Embed Size (px)
Citation preview

Indian Journal of Fibre & Textile ResearchVol. 17, September 1992, pp. 111-118
Design of asymmetrical carn profile for improved performance atflyer spinning
R N Aditya & D SarkarMechanical Processing Division, Indian Jute Industries' Research Association, Calcutta 700 088, India
Received 2 May 1991; revised received 24 April 1992; accepted 27 April 1992
The variation of the transmitted yam tension within and between the layers and cross-layers ofthe bobbin build-up is assumed to be one of the important causes for the end breakage at the flyerspinning system. Since the existing building cam of symmetrical profile produces equal traverse rateto the bobbin rail in both of its upward and downward movements, this traverse ratio of 1:1 is likelyto be partly responsible for such variation of yam tension and consequently the end breakage rate.In view of this, two building cams of different asymmetrical profiles to produce 1:1.4 and 1:2 tra-verse ratios were designed by adopting a combined mathematical and geometrical approach. Themodified cams were found to decrease the end breakage rate by 9.4-14.5% and increase the packagedensity by 6.9-8.5% at the mill and the laboratory levels respectively.
Keywords: Asymmetrical profile, Flyer spinning, Linear earn design, Yam tension
1 IntroductionIn the ring or flyer spinning system, the process
of twisting the yarn and its winding onto a tubeor a flanged bobbin is carried out simultaneously.The yarn delivered per unit time is required to bewound onto the package at a uniform spacing. Tomaintain this, the ring or the bobbin rail is movedupwards at a constant velocity and as it reachesthe maximum height it is immediately returned tothe original position either at the same or at differ-ent velocity which is also constant. This move-ment of the rail is controlled by a building cam oflinear motion. Therefore, the profile of the earn isthe main factor in determining the character ofthe rail movement. Again, for a complete rotationof the cam, a layer and a cross-layer of yam coilsare laid onto the tube or bobbin surface. In thering spinning, the building cam ill normally ofasymmetrical profile to produce unequal velocitiesfor the upward and downward movements of thering rail which reduces the ends down rate atspinning and also improves winding-off perform-ance!". In the flyer spinning, on the contrary, aheart shaped cam is used to produce equal velo-cities for both the upward and downward move-ments of the bobbin rail. Further, the yam woundonto the cylindrical surface with coils laid along ahelical line and the character of the rail move-ment determine the steepness of the coil angles at
a layer and its cross-layer of the bobbin build-Up.In view of this, an attempt has been made to as-sess the suitability of an asymmetrical cam profilein the jute flyer spinning system.
2 Theoretical Background
2.1 Theory ofthe Traversing Coils
The conventional jute spinning is based on theflyer leading' theory and for the correct winding
of yarns onto the bobbins, (N-b):ndb= V; where Nis the flyer rpm (constants; b, the bobbin rpm; db,the winding diameter of the bobbin; and V;, theyam delivery rate.
This indicates that the bobbin speed increaseswith the increase in the winding diameter of thebobbin. Again, since the yam delivered per unittime must be wound onto the winding surface ofthe bobbin during the same time, the number ofyam coils per unit time is expressed as:
... (1)
where n is the no. of yam coils/unit time; V;, theyam delivered/unit time (m); I, the length of ayam coil (m); db, the winding diameter of thebobbin (m); and P, the pitch of the yam coil (m).

112 INDIAN 1. FIBRE TEXT. RES., SEPTEMBER 1992
The contraction of yam due to twist is not con-sidered here. Again, the pitch of the yam coil (P)may be calculated as:
the traverse rate of the bobbin rail per unit time
v.( Tr) = nP = _,_I P and, therefore,
T,1Cdb
Jv.2 - T.21 r
... (2)
Again from Fig. 1, the angle of yam coil (a) is
-I Pa = tan --ndb
... (3)
Now, since the rate of traverse of the bobbin railis constant for a particular direction, the yamcoils in a layer will have equal pitch. However,the pitch of the yam coils in a layer of bobbinbuild-up will increase with the increase in the tra-
zro(Do(Dow(!)Z<1...Iu,
~db,
(0 ) (b)
Fig. 1 - Relationship among coil length, pitch and windingdiameter of bobbin
verse rate and also with the increase in the wind-ing diameter of the bobbin, as shown in Eq. (2).Eq. (3) also indicates that the angle of yam coil(a) changes with the change in the traverse rate(T..). Again, a complete' rotation of the buildingcam gives one upward and one downward tra-verse to the bobbin rail, and in the case of theheart cam of symmetrical profile, the rate of tra-verse is equal for both directions. Therefore, fora heart cam, the angle of yam coil (a) remainsconstant for all the layers and the cross-layers ofthe entire bobbin build-up.
Now, in a 108 mm pitch slip draft jute spinningmachine, considering T, (both up anddown)=0.151 mlmin; ~=23 mlmin; the windingdiameter for the first layer at the bobbin (dbl)
which is also the bare diameter of the bob-bin = 0.03 m; and the diameter of a 275 tex juteyam = 60 x 10- S m, then from Eq. (3), the angleof yam coil (a) = 0.38° for each layer and cross-layer of the bobbin build-up but they are inclinedat opposite directions. Again, from Fig. 1 thelength of the yam coil, /= ndb see a and with thevery small value of a (0.38°), l z. ndb. This indi-cates that the yam coils at the succeeding layers/cross-layers may overlap on the coils of the pre-ceding layers/cross-layers of a symmetrical cam.
Further, since the yam delivered per unit timeis constant and the length of the coil is increasedwith the increase in the winding diameter of thebobbin, the number of coils in the successive lay-ers and cross-layers will be reduced progressively[Eq. (2)] which corroborates with the practicalfindings shown in Fig. 2. The relationship is hy-perbolic ..
Again, since the pitch of the coil is inverselyproportional to the number of yam coils and alsodirectly proportional to the traverse rate of thebobbin rail, the slower is the traverse rate thehigher will be the number of coils in the bobbinlayers or vice versa. But too slow a traverse willcause periodical humps of yam coils on the wind-ing surface of the bobbin, which will cause disad-vantage in respect of the winding diameter andtension variations during spinning. Therefore, toofast a traverse seems to be less serious comparedto a too slow traverse.
Again, the pitch of the coils may be calculatedfor the 1st (PI), 2nd (Pz), 30th (P30) and 31st (P31)
layers/cross-layers [Eq. (2)], PI =61.8 x 10-5 m;Pz=64.3xlO-S m; P30=133.6XlO-s m andP31 = 136.1 X 10-5 m, considering that the maxi-mum increase in the winding diameter of the bob-bin is twice the yam diameter for each successivelayer/cross-layer of the bobbin build-up.

ADITY A & SARKAR: DESIGN OF ASYMMETRICAL CAM PROFILE 113
Now, PI = 61.8 x 10 - 5 m means that the yarncoils at the 1st layer are spaced 61.8 x 10 - 5 mapart. Further, the pitch of the coils increasesmarginally in each cross-layer compared to itspreceding layer. Therefore, the yarn coils at thesucceeding layers/cross-layers are likely to besometimes overlapped on the preceding layers/cross-layers which may lead to variation of yamtensions within and between the layers/cross-layers of the bobbin build-up. Further, these mayalso cause an overall increase in the winding di-ameter, thereby resulting in a reduction of thepackage density. In view of this surmise, it wasfelt that if an asymmetrical cam is designed withan aim to cause a slow traverse upwards and aquick traverse downwards or vice versa, the quicktraverse coils, being at a much steeper angle in-clined in the opposite direction, are not likely toget overlapped with the slow traverse coils. Ac-cordingly, since the cam profile determines theproportion of the yarn length distribution to alayer and its cross-layer of the bobbin build-upthen for one complete rotation of an asymmetricalcam, the yam length L, which is delivered by thedelivery rollers, is distributed to the layer andcross-layer proportionately to the angles al anda2• This is expressed" as
t:«,The length of the yarn in a layer (LI) = 360
0
and the length of the yarn in a cross-layer
La,
. L, alTherefore, -=-
LI az
However, in the case of heart cam of symmetricalprofile. al = a2 and. therefore. L, = L2•
1.2 Theory ofCam Profile
2.2.1 Mathematical ApproachThe rotational movement and displacement of a
roller follower in contact with a cam is shown in ~Fig. 3. The following considerations were made indesigning the desired cam profile.WI - the angular velocity of the cam;w2 - the angular velocity of the cam follower;v- the velocity along °1°2• where 01 and O2 arethe centres of the cam and the cam follower re-'spectively;o IA (r) - the radius of the base circle of thecam;
230oJ
~ 220
l5 210
~ 200ex:~ 1904:ex: 180~[5 170
~ 160...Jo 150ul5 140
g 130
120
0~L-L~~~~6--6~1~O-1~2--'1~--16~1~IL8-2~10~2~~2L~~2~16~2~8~3~NO.OF LAYERS AND CROSS-LAYERS IN BOBBIN
•
•
••
~ ...~. --..-..
Fig. 2 - Change in the number of coils for successive layersand cross-layers
<, FOLLOWER
-.....CAM
Fig. 3 - Rotational movement and displacement of a rollerfollower in contact with a carn
02D (a) - the radius of the cam follower;O,D (b) - the distance between the base circlecentre and the contact point of the follower withthe earn;(1- the angle between 0IA and the line centre;(I' = (1+ 1/J- the angle between O,A and OlD;1/J- the angle between 0102 and OlD; and~ - the angle between 02D and the line cen-tre = pressure angle.It may be shown' from the above considerationsthat,
bsin 1/J= asin ~ ... (1)
... (2)bcos 1/J+ acos~= 0P2 = R(say)v
tan e =-RWI
... (3)
Again, since the displacement of the follower inthe case of jute spinning is linear, the equation of

114 INDIAN J. FIBRE TEXT. RES., SEPTEMBER 1992
the linear displacement curve is given as y= c ()where c is a constant (The equation of a simplepolynomial curve is y= c()n and for linear dis-placement n = 1).
Further, for y= hand ()= p, the above equationbecomes
hy = - () ... (4)f3
where y is the displacement of the follower in mm(above the base circle); h, the maximum displace-ment of the follower in mm; p, the carn angle ofrotation for rise h in radian; and (), the carn anglein radian
h hnow, v = p w] and R = r + a + p (j
Therefore,v h 1
tan; = - = -.-s», f3 R
Again, from Eqs (1)and (2),asin;
tan 11'=R-acos;
and from Eq. (1),
b = a sin;sin l/J
It is now clear from the above expressions thatfor any known value of (j, the position of D(Fig. 3) may be determined and thus the actualprofile of the desired carn is obtained. For exam-ple, let us consider that a linear carn of 240° stag-gered profile is to be designed with the maximumrise of the cam follower as 111.1 mm (y = h) forf3 = 240° (4.19 rad) cam rotation, the radius of thebase circle r = 38 mm, and the radius of the camfollower a = 38 mm.
At 5° carn rotation, i.e. ()= 5° (0.087 rad),R=78.3 mm; ;= 18.r; 11'=16°; b=44.2 mm; and(j'=21°. Therefore, when ()'=21°, Q]D(b) is 44.2mm, which is the contact point of the followerwith the carn at 5° earn rotation.
2.2.2 Combined Mathematical and Geometrical ApproachThe point of contact may also be determined in
a simple way without the rigorous calculations asabove. The procedure is given below:(i) The base circle is drawn (r= 38 mm);
h(ii) R is calculated as, R=r+a+p(j =78.3 mm
and thus for any arbitrary value of () (say b= 5°),the centre for the follower (02 in Fig. 3) isobtained;
(ill) O2 as centre, a circle is drawn (a= 38 mm)which is the position of the follower at (j= 5° carnrotation;(iv) Similarly, the other positions of the followerare drawn at different values of (j (10°, 15°, 20°,etc.);(v) Finally, the ascending profile of the cam isdrawn touching all the circles, representing thedifferent positions of the follower from 0° to240°;(vi) For the descending profile of earn, between240° and 360°, the values of (), (say) may be cal-culated by subtracting () from 360°, which are tobe expressed in radians;(vii) The values of Pwi11be 120° (2.09 rad ).In designing the experimental cams, the combinedmathematical and geometrical approach was follo-wed.
3 Experimental ProcedureThe entire experiment was divided into three
phases. In the first phase, the modified cams weredesigned and fabricated and their accuracy tested.In the second phase, the performance of the mod-ified earns was evaluated at the pilot mill level by(i) recording and analyzing the transmitted yamtensions during spinning, and (ii) the increase inpackage density (%) and time for full packagebuild-up. In the third phase, the performance ofthese cams was further evaluated by the yambreakage study and doff-time under the actualmill conditions.
For the pilot mill studies, 275 tex yam wasspun from TD-3 quality jute at a 146 mm lift/108mm pitch slip-draft spinning machine. In case ofmill studies, 240 tex yam was spun from a stand- .ard carpet backing batch at a 163 mm lift/108mm pitch modified slip-draft spinning machine.
3.1 Design and Fabrication of the Modified CamsThree modified cams of asymmetrical profile
were designed and fabricated. Out of these, twowere of 240° and one was of 210° staggered pro-file. 240° and 210° staggered profiles mean thatthe maximum follower displacements are at 240°and 210° respectively. Accordingly, the formerwill give 1:2 and the latter will give 1:1.4 traverseratios to the bobbin rail in its upward anddownward movements.
In order to reduce the inaccuracy in the con-tour during the fabrication of these cams, the fol-lowing methods were adopted:(i) A master cam of five times larger contour wasfabricated in each case by layout cutting methodand this was traced by a tracer control cutting

ADITY A & SARKAR: DESIGN OF ASYMMETRICAL CAM PROFILE 115
method to obtain the desired cam of one-fifthsize. All these cams were made from the mildsteel plates of 15 mm thickness.
(ii) A temp let method was followed for checkingthe contour.
(iii) A chrome-plated surface finish was applied.
3.1.1 Pressure AngleIn designing the experimental cams, due consid-
erations were made so that the pressure angle"(steepness of the cam profile) between the camand its follower does not exceed 30° in order toobtain smooth cam follower action. If it is toolarge, it can affect the smoothness of action. Thepressure angle depends on the diameter of thebase circle. As the diameter of the base circle in-creases, the value of the maximum pressure angledecreases and also the size of the cam increases.For the experimental cams, the base circle diame-ter was chosen as 76 mm on the basis of the ex-isting heart cam. The maximum pressure angle offJmax (Fig. 3) for 210° and 240° staggered camswere calculated as 29° and 34.9° respectively asagainst 24.9° for the heart cam. In order to keepfJmax close to 30°, another 240° staggered cam wasdesigned keeping the base circle diameter as 100mm and in this case fJmax was calculated as 31°.Considering the very slow rotational speed of theflyer spinning cam (WI rnax )-0.3 radls, fJrnax of 31°appeared to be acceptable.
3.1.2 Accuracy of the Cam ProfileThe profiles of the modified cams along with
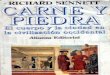
the heart cam are shown in Fig. 4 and their dis-placement diagrams are shown in Fig. 5. These fi-gures were traced from the original cams bymeans of a hand-operated instrument 7 developedby UIRA. The rate of displacement of the follow-er for each degree of cam rotation was measuredfor both the modified and heart cams and isshown in Fig. 6.
3.1.3 Traversing Coils,The number of traversing coils for each layer
and its corresponding cross-layer will differ ac-cording to the asymmetry ratio of each of themodified cams. The change in the number ofcombined coils in respect of each complete rota-tion of the individual modified cam is shown inFig. 7 and compared with the normal heart cam.In the case of 240° staggered cams, only the camwith 76 mm base circle was considered becauseboth had the similar pattern of coils in the succes-sive layers and cross-layers.
180' A
PD
Fig. 4 - Profile of different cams [A- Heart earn; B - 2100
Staggered earn; C - 2400 Staggered earn (base circle, 76 mm);and D - 2400 Staggered earn (base circle, 100 mm)].
A - HEART (AMB - 2100 STAGGERED CAM(-240° STAGGERED CAM
(BASE CIRCLE ,76mm)0-240" STAGGERED (AM
(BASE CIRCLE ,lOOrnm)
o-CAM ROTATION t de q I
Fig. 5 - Displacement diagrams for different cams
+00 ~ NORMAL HEART CAM___ ACCELERATION•.....• 210' STAGGEREDCAM
D-O 240' STAGGERED,:AM
~ "-scc,
30 60 90 120 150 180 210 240 270 300 330 ~60
W bd! ! ~-
o
1·41·21·0
0·8
0·60-4
0-2
o- 0·2-O·~
-0'6-0,8
-1·0-1,2
+4 00 fCAM ANGLE (deg)
Fig. 6 - Velocity curves from displacement diagrams
3.2 Variations ofthe Transmitted Yam TensionThe transmitted yam tensions during spinning
were measured by Rothschild Tensionometer andHelcoscriptor Recorder at different layers andcross-layers of the bobbin build-Up. The experi-ments were conducted for all the modified camsand the results were compared with the normal

116 INDIAN J. FIBRE TEXT. RES., SEPTEMBER 1992
~ 500<tU 1,80I.L
~ 460g 41,0::>c5 1,20>~ 1,00
o 380<tW 360a:e 340~ 320(5~ 300~ 280i!5~ 260oUI.Looz
----.. NORMAL HEART C"'Mx--->< 240° STAGGER[D CAM
(BASE CIRCL[ ,76mrn)<>-----<> 2100STAGGERED CAM
21,0or I !!" I I I ! I I I I ,
o 2 " 6 8 10 12 II, 16 I 8 20 22 21, 26 28 30NOOF COMBINED LAVERS AND CROSS-LAVERS IN BOBBIN
Fig. 7 - Change in number of combined coils for successiverevolution of cams
heart carn under the identical spinning conditionsat the pilot mill level. The deflection of each legof the flyer due to the centrifugal force was esti-mated" as 5.4 mm at the flyer speed of 3850 rpmand accordingly, the angle of yam pull at the firstlayer of the bobbin build-up was assumed to benearly 21°. The transmitted yam tensions at theinitial four layers and cross-layers of the bobbinbuild-up were found to be erratic for both thenormal and modified cams, because in each ofthese layers and cross-layers, the angle of pull wasestimated to be below the minimum level of 25degreesr-". Therefore, the tensions were recordedfrom 5th to 30th layers and cross-layers, in stepsof five.
The tension (g) was computed from the re-corded graphs. The average of 100 data for eachsuccessive layer and cross-layer was determined.The average tensions in the successive layers andcross-layers for different earns are shown inFig. 8. The straight line curves were fitted statisti- .cally by adopting the method of least squares.The within layer variation of tensions (CV w) wasassessed by the CV'/o of the tensions at the indi-vidual layer and cross-layer, whereas the betweenlayer variation of tensions (CV B) was assessed bythe CV'/o of the average tensions at the successivelayers and cross-layers. The overall performance(CV T) of each carn was assessed by the overallCV% (CVT=JCVw2+CVB2). The CV% of the re-corded tensions for the different cams are givenin Table 1.
3.3 Package DensityIn order to assess the package densities, five
spindles were run and five full doffs were taken
150
140
130
~- 120z0(f)zw~ 110za:<l>-
100
90otJ~I~--~--~--~--~--~
5 10 15 20 25 30
NO. OF LAYERS AND CROSS-LAYERS IN BOBBIN (0[)
Fig. 8 - Average tensions in the successive layers and cross-layers for different cams
Table 1- CV% of recorded tensions for different earnsNo. of Average CV w for different camslayers and
performance HeartCV% carn
210° 240° 240°Staggered Staggered' Staggered"
5 14.1 17.1 16.4 13.8
10 14.2 18.2 15.1 16.3
15 18.4 15.3 16.8 15.9
20 15.8 16.7 17.0 16.2
25 18.8 15.6 15.0 16.8
30 17.2 15.5 14.2 14.8
CVw(Av.) 16.4 16.4 15.8 15.6
CVB 10.6 8.5 7.9 7.7
CVT 19.5 18.5 17.7 17.4
'Base circle, 76 mm; and "base circle, 100 mm
for each earn. The average doff weight and timefor each modified earn were compared with thosefor the normal heart carn (Table 2).
3.4 Mill StudiesThe yam breakage studies were conducted in a
jute miU on a 100 spindle spinning frarne, using210° and 240° (Base circle, 76 mm) staggeredCams .and the results were compared with thoseobtained by using the normal heart carn. The yambreaks and the time for a full doff, on an averageof twelve doffs, were recorded in each case and

ADITY A & SARKAR: DESIGN OF ASYMMETRICAL CAM PROFILE
are given in Table 3. The difference in the endbreakage rates(normal vs modified cams) was test-ed statistically by Chi-square test II, using the for-mula [(A-B)2IA+B]>4, where A and B are thetotal number of breaks observed in the two situ-ations respectively.
4 Results and DiscussionFig. 4 shows that unlike the symmetrical heart
cam, the staggered cams have different degrees ofasymmetry. Moreover, both the 2400 staggeredcams have the sarne degree of asymmetry al-though they have different diarneters for the basecircles.
Figs 5 and 6 indicate that like the normal heartcam, the follower displacements for the staggeredcams are nearly linear and velocities are more orless constant. The acceleration is, in fact, zero inall cases excepting at the changeover points (riseto fall or vice versa) when the acceleration be-comes infinite.
As compared to the heart cam, the staggeredearns give more number of yam coils for thesuccesive layers and cross-layers (Fig. 7) which in-dicates that in the case of staggered earns, thepackage densities are expected to be higher.
Table 2 - Package density and time for a full doff withdifferent earns
Type of carn Av. net yam Time for Gain in Package Gain incontent per each weight density packagebobbin at doff of yam g/cm ' density14% mois- min % %ture regain
kgHeart carn 0.241
2100 Staggered 0.261
2400 Staggered 0.264
(Base circle, 76 mm)
39.1
42.2
42.8
0.479
8.3
9.5
0.515
0.520
7.5
8.5
2400 Staggered 0.262
(Base circle, 100 mm)
42.5 8.7 0.512 6.9
Table 3 - Yam breakage rate and doff time studies at millType of carn Av. no. of Total Reduction Av. time Increase
breaks/ no. of in for a in time100 doff breakage full doff for full
spindles/ rate min doffh % %
Heartcam 93.2 12 52.8
2100 Staggered 84.4 12 9.4 53.5 1.32
2400 Staggered 79.7 12 14.5 54.3 2.84
(Base circle, 76 mm)
117
It is seen from Fig. 8 that the transmitted yamtensions are higher for 2100 and 2400 (Base circle,100 mm) staggered cams whereas the tensions arelower for 2400 (Base circle, 76 mm) as comparedto those for the heart cam. But if the variation ofthe transmitted yam tensions within and betweenthe yam layers are considered (Table 1), the over-all performance of the staggered cams is likely tobe better than the heart cam,
Table 2 indicates that the staggered cams givehigher yam content in bobbin by 8-9.5%. Thepackage densities are also higher for the staggeredcams by 6.9-8.5% which indicates that there is anoverall advantage in the winding diarneter of thebobbin for the staggered earns. A similar indica-tion was also obtained earlier, as shown in Fig. 7.
Further, it may be observed from Table 3 thatunder the actual mill conditions, the staggeredearns reduce the yam breakage rate by 9.4-14.5%and increase the running time for each doff by1.3-2.8% which would obviously lead to moreyam content in bobbins. The difference in theend breakage rates (normal vs modified earns) wasfound to be statistically significant.
5 Conclusions
5.1 It has been possible to design linear cams ofasymmetrical profile by adopting a combinedmathematical and geometrical approach.
5.2 In the jute spinning, the rotational speed ofthe cam being very low (w1max )-0.3 rad/s), 2400
staggered carn with rf>max limiting to 34.90 does nothave much difference in the spinning performanceas compared to that with rf>max of 310.
5.3 The initial study at the mill level indicates thatboth the modified earns may reduce the end brea-kage rate by 9.4-14.5% which was found to bestatistically significant as revealed by Chi-squaretest.
5.4 Considering the degree of variation in thetransmitted yam tensions, the overall spinningperformance and the package density, 2400 stag-gered cam (Base circle, 76 mm) appears to be themost suitable one to replace the existing heartcarn of symmetrical profile. The initial findings atthe mill level also corroborates with the resultsobtained at the pilot mill level.
AcknowledgementThe authors are thankful to Mr S Palit and
Dr A Lahiri of lJIRA for their valuable sugges-tions.

118 INDIAN J. FIBRE TEXT. RES., SEPTEMBER 1992
References1 Subramanian T A & Garde A R, End breaks in ring. spinning(ATIRA, Ahmedabad), 1977,83. .2 Paliwal M C & Kimotbi P D, Text DiguI, 32 (1971) 73.3 Booth J E, Textik mIIlhemotics- 2 (The Textile Institute,
Manchester), 1975,365.4 Lipenkov Ya, Wool spinning- 2 (Mir Publishers, Mos-
cow), 1983, 277.5 Grosberg P, An introduction to textile mechanism (Earn-
est Benn Ltd, London), 1968,94.6 Rothbert H A, Cams designs, dynamics and accuracy
(John Wiley & Sons Inc., New York), 1956, 24.
7 Neogi S K, Indian] Text Res, 10 (1985) 41.
8 Phatak R J & Wakanker V A, Some design aspects of jutespinning frame, Proceedings, 9th technological conferenceof IJIRA (UIRA, Calcutta), 1978, 14.
9 Porter R & Stanesby J D,] Text Inst, 39 (1948) 398.
10 De Barr A E & Catling H, The principles and theory ofring spinning (The Textile Institute, Manchester and But-terworths, London), 1965, 181.
11 Garde A R & Subramanian T A, Process corurol in spinn-ing(ATIRA, Ahmedabad), 1987, 152 & 377.