Embed Size (px)
Citation preview

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
1
COORDINATION AND SUPPORT ACTION
(SUPPORTING)
Call: FP7-NMP-2012-CSA-6 Support for standardisation needs
Project full title: New Quality and Design Standards for Aluminium Alloys Cast Products
Project acronym: StaCast
Co-ordinator name Franco BONOLLO Co-ordinator organisation name University of Padova – DTG
Co-ordinator email and fax [email protected] +39 0444 998889 Co-ordinator phone + 39 0444 998743
DELIVERABLE D4.1
Guidelines for using the new CEN Technical Reports in the mechanical design stage
of Al alloy castings
AUTHORS: F. BONOLLO , G. TIMELLI , E. FIORESE (UNIVERSITY OF PADOVA – DTG)
Date: March 31st, 2014

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
2
Guidelines for using the new CEN Technical Reports in the mechanical design stage
of Al alloy castings
1. Introduction
1.1. Objectives of WP4 of StaCast WP4 is aimed at elaborating an operative support to mechanical designers, involved in the field of Al alloy components. The availability of two new CEN Technical Reports on defects & imperfections in castings (resulting from WP2) and mechanical potential of Al-Si foundry alloys (resulting from WP3) makes necessary the development of a new approach in the design stage. Such a new approach has to take into account
the “mechanical potential” of Al foundry alloys (draft CEN Technical Report: Fpr TR 16748 (00132378), "Aluminium and Aluminium alloys - Mechanical Potential of Al-Si alloys for High Pressure, Low Pressure and Gravity Die Casting",
the critical role played in castings by the different types of defects, classified in the new CEN Technical Report Fpr TR 16749 (001323789), "Aluminium and aluminium alloys - Classification of Defects and Imperfections in High Pressure, Low Pressure and Gravity Die Cast Products",
the need of considering, for cast products, the interaction existing among microstructure, defects and mechanical behaviour, leading to a “distribution of mechanical properties”.
These aspects will be described in the guidelines developed in this Deliverable.
2. Quality and Defects & Imperfections in Al-Si alloys castings
2.1. Introduction A great contribution to the use of Al-Si alloys comes from improvements in casting processes, which allow to increase the production, to reduce the cycle time and to manufacture complex-shaped castings with thin wall thickness. Among the recent casting techniques, the gravity die casting and the high-pressure die-casting are largely used by the automotive sector since fulfils the above advantages. A limit to large diffusion of these technologies, but in general of the foundry techniques, remains the final quality of castings. Unlike forging or other thermo-mechanical processes, the properties of shape Al alloy castings are almost entirely dependent upon the filling and solidification conditions, which should be considered during the design chain. For instance, from a stress-engineering viewpoint, thickening up a section of a component will lead to increased load-bearing capacity at that location. During casting, a thicker region will solidify more slowly and, for Al alloys, coarser microstructures will result in lower mechanical strength. Problems with feeding and shrinkage defects may also arise in thicker sections.

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
3
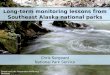
While the combination of high speed casting and high cooling rate can give the possibility of thin walled castings and high production rate, the associated turbulence remains a great source of inner and surface casting defects, which have deleterious effects on mechanical properties. In gravity and high-pressure die-casting if a number of parameters is not adequately determined and adjusted, the quality of the die cast part results rather poor. Macrosegregation of eutectic, primary intermetallic and α-Al crystals, porosity, oxide bifilms and confluence welds are addressed as typical casting defects. New technical evolutions of the traditional foundry processes, such as vacuum technique, pore-free and semi-solid processes, have been developed to minimise the defects’ content, leading to the production of high integrity thin walled castings. However, the diffusion of these new technologies still remains limited due to the high investment costs. When designing and developing die cast components and process parameters, a great number of optimisation goals must be taken into consideration, e.g. dimensional accuracy, distortions of the component, casting defects. A useful approach in the development of die casting optimisation is the correct definition of the casting problems and their importance towards quality. Considering HPDC, casting defects are mentioned by foundrymen at first. Therefore, in case of a single optimisation goal, such as minimizing casting defects, an interactive optimisation cycle should be adopted to combine the changes of the die design, including the runner system and overflows, and the variations of injection parameters, such as the plunger speeds, the commutation point between the first and second phase (Figure 1). This is done in order to improve the final integrity of castings.
Figure 1. Optimisation cycle of a die cast component. If more optimisation goals are defined, different “good solutions” can be obtained. This however does not mean that the selected solution will be the best. With reference to the defined optimisation goals, it only represents the best compromise. On the other hand it cannot be completely concluded that there is not any solution that would fulfil the optimisations goals in full. From another point of view, the variation of the casting parameters (including die thermal management) allows a more easy change of the casting quality, if compared to the expensive and time consuming machining operations of the die. Moreover, when speaking about traditional HPDC, it is common opinion that a certain amount of defects will be always entrapped within the die cast part, even if not optically revealed after subsequent machining. By means of the casting parameters’ adjustments, foundrymen try to restrict and isolate the major part of defects into casting regions that will not be mechanically stressed during normal working. Further, thin-walled castings, like those produced by HPDC, are more affected by the presence of defects since a single macrodefect can cover a significant fraction of the cross-section area.

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
4
2.2. Quality and Defects & Imperfections The concept of Quality in foundry products has to be immediately connected to that of defects. From a general viewpoint, it can be written
)&min()max( IDQ = (2.1)
where Q = quality, D&I = Defects & Imperfections. In other terms, Quality is maximised when Defects and Imperfections are minimised. The definition of Defects and Imperfections, according to the draft of CEN Technical Report elaborated by StaCast project [1], is the following: • Defect: A quality characteristic is lower with respect to the level or state foreseen (usually
specified); it does not allow the product to carry out the function requested [EN 12258-1: 2001, 7.1.2];
• Imperfection: A quality characteristic is for a some extent lower with respect to the level or state foreseen; this does not mean necessarily that the product is not suitable for use: an imperfection must be evaluated by means of a proper scale, based on the related specifications, to decide if the product has a quality level making it suitable for the use [EN 12258-1: 2001, 7.1.1].
Defects and Imperfections can be classified according to the scheme already described in Deliverable D2.3 of StaCast Project. In order to understand the physical, chemical and/or metallurgical phenomena generating Defects and Imperfections, the key-information is contained in the second level of the Classification. In fact, D&I are generated by those phenomena, which can be active both in the surface or internally in the castings (first level) and can produce various specific kinds of D&I. In this sense, it can be written, as a first order approximation:
∑=7
1
)&(& iidID (2.2),
considering that the final amount of Defects and Imperfections in HPDC castings is the sum of seven specific families of defects and imperfections (d&i)i:
(d&i)SHR = defects and imperfections associated to shrinkage phenomena;
(d&i) GAS = defects and imperfections associated to gas entrapment or development;
(d&i) FILL = defects and imperfections associated to filling phenomena;
(d&i)UNDES = defects and imperfections associated to undesires phases;
(d&i)CRACK = defects and imperfections associated to thermal contraction phenomena;
(d&i)M-D = defects and imperfections associated to Metal-Die interaction phenomena;
(d&i) GEO = defects and imperfections associated to "geometrical" phenomena.

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
5
Equation (2) can be explicitely re-written as:
GEODMCRACKUNDESFILLGASSHR idididididididID )&()&()&()&()&()&()&(& ++++++= −
(2a). Each of the seven (d&i)i can be detailed, on the basis of the third level of classification proposed by StaCast, achieving the following set of equations:
klayermicromacroSHR idaidaidaidaid sin4321 )&()&()&()&()&( ⋅+⋅+⋅+⋅= (2.3a)
blisterricantvapourhydrogenairGAS idbidbidbidbidbid )&()&()&()&()&()&( 5lub4321 ⋅+⋅+⋅+⋅+⋅=
(2.3b)
ationlacoldshotvortexjoFILL idcidcidcid min32int&1 )&()&()&()&( ⋅+⋅+⋅= (2.3c)
antcontadepositphasesinclUNDES iddiddiddiddid min4321 )&()&()&()&()&( ⋅+⋅+⋅+⋅= (2.3d)
hotcoldCRACK ideideid )&()&()&( 21 ⋅+⋅= (2.3e)
corrmarksejfatthermsoldererosionDM idfidfidfidfidfid )&()&()&()&()&()&( 54321 ⋅+⋅+⋅+⋅+⋅= −−−
(2.3f)
deformflashincompleteGEO idgidgidgid )&()&()&()&( 321 ⋅+⋅+⋅= (2.3g)
The coefficients (ai, bi, ci, di, ei, fi, gi) introduced in equations (3a-g) are related to the content of each specific type of defects & imperfections detected in HPDC castings. Obviously, the relevance of each family of defects and imperfections is different for each kind of castings, and is associated to an extremely high number of processing conditions and parameters. Anyway, with specific reference to HPDC processes, it has been already specified in Deliverable D1.1 of StaCast project that there is the following ranking:
• Metal/Die interaction (57%): significant frequency, • Gas/Air porosity (54%): significant frequency, • Shrinkage (37%): slightly more than occasionally, • Filling-related (35%): slightly more than occasionally, • Crack (33%): occasionally, • Inclusions (24%): less than occasionally.

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
6
3. Correlations among Process Parameters, Defects & Imperfections and Mechanical behaviour in Al-Si alloys castings
3.1. Introduction Quality of castings can be defined as being a measure of excellence or a state of being free from defects, imperfections and significant variations, where high quality is brought about by the strict and consistent adherence to measurable and verifiable standards to achieve uniformity of output that satisfies specific customer or user requirements [1]. The casting quality in engineering applications refers to reaching a suitable compromise drawn from among numerous factors which would produce minimum risk and maximum performance in conjunction with cost efficiency [2]. During the design stage of a component, the combined knowledge of the alloy expected strength, microstructure and presence of defects is required. The knowledge of the expected strength of the alloys gives a view of the mechanical properties which can be achieved in optimized casting conditions. The way in which microstructure (which varies according to local solidification time in different regions of the cast components) influences mechanical behaviour constitutes another relevant issue. Lastly, the understanding of the way in which the expected strength of foundry alloys is limited by the negative effects of various kinds and amount of defects induced during the casting process is also fundamental. Often the formation of defects is sensitive to small variations in the casting conditions and the causes cannot be only connected to the process profile adopted, even if this variable results the main source of defects. Such a combined knowledge is matter of interest and interaction between foundry-men and mechanical designers. However, the final mechanical behaviour of Al alloy die-castings is mainly controlled by defects size and amount; only when the presence of defects is avoided, microstructure becomes the controlling factor. This is because defect-containing regions in a tensile sample reduce load-bearing area and produce a concentration of strain. Particularly, castings with thin sections, such as those produced by high-pressure die-casting, are vulnerable to the effect of defects, since a single macro-defect could cover a significant fraction of the cross-sectional area [3]. In the present work, correlations between defects, process parameters and mechanical properties of Al-Si alloy castings are described, neglecting for simplicity the influence of the chemical composition. 3.2. Influence of casting defects on microstructural and tensile properties Gas-related defects Griffiths et al. [4] demonstrated that air bubbles introduced into an Al melt expand as the result of diffusion of hydrogen into their interior atmosphere. This suggests that double oxide film defects in Al alloy castings would behave similarly, and would act as initiation sites for hydrogen gas porosity during solidification. Double oxide film defect [5] constitutes an undesired phase and forms when the surface oxide layer on the melt becomes submerged into the bulk liquid metal, due to surface turbulence, as a doubled over oxide film with some gas from the local atmosphere (presumably predominantly air) trapped between the two un-wetted oxide layers (Figure 2).
Figure 2. Sketch showing the formation of a double oxide film defect [4].

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
7
As shown in Figure 3, when the hydrogen content of the surrounding melt is low (0.1 ml/100 g), the volume of the trapped air bubble reduces with time, as the oxygen and nitrogen in the bubble atmosphere react with the Al to form Al2O3 and AlN. Conversely, when the hydrogen content of the melt is increased to about 0.3 ml/100 g, the hydrogen in solution passes into the air bubble causing its expansion to about 130% of its initial volume. Initially, the volume increases because the rate of transfer of hydrogen from the melt to the bubble atmosphere is greater than the volume reduction due to the reaction of oxygen with the surrounding Al. Once the hydrogen content of the bubble is such that the rate of further diffusion of hydrogen into the bubble is balanced by the loss of oxygen by reaction with the melt, the peak expansion of the bubble is reached and the volume of the bubble decreases [4].
Figure 3. Change in volume of an air bubble with time in liquid commercial purity Al, with an initial bubble volume of about 2000 mm3 and different initial hydrogen contents [4].
The role of double oxide film (bifilm) defects in the formation of gas porosity in commercial purity and Sr containing Al alloys was investigated by Farhoodi et al. [6]. The results indicate oxide defects as the initiation sites for the growth of gas porosity, both in commercial purity and Sr-containing Al alloys. In fact the total porosity area and the bifilm index curves in Figure 4 show a similar trend.
Figure 4. Comparison between the total porosity area and the bifilm index:
both porosity parameters follow an almost identical trend [6].
Akhtar et al. [7, 8] studied the effect of hydrogen content (three levels: 0.1, 0.2 and 0.4 ml/100 g) and melt cleanliness (with and without filtration) on defects and tensile properties of AlSi7Mg gravity die-cast alloy. Porosity formation in gravity die-cast products is strongly inter-related with

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
8
the melt cleanliness and its hydrogen content: oxides and inclusions can in fact act as nucleating sites for porosity. As shown in Figure 5, the average pore equivalent diameter typically increases with an increase in hydrogen content and section thickness.
Figure 5. Average pore equivalent diameter assessed for filtered melt as a function of section thickness and hydrogen content (ml/100 g) [7].
Moreover, both strength and ductility decrease with higher hydrogen content and section thickness in both filtered and un-filtered casting samples, but there is essentially no significant difference amongst the mechanical properties of cast samples with low and medium hydrogen levels (Figure 6). The ultimate tensile strength varies between 200 and 150 MPa while fracture strain varies from 9.4 to 2% from the thinnest to the thicker section in both filtered and unfiltered castings. Filtration is only partially effective in removing inclusions and oxides, as mechanical properties show no significant improvement.
(a) (b)
Figure 6. Average mechanical properties of gravity die-cast AlSi7Mg: (a) ultimate tensile strength (UTS) and (b) elongation to fracture of un-filtered castings [7].
Table 1. Influence of air entrapment porosity on high-pressure die-cast AlSi9Cu3 alloy [14].
Porosity (%) YS (MPa) UTS (MPa) EL (%) 0.41 176.0 324.1 3.1 0.61 171.3 305.9 2.4 1.63 167.8 274.2 1.8

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
9
However, the hydrogen gas porosity seems to be more critical in gravity die-casting process. On the contrary, air entrapment porosity is more frequent in high-pressure die-casting. In Table 1, the effect of air entrapment porosity on the tensile properties of high-pressure die-cast AlSi9Cu3 alloy is reported [14]. Filling-related defects Ahamed et al. [9] investigated the influence of cold flakes on microstructural and tensile properties of AlSi11Cu2.5 alloy in high-pressure die-cast plates. The cold flake forms when the molten metal is poured in the shot sleeve of the high-pressure die-casting machine and pushed by a plunger. The initially solidified layer of the melt is broken into small parts, which are called cold flakes and accompanied by pores to reduce wettability with the matrix. Thus, the cold flake consists of an oxide layer, which is an undesired phase, and a cold shot, which is a filling-related defect, and is often associated with porosity. Figure 7 represents an example of cold flake.
Figure 7. Typical structure of a cold flake composed of a cold shot and an oxide layer [10].
Figure 8. Typical stress-strain curves for high-pressure die-cast AlSi11Cu2.5 alloy specimens with and without cold flake [9].
It was demonstrated that a specimen containing a coarse cold flake breaks after small deformation with a slight non-linearity of the stress-strain curve. Conversely, the specimen containing a small cold flake deforms largely before breaking to show a considerable non-linearity of the stress-strain curve. Typical stress-strain curves are shown in Figure 8: for specimens containing the cold flake of considerable size, the strength and the elongation to fracture are significantly smaller than those of the specimen without the cold flake. As shown in Figure 9, the effective tensile strength σE (calculated considering the effective load-bearing section) linearly decreases with the size of the cold flake, and the decreasing rate of the strength is greater for specimens with the exposed cold flake than those with the embedded one.

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
10
Figure 9. Change in effective tensile strength σE with area AOL of oxide layer of the cold flake [9]. As of bending test, when the cold flake exists apart from the side surface, the bending strength takes a constant value of 275-290 MPa being equal to the tensile strength of 285 MPa. In this case, crack initiates at a small cold flake on the side surface and propagates in the specimen independent of the inside cold flake. When the cold flake exists on the tension side surface (centre of the lower side surface of the bending specimen) or at a depth less than 0.5 mm from it, the crack initiates at a lower bending strength and propagates through the boundary between the oxide layer and the matrix [10]. Table 2 compares two specimens containing exposed cold flakes of different areas and exposed lengths. Even if the area of the oxide layer is larger, when the exposed length of the oxide layer is smaller, the tensile strength takes a higher value. Hence, the tensile strength decreases with increasing exposed length of the oxide layer. However, when the oxide layer is parallel to or slightly inclined from the tensile direction, it does not act as crack initiation site no matter if it is embedded or exposed, but the crack initiates at the cold flake directing perpendicular to the tensile direction (Figure 10).
Table 2. Comparison of tensile strength of specimens with cold flakes with different area and exposed length of the oxide layer [9].
Area of oxide layer AOL (mm2)
Exposed length LOL (mm)
Tensile strength σE (MPa)
1.0 1.9 170 2.0 1.6 208
(a) (b)
Figure 10. Crack propagated through an oxide layer directing transversely to the tensile direction: acoustic image (a) before testing and (b) after fracture [9].

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
11
Undesired phases Liu et al. [11] studied the effect of inclusions on the tensile properties of gravity die-cast AlSi7Mg0.3 alloy. Owing to de-cohesion between the inclusions/oxide films and the surrounding matrix, cracks are easily initiated at their interfaces, leading to unpredicted failure. In Figure 11, optical macrographs showing the size and distribution of non-metallic inclusions/oxide films in tensile-tested bars corresponding to different elongations are reported.
Figure 11. Optical macrographs showing the size and distribution of non-metallic inclusions/oxide films in tensile-tested bars obtained from AlSi7Mg0.3 alloy, and corresponding to elongations of:
(a) 7.5%, (b) 5% and (c) 3.5% [11].
Table 3 compares the tensile properties of specimens with different inclusion size and oxide film thickness: oxide films have a much more deleterious effect on the elongation to fracture than other inclusions. Figure 12 shows the linear relationship between alloy ductility and logarithm of percentage inclusions.
Table 3. Inclusion/oxide-tensile properties relationship for AlSi7Mg0.3 alloy [11].
Harmful inclusion (mm2/kg)
Thin oxide film
Thick oxide film YS (MPa) UTS (MPa) EL (%)
0.02 None None 123 310 19
3.78 None None 104 261 11
0.03 Heavy Heavy 115 287 9
1.12 Heavy Heavy 89 223 1.9
Figure 12. Relationship between percentage elongation and log area percentage inclusions/oxide films [11].
(a) (b) (c)

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
12
3.3. Influence of process parameters on microstructural and tensile properties Holding time and melt treatment The effect of holding an Al melt containing double oxide film defects, under 1000 and 80 mbar for extended periods of time up to 60 min, was investigated by using a Weibull statistical analysis [12]. It was shown that holding an Al melt in the liquid state for 10 min leads to a reduction in the measured Weibull modulus of tensile properties from values obtained when the ingot is allowed to solidify without holding. When the holding time is increased to a total of 60 min, the Weibull modulus of the ultimate tensile strength increases to reach its initial value or higher, being 40 under atmospheric pressure, and 46 under reduced pressure, respectively (Figure 13a). A similar behaviour is observed for the elongation to fracture (Figure 13b).
Figure 13. Change in the Weibull modulus with holding time for (a) UTS and (b) %EL under atmospheric and reduced pressure [12].
The initial decrease in Weibull modulus over the first 10 min of holding is attributed to diffusion of hydrogen into the atmosphere within the double oxide film defects, causing them to expand and increasing their potential to act as failure sites, decreasing the reproducibility of the casting properties. However, with a holding time greater than 10 min, floatation of the defects to the surface of the melt and a reduction in the hydrogen content of the melt increase the Weibull modulus. As shown in Figure 14, increasing the holding time to 60 min, the percentage of pores with small and large roundness decreases.
Figure 14. Influence of holding time on percentage of pores with small and large roundness [12].
(a) (b)

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
13
Liu et al. [11] observed that, under very dry conditions (humidity ~10%-13%), melt cleanliness by sedimentation, i.e. holding the liquid metal at 735 °C for ~72 h, results in the settlement of inclusions to the bottom of the melting crucible, leading to good mechanical properties. However, a change in the surrounding humidity may cause absorption of hydrogen and, hence, a large amount of porosity. Moreover, degassing using dry argon injected into the liquid metal through a rotary impeller (speed ~160 rpm) appears to be the best technique for inclusion removal. The first casting, however, should be rejected, because it is taken from the melt surface layer that is rich in inclusions/oxides. Finally, it was shown that the efficiency of this process can be improved when it is coupled with filtration using ceramic foam filters (10-20 ppi). High-pressure die-casting parameters The influence of melt velocity at the gate was investigated in high-pressure die-cast AlSi9Cu3 alloy [13]. As shown in Figure 15, increasing the melt velocity at the gate, the probability of failure decreases due to less amount of pores and oxides on the tensile bars fracture surface. The Figure 15a shows that at a stress level of 320 MPa, the probability of failure in the 26 m/s samples is 95%, whereas for those produced at 82 m/s, the probability of failure is only 1.1%. A similar trend is represented in Figure 15b for the elongation to fracture. In detail, the tensile properties of the AlSi9Cu3 alloy samples produced at 26 m/s and 82 m/s are reported in Table 4.
(a) (b)
Figure 15. Probability of failure of high-pressure die-cast AlSi9Cu3 alloy samples at (a) stress or (b) elongation levels for two different melt velocities at the gate [13].
Table 4. Tensile properties of the AlSi9Cu3 alloy samples produced at 26 m/s and 82 m/s [13].
Melt velocity YS (MPa) UTS (MPa) EL (%)
26 m/s 165 ± 4.5 301 ± 12 2.2 ± 0.26 82 m/s 172 ± 3.4 351 ± 9.0 3.8 ± 0.52
As a result of the microstructural differences between Figures 16a and 16b, it is a reasonable assumption that strain localization during plastic strain is far more severe in the sample produced at 26 m/s. Gunasegaram et al. [14] showed that percentage of smaller pores (< 20 µm) increases with increasing gate velocity from 26 to 82 m/s, while percentage of larger pores (> 100 µm) is almost eliminated at 82 m/s, though velocity higher than 48 m/s could not significantly reduce the overall porosity content (Figure 17). However, Ghomashchi [15] observed that the size of porosity decreases with the increase in the gate velocity to a certain value (~ 55 m/s) beyond which the size

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
14
slightly increases. After that, the overall porosity content is found to decrease with an increase in the velocity (Figure 17). Nowadays, for minimizing the phenomena of die erosion related to high melt velocity, die casting foundries generally maintain the gate velocities less than 40 m/s. Figure 18 summarizes the influence of gate velocity on the tensile properties of some alloys [16].
Figure 16. Fracture surface of an average sample produced at (a) 26 m/s and (b) 82 m/s [13].
Figure 17. Change of porosity content with different gate velocity in high-pressure die-casting [16].
Figure 18. Effect of gate velocity on the tensile properties of die-cast Al-Si alloys [16].
In high-pressure die-casting, the density of a casting increases with an increase in the intensification pressure. This argument was justified by Niu et al. [17] who showed that higher intensification pressure would be more effective in controlling porosity than melt velocity. For instance, gate freezing time could be increased by ~ 25 ms by doubling the gate velocity from 33 to 61 m/s (Figure 19a) as compared to about 70 ms by doubling the intensification pressure from 39 MPa to 78 MPa (Figure 19b), for a particular value of intensification pressure and gate velocity, respectively.
(a) (b)
(a) (b)

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
15
Figure 19. Effect of intensification pressure and gate velocity on the gate freezing time [17]. Solidification time Li et al. [18] measured the porosity content and thermal parameters of the AlSi7Mg0.3 alloy cast in permanent mould with different hydrogen contents. They demonstrated that the kinetics of nucleation and growth of porosity occurs more rapidly in the case of the melt containing more dissolved gas and presenting long solidification time (Figure 20). It was shown that, increasing the solidification time the interdendritic feeding worsens.
Figure 20. Porosity content as a function of local solidification time in AlSi7Mg0.3 alloy castings with different hydrogen contents [18].
Table 5. Influence of SDAS on the equivalent diameter, roundness of the eutectic Si particles and grain size of the gravity die-cast AlSi7CuMg alloy [19].
SDAS (µm) Eqv. diameter (µm)
Roundness Grain size (mm)
17 3.6 3.5 0.4 34 5.1 4.3 0.7
Table 6. Influence of SDAS on the tensile properties of the gravity die-cast AlSi7CuMg alloy [19].
SDAS (µm) YS (MPa) UTS (MPa) EL (%) 17 219 266 1.3 34 221 250 1.0
(a) (b)

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
16
In the work of Grosselle et al. [19], the castings with SDAS 17 µm show the lowest values of equivalent diameter and roundness of the eutectic silicon particles. As a matter of fact, higher cooling rates promote faster nucleation and growth, resulting therefore in finer eutectic Si. Particularly, decreasing SDAS from 34 to 17 µm, the equivalent diameter of the eutectic Si particles decreases from ~5.1 to ~3.6 µm and the roundness decreases from 4.3 to 3.5. Moreover, a faster solidification rate allows to reduce the grain size from about 0.7 to 0.4 mm, as shown in Table 5. As for the tensile properties, decreasing the SDAS the ultimate tensile strength and the elongation to fracture improve, while the yield strength remains unaffected (Table 6). As shown in Figure 21, the impact of the solidification time on the aspect ratio of the eutectic Si particles is negligible in the studied AlSi9Cu and AlSi11Cu gravity die-cast alloys [20]. Conversely, a relationship can be found between the aspect ratio and the Si content.
Figure 21. Aspect ratio of the eutectic Si particles as a function of solidification time in AlSi9Cu and AlSi11Cu gravity die-cast alloys [20].
Heat treatment The influence of solution heat treatment time and temperature on the microstructure and tensile properties of high-pressure die-cast Sr-modified AlSi7MgMn alloy is reported [3]. A solution heat treatment of 15 minutes at 475 °C, or even more at 525 °C, is sufficient to spheroidize the eutectic Si, as well as coarsen and increase the interparticle distance of the eutectic Si. Thus, increasing the solutionising temperature from 475 °C to 525 °C, the mechanical properties improve. In Figure 22, the variation in the average interparticle spacing (λ) and the combined parameter (λ/d, where d is average diameter) of eutectic silicon particles after solution treatment at different temperatures and times is shown. Both of these parameters increase with increasing solution heat treatment time or temperature. The increase in the λ/d parameter is associated with globular Si particles, so that a low stress concentration in the matrix and a better load-carrying capacity occur after the void initiation.
Figure 22. Variation in the average interparticle spacing (λ) and the combined parameter (λ/d) of eutectic silicon particles after solution treatment at different temperatures and times [3].

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
17
Figure 23 demonstrates that high solutionising temperature promotes the spheroidization of the eutectic Si, but also that solution heat treatments beyond 15 minutes at the investigated temperature have a minor effect on the extent of spheroidization.
Figure 23. Microstructure of high-pressure die-cast AlSi7MgMn alloy after solution heat treatment. The alloy was solutionized at 475 °C for (a) 15 min and (b) 480 min [3].
The point zero in the time axis of Figure 24 represents the T1 condition. The reference T1 specimens show values of 130 and 264 MPa for yield strength and ultimate tensile strength, respectively. In the T6 condition, the yield strength reaches its maximum at 240 or 60 minutes of solution treatment at 475 or 525 °C, respectively (Figure 23a). As shown in Figure 23b, long solution treatment times do not affect the ultimate tensile strength of the alloy. The improvement of strength is due to the precipitation of small matrix-strengthening precipitates β’-Mg2Si during artificial aging. The influence of solution temperature on the tensile properties of gravity die-cast AlSi7Cu3Mg0.3 alloy was investigated by Samuel et al. [21]. It was shown that the tensile property curve could be divided into four regions across the range of solution temperatures used (Figure 25). Region I corresponds to the change in tensile properties of the alloy on going from the as-cast to the solution heat-treated condition. Region II represents the recommended solution treatment temperature range. Region III represents a continuation of region II until peak properties are reached, following which incipient melting begins to occur. Region IV corresponds to the progress of incipient melting with the increase in solution temperature.
Figure 24. (a) Yield strength and (b) ultimate tensile strength as a function of solution treatment time at 475 and 525 °C. Data refer to as-quenched (AQ) and T6 heat-treated specimens [3].
(a) (b)
(a) (b)

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
18
Figure 25. Schematic diagram showing the progress of tensile property curve as a function of solution treatment temperature [21].
The porosity measurements support the tensile property results, as an excessive increase in the solution treatment temperature results in an increase in the porosity parameters measured, due to incipient melting (Figure 26).
Figure 26. Average pore area of industrial gravity die-cast AlSi7Cu3Mg alloys as a function of solution heat treatment temperature [21].
3.4. Remarks
From this critical review of the factors affecting the properties of Al-Si alloys cast in permanent mould, the following remarks can be drawn:
• Air bubbles introduced into an Al melt expand as the result of diffusion of hydrogen into their interior atmosphere. This suggests that double oxide film defects in Al alloy castings would behave similarly, and would act as initiation sites for hydrogen gas porosity in castings during solidification. Static mechanical properties deteriorate at high hydrogen concentration, but there is no significant differences between lower and medium hydrogen concentrations.
• The tensile strength linearly decreases with the area of the oxide layer of the cold flake directing perpendicular to the tensile direction. The exposed cold flake decreases the tensile strength more severely than the embedded one.
• Owing to de-cohesion between the inclusions/oxide films and the surrounding matrix, cracks are easily initiated at their interfaces, leading to unpredicted failure. However, oxide films

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
19
have a much more deleterious effect on the mechanical properties than other undesired phases.
• Holding an Al melt in the liquid state for 10 min leads to a reduction in the measured Weibull modulus of tensile properties from values obtained when the ingot is allowed to solidify without holding. When the holding time is increased to a total of 60 min, the Weibull modulus of the ultimate tensile strength increases to reach its initial value or higher.
• Higher values of gate velocity and intensification pressure reduce porosity and increase tensile properties. However, practical conditions, such as die erosion and the capacity of the high-pressure die-cast machine, impose limitations.
• Decreasing the solidification time, the porosity content, the equivalent diameter and the roundness of the eutectic Si particles decrease, as well as the grain size. This implies an improvement of the alloy strength and ductility.
• An adequate increase in the solution heat treatment temperature (avoiding incipient melting) or time causes spheroidization, coarsening and an increase in the interparticle distance of the eutectic silicon particles, leading to substantial positive changes in the microstructure and mechanical properties.
4. Some Guidelines for Design of Aluminium Alloy Castings 4.1. General Considerations
A number of researchers has investigated the influence of casting defects on the mechanical properties both of gravity cast [22-24] and high-pressure die-cast Al alloys [25,26]. However, the works of Gokhale et al. [27] and Timelli et al. [25] evidenced how the mechanical properties decrease monotonically with increasing the area fraction of defects revealed on the fracture surfaces of die cast aluminium specimens. The common conclusion was that even high integrity castings contain defects and thus it is important to predict their effect on final mechanical properties. Several approaches have been suggested and they are based on through-process modelling for prediction of the structural behaviour of magnesium and aluminium alloys components subjected to static and dynamic loads. Generally, two different routes based on constitutive models [28,29] or stochastic approaches [24,30,31] are used. Cáceres [28] and Lee [29] reported that the theoretical approach based on the Ghosh constitutive model [32] can accurately predict the experimental tensile properties of cast Al alloys, even though they used a simple determinist approach. In the model, based upon the tensile instability, the tensile strength and deformation of material with internal discontinuities significantly depend upon the fraction of internal discontinuity, the strain rate sensitivity and strain-hardening ability. On the other side, the effect of structural defects on mechanical properties can be characterized by Weibull statistics, more specifically, by the two-parameter Weibull modulus [33]. In these studies, the Weibull modulus appeared to be a useful measure of the reliability of the casting process. Since then, the two-parameter Weibull modulus has been extensively used to characterize the tensile properties, especially the tensile strength. Recently, the use of three-parameter Weibull statistics has been explored to illustrate its superior analytical potential over the traditional two-parameter approach. The three-parameter Weibull analysis provides new information. In particular, minimum values of strength, below which the material is extremely unlikely to fail, are found. In the present chapter, the constitutive and stochastic approaches will be discussed in details and proposed as useful guidelines for designing Al alloy castings.

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
20
4.2. How to consider effect of casting defects & imperfections on static mechanical properties
When porosity or an equivalent defect is present in the cross section of a casting, the load bearing area is reduced. Thus, the defective region will yield first, concentrating the strain. The rate of strain concentration can be calculated considering the strain hardening behaviour of the material. A geometric defect that locally reduces the load bearing area results in the formation of an incipient neck. The growth of this neck can be described using the Ghosh constitutive model for the development of plastic instabilities [32]. If the neck is not sharp or the strains involved are not large, it may be considered that only one significant stress exists in either the uniform section or the local inhomogeneity. With reference to the geometry in Figure 27, which can be assumed to be realistic in a thin wall casting, the cross section in the sound region, A0, and the cross section in the defect region, Ai, are such that Ai=A0(1–f), where f is the area fraction covered by defects. Under the assumption that the material containing internal discontinuities experiences a tensile load under axial local equilibrium and the effects of strain rate can be neglected, the conventional equation for stress distribution can be expressed in terms of load carrying area as
hi AAf hiεε σσ −− =− ee)1( 00 (4.1)
where σi, εi and σh, εh are the true stresses and strains in and outside the defect region, respectively. F
F
A0
Ai =(1-f)A0
σσσσh εεεεh
σσσσi εεεεi
F
F
A0
Ai =(1-f)A0
σσσσh εεεεh
σσσσi εεεεi
Figure 27. A simplified geometry assumed for the development of the stochastic model.
A numerical solution of eq. (4.1) can be obtained by means of the Hollomon constitutive equation [34]
nKεσ = (4.2)
where σ and ε are the true stress and true plastic strain, respectively, while K is the alloy’s strength coefficient and n the strain hardening exponent. The substitution of eq. (4.2) into (4.1) leads to
nh
ni
hif εε εε −− =− ee)1( (4.3)
which relates the strain inside the defect region to the strain outside. By assuming that the material is characterised by a critical strain, εi
*, at which fracture occurs, this implies that for any given value of f, fracture occurs whenever the strain in the defect εi reaches the critical strain εi
*. Thus, by

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
21
knowing the maximum homogeneous strain, εh*, at which this happens, the maximum uniform
strain can be predicted. The loss in the tensile strength, resulting from the reduced ductility, can be calculated by assuming that the true uniform strain of sound material is equivalent to the strain hardening exponent under maximum loading conditions (εh = n). Therefore, if the elongation to fracture for a leve1 of defects f is εh
*, the true stress at fracture, σf*, can be expressed as
n
h
n
h
hf
n
=
=
**
*
* εεε
σσ
(4.4)
where σ* and εh are the maximum true stress and the maximum strain to fracture of sound material, respectively. Therefore, the predictions of this model depend on the values of n and f, i.e. for a given strain hardening exponent, only the area fraction of defects revealed on the fracture surface is important. Generally, no obvious correlations should be expected between the area fraction of defects on the fracture surface and the density measurements of the specimens. Cáceres et al. [28] has been demonstrated how only for specimens containing pores, the area fraction of defects increases more or less proportionally to the average porosity content; contrary, when oxides, inclusions or dross are also present no obvious correlation seems to exist (Figure 28).
0 0.004 0.008 0.012 0.016Volumetric porosity
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
Are
a fr
acti
on
of
def
ects
PoresPores/Inclusions
Figure 28. The area fraction of defects on the fracture surface plotted as a function of the
volumetric porosity content of gravity cast AlSi7Mg alloy specimens [28]. The aforementioned model has been applied to evaluate the impact of defects on gravity die castings [28] and, recently, on high-pressure die-castings [35]. For the first case history, Figure 29 shows the obtained results from a gravity die cast AlSi7Mg plate, where a clear trend of decreasing ductility and tensile strength for increasing area fraction of defects exists. It can also be seen that there is no difference in behaviour between specimens containing inclusions/pores and those with only pores in the fracture surface. The application of the model, evidenced by the continuous curves in the figures, correctly predict the trend of the experimental points. The elongation to fracture of the most ductile sample was 0.11 and it was used to find the maximum homogeneous strain, εh
*, for the different f-values. Further, the effect on the tensile strength was calculated using eq. (4.4) with n = 0.1.

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
22
0 0.02 0.04 0.06 0.08 0.1 0.12 0.14Area fraction of defects, f
0
0.02
0.04
0.06
0.08
0.1
0.12
Elo
ng
atio
n t
o f
ract
ure
PoresPores/InclusionsCalculated
(a)
0 0.02 0.04 0.06 0.08 0.1 0.12 0.14Area fraction of defects, f
0.5
0.6
0.7
0.8
0.9
1
1.1
Tru
e te
nsi
le s
tren
gth
(n
orm
alis
ed)
PoresPorese/InclusionsCalculated
(b)
Figure 29. (a) The true elongation to fracture and (b) the true tensile strength, normalised to the true tensile strength of the most ductile specimen, as a function of the area fraction of defects in the
fracture surface, for samples with different types of defects. Data refer to an AlSi7Mg gravity die cast plate from Ref. [28].
For high-pressure die-casting, the casting reference is a U-shaped casting. The CAD model of the AlSi9Cu3(Fe) casting with runners, gating and overflow system is displayed in Figure 30. The U-shaped casting with 2.5 mm thickness was coupled with ribs, with 5 mm thickness, which are generally locations of high defect content.
Figure 30. The U-profile casting with gating system: 260 mm length, 110 mm height and 70 mm
width. Wall and rib thickness: 2.5 mm and 5 mm, respectively [35].
The results coming from the application of the Gosh model are shown in Figure 31. The tensile properties show a progressive decrease by increasing the area fraction of defects on the fracture surface. The true tensile strength of the diecast AlSi9Cu3(Fe) alloy exhibits a decreases from 310 to 160 MPa as the area fraction of defects increases up to about 23%. Further, the true plastic strain drastically decreases from ~2.1 to 0.3% with the increase in defect level. In the same figure, it is shown a comparison between the constitutive prediction and the experimental results of the σf
* (Figure 31a) and εi
* (Figure 31b), in terms of variation of area fraction of defects. The true elongation to fracture of the most ductile specimen (εi
*) was 0.021 and it was used in the

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
23
constitutive model to find the maximum homogeneous strain, εh*, for the different f-values in eq.
(4.4). Contrary to the Cáceres’ work [28], the values of true tensile strength were not normalised as seen in Figure 31b, but the effect on the tensile strength was calculated using the eq. (4.2), with n = 0.23, K = 755 MPa and the εh
* values from eq. (4.3). Again, the calculated curves correctly indicate the trends of the experimental results.
0 0.05 0.1 0.15 0.2 0.25Area fraction of defects, f
0
0.005
0.01
0.015
0.02
0.025
Elo
ng
atio
n t
o f
ract
ure
ExperimentalCalculated
0 0.05 0.1 0.15 0.2 0.25Area fraction of defects, f
0
50
100
150
200
250
300
350
Tru
e te
nsi
le s
tren
gth
(M
Pa)
ExperimentalCalculated
Figure 31. (a) The true elongation to fracture and (b) the true tensile strength as a function of the area fraction of defects in the fracture surface. Data refer to the AlSi9Cu3(Fe) diecasting shown in
Fig. 3 [35].
Further, the quality index, Q, is also affected by the presence and amount of casting defects. This parameter takes into account the ultimate tensile strength, UTS, and the elongation to fracture, sf, in the equation [36]:
( )fUTS 0.4 log sQ K= + (4.5).
The quality index, combining both strength and ductility, is believed to be more descriptive of the true tensile properties of castings than either the tensile strength or the elongation alone. Modelling the influence of casting defects on the quality index, eq. (4.5) can be written as
( )( ) ( )*
*
*0.8 log exp 1
exp
n
h
h
h
Q Kε
εε
= + ⋅ + − (4.6)
which relates the quality index to the maximum homogeneous strain, εh*, for the different f-values.
The calculated Q-values (joined by the solid line) as a function of area fraction of defects are compared with the experimental results in Figure 32. As shown the calculated curve correctly indicate, yet again, the trend of the experimental data. The results shown in Figures 29, 31 and 32 indicate how the area fraction of defects evaluated in the fracture surface is a reliable parameter to predict the tensile properties of the material, despite some scatter in the data. The results are also in good agreement with the analytical approach based on the Ghosh constitutive model. The scatter observed in the experimental data can be considered, at least in part, as inherent to the fracture behaviour of the material. Some imperfections are always present, even in sound specimens, which tend to show some vertical scatter in tensile strength and ductility.

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
24
0 0.05 0.1 0.15 0.2 0.25Area fraction of defects, f
0
50
100
150
200
250
300
350
400
Qu
alit
y in
dex
, Q (
MP
a)
ExperimentalCalculated
Figure 32. The quality index, Q, as a function of the area fraction of defects in the fracture surface.
The solid lines represent the calculated curve obtained according to eq. (4.6) [35]. The source of horizontal scatter arises from the measurements of the defect size since the boundaries of defects are often ill-defined, making the quantification of the area of defects an arbitrary exercise. A related and more significant effect can be attributed to the fact that defects do not always lie on the same cross sectional plane, especially oxide films (see Figure 33), and therefore the projected area used to calculate f may be overestimated respect to the real defect area fraction.
Figure 33. SEM micrograph of oxide films on the fracture surface of sample lying almost
perpendicular to the fracture plane. It is revealed how the constitutive approach proposed by Gosh can be properly applied in post-mortem studies. On the contrary, if the model would be used as predictive tool, the prediction of defects’ location and size, i.e. the distribution of defects throughout the casting, is a key requirement. Several semi-empirical and kinematics algorithms have been recently proposed to predict defects’ distribution in castings with consideration of oxide entrapment during mould filling combined with the effects of hydrogen supersaturation and volumetric shrinkage during solidification. Although these pioneer studies are useful to casting engineers, a fundamentally-based algorithm that is capable of modelling defects’ formation and entrapment in casting is still sought.

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
25
4.3. Using Weibull statistics approach to control the reliability of the casting
Structural defects such as porosity and oxide inclusions or microstructural features such as Si eutectic or intermetallic phases constitute the initiation point of fracture, since they constitute the weakest link and lead to the largest stress concentration. When the mechanical properties of a group of nominally similar specimens is measured, the data acquired are usually scattered. The statistical distribution that can reasonably model such a distribution was proposed by Weibull [37] and was originally used to analyse the yield strength and fatigue behaviour of steel alloys. The common Weibull distribution function is expressed as
−−−=β
ηλx
Pi exp1 (4.7)
where Pi is the cumulative fraction of specimen failures (in tensile or bending tests); x is the variable being measured (ultimate tensile strength or elongation to fracture); λ is the threshold parameter, i.e. the characteristic stress (or strain) below which no specimen is expected to fail; η is the scale parameter, i.e. the characteristic stress (or strain) at which 63.21% of the specimens has failed; β is the shape parameter, alternatively referred to as the Weibull modulus. This configuration of the Weibull distribution is the three-parameter configuration. Generally, for aluminium castings, the two-parameter form is widely adopted and can be expressed with the threshold value λ taken as zero. The Weibull distribution is asymmetrical about the mean strength (or strain) if compared to Gauss distribution. Simplifying eq. (4.7) by assuming λ as zero, the Weibull distribution can be converted into the linear form
( ){ } ( ) ( )ln ln 1/ 1 ln lniP xβ β η − = − (4.8)
which can be easily plotted with ln(x) and ln{ln[1/(1-Pi)]} as main axes. If the experimental distribution is Weibullian, a straight line will be produced with slope β and intercept -β ln(η). The slope β physically represents the Weibull modulus of the casting, and is clearly a measure of the spread of the distribution. There are a number of statistical criteria that may be used to estimate the probability of failure Pi, such as the modified Kaplan-Meier method, the Herd-Johnson or the Benard methods. The most common approach is the median rank method, alternatively referred to the Benard method, which calculates the failure probability Pi as
+−=
4.03.0
n
iPi (4.9)
where i is the ranked position of the specimen strength (or strain) in that set of castings and n is the total number of specimens. Tensile strength and elongation are properties related to fracture initiated at the weakest link, and therefore are expected to follow a Weibull distribution. Yield stress, however, is not expected to follow a Weibull distribution because the “weakest link” concept does not apply. The Weibull methodology can be transversally applied throughout the whole foundry process to evaluate the impact on the final casting quality: at the design stage of a component, for instance to investigate the effect of different pouring systems and runner designs, or for the casting operations in order to control, for instance, the degassing efficiency. In general, the Weibull approach results useful to monitor the reliability and repeatability of the different operations along the whole process chain in the Al alloy foundry.

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
26
Dai et al. [23] applied the Weibull stochastic methodology to investigate the effects of three different runner designs, shown in Figure 34 and named vortex-flow (VR), rectangular (RR) and triangular (TR) runner systems, on the final casting quality and reliability. This study allows for a direct comparison of the liquid metal flow behaviour and performance of the castings acquired by using different runner systems. The mechanical performance was evaluated by using four-point bend tests on specimens drawn horizontally or vertically from the AlSi7Mg alloy castings.
Figure 34. Three gating systems (a) VR; (b) RR; (c) TR studied by means of Weibull approach
[23]. Despite the sampling method, the Weibull moduli shown in Figure 35 indicate the same conclusion, i.e. VR > RR > TR. Therefore, the use of vortex-flow runner system can effectively control the chaotic behaviour of liquid metal flow in the runner, assist in the reduction of ingate velocity, and the consequent reduction of casting defects. In particular, it seems that the stochastic approach proposed by Weibull is sensitive to the presence even of fine defects such as “young” oxide films (Figure 36), which result from higher metal flow velocity and surface turbulence due to usually improper design of runner system. It seems that by knowing the effects of the runner system on the casting quality and, further, by optimising the runner system design and improving the flow behaviour during the filling, the production of oxide films can be significantly reduced so that the mechanical strength and reliability of aluminium alloy castings can be enhanced.
5.4 5.5 5.6 5.7 5.8 5.9 6 6.1 6.2ln(UBS)
-4
-3
-2
-1
0
1
2
ln{l
n[1
/(1-
Pi)]
}
VR (β=12.7)RR (β=8.8)TR (β=8.6)
(a)
5.4 5.5 5.6 5.7 5.8 5.9 6 6.1 6.2ln(UBS)
-4
-3
-2
-1
0
1
2
ln{l
n[1
/(1-
Pi)]
}
VR (β=18.0)RR (β=14.9)TR (β=6.0)
(b)
Figure 35. Weibull plots of the casting specimens UBS: (a) in vertically sampling method, (b) in horizontally sampling method. The Weibull moduli β are also indicated [23].

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
27
Figure 36. SEM micrograph showing the presence of thin oxide films on the fracture surface of a
specimen.
Table 7. Process parameters used for producing U-shaped castings shown in Figure 30 [35]. Process Plunger velocity
slow shot (ms-1) Plunger velocity fast shot (ms-1)
Switch point (mm)
Intensification pressure (bar)
Melt temperature in crucible (°C)
P1 0.40 3 428 400 690
P2 0.59 3 447 400 690 P3 0.73 2 373 400 690 P4 0.58 2 451 400 690
The Weibull method can also be used in high-pressure die-casting to monitor the effects of different injection parameters on the final casting quality and reliability. In the work of Timelli [35], a combination of different injection parameters were chosen in order to produce the AlSi9Cu3(Fe) alloy diecastings shown in Figure 30. Table 7 summarizes the process parameters used. In the P1 reference process, the plunger speed was kept constant in the first phase and a rapid acceleration was applied in the second phase, i.e. at the beginning of die filling. In the other shot profiles the plunger was slightly higher in the first phase, minimizing however the air entrapment in the slow shot. The main differences regarded the variations of the switch point between the first and second phase: the commutation point was anticipated in the P3 process and postponed in the P2 and P4 processes. Further, the plunger velocity in the fast shot was reduced in the P3 and P4 profiles. The mechanical properties were evaluated by performing tensile testing on specimens drawn from the castings. Figure 37 shows the corresponding Weibull plots where each point is represented as a bubble with a diameter that is proportional to the area fraction of defects evaluated in the fracture surface of the tensile specimens. While lower values in the two plots represent the specimens with the highest f values, the diameter of the bubbles decreases along the straight lines. Therefore, the probability of failure Pi increases by increasing the defect content f, indicating the fundamental role of defects on fracture mechanism. The quantitative results of the Weibull analysis evidence how the Weibull modulus is strongly affected by the injection parameters used. The results show that the Weibull moduli for the UTS and elongation to fracture of the P1 reference process were 9.2 and 3.3, respectively, but changing the injection profiles, as done in the P2, P3 and P4 processes, caused the Weibull moduli to decrease. The minimum β values were reached by using the P4 process. This

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
28
means that reducing the plunger velocity during the fast shot and simultaneously delaying the commutation point between first and second phase clearly decreases the reliability of the castings. These values and the highest mechanical properties reached in the work are well below the maximum mechanical properties attainable for AlSi9Cu3(Fe) alloys. Recently, it has been evidenced how EN AC-46000 type alloys can reach values of 320 MPa for UTS and ~4% as elongation to fracture, if the defect content is significantly reduced.
4.8 5 5.2 5.4 5.6 5.8ln(UTS)
-5
-4
-3
-2
-1
0
1
2
ln{l
n[1
/(1-
Pi)]
}
P1 (β=9.2)P2 (β=7.1)P3 (β=8.7)P4 (β=6.3)
(a)
-1.5 -1 -0.5 0 0.5 1 1.5ln(sf)
-5
-4
-3
-2
-1
0
1
2
ln{l
n[1
/(1-
Pi)]
}
P1 (β=3.3)P2 (β=2.6)P3 (β=3.0)P4 (β=2.2)
(b)
Figure 37. Weibull plots for UTS and elongation to fracture values obtained from different injection processes in HPDC; the diameter of each bubble is proportional to the area fraction of
defects f [35].
It has been recently observed that in a two-parameter Weibull plot there exists a threshold stress λ below which failure would not occur, suggesting that three-parameter Weibull analysis would be more appropriate. When λ is taken as zero, as in the two-parameter fits, there is a probability that the fracture stress of specimens will be less than the yield stress, even if the specimen has reached and deformed plastically beyond the yield stress. It is important to underline that in the two-parameter Weibull model, the ratio of the average (σ ) to the standard deviation (sσ) is a function only of β as follows
2
11
2 1sσ
βσ
β β
Γ + = Γ 1+ − Γ 1+
(4.10)
where Г represents the gamma function. Increases in the average or decreases in the standard deviation increase the value of the Weibull modulus. Hence, higher β would not necessarily mean higher repeatability or reliability. Therefore, increases in Weibull moduli β observed previously by changing HPDC injection parameters and using the two-parameter Weibull statistics could be probably considered as an “increase in safety” more than an “increase in reliability”, because it would indicate an increase in the threshold stress or elongation to fracture if three-parameter Weibull statistics were used.

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
29
5. References
[1] R. N. Lumley, “A unified approach to quality analysis of high pressure die-castings”, Die Casting Engineer (2011) 36-39
[2] H. R. Ammar, C. Moreau, A. M. Samuel, F. H. Samuel, H. W. Doty, “Influences of alloying elements, solution treatment time and quenching media on quality indices of 413-type Al-Si casting alloys”, Materials Science and Engineering A 489 (2008) 426-438
[3] G. Timelli, O. Lohne, L. Arnberg, H. I. Laukli, “Effect of solution heat treatments on the microstructure and mechanical properties of a die-cast AlSi7MgMn alloy”, Metallurgical and Materials Transactions A 39A (2008) 1747-1758
[4] W. D. Griffiths, R. Raiszadeh, “Hydrogen, porosity and oxide film defects in liquid Al”, Journal of Materials Science (2009) 3402-3407
[5] J. Campbell, R.A. Harding: “Casting technology”, in TALAT 2.0 cd-rom, EAA, Brussels (2000)
[6] B. Farhoodi, R. Raiszadeh, M. Ghanaatian, “Role of double oxide film defects in the formation of gas porosity in commercial purity and Sr-containing Al alloys”, Materials Science and Technology (2014) 30(2), 154-162
[7] S. Akhtar, G. Timelli, F. Bonollo, L. Arnberg, M. Di Sabatino, “A comparative study of defects and mechanical properties in high-pressure die-cast and gravity die-cast aluminium alloys”, International Foundry Research/Giessereiforschung 61 (2009) No. 2 2-14
[8] S. Akhtar, D. Dispinar, L. Arnberg, M. Di Sabatino, “Effect of hydrogen content, melt cleanliness and solidification conditions on tensile properties of A356 alloy”, International Journal of Cast Metals Research vol. 22 (2009) No. 1-4 22-25
[9] A. A. Ahamed, H. Kato, “Influence of casting defects on tensile properties of ADC12 Aluminium alloy die-castings”, Materials Transactions 49 (2008) No.7 1621-1628
[10] A. A. Ahamed, H. Kato, K. Kageyama, T. Komazaki, “Acoustic visualization of cold flakes and crack propagation in aluminum alloy die-cast plate”, Materials Science and Engineering A 423 (2006) 313-323
[11] L. Liu, F. H. Samuel, “Effect of inclusions on the tensile properties of Al-7%Si-0.35%Mg (A356.2) aluminium casting alloy”, Journal of Materials Science 33 (1998) 2269-2281
[12] R. Raiszadeh, W. D. Griffiths, “The behaviour of double oxide film defects in liquid Al alloys under atmospheric and reduced pressures”, Journal of Alloys and Compounds 491 (2010) 575-580
[13] R. Lumley, N. Deeva, M. Gershenzon, “An evaluation of quality parameters for high pressure die castings”, International Journal of Metalcasting (2011) 37-56
[14] D. R. Gunasegaram, B. R. Finnin, F. B. Polivka, “Melt flow velocity in high pressure die casting: its effect on microstructure and mechanical properties in an Al-Si alloy,” Materials Science and Technology Vol. 23 847-856 (2007)
[15] M. R. Ghomashchi, “High-pressure die casting: effect of fluid flow on the microstructure of LM24 die-casting alloy”, Journal of Materials Processing Technology Vol. 52 193-206 (1995)
[16] A. R. Adamane, L. Arnberg, E. Fiorese, G. Timelli, F. Bonollo, “Influence of injection parameters on the porosity and tensile properties of high-pressure die-cast Al-Si alloys: a review”, International Journal of Metalcasting (2014)
[17] X. P. Niu, K. K. Tong, B. H. Hu, I. Pinwill, “Cavity pressure sensor study of the gate freezing behaviour in aluminium high pressure die casting,” International Journal of Cast Metals Research Vol. 11 105-112 (1998)
[18] K. Li, E. Chang, “A mechanism of porosity distribution in A356 aluminum alloy castings”, Materials Transactions Vol. 43 No.7 (2002) 1711-1715

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D4.1: Guidelines for Mechanical Design Authors: F. Bonollo, G. Timelli, E. Fiorese
30
[19] F. Grosselle, G. Timelli, F. Bonollo, “Doe applied to microstructural and mechanical properties of Al-Si-Cu-Mg casting alloys for automotive applications”, Materials Science and Engineering A 527 (2010) 3536-3545
[20] F. Grosselle, G. Timelli, F. Bonollo, A. Tiziani, E. Della Corte, “Correlation between microstructure and mechanical properties of Al-Si cast alloys”, La Metallurgia Italiana (2009) 25-32
[21] A. M. Samuel, H. W. Doty, S. Valtierra, F. H. Samuel, “Defects related to incipient melting in Al-Si-Cu-Mg alloys”, Materials and Design 52 (2013) 947-956
[22] J. Campbell, In Elsevier (Ed.), Castings, 2nd ed., Butterworth-Heinemann, Oxford, 2003 [23] X. Dai, X. Yang, J. Campbell, J. Wood, Effects of runner system design on the mechanical
strength of Al-7Si-Mg alloy castings, Mater. Sci. Eng. A 354 (2003) 315-325 [24] X. Dai, X. Yang, J. Campbell, J. Wood, Influence of oxide film defects generated in filling
on mechanical strength of aluminium alloy castings, Mater. Sci. Technol. 20 (2004) 505-513 [25] G. Timelli, F. Bonollo, Quality mapping of aluminium alloy diecastings, Metal. Sci. Tech.
26 (2008) 2-8 [26] M. Avalle, G. Belingardi, M.P. Cavatorta, R. Doglione, Casting defects and fatigue strength
of a die cast aluminium alloy: A comparison between standard specimens and production components, Int. J. Fatigue 24 (2002) 1-9
[27] A.M. Gokhale, G.R. Patel, Origins of variability in the fracture-related mechanical properties of a tilt-pour-permanent-mold cast Al-alloy, Scripta Mater. 52 (2005) 237-241
[28] C.H. Cáceres, B.I. Selling, Casting defects and the tensile properties of an Al-Si-Mg alloy, Mater. Sci. Eng. A 220 (1996) 109-116
[29] C.D. Lee, Effects of microporosity on tensile properties of A356 aluminum alloy, Mater. Sci. Eng. A 464 (2007) 249-254
[30] D. Dispinar, J. Campbell, Use of bifilm index as an assessment of liquid metal quality, Int. J. Cast Metals Res. 19 (2006) 5-17
[31] C. Dørum, O.S. Hopperstad, T. Berstad, D. Dispinar, Numerical modelling of magnesium die-castings using stochastic fracture parameters, Eng. Fract. Mech. 76 (2009) 2232-2248
[32] A.K. Ghosh, Tensile instability and necking in materials with strain hardening and strain-rate hardening, Acta Metall. 25 (1977) 1413-1424
[33] N.R. Green, J. Campbell, Statistical distributions of fracture strengths of cast Al-7Si-Mg alloy, Mater. Sci. Eng. A 137 (1993) 261-266
[34] N.E. Dowling, In Mechanical behavior of materials - Engineering methods for deformation, fracture, and fatigue. Prentice Hall, 2nd ed., Upper Saddle River (NJ), 1999.
[35] G. Timelli, Constitutive and stochastic models to predict the effect of casting defects on the mechanical properties of high-pressure die-cast AlSi9Cu3(Fe) alloys, Metal. Sci. Tech. 28 (2010) 9-17
[36] C.H. Cáceres, A Phenomenological Approach to the Quality Index of Al-Si-Mg Casting Alloys, Int. J. Cast Met. Res. 12 (2000) 367-375
[37] W. Weibull, A statistical distribution function of wide applicability, J. Appl. Mech. 18 (1951) 293-297