Embed Size (px)
Citation preview
Contribution to the modelling of chocolate tempering
Proceedings of European Congress of Chemical Engineering (ECCE-6)
Copenhagen, 16-20 September 2007
Contribution to the modelling of chocolate tempering
process
F. Debaste,a Y. Kegelaers,
b H. Ben Hamor,
a V. Halloin
a
aChemical engineering department, Université Libre de Bruxelles Av. Franklin Roosevelt, 50 CP
165/67 B-1050 Brussels, Belgium bPuratos Group, Industrialaan 25, B-1702 Groot-Bijgaarden, Belgium
Abstract
The tempering of chocolate, i.e. the process of crystallization of the desired morph; is a key step in its manufacturing by professional chocolate makers. In this work, model of a tempering process based on seeding with solid chocolate grains is developed to enhance understanding and control of the system. This model aims to predict temperature field during melting and crystallization of the product. Therefore a mechanical stirrer is designed to simulate the manual mixing. Resulting flow field is modeled using CFD. Based on simulation results, the heat transfer problem is simplified using an effective thermal conductivity. The parameter value is fitted on experimental results. The heat conduction equation obtained is solved using Femlab. Melting of chocolate particles serving as seeds is added to the model using a sink term having the form of a kinetic reaction whose parameters are identified from an adiabatic melting experiment. The resulting model gives an accurate prediction of the cooling rate and the temperature field within the melted chocolate seeded with small solid grains. Keywords: Chocolate tempering, Heat transfer, Computational fluid dynamics
1. Introduction
Tempering process refers to a controlled melting and cooling of chocolate in order to
achieve at the end the correct crystalline structure of the constituent cocoa butter
among the six existing polymorphic forms, namely the form V (Schenk and Peschar,
2004). The control of this process is important for the quality of the product, as well-
tempered chocolate is shiny, even-colored, snap, and smooth tasting, while badly-
tempered chocolate is chewy (not knocking), chalky and grainy, within the form of an
unattractive, dull brown mass because of fat blooming.
As the different polymorphic forms have different melting ranges, the trick to
tempering is to carefully control the temperature of the melted chocolate (Stapley, et
al.,1999). More precisely, the chocolate is first melted, then cooled to initiate
nucleation of seed crystals of the V form, and finally reheated slightly by a few
degrees to melt out crystals of any lower melting polymorphs. However, the
temperature history is not the only key for success. The importance of subjecting the
chocolate to a carefully defined shear has been recently recognized as a key factor in

F. Debaste et al.
the success of tempering processes (Donshi and Stapley, 2006). Indeed, even the
earliest hand tempering methods subjected the molten chocolate to shear by spreading
it across a marble slab with a knife.
Alternative tempering processes consist in inoculating melted chocolate with
crystallization nuclei of form V such as solid chocolate or coca butter in order to
induce the crystallization of the chocolate under this desired form V. Here also the
control of temperature is of high importance to remain with enough stable seed
crystals when the chocolate is finally allowed to fully cool.
The main objective of the present work is to investigate the usefulness of a modern
modelling tool, Computation Fluid Dynamic (CFD), on the study and control of a
given chocolate tempering process, considered here as one reference process of the
food industry.
CFD is indeed a simulation tool for the numerical solution of fluid flow and heat and
mass transfer problems. The transport equations describing the conservation of mass,
momentum and energy are solved numerically to give predictions of, for example,
velocity shear, temperature and pressure profiles inside the studied system. It is
therefore a potentially very interesting tool to study a process such as the tempering
one, where local time evolutions of temperature are notably of high importance.
While CFD is a technique that has a variety of applications in different processing
industries, it is only in recent years that it has been applied to food processing, mainly
for sterilization, mixing and drying processes (Norton and Sun, 2006)
2. Methods and materials
2.1. The tempering process
The tempering process considered in this study is one used by professional pastry
chefs and chocolate makers for dipping, molding and decorating. A batch of chocolate
is first molten in a bowl placed in a temperature controlled water bath. The molten
batch is then cooled at ambient temperature, while gently mixed by hand (Figure 1).
Figure 1 A tempering bowl
Contribution to the modelling of chocolate tempering 3
At a given temperature, the liquid chocolate is seeded with a given amount of small
solid pieces (for instance crystals of cocoa butter) to ensure the crystallization under
the best form (V).
2.2. The research methodology
The main purpose of the present study is to develop a mathematical model to predict
the time evolution of the temperature field inside the chocolate bowl during the
cooling and crystallization periods of the specified tempering process.
Firstly, a mechanical stirrer is designed and manufactured in order to simulate the
manual mixing in a controlled and reproducible manner. A CFD simulation is
performed to characterize the flow in the tempering bowl equipped with this novel
stirrer. These mixing characteristics are studied without taking care of any heat
transport.
Secondly, on the basis of this flow analysis, the transient heat transfer problem is
simplified by neglecting convective terms in the heat balance equation and using an
effective thermal conductivity approach to take into account enhancement of heat
transport by the mixing process. The resulting transient heat balance equation
complemented with adequate boundary conditions is solved using the Comsol
software.
Thirdly, a sink term is added to the heat balance equation to take into account the
additional cooling arising from the latent heat of melting of the solid pieces used as
crystallization seeds. This term is written under the form of a kinetic reaction whose
parameters are identified from Differential Scanning Calorimetry (DSC) as well as
from melting experiments carried out under adiabatic conditions.
Finally, the predicted transient temperature profiles are validated against tempering
experimental results obtained in the laboratory, using the bowl of Figure 1 and the
new stirring device.
2.3. The experimental and measuring equipments
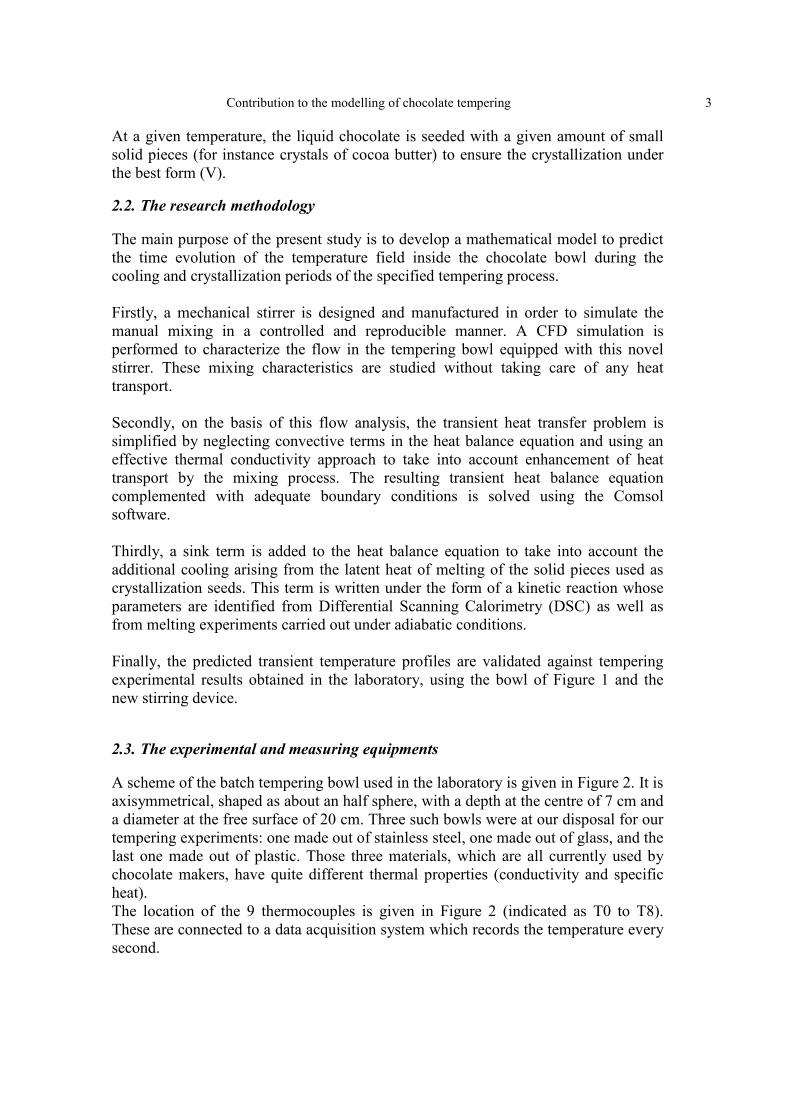
A scheme of the batch tempering bowl used in the laboratory is given in Figure 2. It is
axisymmetrical, shaped as about an half sphere, with a depth at the centre of 7 cm and
a diameter at the free surface of 20 cm. Three such bowls were at our disposal for our
tempering experiments: one made out of stainless steel, one made out of glass, and the
last one made out of plastic. Those three materials, which are all currently used by
chocolate makers, have quite different thermal properties (conductivity and specific
heat).
The location of the 9 thermocouples is given in Figure 2 (indicated as T0 to T8).
These are connected to a data acquisition system which records the temperature every
second.
F. Debaste et al.
The bowl is equipped with a novel stirrer (see Figure 3) specially designed to
reproduce in the melted chocolate motions similar to those induced by hand mixing. It
consists of two tilt incurved blades fit out with rabbets at specific radial locations in
order to enable the rotation of the stirrer in presence of the thermocouples set
vertically in the bowl. During the melting of the chocolate, the bowl is immersed in a
tank filled up with thermoregulated water. After seeding of solid particles at the
chosen temperature, the cooling is operated either in the tank whose control
temperature is switched down to the desired temperature either by leaving the bowl at
ambient air. All the experimental results presented here are obtained using dark
chocolate produced by Belcolade manufacturer and using cocoa particles as solid
seeds. Their properties are given in Table 1.
Figure 2 : Scheme of the tempering bowl (vertical diametral plane) and location of 9 thermocouples T0 to T8
Figure 3 : New stirrer
k (W/m K) Cp (J/kg K) (kg/m3)
Dark chocolate (liquid) 0,16 – 0,26 1670 (40 – 60 °C) 1260 (35 °C) Cocoa butter (solid) 0,09 (21°C) 2010 (15 – 21 °C) 960 - 990 (15°C) Cocoa butter (liquid) 0,12 (43°C) 2090 (32 – 82 °C) 880 - 900
Table 1 : Properties of the products used in the experiments

Contribution to the modelling of chocolate tempering 5
Besides, DSC measurements, using a DSC 821e from Mettler-Toledo, are operated to
investigate the kinetics of the melting of the solid seeds.
In addition, an adiabatic tank of 1 liter, equipped with thermocouples and a mixing
device, is used to measure the latent heat of melting of those particles. This latent heat
can indeed be calculated thanks to a suitable transient heat balance fed with the
recorded temperature fall induced by the melting of the particles.
2.4. The CFD softwares
Computational Fluid Dynamics are performed using Fluent software code, well-
known to tackle problems from most major industry sectors. It is based on a finite
volume method and is used here to solve Navier-Stokes equation in the stirred bowl.
The simplified transient heat balance is solved using the commercial code Comsol
Multiphysics, based on finite elements technique.
3. Results and analyses
3.1. Design of the stirrer
A continuous mixing is needed during the whole tempering process, in order to
maintain the solid seeds in uniform suspension and to avoid inner temperature
gradients during the cooling of the melted chocolate thanks to increased heat
transfers.
These objectives can easily be reached by gentle hand mixing. However, in this study,
a mechanical device is preferred in order to ensure reproducible and constant mixing
conditions.
It is first observed that an uniform distribution of the solid seeds can not be reached
using standard stirrers such as anchorages or impellers; indeed, most of the seeds are
left floating on the surface which leads to the formation of an upper solid layer when
the particles melt as well to the apparition of large temperature fluctuations. A new
stirrer is then designed, which apparently reproduces the expected mixing effects
during a tempering experiment.
CFD simulations are run to study the main characteristics of the flow induced by the
stirrer. Even if it can be anticipated that melted chocolate exhibits non-Newtonian
behavior because of the importance of solid particles (of sugar, cocoa and milk
powder) dispersed in the continuous fat melted phase, a laminar Newtonian flow is
assumed.
Indeed, as can be seen on Figure 4 where experimental viscosities are plotted as a
function of shear rates and fitted using an Ostwald-De Waele model, the viscosity
remains nearly constant for shear rates higher than 2 s-1. CFD simulations carried out
using Fluent software show that, for the rotation speed used for tempering
experiments (32 rpm), shear rates lie within this range where the viscosity can be
assumed to be nearly constant, around 40.000 cp (Figure 5). Therefore, it can be
expected that CFD simulations performed using a Newtonian model in laminar

F. Debaste et al.
regime will enable to get at least a good qualitative description of the main features of
the flow. Theses ones are given in Figure 6.
It can be observed that the stirrer produces an important axial downward motion in
the centre of the bowl. which should lead to an efficient distribution of the solid seeds
within the mass of melted chocolate and enable to avoid temperature fluctuations as
explained above. This is indeed verified experimentally.
Figure 4 : Viscosity as a function of shear rates
Figure 5 : Computed shear rates (rotating speed of 32 rpm)
Figure 6: (left) vertical downward components of reduced velocity in two horizontal planes (at 2 and 6 cm from
the bottom of the bowl); (right) vertical downward component of reduced velocity in a median vertical plane;
Contribution to the modelling of chocolate tempering 7
3.2. Typical tempering experimental result
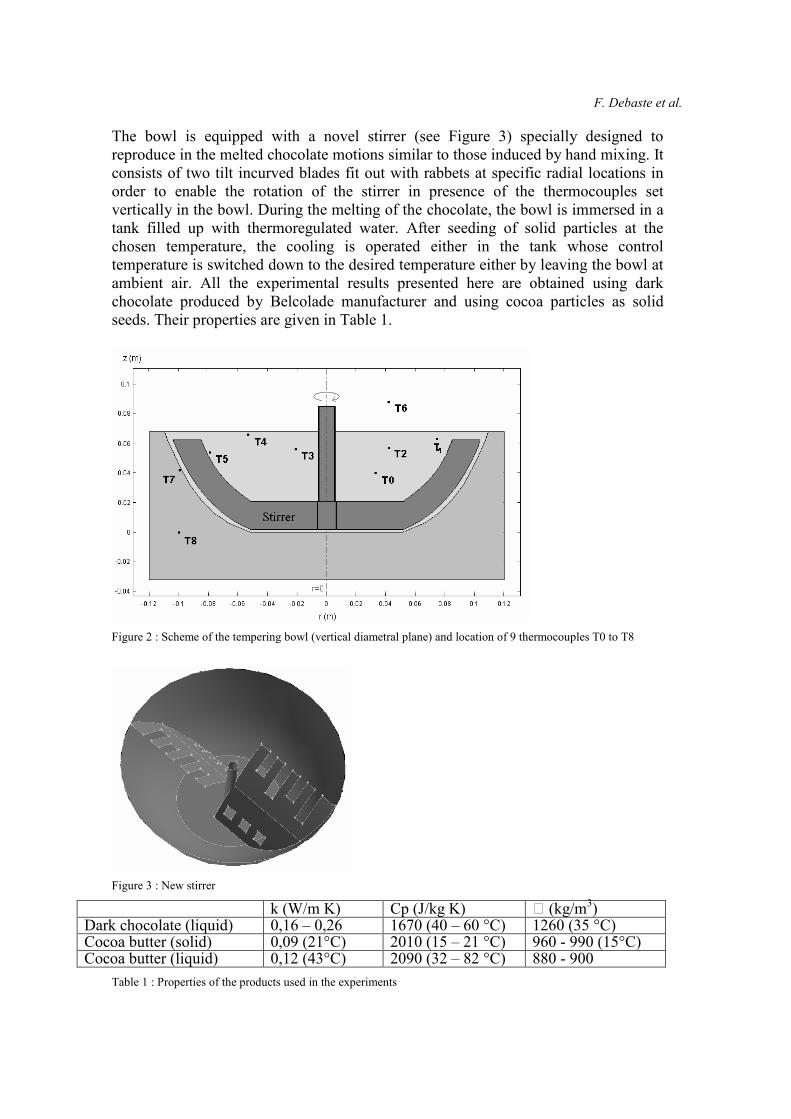
A typical tempering experiment is run as follows. Firstly, 2 kg of chocolate is melted
in the bowl at a temperature around 50°C. The stirrer is set in motion at a rotating
speed around 30 rpm, which corresponds to hand agitation. The solid seeds particles
are then introduced into the mass of melted chocolate and dispersed within the
volume thanks to the motions induced by the stirrer device. The wall of the bowl is
cooled down, by contact to ambient air or immersed in a thermo-regulated water bath.
The time evolution of temperature at three locations within the bowl is given for
example in Figure 7; the numbering of the thermocouples is given in Figure 2. Time 0
corresponds to the introduction of the seeds particles. The rapid cooling observed just
after this introduction is mainly due to the endothermic melting of the particles. The
temperature appears to be very homogeneous within the bowl.
The quality of the product obtained by this tempering process will depend on several
operating parameters, such as the ratio between the mass of the particles and the mass
of melted chocolate, the size of the particles, their initial temperature, the temperature
of the melted chocolate at time 0, the temperature of ambient air, the temperature of
the walls during cooling… . Indeed, it is essential that the seed particles provide beta
seeds (form V) for proper tempering; this aptitude will depend somehow or other on
the listed parameters. The development of a mathematical model predicting the
evolution of the temperature in the bowl as a function of those parameters will help in
identifying criteria for good tempering.
Figure 7 : Time evolution of temperature in the bowl during a tempering experiment
3.3. Mathematical Model
The objective of the model under development in this study is to predict the time
evolution of the temperature within the melted chocolate as a function of the
operating parameters mentioned above.
This requires in principle to solve a set of coupled non linear partial derivatives
equations: the balances equations of energy, of continuity and of momentum (Bird et
al., 2002).
F. Debaste et al.
It is proposed here to simplify this problem by introducing an effective thermal
conductivity approach to model the contribution of convection to heat transfer.
Accordingly, the energy equation writes:
QT λt
TρC effp +∆=
∂∂
(1)
where λeff is a lumped thermal conductivity parameter. The enhancement of heat
transport by the mixing process is here modeled as a thermal diffusion process
between neighboring fluid layers. Therefore the continuity and momentum equations
do not have to be solved anymore.
As a consequence of the symmetry of the bowl, temperature T is only function of
radial position r, vertical position z and time t.
Q represents a sink term added to the thermal balance equation to take into account
the additional cooling arising from the latent heat of melting of the solid particles
used as crystallization seeds (Franke, 1998; Norton and Sun, 2006)
This heat balance equation supplemented with a set of appropriate initial and
boundary conditions is numerically solved using Comsol.
As initial condition, assumption is made that at time t=0, temperature is uniform
within the whole bowl and given equal to
0)0( TtT == (2)
The heat flux boundary condition is given at the wall of the bowl and on the free
surface as a sum of two contributions: a convective heat flux and a radiative heat flux:
( ) ( )44
∞−+−=∂∂− TTTThx
Tk sext
xL
σε (3)
where emissivity ε depends on the nature of the emitting surface.
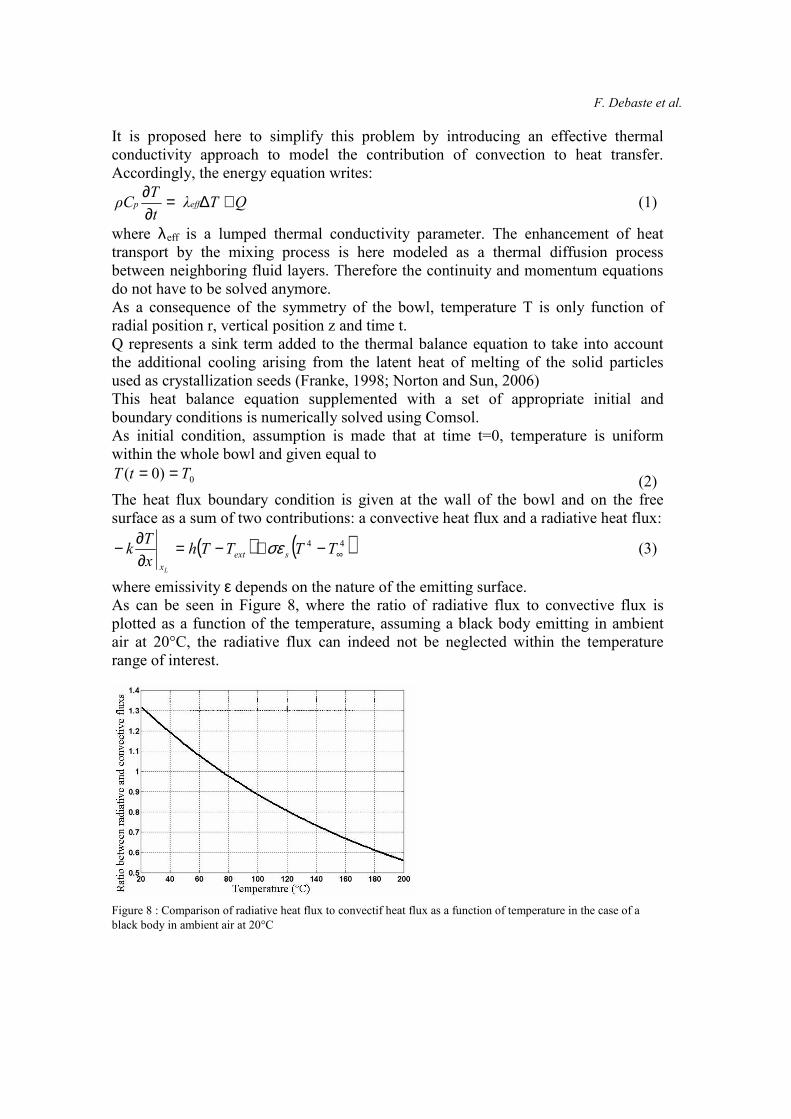
As can be seen in Figure 8, where the ratio of radiative flux to convective flux is
plotted as a function of the temperature, assuming a black body emitting in ambient
air at 20°C, the radiative flux can indeed not be neglected within the temperature
range of interest.
Figure 8 : Comparison of radiative heat flux to convectif heat flux as a function of temperature in the case of a
black body in ambient air at 20°C
Contribution to the modelling of chocolate tempering 9
3.4. Identification of the parameters of the model
In order to solve numerically the set of equations (1) to (3), values must be given to the parameters of the model: the heat transfer coefficients in the heat flux boundary conditions, the effective thermal conductivity λeff, and the sink term Q.
3.4.1. Heat transfer coefficients
Convective heat transfer coefficients depend on the nature of the fluid, on its velocity,
and on the geometry of the considered system.
The heat transfer coefficient at the top free surface of the bowl is estimated using the
correlation (4), valid for a horizontal free surface subjected to free convection heat
transfer (Holman, 1981): 4/154.0 RaNu = (pour 710<Ra ) (4)
For stirred vessels, the resistance to heat transfer is known to be localized on the inner
wall. It is proposed to use the following correlation developed for anchor stirrers in
laminar regime (Zlokarnik, 1969):
( ) 3/23/1PrRe BCNu += (5)
Anchor can indeed be considered as the standard stirrer whose geometry is the closest
to the one of our new stirrer device.
The values of the heat transfer coefficient on the free surface (hext) and on the inner
wall (hint) calculated using those correlations are given in Table 2. These values are validated against experimental results obtained as follows.
Chocolate is first melted at 50,4°C and than cooled by immersing the bowl in a
thermoregulated water bath set to 32°C. No seeds particles are added and no stirring
is operated. Ambient temperature is measured equal to 24°C.
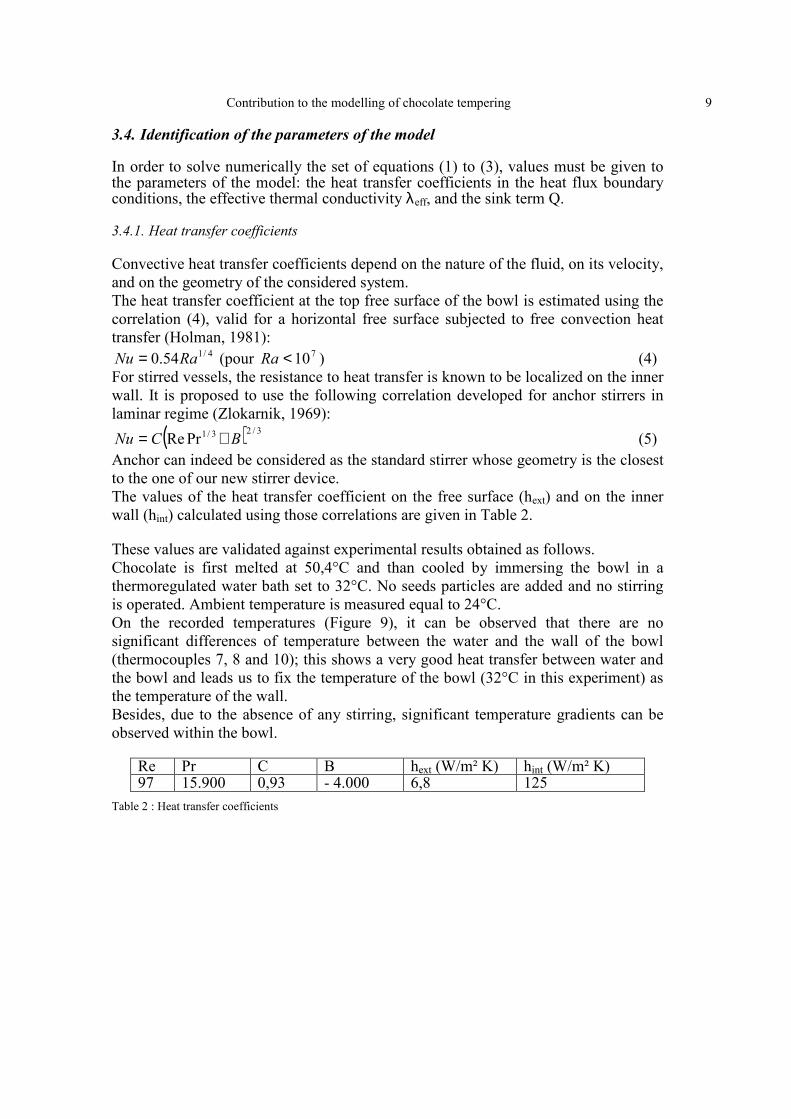
On the recorded temperatures (Figure 9), it can be observed that there are no
significant differences of temperature between the water and the wall of the bowl
(thermocouples 7, 8 and 10); this shows a very good heat transfer between water and
the bowl and leads us to fix the temperature of the bowl (32°C in this experiment) as
the temperature of the wall.
Besides, due to the absence of any stirring, significant temperature gradients can be
observed within the bowl.
Re Pr C B hext (W/m² K) hint (W/m² K) 97 15.900 0,93 - 4.000 6,8 125
Table 2 : Heat transfer coefficients
F. Debaste et al.
Figure 9 : (a) Position of thermocouples. (b) temperatures as a function of time for cooling without seed particles
Data needed to model this experiment are given in Table 3. The model is run giving the value 0 to the sink term Q and 10,7 W/m K to the
effective thermal conductivity λeff.
The experimental results are compared to the numerical ones in Figure 10.
Considering the very good agreement between them, it can be concluded that the
value of 6,8 W/m² K estimated for the heat transfer coefficient at the free surface, hext,
is adequate.
ρ (kg/m
3)
Cp
(J/Kg K)
Boundary
condition
chocolate/water
Boundary
condition
chocolate/air
Initial
condition
H
(cm)
Time of
simulation
(s)
1290 1650 T = 32 °C hext=6,8
W/m²K
Tair=22,5°C
Twater=32°
Tchoc=50,5°C
6,8 7200
Table 3: Properties of melted chocolate and boundary conditions

Contribution to the modelling of chocolate tempering 11
Figure 10 : Experimental and numerical temperature profiles during cooling. Initial temperature of chocolate equal
to 50,4 °C. Bowl immersed in water set to 32°C. No seed particles. No stirring. Position of thermocouples is given
in Figure 9.
A second set of experiments is carried out. All the experimental conditions are kept
unchanged except that the stirrer is switched from 0 rpm to 32 rpm. This experiment
is modeled using the values given in Table 2 for the heat transfer coefficients. The
excellent agreement that can be observed in Figure 11 between the experimental and
numerical profile validates the value given to hint.

F. Debaste et al.
Figure 11: Experimental and numerical temperature profile during cooling. Initial temperature of chocolate equal
to 50,4 °C. Bowl immersed in water set to 32°C. No seed particles. Stirring at 32 rpm.
3.4.2. Effective thermal conductivity The value of the effective thermal conductivity keff is identified by least square
optimization using similar experiments carried out without any seeding but keeping
the speed of rotation of the stirrer set to 32 rpm.
It is found that a value of 10,7 W/m K allows to get the best possible comparison
between the numerical and the experimental time evolution of temperature at the
center of the bowl. This value is nearly two orders of magnitude higher than the
thermal conductivity of molten chocolate.
Besides, it is checked that with this value the whole temperature field is predicted
with a very good agreement, whatever the other experimental conditions (mass of
chocolate, initial and boundary temperatures); however, temperature gradients within
the bowl are very low when stirring is operated.
3.4.3. Melting kinetics Melting of seed particles is taken into account in the model using a heat sink term Q.
If we neglect heat needed to bring seeds to their melting temperature and to the
melted chocolate temperature, this term can be expressed as the product of a melting
kinetic rate (1/s) by the latent heat of melting (J/kg)
The kinetics of melting of seeds (particles of form V coca butter) is investigated by
DSC with heating rates between 1°C/min and 20°C/min. One should note that the
term ‘‘kinetics’’ is used in a broad sense in thermal analysis, it indeed covers the
study and modeling of the rate(s) of changes of the measured quantities (Varhegyi,
2007).
For those increasing heating rates, it can be observed that the temperature
corresponding to maximal melting rates varies between 33°C and 40°C (Figure 12).
Those DSC results can be supplemented with the plot of the evolution as a function of
temperature, of the degree of conversion α, namely. the mass fraction of liquid seeds,
calculated thanks to an elementary mass balance (Figure 12).

Contribution to the modelling of chocolate tempering 13
Figure 12 : DSC results (melting of cocoa butter particles)
It is proposed in this work to describe the kinetic model of melting that occurs under
nonisothermal conditions by equation (6) (Chen et al, 2007):
( ) ( )na
TTR
EA
dt
d αα −
−−= 1exp
0
0 (6)
in which parameters A0, Ea and n can be fitted against DSC results by a least squares
technique. The fitted values are given in Table 4.
Figure 13 gives a comparison of the DSC experimental results to the ones calculated
using expression (6) and parameters given in Table 4. A very good agreement can be
observed.
This validated kinetics expression must be multiplied by the latent heat of melting in
order to end with the sink term Q.
This latent heat is measured using an adiabatic vessel containing melted chocolate and
equipped with a stirring device to maintain a uniform temperature within the
chocolate. Solid seeds are introduced in the vessel and the fall of temperature
resulting from their melting is recorded with type K thermocouples.
As shown in equation (7), latent heat of melting can be calculated using initial
temperatures of seeds and chocolate, their masses (r=M/Mchoc)and specific heat (Cchoc,
Cseeds), and temperature after melting of seeds (Kumano et al., 2007):
Log(A0) (/s) Ea (cal/mol) n
5,34 1001,4 2,8
Table 4: Kinetics parameter fitted to DSC experimental results
Figure 13: Evolution of the mass fraction of liquid chocolate as a function of temperature for three heating rates.
(left) DSC results (right) calculations
F. Debaste et al.
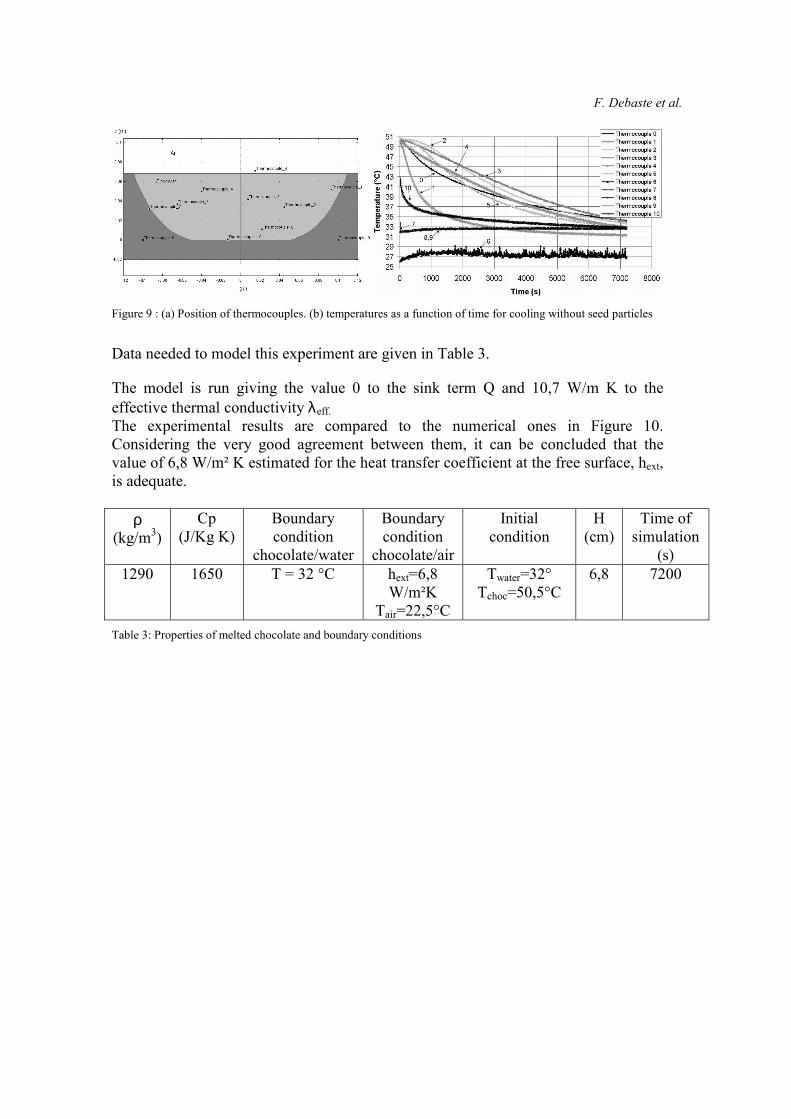
Figure 14: Time evolution of temperature in an adiabatic vessel containing melted chocolate at 61,2 °C. Solid
particles are introduced at 24,5 °C
( )T
r
rCCH seedschoc
f ∆+=∆ (7)
The heat needed to warm up the solid particles to their melting temperature is here neglected. A typical experimental result is presented in Figure 14. The temperature taken to calculate ∆T is the minimum one, reached after about 2 minutes. The next increase in temperature is due to heat dissipation induced by the stirring device. An average value of 180 KJ/Kg is calculated for the latent heat of melting from 4 different experiments, as shown in table 5.
3.5. Experimental validation of the model
The model developed here above is numerically solved with Comsol software.
Its validation is operated following a cross validation approach, i.e. the predicted
results are compared to experimental results that were not used to identify the
parameters of the model.
As an example, the temperature time evolution predicted by the model at the center of
the bowl is compared in Figure 15 to the one measured during a tempering
experiment carried out under the following conditions: Mchoc=2,4 Kg; Mseeds=0,24 Kg;
Tchoc°=51°C; Tseeds°=21°C; Tair=22°C.
The values given to the parameters of the model are the ones presented in the former
subsections of the paper, completed with the law identified for the heat sink term Q:
keff=10,7 W/m K; hext=6,8 W/m² K; hin=125 W/m² K.
As the cooling is operated here by immersing the bowl in a thermoregulated water
bath at 32°C, no radiative transfer has to be taken into account at the walls.
r Tchoc° (°C) Tseeds° (°C) ∆Tf ∆Hf (KJ/Kg) 0,1 61,2 24 10 179,1 0,1 50,1 22 10 180,9
0,1 50 22 10,1 179,1 0,1 60 22 10,2 188,05
Table 5: Values of latent heat of melting deduced from 4 different adiabatic experiments. Cc=1670 J/Kg K;
CB=2010 J/Kg K

Contribution to the modelling of chocolate tempering 15
Figure 15 : Predicted and measure temperature time evolution during a tempering experiment. Experimental
parameters: Mchoc=2,4 Kg; Mseeds=0,24 Kg; Tchoc°=51°C; Tseeds°=21°C; Tair=22°C. Parameters of the model: keff=10,7 W/m K; hext=6,8 W/m² K; hin=125 W/m² K.
An excellent agreement can be observed between both curves.
Figure 16 presents a similar comparison for other experimental conditions: the initial
temperature of melted chocolate is equal to 44°C and the cooling is operated at
ambient air. In that case, the heat loss by radiation at the wall of the bowl is not
negligible, as can be seen in Figure 16 where the agreement between experiments and
predictions is poor when this radiative heat flux is neglected (grey curve) and very
good when it is taken into account (emissivity ε=0,93 for plastic bowl).
Figure 16: Predicted and measure temperature time evolution during a tempering experiment. Experimental
parameters: Mchoc=2,4 Kg; Mseeds=0,24 Kg; Tchoc°=51°C; Tseeds°=21°C; Tair=22°C. Parameters of the model: keff=10,7 W/m K; hext=6,8 W/m² K; hin=125 W/m² K; ε=0,93
4. Discussion and conclusions
The model developed in this study following the research methodology described in
chapter 2 gives an accurate prediction of the cooling rate and the temperature field
F. Debaste et al.
within a mass of melted chocolate seeded with small solid grains and let at ambient
temperature. As the model uses parameters having a strong physical meaning, it can
now be used to study the effect of different experimental conditions on the cooling
rate of melted chocolate and therefore identify criteria for good tempering.
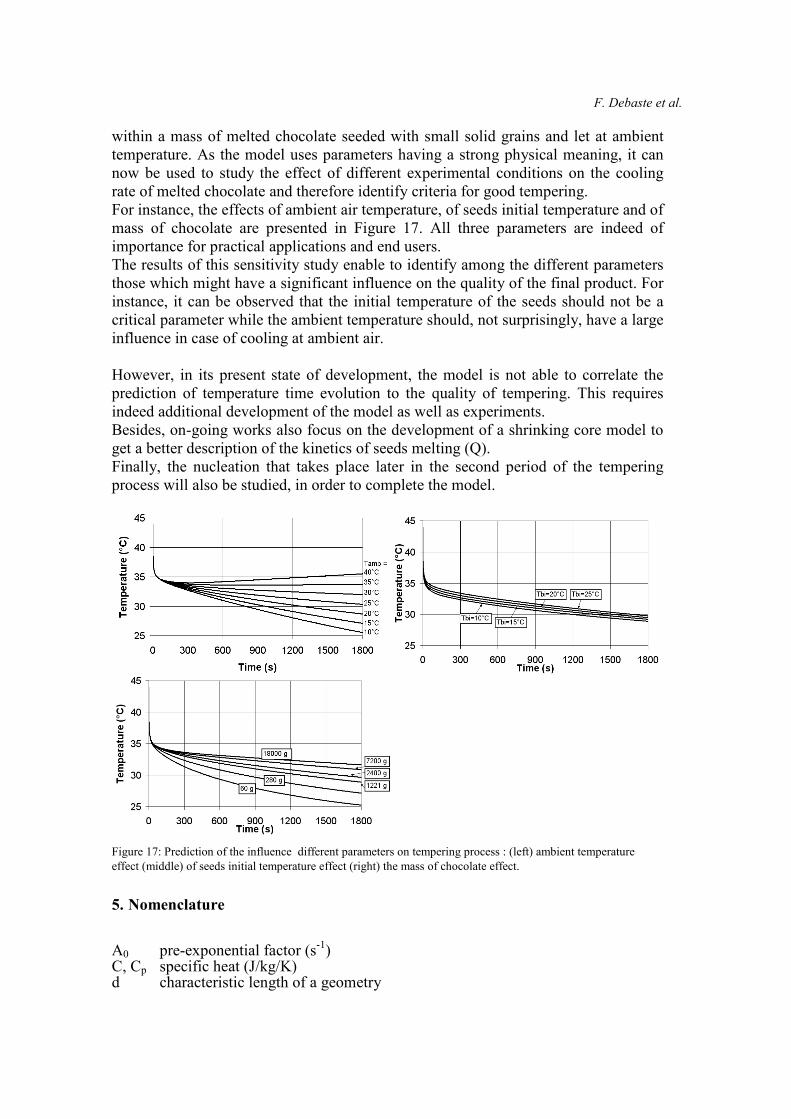
For instance, the effects of ambient air temperature, of seeds initial temperature and of
mass of chocolate are presented in Figure 17. All three parameters are indeed of
importance for practical applications and end users.
The results of this sensitivity study enable to identify among the different parameters
those which might have a significant influence on the quality of the final product. For
instance, it can be observed that the initial temperature of the seeds should not be a
critical parameter while the ambient temperature should, not surprisingly, have a large
influence in case of cooling at ambient air.
However, in its present state of development, the model is not able to correlate the
prediction of temperature time evolution to the quality of tempering. This requires
indeed additional development of the model as well as experiments.
Besides, on-going works also focus on the development of a shrinking core model to
get a better description of the kinetics of seeds melting (Q).
Finally, the nucleation that takes place later in the second period of the tempering
process will also be studied, in order to complete the model.
Figure 17: Prediction of the influence different parameters on tempering process : (left) ambient temperature
effect (middle) of seeds initial temperature effect (right) the mass of chocolate effect.
5. Nomenclature
A0 pre-exponential factor (s
-1)
C, Cp specific heat (J/kg/K) d characteristic length of a geometry
Contribution to the modelling of chocolate tempering 17
∆Hf latent heat of melting (J/kg) ∆T difference of temperature (K) Ea activation energy (cal/mol) g acceleration of gravity (m/s²) h convective heat transfer coefficient (W/m² K) hext convective heat transfer coefficient at the free surface (W/m² K) hint convective inner heat transfer coefficient (W/m² K) k thermal conductivity (W/m K) M mass (Kg) Q heat sink term (W/m
3)
R perfect gas constant (cal/mol K) r mass of seeds/mass of melted chocolate T temperature (K) Text ambient temperature (K) T∞t ambient temperature (K) T0 reference temperature (273 K) t time (s) u velocity (m/s) xL direction normal to a surface
Greek symbols α mass fraction of liquid chocolate β coefficient of thermal expansion (K
-1)
εs emissivity of a surface (-) λeff effective thermal diffusion coefficient (m
2/s)
µ dynamic viscosity (Pa s) ν kinematic viscosity (m
2/s)
ρ volumetric mass (kg/m3)
σ Planck constant (W/m² K4)
Subscripts air air water water choc chocolate seeds seeds particles (cocoa butter)
Superscripts ° initial condition Dimensionless numbers Re Reynolds number (du/ν) Pr Prandtl number (Cp µ/k) Ra Rayleigh number (d
3gβ∆T Pr/ν²)
Nu Nusselt number (hd/k)

F. Debaste et al.
6. References,
Bird, R. B., Stewart, W. E., & Lightfoot, E. N. (2002). Transport phenomena. New York: John Wiley & Sons, Inc.
Chen G., LI C., Kuo Y-L.,Yen Y-W (2007) A DSC study on the kinetics of disproportionation reaction
of (hfac)CuI(COD) Thermochimica Acta 456, 89–93
Dhonsi D. & Stapley A.G.F. (2006) The effect of shear rate, temperature, sugar and emulsifier on the tempering of
cocoa butter, Journal of Food Engineering, 77, 936–942
Franke K., Modelling the Cooling Kinetics of Chocolate Coatings with Respect to Final Product Quality. Journal
of Food Engineering, 1998. 36: p. 371-384.
Holman J. P., Heat Transfer. 5th ed. 1981, New York: Mc Graw-Hill.
Kumano H., Asaoka T., Saito A, Okawa S. (2007) Study on latent heat of fusion of ice in aqueous solutions,
International Journal of Refrigeration 30, 267-273
Norton T & Sun D.W. (2006) Computational fluid dynamics (CFD): an effective and efficient design and analysis
tool for the food industry: A review, Trends in Food Science & Technology, 17, 600-620
Schenk H & Peschar R.(2004), Understanding the structure of chocolate, Radiation Physics and Chemistry, 71,
829–835
Stapley, A. G. F., Tewkesbury, H., & Fryer, P. J. (1999). The effects of shear and temperature history on the
crystallisation of chocolate, Journal of American Oil and Chemical Society, 76, 677-685.
Tewkesbury H., Fryer P.J., and Stapley A.G., Modelling temperature distributions in cooling chocolate moulds.
Chemical Engineering Science, 2000. 55: p. 3123-3132.
Varhegyi G (2007) Aims and methods in non-isothermal reaction kinetics J. Anal. Appl. Pyrolysis 79, 278–288
Zlokarnik M (1969), Chem Eng. Tech, 22, 1195
7. Acknowledgements.
F. Debaste acknowledges financial support from the Fonds National de la Recherche
Scientifique, Belgium





























