Embed Size (px)
Citation preview

460 Surfaceand CoatingsTechnology,62 (1993) 460—466
Coatingsresistantto erosive/corrosiveandsevereenvironments
M. G. HockingMaterials Department,Imperial College,LondonSW72BP (UK) and Corrosion& Materials ConsultantsLtd, London(UK)
Abstract
Advancesin materialsperformancerequirethedevelopmentof compositesystems,of which coatedmaterialsareoneform. Abrasionandcorrosionresistanceof componentscanbegreatly increasedby protectivecoatingsandthis is a growingindustryof considerableeconomic importance.Coatings are usedin both aqueousand high temperatureapplications.Coal gasificationelectric powergenerationandwasteincinerationinvolve severeconditionsandthick coatingshaveprovedeffective.Dieselandgas turbineenginesaresubjectto high temperaturecorrosionandhighly beneficialcoatingshavebeendeveloped.Somenuclearpowersystemsalso relyon coatings.Problemsincludesubstratecompatibility, adhesion,porosity,possibility of repairor recoating,interdiffusion, effect ofthermalcycling, wearandcorrosion resistance,andcost. It is essentialto designthesubstrate+coatingasan integratedsystemwithall thesefeaturesin mind.
1. Introduction particles(e.g. Y203)reducesspalling.Aluminidecoatingson superalloyslack ductility andspall below 750 °C;to
Singlematerialsare at their upperperformancelimits preventthis the brittle f3NiAl or CoAl are embeddedinin all fields and coatings offer a way to extend these a ductile gamma solid solution matrix. Adding Ylimits, improvesadherence.
Thefirst comprehensivereviewof metallicandceramic The diffusion coatingsusedsuccessfullyon early gascoatings,containing over 2000 references,has recently turbinebladeswere linked to the substratecompositionbeenpublished[1]. Referencesto all the subjectareas and microstructure.Later, substratealloys had less Crdescribedherecanbefound in this book, which includes and more refractory metals, and castings had moredescriptionsof coating processesand a comprehensive segregation.This required coatings which were muchset of figures. moreindependentof the substrate.Overlaycoatingsmet
In this brief review, coatingsystemsare outlinedbut this requirement. These are diffusion-bondedto thecoating processesare omitted except for discussionof substratebutnotwith the intention to convertthe wholean unusualbuteffectivemethod(wire explosioncoating) coatingthicknessto NiAl or CoAl.which has not beenreviewed.Hard coatingpropertiesvs. coating methodsare discussedin relation to manyfactors. 2.2. Overlay coatings
By 1982, MCrA1Y (M = Ni, Co, Fe, alone or incombination) coatings by electron beam evaporation
2. Metallic coating systems had successfullycoatedover 3 million aerofoils. Theyare multiphaseductile matrix (e.g. y-CoCr) alloys with
2.1. D(ffusioncoatingsystems a high fraction of brittle phase (e.g. /3-CoAl). TheirAluminiding produces an alumina scale-producing successis dueto thepresenceof Y andHf which promote
surfacewhich is the bestprotectionfor high velocity gas aluminaadherenceduring thermalcycling.turbine blades,but a diffusion-barrier coating is also Plasma-sprayedcoatingshave considerableporosityneeded.On steelan Al coatingis good to 500°C,above which lowersstrengthanddecreasescorrosionresistance.which brittle intermetallicsare formed. Chromisedsteel Ion implantation of Al in Fe and of Y in NiCr,(diffused-in) is good up to 700°Cand can be bent by FeNiCr, etc., reducesoxidation and Y improves scale180~without damage, but above 800°CCr diffuses adherence.further into the steel; this reducesoxidation resistance Surface-weldedor clad systemsare good for wearandandformsbrittle intermetallics.The additionof Al or Si corrosion resistance,and are usually more than 3 mmoffsets this effect. Addition of Cr and Ti improves hot thick. Multilayers of hardalloysinterleavedwith ductilecorrosion resistanceand addition of dispersedoxide layersstopscracks.
0257—8972/93/$6.00 © 1993 — Elsevier Sequoia.All rights reserved

M. G. Hocking / Coatingsresistantto severeenvironments 461
3. Ceramic coatings pluszirconia,titania, alumina,ceria,etc.,andprotectupto 1260°C.Nitrides give wear resistanceandalso make
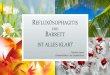
The many applicationsof ceramicsin high temper- effectivethermalbarriers.Elementsareaddedto improveatureenvironmentsare illustratedin Fig. 1. crack tolerance.
Vehicleenginesrequireceramicthermalbarrierprotec- Vitreous enamelon steelis widely used,up to 600°C,tion of piston caps, cylinder shields and liners etc. as are suicidesandborides.Siliconizing is also good forThermalbarriercoatingsfor gas turbinesare a plasma- refractorymetalssinceMoSi2, WSi2 andVSi2 havegoodsprayedzirconia—7%yttrialayeroveran MCrA1Y (M = oxidationresistance.Rubbing sealsare used in ceramicNi, Co or NiCo) bondcoatlayerplasmasprayedat low regeneratorsin gas turbinesand rubbing surfacesarepressure,essentialfor adhesion. neededin many othercases.
Steel hasbeencoatedwith TiC andTiN by activatedreactiveevaporation(ARE), reactivesputtering(RS) and 3.1. D(ffusionbarrier coatingschemical vapour deposition (CVD) (see below). TiC- TiC is a carbon-diffusionbarrier for Ta coatings oncoated stainlesssteel wears34 times better than hard steel and TiN is a nitrogen barrier on SiC heatingCr plate. elements.
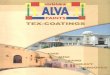
Ceramiccoatingstend to be thick andbrittle and todevitrefy, and to spall on thermal cycling, but they 3.2. Desirableceramiccoatingspropertiesprovideexcellent resistanceto oxidationandcorrosion, Elasticityis desirableto preventthermalcycle spalling.and are very suitable for static componentssuch as Elasticity of ceramicsincreaseswith porosity but opencombustionliners; further researchis neededfor rotating porosity invites corrosion(Fig. 2). Self-sealingceramiccomponents.Ceramiccoatingsincludecomplexsilicates coatings offer a solution, owing to closed porosity
aggressive alkalinegases,e.g. carburizing salts molten metals impinging flames;
N202,S02,S03.N05 agents & oxides in airorvac. surfacereactionsdueto~ Iduetol Iduetol Iduetol I~et0I
__ __ __ I __
(~-again~’) I again~~’)~ against “) ~ against ~ against
gas-phase solid-phase molten localisedcorrosion corrosion -phase phase overheating
J L.~ J~ J ~_corrosion_J ~_& melting
___ I
Ceramised Surfaces
I 171 (byl Ibyl
I low friction ~ I ~ I ) I low thermalI & increasing heat mirror conductivity
L high hardness J ~ orptance J ~~ect J 1.~~mitt~,ce
Fig. I. Ceramicsandtheir role in a high temperatureenvironment(Perugini,1976 [71]).

462 M. G. Hocking / Coatingsresistantto severeenvironments
CORROSION RESISTANCE that it forms partly by the reduction of some zirconia
maximum 4 inadequate 4 minimum by bond-coatAl [3].
3.3. Degradationofthermal barrier coatingsFailure of thesemaybe dueto poor bonding,coating
______ porosity,microcracking,excessivethickness,phasedistri-~ bution, cohesivestrength,thermalexpansionmismatch,
residualstressof thecoating/substratesystem,andbond-8 ~ coat failure. Thermal fatigue failure is common in
ceramiccoats. A coatingshouldhave l%—2% ductility~ .~ at the temperatureof occurrenceof maximumstrain and~ shouldhavebetterthermalfatigueresistancethanelasti-
,•, cally brittle coatings.
.::::::: Ceramic coatings fail by spalling due to transient~ thermal stressesaggravatedby saltswhich induce hot
corrosion. For non-oxide coatings such as SiC andSi3N4, failure is governedby secondphasesat grain
___________________________________________boundariesas densifiers(e.g. MgO).maximum ~ inadequate minimum Self-fluxing alloysof Ni—Cr--Si--Bhavegreatoxidation
CORROSION RESISTANCE resistance;they are arc sprayed from wire or powder,and surface oxidation of the droplets which would
Fig. 2. Effect of coatingporosity on resistanceto thermal shockand prevent coalescence is fluxed by B and Si to give a densecorrosion~highdensitycoatings,porosity 1%;~standardcoatings, fused product’ this also cleans the base metal.porosity 5—15%;•high porosity coatings,porosity 15—50%;. ‘self-sealingcoatings,porosity 15—50% [71]. A thermal barrier of a plasma-sprayed MgO-stabilized
zirconia coatingon a mixed MSZ+ NiAl coating overa thin NiAl bond coat has beenused in gas turbine
(Fig. 3). A gradedbond to the metal is essential.This combustionchambersbut oxidationof the NiAI occurs.may be achieved by continuous grading (e.g. during Better bond coats are NiCrA1Y and CoCrA1Y whichplasma spraying) or by a good bonding interlayer resist hot corrosion.The best ceramicovercoatwas anbetweenceramiccoating and alloy substrate.CoCrA1Y 8% yttria-stabilizedzirconia,which did not peelor spalland NiCrA1Y can act as good interlayers for ceramic in molten salt tests at 800°Cin 11 000 s or in 1000coatings such as calcium silicate. Glassy interlayers thermal cycles from 400 to 900°Cburner rig tests,oncontainingSi3N4 andTiC havebeensuccessfulfor TiC Haynes 188 or Hastelloy X. Zirconia thermal barrierand TiN coatingson Si3N4 tools [2]. coatings can be surfacesealedby pulsed laser, giving
Chemicalandthermal—mechanicaleffectscausefailure smoothsurfacesbut with somecracks.of porousplasma-sprayedzirconia—yttria,zirconia—mag- Burnerrig testsallow the following summaryconclu-nesiaand Ca2SiO4with NiCrAIY bond coat. Partially sions [1]:stabilized zirconia with small monoclinic contentout- (i) Diffusion aluminides.High temperature/lowactiv-performedfully stabilizedzirconia; the two-phasezirco- ity aluminidesshow adequatehot corrosionresistancenia could develop micro-fissures to relieve thermal below 950°Cfor timesless than 1200 h.stresses.Alumina forms at the zirconia/MCrA1Y inter- (ii) MCrA1Y overlay coatings.Low pressureplasma-face and the presenceof some Zr in this layer suggests sprayedand PVD coatingsgive 3 to 4 timeslonger life,
up to 1050°C.(iii) Ceramicbarrier coatings.Plasma-sprayedstabi-
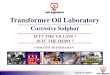
pores channelconnexions lized ZrO2—Y203 is highly recommendedfor cooled~ components reaching very high outer surface
temperatures.
4. Wear and erosion resistance
Relevantpropertiesdependstronglyon bonding [1].TiC, VC, WC, TiB2 and TiN are mainly of metallicbondingcharacter;nitrides, boridesand carbidesof Al,Si and B are covalent’ oxides of Al Ti Be and Zr are
Fig. 3. Porousstructureof self-sealingcoatings[71]. ionic. Importantparametersaremelting point, stability,

M. G. Hocking / Coatingsresistantto severeenvironments 463
hardness,brittleness(toughness),adherenceto metallic (e.g. bearings, small regions of a shaft). For example,substratesand interaction tendency.Further selection after 10 million fretting cycles,40% Ba was still left incriteria depend on environment interactions, fatigue a Ba ion-implanted Ti—lAl---4V substrate[20]. N ionproperties, strength and thermal expansionmismatch implantationreducesmild abrasivewearby 2—b times,with the substrate.High hardnessvaries inversely with if below400°C.Ion implantationunits canhandleitemshigh toughness.Hardnessis a measureof resistanceto 2 m long and with a mass of 1000kg with an 800 mmplastic deformation,while fracture toughnessmeasures diametertreatmentarea[21], e.g. car crankshafts,print-resistanceto crack propagationandfracture. The need ing cylinders, crushing rolls and plastic processingto increasehardnessand strengthmeansacceptanceof moulds (see papersby Dearnaleygiven in ref. 1). Iondecreasingtoughnessandadherence[4]. implantation wear resistanceenhancementis due to
Inertness,low thermalconductivity,erosionresistance dislocationpinning by N, C or B, or by obstaclessuchandacceptablefriction propertiesrenderthesecoatings as finely dispersednitrides; friction reduction; workusefulto thenuclearindustryetc.,aswell asto traditional hardeningmechanicalalteration;surfaceamorphizationmachinetool usage.Resistanceto static adhesion,in- for low friction; andsurfaceoxidationby 0 ions, whichvacuum galling, wear scarring, friction without lubri- are givenin ref. 1.cants, and chemical inertness is reviewed [5]. Hard The recentlydiscovered“quasicrystallinealloys” havemetals are very suitable except for their chemical high hardnessandcanbe usedto plasma-coatAl alloys,response,ionic hard materialsare good surfacefinishes Cu and steel [22]. Their ductility is also high and the(high stability and low interaction),but the best results friction coefficient is lower than that of Al alloys (aboutare with multiphaseandmultilayer coatings[4, 6—12]. equal to that of low carbonsteel).They are suitableforDataprocessinghas beengiven for morethan 30 coat- mild wearduty.ings [13, 14]. A CO—H2 microwaveplasmahas been Carburizing,nitriding etc. are well known for wearusedto coatdiamondon WC—Co alloy tool blades[15]. resistanceenhancementandare discussedin ref. 1.No peel-offoccurredusinganAl—Si workpieceat 450 m The requirementsfor hot wear resistanceare [16]:mm - 1 for 30 mm. Selective etching of Co promoted high hot hardness(no thermal softening); structuraladhesion. stability (temperresistance);retentionof adherentoxide
Formsof wearhavebeenreviewed[6, 10, 16]: adhesive films to actaslubricants;high thermalfatigueresistance;wear(galling, scuffing, siezing),dueto mutualsolubility corrosionresistance.especiallyin inert gasandvacuumwhereno oxide layer Rubbingsealsare used in compressors,gas turbines,exists; abrasivewear; fretting by low amplitude loads; etc., and require less than 25 l.tm wear-off per 100 h.delaminationwear,dueto subsurfacefatiguecracks[16]; MCrA1Y alloys which are good overlay coatingshavecorrosivewear; diffusion wear at high temperature,by madegood gas path rubbing seals.Above 250°Cor inselectiveelementdiffusion causingweakness. vacuum,fluid lubricantsare unsuitableand lubricating
It is essentialto know which mechanismis operating solids are used as thin coatings in a binder, althoughbefore a coatingcanbe specified. adherenceis poor. Ion implantation avoids coating
Thin coatingswill follow deformationof the substrate, adherenceproblemsby providing surfaceadditiveswith-underload. If the coatingsare hot, interdiffusion,ageing out the form of a peelablecoating,with no dimensionand cyclic effects also occur [8]. With mild abrasive changeand no surfaceroughening(for coating keying)wear,thin coatingsdetachlocally at groovescausedby being required.Mo and S are successful.Pb andAg areabrasiveparticles.Undererosion,thick coatingssurvive good in vacuumbut oxidize in air [19]. Anothergoodangularparticleimpact while thin coatingsperform well coatingmethodis detonationgun(D-gun) for chromiumunderblunt erodents.Internal stressesinducethin coat carbideon stainlesssteelto preventgalling [9, 23].spalling whenerodedor scratched[17]. High hardness Erosion is the deformationwear of brittle materialscorrelatesfairly well with low adhesiveand abrasive and cutting wear of ductile materials. The maximumwear,for the sametypes of materialandmicrostructure, erosionof brittle materialsoccursperpendicularto theexceptfor wroughtmaterials[18]. specimensurfacebut for ductile materialsis at 15°—30°
High wear resistanceis not necessarilyrelatedto low [10, 24]. No singlecoatingcanresistboth highandlowfriction; soft materialsmay be good lubricantsbut do angleimpacts.The largevariationsin wearanderosionnot wear well. A very hard smoothsurfacewith small resistanceare reviewedin ref. 1.inclusionsof a soft metal or lamellarsolid (e.g. M0S2)is recommended[19], obtainableby ion implantation.The best coating thicknessfor wear resistanceis very 5. Hard coating properties vs. coating methodthin, e.g.
2~mfor MoS2, owing to the needto conduct
heat away (difficult for MoS2 in resin binder coating). 5.1. PVD coatingsSince areasof wearare often small, ion implantation is Microhardnessandtensilepropertiesof Ni, Ti andWvery suitable,with no dimensionchangeand low cost vapourcondensedcoatings were studiedby Movchan

464 M. G. Hocking / Coatingsresistant to severeenvironments
and Demchishin and Bunshah [1]. Zone 1 structures Ion implantation by inert gasesacting on a sputteredshow high hardness,decreasingrapidly to zone3 which TiB2 film on stainlesssteel improves the erosionresis-has the hardnessof the annealed metal. Increasing tance to He+ and D ~ which is of importanceto thedepositiontemperature(on goingfrom zone 1 to zone3) first wall of fusion reactors[46].gives largergrain size, low strength,higherductility and Someworkersreportthat PVD coatingsgive aperfor-lower hardness.Bothhardnessandyield strengthvaried mance superior to that of their CVD counterparts.as the inverse square root of the grain diameter Claimssuchas this haveto betreatedwith cautionsince(Hall—Petchrelationship)[25]. The variationof micro- a numberof processandcoating/substrateaspectshavehardnesswith temperaturefor A12O3, Zr02 andTiC is to be taken into account[1]. A state-of-the-artreportquite different from that of metals.It falls from zone 1 of all CVD andPVD hasbeenmade[12]. The implica-to zone2 but risesin zone3. The high zone 3 hardness tion of PVD via different depositionprocesseson toolof TiC ranksit secondto diamond [26]. wear models has been discussed [7, 14, 47, 48].
WearresistantTiC, TiN andTi(C, N) coatingsphysi- Transmissionelectronmicroscopystudiesconfirmedthatcally vapourdepositedonto low temperaturesubstrates the high residual compressiongrowth stressesof allusually give poor adherenceand film morphology.A PVD coatings were associatedwith lattice distortionlow N2 pressureimprovesadherence,as doesa thin Ti andfine grain size.film [27—29],andvaporizationin C2H2+ N2 [30]. Thehardnessof BP coatingson Mo hasbeenmeasured[31] 5.2. CVD coatingsanddecreasedas the B:P ratio increasedfrom 1 to 1.5. CVD Ti, Cr and Al carbidesand TiN coatings areVeryhard,wearresistantceramiccoatingsareobtainable used to increasewear resistancein many machiningby (ARE), RS andion plating. TiN coatingsby reactive
operations.TiC, VC, NbC andCr7C3 are usedon tools,ion plating are used on twist drills, cutting tools, dies valves, in die casting, metal cutters and in magnoxand moulds [32]. ZrN is used on cutting tools [33]. reactors to reduce sliding drag [16]. CVD carbidesLow temperature(below 400°C)depositionof tribologi- produceda continuouschip whencuttingsteeltools andcal20% yttria—zirconia,TiB2 andB—l8wt.%Siproduced segmentedchips when cuttingpearlitic cast iron. Toolson steel, Cu alloys and Al alloys showed good wear coated with TiN—Al203—TiC stay 200°Ccooler thanresistance.Excellent thermal and wear resistancewere uncoatedtools [49]. CVD TiC on ball bearingsshowsshownby the zirconia coatingson Cu and on Al alloys
very good wear resistanceand has very high hardness[34]. Cathodicmagnetronsputteringof Mo alloyedwith up to 35 GN m
2 [50].carbonor nitrogenon 304L steel weresuperiorto hard Codeposition of SiC with CVD pyrolytic C giveschrome in corrosive, cyclically stressedand abrasive increasedwear resistance,and is applicable to rocketwearconditions[35]. nozzles[51]. High hot hardnesshas beenreportedfor
Modified arc evaporated(Union Carbide)TiN coat- CVD SiC on graphite[52]. Siliciding of grey castironings were found to be moreerosionresistantthan those by CVD (H
2 + SiCl4) at 960—990°Cproducedan adher-producedby other PVD and CVD methods.A wide ent and wear resistantcoating [53]. Below 960°Ctherange of hardnessvalues (340—3000HV) has been adherencewas poor and above980°Cthe coatingwasreported for TiN; this may be due primarily to the thin on partsdistantfrom the gasentry. A 30 ~tmCVDcrystallographicorientation and presenceof a second film of Ta is usedon subterrenegraphiteheat receptorsphasesuch as Ti2N [36]. MagnetronsputteredCr—C to resist hot rock temperaturesof 1700—2000K [54].andCr—N coatingsshow much greaterwear resistance Very high (10—20GN m
2) hardnessat 1500°Cisthan Cr [37]. Solid solution hardeningof (Hf,Ti)N was reportedfor CVD Si
3N4 [55].foundwhendepositedby a high ratereactivesputteringprocess using a dual-cathode configuration [38].
5.3. Electrochemicaland electrolesswear-resistantAmorphousaluminacoatingson greycastiron producedby r.f. magnetronsputteringhavehigh hardnessand a coatingstensilestrengthof 300 N m
2 [39] Thesecoatingsare discussedin ref. 1.Ion implantationof interstitial speciessuch asN and
C hasmajor effectson surface-relatedmechanicalprop- 5.4. Sprayedcoatingserties[40—44].The latticedistortion is analogousto the D-gun and plasmacoatingsaremainly usedfor weareffectof shot blastingthe surfaceandincreaseshardness. resistance (adhesive and abrasive) [18, 56, 57]. TheThe relation between wear and oxidation in ion- mechanicalpropertiesof plasmaandD-gun coatingsareimplantedmetalsis discussedthoroughlyby Dearnaley anisotropic becauseof their splat structureand direc-[45]; ion implanted specieson oxide grain boundaries tional solidification. The hardnessof a D-gun coatingisor dislocationsblock fast diffusion paths. Ion implant- generally higher than that of a plasma coating of theationhassucceededwhereoxidationandstressescoexist. same composition. Hardnessis usually reducedfor a

M. G. Hocking / Coatingsresistantto severeenvironments 465
given material if the coating is applied in an inert About 60% of the weight of the original explodedatmosphereas comparedto sprayingin air. wire is depositedon the inner faceof a hollow cylinder
D-gun coatingsare often much harderthan plasma if the wire is held axially in it. The substrateis hardlycoatingsof similar composition owing to their higher affectedby the processheat,so glassand ceramicscandensityandcohesion[58]. Hardnessvarieswith cooling be coatedas well as metals.rate if relative differencesoccur in the various phases From a singlespraying,thecoatingthicknessis aboutwhich form [56]. Erosion [59] and fretting wear tests 5—15 pm but repeatedwire explosionsareused to buildhavebeenreportedon D-guncoatingsof Cr3C2—NiCr(A) up any requiredfinal thickness.The coatingis smootherand Cr23C6—NiCr(B) on steelsand superalloys. and more adherentthan that obtained by flame or
The wear mechanismsof thermally sprayed hard plasmaspraying,e.g.wire explosionsprayingof W, Mofacings such as Ni3B and carbidesare discussed[60]. and steel wire onto Al and steel havean adhesionfiveFlame-sprayed13% Cr steelcoatingsareused for wear times strongerthan by flame spraying[65]. Any alloyresistance [61]. NiAl powder or Ni—graphite coatingcompositioncanbeobtainedby usingthecorrect(75%—25%)are flame sprayed to give abradableseals wire alloy [65—68].[62]. Thelowerdensity(thanthat from plasmaspraying) This method is used industrially for the mass pro-gives bettercoatingsfor this purpose.Greycastiron has duction of Al alloy cylinders for engines,with internallong beenused for diesel piston rings as its graphitic Mo and other coatings.Some useful theoretical treat-structurepreventsseizing[63]. However,at high power mentsare available [69]. Very different wire diametersthe wearbecomesunacceptableandso hardCr coatings havebeenused,from 10 to 1500 pm. Typically,a 25 pmwere applied,but this needsgood lubrication. Flame- wire of length 7 mm requiresa 2000pF capacitorbanksprayedMo (successfulin petrol engines)corrodes, at 15 kV. The current rises at about 1011 A s~and
Arc-sprayedmixed metal coatingsandpseudo-alloys currentdensityis about 1012 A m2. Poweris in tensof
(e.g. Cu+stainlesssteel) are wear,erosionand abrasion megawatts. Temperaturesin the b06°C range areresistant,and can be depositedat high rates to give obtained when powers of about 1011 W are put intothick coatson largecomponentswith bond strengthsof wires of 1—75 pm diameter[70]. Applicationsotherthanabout30 N mm2 Plasma-sprayedMo—Mo
2C coatings tube interiors are possible;e.g. a 2500J capacitorbankresist wear, Mo being the ductile matrix. An inert at 8 kV has beenused [70] to explode25 pm thick Taatmosphereis necessaryto stop oxidationof the Mo2C foil pressedbetweentwo silica rod ends to obtain anandlossof Mo ductility. Mo—Mo2C compositecoatings excellentbond betweenthem.Si andCucanbe similarlyhavelow friction [64]. Although plasma-depositedmate- welded together.Thereis a negligible temperatureriserials are softer than the wrought materials, they are in the materialsbeing thuswelded [69].much morewearresistant.Wroughtalloysdeveloppilesof debris but no debris occurswith plasma-depositedalloysas their structurelimits the sizesof adherentwearparticles. Addition of a small amount of alumina to Referencesaluminium bronze results in almost the same wearresistanceas that of pure alumina without an increase I M. G. Hocking, V. V. Vasantasreeand P. 5. Sidky, Metallic and
Ceramic Coatings—Production,High TemperaturePropertiesandin nardnessLS
6]. Applications,Longman,London,1989, 670 pp., 2000 references.2 D. G. Bhat, H. E. Rebenneand C. Strandberg,2. Mater. Sci., 26
(1991)4567.
6. Coating processes 3 L. Lelait, S. Aiperine andR. Mevrel, 2. Mater. Sci.,27 (1992) 5.4 H. Hollech, J. Vac. Sci. Technol.A, 4(6) (1986)2661.5 M. W. J. Lewis, J. Vac. Sci. Technol.,5 (1987)2930.
Owing to space limitations, only one process is 6 J. Gurland mt. Mater. Rev.,33(3) (1988) 151.describedhere—wireexplosioncoating.Thiswaschosen 7 D. T. Quinto, 2. Vac. Sci. Technol.A, 6(3) (1988)2149.
becauseit is not widely known,but hasgood prospects 8 H. W. Grunling,K. Schneiderand L. Singheiser,Mater. Sci. Eng.,
for internally coatingtubesby electricallyexplodingan 88 (1987) 177.
axially held wire. 9 D. T. Quinto, G. J. Wolfe and P. C. Jindal,Thin Solid Films, 153All metals, including refractory metals, can be wire 10 R. V. Hiliery, 2. Vac. Sci. Technol.A 4(6) (1986)2624.
explosion sprayed.In the optimum case,wire vapour 11 J. E. Sundgren,A. Rockett, J. F. Greene and U. Helmersson,
reachesthe substrate;this drivesout the air before the J. Vac. Sci. Technol.A, 4 (1986)2770.
following showerof liquid metal droplets impacts;this 12 J. E. SundgrenandH. T. G. Hentzell, 2. Vac. Sci. Technol.A, 4(5)allows coatingwithout oxidationandwithout having to (1986)2259.
13 C. S. Syan, A. MatthewsandK. G. Swift, Surf. Coat. Technol.,33take steps to exclude air. The droplets are spherical, (1987) 105
about 2 or 3 pm in diameter, and travel at about 14 B. M. Kramer and P. K. Judd, 2. Vac. Sci. Technol. A, 3(6)
600 m s_i. (1985)2439.

466 M. G. Hocking / Coatingsresistantto severeenvironments
IS Y. Saito, K. Sato, S. Matuda andH. Koinuma, J. Mater. Sci., 26 43 B. G. Delves,in V. Ashworth,W. A. Grantand R. P. M. Procter(1991)2937. (eds.),Ion Implantation into Metals,Pergamon,1982, p. 126.
16 H. C. Child, in F. Lang (ed), Coatingsfor High Temperature 44 5. G. Robertsand T. F. Page,in V. Ashworth,W. A. Grant andApplications,ElsevierApplied Science,London, 1983, p. 395. R. P. M. Procter(eds.), Ion Implantation into Metals, Pergamon,
17 D. S. RickerbyandP.J. Burnett,Surf. Coat.Technol.,33(1987)191. Oxford, 1982, p. 135.18 R. C. Tucker, in B. E. Jacobsonand R. F. Bunshah(eds.)Films 45 G. Dearnaley,in V. Ashworth,W. A. Grantand R. P. M. Procter
and Coatingsfor Technology,CEI, Sweden,1981. (eds.),Ion Implantationinto Metals,Pergamon,Oxford, 1982, p. 180.19 G. Dearnaley,J. H. Freeman,R. S. Nelson and J. Stephen,Ion 46 H. R. Padmanabhanand G. Sorensen,in V. Ashworth, W. A.
Implantation, North-Holland, Amsterdam,1973. Grantand R. P. M. Procter(eds.),in Ion Implantation into Metals,20 D. M. Mattox, in B. E. Jacobsonand R. F. Bunshah(eds.),Ion Pergamon,Oxford, 1982, pp. 352 and 361.
Plating Technologyin Films and Coatingsfor Technology,Vol. 1, 47 B. M. Kramer, J. Vac. Sci. Technol.A, 4 (1986) 2810.CEI, Sweden,1981. B. M. Kramer, J. Vac. Sci. Technol.A, 4(6) (1986)2870.
21 P. R. Gardner,Recent Developmentsin the United Kingdom in 48 D. T. Quinto, G. J. Wolfe andP. C. Jindal,Thin Solid Films, 153Ion Implantation Equipment for Engineering Components, (1987) 19.Internal Report,AERE, Harwell, 1987. 49 P. A. Dearnley, V. Thompsonand A. N. Greanson,Surf. Coat.P. R. Gardner,G. Dearnaleyand S. Rosenbaum,New technique Technol.,29 (1986) 157.for monitoring nitrogen ion implantation dose, Surf. Eng., 3(3) 50 H. J. BovingandH. E. Hinterman,Thin SolidFilms, 153 (1987)253.(1987)203. 51 J. M. Blocher,J. Vac. Sci. Technol., 11(4) (1974)680.
22 J. M. Dubois, S. S. Kang and J. von Stebbut,J. Mater. Sci., 10 52 5. Morojima, N. Iwamori, T. Haitori and K. Kurasawa,J. Mater.(1991)537. Sci.,2/(1986)1363.
23 R. N. Johnson,S. L. Schrock and G. A. Whitlow, J. Vac. Sci. 53 G. V. Samsonov(ed), Protective Coatings on Metals, Vol. 5,Technol.,11(4) (1974) 759. ConsultantsBureau,New York, 1973.
24 E. Raask,Erosion Wear in Coal Utilization, Hemisphere,New 54 Starket al., J. Vac. Sci. Technol.,11(1974)802.York, 1988. 55 K. Niihara,andT.Hirai, Proc. 7th Int. Conf.on VacuumMetallurgy,
25 R. F. Bunshah,J. Vac. Sci. Technol.,11(4) (1974) 633 and 814. Tokyo,1982, p. 180.26 A. C. Raghuramand R. F. Bunshah, J. Vac. Sci. Technol., 9 56 R. C. Tucker, 2. Vac. Sci. and Technol.,11(4) (1974) 725.
(1972) 1389. 57 M. A. Clegg, V. Silins and D. J. I. Evans,Proc. 7th tnt. Metal27 S. V. Pepper,NASA TM—78838, NASA Lewis ResearchCenter, SprayingConf., London, 1973, p. 62.
Cleveland,01-I, 1978. 58 R. E. Barnhart,Thecontributionof metallic andceramiccoatings28 W. A. Brainardand D. R. Wheeler,NASA TP 1377, NASA Lewis to gas turbineengines,Contributedby theGasTurbineDivision,
ResearchCenter,Cleveland,OH, 1979. ASME, GasTurbine Conf. & Products Show, WashingtonDC,29 A. Matthewsand D. G. Teer, Thin Solid Films, 72 (1980) 541. 1968.30 Y. Enomoto,K. Yamanakaand K. Mizuhara,Proc. 7th tnt. Conf. 59 J. A. Sue and R. C. Tucker,Surf. Coat. Technol.,32 (1987) 237.
on VacuumMetallurgy, Tokyo,1982, p. 209. 60 G. De-Jieetal., Proc. 7th mt. Conf.on VacuumMetallurgy, Tokyo,31 5. Motojima and Y. Ohutska,2. Mater. Sci., 14(2) (1979)496. 1982, 1982, p. 352.32 D. G. Teer,Evaporationand sputtertechniques,in E. Lang (ed), 61 W. I. Gagnet, Flame Spray Coating for Wear, Society for
Coatingsfor High Temperature Applications, Elsevier Applied AutomotiveEngineers,Mid Year Meeting, Chicago,IL, May, /969.Science,London, 1983, p. 79. 62 A. Messbacher,Wt-Z md. Fertig, 65 (1975)619.
33 K. Kirner,Proc. 7thmt.Metal SprayingConf.,London, 1973,p. 190. 63 J. G. Solomir, Proc. 7th mt. Metal SprayingConf., London, 1973,34 J. T. Prater,Surf Coat. Technol.,29 (1986)247. p. 194.35 J. Danroc,A. Aubert andR. Gillet, Thin Solid Films, 153 (1987)281. 64 H. D. Steffens,in E. Lang (ed.), Coatingsfor High Temperature
J. Danroc, A. Aubert and R. Gillet, Surf Coat. Technol., 33 Applications,Elsevier Applied Science,London,1983, p. 121.(1987) 83. 65 T. Suhara,K. Kitajima, S. Fukudaand H. Ito, Proc. 7th mt. Metal
36 J. A. Sue and H. H. Troue, Surf: Coat. Technol.,33 (1987) 169. SprayingConf,London, 1973, paper26.37 R. Gillet, A. AubertandA. Gaucher,MetalsTechnol.,10(1987)115. 66 T. Suhara,S. Fukudaand H. Ito, Proc. 6th Int. Metal Spraying38 G. R. Fenske,N. Kaulherr and W. D. Sproul, Thin Solid Films, Conf., Paris 1970, paperB3.
153 (1987) 159. 67 K. Kase,H. Ito and Y. Mihashi,Jpn. Soc.PowderPowderMetall.,39 Th. Roth, K. I-I. Kloos and E. Broszeit, Thin Solid Films, 153 16 (1970) 338.
(1987) 123. 68 S. Hasui, Yokendo,Tokyo, 1960, p. 150.40 H. Herman,in V. Ashworth, W. A. Grant and R. P. M. Procter 69 W. G. Chaceand H. K. Moore (eds.), Exploding Wires Conf.,
(eds.),Ion ImplantationintoMetals,PergamonOxford, 1982, p. 102. Cambridge,MA, Plenum,New York, 1959.41 F. B. Hale et al., in V. Ashworth, W. A. Grant and R. P. M. 70 V. E. Scherrer,in W. G. ChaceandH. K. Moore (eds.),Exploding
Procter (eds.), Ion Implantation into Metals Pergamon,Oxford, Wires Conf., Cambridge,MA, Plenum,New York, 1959, p. 118.1982, p. lii. D. Schiff, in W. G. Chaceand H. K. Moore (eds.),ExplodingWires
42 X. Zhong-yin et al., in V. Ashworth, W. A. Grant and R. P. M. Conf,p. 283.Procter (eds.), Ion Implantation into Metals, Pergamon,Oxford, 71 G. Perugini, Ceramic self sealing coatings for high temperature1982, p. 117. surfaces,Ceramurgia,4(1) (1978).