim DXF-Format nur über die Stiftfarbe, also indirekt festgelegt, so wie es für den Maschinenbau, für den dieses Format konzipiert worden war, auch sinnvoll ist.

CAD Datenaustausch 27
Das ist, um Verwechslungen vorzubeugen, beim DWG-Format mittlerweile nicht mehr so. Ein weiteres Beispiel ist die Schriftproblematik des DXF-Formats. Jedes CAD-Programm hat mehr oder weniger ein eigenes Schriftverwaltungssystem. Einige Programme kennen sogar nur primitive Vektorschriften. „Da das DXF-Format auch für diese Programme funktionieren muss, lässt sich Text zwar einwandfrei übertragen, aber die Informationen, in welcher Schrift dieser Text geschrieben wurde und ob er kursiv oder fett war, geht dabei verloren. Aus diesem Grund werden alle Texte, die über das DXF-Format importiert werden, immer in der Schrift 'Geneva' (Macintosh) bzw. Arial (Windows) geschrieben." [26-1] Neben den Liniendicken und Schriften gibt es nach der Referenz von "MiniCAD" [26-4] vor allem Probleme bei:
§ Füllmustern: Hier sollte auf Schraffuren zurückgegriffen werden.
§ Klassen: Diese sollte als Ebenen exportiert werden.
§ Bemassungen: Diese werden zu Liniengruppen degradiert.
§ Farben: Viele CAD-Systeme beherrschen nur sehr eingeschränkte Farbsysteme.
§ Namenslängen: Viele CAD-Systeme kennen nur Namen (zum
Beispiel für Symbole) mit einer Länge von höchstens acht Zeichen.
§ Eingebettete Bilder: Diese werden nicht mitexportiert, sondern müssen nachträglich wieder eingefügt werden.
§ Maßeinheiten: DXF und DWG enthalten keine Angaben über die
verwendeten Einheiten, Maßstab und Blattgröße.
§ LineType-Scale: Nicht alle CAD-Systeme exportieren den in DXF verwendeten Linienartenmaßstab. Im Gegensatz zum Gesamtplan werden z. B. bei gepunkteten Linien in DXF und DWG Maßstäbe für die Punktabstände mit angegeben.
D) Das DWG-Format Beim DWG-Format handelt es sich um das Originalformat von AutoCAD. Das DWG-Format wird von diversen CAD-Programmen unterstützt, ist aber bei weitem nicht so verbreitet wie das DXF-Format.

CAD Datenaustausch 28
E) Datenaustausch über das DWG- oder das DXF-Format Beim Datenaustausch mit AutoCAD-Benutzern liegt es auf der Hand, den Dateiexport im DWG-Format durchzuführen, da Dokumente im DWG-Format direkt mit AutoCAD oder Applikationen dazu geöffnet werden können und somit gar nicht erst importiert werden müssen. Ein weiterer Vorteil, der zugunsten des DWG-Formats spricht, ist, dass Dokumente im DWG-Format kleiner sind als Dokumente im DXF-Format. „Ob eine Zeichnung ansonsten eher im DWG- oder im DXF-Format exportiert werden soll, ist von verschiedenen Faktoren abhängig wie zum Beispiel vom Inhalt der zu exportierenden Zeichnung oder aber davon, für welches der beiden Formate der Import in das andere CAD-Programm, an das die Daten übergeben werden sollen, besser funktioniert." [26-4] Das DWG-Format wurde im Gegensatz zum DXF-Format mit den Versionen von AutoCAD laufend weiterentwickelt und bietet deswegen einen größeren Umfang z. B. an grafischen Attributen, die nicht nur indirekt über die Strichfarbe gespeichert werden können. Inwieweit das Format von den anderen Programmen genutzt werden kann, hängt allerdings von der Qualität der Schnittstelle des Programms ab. Diese ist jedoch nicht nur vom "guten Willen" der Programmierer abhängig, sondern auch von der Firma AutoDesk selbst. Da DWG im Gegensatz zu den anderen hier vorgestellten Austauschformaten kein mehr oder weniger freier und feststehender Standard ist, sondern das programmeigene Format von AutoCAD, wird es ständig weiterentwickelt, was zur Folge hat, dass andere Programme meist nur ältere und verschiedene Versionen von DWG erzeugen und einlesen können. Die Firma AutoDesk nutzt durch konsequentes Ändern des eigenen Formats und durch Inkompatibilität zu anderen CAD-Formaten ihre Monopolstellung, um Konkurrenten zu behindern und deren Formate als inkompatibel oder nicht auf dem neuesten Stand zu deklarieren. 2.2.2.3 Das TIFF-Format TIFF wurde im Herbst 1986 von der damaligen Firma 'Aldus' vorgestellt. Es unterstützt sehr viele Bildmodi bis hin zu Mehrkanalbildern und kann von nahezu jedem Bildbearbeitungsprogramm gelesen werden. TIFF ist das Dateiformat zum Austausch von (Pixel-)Bilddaten mit Kunden und Dienstleistern. TIFF ist ein flexibles Bitmap-Format, das von praktisch jedem Mal-, Bildbearbeitungs- und Seitenlayoutprogramm unterstützt wird.
CAD Datenaustausch 29
Auch nahezu alle Desktop-Scanner produzieren TIFF-Bilder. Wenn ein Bild im TIFF-Format gespeichert wird, kann oft zwischen einem Format, das von Macintosh-Computern und einem Format, das von IBM®-PC-kompatiblen Computern gelesen werden kann, gewählt werden. Das TIFF-Format ist also ein geeignetes PostScript-Format, um Bilder programmunabhängig zu speichern und zu übergeben, ohne komprimierungsbedingt wie bei GIF oder JPEG an Bildinfomation zu verlieren. 2.2.2.4 Das JPEG-Format Dieses speziell zum Komprimieren von Pixelbildern entwickelte Format wird dann eingesetzt, wenn umfangreiche Bitmap-Daten über ein Speichermedium ausgetauscht werden sollen, z. B. ein DIN A0-Scan einer Plangrundlage. JPEG arbeitet mit einer Komprimierungsmethode, die zwar je nach Komprimierungsgrad mit mehr oder weniger Qualitätsverlust behaftet ist, die Datenmenge jedoch auf äußerst effektive Art und Weise verringert. 2.2.2.5 Das HPGL-Format Das HPGL-Plotdateiformat ist ein Ausgabeformat, das fast alle vektororientierten Grafikprogramme beherrschen. Dieses Format wird vor allem als Layoutformat bzw. als Seitenbeschreibungssprache für den eigentlichen Druck benutzt. HPGL wird z. Z. bei der Firma Volkswagen AG zur Unterstützung der 2D- Zeichnungsverwaltung bei Benutzung von CADRA als CAD-System verwendet. Nach Filou [41] ist HPGL14 eine Grafiksprache für (Stift-) Plottersteuerungen, also eine 2D-Geometrie-Beschreibung mit den Optionen „Stift unten“ oder „Stift oben“. Bögen und Kreise werden in viele kleine Strecken aufgelöst. Der Plotter zeichnet in Abhängigkeit von der Farbe mit einem bestimmten Stift. Die spätere Weiterentwicklung ist HPGL2, welches die Sprache komfortabler macht, aber am Grundsatz nichts ändert. Da die Plotterstifte direkt die Geometrie abfahren, ist auch keine Bahn- bzw. Werkzeugkorrektur vorgesehen. Vorteilhaft ist die einfache Erzeugung des HPGL-Formats. Es kann praktisch mit allen Grafikprogrammen erzeugt werden, die einen (HPGL-) Plotter unterstützen. Nachteilig ist die Beschränkung auf reine 2D- 14 HPGL = Hewlett-Packard-Graphic-Language

CAD Datenaustausch 30
Verfahrenswege. Bohren ist mit reinem HPGL-Code normalerweise nicht möglich, lässt sich aber beispielsweise mit NC-Programmen realisieren. Auch die relativ "grobe" Auflösung, das Arbeiten in nur einer Ebene, die fehlende Fräsradienkorrektur und das manchmal ziemlich wirre Abfahren von Konturen bei häufigem Stiftwechsel, schränken das Arbeiten mit HPGL ein, so dass es oft sinnvoll ist, mit entsprechenden Programmen den HPGL-Code zu optimieren. HPGL hat maximal einen Wertebereich von plus/minus 32768 (16 Bit). Damit ergibt sich eine maximale Länge der Verfahrenswege von: 2 x 32768 / 40 = 1638,4 mm pro Achse. Für das einfache 2D-Abfahren von 2D-Konturen ist HPGL nutzbar. A) Betriebsmittel CAD-Datenaustausch über die HPGL- Schnittstelle bei der Firma Volkswagen AG A1) Problematik Vorbemerkung: Die Firma Volkswagen AG verwendet das System CADRA (s. Kap. 4.2.4.2) für die Verwaltung von BEMI15-Zeichnungen. Werden heute CAD-Zeichnungen zwischen unterschiedlichen CAD-Systemen ausgetauscht (z.B. mit externen Werkzeuglieferanten), so gehen bei den bestehenden Vektor-Schnittstellen (z. B.: DXF, IGES, STEP) häufig Zeichnungselemente verloren, bzw. werden verschoben oder auch oft falsch dargestellt. Solche konvertierten Zeichnungen bergen ein hohes Maß an Unsicherheiten, weil nicht bekannt ist, was auf der Zeichnung fehlen könnte. Es bleibt dem Konstrukteur nichts anderes übrig, als eine aufwendige Nachkontrolle und eine manuelle Nachbesserung durchzuführen. A2) Wie kann der IST-Zustand verbessert werden und welche Vorteile entstehen? Neben den Vektor-Formaten (z. B. DXF, IGES, STEP) gibt es jedoch auch die Vektor-Druckerformate wie das HPGL2. Heute kann jedes CAD-System dieses HPGL2-Format ausgeben/ableiten, um übliche Plotter anzusteuern. Mit Umsetzprogrammen wie z.B. HPGL2CAD kann aus diesem Plott-File ein einfaches DXF-Modell abgeleitet werden. Die Druckbefehle (Farben und Stifte) werden dann in Linienzüge, Farben und Layer umgesetzt. Die 15 BEMI = Betriebsmittel

CAD Datenaustausch 31
Layer oder Farben können zur Rückgewinnung von Liniendicken genutzt werden. A3) Vorteile
§ Aufgrund der einfachen Elemente (nur Linien, Linienzüge und Kreise) kann kein Zeichnungselement fehlen (wie es bei Rasterzeichnungen der Fall ist).
§ Der Kontroll- und Umsetzungsaufwand beim CAD-Zeichnungsdaten-
Austausch wird sehr stark minimiert.
§ Die DXF-Modelle können mittels des Systems CADRA auch in IGES16 konvertiert werden und so auch anderen CAD-Systemen mit Liniendickenzuordnungen zur Verfügung gestellt werden.
§ Die so erstellten Vektordaten können im Gegensatz zu Rasterdaten
gut für konstruktive Zwecke weitergenutzt werden und haben eine sehr gute Genauigkeit.
§ Die auf technischen Zeichnungen wichtigen Liniendicken-Informationen können über die Schnittstelle automatisch regeneriert werden, da die Stiftdefinitionen bei der Umsetzung von HPGL nach DXF via HPGL2CAD umgewandelt werden in Layer-Nummern.
§ Der gesamte Ablauf kann bei gut abgestimmten Partnern hoch
automatisiert werden, so dass eine nahezu fehlerfreie Übertragung von mehreren Zeichnungen in kürzester Zeit möglich ist.
A4) Umsetzungsstrategie Externe CAD-Daten-Lieferanten liefern die einfachen DXF-Dateien sowie eine Steuerdatei mit Endung CKVS. Mit Hilfe der CADRA-Software entstehen die gewandelten Dateien (CAD-Modell, IGES-Modell, Plotter-Datei, TIFF-Datei), die in das firmeneigene Zeichnungsverwaltungssystem KVS, automatisch eingespielt werden können. Zusätzlich zur DXF- und CKVS-Datei ist eine TIFF-Datei zu liefern, die ausschließlich zur Prüfung der gelieferten Daten dient.
16 IGES ist die Abkürzung für Initial Graphics Exchange Specification. Es definiert ein neutrales, herstellerunabhängiges Datenformat, welches dem digitalen Austausch von Informationen zwischen Computer Aided Design (CAD)-Programmen dient.

CAD Datenaustausch 32
2.2.2.6 Das XML-Format (Internetformat) Das XML-Format ist eine neue Entwicklung im Bereich der Formate. Diese Formate sind vor allem HTML beziehungsweise XML, CSS17 und in gewissem Umfang auch JavaScript. Gemeinsame Eigenschaften der Internet-Formate sind:
§ Sie sind offene Standards, d. h. dass sie jeder ohne Lizenz nutzen kann.
§ Sie sind Klartextformate, d. h. jeder kann den Inhalt mit einem
normalen Editor betrachten und verändern.
§ Sie sind plattformunabhängig, d. h. sie sind auf jeder Rechnerplattform (Windows, Apple, UNIX usw.) gleichermaßen anwendbar.
Beschreibung der neuen Situation: Die Eigenschaften der Internetformate ergeben für den Anwender eine neue Situation:
§ Um eine Arbeit oder eine Anwendung zu erstellen, benötigt der Anwender weniger die Software, als vielmehr gewisse Grundkenntnisse über diese Formate.
§ Programme zur Erstellung dieser Formate können deshalb klein,
einfach und preiswert sein.
§ Ein bestimmtes Betriebssystem ist keine Vorraussetzung mehr zur Anwendung. Seit der Entwicklung von Java ist die Programmierung selbst von betriebssystem-unabhängigen Programmen möglich.
§ XML wird zum Formatieren von Layoutdokumenten verwendet.
Im Allgemeinen benutzen die einzelnen Softwarefirmen eigene Formate, die ständig verändert werden, um die Entwicklung von billigen Klonen zu verhindern, beziehungsweise durch Inkompatibilität die Konkurrenz vom Markt zu verdrängen, um eine einmal erreichte Monopolstellung zu verteidigen und die eigene Software als Pseudo-Standard teuer zu verkaufen. Im Kap. 5 wird dargestellt, dass die Strategie für das Auslesen der technischen Zeichnungsdaten die Verwendung von XML voraussetzt. 17 CSS = Cascading Style-Sheets

CAD Datenaustausch 33
2.3 Kooperativer CAD-Datenaustausch Zeichnungen gehören zu den wichtigsten Kommunikationsmitteln in produzierenden Unternehmen. Komplexe Werkstückgeometrie z.B. ein Motor erfordern nicht nur Werkstückzeichnungen, sondern auch Werkzeugzeichnungen. In der Betriebsmittelverwaltung werden Werkzeugzeichnungen für die Fertigung benötigt. Der Zeichnungsaustausch geschieht heute noch teilweise durch bilaterale Kommunikation zwischen dem Planer und dem Werkzeughersteller. Nachteilig ist, dass durch diese Vorgehensweise zahllose Vorgänge wiederholt werden müssen und sowohl beim Planer wie auch beim Werkzeughersteller Kosten entstehen. Aus diesem Grund haben sich vor nun mehr als drei Jahren die Hersteller von Zerspanwerkzeugen zu einem Arbeitskreis zusammengeschlossen, der sich die Standardisierung eines Austauschformates für Teiledokumentationen zur Aufgabe gemacht hat.
Quelle: GTDE [5]
Abbildung 2.3: Arbeitskreis Kooperativer CAD-Datenaustausch
In der Deutschen Fertigungsindustrie, wie bei der Firma Volkswagen AG mit ihren modernen, schnelllaufenden Maschinen und den häufigen Variantenwechseln, kommt eine Vielzahl an unterschiedlichen Werkzeugen zum Einsatz. Aber gerade bei schnellem Produktwechsel ist die Dokumentation der eingesetzten Werkzeuge ein wichtiger Bestandteil

CAD Datenaustausch 34
reproduzierbarer Produktivität. So wird insbesondere in der Automobil– und Automobilzuliefererindustrie die Dokumentation der Betriebsmittel in definierten Zeichnungsrahmen vorgegebenen und oft sogar über das Qualitätswesen vorgeschrieben. Dementsprechend wird vom Werkzeuglieferant eine entsprechende Grafik des Werkzeuges angefordert und diese im Zeichnungsrahmen mit den zusätzlichen Feldinformationen eingefügt. 2.3.1 Aktuelle Situation Heutzutage senden die Endanwender Layouts ihrer Zeichnungsformate an alle ihre Werkzeughersteller, so dass die Zeichnungen in die o. a. Rahmen eingebunden werden können [32]. Wünscht der Endanwender eine Modifikation dieses Formates, müssen alle Werkzeug-Lieferanten informiert werden. Dort sind diese Vorlagen wiederum in den Zeichnungsverwaltungssystemen zu aktualisieren. Dieses Prozedere kostet den Anwendern wie auch den Werkzeugherstellern nicht nur Zeit, sondern auch Geld.
Abbildung 2.3.1.1: Aktuelle Situation der Bereitstellung von kundenspezifischen Zeichnungsformaten [32]
Aus der Sicht der Werkzeughersteller bietet sich ein ähnliches Szenario, wie unten abgebildet. Alle Standard-Produkte müssen in die kundenspezifischen Rahmen und Zeichnungsformate integriert werden. Diese Arbeiten fallen bei allen Werkzeugherstellern an und sind hochgradig redundant.
Zeichnungskopf & Werksnorm
Pflege für jeden Lieferanten
Pflege von jedem Kundenzeichnungskopf
Anwender
A
C
E
B
D
A
C
E
B
D
Zeichnungskopf & Werksnorm
A
B
D
C
E
A
B
D
C
E
A
B
D
C
E
Werkzeuglieferant
Quelle: GTDE

CAD Datenaustausch 35
Abbildung 2.3.1.2: Aktuelle Situation der Bereitstellung von Standardprodukt-Dokumentationen [32]
2.3.2 Bereits eingeführte Lösung Die Serverlösung GTDE18 reduziert erheblich den Aufwand zur Bereitstellung von Werkzeugzeichnungen.
Abbildung 2.3.2: Bereits eingeführte Lösung der Bereitstellung von kundenspezifischen Zeichnungsformaten
18 GTDE = Graphical Tools Data Exchange
Zeichnungsformate der Kunden
Anwender Werkzeuglieferant
A
B
D
C
E
A
B
D
C
E
A
C
E
B
D
AA
CC
EE
BB
DD
Pflege von jedem Kundenzeichnungskopf
Quelle: GTDE
Server
A
C
E
B
D
A
C
E
B
D
A
B
D
C
E
A
B
D
C
E
Anwender Werkzeuglieferant
Frame-File
Load-File
Frame-File
Load-File
Frame-File
Load-File
Frame-File
Load-File
Frame-File
Load-File
Frame-File
Load-FileFrame-File
Load-File
Frame-File
Load-FileFrame-File
Load-File
Frame-File
Load-FileFrame-File
Load-File
Frame-File
Load-FileFrame-File
Load-File
Frame-File
Load-FileFrame-File
Load-File
Kunden-Zeichnungskopf
& Loadfile
Zeichnungsdaten
Standard-Werkzeuge
Sonder-Werkzeuge
Quelle: GTDE

CAD Datenaustausch 36
Der elektronische Austausch von Zeichnungsdaten ermöglicht einen fehlerfreien und schnellen Austausch von Informationen zwischen Partnern. Das geschieht ohne Zeitverzug im 24-Stunden-Betrieb, an sieben Tagen in der Woche. [32] Dazu wurden Nachrichtenformate und Kommunikationsverfahren standardisiert. Sie ermöglichen einen weltweiten und branchenübergreifenden Datenaustausch. 2.4 Normung für Betriebsmittel (Sachmerkmale) Vor der erfolgreichen Einführung von CAD wird in der Firma Volkswagen AG eine gründliche Vorbereitung getroffen, hinsichtlich der eingesetzten DIN- bzw. ISO-Normen19. Normen sind - einfach ausgedrückt - Regeln der Technik. Sie fördern die Rationalisierung, ermöglichen die Qualitätssicherung, dienen der Sicherheit am Arbeitsplatz und in der Freizeit, vereinheitlichen Prüfmethoden etwa im Umweltschutz und erleichtern generell die Verständigung in Wirtschaft, Technik, Wissenschaft, Verwaltung und Öffentlichkeit, um nur einige Beispiele zu nennen. [46] Für die Normungsarbeit wurde folgende Definition in DIN festgelegt, die auch für die Werknormung gilt: Normung ist die planmäßige, durch die interessierten Kreise gemeinschaftlich durchgeführte Vereinheitlichung von materiellen und immateriellen Gegenständen zum Nutzen der Allgemeinheit. Ein Beitrag der Normung zur Zukunftssicherung eines Unternehmens ist die Bereitstellung der Werkzeuge zur Reduzierung der Entwicklungs- und Fertigungskosten bei steigender Komplexität der Produkte. Das größte Einsparungspotential ist die Verwendung von Wiederholteilen und Normteilen zur Reduzierung der Teilevielfalt. [46] 2.4.1 Beispiel 1: eCl@ss eCl@ss ist ein Klassifikations- und Beschreibungsschema für Produkte, Güter und Dienstleistungen. Es soll als “gemeinsame Sprache” helfen, Informationen innerhalb eines Unternehmens und zwischen verschiedenen Unternehmen problemlos austauschen zu können [8]. Das eCl@ss-Datenmodell besteht im Wesentlichen aus folgenden Hauptentitäten:
19 DIN steht für Deutsches Institut für Normung e. V. ISO steht für International Organization for Standardization,

CAD Datenaustausch 37
§ eCl@ss-Klassen der Ebenen 1-4 (Klassifikationsebenen), § Schlagworte, § Standardmerkmalleisten, § Merkmale und § Ausprägungen von Merkmalen (Werte).
Klassenhierarchie: Die Klassifikationshierarchie von eCl@ss beinhaltet vier Ebenen, deren Spezialisierung mit der Hierarchietiefe zunimmt (vgl. Tabelle 2.1). Die Beschreibung der Klassen auf Ebene 1 bis 4 geschieht durch deren Bezeichnungen und der eindeutigen Zuordnung zusätzlicher Schlagworte. [8] Ebene Name Beispiel 1 Sachgebiet Automatisierungs-, Elektro-, Energie-,
Schalttechnik, Netz- u. Prozessleittechnik 2 Hauptgruppe Messtechnik 3 Messgerät Durchfluss, Menge 4 Untergruppe Durchflussmesser (Schwebekörper)
Tabelle 2.1: Hierarchieebenen von eCl@ss.
Merkmale: eCl@ss unterscheidet sich zunächst zwischen klassifizierenden und quantitativen Merkmalen. Klassifizierende Merkmale können Ausprägungen numerischer oder alphanumerischer Art annehmen, und sie haben keine Einheit. Im Gegensatz dazu dürfen quantitative Merkmale nur numerische Ausprägungen unterschiedlichster Art, wie Ganzzahl, Festkommazahl und Gleitkommazahl annehmen. Die Struktur eines eCl@ss-Merkmals ist fest definiert: Jedes Merkmal besitzt eine Reihe von festgelegten identifizierenden Attributen, semantischen Attributen und Attributen der Datenwerte. Zu jedem Merkmal kann eine Wertemenge, d.h. die Menge der zulässigen Ausprägungen definiert werden. Die Ausprägungen von Merkmalen besitzen - analog zu den Merkmalen - identifizierende und semantische Attribute. [8] 2.4.2 Beispiel 2: DIN 4000 Die Norm DIN 4000 steht für die Sachmerkmalleiste in der Verwaltung von Betriebsmitteln.

CAD Datenaustausch 38
Typische Anwendungsfälle:
§ Schneidendurchmesser § Durchmesser 1. Hüllzylinder; Vermassung § kollisionsgefährdete Werkzeugpartien § Stufenlänge § Angabe der Wuchtung
Werkzeugklassen nach DIN 4000: Bohr-, Senk- und Reibwerkzeuge mit nicht löschbaren Schneiden Bohr-, Senk- und Reibwerkzeuge mit auswechselbaren Schneiden Gewindebohrer und Gewindefurcher Fräser mit Schaft o. Bohrung mit nicht löschbaren Schneiden Fräser mit Schaft o. Bohrung mit auswechselbaren Schneiden
Tabelle 2.4.2: Typische Werkzeugklassen nach DIN 4000 [5]
Anmerkung: Nach dem letzten Kenntnisstand ist die Normreihe DIN4000 und das Klassifikationssystem für Warengruppen und Warenmerkmale eCl@ss zu einer Einheit zusammen geschmolzen. 2.4.3 Beispiel 3: VDA-Empfehlungen Für die Normung und Qualitätsmanagement der Betriebsmittelzeichnungen bei der Firma Volkswagen AG werden weitere Norm-Empfehlungen speziell angepasst. So werden z. B. die Empfehlungen des Verbandes Deutsche Automobilindustrie (VDA) in bestimmten Fällen eingesetzt. Ein Beispiel der VDA-Empfehlung ist das Abschließen einer Datenqualitäts-Vereinbarung.

Analyse und Anforderungen 39
3 Analyse und Anforderungen Dieser Abschnitt beschreibt die Anforderungen an das neue BETRIEBSMITTEL–System. Grundlage für den Einsatz digitaler Planungssysteme ist die Bereitstellung möglichst sämtlicher relevanten Daten während des gesamten Planungsprozesses. Die Aufgabe wird im Allgemeinen von EDM–Systemen übernommen. Die EDM-Systeme dienen der ganzheitlichen Verwaltung aller wesentlichen Informationen eines Unternehmens zu jedem Zeitpunkt der Produktlebenszyklen (Abb. 3.1). Gegenwärtige Systeme unterstützen jedoch vor allen Dingen einfache, produktbezogene Prozesse in konstruktionsorientierten Bereichen. Speziell die Verwirklichung des „Concurrent Engineering“–Gedankens setzt voraus, dass die Prozessbeteiligten gleichzeitig auf dieselbe Datenbasis zugreifen können [28].
Abbildung 3.1: Aufbau eines EDM-Systems [28]
Heutige EDM-Systeme lassen sich in drei verschiedene Funktionsumfänge einteilen:
§ Produktdaten- und Dokumentenmanagement: Alle produktrelevanten Daten und Dokumente werden abgelegt und verwaltet. Um eine effiziente Informationsverwaltung zu gewährleisten, müssen die Teile identifiziert und klassifiziert und die

Analyse und Anforderungen 40
Beziehung zwischen den einzelnen Bauteilen in dieser Funktionalität festgesetzt sei, z. B. die Systeme BETRIEBSMITTEL und KVS.
§ Prozessmanagement: Das Versions- und Konfigurationsmanagement
wird gezählt. Das Versionsmanagement verwaltet die Information bezüglich der freigegebenen Versionen des Bauteils. Das Konfigurationsmanagement regelt, welche Versionen der einzelnen Teile bzw. Baugruppen und Strukturen zum entsprechenden Zeitpunkt Gültigkeit besitzen. Zum Prozessmanagement zählt weiterhin das Workflowmanagement, welches die Geschäftsprozesse der Unternehmen abbildet und steuert, wie z.B. das Freigabe- und Änderungswesen. Der dritte Teil der Prozessmanagementfunktionalität umfasst das direkte Projektmanagement, das die zum Projekt gehörigen Dokumente und Ressourcen verwaltet (Netzplantechnik, Kapazitätsplanung, etc.). (Die Integration von AP-BM-WS20 ergibt Verwendungsnachweise.)
§ Dienstprogramme: In diesen Funktionalitätsumfang fallen z. B.
Datenkonvertierungsfunktionalitäten, Datentransport und E-Mail-Systeme zur Benachrichtigung von Mitarbeitern. [4]
Aufbauend auf dem EDM-System kommen digitale Systeme zur Planungsunterstützung zum Einsatz. Diese lassen sich in Fabrik- und Produktionsplanungssysteme unterteilen. Die Systeme zur Unterstützung der Produktions- bzw. Betriebsmittelplanung sind weitgehend alphanumerisch, d.h. es werden Kennzahlen und Planungsdaten in Datenbanken erfasst und verwaltet. Die Abteilung GOE-5/221 der Firma Volkswagen AG hält es für notwendig, dass die digitale Betriebsmittelplanung mit den Systemen ARBEITSPLAN, BETRIEBSMITTEL und WERKSTÜCKLISTE durchgeführt wird.
20 AP = System Arbeitsplan (s. Anhang); WS = System Werkstückliste (vgl. Abb. 3.2) 21 GOE-5/2 = ITP Produktmanagement und Beschaffungsplanung - Beschaffungsplanung, Betriebsmittel -

Analyse und Anforderungen 41
Abbildung 3.2: Integrierte Planungsbausteine der Produktion und Mastersysteme für Planungsfunktionen
Die Informationen dieser Systeme werden über Sachnummern und Stücklisten mit den CAD-Daten verknüpft. Das Qualitätsmanagement der Werkstücke wird von dem System „TI/Syncro“ gewährleistet. Dieses System ist dafür zuständig, die Verbesserung der Qualität und Aktualität der technischen Informationen für das Fahrzeug zu sichern. Zusammenfassung: Die von der Software-Industrie bereitgestellten IT-Systeme haben alle einen unterschiedlichen Ursprung und dementsprechend unterschiedliche Schwerpunkte zur Unterstützung der Planung. Hieraus ergeben sich folgende Fragestellungen:
§ Welche IT-Systeme sind für die jeweilige Aufgabenstellung optimal?
§ Wie ist die Integration der IT-Systeme in die bestehende Infrastruktur zu realisieren?
Um diese Fragen beantworten zu können, ist eine Methodik zur Bewertung und Auswahl der IT-Systeme notwendig. Teil dieser Methodik müssen am Planungsprozess orientierte Bewertungskriterien sein, so dass ein optimales System ermittelt werden kann. Für die Integration in die bestehende IT-Systemlandschaft ist ein geeignetes ganzheitliches Datenmodell ohne redundante Datenhaltung zu entwickeln (vgl. Abb. 3.2).
TI/Syncro
EntwicklungPlanung
Produktion und Fertigung
Fertigung
Waswird gefertigt?
Wiewird gefertigt?
Womitwird gefertigt?
ARBEITSPLAN
BETRIEBSMITTEL
WERSTÜCKLISTE

Analyse und Anforderungen 42
3.1 Grundsätzliche Anforderungen Die Anforderungen ergeben sich aus einer Anforderungsanalyse bestehender Systeme, aus Recherchen und Schlussfolgerungen aus Gesprächen mit unterschiedlichen Betriebsmittel-Planern der Firmen Volkswagen AG und Audi AG. 3.1.1 Realistische Betrachtung Die digitale Betriebsmittelplanung ist eines der wichtigsten Zukunftsthemen. In keinem anderen Aufgabenfeld der Automobilbauer wird die Komplexität der Anforderungen deutlicher. Es gilt, eine durchgängige Vernetzung und Synchronisation mehrheitlich heterogener Systemlandschaften in der Prozesskette zu realisieren, von der frühen Phase der Entwicklung eines Automobils bis zum SOP22 und für die folgende Produktion. Die digitale Fabrikplanung, aus den Blickwinkeln der Entwickler und im Produktionseinsatz betrachtet, schärft den Blick für zukünftige Arbeitsmethoden und neue Prozesse. An konkreten Beispielen aus dem Bereich Betriebsmittelplanung wird deutlich, was heute bereits in der digitalen Fabrikplanung funktioniert und - was realistisch gesehen - in einigen Jahren erst funktionieren kann. Hierzu wurden aus einem Konzern-Arbeitskreistreffen Gespräche und Umfragen mit Mitarbeitern von verschiedenen Werken der Firma Volkswagen AG geführt, um positive und negative Erfahrungen mit den bestehenden Systemen zu ergründen. Die Umfrage wird im Kap. 7 ausgewertet. 3.2 Beispiele bestehender Systeme „Definierte Prozesse garantieren Produktqualität!“ [48] Die digitale Planung ist bei vielen Autobauern, zumindest teilweise, schon Realität. Bei den mittelständischen Unternehmen steht die Einführung oft noch nicht auf dem Plan. Zur Dokumentation der Anforderungen werden aus dem Veränderungsprozess bereits bekannte Verfahren und Anwendungsfälle eingesetzt. 22 SOP = Start of Product

Analyse und Anforderungen 43
3.2.1 Anwendung bei der Firma Audi AG, Györ (Ungarn) Die Firma Audi AG, Györ mit dem Projekt „AudiPlus“23 benutzt bereits die Vorteile der Digitalisierung von BEMI-Planung im Bereich der Motoren- und Fahrgestellplanung. Durch den Einsatz des CAD-System AutoCAD, werden WZG24-Zeichnungsdaten automatisch in die Datenbank eingelesen. Dazu wird eine Software zur Weiterunterstützung der vorhandenen Planungsdaten verwendet, um komplexe Aufgaben präzise und schnell zu erfüllen, z. B.
§ das Anlegen einer neue Fertigungslinie,
§ die Festlegung und die Beschreibung der Werkzeug-Parameter,
§ die Pflege der BEMI-Zeichnungssdaten,
§ die Informationssuche und
§ den Datenabgleich zwischen Zeichnungsdaten und BM-Datenbank. Erklärung zum Datenabgleich: Im Falle einer Änderung der Daten in der Zeichnung, wird dies in der Datenbank aktualisiert und umgekehrt.
Sechs Fertigungslinien werden bei der Firma Audi AG, Györ, eingesetzt, bei deren Planung die Daten vollständig in digitaler Form den BEMI-Planern zur Verfügung gestellt und von ihnen digital weiterbearbeitet werden. 3.2.2 Anwendung bei der Firma Audi AG, Ingolstadt Die Firma Audi AG, Ingolstadt hat bereits für die Planung und Umsetzung des neuen Modells A3 in allen Gewerken Methoden und Werkzeuge der digitalen Fabrikplanung eingesetzt. Mit der Absicherung der Fertigungsprozesse durch Umformsimulation, virtueller Untersuchung der Karosseriebauprozesse und Einbauuntersuchungen hat die Firma Audi AG, Ingolstadt bereits in der Produktentstehung die Voraussetzungen für eine optimale Serienfertigung geschaffen. Das Modell A3 erreichte nach kurzer Zeit die maximale Produktionskapazität.
23 AudiPlus = Prozessunterstützende Software für automatisches Bearbeiten der relevanten Planungsinformationen aus Zeichnungen 24 WKZ = Werkzeug

Analyse und Anforderungen 44
„Die durchgängige digitale Planung ermöglichte in Ingolstadt erstmals einen Modellwechsel bei laufender Produktion, ohne dass ein einziges Fahrzeug weniger hergestellt wurde.“ [48] 3.2.3 Anwendung bei der Firma BMW AG, Dingolfing Die Firma BMW AG, Dingolfing führte vor fünf Jahren erstmals zusammen mit dem Software-Anbieter Tecnomatix verschiedene Projekte durch. Die Flexibilisierung von Rohbau und Montage durch beispielsweise den Variantenmix war erfolgreich. Die 2D-Fabrikplanung ist bei der Firma BMW AG zu einhundert Prozent umgesetzt, der Einstieg in 3D-Fabrik läuft z. Z. anhand von Pilotprojekten. [48] 3.2.4 Anwendung bei der Firma Daimler Chrysler AG, Sindelfingen Die Firma Daimler Chrysler AG, Sindelfingen setzt seit etwa drei Jahren die digitale Fabrikplanung ein mit Unterstützung von Delmia25, einer Tochter von Dassault Systèmes. 3.3 Funktionale Anforderungen zur automatischen BEMI- Datenerfassung Die funktionalen Anforderungen an einen Prozess zur automatischen Datenerfassung lassen sich in die Bereiche Planung, Versuch, Betrieb und Datenverwaltung einteilen. Die Planung wird nun detailliert beschrieben. 3.3.1 Planung Planung ist ein soweit als möglich systematischer Prozess zur Festlegung von Zielen und künftigen Handlungen [34]. 25 Delmia = Software zur CAD-Produktplanung

Analyse und Anforderungen 45
Aufgabe der Planung:
Quelle: Nach Eversheim
Abbildung 3.3.1: Aufgabe der Planung
3.3.1.1 Planung der Betriebsmittelbereitstellung Die Planung der Betriebsmittelbereitstellung für Gebäude, Maschinen, Grundstücke, Werkzeuge etc. geschieht in vier Stufen:
§ Planung des Betriebsmittelbedarfs (Neubedarf, Erweiterungs- und Ersatzbedarf)
§ Planung der Betriebsmittelbeschaffung (Auswahl geeigneter
Hersteller, Kauf, optimaler Beschaffungszeitpunkt, Ersatzzeitplanung)
§ Planung des Betriebsmitteleinsatzes (Werkstatt, Fließ- und
Straßenfertigung)
§ Planung der Wartung und Instandhaltung (optimaler Ersatzzeitpunkt) [8]

Analyse und Anforderungen 46
3.3.1.2 Planungsunterstützende Software für konzernweiten Einsatz „50 % der Tätigkeiten im Bereich der Planung betreffen die Suche nach Informationen.“ [5] Anforderungen an planungsunterstützende Software:
§ Zentrales Informationssystem zum effizienten Zugriff auf alle planungsrelevanten Daten
§ Zentraler Zugriff auf Unterlagen/Dokumente
§ Einheitliche Auswertung von Daten
§ Zentralisierung der Erfahrungswerte
§ Vermeidung von Mehrfacheingaben
§ Grafische Oberfläche
§ Schnittstelle zu angeschlossenen Bereichen
Vorteile planungsunterstützender Software:
§ Speziell angepasste Oberflächen
§ Zentral verfügbare Daten
§ Individuell erstellte Schnittstellen
§ Datenaktualisierung über zentrale Systeme
§ Kosten unabhängig von Arbeitsplätzen A) Prozessplanung Die Planung von Zerspanprozessen und insbesondere deren Optimierung in der Serienbetreuung erfolgt über mehrere, z. T. rekursive Arbeitsschritte [5].

Analyse und Anforderungen 47
Quelle: CIM GmbH
Abbildung A): Prozessplanung
B) Die Teilschritte der Planung Effiziente Planungsprozesse erfordern einen durchgängigen Zugriff auf alle planungsrelevanten Informationen im Sinne einer Portal-Lösung.
Quelle: CIM GmbH
Abbildung B): Teilschritte der Planung
Start
1.1 Fertigungslinienkonzept
2.1 Detailplanung Arbeitsfolge (AFO)
2.2 Kontrolle Planung
3.1 Werkzeug Erst-Beschaffung
Planziele erreicht ?
2.3 Doku- / BEMI-Freigabe
4.1 Dispositionsplanung
Linienplanung komplett?i.O.n.i.O.Nein
Ja
Ja
Nein
3.2 MFU / Werkzeug-Versuch
4.2 Bearbeitung
4.3 Prozess-Controlling
i.O.
n.i.O.
1 Konzept
2 Detailplanung
3 Praktische Erprobung 4 Serienbetreuung
4.4 Werkzeug-versorgung

Analyse und Anforderungen 48
Es werden Werkzeugzeichnungen, Zeichnungsdaten und Zeichnungsrahmen automatisiert zu einer Zeichnung zusammengefasst. Bei zukünftigen Entwicklungen werden die Kernkompetenzen beachtet und optimiert. Redundanzen können gezielt eingesetzt werden. C) Einbindung in die Konzernwelt Die planungsunterstützende Software ermöglicht den Zugang zu den bisher benötigten dezentralen Konzernsystemen.
Quelle: CIM GmbH
Abbildung C): Einbindung in die Konzernwelt
D) Formulare und Dokumentationen Die zentrale Verwaltung aller Formulare und Dokumente bündelt die heute bestehende Vielfalt von Planungsunterlagen. Die Archivierung von gedruckten Medien verursacht einen hohen zeitlichen Aufwand, ebenso die Informationssuche. Die wesentlichen Bereiche der Dokumentation sind in der folgenden Grafik dargestellt.
Linie
Zerspan-prozesse
Maschine
Maschine
Station
Spindel
Teil-AFO
AFO
AFO
Werkzeugkomponente
Werkzeug
Werkzeug
Projekt Produkt
Werkstoff
Klassifikation
Benennung
SystemBM-IN
SystemBM-AB
SystemAP
Einkaufs-system System
KVS
SystemAnforderung
PlanungsunterstützendeSoftware

Analyse und Anforderungen 49
Quelle: CIM GmbH
Abbildung D): Formulare und Dokumentation
Weitgehende Erläuterungen sind unter [48] zu finden. E) Digitale Fabrik Unter dem Begriff „Digitale Fabrik“ wird die vollständige rechnertechnische Abbildung einer realen Produktionsstätte verstanden. Der Schritt zur „Digitalen Fabrik“ erfordert - über anwendungsneutrale Daten hinaus - insbesondere deren Bereitstellung im geforderten Datenformat. Die Basis der „Digitalen Fabrik“ bleibt weiterhin ein vernünftiges Datenmanagement bzw. eine saubere Datenintegration.
Werkzeug-einstellplan
Kurz-werkzeugplan
Werkzeug-umfangsliste
Werkzeug-kosten-
rechnung
Betriebsmittel-zeichnung
Abrufauftrag
Werkzeug-begleitkarte
Werkzeug-freigabe
Angebots-anfrage
Vergabe-vorschlag
DigitalePlanunginformationen
Änderungs-antrag
Versuchs-dokumentation
Werkzeugplanung
Serienbetreuung

Analyse und Anforderungen 50
Quelle: CIM GmbH
Abbildung E): Die Schritte zur „Digitalen Fabrik“
E1) Zulieferer und Partner Die moderne Fabrikplanung fordert Anpassungen bei Zulieferern und Partnern. In der Automobilindustrie wird intensiv an der Implementierung gearbeitet, so dass für die Zulieferer die Anwendung der „Digitalen Fabrik“ zum Wettbewerbsfaktor wird. Für die Zulieferer der Automobilindustrie ist es heute deswegen schon notwendig, sich mit den Verfahren der digitalen Fabrikplanung zu befassen. Je enger Hersteller und Lieferant verbunden sind, umso größer ist der Druck, sich an die neuen Methoden anzupassen. [48] E2) Die wichtigsten Ziele der „Digitalen Fabrik“
§ Standardisierung Bewährte Methoden, Prozesse und Betriebsmittel sollen so standardisiert werden, dass sie als mehrfach verwendbare Bausteine in neuen oder geänderten Prozessen wieder eingesetzt werden können. Die Planungsflexibilität soll so erhöht und die Kosten sollen auf diese Weise minimiert werden.
§ Automatisierung
Die Standardisierung ist die Voraussetzung für Automatisierung. Routinearbeiten sollen zunehmend von Software-Lösungen erledigt werden.

Analyse und Anforderungen 51
§ Prozess- und Änderungsmanagement Alle Planungen werden digital und vernetzt mit Rechnerhilfe durchgeführt. An den Übergabestellen wird zu festgelegten Zeitpunkten der Fortschritt überprüft. Änderungen sind rasch durchzuführen.
§ Datenintegration
Alle relevanten Daten sind konsistent und nur einmal in einer Datenbank erfasst. Sie sind daher für jeden Planer in aktuellem Zustand verfügbar. So soll früh eine Kostenabschätzung möglich sein. [48]
E3) Die Erfolgsfaktoren der „Digitalen Fabrik“
1. Die „Digitale Fabrik“ zeichnet sich aus durch mehrstufige Projektorganisation mit leistungsfähigem, interdisziplinärem Kernteam. Dabei gilt: Die „Digitale Fabrik“ schafft keine Ordnung, sondern setzt Ordnung26 voraus.
2. Es wird ein kontrollierter Plan des Vorgehens mit klarem Auftrag und
gesicherten Ressourcen erwartet. Wichtig ist dabei, mit den Prozessen zu beginnen, die sich schnell umsetzen lassen, um bereits früh erste Erfolge erzielen zu können.
3. Ein leistungsstarker Softwarepartner mit bedarfsgerechtem Angebot
ist notwendig.
4. Die begleitende Umsetzung erfolgt durch kompetente Integrations- und Implementierungspartner. Die anwendungsorientierte Beratung in der Einführungsphase ist ein wichtiger Erfolgsfaktor.
5. Gesicherte Akzeptanz durch Veränderungsbereitschaft und
spezifisches Wissen auf allen Ebenen wird vorausgesetzt.
6. Vertrauenskultur ist ein Schlüssel gelebter Datentransparenz (IT-Technik schafft nur die Grundlagen.) [39]
26 funktionierende Geschäftsprozesse

Analyse und Anforderungen 52
3.4 Anforderungsermittlung an das System BETRIEBSMITTEL Zur objektiven Beurteilung der neuen Komponenten des BETRIEBSMITTEL-Systems bedarf es unterschiedlicher Bewertungs-kriterien. Die Festlegung der Kriterien erfolgt auf Basis von Recherchen, Anforderungsanalyse und verschiedene Umfragen. Zur besseren Übersichtlichkeit sind die Kriterien in verschiedenen Gruppen unterteilt, innerhalb derer die Kriterien untereinander gewichtet werden: 1. Übergeordnete Kriterien (Handhabung, Hardware, Stabilität, usw.) 2. Änderungsmanagement/Anwenderverwaltung 3. Import und Visualisierung von Daten (CAD, EDM) 4. Optimierung und Sicherheit 3.4.1 Übergeordnete Kriterien Die übergeordneten Kriterien dienen der Bewertung des allgemeinen Gesamteindrucks und der Anwenderfreundlichkeit des Systems. 3.4.1.1 Handhabung (Easy to use) Um die Akzeptanz bei den BEMI27-Planern zu gewährleisten und das nötige Know-how zur Bedienung des Planungssystems so gering wie möglich zu halten, ist eine einfache Handhabung der Software und eine selbsterklärende Benutzeroberfläche notwendig.
§ Wie ist die Handhabung des Programms, z.B. einfache Bedienung? § Ist die Benutzeroberfläche selbsterklärend?
3.4.1.2 Subjektive Einschätzung (Fun to use) Ein weiterer Aspekt zur Erhöhung der Betriebsmittelplanungseffizienz ist die Bereitschaft der BEMI-Planer zur Benutzung des IT-Systems. Es ist wichtig, dass das Arbeiten mit dem Betriebsmittelplanungsprogramm den Anwendern Spaß macht.
§ Macht das Arbeiten mit dem Programm Spaß? § Fällt dem Anwender der Umgang mit dem System leicht?
27 BEMI = Betriebsmittel
Analyse und Anforderungen 53
3.4.1.3 Schulungsaufwand Der Schulungsaufwand gibt Aufschluss über das benötige Know-how zum Bedienen des Programms. Er sollte möglichst gering sein, da er einen beträchtlichen Kosten- und Zeitaufwand bedeutet.
§ Ist der Schulungsaufwand gering? § Ist das Programm leicht zu lernen?
3.4.1.4 Logischer Aufbau Ein logischer Aufbau ist für das intuitive Arbeiten mit dem Planungsprogramm Voraussetzung. Er reduziert den Schulungsaufwand und fördert die Motivation beim Anwender.
§ Ist das Programm logisch aufgebaut? § Sind die einzelnen Schritte nachvollziehbar? § Ist der Workflow28 gut strukturiert und dem Planungsvorgang
angepasst? 3.4.1.5 Stabilität des Programms (Abstürze) Die Stabilität des Programms ist besonders wichtig, da die Planungszeit durch ein instabiles Programm erheblich verlängert wird und auf den Planer demotivierend wirkt. Der Zeitanstieg kommt durch ständig erforderliche Datensicherungen und viele Neustarts zustande.
§ Läuft das Programm stabil? § Kommt es zu wiederholbaren Abstürzen des Programms? § Kommt es zu nicht nachvollziehbaren Abstürzen des Programms? § Kommt es zu Datenverlusten durch den Absturz?
3.4.1.6 Hardware Anforderungen Die Hardware Anforderungen vervollständigen den Preis des kompletten Planungssystems. Diese Kosten können beträchtlich sein, wenn anstatt eines Standard-PC eine High-end Grafik-Workstation benötigt wird, beispielsweise eine ONYX von Silicon Graphics Inc.
§ Welche Hardware wird mindestens benötigt? § Wie hoch sind die resultierenden Hardware-, Lizenz- und
Wartungskosten? § Wird ein separater Rechnerraum benötigt?
28 Workflow = Arbeitsablauf

Analyse und Anforderungen 54
Verantwortlich für die Hardware-Infrastruktur bei der Firma Volkswagen AG ist die Abteilung GOT (CTO Organisation). Der Konzern CTO definiert und verantwortet die Corporate Architektur gesamtheitlich von den Application Templates bis hin zur Infrastruktur-Architektur und koordiniert deren Einhaltung über alle Einheiten des Konzerns hinweg. Er betreibt die übergreifende Entwicklung und Verbesserung der IT-Standardisierung [40]. 3.4.1.7 Systemperformance Die Systemperformance ist ein Hauptbestandteil der Gesamtplanungszeit. Ist die Performance schlecht, muss der BEMI-Planer auf das System warten. Hierdurch wird die Planungszeit erhöht und der BEMI-Planer gebremst und demotiviert.
§ Wie leistungsfällig ist das System bei der Eingabe, d.h. welche Reaktionszeit besitzt das System?
§ Wie gut ist die Performance zur Visualisierung der BEMI-Daten? § Kommt es zu systembedingten Wartezeiten?
3.4.2 Änderungsmanagement/Anwenderverwaltung 3.4.2.1 Versionsmanagement Um Vergleiche zwischen verschiedenen Versionen bzw. Planungsbeständen durchzuführen, ist ein integriertes Versionsmanagement notwendig. So kann der BEMI-Planer die Versionen gegenüberstellen und bewerten.
§ Gibt es ein Versionsmanagement? § Wie ist es aufgebaut? § Wie groß ist der Aufwand der Variantenerzeugung und –sicherung?
3.4.2.2 Verschiedene Benutzerrechte Um sicherzustellen, dass keine Kompetenzüberschreitungen erfolgen und nur berechtigte Änderungen an den Planungsständen vorgenommen werden, sind verschiedene Benutzerkonfigurationen, wie Lese- und Schreibrechte, notwendig.
§ Können verschiedene Benutzerrechte vergeben werden? § Gibt es ein integriertes Datenmanagement und eine
Datensicherung?

Analyse und Anforderungen 55
3.4.3 Import und Visualisierung von Daten aus CAD- und EDM-Systemen Die Kriterien dieser Gruppe dienen der Beurteilung der Datenübernahmen aus dem Lieferanten-CAD-System. 3.4.3.1 Konvertierungs-/Reduktionsaufwand der Produktdaten Produktdaten müssen aus dem CAD-System in das BETRIEBSMITTEL-Planungprogramm übernommen werden. Die Übernahme kann dabei über eine Direktschnittstelle zum CAD-System oder durch ein standardisiertes Datenformat erfolgen. Hieraus ergibt sich auch der Aufwand für den Produktdatenimport. Die Datenreduktion kann durch die Schnittstelle oder den BEMI-Planer erfolgen. Im letzteren Fall sind die Produktdaten selber im CAD-System zu reduzieren, was mit einem erheblichen Aufwand verbunden ist.
§ Ist die direkte Übernahme möglich bzw. sind CAD-Schnittstellen vorhanden?
§ Werden die Daten automatisch konvertiert, reduziert bzw. als neues Format zwischengespeichert?
§ Wie viele Schritte werden beim Datenimport benötigt? § Muss jedes Teil extra angewählt bzw. angesehen und aufbereitet
werden? 3.4.3.2 2D-Visualisierung Die 2D-Visualisierung ermöglicht dem BEMI-Planer eine bessere Vorstellung von dem zu beschaffenden Produkt. Geometrie bzw. Problemstellen können frühzeitig im BETRIEBSMITTEL-Planungsprozess erkannt werden. Die Visualisierung des Produkts muss dem BEMI-Planer das Ein- und Ausblenden einzelner Bereiche, wie Drehen, Zoomen, etc. ermöglichen.
§ Können die Daten zweidimensional visualisiert werden? § Wie hoch ist die Darstellungsqualität und deren Performance? § Stehen Funktionen wie Drehen, Zoomen, Ein- und Ausblenden zur
Verfügung bzw. wie ist die Handhabung dieser Funktionen?

Analyse und Anforderungen 56
3.4.4 Optimierung und Sicherheit 3.4.4.1 Visualisierung und Operationsfolgen Die Visualisierung der Operationsfolgen ist zur Überprüfung der Planung und zur Fehlererkennung hilfreich. Nicht realisierbare Fügeoperationen können erkannt und frühzeitig geändert werden. Dadurch wird die Planungssicherheit erhöht und Planungsschleifen sowie zusätzliche Kosten reduziert.

Umsetzungsstrategie für das digitale Einlesen von 2D-technischen Zeichnungen 57
4 Umsetzungsstrategie für das digitale Einlesen von 2D- technischen Zeichnungen Generelle Forderung: Verwaltung und schnelles Wiederauffinden von CAD-Zeichnungsdaten => CAD-Datenbank 4.1 2D-Zeichnung, allgemein Die 2D-CAD-Zeichnung ist für den heutigen Betriebsmittelplaner verbindlich, d. h. jede Art synchroner Verwaltung - von z.B. Einkauf, Zeichnungsänderung, Stücklistenverwaltung, Zeichnungsfreigabe, usw. -wird zwischen den Planern unter sich und zwischen Planer und Hersteller über eine CAD-Zeichnung realisiert.
Quelle: BETRIEBSMITTEL
Abbildung 4.1: 2D-Darstellung einer Spanneisenzeichnung
Die Zeichnung ist neben der Stückliste das Ergebnis der Konstruktion und
§ muss für technische Zwecke erforderlicher Art vollständig sein, § genügt Darstellungsregeln (Normen) und ist § Fundament des betrieblichen Informationssystems.

Umsetzungsstrategie für das digitale Einlesen von 2D-technischen Zeichnungen 58
4.1.1 Informationen in Einzelzeichnungen Zu den Informationen in Einzelzeichnungen gehören organisatorische Daten, wie
§ Bauteilzeichnung Name, § Name des Konstrukteurs, § Erstellungsdatum, § Format, § Klassifizierung technologischer Daten, § werkstoffbezogene Daten, § oberflächenbezogene Daten und § qualitätsbezogene Daten,
sowie geometrische Daten, wie
§ Linien, § Text, § Maßangaben und § Toleranzen. [19]
4.1.2 Unterscheidung von Zeichnungen
Zeichnungen unterscheiden sich wie folgt:
§ Inhaltliche Merkmale, wie o Skizze, o Teilzeichnung, o Zusammenbau-/Gruppenzeichnung, o Schweißzeichnung, o Rohteilzeichnung und o Betriebsmittelzeichnung.
§ Merkmale der Anfertigung, wie
o Bleistiftzeichnung, o Tuschezeichnung, o CAD-Zeichnung (2D-Zeichnung), o CAD-Modell (3D-Modell) und o Vervielfältigung.
§ Merkmale des Zweckes, wie
o Entwurfszeichnung, o Konstruktionszeichnung, o Fertigungszeichnung, o Prüfzeichnung, o Ersatzteilzeichnung. [19]

Umsetzungsstrategie für das digitale Einlesen von 2D-technischen Zeichnungen 59
4.1.3 Verwaltung von Zeichnungen
Abbildung 4.1.3: Verwaltung von Zeichnungen
4.1.4 Beispiel für eine Gliederung der Zeichnungsdaten
Betriebsmitteldaten und Arbeitsplatzdaten Beispiele: Arbeitsplatznummer Betriebsmittelnummer Inventarnummer Kostenstellennummer Personaldaten Beispiele: Personalnummer Name Ausbildungsabschlüsse Leistungspunkte Arbeitsablaufdaten Beispiele: Arbeitsvorgangsnummer Vorgabezeiten
Erzeugnisdaten Beispiele: Teilenummer Benennung Beschaffungsart Preis Mindestbestand
CAD-Zeichnung CAD-Modell
EDM Engineering Database Management
System
Papierzeichnungen
Archive Einscannen Photographie
Mikrofiche

Umsetzungsstrategie für das digitale Einlesen von 2D-technischen Zeichnungen 60
Auftragsdaten Beispiele: Auftragsnummer Auftragsmenge Termin Kunde Bearbeiter
Quelle: REFA
Tabelle 4.1.4: Gliederung der Zeichnungsdaten
4.2 Einstellpläne Die notwendigen Fertigungsunterlagen werden nach den Bearbeitungsobjekten der Lieferanten erstellt; Teil davon ist der Einstellplan:
§ Arbeitsplan § Prüfplan § NC-Programm § Einstellplan § Werkzeugliste § Spannmittelliste [17]
Ein BETRIEBSMITTEL-Einstellplan ist im Original eine 2D-CAD-Datei, die Informationen über eine Fertigungsmaschine beinhaltet, technische Beschreibungen über die in der Maschine eingesetzten Werkzeuge und deren Bearbeitungsschritte. Der Einstellplan enthält folgende wichtigste Informationen: Zeichnungskopf: Der Zeichnungskopf (Grundschriftfeld) bezeichnet ein standardisiertes Feld einer physischen Zeichnung, das mit einer oder mehreren Zeichnungsnummern belegt ist [47]. Zeichnungsrahmen: Der Rahmen wird für jeden Kunden nach seinen Anforderungen konzipiert. Stückliste: Zu jedem Produkt bzw. zu jeder Zeichnung gibt es eine Stückliste (vgl. Kap. 1.3.1.1). Die Zeichnung ist eine bildliche Darstellung des Betriebsmittels, die Stückliste dagegen eine strukturierte Darstellung mit Schlüsseln und Mengen. Werkstück (vgl. Abb. 4.2.1): Das Werkstück ist ein Fertigungsbegriff für das Einzelteil eines technischen Gebildes in Bearbeitung bzw. Herstellung.

Umsetzungsstrategie für das digitale Einlesen von 2D-technischen Zeichnungen 61
Abbildung 4.2.1: Kernwerkstücke von GROB
Einstellplan-Prozess: Mit Einstellplan-Prozess werden in dieser Arbeit Bearbeitungsschritte (z. B. Bohren oder Fräsen) mit fest definierten Parametern wie Drehzahl, Vorschub usw. bezeichnet. Arbeitsfolge (AFO): Mit dem Begriff Arbeitsfolge werden Prozesse und Reihenfolge (Arbeitsschritte) zur Bearbeitung eines Produktes (Werkstückes) definiert.
Abbildung 4.2.2: Darstellung einer Arbeitsfolge
Quelle: GROB
t (Bearbeitungszeit) [s]
Arbeitsschritt 1
t1/s t2/s t3/s t3/s
Arbeitsschritt 2 Arbeitsschritt 3 Arbeitsschritt 4
z. B. Blech schneiden
z. B. Transport z. B. Pressen z. B. Prüfstand Auslieferung
…
Arbeitsfolge (AFO)
Arbeitsschritt 4.1
Teilarbeitsfolge (TAF)
Prüfstand 1 Prüfstand 2 Prüfstand 3
Arbeitsschritt 4.2 Arbeitsschritt 4.3

Umsetzungsstrategie für das digitale Einlesen von 2D-technischen Zeichnungen 62
Die Arbeitsfolge wird in der BM29-Datenbank als sechsstelliger alphanumerischer Wert im Fertigungsplan gespeichert (z. B. 00020X = AFO 20). Das Kennzeichen „X“ (Stelle 6) liefert Informationen wie:
§ Prüf-Arbeitsfolge oder § Fertigungsarbeitsfolge
Die Vergabe der Arbeitsfolge-Nummer erfolgt in 10er-Schritten (z. B. AFO 10 – AFO 20 – AFO 30 usw.). Dadurch wird ermöglicht, dass feine Zwischenschritte in die Fertigungslinie nachträglich eingefügt werden können. Grundsätzliche Unterscheidung bei den WEP: In dieser Arbeit werden zwei Arten von Einstellplänen betrachtet, bereits verwendete Einstellpläne der Firma Volkswagen AG, Werk Wolfsburg, und die einzusetzenden Werkzeug-Einstellpläne (WEP) der Maschinen- Lieferanten. 4.2.1 Einstellpläne der Firma Volkswagen AG Der Einstellplan bei der Firma Volkswagen AG wird nicht digital weiterbearbeitet, sondern er wird den Betriebsmittel-Planern für die BEMI-Verwaltung auf Papier (DIN A4) zur Verfügung gestellt. Der Einstellplan-Prozess wird nicht in der Einstellplan-Datei beschrieben, sondern verbirgt sich unter angegebenen NC-Programmnummern. Die Werkstücke werden nicht als Zeichnung eingegeben, sondern es werden nur Werkstücknummern (z. B. 1JO.407.341) als Referenz angeführt. Die Stückliste wird getrennt als Plotdatei (z. B. PDF-Datei) den BEMI-Planern zur Verfügung gestellt.
29 BM = Abkürzung für das System BETRIEBSMITTEL

Umsetzungsstrategie für das digitale Einlesen von 2D-technischen Zeichnungen 63
Abbildung 4.2.1: Einstellplan für Tripodengelenkstück der Firma Volkswagen AG, Werk Wolfsburg

Umsetzungsstrategie für das digitale Einlesen von 2D-technischen Zeichnungen 64
4.2.1.1 Formblätter Die Einstellplan-Formblätter im Hochformat wurden bei der Firma Volkswagen AG mittels EDV als Dateien für die Betriebsmittel-Hauptgruppe „21“ (BHG=21) entwickelt, aus der die Bezeichnung „Einstellplan“ hervorgeht. Die Form der Unterlagen ist von den Anwendern frei konfigurierbar. In einem Teil dieser Arbeit wird den Betriebsmittel-Planern ein
Weg gezeigt, wie die Einstellpläne für die BEMI-Planung digital
erfasst werden können.
4.2.2 Werkzeug-Einstellpläne (WEP) „Die Zeichnung soll die gemeinsame Kommunikationsbasis sein!“ Werkzeug-Einstellpläne (WEP) werden von diversen „Maschinenlieferanten“ (GROB, EXCELO und LICON) bereits als AutoCAD-DWG/DXF-Datei zur Verfügung gestellt. Definition: Eine Maschine ist ein mechanisches Arbeits- bzw. Produktionsmittel, das aus zueinander beweglichen Teilen besteht, die in Getriebefunktion zusammenwirken [34]. Sie kann als Mechanismus betrachtet werden, die eine bestimmte Tätigkeit auf einer Fertigungslinie ausführt, z. B. eine Schleifmaschine, die jede Schleifaufgabe auf einem Werkstück (Teil) erfüllt. Die WEP unterscheiden sich von den bei der Firma Volkswagen AG eingesetzten Einstellplänen dadurch, dass eine WEP-Datei grafische Inhalte zusammen mit der Stückliste enthält. Diese Tatsache macht es möglich, die volle Erfassung der BEMI-Planungsdaten zu digitalisieren und dadurch einen automatisierten Planungsprozess zu gewinnen. 4.2.2.1 Inhalt von Werkzeug-Einstellplänen (WEP) In der folgenden Abbildung 4.2.2.1 werden die Blöcke eines Werkzeug-Einstellplans dargestellt:

Umsetzungsstrategie für das digitale Einlesen von 2D-technischen Zeichnungen 65
Abbildung 4.2.2.1: Werkzeug–Einstellplan für Zylinderkopf
Werkzeug- Zeichnungsreferenz
Prozessdarstellung
Zeichnungskopf
BETRIEBSMITTEL-Stückliste (Werkzeug-Stückliste)
Werkstück (das zu fertigende Teil)

Umsetzungsstrategie für das digitale Einlesen von 2D-technischen Zeichnungen 66
A) WEP-Prozess Der WEP-Prozess beschreibt die physikalischen Merkmale, wie ein Werkzeug technisch für eine Maschine einzusetzen ist, und stellt bestimmte Vorgänge z. B. einen Bohrvorgang (Drehzahl, Vorschub usw.) dar.
Abbildung 4.2.2.1: Zusammensetzung der WEP-Prozess Jeder Prozess wird in einer Tabelle in der WEP dargestellt. B) BM-Stückliste (vgl. Kap. 1.3.1.1) Stücklisten-Daten werden in der Zeichnungsdatei als Attribut verwaltet. C) Zeichnungskopf Der Zeichnungskopf beinhaltet Informationen, wie Teilbenennung, Normbezeichnung, Herstellerbezeichnung, Blatt –und Maschinenummer. 4.2.2.2 Blätter der Werkzeug-Einstellpläne WEP besitzen ein M1-Blatt und diverse Blätter, die alle Informationen über eine Arbeitsfolge (AFO) beschreiben. Das M1-Blatt enthält entscheidende Informationen über die WEP, die Zuordnung von Teilekodierungen zu Teilenummern sowie Zusammenfassungen aller anderen Blätter.
Bohrer 1 und Bohrer 2 werden zu einem Prozess zusammen gefasst, die die gleiche Länge haben.
Bohrer 3 wird ein Prozess zugeordnet.
Fläche 1, 2 und 3 werden zu einem Prozess zusammen gefasst. Es wird eine feste Fräser-Länge definiert, die alle drei Flächen bearbeitet und nicht drei Prozesse für jede Fläche.
Beispiel 1: Fräser Beispiel 2: Bohrer

Umsetzungsstrategie für das digitale Einlesen von 2D-technischen Zeichnungen 67
Alle Informationen auf den Blättern sind in Form von Attributen abgespeichert. Bei Änderung eines Teiles, wird eine dementsprechende Änderung der Teilenummer nur auf dem M1-Blatt vorgenommen. Auf den weiter erforderlichen Blättern werden Teilarbeitsfolgen (TAF) beschrieben, d. h. die AFO wird in Teilumfänge zerlegt. TAF sind mit Zeiten belegt und werden im Fertigungsplan nicht separat ausgewiesen. Zwei Arten von Werkzeug-Einstellplänen (WEP) für eine Fertigungslinie werden beschrieben: die WEP-Transferstrassen und die WEP-Bearbeitungszentren.
Quelle: GROB
Abbildung 4.2.2.2: Beispiel einer Fertigungslinie (Modularer Aufbau von Bearbeitungszentren und Verkettung)
A) Transferstrassen Die konventionelle Transferstraße ist eine Abfolge hochspezialisierter Maschinen, auf denen in räumlicher und zeitlicher Abfolge Bearbeitungsschritte an einem Werkstück durchgeführt werden [34]. Auf einer Transferstrasse läuft das Werkstück bzw. das Teil über eine Fertigungslinie. Die auf der Transferstrasse eingesetzte Maschine ist mit nur ganz bestimmten Arbeitsvorgängen wie z. B. Bohren ausgestattet. Das Werkstück wird durch Maschinen-Stationen gefahren. Eigenschaften einer Transferstrasse:
Umsetzungsstrategie für das digitale Einlesen von 2D-technischen Zeichnungen 68
§ Transferstrassen können mehrere Stationen haben. § Jede Station ist mit Werkzeugen ausgestattet. § Jedem Prozess ist ein Blatt zugeordnet.
B) Bearbeitungszentrum Ein Bearbeitungszentrum (BAZ) ist eine Maschine, die für einen automatisierten Betrieb ausgerüstet ist. Das BAZ ist dazu mit einer CNC-Steuerung30 ausgerüstet. Zur Erweiterung der Automatisierungsfunktionen können weitere Peripheriegeräte vorgesehen sein, wie z.B.:
§ Werkzeugwechsler mit einem Werkzeugmagazin § Werkstückwechsler § Palettenwechsler
Im Bearbeitungszentrum wird das Werkstück (z. B. Zylinderkopf) auf der Produktionslinie befestigt, und die Maschinen-Arbeitsschritte arbeiten um das Teil herum. Eigenschaften eines Bearbeitungszentrums:
§ Ein Bearbeitungszentrum (BZ) kann mehrere Stationen haben. § Jede Teilenummer hat eine Codenummer. § Im Gegensatz zur Transferstrasse kann ein Blatt mehrere Prozesse
beinhalten. Es wird im Folgenden dargestellt, welche Möglichkeiten es gibt, digitale Werkzeug-Einstellpläne automatisch zu verwalten. Diese Verarbeitung der Werkzeug-Einstellpläne muss durch ein CAD-System unterstützt werden. 4.2.3 CAD-Systeme für Werkzeug-Einstellpläne Für die Verwaltung der WEP hat sich das System AutoCAD der Firma AutoDesk als Standard bewährt. Bei der Erstellung und Pflege der CAD-gezeichneten Einstellpläne ist z. Z. bei der Firma Volkswagen AG grundsätzlich die Software CADRA von ADRA Systems/SofTech zu verwenden.
30 CNC ist die Abkürzung für Computerized Numerical Control, oder übersetzt „Computerunterstützte Numerische Maschinensteuerung“.

Umsetzungsstrategie für das digitale Einlesen von 2D-technischen Zeichnungen 69
Es ist die Frage, wie dieser Standard von Autodesk zur Verwaltung der BEMI-Zeichnungen bei der Firma Volkswagen AG integrierbar ist. Im Folgenden werden die Betriebsmittel-Zeichnungsverwaltung und die Betriebsmittel-Zeichnungsdokumentationsverwaltung betrachtet: 4.2.3.1 BEMI-Zeichnungsverwaltung In den Abteilungen GOE-2/131 und PSF-7/332 der Firma Volkswagen AG werden die Betriebsmittelzeichnungen mit dem System CADRA bearbeitet und erstellt. Kommen die Zeichnungen von externen Lieferanten, die nicht CADRA nutzen, kann die im Kap. 2 beschriebene HPGL-Schnittstelle verwendet werden. Die gelieferten Zeichnungen werden vor Ort analysiert und von Planern bewertet und dann über das Konstruktionsdaten-Verwaltungssystem allen Anwendern zur Verfügung gestellt. Bestimmte Zeichnungs-Dateiformate wie z. B. das Original Autodesk DWG/DXF-Format oder auch von anderen CAD-Systemen würden zu folgenden Problemen führen:
§ Konvertierungsschwierigkeiten, wie § Zeichnungsdaten-Verlust, § Schwierigkeiten der Plottereinstellung, § Probleme mit unterschiedlichen Datei-Format-Versionen und § nicht passende Textfonts und Symbole. § Keine Einbindung/Abspeicherung in dem bei der Firma Volkswagen
AG eingesetzten KVS-Zeichnungs-Verwaltungssystem, somit sind die Daten nicht zentral verfügbar.
§ Z. Z. ist kein Software-Support innerhalb der Firma Volkswagen AG verfügbar.
Aus diesen Gründen kann aus Sicht der Zeichnungsverwaltung derzeit nur ein partieller Einsatz z.B. des Systems AutoCAD möglich sein. 4.2.3.2 BEMI-Zeichnungsdokumentationsverwaltung In der Abteilung GOE-5/2 der Firma Volkswagen AG wird mit dem System BM die BEMI-Bereitstellungs– und Dokumentationsverwaltung durchgeführt. Die Betriebsmittelplanungs-Daten werden von Planern an unterschiedlichen Arbeitsplätzen manuell erfasst. CADRA ermöglicht z. Z. keinen Automatismus zur automatischen Daten-Bereitstellung. Für eine automatische BEMI-Dokumentationsverwaltung bietet sich das System AutoCAD der Firma AutoDesk an.
31 GOE-2/1 = CAD-Systemmanagement; Standort Wolfsburg 32 PSF-7/3 = Werkzeug-Management; Standort Salzgitter

Umsetzungsstrategie für das digitale Einlesen von 2D-technischen Zeichnungen 70
Im Gegensatz zum System CADRA hat sich das System AutoCAD von der Firma AutoDesk zu einem Standard bezüglich 2D-CAD-Datenaustausch, für die 2D-Konstruktion und 2D-Freiraumplanung entwickelt [42]. Es bietet einfache und präzise Makros für das digitale Auslesen der Zeichnungsdaten. Die Verwendung des Systems CADRA wird deshalb auf Dauer für die Firma Volkswagen AG keine Lösung für das digitale BETRIEBSMITTEL-Dokumentationssystem sein. 4.2.4 Programmiersprachen für CAD-Systeme 4.2.4.1 AutoCAD-System A) Autocad Visual Basic for Application Durch die Unterstützung von ActiveX kann der AutoCAD-Anwender das Konstruktionsprogramm erweitern oder anpassen, indem er die aus Windows bekannten Programmiersprachen wie z. B. Visual Basic 4.0 verwendet. Auf diese Art können auch Applikationen objektorientiert in AutoCAD eingebunden werden [42-2]. Aus Excel heraus ist es möglich, via Visual Basic AutoCAD zu aktivieren und aus einer bestimmten Zeichnung die Attribute von Blöcken herauslesen, um daraus eine Stückliste zu erstellen. Der Vorteil gegenüber anderen Script-Sprachen ist, dass hier in einer 2D-Umgebung gearbeitet werden kann und die Ergebnisse sofort in einem CAD-Programm verfügbar sind.
B) AutoLISP AutoLISP ist ein Dialekt der Programmiersprache LISP und ein Bestandteil des verbreiteten CAD-Programmes AutoCAD. „Mit Hilfe von AutoLisp können Funktionen in einem AutoCAD-System hinzugefügt, gelöscht und geändert werden. Um dies zu gewährleisten, gibt es spezielle AutoLisp-Routinen, die direkt auf die AutoCAD-Datenbasis zugreifen können. Das sind im wesentlichen Funktionen zur Behandlung von Koordinateneingaben, deren zeichnerische Umsetzung in CAD-Elemente, wie Linie, Kreis usw.. Mit Hilfe von AutoLISP lassen sich komplexe Umgebungen zur Handhabung von AutoCAD, beispielsweise hinsichtlich der Anwendung von Normteilen, erstellen.“ [34]

Umsetzungsstrategie für das digitale Einlesen von 2D-technischen Zeichnungen 71
Die Arbeitsgeschwindigkeit wird dadurch unterstützt, daß nach dem Aufruf einer neuen Zeichnung AutoLISP-Routinen aktiv bleiben [42].
Beispiel zum Zeichnen eines Rechtecks
(defun c:recht2 ( / p1 laenge breite w p2 p3 p4) (setq p1 (getpoint "\nEinfügepunkt: ")) (setq laenge (getdist p1 "\nLänge: ")) (setq breite (getdist p1 "\nBreite: ")) (setq w (getangle p1 "\nEinfügewinkel: ")) (setq p2 (polar p1 w laenge)) (setq p3 (polar p2 (+(/ pi 2)w) breite)) (setq p4 (polar p3 (+ pi w) laenge)) (command "linie" p1 p2 p3 p4 "s") (princ) )
4.2.4.2 CADRA-System Die Produktivität einer Software-Anwendung kann gesteigert werden durch das Automatisieren von Standardabläufen und durch kundenspezifische Sonderlösungen[43]. Hierzu bietet CADRA zwei Möglichkeiten zur Programmierung: Autogeometry und COM. A) CADRA Autogeometry CADRA Autogeometry ist eine Makro-Programmiersprache für die CADRA-Familie von CAD/CAM-Produkten. Die C- und Fortran77-basierten Autogeometry-Programme können, wie in jeder strukturierten Programmiersprache, in einem Texteditor erzeugt werden. CADRA bietet zusätzlich auch eine Lernfunktion zur Aufzeichnung von Maus- und Tastatureingaben an[43], sowie die erforderlichen DEBUG-Funktionen.
Abbildung 4.2.2.1: Fortran77-basierte Autogeometry-Programme

Umsetzungsstrategie für das digitale Einlesen von 2D-technischen Zeichnungen 72
Anwendung von CADRA Autogeometry:
§ Verkürzen zeitraubender Start-up-Prozesse, wie z. B. das Generieren und Ausfüllen von Schriftfeldern auf Zeichnungen
§ Gestalten von anwendungsspezifischen und persönlichen Menüs,
Funktionstasten-Belegungen oder Eingabebereichen auf Grafik-Tableaus
§ Entwickeln von Routinen zum Verwalten von Zeichnungen, Gestalten
von Gruppen- und Teilzeichnungen, Generieren von Stücklisten oder Formatieren von Standardteilen
§ Erzeugen von Programmbibliotheken zur gemeinsamen Nutzung mit
anderen Konstrukteuren B) CADRA COM-Interface
„Mittels der Microsoft-COM-Technologie können Sie auch separate Applikationen entwickeln und diese mit CADRA kommunizieren lassen. Auf diese Weise können auch Autogeometry-Programme aus anderen Windows-Anwendungen heraus gestartet und Rückgabewerte genutzt werden. Über das COM-Interface haben Sie in einer standardisierten Weise Zugriff auf CADRA und können so, ohne CADRA-Detailkenntnisse haben zu müssen, eigene Routinen erzeugen, wie z. B.
§ Geometrieerzeugung § Plotsteuerung § Übersetzungsprozesse § Parametrische Zeichnungen in Verbindung mit Microsoft Excel
Die COM-Schnittstelle ist Bestandteil der Basissoftware CADRA Design Drafting.“[43] 4.3 Prozessdarstellung zum Einlesen der BEMI- Zeichnungsdaten Die Werkzeug-Einstellpläne (WEP) werden als DXF-Dateien von den Maschinenlieferanten zur Verfügung gestellt. Die aus den DXF-Dateien herausgefilterten Planungsinformationen werden als XML-Dateien konvertiert und werden dann automatisch in die BETRIEBSMITTEL-Datenbank eingelesen.

Umsetzungsstrategie für das digitale Einlesen von 2D-technischen Zeichnungen 73
Die WEP beinhalten Maschinenzeichnungen und Zeichnungsinformationen über die eingesetzten Werkzeuge.
Abbildung 4.3.1: Prozess-Darstellung zum Einlesen der CAD Daten
Im Falle einer Werkzeugänderung muss ein Abgleich mit der BETRIEBSMITTEL-Datenbank durchgeführt werden. Um dies zu gewährleisten, wird ein Abgleichprozess zur Werkzeug-Datenmigration analysiert und definiert. Das Qualitätsmanagement der Zeichnungsdaten wird z. Z. von dem GTDE-Server gewährleistet. Es wird deswegen gewünscht, dass alle Werkzeuglieferanten Mitglied des GTDE-Vereins werden. Dadurch wird ein Standard geschaffen, der den wirtschaftlichen Aspekt der Firma Volkswagen AG und der Lieferanten vorantreibt.
MaschinenlieferantMaschinenlieferantGTDE (QM)GTDE (QM)
Werkzeuge
DXF-Files(XML-Container)
DXF-Files(XML-Container)
WerkzeuglieferantWerkzeuglieferant
Welche Maschine setzt Welches Werkzeug ein?
XML Konverter
XML-FilesXML-Files
DWG/DXF-DateienDWG/DXF-Dateien
Datenimport/-export
- BEMI Planer- QM
Freigabe
DXF, XMLDXF, XML
DXF = (DXF+ XML)DXF = (DXF+ XML)
XML Konverter
Werkzeugabgleich
QM: Qualitätsmanagement
BETRIEBSMITTEL-Datenbank

Designbeschreibung der Umsetzungsstrategie für des Einlesen der WEP-Daten in die BM-Datenbank 74
5 Designbeschreibung der Umsetzungsstrategie für das Einlesen von WEP-Daten in die BM-Datenbank Die notwendige Technologie für das digitale Einlesen von 2D-technischen Zeichnungen sind in Ansätzen bereits auf dem Markt verfügbar. 5.1 Software Eine Programmiersprache ist eine künstlich geschaffene Sprache (formale Sprache) zur Erstellung von Verarbeitungsanweisungen für Rechnersysteme. Programmiersprachen sollen Berechnungen sowohl in einer für einen Computer, als auch in einer für den Menschen lesbaren und verständlichen Form ausdrücken. Sie sind notwendig, da die natürlichen Sprachen für eine genügend detaillierte und präzise Beschreibung von Computerberechnungen zu vieldeutig sind. [34] Die durch eine Programmiersprache ausgedrückte, von einem Menschen lesbare Beschreibung heißt Quelltext oder auch Quellcode/Programmcode. Das Erstellen von Computerprogrammen wird Programmieren genannt. Im Folgenden werden Programmiersprachen vorgestellt, die für den Einlese-Prozess eingesetzt werden. 5.1.1 VBA für AutoCAD AutoCAD kommt in zahlreichen Branchen für die Anfertigung und Dokumentation von technischen Zeichnungen zum Einsatz. Als flexible Lösung, die sich individuell anpassen und erweitern lässt, kann sie in nahezu alle Planungsumgebungen integriert werden. Die in AutoCAD integrierte VBA-Schnittstelle erlaubt, Anwendungen zu erstellen, mit denen wiederkehrende Aufgaben in AutoCAD automatisiert ablaufen. Hierarchien: Unter AutoCAD wird jede Komponente, angefangen bei AutoCAD selbst bis hin zu einzelnen AutoCAD-Elementen wie Punkt, Polylinie oder Kreis, als Objekt aufgefasst. Diese Objekte sind Bestandteile verschiedener Klassen und hierarchisch organisiert. An erster Stelle steht AutoCAD. Zeichnungen (Documents), die einen Modellbereich (Model-Space) mit einzelnen Zeichnungselementen enthalten, sind untergeordnet.

Designbeschreibung der Umsetzungsstrategie für des Einlesen der WEP-Daten in die BM-Datenbank 75
Spezifische Methoden (Möglichkeiten zur Objektmanipulation), Eigenschaften, Ereignisse und Verfahren zur Erzeugung neuer Instanzen kennzeichnen jedes VBA-Objekt. Aufbau und Struktur von AutoCAD-VBA-Projekten:
§ Erzeugen und Modifizieren von AutoCAD-Zeichnungsslementen § Erstellen, Einfügen und Bearbeiten von Zeichnungsblöcken
5.1.2 Java und XML XML und Java sind zwei Schlüsseltechnologien für die Programmierung plattformübergreifender Netzwerkapplikationen und den einfachen Datenaustausch zwischen verschiedenen Anwendungen. Somit können zukünftig XML als universelles Speicherformat für eigene Applikationen eingesetzt und XML-basierte Daten aus anderen Applikationen verarbeitet werden. XML und Java ergänzen sich ausgezeichnet. XML ermöglicht einen plattformunabhängigen Umgang mit Dokumenten. Es werden verschiedene Aspekte wie das Parsen, Manipulieren und Erzeugen von XML-Dokumenten behandelt. Schlagworte: SAX, DOM, JAXP. XML APIS
§ DOM (Document Object Model) § SAX (Simple API for Java) § JDOM (Java Document Object Model) § JAXP (Java API for XML Parsing)

Designbeschreibung der Umsetzungsstrategie für des Einlesen der WEP-Daten in die BM-Datenbank 76
5.2 Prozessstruktur des Einlesevorgangs
Abbildung 5.2: Einlese-Prozessstruktur
Vor dem Einlese-Prozess soll AutoCAD aktiv benutzt werden. Alle WEP- Blätter werden in AutoCAD geladen. Das AutoCAD-VBA-Projekt „Acad.dvb“ wird in das AutoCAD-Programmverzeichnis hineingeneriert; Acad.dvb wird dadurch automatisch beim Aufruf von AutoCAD geladen. Die „WEP-Interface“-Software ist eine Umgebung, die das Einlesen in die Datenbank vornimmt. Das Verzeichnis in dem die WEP gespeichert werden, wird überwacht. Der Einlese-Prozess wird bei einer Änderung in dieses Verzeichnis automatisch eingeleitet. Nach Übernahme der XML-Daten in die BETRIEBSMITTEL-Datenbank wird der temporäre Speicher wieder freigegeben. Der Status des Einlesevorgangs wird als Meldung angezeigt und wird im Falle eines Fehlers abgebrochen.
WEP
AutoCAD
VBA-macro
DXF / DWG
XML
BEMI-DB
WEP Interface
WEP Interface
XML
VBA-macro
- WEP_Befuellen()
- M1Blatt_Uebertragen()- Einlesen_bzw_Aktualisieren()- MassenTransport()
- XML_Convert()
- Einlesen_DB()
- Auslesen_DB()
KVS
Sicherung von DXF-Dateien in das KonstruktionsverwaltungssystemMit Versionsnummer-Vergabe
- KVS_Upload()

Designbeschreibung der Umsetzungsstrategie für des Einlesen der WEP-Daten in die BM-Datenbank 77
5.3 Funktionalitäten 5.3.1 VBA-Makros Fünf Hauptfunktionen werden mit AutoCAD-VBA verwaltet:
§ M1Blatt_Uebertragen(): Das M1Blatt wird eingelesen. § Einlesen_bzw_Aktualisieren(): Weitere Blätter werden einzeln
eingelesen. § MassenTransport(): Mehrere Blätter werden nacheinander
eingelesen. § WEP_Plottern(): Ausdrucken der Werkzeug-Einstellpläne.
§ WEP_Befuellen(): Attribute können in den WEP überschrieben
werden. 5.3.2 Konvertierung von DXF zu XML Der Converter konvertiert die Werkzeug-Einstellpläne (WEP) im DXF-Format nach XML. Dabei werden die Inhalte der Datenblöcke mit ihren Zusammenhängen in eine XML-Datei geschrieben. Es gibt für Bearbeitungszentren und Transferstrassen unterschiedliche Formate. Daher können je nach WEP unterschiedliche XML-Strukturen das Ergebnis sein.
§ Inhaltstruktur einer XML-Transferstrasse-Datei <?xml version="1.0" encoding="ISO-8859-1" ?> <!-- PLUS_29.11.2005_12:52:43 --> - <Data> - <AUDIKOPFTRANSFER X="284" Y="8" ID="426E8">
<ZEICHNUNGSNUMMER>26-000-21C 999998/001</ZEICHNUNGSNUMMER> <BLATT>14</BLATT> <TEILBEZEICHNUNG>Zylinderkopf</TEILBEZEICHNUNG> <MASSTAB>2:1</MASSTAB> <GEPRUEFT /> <KST>9002</KST> <ARBEITSFOLGEN_NUMMER>20</ARBEITSFOLGEN_NUMMER> <MASCHINEN-BEZEICHNUNG /> <MASCHINE_NR>90320;90321</MASCHINE_NR> <WERKSTOFF>AlSi10Mg</WERKSTOFF> <WEP-DATUM>07.04.2003</WEP-DATUM> <ENTWORFEN>Kiermair</ENTWORFEN> <GEZEICHNET>Tima</GEZEICHNET> <WEPGUELTIG /> <STATION_BLATT>11-14</STATION_BLATT> <STATION>04A</STATION>
</AUDIKOPFTRANSFER> - <BETRIEBSSYSTEM X="13.5939" Y="8" ID="42B8B">
<BETRIEBSSYSTEM_VERSION>Windows 2000</BETRIEBSSYSTEM_VERSION> <AUTOCAD_LT_VERSION>AutoCAD 2000 LT</AUTOCAD_LT_VERSION> <PLOTSTIL>AUDI_Standard.ctb</PLOTSTIL>
…

Designbeschreibung der Umsetzungsstrategie für des Einlesen der WEP-Daten in die BM-Datenbank 78
Nach XML wird ebenfalls das M1-Blatt konvertiert, das die Zuordnung von Teilekodierungen zu Teilenummern und Zusammenfassungen von Blättern enthält. Die Software-Komponente ist in eigene Java-Applikationen eingebaut. Sie besteht aus den beiden class-Dateien: DxfAttrStructure und DxfConverter. Beschreibung: Den Konverter wird über die statische Methode dxf2xml der DxfConverter- Klasse aufgerufen. DxfConverter.dxf2Xml(String fileName, Vector messageStack); fileName: Dateiname plus -pfad des WEPs messageStack: Vector mit sprechenden Fehlercodes public class convertDxf { public static void main(String[] args) { Vector messageStack = null;
String inputDxfFile = "D:\\tmp\\wep_vorlagen\\TEST_L02.dxf";
DxfConverter.dxf2Xml(args[0], messageStack); } } 5.3.3 Speicherung der DXF-Datei in das Konstruktionsverwaltungssystem (KVS) Für die Speicherung in das Konstruktionsverwaltungssystem wird eine Steuerdatei namens „datei.ckvs“ zum automatischen Upload erzeugt. Diese Datei beschreibt alle benötigten Informationen über die Betriebsmittel und die dazugehörige Plotdatei. (?) Der Inhalt der Steuerdatei sieht wie folgt aus: BEMINR = 11-A20-31D 315453 DATEI = A20-31D_315453_001 STRUKTUR_NR_1 = 1 STRUKTUR_BEZ_1 = Blatt STRUKTUR_BEN_1 = BENENNUNG = Spann -und Abstimmplan AENDERDATUM = 08.01.2002 PDA = BZ VERSIONSBESCHREIBUNG = Aenderung 001 VERSIONSNR = 001 TYPE = cad dxf pdf tif ckvs

Designbeschreibung der Umsetzungsstrategie für des Einlesen der WEP-Daten in die BM-Datenbank 79 Blattformat = A4-H
Alle übertragenen Formate werden in TYPE abgelegt. Die Firma Volkswagen AG stellt das Programm WINCKVS (Abb. 5.5.3) zur Verfügung, um die Steuerdatei zu erstellen.
Abbildung 5.3.3: Editor für die Steuerdatei
Das Laden dieser Steuerdatei wird beim Aufruf der exe-Datei „KVS_Upload.exe“ ermöglicht. Die KVS_Upload.exe-Datei ist das Ergebnis der C++ kompilierten upload.cpp-Datei. Der Aufbau dieser cpp-Datei ist wie folgt: #include „stdafx.h“ #include <stdio.h> #include <conio.h> #define KVSSERVER “ ” #define _EXTERN_C #define_CLIENT #define MAX_EXTENSION 8 #define CAD 0x01

Designbeschreibung der Umsetzungsstrategie für des Einlesen der WEP-Daten in die BM-Datenbank 80 #define TIF 0x02 #define DXF 0x08 #define CKVS 0x40 #define PDF 0x80 struct {
short extension; char type[10];
} ext [MAX_EXTENSION] = {CAD “cad“, TIF, “tif“, DXF , “dxf“, CKVS, “CKVS“, PDF, “PLT““}
type struct kvsparam {
char datei[1024]; char datum[255]; char beminr[255]; char struktur_nr_1[255]; char struktur_bez_1[255]; char struktur_ben_1[255]; char bennenung[255]; char versionsbeschreibung[255]; char versionsnummer[255]; char pda[255]; char ersteller_nachname[255]; char ersteller_vorname[255]; char ersteller_vorwahl[255]; char ersteller_telefon[255]; char dv_status[5]; short type;
} //+++++++++++++++++++++++ // CLASS LOGFILE //+++++++++++++++++++++++ class logFile{
CString logFileName; Public: CString msg;
FILE *fp; BOOL err; BOOL noBatch; BOOL open(CString fname, BOOL initNoBatch);//Datei öffnen BOOL write(CString text);//Text in eine Datei Schre iben ~logFile();//Destruktor wird beim Ladefehler aktiv
} // KVS Hauptroutine // Parameter // name = Benutzername // passwd = Password // server = KVS Server, optional mit Portangabe int KVS_Upload(LPCTSTR name, LPCTSTR passwd, LPCTST R server, LPCTSTR fname, BOOL noBatch)//funktion zum Upload int readFile(LPCTSTR filename, t_kvsparam *kvsParam )//Einlesen der Parameter aus der Parameterdatei
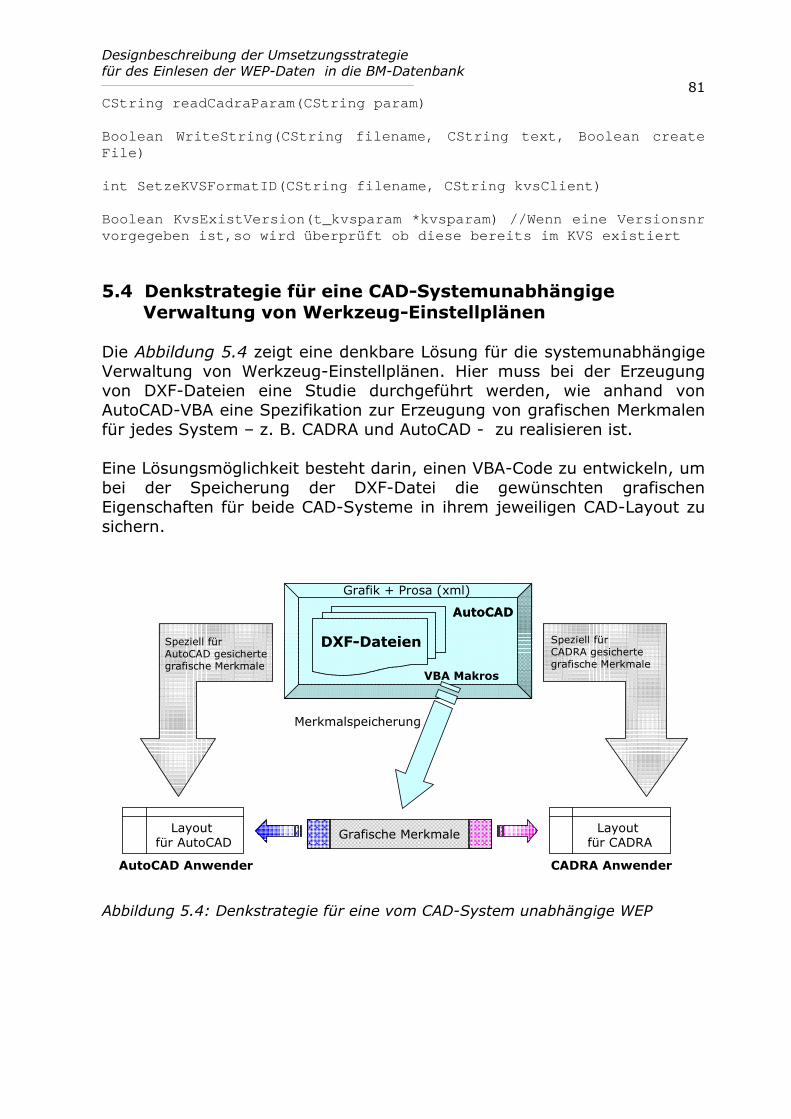
Designbeschreibung der Umsetzungsstrategie für des Einlesen der WEP-Daten in die BM-Datenbank 81 CString readCadraParam(CString param) Boolean WriteString(CString filename, CString text, Boolean create File) int SetzeKVSFormatID(CString filename, CString kvsC lient) Boolean KvsExistVersion(t_kvsparam *kvsparam) //Wen n eine Versionsnr vorgegeben ist,so wird überprüft ob diese bereits i m KVS existiert
5.4 Denkstrategie für eine CAD-Systemunabhängige Verwaltung von Werkzeug-Einstellplänen Die Abbildung 5.4 zeigt eine denkbare Lösung für die systemunabhängige Verwaltung von Werkzeug-Einstellplänen. Hier muss bei der Erzeugung von DXF-Dateien eine Studie durchgeführt werden, wie anhand von AutoCAD-VBA eine Spezifikation zur Erzeugung von grafischen Merkmalen für jedes System – z. B. CADRA und AutoCAD - zu realisieren ist. Eine Lösungsmöglichkeit besteht darin, einen VBA-Code zu entwickeln, um bei der Speicherung der DXF-Datei die gewünschten grafischen Eigenschaften für beide CAD-Systeme in ihrem jeweiligen CAD-Layout zu sichern.
Abbildung 5.4: Denkstrategie für eine vom CAD-System unabhängige WEP
Grafische MerkmaleLayout für AutoCAD
Layout für CADRA
AutoCAD
DXF-Dateien
AutoCADAutoCAD
DXF-Dateien
Grafik + Prosa (xml)
AutoCAD Anwender CADRA Anwender
Speziell für AutoCAD gesicherte grafische Merkmale
Speziell für CADRA gesicherte grafische Merkmale
VBA Makros
Merkmalspeicherung

Testlinie zum Einlesen der WEP Daten in die BM-Datenbank 82
6 Testlinie zum Einlesen der WEP in die BM-Datenbank Zur Auswertung dieses Designs, wurde eine Testlinie zum Einlesen der WEP in die funktionale BM-Datenbank erstellt. Das Anlegen einer neuen Linie erfordert eine ganz bestimmte Struktur. Zuerst werden Arbeitsfolgen definiert, WEP-Blätter werden konfiguriert, die WEP-Attribute werden verändert bzw. neu angelegt und der Einlesevorgang wird durch die VBA-Makros unter AutoCAD gestartet. Fertigungslinien bestehen aus Arbeitsfolgen, die zur Fertigung eines bestimmten Teils vorgenommen werden. Die Arbeitsfolge beschreibt Aufgaben einer Maschine in Menge von Arbeitsschritten. Zuerst wurde ein Projekt namens „Testlinie“ mit der Maschinennummer 26-000-21C 999999 angelegt und dazu zwei Arbeitsfolgen zugewiesen:
§ WEP-Transferstrasse-Arbeitsfolge (D:\Testlinie\AFO 20\*) § WEP-Bearbeitungszentrum-Arbeitsfolge (D:\Testlinie\AFO 10\*)
Die gelieferten WEP werden als DWG-Dateien in die jeweiligen AFO hineinkopiert. Das M1-Blatt hat die Bezeichnung 26-000-21C 999999_001_M01.dwg; weitere Blätter haben folgende Benennung: +---AFO 10 => fuer ein Bearbeitungszentrum | 26-000-21C 999999_001_BL01.dwg | 26-000-21C 999999_001_BL02.dwg | 26-000-21C 999999_001_BL03.dwg | 26-000-21C 999999_001_BL04.dwg | 26-000-21C 999999_001_BL05.dwg | 26-000-21C 999999_001_BL06.dwg | 26-000-21C 999999_001_M01.dwg | \---AFO 20 => fuer eine Transferstrasse 26-000-21C 999998_001_BL01.dwg 26-000-21C 999998_001_BL02.dwg 26-000-21C 999998_001_BL03.dwg … 26-000-21C 999998_001_BL11.dwg 26-000-21C 999998_001_BL12.dwg 26-000-21C 999998_001_BL13.dwg 26-000-21C 999998_001_BL14.dwg 26-000-21C 999998_001_M01.dwg
Abbildung 6: Inhalte der Projektordner
6.1 WEP-Attribute Zum Durchführen der neuen Linie sollen folgende Attribute berücksichtigt bzw. verändert werden:

Testlinie zum Einlesen der WEP Daten in die BM-Datenbank 83
§ KST (Kostenstelle) § MASCHINE_NR § ZEICHNUNGSNUMMER § MASCHINE_BEZEICHNUNG § IVENTARNUMMER § ARBEITSFOLGENNUMMER
Das Anlegen der Attribute geschieht über den AutoCAD-Attribut-Editor:
Abbildung 6.1: AutoCAD-Attribut-Editor
6.2 Einlesen der WEP-Blätter in die BM-Datenbank Für den Einlese-Prozess muss AutoCAD aktiv genutzt werden. Alle WEP-Blätter werden damit geladen, und das Zeichnungsmakro wird mit Visual Basic for Application (VBA) aufgerufen. Abbildung 6.2 zeigt die Bereitschaft eines Einlese-Vorganges innerhalb AutoCAD.

Testlinie zum Einlesen der WEP Daten in die BM-Datenbank 84
Abbildung 6.2a: Einlesen der WEP-Blätter in die BM-Datenbank via AutoCAD
Nach dem Laden des Makroprojektes und nach erfolgreichem Debuggen der Funktion Einlese_bzw_Aktualisieren(), schaltet sich das WEP-Interface ein und bietet dann die Möglichkeit zu folgenden Eingabeoptionen für die Übertragungsparameter: (vgl. Abb. 6.2b)
§ DXF/DWG-Verzeichnis § Log-Verzeichnis „Fehler“ § Log-Verzeichnis „Betroffene WEP“ § Benutzer § Passwort § Host § Import-Pfad
Abbildung 6.2b: Eingabe-Editor für Übertragungsparameter des WEP-Interface

Testlinie zum Einlesen der WEP Daten in die BM-Datenbank 85
Nach Speicherung der benötigten Übertragungsinformation werden die Blätter in XML-Formate konvertiert, in Zwischenspeicher abgelegt und danach strukturiert in die BETRIEBSMITTEL-Datenbank übernommen. Die Übertragung der Blätter wird von dem WEP-Interface überwacht. Falls das Einlesen nicht erfolgreich abgeschlossen wurde, zeigt das WEP-Interface dementsprechend eine Fehlermeldung zur Ursache an. (vgl. Abb. 6.2c)
Abbildung 6.2c: Statusfenster der WEP-Interface

Umfrage und Auswertung 86
7 Umfrage und Auswertung Es wurden aus einem Betriebsmittel-Arbeitskreis (Konzern-Arbeitskreistreffen) Gespräche und Umfragen mit Mitarbeitern von verschiedenen Werken der Firma Volkswagen AG geführt, um positive und negative Erfahrungen mit den bestehenden Systemen zu ergründen. Bei offenen Fragen und aufgrund der aufgenommenen Kommentare innerhalb des Umfragens ergibt sich schnell ein unüberschaubarer Informationsfluss. In diesen Fällen wird aus den Aussagen eine Zusammenfassung aller erstellt, Kernsätze herausgefiltert und nach Häufigkeit der Aussage gestaffelt. Fragen, die mit „ja“ oder „nein“ beantwortet werden können, werden anhand von Diagrammen dargestellt. 30 Umfragebögen wurden bei diesem Treffen ausgegeben; 16 der Teilnehmer verschiedener Werke antworteten, 14 Fragebögen blieben unbeantwortet. Aus der Anforderungsanalyse ergeben sich folgende notwendige und/oder gewünschte Ergebnisse: 7.1 Frage 1: Wie ist Ihre Meinung über den Einsatz
„Digitaler Betriebsmittelplanung“ bei der Firma
Volkswagen AG? Mehr als 50 % der Befragten entschieden sich f ü r einen Einsatz digitaler Betriebsmittelplanung. Als entscheidende Motivationspunkte wurden genannt:
§ Entlastung des Betriebsmittelplaners § Kostensenkung § Schneller und präziser Datentransport § Einfachheit der Datenverwaltung § Ökonomische Ablagemöglichkeiten § Vereinfachung durch Automatisierung

Umfrage und Auswertung 87
7.2 Frage 2: BEMI-Planung ist ein Bestandteil (Modul) der „Digitalen Fabrik“. Geben Sie den Wichtigkeitsgrad der
Betriebsmittelplanung an
(sehr wichtig [], wichtig bis sehr wichtig [], wichtig [],
weniger wichtig[]).
Die Antworten über den Wichtigkeitsgrad der digitalen Betriebsmittel-Planung sind in folgendem Diagramm enthalten: Es ist ersichtlich, dass 50 % der Befragten den Einsatz der digitalen Betriebsmittelplanung als sehr wichtig ansehen. Als wichtig erkennen 38 % der Befragten den Wichtigkeitsgrad; für 6% ist die Digitalisierung der Betriebsmittelplanung nicht unbedingt erforderlich und 6 % konnten sich dazu nicht äußern.
Abbildung 7.2: Ergebnis zum Wichtigkeitsgrad bei digitaler BEMI-Planung
7.3 Frage 3: Welchen Nutzeffekt hat der Einsatz der „Digitalen Fabrik“ bei der Verwaltung Betriebsmittel für
die Firma Volkswagen AG?
Der Nutzen digitaler Betriebsmittel-Planung auf die gesamte Produktion wurde am größten beurteilt bei
§ Reduzierung der Beschaffungskosten, § Arbeits- und Kosteneinsparung, § durchgängigem Betriebsmittel-Management (Schnelligkeit und
Effizienz) und § hoher Transparenz der Produkte und der angesetzten Anlagen.
Weitere angeführte Nutzeffekte:
§ Optimaler Nutzgrad für alle Beteiligten bei effizienter Dateneingabe,
50%
38%
6% 6%wichtig
weniger wichtig
keine Aussage
sehr wichtig

Umfrage und Auswertung 88
§ optimale Verfolgung von neuen Fertigungslinien, § Möglichkeit der Vereinheitlichung und § Fehlervermeidung
7.4 Frage 4: Welches Nutzenpotential ist für die „Digitale Fabrikplanung“ bei Betriebsmitteln zu erwarten?
Als größter Nutzen für die gesamte Betriebsmittelplanung wurde angesehen:
§ Transparenz und Zeiteinsparung durch gemeinsamen Datenbestand und
§ Kosten- und Personaleinsparung. Des weiteren:
§ Vermeidung von Mehrfach-Lagerungen, § Optimierung der Datenqualität, § sofortige Verfügbarkeit von Bestandsinformationen, § verbesserte Datenpflege und § klare Kommunikation und Definition zwischen Prozesspartnern.
7.5 Frage 5: Ist das System BETRIEBSMITTEL Ihnen bekannt? Wenn ja: Was sind die zukünftigen
Anforderungen an das System für eine „Digitale
Betriebsmittelplanung“?
Nach Meinung der Befragten sollten folgende Funktionen für das BETRIEBSMITTEL-System als am wichtigsten vorausgesetzt werden:
§ Jederzeitiger Online-Zugriff, § Unterstützung der Planungsprozesse und § zeitnahe Verfügbarkeit der Dokumentationen.
Weiterhin:
§ Anbindung an andere Systeme: AP, KVS, WS, § Schnittstellen zur Erfassung der BEMI-Systemdaten, § schnelleres Anlegen von Freigaben bzw. Zeichnungsnummern und § einheitlicher Benennungsschlüssel von Lieferantendaten.

Umfrage und Auswertung 89
Vorbemerkung zu Frage 6: Das Austauschformat für das Auslesen technischer 2D-Zeichnungsdokumentationen ist das DXF-Format, basierend auf AutoCAD der Firma Autodesk. Das DXF-Format lässt sich nicht ohne Datenverlust bei CADRA konvertieren. 7.6 Frage 6: Wie bewerten Sie den Einsatz von AutoCAD bei der Verwaltung von 2D-Betriebsmittel-Zeichnungen bei der
Firma Volkswagen AG? Bei der Verwendung des Systems AutoCAD anstelle des von der Firma Volkswagen AG benutzten Verwaltungssystems CADRA ergaben sich folgende Vor –und Nachteile: 7.6.1 Stellungnahmen z u m Einsatz von AutoCAD Als Vorteile des AutoCAD-Systems gegenüber dem System CADRA wurden benannt:
§ Unterstützung der digitalen Fabrikplanung § Bereits erfolgreicher Einsatz in der Automobil-Industrie § Bereits weltweiter Standard § Bereits Einsatz bei weiteren Firmen und Gesellschaft (bspw. Audi
AG) 7.6.2 Stellungnahmen g e g e n den Einsatz von AutoCAD Als Nachteile des AutoCAD-Systems wurden angegeben:
§ Inkompatibilität der AutoCAD-Daten zum System CADRA 7.7 Frage 7: Wie sehen Sie das zukünftige gemeinschaftliche Zusammenwirken der Firma Volkswagen AG und ihrer
Lieferanten bezüglich der digitalisierten BEMI-Planung in
Deutschland, Europa und weltweit? hoch[], niedrig[]. Folgende statistische Auswertung zeigt die Stellungnahmen dazu: 7.7.1 Zusammenarbeit innerhalb Deutschlands Etwa 70% der Befragten sind der Meinung, dass sich die Zusammenarbeit durch Digitalisierung der BEMI-Planung zwischen der Firma Volkswagen

Umfrage und Auswertung 90
AG und ihren Lieferanten innerhalb Deutschlands als h o c h anzusetzen ist; dagegen schätzen nur 6% diese Zusammenarbeit als n i e d r i g ein; 25% der Befragten können sich dazu nicht äußern.
Abbildung 7.7.1: Zukünftige Zusammenarbeit zwischen VW-Konzern und Lieferanten innerhalb Deutschlands
7.7.2 Zusammenarbeit innerhalb Europas 56% der Befragten sind der Meinung, dass sich die Zusammenarbeit durch Digitalisierung der BEMI-Planung zwischen der Firma Volkswagen AG und den Lieferanten innerhalb Europas als h o c h anzusetzen ist; 19% der Befragten sehen dadurch für Europa nur eine n i e d r i g e Zusammenarbeit; die restlichen 25% haben keine Vorstellung dazu.
Abbildung 7.7.2: Zukünftige Zusammenarbeit zwischen VW-Konzern und Lieferanten innerhalb Europas
69%
25%
6%
hohe Zusammenarbeit
keine Angabe
niedrige Zusammenarbeit
25%
19% 56%
hohe Zusammenarbeit
niedrige Zusammenarbeit
keine Angabe

Umfrage und Auswertung 91
7.7.3 Weltweite Zusammenarbeit Eine h o h e weltweite Zusammenarbeit vermuten 50 % der Befragten; 25% der Befragten sprechen sich für eine niedrige Zusammenarbeit zwischen VW-Konzern und Lieferanten aus, während 25% keine Meinung haben.
Abbildung 7.7.2: Zukünftige weltweite Zusammenarbeit zwischen VW-Konzern und Lieferanten
Vorbemerkung zu Frage 8: Die volle Digitalisierung des Systems BETRIEBSMITTEL setzt das Einlesen von 2D-Zeichnungen voraus. 7.8 Frage 8: Wie wird dadurch in diesem System eine Transparenz im Vergleich zu früher erreicht?
70 % der Befragten sind davon überzeugt, dass die Transparenz durch den Einsatz technischer 2D-Dokumentationen effizient gesteigert wird. 30 % der Befragten konnten keine Vorstellungen dazu entwickeln. 7.9 Frage 9: Wie sind Ihre persönlichen Ansichten zum Einsatz „Digitaler BEMI-Planung“ auf konzernweiter Ebene? Am Ende der Befragung wurden persönliche Meinungen erbeten zur zukünftigen internen Zusammenarbeit bei der Firma Volkswagen AG weltweit. Von allen Befragten sind 70% davon überzeugt, dass durch den Einsatz digitaler Betriebsmittelplanung
50%
25%
25%
hohe keine Angabe
niedrige Zusammenarbeit
Umfrage und Auswertung 92
§ ein einheitlicher Standard bei EDV-Datenaustausch weltweit erreicht wird und
§ eine gemeinsame weltweite Datenbasis zum Erarbeiten
gemeinschaftlicher Lösungen entstehen kann. Ein einheitliches Verfahren zum Datenaustausch (mit Schnittstellen zu untergeordneten Systemen) führt zu einem effizienteren Betriebsmittel-Management.

Fazit und Ausblick 93
8 Fazit und Ausblick Im Rahmen der vorliegenden Arbeit wurde das Einsatzpotential von Methoden der digitalen Betriebsmittelplanung zur Unterstützung und Beschleunigung der Prozessplanung in der Firma Volkswagen AG untersucht und beurteilt. Hierfür wurde eine Methodik zur reproduzierbaren Bewertung der zur digitalen Betriebsmittelplanung vorhandenen IT33-Systeme vorgestellt. Ein Modell zur Integration der digitalen Methoden in die bestehende Systemlandschaft wurde entwickelt und ein geeigneter Ansatz zur Optimierung der Betriebsmittel-Planungsprozesse exemplarisch aufgestellt. Die Potentialeinschätzung wurde anhand von Testlinien durchgeführt. Der durchgängige Einsatz standardisierter IT-Systeme hilft, das Wissen und die Erfahrungen der Mitarbeiter besser zu nutzen und zu dokumentieren. Dies trägt entscheidend zum unternehmensinternen Wissenstransfer und zur Bereitstellung wichtiger Informationen bei. So wird gewährleistet, dass in zukünftigen Projekten Best-Practice-Lösungen zur Verfügung stehen. Der geschlossene Informationsfluss verkürzt den Produktentstehungsprozess (PEP) und trägt zum schnelleren Erreichen der angestrebten Produktionsstückzahl bei. Digitale Betriebsmittelplanung, 2D-CAD-Modelle, standardisierter Datenaustausch und Produkt-Data-Management (PDM) sind wichtige Voraussetzungen für diese Entwicklung. Die künftige „Digitale Betriebsmittelplanung“ wird dazu noch stärker den Austausch von Prozessdaten erfordern, ein Thema, das für viele Firmen außerhalb der Kernzone der Autoproduktion noch neu ist. Die Vision der digitalen Betriebsmittelplanung ist in Teilbereichen bereits Realität. Innerhalb der Automobilhersteller funktioniert die bereichsübergreifende Zusammenarbeit zunehmend. Management wie Ingenieure integrieren heute bereits neue digitale Maschinen und Werkzeuge in laufende Prozesse und weisen erste messbare Erfolge in der „Realen Fabrik“ vor. Die Einbindung der Partner ist das nächste logische Ziel, das nicht von heute auf morgen zu erreichen ist. So wie die CAD-Einführung oder die CAD/CAM-Integration in vielen Bereichen auch mehr als ein Jahrzehnt gedauert hat, bis sie vollständig durchgeführt war, so erwarten Experten eine Periode von wenigstens einer Dekade, bis die Vision weitgehend umgesetzt sein wird.
33 IT = Informationstechnik

Fazit und Ausblick 94
Dieses Thema wird in den nächsten Jahren in unterschiedlichen Formen auch auf kleine und mittlere Unternehmen zukommen, umso mehr, je enger sie mit der Automobilindustrie zusammenarbeiten. Auch andere Branchen werden sich mit etwas Verzögerung an diesen Vorbildern orientieren. Für Betriebsmittel-Planer der Firma Volkswagen AG wird es sicherlich keine leichte Aufgabe sein, sich mit den neuen IT-Lösungen auseinander zu setzen. Für eine moderne und erfolgreiche Betriebsmittelplanung sind für die in dieser Arbeit vorgestellten Lösungskonzepte versierte Planer unabdingbar. Die in der Abteilung GOE-5/2 entwickelten Lösungsstrategien bieten eine hervorragende Ausgangsbasis für Standardisierung, einheitliche Datenbasis und digitalisierte BEMI-Zeichnungsverwaltung. Ein durchgängiges Betriebsmittel-Management wird dadurch gewährleistet. Deswegen sollte das Thema unbedingt vorangetrieben werden, damit eine O p t i m i e r u n g des gesamten Produktionsablaufs ermöglicht wird.

Literaturverzeichnis 95
9 Literaturverzeichnis [1] Andreas Göhler / Peter Vogtmann Foliensatz “Wirtschaftliches Zerspannen Toolmanagement in der Praxis”,
Volkswagen AG, 2002 [2] AP Arbeitsplan Home, Volkswagen AG Intranet,
http://arbeitsplan.wob.vw.vwg [3] Adobe Systems Europe, 1998, Homepage
Internet, http://www.adobe.com
[4] [Br-98]
Brandner, Stefan: Funktionen und Nutzen der EDM-Technologie. In: Engineering Data Management (EDM): Erfahrungsberichte und Trends. Herbert Utz verlag wissenschaft, Augsburg, 1998.
[5] CIM GmbH / CIMSOURCE Informations- und Produktionsmanagement, Internet http://gtde.toolsunited.com [6] Carsten Meyer: 'Hinter Glas', c`t,
Magazin für Computertechnik, Hannover, Nummer 7/98, Seite 104
[7] Christiani
Schriftenreihe Wolfgang K. Bayer Technisches Zeichnen Grundlagen – Darstellungen – Normen 2. Überarbeitete Auflage Verlag Christiani . Konstanz
[8] [EiWeZgor+00]
EIBL, Michael ;WESTPHAL, Dirk ; ZGORZELSKI, Peter ; KAPTEIN, Uwe; RUDOLF, Hans-Joachim: eCl@ss - ein Werkzeug zur Unterstützung der Prozesse im eCommerce, der Materialwirtschaft und der Anlagendokumentation, bezogen auf das PLT-Gewerk. In: atp – Automatisierungstechnische Praxis 42 (2000), Okt., Nr. 10, S. 33–43
[9] Ekbert Hering
Ute Fallscheer CAD mit AutoCAD Eine Umfassende Einführung für alle AutoCAD-Versionen ISBN 3-528-14590-0

Literaturverzeichnis 96
[10] e2e engineering to engineering Home,
Volkswagen AG Intranet, http://e2e/vw/P0AB8A62600000B1B3828CAA306546CB.html [11] Fachwörterbuch, Internet, Lexikon Deutsch / Englisch von A-Z
http://www.fachlexika.de/technik/mechatronik/mechatronik_de.html#e [12] GROB Maschinen Lieferant, Internet http://www.grob.de [13] Grundlagen des Datenaustauschs, Internet http://www.itedo.com/
http://www.itedo.com/D/175.php?PHPSESSID=0ed3ff55ed8bb3c32d691f01f80347e3
[14] Hilfethemen von 'Corel Draw 8.0':
'HPGL'
[15] Hilfethemen von 'Adobe Photosop 5.0': 'Auswählen eines Farbmodus'
[16] HOD Host on Demand, [17] Horst Wildemann Fabrikplanung Neue Wege – aufgezeigt von Experten [18] Helmerich/Schwindt
CAD-Grundlagen VOGEL Buchverlag Würzburg
3. Auflage ISBN 3-8023-0249-4 [19] Hoischen
TECHNISCHES ZEICHNEN Grundlagen - Normen - Beispiele - Darstellende Geometrie
22. Auflage Cornelsen ISBN 3-590-82024-1
[20] Hilfethemen von 'Adobe Photosop 5.0':
'Auswählen eines Farbmodus' 'Datei Formate'
[21] Manfred Prechtl: 'EDV-Grundwissen:
Eine Einführung in Theorie und Praxis der modernen EDV', Addison Wesley Longman GmbH, 5. Auflage, 1998, Seiten 386, 387, 388, 422

Literaturverzeichnis 97
[22] Marian Behaneck: 'ICF - DXF passe?, Mit Interoperabilität zum intelligenten Datenaustausch', CADplus, Nummer 4/97, Seite 34, 35, 36, 37, 38
[23] Marian Behaneck: 'ICF - DXF passe?,
Mit Interoperabilität zum intelligenten Datenaustausch', CADplus, Nummer 4/97, Seite 35, 36, 37
[24] Nicolai G. Kollock: 'PostScript richtig eingesetzt:
vom Konzept zum praktischen Einsatz; Programmierung, Befehlsübersicht, Beispiele; Ein umfassendes Werk über PostSript, Display-PostSript mit EPSF- und Adobe- Strukturkonventionen', IWT Verlag GmbH, Vaterstetten, 1989, Seite 14, 19, 20, 444
[25] Ralf Blien: 'Hindernisse abbauen,
Tips für einen reibungslosen Datenaustausch', CADplus, Magazin für Computergrafik und Konstruktion, Nummer 2/98, Seite 43, 44, 45
[26] Referenz, 2D-Referenz von 'MiniCAD 7', Teil 2:
[26-1]: 'Import' [26-2]: 'Export' [26-3]: 'Export DXF / DWG' [26-4]: 'Import DXF / DWG' [26-5]: 'Export PICT' [26-6]: 'Import PICT - Block'
[27] SCM World 2005 in Stuttgart/Ludwigsburg
Effiziente und flexible Supply Chains http://www.scmworld.de/Medien_02.asp?Rqust=32&TopMn=5 , 1.1.2006
[28] [SK-97]
Spur, G.; Krause, F.-L.; Das virtuelle Produkt Management der CAD-Technik; Carl Hanser Verlag, München, Wien; 1997
[29] 'ThumbsPlus Help', Cerious Software Incorporated, 1993-1998, 'DCS' [30] Ulrike Häßler: 'Digitale Fotografie: Von der Praxis zu den Grundlagen',
Springer-Verlag, Edition PAGE, Berlin, 1998, Seite 171, 184
[31] Ulrike Häßler: 'Digitale Fotografie: Von der Praxis zu den Grundlagen',
Springer-Verlag, Edition PAGE, Berlin, 1998, Seite 184, 188, 185, 184, 190, 170

Literaturverzeichnis 98
[32] VDA / VDMA Foliensatz,
Arbeitskreis “CAD/CAM” VDA-Empfehlung 4955/ Umfang und Qualität von CAD/CAM-Daten Volkswagen AG Intranet,
http://hod.wob.vw.vwg [33] VBA mit AutoCAD
http://www.activedwg.com/html/VBA.htm [34] Wikipedia.de, Internet, 12.01.2006 http://www.wikipedia.de [35] Wolfgang Pree: Komponentenbasierte Softwareentwicklung mit Frameworks. dpunkt, 1997, ISBN 3-920993-68-4 [36] ZBM Zentraldatei Betriebsmittel und Maschinen, Volkswagen AG Intranet,
http://zbm.wob.vw.vwg
[37] Thomas J.Walter Einsatz von Methoden der Digitalen Fabrik bei der Planung von Produktionssystemen für die Automobilindustrie [38] ZBM (neu BETRIEBMITTEL) BETRIEBSMITTEL Arbeitskreis Präsentation – Foliensatz [39] Delmia GmbH Delmia/EDAG Internet, am 20.12.05 http://www.delmia.de [40] GTO, Volkswagen, Intranet, 10.12.2005 http://vww.wob.vw.vwg [41] Filou Internet, 24.11.2005 http://vww.filou.de [42] AutoDesk Internet, 3.1.2006 [42-1]: http://usa.autodesk.com [42-2]: http://www.autocad-magazin.de [43] Softtech Internet, 3.1.2006 http://www.softech.de/cad/module_autogeometry.html

Literaturverzeichnis 99
[45] Eversheim, W.; Schuh, G. (Herausgeber): Hütte - Produktion und Management -"Betriebshütte", Springer-Verlag, Berlin, 1996 [46] EZTD, Volkswagen, Intranet, 10.12.2005 http://vww.wob.vw.vwg [47] Definitionskatalog zu Begriffen der Technischen Information Volkswagen, Intranet, 13.01.2006 http://vww7.wob.vw.vwg/users/kdoe/definitionen/begriffs.htm [48] Automobilindistrie-Stories (AI-Stories) Internet, am 15.11.2005 http://www.automobilindustrie.de

Anhang 100
10 Anhang Das im Kap. 3.3.1 erwähnte AP34-System wird hier im Anhang dargestellt. AP ist ein Mastersystem zur Erstellung und Dokumentation von Prozessplänen aus den Bereichen Fertigungsplanung für Fahrzeuge, Aggregate und Komponenten. Das System Arbeitsplan integriert in übersichtlicher Struktur Fertigungs-, Montage-, Prüf-, und Logistikpläne ebenso wie die grafische 3D-Darstellung des Arbeitsplatzlayouts und die Ablaufsimulation des Montageprozesses. Die Beschreibung der Prozesse erfolgt multimedial und deckt den kompletten LifeCycle des Produktes ab. Nutzer des Systems sind Planung, Industrial Engineering, Logistik, Qualitätssicherung und Produktion.
Abbildung 9: Das System Arbeitsplan
34 Arbeitsplan





























