Embed Size (px)
Citation preview
CONTINUOUS ETHANOL FERMENTATION OF CELL RECYCLING WITH FLOCCULATING YEAST
C. Y. Chang Taiwan Sugar Research Institute
54 Sheng Chan Road, Tainan, Taiwan Republic of China
ABSTRACT I The alcohol yeasts N-45 and N-49, isolated from cane juice, showed good Jlocculation in a molasses medium. Batch fermentations were performed with a molasses medium containing 18% (w/v) sztgar at 32°C. The eficiency of the two strains was the same as the Hzialien strain, which is used in li-riwan ethanol factories. The effects of the dilution rate, recycling ratio, aeration, and temperature on ethanol productivity with lnolasses medium were examined by cell recycling with continzroz~.~ jkrmentation using a 2L bioreactor or a 14L fermento~ An ethanol concentration of 8.1% (v/v) and an ethanol productivity of 7.0 g/L/hr were obtained in the 2L bioreactor. Continuous fermentation was carried out using a system consisting of two 14L fermentors in series. The results indicated that ethanol productivity in the range of 4.0 - 6.0 g/L/hr could be achieved at a dilution rate of 0.07-0.09 hr-'. It was two to four times higher than that of conventional batch fermentation. The system was operated continuously at a steady state at more than 8% (v/v) of ethanol concentration over a period of 3 weeks.
Kg-ywords: Ethanol, floccltlating yeast, continuozrs ethanol fermentation, cell recycling
INTRODUCTION
Continuous alcohol fermentation is one of the most important techniques to increase ethanol productivity. Continuous fermentation with cell recycle (Cyseuski and Wilki 1977), Biostil (Yee 1983), continuous fermentation of ethanol using immobilized growing yeast cell (Hsei 1988, Kiersten and Bucke 1977, Nagashima et al. 1984, Wada et al. 1980, Wada et al. 1981) and continuous ethanol fermentation on molasses by flocculating yeast (Bai et al. 1993, Hsei 1994, Kida et al. 1989, Kida et al. 1990, Kuriyama et al. 1985, Limtong et al. 1984 , Nishihara et al. 1976, Prince and Barford 1982, Ramirez and Boudarel 1983, Stephen et al. 1984) are some representative types. The characteristic of !hose processes is to increase the cell density in the fernientors (Wang et al. 1984). Continuous ethanol fermentation 'using flocculating and recycled yeast possesses the advantage of low cost, ease of operation, and yeast cells wllich can be re- used directly with a settler instead of a centrifuge or a separator.
Alcohol fermentation using flocculating yeast originated with the beer brewing industry (Greenshields and Smith 1974). The strain may be isolated from grape juice, cane juice, beet, and cane molasses. Mutation (Hiroshi et a1.1976, Malcolm 1992) and cell fusion (Asano et al. 1987) techniques were used for screening.
This paper reports the use of flocculating yeast for continuous fernlentation with cell recycling in both a 2L bioreactor and a 14L fermentor, and examined the optiinunl ,operating conditions of the system.
MATERIALS AND METHODS
Microorganism
The experiments were carried out with the alcohol yeasts N-45 and N-49, isolated from cane juice, and with the Hualien strain (Sncchnromnyces sp.) which is currently used in Hsin-ying by-product factory.
Media
(1) YM medium: dextrose I%, yeast extract 0.3%, maltose extract 0.3%, bacto-peptone 0.5%.
(2) Seed medium: defecation process molasses was diluted to 18OBx with water and sterilized at 121°C for 15 minutes.
(3) Fermented-broth preparation: blackstrap molasses was diluted with water to a desired sugar content according to the experiments and sterilized ;it 121°C for 40 minutes. Feeding molasses medium for continuous fermentation may be clarified or unclarified.
Maintenance of cultures and inocula
The organism was maintained on the YM medium. Seed cultures were started by inoculating a portion of the stock culture into medium containing 18OBx of diluted inolasses and then incubated at 32OC for 20 hours. This seed culture was then used as an inoculum in experiments dcscribed below.
Flocculation activity test of strain
Six hundred ml fermented broth, incubated for 3 days, was prepared for flocculation activity tests. Samples of 10 ml were taken at the marker line of a 450-ml cylinder after 0, 2, and 30 min standing. Dry cell weight was then determined.
Alcohol fermentation test
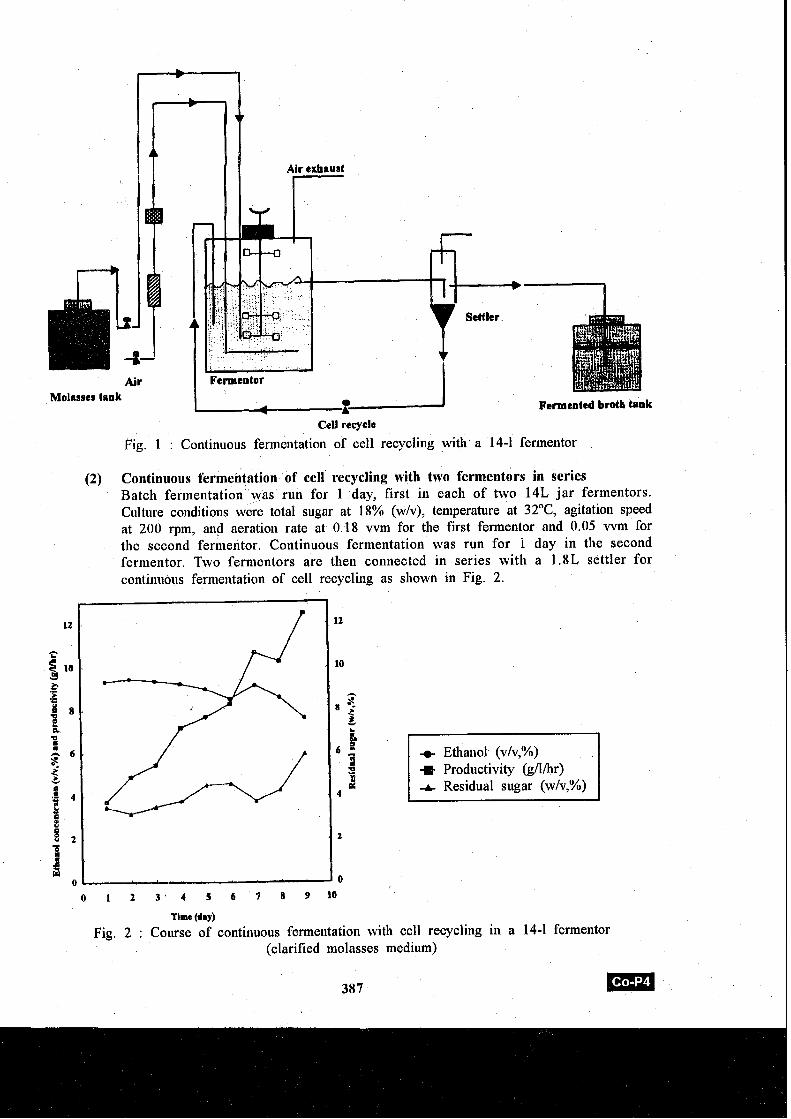
(1) Continuous fermentation with cell recycling in a 2L bioreactor or a 14L fermentor The experiments were carried out in a 2L bioreactor with 1.6L working volume or a 14L jar fermentor (Model MF-214, New Brunswick Scientific Co., Inc., New Jersey) containing 10.9L for continuous fermentation with cell recycle. The entire fermentor with 6.OL culture medium was autoclaved at 121°C for 40 minutes. An inoculum of 700 ml was taken from a 20-hr-old shake flask with the seed medium inside. The inoculum size was 10% (vlv) of the final volume. Fermentation was kept at 32°C ; the pH of the medium was not adjusted. Batch fermentation was run for 1 day at 200 rpm agitation speed and 0.5 w m aeration rate; then the fermentor was connected with a 1.8L settler for continuous fermentation of cell recycling as shown in Fig. 1.
Air exhaust I1 r--
Settler h3- Air
Molasser lank Remenled broth tank
Cell recycle
Fig. I. : Continuous fermentation of cell recycling with a 14-1 ferinentor
(2) Continuous fermentation of cell recycling with two fermentors in series Batch ferlnentation was run for 1 day, first in each of two 14L jar fermentors. Culture coilditions were total sugar at 18% (wlv), temperature at 32"C, agitation speed at 200 rpm, and aeration rate at 0.18 vvm for the first fermentor and 0.05 w m for the second fermentor. Continuous fermentation was run for 1 day in the second fermentor. Two fermentors are then connected in series with a 1.8L settler for continuous fermentation of cell recycling as shown in Fig. 2.
+ Ethanol (v/v%) + Productivity (gllhr) -c Residual sugar (w/v%)
f lme (dmy)
Fig. 2 : Course of continuous fermentation with cell recycling in a 14-1 fermentor (clarified molasses medium)
6. Analyses Total reducing sugar was measured by the modified Somogyi method (Somogyi 1952).
Cell dry weight was determined by centrifugation of 10 ml of fermented broth, washing once with 0.2 N HCl, followed by twice-distilled water, and then drled at 105 OC to constant weight.
Ethanol was determined by the conventional distillation method. Three hundred ml of fermented broth was withdrawn and distilled. Distillate was collected and taken up to the original volume with distilled water. Ethanol content was read with an alcoholmeter.
Viable cell count was assayed by the coloay-counting method on YPD agar plates.
Fermentation efficiency was calculated according to the amount of etha divided by the theoretical value, and was expressed as persentage.
RESULTS AND DISCUSSION
1. Screening of tlocculating yeast strain and flocculation activity test
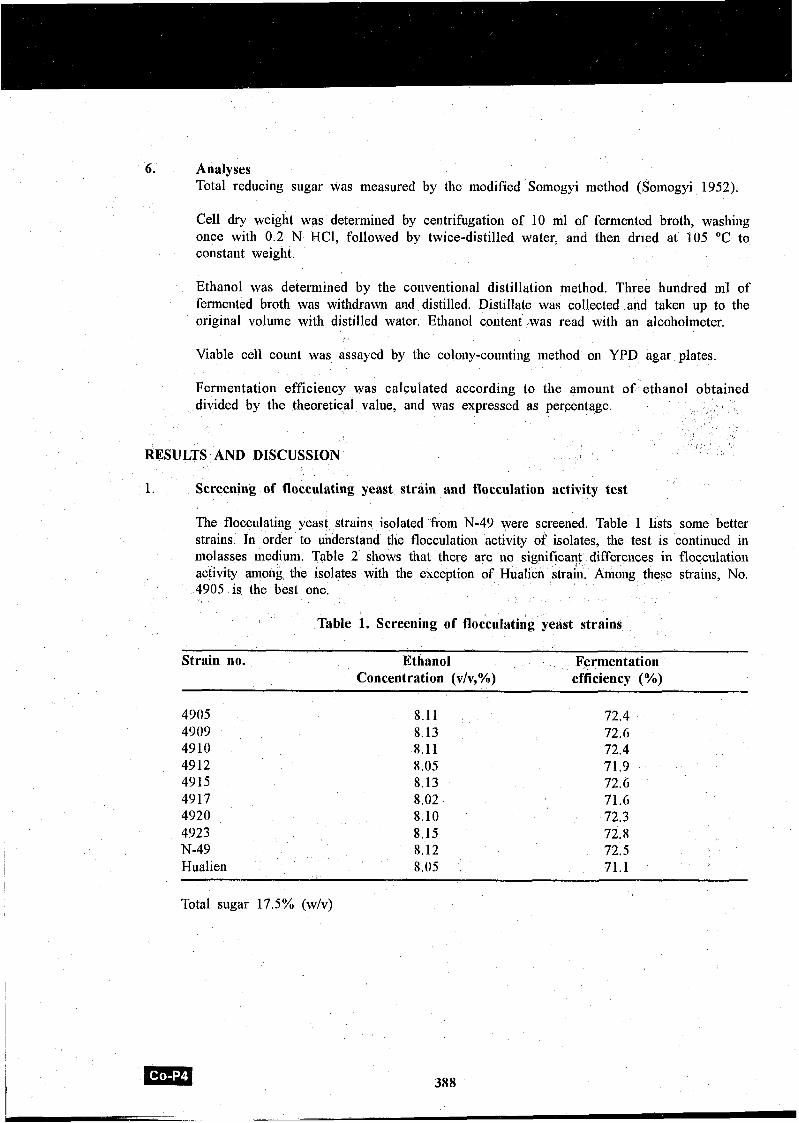
The flocculating yeast strains isolated from N-49 were screened. Table 1 lists some better strains. In order to understand the flocculation activity of isolates, the test is continued in molasses medium. Table 2 shows that there are no significant differences in flocculation activity among the isolates with the exception of Hualien strain. Among these strains, No. 4905 is the best one.
, Table 1. Screening of flocculating yeast strains
Strain no. Ethanol Fermentation Concentration (v/v,%) efficiency (%)
4905 8.11 72.4 4909 8.13 72.6 49 10 8.11 72.4 49 12 8,05 71.9 4915 8.13 72.6 4917 8.02 71.6 4920 8.10 72.3 4923 8.15 72.8 N-49 8.12 72.5 Hualien 8.05 71.1
I
Total sugar 17.5% (wlv)
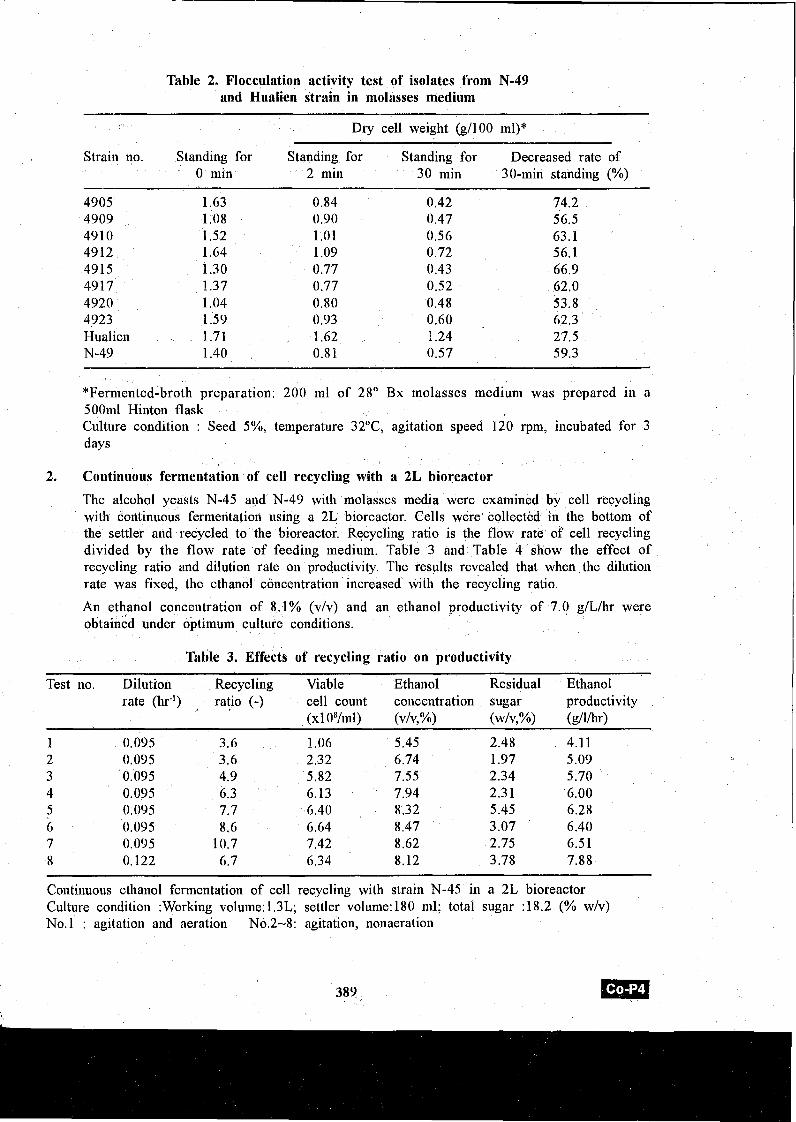
Table 2. Flocculation activity test of isolates from N-49 and Hualien strain in molasses medium
Dry cell weight (g/100 ml)*
Strain no. Standing for Standing for Standing for Decreased rate of 0 min 2 min 30 min 30-min standing (%)
4909 4910 4912 4915 4917 4920 4923 Hualien
"Fermented-broth preparation: 200 ml of 28" Bx molasses medium was prepared in a 500ml Hinton flask Culture condition : Seed 5%, temperature 32"C, agitation speed 120 rpm, incubated for 3 days
2. Continuous fermentation of cell recycling with a 2L bioreactor
The alcohol yeasts N-45 and N-49 with molasses media were examined by cell recycling with continuous fermentation using a 2L bioreactor. Cells were collected in the bottom of the settler and recycled to the bioreactor. Recycling ratio is the flow rate of cell recycling divided by the flow rate of feeding medium. Table 3 and Table 4 show the effect of recycling ratio and dilution rate on productivity. The results revealed that when the dilution rate was fixed, the ethanol concentration increased with the recycling ratio.
An ethanol concentration of 8.1% (v/v) and an ethanol productivity of 7.0 g/L/hr were obtained under optimum culture conditions.
Table 3. Effects of recycling ratio on productivity
Test no. Dilution Recycling Viable Ethanol Residual Ethanol rate (hr-') ratio (-) cell count concentration sugar productivity
(x 1 08/nll) (v/v,%) (w/v, %) ( g l l h )
1 0.095 3.6 1.06 5.45 2.48 4.11 2 0.095 3.6 2.32 6.74 1.97 5.09 3 0.095 4.9 5.82 7.55 2.34 5.70 4 0.095 6.3 6.13 7.94 2.3 1 6.00 5 0.095 7.7 6.40 8.32 5.45 6.28 6 0.095 8.6 6.64 8.47 3.07 6.40 7 0.095 10.7 7.42 8.62 2.75 6.5 1 8 0.122 6.7 6.34 8.12 3.78 7.88
Continuous ethanol fermentation of cell recycling with strain N-45 in a 2L bioreactor Culture condition :Working volume: 1.31; settler volume: 180 inl; total sugar : 18.2 (% wlv) No. 1 : agitation and aeration No.2-8: agitation, nonaeration

Table 4. Effects of dilution rate t~nd recycling ratio on productivity
1 Test no. Dilution Recycling Viable Ethanol Residual Ethanol rate (hr-I) ratio (-) - cell count concentration sugar productivity
(xl Ox/ml) (v/v,%) (w/v,%) (gll Ax)
Continuous ethanol fermentation of cell recycling with strain N-49 in a 2L bioreactor Culture condition : No. 1-6 : working volume: 1.6L; settler volume: 180 ml; total sugar:
18.2 (% w/v) No. 7-9 : working volume: 1.3L; settler volume: 180 ml; total sugar: 18.6 (Oh w/v)
I 3. Continuous fermentation of cell recycling with a 14L fermentor
(1) Effect of aeration on productivity Culture conditions of batch fermentation were temperature at 32"C, agitation speed at 200 rpm, and aeration rate at 0.2 - 0.3 vvm. As shown in Table 5, agitation and no~~aeration gave better results than aerated runs.
Table 5. Effects of aeration on productivity
Test no. Dilution Recycling Viable Ethanol Residual Ethanol rate (hr-') ratio (-) cell count concentration sugar productivity
(x 1 0 Vnll) (vlv, %) (w/v,%) (g/lAw)
Continuous ethanol fermentation of cell recycling with strain N-49 in a 14L fermentor Culture condition: Working voli1me:10.9L; settler volume: 14L; total sugar: 19.0 (% rvlv)
No.1,3: agitation speed: 200 rpm; temperature: 32 "C ; nonaeration *No.2,4 : agitation speed: 200 rpm; temperature: 32 "C ; aeration: 0.1 w m
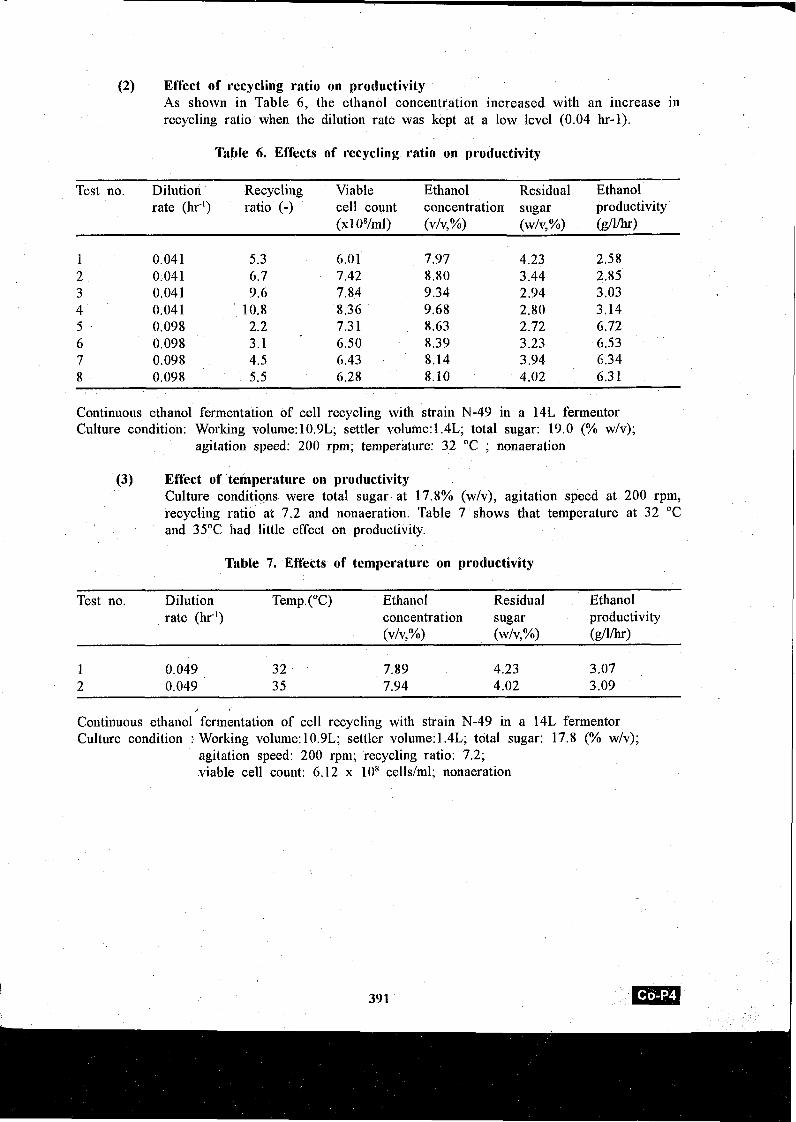
(2 ) Effect of recycling ratio on productivity As shown in Table 6 , the ethanol concentration increased with an increase in recycling ratio when the dilution rate was kept at a low level (0.04 hr-1).
Table 6. Effects of recycling ratio on productivity
Test no. Dilution Recycling Viable Ethanol Residual Ethanol rate (1u-I) ratio (-) cell count concentration sugar productivity I
( ~ 1 ox1mn) (vIv,%) (wIv,%) (g~l~hr)
Continuous ethanol fermentation of cell recycling with strain N-49 in a 1 4 1 fermentor Culture condition: Working volume: 10.91; settler volume: 1.41; total sugar: 19.0 (% wlv);
agitation speed: 200 rpm; temperature: 32 "C ; nonaeration
(3) Effect of temperature on productivity Culture conditions were total sugar at 17.8% (wlv), agitation speed at 200 rpm, recycling ratio at 7.2 and nonaeration. Table 7 shows that temperature at 32 "C and 35°C had little effect on productivity.
Table 7. Effects of temperature on productivity
Test no. Dilution Temp. ("C) Ethanol Residual Ethanol rate (hr-I) concentration sugar productivity
(v/v,%) (w/v,%) ( d l k )
>
Continuous ethanol fermentation of cell recycling with strain N-49 in a 14L fermentor Culture condition : Working volume: 10.91; settler volume:1.41; total sugar: 17.8 (% wlv);
agitation speed: 200 rpm; recycling ratio: 7.2; viable cell count: 6.12 x 10%ells/ml; nonaeration
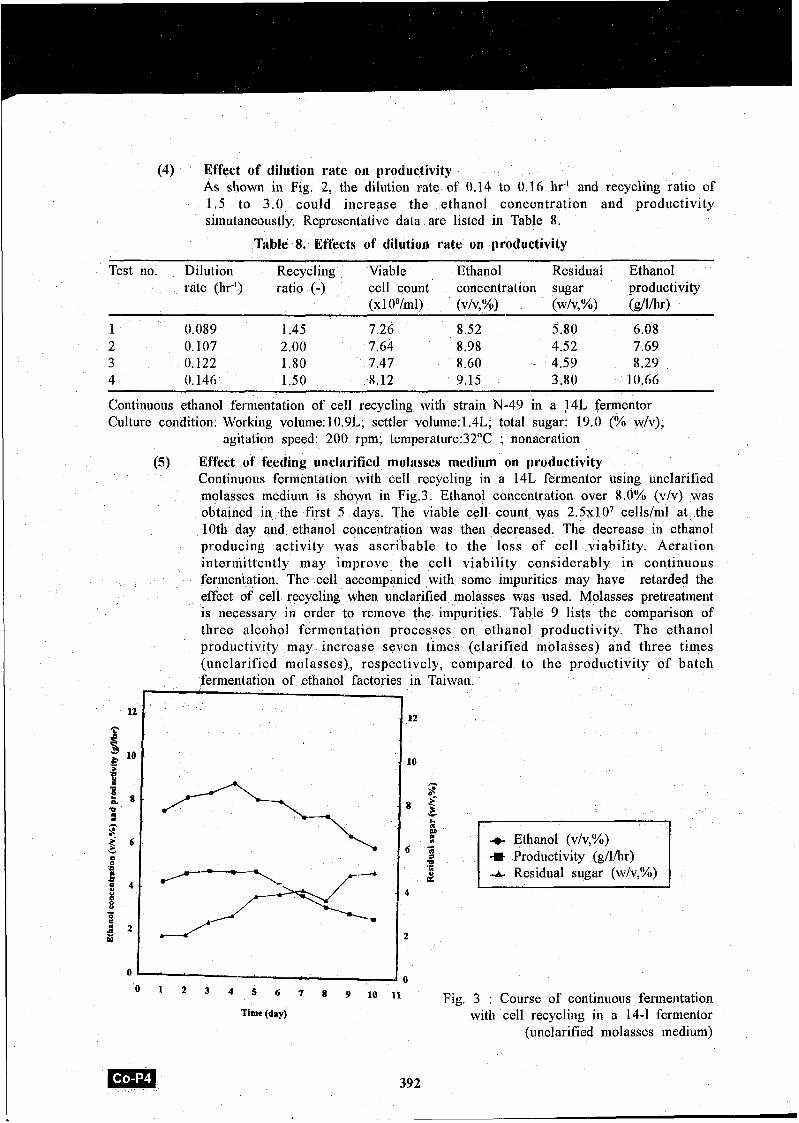
(4) Effect of dilution rate on productivity As shown in Fig. 2, the dilution rate of 0.14 to 0.16 hr-' and recycling ratio of l , 5 to 3 .0 could increase the ethanol concentration and productivity sin~utaneoustl~. Representative data are listed in Table 8.
Table 8. Effects of dilution rate on productivity
Test no. Dilution Recycling Viable Ethanol Residual Ethanol rate (hr') ratio (-) cell count concentration sugar productivity
(x 1 08/ml) (v/v,%) (w/v,%) (gllhr)
1 0.089 1.45 7.26 8.52 5.80 6.08 2 0.107 2.00 7.64 8.98 4.52 7.69 3 0.122 1.80 7.47 8.60 4.59 8.29 4 0.146 1.50 8.12 9.15 3.80 10.66
Continuous ethanol fermentation of cell recycling with strain N-49 in a 14L fermentor Culture condition: Working volume: 10.91; settler volume: 1.41; total sugar: 19.0 (% wlv);
agitation speed: 200 rpm; temperature:32"C ; nonaeration
-.- Ethanol (v/v,%) + Productivity (g/l/hr) -A Residual sugar (w/v,O/U)
(5 ) Effect of feeding unclarified molasses medium on productivity Continuous fermentation with cell recycling in a 14L fermentor using unclarified molasses medium is shown in Fig.3. Ethanol concentration over 8.0% (vlv) was obtained in the first 5 days. The viable cell count was 2 .5~10 ' cellslml at the 10th day and ethanol concentration was then decreased. The decrease in ethanol producing activity was ascribable to the loss of cell viability. Aeration intermittently may improve the cell viability considerably in continuous fermentation. The cell accompanied with some impurities may have retarded the effect of cell recycling when unclarified molasses was used. Molasses pretreatment is necessary in order to remove the impurities. Table 9 lists the comparison of three alcohol fermentation processes on ethanol productivity. The ethanol productivity may increase seven times (clarified molasses) and three times (unclarified n~olasses), respectively, compared to the productivity of batch fermentation of ethanol factories in Taiwan.
0 1 . . 0
0 1 2 J 4 5 6 7 8 9 1 ~ 1 1 Fig. 3 : Course of continuous fermentation Time (d ny) with cell recycling in a 14-1 fermentor
(unclarified nlolasses medium)
12
h
$3 L. lo .- d - B $
.o . * s
.E - 8 1 2 6 % .% 6 X w ...
. 4 8 - 2 2 P 2
. -
.
12
10
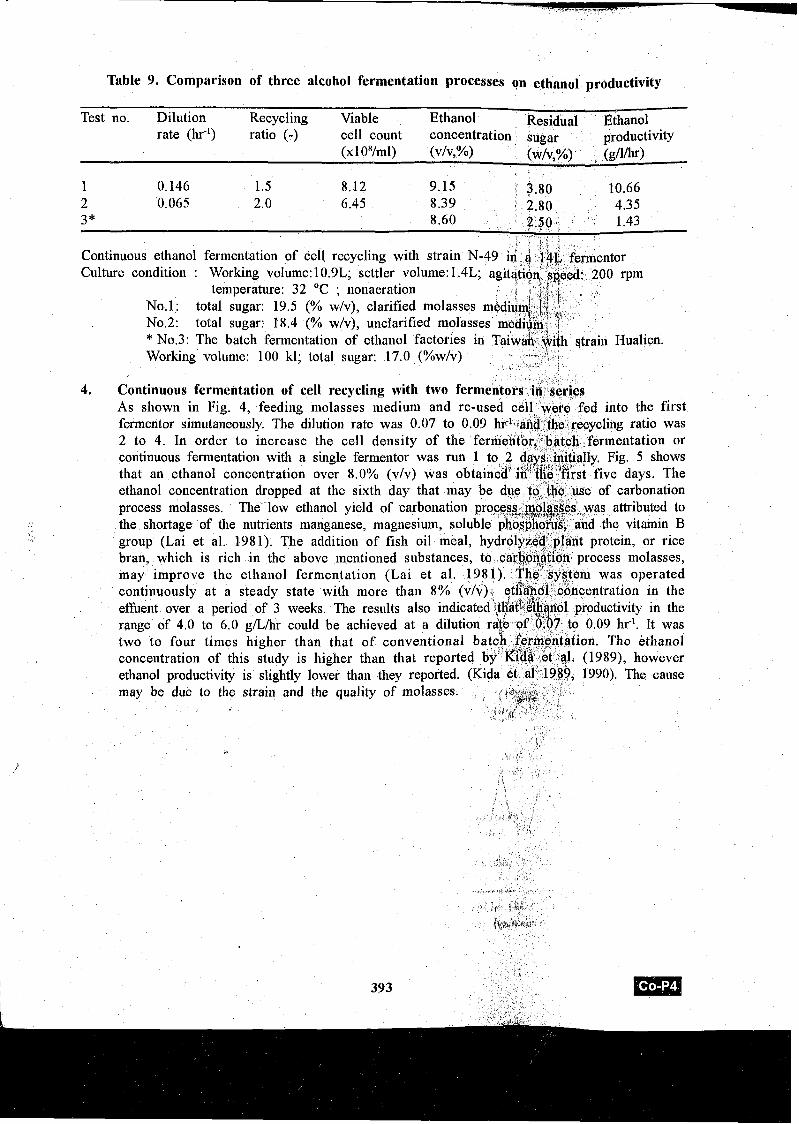
Table 9. Comparison of three alcohol fermentation processes on ethanol
Test no. Dilution Recycling Viable Ethanol Residual Ethanol rate (hr-') ratio (-) cell count concentration sugar productivity
(x 1 OX/ml) (v/v,%) (w/v,%) (gllh)
i i Continuous ethanol fermentation of cell recycling with strain N-49 in , l$p fermentor Culture condition : Working volume: 10.91; settler volume: 1.41; agitqtibq 'speed: 200 rpm
1 temperature: 32 "C ; nonaeration ; { , i J i . , $
No.1: total sugar: 19.5 (% w/v), clarified molasses medium; ,> No.2: total sugar: 18.4 (% w/v), unclarified molasses medigin! * No.3: The batch fermentation of ethanol factories in ~aivyafi: &ith ?train Hualien. Working volume: 100 kl; total sugar: 17.0 (%w/v) , , , * ! 1
, ' < !
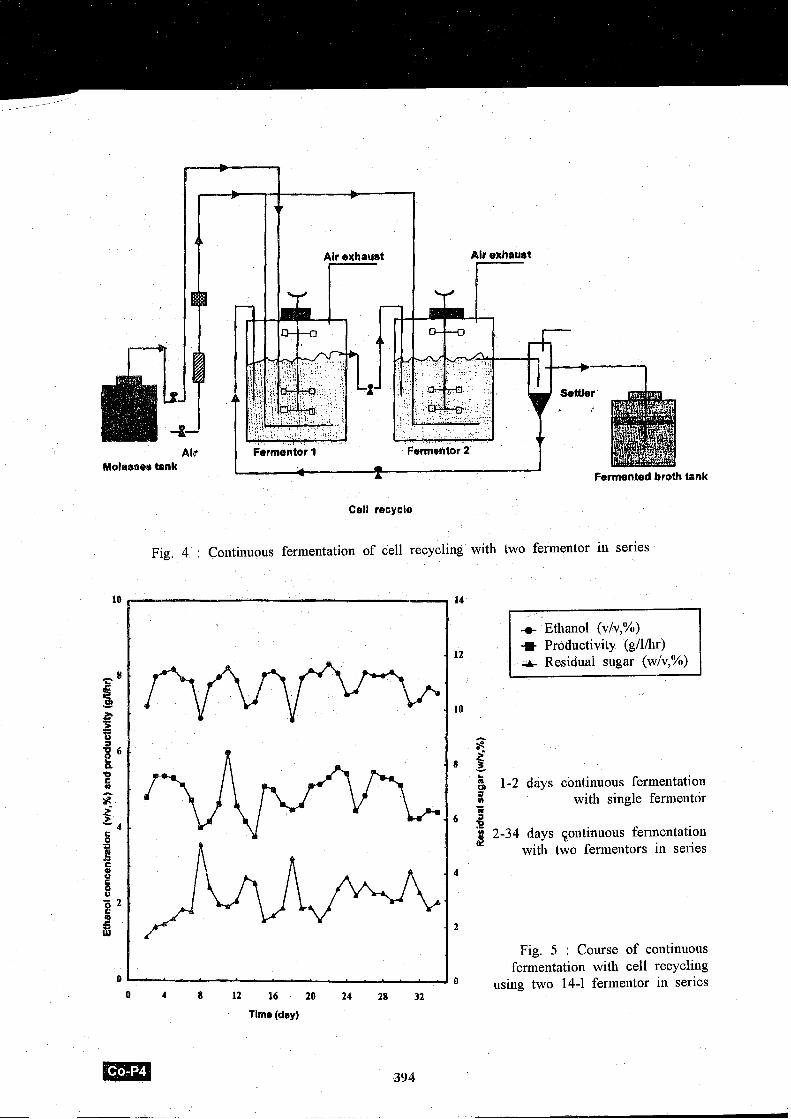
4. Continuous fermentation of cell recycling with two fer As shown in Fig. 4, feeding molasses iilediuni a fermentor simutaneously. The dilution rate was 0.07 to 0.0 2 to 4. In order to increase the cell density of continuous fermentation with a single fermentor was ru that an ethanol concentration over 8.0% (v/v) wa ethanol concentration dropped at the sixth day that process molasses. The low ethanol yield of carbona the shortage of the nutrients manganese, magnesium, group (Lai et al. 1981). The addition of fish oil meal, bran, which is rich in the above mentioned substances, may improve the ethanol fermentation (Lai et al. ]I
continuously at a steady state with more than 8% (v effuent over a period of 3 weeks. The results also indicate range of 4.0 to 6.0 g / L h could be achieved at a dilution two to four times higher than that of conventi on. The ethanol concentration of this study is higher than that reporte ethanol productivity is slightly lower than they reported. may be due to the strain and the quality of molasse
Cell recycle
Fig 4 : Contim~ous fermentation of cell recycling with hvo fermentor in series
14
12
10
A 4 * 2 L
& 7 1-2 days continuous fermentation
tn - with single fermentor 1" z 2 2-34 days q>ontinuous fermentation Y
wit11 two ferlnentors in series
4
2
Fig. 5 : Course of continuous fermentation with cell recycling
0 O using two 14-1 fermentor in series 0 4 8 12 16 20 24 28 32
Time (day)
CONCLUSION
Continuous ethanol fermentation by flocculating and recycling yeast can greatly increase ethanol productivity. The system may operate continuously for more than one month at a steady state under optimum culture conditions. Further tests using a l00L fermentor are underway in order to estimate the economic feasibility of this process.
ACKNOWLEDGEMENTS
The author wishes to thank Mr. M.C. Hsci, Mr. M.C. Tseng, and Miss S.Z. Huang for their excellent technical assistance.
REFERENCES
Asano, S., Hisayasu, C., Kishimoto, S.M., Yamada, M. and Kida, K. (1987). Construction of flocculating yeasts and characteristics of ethanol fermentation of a constructed strain. Hakkokogaku 65 : 169- 177.
Bai, F.W., Feng, P., Shi, J.L. and Lu, S.Y. (1993). Continuous fermentation for ethanol production using yeast floc particles. Food and Fermentation Industries. No. 6:8-11.
Cyseuski, G.R. and Wilki, C.R. (1977). Rapid ethanol fermentation using vacuum and cell recycle. Biotechnol. Bioeng. 19: 1125-1 143.
Greenshields, R.N. and Smith, E.L. (1974). The tubular reactor in fermentation. Process Biochem. 9:11-17. 1
Hiroshi, N., Toraya, T. and Fukui, S. (1976). Induction of flocforming ability in brewer's yeast. J. Ferment. Technol. 54: 356-360.
Hsei, M.C. (1988). Continuous fermentation of ethanol using immobilized growing yeast cell. Report of Taiwan Sugar Research Institute. 11 9: 17-3 1.
Hsei, M.C. (1994). Continuous ethanol fermentation on cane molasses by flocculating yeast. Report of Tniwan Sugar Research Institute. 145 :43-55.
Kida, K., Yamadaki, M., Asano, S., Nakata, T. and Sonoda, Y. (1989). The effect of aeration on stability of continuous ethanol fermentation by a flocculating yeast. JFerment. Bioeng. 68: 107-111.
Kida, K., Asano, S., Yamadaki, M., Iwasaki, K., Yamaguchi, T. and Sonoda, Y. (1990). Continuous high ethanol fermentation from cane molasses by a flocculating yeast. JFerment. Bioeng. 69:39-45.
Kiersten, M. and Bucke, C. (1977). The immobilization of microbial cells, subcellular organelles, and enzymes in calcium alginate gels. Biotechnol. Bioeng. 19: 387-397.
Kuriyama, H., Seiko, Y., Murakanli, T., Kobayashi; H. and Sonoda, Y. (1985). ~ontinuous ethanol fermentation with cell recycling using flocculation yeast. J. Ferment. Techno]. 63 : 159-1 65.
Lai, C.L., Cheng, S.L. and Shiue, H.I. (1981). Some undesirable factors affecting ethanol fermentation in cane molasses from carbonation process. Report of Taiwan Sugar Research Institute. 94:4 1-53.
Limtong, S., Nakata, M., Funahashi, H., Yoshida, T., Kumnuanta, T. and Taguchi,H. (1984). Continuous ethanol production by a concentrated culture of flocculating yeast. J. Ferment. Technol. 62: 55-62.
, A
Malcolm,, S. (1992). Yeast flocculation: Reconciliation of physiological and genetic viewpoint. Yeast. 8:25-38.
Nagashima, M., Azuma, M., Noguchi, S., Inuzuka, K. and Samejima, H. (1984). Continuous ethanol fermentation using immobilized yeast cells. Biotechnol. Bioeng. 26: 992-997.
Nislihara, M., Toraya, T. and Fukui, S. (1976). Factors affecting flocculation of brewer's yeast. J. Ferment. Techno'l, 54: 35 1-355.
Prince, I.G. and Barford, J.P. (1982). Continuous tower fermentation for power ethanol production. Biotechnol. Lett. 4: 263-268.
i'
Ramirez, A, and Boudarel, M.J. (1983). Continuous production of ethanol on beet juice by a flocculant strain of Saccharomyces cerevisiae. Biotechnol. Lett. 5: 659-664.
Somogyi, M. (1952). Notes on sugar determination. J. Biol. Chem. 195:19-21.
Stephen, T.J., Roger, A, and Richard, C. (1984). Ethanol Fermentation in a continuous tower fermentor. Biotechnol. Bioeng. 26:742-747.
Wada, M., Kato, J. and Chibata, I. (1980). A new immobilization of microbial cells: Immobilized growing cells using carrageenan gel and their properties, Eur. J. Appl. Microbial. Biotechnol. 8:241-247.
Wada, M., Kato, J. and Chibata, I. (1981). Continuous production of ethanol in high concentration using immobilized growing yeast cells. Eur. J. Appl. Microbial. Biotechnol. .11:67-71.
Wang, L.H., Hsei, M.C., Chang, C.Y., Kuo, Y.C. and Sang, S.L. (1984). Improvement of ethanol productivity from cane molasses by a process using a high yeast cell concentration. Food and Fertilizer Technology Center, ASPAC. Technical Bulletin. 84: 1-13.
Yee, Ling. (1983). A new process for industrial alcohol production. Journal of the Biomass Energy Society of China. Yol. 2 No. 1-2:53-54.

FERMENTACION CONTINUA DE ETANOL CON RECIRCULACION CELULAR DE LEVADURAS PLOCULANTES
C. Y. Chang Taiwan Sugar Research Institute
54 Sheng Chan Road, Tainan, Taiwan Republic of China
Las levaduras alcoholeras N-45 y N-49, aisladas de jug0 de cafia, mostraron buena floculacion en un medio de inieles. Se llevaron a cab0 fermentaciones en lote con un medio de mieles conteniendo 18% (w/v) de azucar a 32°C. La eficiencia de ambas cepas fue igual a la de la cepa Hualien, que es usada en las fabricas de alcohol de Taiwan. Se estudiaron 10s efectos de la velocidad de dilution, la relacion de recirculacion, la aereacion y la temperatura sobre la productividad de etanol en medio de mieles con fermentacion continua utilizando un bioreactor de 2L o un fermentador de 14L. Se obtuvo una concentracion de etanol de 8,1% (vlv) y una prodnctividad de 7,Og de alcohol/L/hr en el bioreactor de 2L.
La fermentacion continua se realiz6 usando un sisteina de dos fermentadores de 14L en serie. Los resultados indican que es posible alcanzar productividades en el rango de 4,O a 6,0g/L/hr con velocidad de dilucion de 0,07 - 0,09hr-', que es de dos a cuatro veces superior que la alcanzada ep fennentaciones en lotes. El sistema opero continualnente en estado estacionario con mas del 8% (vlv) de concentracion de etanol en el efluente por 1111 period0 de 3 semanas.
Palabras claves : Etanol, levadmas floculantes, fermentacion continua de 'etanol, recirculacion de c6lulas.
FERMENTATION CONTINUE D'ETHANOL AVEC FERMENT FLOCULANT ET RECYCLAGE DES CELLULES
C. Y. Chang Taiwan Sugar Research Institute
54 Sheng Chan Road, Tainan, Taiwan Republic of Cllina
Les souches de levures d'alcool N-45 et N-49, isolkes de jus de canne, ont montrk une bonne floculation dans un milieu de n16lasses. Des fermentations en 'lot ont etk exkcutkes avec un milieu de nlklasses coatenant 18% (w/v) de sucre A 32OC. L'efficience des deux ferments 6tait la mGme que celle de la souche Hualienne utiliske couralmllent dans .les distilleries dy6thanol a Taiwan. Les effets du taux de dilution, de la proportion de recyclage, de 17a6ration, et del la tenlperature sur la productivitk d'kthanol dans un milieu de illelasses ont kt6 exanlinks en fermentation continue avec recyclage de cellules, en utilisant un bio-r6acteur de 2L ou un fermenteur de 14L. Une concentration d'dthanol de 8.1% (v/v) et une productivite d'kthanol de 7.0 g/lAlr ont kt6 obtenues dans le biorkacteur de 2L.
I
La fermentation continue a kt6 exkcutke en utilisallt un systhnle conlprenant deux fermenteurs de 14L en s6rie. Les rksultats ont indiqu6 qu'une productivite dy6thanol de I'ordre de 4.0 - 6.0 g/l/ hr pouvait 6tre obtenue avec un taux de dilution de 0.07-0.09Jhr. Elle etait 2 A 4 fois supbrieure a la fermentantion conventionnelle en lot. Le syst&me a kt6 opere continuellement de faqon stable avec une concentration d'kthanol de plus de 8% (v/v) dans le vin pendant une pkriode de 3 semaines.
Mots clks : ~thanol , levures floculantes, fernlentation continue d'kthanol, recyclage des cellules.
397 ma





























