Embed Size (px)
Citation preview

Environmental and Energy Engineering Research Group
Department of Chemical and Biological Engineering
March 2014
Peter Weston, MEng
Supervisors: Professor Vida Sharifi
Professor Jim Swithenbank
Design and Development of a
Coandă Tar Cracker for Tar
Destruction in Biomass Gasification

Main Objective
To design and develop a novel
Coandă tar cracker for tar
destruction in biomass
gasification systems using a
two-stage system (pyrolysis-
Coandă tar cracker).
1. Pyrolysis 2. Tar Cracking 3. Gasification

Background:
Biomass Gasification
• A clean and efficient process that can utilise a range of different biomass materials
• Considered to offer the solution to providing clean sustainable energy in both
developed countries using advanced techniques and in developing countries to
provide rural electrification (Kirkels and Verbong, 2011)
• Gasification of biomass produces low calorific value gas, normally between 4.0 and
6.0 MJ/Nm3 (Stassen and Knoef, 1993)
• Tar formation is unavoidable and remains a key hindering factor in the technical
progression of biomass gasification
Gasification technology (Kirkels and Verbong, 2011)
Feedstock
• Wood
•Waste
•Crop residues
Gasifiers
• Fixed bed
• Fluidised bed
• Entrained flow
Gas Cleaning
Applications
• Electricity
• Heat
• Transport fuels

Background: Tar
Removal Systems
Secondary removal methods (Devi et al., 2003)
Gasifier
Tar
Removal
Gas
Cleaning
Producer
Gas
+ Tar Biomass
End-Use
Gasifier
& Tar Removal
Air,
Steam,
Oxygen
Air,
Steam,
Oxygen
Biomass
Primary removal methods (Devi et al., 2003)
Tar Free
Gas Gas
Cleaning End-Use

Background: Partial
Oxidation
Micro-Swirl Burner (Houben, 2004)
Partial oxidation offers tar reduction
without waste or soot and the
additional benefit of maintaining the
heating value of the tars in the gas
product, although at the loss of a
proportion of the heating value of
the treated gas which is combusted
(van der Hoeven, 2007)
Low primary rates of air (λ=0.2) in a
partial combustion system resulted
in a reduction of over 90% of the
total tar content (Houben et al.,
2005)

Background: Coandă
Ejectors
The Coandă effect can be described as a phenomenon in which a jet blown over a
surface, that has a convex curvature, adheres to that surface (Gregory-Smith and
Gilchrist, 1987)
1. High pressure air inlet, air enters through an annular slit
2. Secondary, surrounding fluids entrained
3. Mixing between primary flow and secondary flow along the length of the reactor
(Lien & Davis 2008)

Defining the Problem
Blue flame Air in
‘Tarry’
pyrolysis gas
Sub-stoichiometric
combustion
Entrainment of the
pyrolysis gas at the inlet
of the ejector device
High mixing potential
between primary air and
pyrolysis gas
Recycling of
flame product

Experimental
Operation
Wood Pellets - Ø 6 mm
• C.V(MJ/kg) 18.0
• Moisture wt% 7.7
• Volatiles wt% 73.8
• Fixed Carbon wt% 9.9
• Ash wt% 0.4
Fuels and Feeding
• Wood pellets are fed
into the pyrolyser
using a batch twin-
valve feeding system
• Feed rate: 3 – 4.5
kg/hr
• Ten 100g batches
were loaded
• Total of 1 kg of
pellets pyrolysed per
experiment

Experimental
Operation Pyrolysis Unit
• 316 stainless steel
• Internal diameter – 200 mm, Length - 1300 mm
• Temperature range (500 – 800 °C)
• Purge gas: Nitrogen – 8 LPM
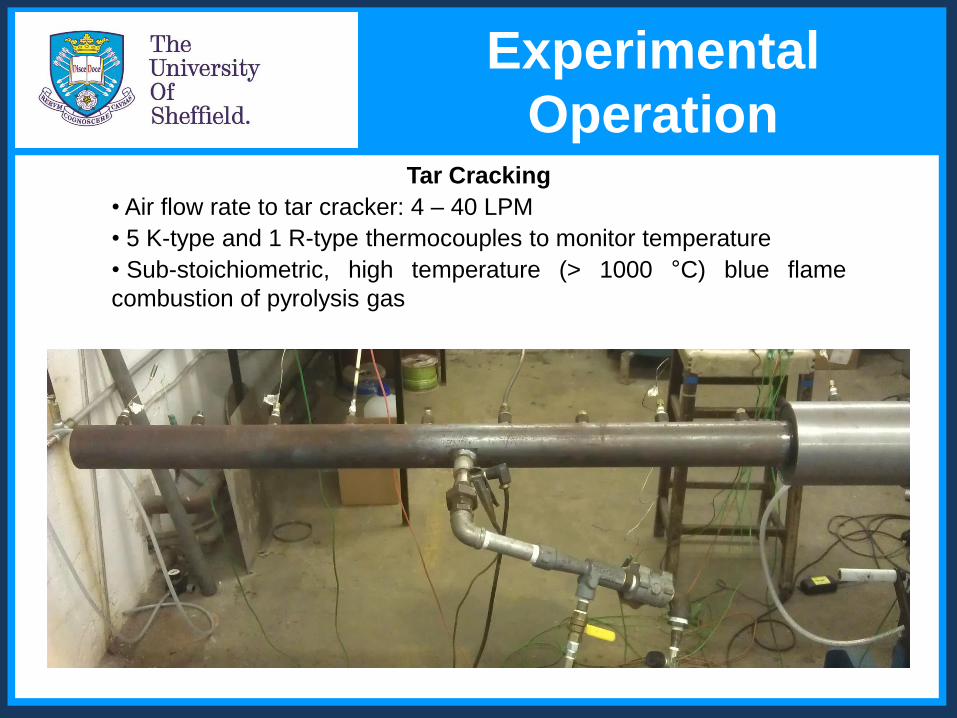
Experimental
Operation Tar Cracking
• Air flow rate to tar cracker: 4 – 40 LPM
• 5 K-type and 1 R-type thermocouples to monitor temperature
• Sub-stoichiometric, high temperature (> 1000 °C) blue flame
combustion of pyrolysis gas

Experimental Rig
Schematic Diagram of the Experimental Rig

Results: Pyrolysis
Only
500 600 700 800
0.0
0.1
0.2
0.3 Carbon Monoxide
Carbon Dioxide
Hydrogen
Methane
Pyrolysis Temperature (°C)C
O,
CO
2 &
CH
4 (
kg
/kg
of
fue
l)
0.000
0.002
0.004
0.006
0.008
H2 (
kg
/kg
of
fue
l)
500 600 700 800
0
100
200
300
400
500
Pro
du
ct
Yie
ld (
g/k
g o
f fu
el)
Pyrolysis Temperature (°C)
Char
Gas
Tar
• Char yield decreases
• Gas yield increases
• Tar yield decreases at 800 °C
• Increase in pyrolysis temperature
caused an increase to the gaseous
yields of CO, CO2, CH4 and H2

Results: Pyrolysis
Only
Pyrolysis Temperature (ºC) 500 600 700 800
Char Yield Analysis
Char weight (g) 293.4 227.8 158.9 156.3
Char Yield (%) 29.34 22.78 15.89 15.63
Calorific Value (MJ/kg) 31 29 31 31
Proximate Analysis (wt.%)
Moisture 1.0 1.2 1.0 0.9
Volatiles 13.9 12.9 6.8 6.4
Fixed Carbon 85.7 85.4 91.3 92.7
Ash 0.1 0.3 0.6 0.2
Ultimate Analysis (wt.%)
Carbon 80.7 86.5 87.3 93.7
Hydrogen 2.7 2.0 1.1 1.0
Nitrogen 0.3 0.3 0.3 0.3
Pyrolysis Temperature vs. Char Characteristics

Results: Tar
Cracking
500 600 700 800
0
2000
4000
6000
8000
10000
12000
Be
nze
ne
(m
g/n
m)
Pyrolysis Temperature (ºC)
Pyrolysis Only
Pyrolysis & CTC
500 600 700 800
0
500
1000
1500
2000
2500
3000
3500
4000
4500
To
lue
ne
(m
g/n
m)
Pyrolysis Temperature (ºC)
Pyrolysis Only
Pyrolysis & CTC
• Hydrogen, oxygen, hydroxyl and hydroperoxy radicals are formed at higher
levels. These radicals increase the decomposition of tar species due to an
increase in the rate of H-atom abstraction

Results: Tar
Cracking Gravimetric Tar Comparison
500 600 700 800
0
10
20
30
40
50
60
70
Gra
vim
etr
ic T
ar
Yie
ld (
g/n
m3)
Pyrolysis Temperature (°C)
Pyrolysis and CTC
Pyrolysis Only

CFD Analysis
Coanda gap, e, (mm) 0.08
Nozzle length, a, (mm) 1.2
Radius, R, (mm) 5
Nozzle Ratio, R/a 4.2
Diameter, D, (mm) 26.6
Air velocity at inlet, (m/s) 75
Pressure of air at inlet, (Barg) 6.6
(1) Flow field in the
ejector (2) High
velocity region (3)
Geometry
Coandă
gap, e

Industrial
Applications Three Stage Gasifier Biochar Generation
• Recycle hot gases to drive
pyrolysis reaction
• Continuous operation
• Produces biochar for a number of
applications

Main Conclusions
• At each of the tested pyrolysis
temperatures, the yield of gravimetric tar
decreased when the producer gas was
treated by the Coandă tar cracker
• Key tar species were reduced when
comparing the yields of the gas treated
by the tar cracker with the un-treated
gas; naphthalene was reduced by 98%,
benzene was reduced by 95% and
toluene reduced by 96% when the
pyrolyser was operated at 800 ºC
Acknowledgements and Contact
I would like to thank the Engineering and Physical Science Research Council
(EPSRC) for their financial support for this PhD project.
Peter Weston
Department of Chemical and Biological Engineering
The University of Sheffield
Sheffield
S1 3JD
Tel: +44 (0)114 222 4910
Email: [email protected]

References
Devi, L., Ptasinski, K.J., Janssen, F.J.J.G., 2003. A review of the primary measures for tar elimination in biomass
gasification processes. Biomass and Bioenergy 24, 125–140.
Gregory-Smith, D.G., Gilchrist, A.R., 1987. The compressible Coanda wall jet—an experimental study of jet
structure and breakaway. Int. J. Heat Fluid Flow 8, 156–164.
Han, J., Kim, H., 2008. The reduction and control technology of tar during biomass gasification/pyrolysis: An
overview. Renew. Sustain. Energy Rev. 12, 397–416.
Houben, M., Delange, H., Vansteenhoven, A., 2005. Tar reduction through partial combustion of fuel gas. Fuel 84,
817–824.
Houben, M.P., 2004. Analysis of tar removal in a partial oxidation burner. Technische Universiteit Eindhoven.
Kirkels, A.F., Verbong, G.P.J., 2011. Biomass gasification : Still promising ? A 30-year global overview. Renew.
Sustain. Energy Rev. 15, 471–481.
Lien, T.K., Davis, P.G.G., 2008. A novel gripper for limp materials based on lateral Coanda ejectors. CIRP Ann. -
Manuf. Technol. 57, 33–36.
Stassen, H.E.M., Knoef, H.A.M., 1993. Small Scale Gasification Systems, in: The Netherlands: Biomass Technology
Group, University of Twente.
Van der Hoeven, T.A., 2007. Partial product gas combustion for tar reduction. Eindhoven University of Technology.





























