Embed Size (px)
Citation preview

Company Founder, Gerd Arnold, stum-bled on the enormous potential forautomating concrete production plantsmore than 30 years ago when he wasinitially employed by a Swiss com-pany for installing limit switches.While he was installing the switches,it soon became clear to the inventorthat this industry was way behind inusing technology to increase efficiency.Soon after this, he constructed his firstconcrete mixer for controlling the re-cipes – an advance unit with digitalswitches and programmable plain text.
From then on, the company course wasset and it has focused its efforts onthe concrete industry ever since. “Ourconcrete mixer led to a flood of or-ders. After that, we have concentratedsolely on this sector and continued tospecialize.” Today, the Black Forestcompany is developing and producingmoisture measurement systems andnothing else. It is making good progress,as the managing director, Walter Wernereports: “During the year, we have been
building up our stock of know-how inthe area of capacitance moisture mea-surement, and this is appreciated byour customers all over the world. Thisnot only concerns manufacture but alsoeverything to do with the installationservice. We accept the challenges onsite and deal with the plant in questionon an individual basis. Since we are asmall team and intend to remain so,we are able to respond rapidly andflexibly in special cases.”
Last year, 2002, thirty years after GerdArnold founded thecompany, WalterWerne and AndreasThiel took over run-ning it. It is nowcalled Arnold au-tomation Werne &Thiel GdbR. Since1997, the companyhas been certifica-ted according toISO 9001 and is al-so certificated for
the production of explosion protectedmoisture measurement systems.
Moisture measurement – a crucial factor in process optimisation
In order to remain competitive, mo-dern concrete works have to rationalisethe process as much as possible whilecontinuing to supply high-quality pro-ducts. For the mixing process, thismeans homogenising and deliveringthe largest possible quantity in the
CC O N C R E T E T EO N C R E T E T E C H N O LC H N O L O GO G YY
Concrete has long since developed into a high-techproduct. Modern concrete works no longer rely onexperience because different concretes have needspecial, accurately calculated recipes. Today, the la-test technology is being used, such as the moisturemeasurement system from Arnold from Wutöschin-
gen-Degernau in Germany, to keep these constantand uniform. The sensors from this company oper-ate on the basis of high-frequency capacitance mea-surement and calculate the moisture content evenbefore the material is weighed directly in the siloor on the conveyer belt.
Moisture measurement technology from the Black Forest – tried and tested throughout the world
Moisture measurement sensor on a carriage used on a conveyer belt
�� Q u a l i t y c o n c r e t e b y p r o c e s s o p t i m i s a t i o n
Moisture measurement sensor in a silo
Sonderdruck aus Reprint from
Concrete PlantCPI International
Issue 04-03
arnold_e_04-2003 19.10.2004 9:11 Uhr Seite 1

shortest possible time. Although thissounds simple, there are many varia-bles to contend with. These includerunning costs, spare-part costs, servicelife, homogeneity of mix, data logging,shortening of the mixing cycle, defi-nition of the target mix and the pre-vention of clump formation.
As well as this, the material flow chart,charging with aggregates and discharg-ing of the mix must also be taken in-to consideration as must the space re-quired, batching, measurements andthe type of process control system.
Here, two parameters play a crucialrole: the consistency and the moistureof the product and aggregates. This isbecause almost every material is eitherdamp or has a residual moisture whichstems from, factors such as, the admixof additives or the air humidity.
In concrete production, the water/ce-ment factor has a decisive effect on thequality and strength of the product.The moisture content of the sand inparticular plays a crucial role in keep-ing the recipe as constant and uni-form as possible. The task of Arnold
measurement systems is to monitorthese factors and respond appropri-ately. The sensors measure the watercontent during or even before the ma-terials are weighed directly in the siloor on the conveyer belts. Installed inthe sand silo or on carriages on theconveyer belt, the sensors measurethe moisture in the relevant containersand send the data to the controllerwhich then automatically regulateshow much water is added to the mixer.In practice, several sensors are installedto optimise the controller – inside thesilo for moisture measurement in thematerial stream of the discharge areaor outside the silo in the material streamand on the conveyer belt and insidethe mixer itself.
Over the years, Arnold has continuedto develop its high-frequency capacit-ance moisture measurement system onthe basis of on-site experience collectedfrom the works with the aim of manu-facturing a cost-effective, low energy,reliable and robust moisture measure-ment system. Lots of different typesof information can be collected withthe units in use today: ● the moisture and therefore the wa-
ter content of the aggregates● the moisture and homogeneity of
the ‘dry mix’● the moisture and homogeneity of
the ‘wet mix’● when the mix is homogeneous● water batching behaviour (conti-
nuous or complete water addition)and
● when the silo or container is empty.
This information is an important aidto decision making in the productionprocess. The entire mixing process canbe monitored and recorded based onthe parameters determined. The in-formation also enables the water addi-tion to be adjusted – either slowly dur-ing the mixing or all at once. Either ofthese two approached will producethe optimum mixing time and homo-geneity, depending on the mixer andthe material in each case.
High frequency capacitance moisture measurement – accurate and reliable
Arnold moisture measurement systemsoperate on the principle of high fre-quency capacitance: the difference iscalculated between the dielectric con-stant of water (ε = 80) and the dielec-
CC O N C R E T E T EO N C R E T E T E C H N O LC H N O L O GO G YY
Sensor with knuckle boom for flexible adjustment on site
Clearly indicated measurementvalues on the display
arnold_e_04-2003 19.10.2004 9:11 Uhr Seite 2
tric constant of the material. Most con-struction materials have a dielectricconstant between ε = 3 and ε = 10.The proportion of water in the mate-rial being measured therefore yields awide range of dielectric constants whichcan be calculated and highly resolvedwithin the high-frequency capacit-ance measurement field. The signalsobtained are evaluated in the electro-nic circuit of the sensor and output asa measurement signal (0-10VDC or0/4-20mA) for the moisture.
For online measurement in the con-crete works, the sensor is positionedso that the bulk material flows over it.Even when the material is fast flowing,a signal appears immediately – thesensor is immersed to a depth of100–150 mm depending on the mate-rial. This means that not only is thewater content picked up directly onthe surface of the sensor but also alarge cross section of the bulk flow ismeasured.
The analogue output signal of the mois-ture measurement sensor is eitherprocessed directly by the controller,PC or PLC during the process run orfed into an evaluation unit. The signalcoming from the sensor can be pro-cessed by any software or hardware.In order for the moisture measurementsystems to function properly, they mustbe calibrated once to the relevant ma-terial. The sensor is calibrated to thematerial being measured and to theinstallation conditions by using tworeference points (dry and wet).
Conscious and correct installation is crucial for success
“Experience plays a crucial role, parti-cularly with moisture measurement”said Walter Werne. “We have found thatfundamental things have simply beendone wrong, again and again. If I mea-sure the moisture in the mixer thingsstart to go wrong because water is al-ready present in the sand. I must there-fore make a sand/water correction be-forehand.” The managing director hasvisited innumerable concrete works
and is therefore very familiar with thechallenges on site and knows what isneeded in terms of plant technology.
According to Walter Werne, a classicsource of error is the position of thesensor during the installation. “Thematerial density in front of the sensormust be uniform during batching –whatever method of measurement isbeing used. To avoid mistakes, it is on-ly necessary to keep one essential fun-damental principle in mind in moisture-measurement technology: none of thecommonly used measurement tech-niques actually measures the proportionof water in a measurement mediumbut, instead, determines this propertyfrom various different physical effects.This also means that other, undesirablephysical parameters may appear fromthings like density fluctuations, saltcontent or grading curve variations etc.which can affect the measurement.”
“With a high-frequency capacitance mea-surement system” continued WalterWerne “we utilise the fluctuations inan electric field which are caused bywater molecules inside the measure-ment range of the sensor and theseare then recorded and evaluated by thesensor’s electronic system as a mois-ture measurement signal. However,since additional field fluctuations canbe caused by fluctuations in materialdensity in the bulk stream and fluc-
CC O N C R E T E T EO N C R E T E T E C H N O LC H N O L O GO G YY
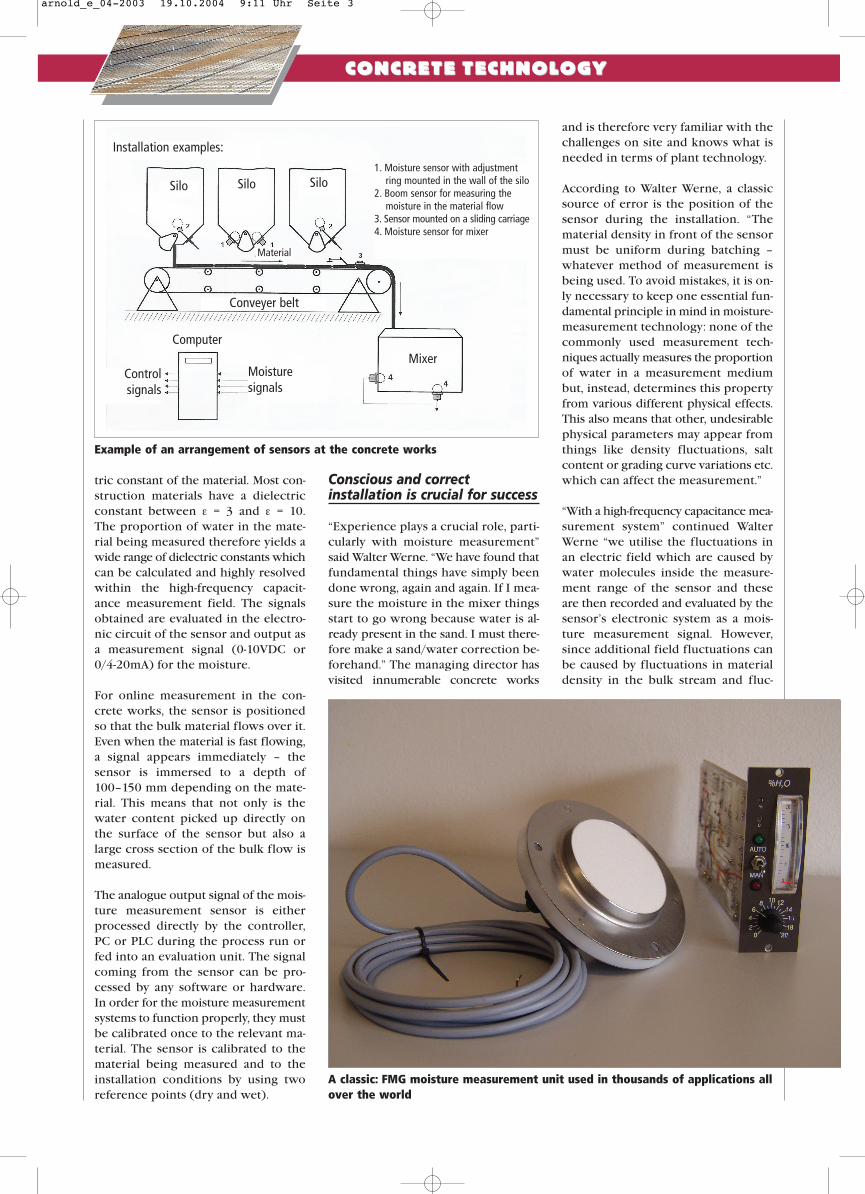
Example of an arrangement of sensors at the concrete works
A classic: FMG moisture measurement unit used in thousands of applications allover the world
1. Moisture sensor with adjustmentring mounted in the wall of the silo
2. Boom sensor for measuring themoisture in the material flow
3. Sensor mounted on a sliding carriage4. Moisture sensor for mixer
Installation examples:
Silo Silo Silo
Material
Conveyer belt
ComputerMixer
Control signals
Moisture signals
arnold_e_04-2003 19.10.2004 9:11 Uhr Seite 3

tuations in the air components bet-ween the sensor and the material beingmeasured, it is clear why correct posi-tioning of the sensor is crucial for re-liable and accurate measurement.”
Short routes – rapid solutions
The fact that the Black Forest companyhas never had a setback since it wasfounded is, not least, due to the inven-tiveness of the moisture measurementspecialists. The numerous patents speakfor the company’s power of innovation.In order to remain efficient, the manyroutine jobs, such as the making ofstainless steel sensor housings, are sub-contracted to another company. “Ourstrength is research and develop-ment,” said Walter Werne “and ourability to respond quickly to customerrequirements. For us, this flexibility is
crucial for success. We therefore pre-fer to continue to specialise rather thangrow in size.”
Because of the company’s on-site com-mitment, it has formed close custo-mer contacts. Its technical competen-ce has gained acceptance and is readi-ly called upon. No wonder, since inmany factories, the installation of anexpert moisture measurement systemhas already paid for itself within a fewweeks.
�
CC O N C R E T E T EO N C R E T E T E C H N O LC H N O L O GO G YY
In charge of development:Herbert Siebold
Company Founder Gerd Arnold with the first concrete mixer which he developed himself
The managing partner, Walter Werne (r.) and partner, Andreas Thiel
Arnold automation FeuchtemesssystemeWerne & Thiel GdbRUntere Mühlewiesen 2a79793 Wutöschingen-Degernau, GERMANYTel.: ++49 (0) 77 46 / 24 25Fax: ++49 (0) 77 46 / 25 88E-Mail: [email protected]: www.arnold-automation.de
Further information:
�by
ad-
med
ia V
erla
g G
mbH
· In
dust
riest
raße
180
· D
-509
99 K
öln
· Tel
efon
++4
9 (0
) 22
36 /
96
23 9
0 · T
elef
ax +
+ 49
(0) 2
2 36
/ 96
23
96 ·
ww
w.c
pi-w
eb.d
e
arnold_e_04-2003 19.10.2004 9:11 Uhr Seite 4





























