-
7/27/2019 Coatings for the Protection of Low-Alloy Carbon Steels
Against Corrosive Attack in Waste Heat Recovery Systems
1/16
1157
COATINGS FOR THE PROTECTION OF LOW-ALLOY AND CARBON STEELS
AGAINSTCORROSIVE ATTACK lN WASTE REAT RECOVERY SYSTEMS OF COAL
GASIFIERS
The presence of sulfur, oxygen, and carbon in the gaseous
environmentof a coa1 gasifier provides conditions in which rapid
degradation ofstructural materials may occur. Corrosive attack
almost invariablyresults in a 10ss of load-bearing capacity of
structural components, andthe combined effects of corrosion and
applied stress will promote premature failure. The physical and
mechanical propert y requirements ofmany heat exchanger components
used interna11y or downstream from thegasifier vesse1 demand that
the materials of construction be metallic.High-strength,
corrosion-resistant a110ys such as austenitic stainlesssteels meet
the requirements for applications at temperatures up toabout 950C
in aIl but the most severe gaseous environments. At theoperating
temperatures of steam generators and superheaters. usually
notexceeding 350C, 10w-al1oy steels such as Cr-Mo steels and carbon
steels
D. J. BaxterMaterials Science and Technology DivisionArgonne
National Laboratory9700 South Cass AvenueArgonne, Illinois 60439
USA
1. INTRODUCTION
ABSTRACT. The poor corrosion resistance of low-alloy,
boiler-gradesteels at the temperatures of future coal gasifier
waste heat recoverysystems (typically exceeding 400C) and the
relatively high cost ofaustenitic stainless steels necessitate the
development and evaluationof protective coatings for low-alloy
steels. Only coatings that couldbe applied to large components were
used for the experimental investigation. Pack-diffusion aluminized,
chromized, and aluminized/chromizedcoatings with various chemical
compositions and microstructures andfurnace-fused FeCrAl and CoCrAl
coatings were exposed to simulatedmedium-Btu coal gasifier
environments under both isothermal and thermalcycling conditions.
Four welding a110ys on aluminized substrates werealso evaluated.
Minimum Al and Cr contents of 14-20 wt % and 18-22 wt %,
respective1y,.were required to support protective oxidationbehavior
under isotherma1 conditions, although the presence of
defects,particularly cracks, in aluminized and furnace-fused FeCrAl
and CoCrAlcoatings can promote severe internaI degradation. ln
sorne cases,thermal cyc1ing promoted sulfidation attack. AlI
welding a1loysexhibited high rates of corrosive degradation.-
-
7/27/2019 Coatings for the Protection of Low-Alloy Carbon Steels
Against Corrosive Attack in Waste Heat Recovery Systems
2/16
1158
possess the required properties for prolonged use. A clear
economicincentive exists to operate steam generators and
superheaters at higher
temperatures, typically up to 650C. UnfortunatelY,at the higher
tem- l!eratures, the low-alloy and carbon steels exhibit poor
resistance to 'corrosion and the high-strength, corrosion-resistant
alloys impose a ~1signlflcant cost penalty. Thus, a program was
initiated to develop andevaluate coatings and claddings to upgrade
the corrosion resistance of aboller-grade, low-alloy steel, 2
1/4Cr-lMo, and Al06 carbon steel inenvironments typical of those
expected in a downstream coal gasifierheat recovery system. The
desired service life of components ln such asystem ls on the order
of 100,000 h.
Heat exchanger tubing and paneling in heat recovery systems of
coalgasifiers may be as much as 12-15 m in length. Owing to
technical limitations and cost, this size clearly precludes the use
of more exoticcoating techniques such as low-pressure plasma
spraylng, physical andchemical vapor deposition, and processes
requiring elaborate postcoati~j application treatments such as
laser densification. Previousworkl has shown that two processes,
pack diffusion and furnace fusionof sprayed metallic powders, may
be used to produce metallic coatings onlarge components at
reasonable cost. Pack diffusion involves soakingthe substrate
material at elevated temperature in a mixture of the oxideof the
metal to be applied as a coating, the metal itself, and a
halideactivator. Good furnace-fused coatings are obtained with
coating alloysthat fuse in a narrow temperature range and easily
wet and flow on thesubstrate. Various compositions of MerAl alloys
ha)e been successfullyapplied as coatings on austenitic stainless
steels. These twotechniques were thus employed to obtain coatings
rich in the"protectiveoxide-formlng elements Cr and/or Al on
low-alloy and carbon steelsubstrates.
A number of coated low-alloy 2 1/4Cr-lMo and Al06 carbon
steelspecimens were obtained from a range of commercial coating
suppliera.ln order ta evaluate the capacity ta join coated
components, a number ofprecoated specimens were welded using four
different welding alloys.Coated and coated/welded specimens were
exposed to simulated coalgasification environments in order to
determine the influence of coatingtechnique, thickness, and
composition as weIl as of the presence ofdefects on the corrosion
resistance imparted.
2. MATERIALSTen different coatings on each of the two steel
substrates were appliedby a number of coating suppliers using
commercial or close to regularcommercial processes. (The
proprietary nature of each of the processesprecluded the release of
de ta Ils of the conditions for processing bythe individual
suppliers.) The steels were aluminized using threeprocesses.
chromized using two processes, simultaneously aluminized/chromized
using two processes. sequentially chromized/aluminized usingone
process, and coated by furnace fusion of alloy powders using
oneprocess. Two different alloy compositions were used for the
latter, onean FeCrAl alloy containing 20 wt % Cr and 45 wt % Al,
and the other a
-
7/27/2019 Coatings for the Protection of Low-Alloy Carbon Steels
Against Corrosive Attack in Waste Heat Recovery Systems
3/16
t
, clear economic\ hea ters at higher,y~t the higher tem-poor
resistance to
,nt alloys impose atiated to develop androsion resistance of a06
carbon steel inream coal gasifiercomponents in such a
covery systems of coal'ing to technical limiuse of more
exoticaying, physical andelaborate post
fication. Previouson and furnace fusione metallic coatings on~n
involves soakinga mixture of the oxideitself, and a halide
ed with coating alloyswet and flow on thea~e been successfully
These twoich in the protectivend carbon steelAl06 carbon
steelcoating suppliers.
omoonents, a number ofr ~lding alloys.__ ~ulated coal
e influence of coatingf the presence of
bstrates were appliedDr close to regulareach of the processesfor
processing by
ized using threeeously aluminizedlzed/aluminized usingpowders
using one
ed for the latter, one~l, and the other a
1159
CoCrAl alloy containing Z4 wt % Cr and 46 wt % Al. The bulk
chemicalcompositions and thicknesses of aIl coatings are given in
Table 1. Thepoor adhesion of MCrAl coatings to ferritic steels
necessitated theapplication of a Ni flash to the surfaces of the
steels prior to coatingwith the a1loys. As a resu1t, the coatings
contained Ni. AlI coatedspecimens were examined visua1ly and in a
very explora tory manner byeddy current and u1trasonic
nondestructive evaluation techniques forevidence of defects prior
to corrosion testing. The limited effortplaced on the use of these
techniques, however, resulted in failure todetect defects, such as
cracks which were revealed by metallographiccross sectioning.
Specimens of steels aluminized utilizing one of the three
processeshad V-notches cut through the coating and into the
substrate and werethen welded using each or the four welding alloys
whose nominal compositions are given in Table II. Owing to the
disparity in chemicalcompositions among the welding alloys,
coatings, and substrates,considerable dilution of weld alloy
elements in weld beads occurred(Table Il). A variation in the
concentration of each element of up to8% in the weld deposits from
specimen to specimen was observed.
3. EXPERIMENTAL DETAILS
Tubular specimens lZ.7 mm long with an outer diameter of Zl mm
and awall thickness of 2.5 mm were coated on the outer surfaces.
Theincorporation of male and female joints at the opposite euds of
eachspecimen permitted a stack of specimens to be axia11y
ioterlocked toforro a column. The column configuration permitted
the inner specimensurfaces to be cooled, ,using steam, while the
outer surfaces wereexposed to a desired gas mixture using a test
rig described elsewhere.4Tests of 1000 h io duration were carried
out under the heat fluxconditions with temperatures for the mixed
gas of 871C and for thespecimen surfaces of 600C. Two simulated
medium-Btu product gasmixtures with the components CO, COZ' CH4,
HZS, H~O. and HZ were used_giving oxygen and ~~lfur partial
pressures at 600 C of POZ = 8.1 x 10 19and PSZ = 5.4 x 10 Pa for
gas mixture A (the 10w-PS2 gas mixture),and PO = 4.Z x 10-20 and
PSZ = 4.9 x 10-4 Pa for gas mixture Be ! - gas mixture). Gas
mixture B was also used for thelcycling tests in which specimens
were exposed at the above tempe raturesfor lOO-fi pe lods between
thermal cycles to a metal temperature oflSOC. Each test consisted
of 10 cycles. The upper liroit of HZS usedin the investigation (gas
mixture B) was 1.5 vol %. ln both gasmixtures, CrZ03' AlZ03, FeS,
and C09S8 were thermodynamically stablehases. Uncoated Incoloy 800
and Z 1/4Cr-lMo specimens were included lneach test as reference
materials.
4. RESULTSDetailed characterizations of the as-received coated
materials beforethe corrosion tests and after exposure to the
gaseous environments were
-
7/27/2019 Coatings for the Protection of Low-Alloy Carbon Steels
Against Corrosive Attack in Waste Heat Recovery Systems
4/16
il:1i
'!IL~
-ij~.ti1:
-1.~~ilJ~1
..~~*.~J.....
1160
TABLE I. Chemica1 compositions and thicknesses of coatings used
in theinvestigation
Coating andDiffusiononeing Composition (wt %)
ThicknessCoating Typelreoi (~) Aluminized0.9.76.4-00-210
128.9.39.8-20-230 21.4.76.9 70-80 25.24.8-90-100 24.5.24.3
300-350 26.53.5-00-350Chromized-3.176.960-65 !8.321.710-12
-7.482.670-75 -2.517.515-20Simultaneous1y0.9.04.1-BO-2002-6
~31.7.B2.6-00-220 13.6.14.2-50-270
14.6.45.950-270Sequentially3.38.97.890-1001-9 Furnace-fused
FeCrAl3.6.06.3-5.1 60-70urnace-fused FeCrAl4.2.52.0-4.3
60-70urnace-fused CoCrAl2.4.1l.2.16.230-60urnace-fused
CoCrAl4.84.5.80.1.90-BOts the steel substrate: 1 = 2 1/4Cr-lMo; 2 =
A106 carbon steel. The second number is the coating
performed with the aim of deriving a specification for a coating
whichmay eventua11y be used in a commercial gasifier system. ln
view of thevolume of information produced from the microstructural
characterizationof a large number of specimens5 and the space
limitations of this paper,on1y a short summary of the results
obtained is included here.
-
7/27/2019 Coatings for the Protection of Low-Alloy Carbon Steels
Against Corrosive Attack in Waste Heat Recovery Systems
5/16
1161..;~:(~;..r
"--'Jsed in the
:::?;"
TABLE II. Nominal compositions of welding a110ys and typica1
compositions of weld deposits
:rate:Jer is the coating
for a coating which:tem. ln view of the:ural
characterization.ations of this paper,luded here.
_(wt %)Co Ni
1. ~ovJ-QK.y ,J('lDA(... . -I,.Lt \VS~ -r( ~J~- ~SC~Vbvvf
Composition (wt %)Weld Metala
Feriol Other 2.52.0al.9.0 Mo, 3.6 Nb(W)
61.3.02.9.32.4 Mo, 0.7 Nb(R)4.0Bal..7 Ti(W)
56.29.62.5 1.5.3 Ti (R).00.00.0al.5.0 W, 1.5 Mn(W)
48.21.4.14.6.0.9 W, 0.7 MnR)al.3.03.02.0 Mn, 1.0 Si(W)
88.3.2.5-.91.1 Mn, 0.8 Sicomposition of welding rod.
W = typical composition of weldment.4.1.
Characterization of As-received Coated/Welded Steels
The chemica1 compositions of aIl coatings, determined by an
x-ray energydispersive analysis technique, are given in Table 1. ln
each case, thechemical composition represents the volume of
material just beneath theouter specimen surface. ln general,
aluminized material had a maximumAl content inthe range 20-29 wt %.
The Al concentration was usuallyhlgher in the carbon steel than in
the low-alloy steel, although thecoatings on the low-alloy steel
also contained Cr. The Al concentrationln this range was maintained
for approximately one-third of the totalcoatlng plus the diffusion
zone thickness given in Table 1. A graduaIdecrease in Al
concentration and microhardness from the layer of maximumAl content
to the substrate characterized the diffusion zone. DiscreteAl oxide
particles and oxide colonies were present in the outer reglonof
coatings, and fine cracks extended perpendicularly from the
surfaceto approximately one-third of the coating thicknesses. An
additionalphase, a mixed Fe,Al carbide with an acicular morphology,
was alsopresent in the diffusion zone of the aluminized carbon
steel. The grainstructure of aIl aluminized material was columnar
with individual grainsextending through at least half. the coatlng
thickness
ln thickness and structure, the simultaneously
aluminized/chromizedsteels were similar to the aluminized steels,
but the chemical compositions varied depending on the supplier, and
thus, the process. Coatingscontaining 31% Al, 5.5% Cr, and 14% Al,
0.5% Cr were obtained. Thesequential chromizing/aluroinizing
process could not be achieved for theAI06 carbon steel; however, a
two-layer coating comprised of an inner
:.:."
.:.:~::.:
~.:\".
;';:.:'
~~.
:.;:"
".~
::1-1.Jl
60-7060-7030--6030-80
60-6510-1270-7515-20
200-210220-23070-8090-100
300-350300-350
180-200200-220250-270250-27090-100
Coating andDiffusion
ZOneThickness
(IJID)
25.114.356.27.97. _).1
"----
-
7/27/2019 Coatings for the Protection of Low-Alloy Carbon Steels
Against Corrosive Attack in Waste Heat Recovery Systems
6/16
.'11:1.~J1
i'~li11~~:~t'~fihd,"11:', il.~*~,~~,'~li'~.'
,~~ ~,.~,!{~~il:l.:'$il~~~:f
'1~Il
1
1L
1162
layer rich in Cr and an outer 1ayer containing both Al and Cr
wasobtained on the low-a1loy steel. Cracks were present in both
layers.
The characteristics of coatings obtained by chromizing
weredependent upon the composition of the substrate on which they
wereapplied. On carbon steel, coatings were 10-ZO ~m thick, with a
highvolume fraction of MZ3C6 and M7C3 carbides giving a net Cr
content of78-83%. A steep Cr concentration gradient from the 78-83%
level to thesubstrate reflected a very narrow diffusion zone, while
carbon depletionin the substrate extended to a depth of 1Z0 ~m. The
coatings wereapparently defect-free. Coatings 60-75 ~m thick and
containing amaximum Cr concentration in the range 16-Z5% were
obtained on the2 1/4Cr-lMo steel. ln some cases, an outer carbide
layer, up to8 ~m thick, was accompanied by numerous volds at the
carbide/Fe,Crinterface. The grain structure of the coatings on the
10w-alloy steelwas columnar and an abrupt change in Cr
concentration between thecoating and the substrate was
observed.
Costings produced by furnace fusion of sprayed metal powders
weremultiphased with the bulk chemical compositions given in Table
1. BothCoCrAl and FeCrAl coatings contained (Ni,Fe)AI precipitates
in an FeCrAIor FeCoCrAl solid solution. Cracks from the outer
surfaces traversed90% of the coating thickness and numerous
discrete voids were presentmainly in the broad diffusion zone.
The main feature of the weld deposits was their chemical
composition (Table II). Reductions of the nominal Cr contents of
the weld rodsby approximately 50% occurred upon welding to the
low-alloy or carbonsteel substrates, although some pickup of Al
from coatings occurred.A very narrow diffusion zone existed at the
weld metal/coating interfaceand no cracking was observed.4.2.
Microstructural Examination of Corrosion-tested Materials
AlI specimens were sectioned axially, mounted in epoxy resin,
andpolished prior to microstructural examination. The corrosion
scalethickness and depths of interna! attack are summarized in
Table III.The uncoated 2 l/4Cr-lMo steel formed Fe sulfide Bcales
(>500 ~m thick)in both gas mixtures A and B. Combined with
internaI attack of thesubstrate ()ZOO ~m deep), the rate of sound
metal loss clearly precludedpractical application of the steel in
the uncoated condition. Incoloy800 exhibited protective oxidation
behavior in gas mixture A, but atthe higher-PSZ and 10wer-pZ levels
of gas mixture B, localized breakaway corrosion behavior,
characterized by the presence of Fe-richsulfide blisters both on
the surface and in the substrate, was observed.Thermal cycling
resulted in similar breakaway behavior.4.2.1. Aluminized
substrates. Isothermal exposure to gas mixture Aresulted in
protectlve oxidation behavior of aIl aluminized materialswith the
exception of those obtained from one supplier where
localizedsuIfidation occurred, both at the surface of the scale and
internally.Sulfide nodules rich ln Fe were formed over areas where
internaIoxidation and sulfidation appeared to have been facilitated
by thepresence of localized multibranched cracks. Single fine
cracks
-
7/27/2019 Coatings for the Protection of Low-Alloy Carbon Steels
Against Corrosive Attack in Waste Heat Recovery Systems
7/16
1163
TABLE III. Summary of corrosion behavior under the three sets
ofconditions
contributed litt1e to the corrosion process in gas mixture A,
whereas ingas mixture B, small su1fide particles were found in
almost aIl cracksin a1uminized steels. ln gas mixture B, the
surface scales werecomposed predominantly of oxide, and
intragranular oxidation of thecoating occurred to a depth not
exceeding 40 Ilm ( Fig. la).
Exposure to gas mixture B under thermal cycling conditions
resu1tedin sulfide scale formation and enhanced internaI attack.
The scalesranging in thickness from 50-300 Ilm (Fig. lb) were
composed mainly ofFe sulfide with sorne Al enrichment close to the
sea1e/metal interface.The Iayered structure of the scales provided
evidenee supporting the
32580
2503002020
10015018040
6080
10010010o
120702530
30080
PenetrationMixturesB TIc(Ilm) (Ilm)
-
7/27/2019 Coatings for the Protection of Low-Alloy Carbon Steels
Against Corrosive Attack in Waste Heat Recovery Systems
8/16
"(~-.',
.",. .... , ..~4' ~-~..: :..
>';'20 fU!l, f-!-f
1164
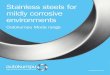
Figure 1. Cross sections of aluminized carbon steel.after
exposure tothe high-PS2 gas mixture B under (a) isothermai
conditions showing oxidescaie and intragranular oxidation, and (b)
thermal cycling conditionsshowing sulfide scale and Iocalized
intergranular oxidation/sulfidationattack.
occurrence of mechanicai damage during thermal cycling, but
goodadhesion to the substrates prevented severe scaie spallation.
InternaIoxidation/suifidation of the coatings, both intragranularly
and via finepreexisting cracks, was very light, but more severe
Iocalized intergranular attack occurred to a depth of approximately
80% of thethickness of ~oatings (Fig. Ib). Both oxide and sulfide
coexisted inthe narrow confines of the grain boundaries, which
became a path of easytransport of oxygen and sulfur to greater
depths in the coatings whereprogressively lower concentrations of
Al were present and where lateralgrowth of the corrosion products
occurred. ln Fig. Ib, Iateral growthof the corrosion products
coincides with the region where the acicularcarbide phase is
present in the aluminized carbon steel. Within theduration of the
1000-h test, complete penetration of the coatings due tointernaI
attaek was not observed.
4.2.2. Aluminized/chromized substrates. The simultaneously
aluminized/ehromized steels with eoatings eontaining 14% Al and
0.4-2% Cr exhibitedbreakaway corrosion behavior upon exposure to
gas mixture A. Seaiesrich in Fe sulfide and up to 100 ~ thiek
formed over the coatings whichsuffered severe internal degradation
to a maximum depth equai to theirthickness. Both oxides and
sulfides of Fe and Al formed internally.Coatings of the above
composition were not tested further.
Proteetive oxidation behavior was exhibited by the
simultaneous1yaluminized/chromized steels eontaining 31% Al and 5%
Cr upon exposure toboth gas mixtures A and B. The seales were Al
oxide eontaining some Feand no more than 10 ~m thick. InternaI
attack of the coatings resulted
:t:.
'--
-
7/27/2019 Coatings for the Protection of Low-Alloy Carbon Steels
Against Corrosive Attack in Waste Heat Recovery Systems
9/16
~el .after exposure tolnditions showing oxide_ cycling
conditionsoxidation/sulfldation
:Iing, but goodspallation. InternaI:ranularly and via fine'e
localized inter-,ly 80% of the:uIfide coexisted in1 became a path
of easy.r ~ coatings where:e._ and where lateral;. Ib, Iaterai
growth,n where the acicularsteel. Within theof the coatings due
to
;ltaneously aluminized/.nd 0.4-2% Cr exhibitedmixture A.
Scales,ver the coatings whichdepth equal to theirformed
internally.further.'Y the simuitaneously5% Cr upon exposure to.de
containing some Fethe coatings resuited
1165
in intragranular oxidation close to the outer surface and light
oxidation via preexisting cracks to a depth tiot exceeding 30 ~m in
coatingsapproximately 200 ~m thick. Thermal cycling ln gas mixture
B resultedin the formation of discrete Fe-rich sulfide nodules on
the outersurfaces of thin oxide scales. Localized internaI attack
by a modesimilar to that observed in aluminized material (Fig. lb)
reached amaximum depth of 180 ~m in the coatlng on the 2 1/4Cr-1Mo
steel, butonly 50 ~ in the coatlng on the carbon steel.
The sequentially chromized/aluminized 2 1/4Cr-lMo steel
underwentsevere localized internaI attack to 90% of the coating
thickness in gasmixture A although thln surface oxide scales were
formed. Both oxideand sulfide particies were detectedin grain
boundary regions in thecoatlng where Cr carbides were located in
the as-received materiai. lnaddition, corrosion products were found
within the void region markingthe interface between the two Iayers
of the coating. The poor resistance to corrosive degradation in gas
mixture A precluded furtherevaluation of the sequentially
chromized/aluminized steel in moreaggressive environments.4.2.3.
Chromized substrates. ln gas mixture A, aIl chromized
materialexhibited protective oxidation behavior, characterized by
the formationof thin Fe,Cr surface oxide scales. InternaI oxidation
occurred in thevoid regions beneath the outer thin carbide layer on
the chromized2 1/4Cr-lMo steel, but did not penetrate the body of
the coatings.Evidence of cracking in the carbide-rich coating on
the carbon steel wasfound after corrosion testing. As a result of
the possible cracking,internaI oxides formed across the thickness
of the coating (Fig. 2).
Exposure to gas mixture B produced contrasting behavior
dependingon the Cr content of th~ coatings. Coatings on the 2
1/4Cr-lMo steelcontaining 22-25% Cr oxidized in a protective manner
although small,discrete nodules of Cr sulfide were present on the
outer surface of theCr-rich oxide. Light internaI oxidation, but
not sulfidation, occurred.Coatings containing 16-18% Cr exhibited
breakaway corrosion behaviorwith the formation of Fe-rich suifide
seales up to 120 ~m thick andinternaI attack extending beyond the
coating thickness into thesubstrate (Flg. 3). Despite the high Cr
content of a carblde-richcoating on the carbon steel (coating 2-5),
total breakdown of theprotection afforded by the coating occurred.
ln vlew of the crackingbehavior of the same coating upon
exposure'to gas mixture A (Fig. 2),the breakdown of protection in
gas mixture B is tentatively attributedto the same cause. The
similar carbide-rich coating on the carbon steelproduced by a
different supplier (coating 2-4) resisted cracking and,therefore,
breakaway corrosion was inhibited.
Exposure of the surviving chromized 2 1/4Cr-lMo and carbon
steels(coatings 1-4 and 2-4) to gas mixture B under thermal-cycling
conditionsresulted in growth of protective oxide scales over which
sma11, discreteCr-rich sulfide particles were present. InternaI
oxidation, with only atrace of sulfur, occurred intergranularly and
around voids in thecoating on the 2 1/4Cr-1Mo steel (Fig. 4a),
while internaI oxide formedin thermal cycling induced cracks in the
eoating on the carbon steel
-
7/27/2019 Coatings for the Protection of Low-Alloy Carbon Steels
Against Corrosive Attack in Waste Heat Recovery Systems
10/16
.:~I:!
oxide
-Substrate
33fLm~
8 !-Lmf---!---t
1166
Figure 2. Cross section of chromized carbon steel showing oxide
formation locally across the entire carbide-rich coating thickness
afterisothermal exposure to the low-PS2 environment A.
Figure 3. Cross section of the chromized (containing 17% Cr) 2
1/4CrlMo steel with sulfur concentration profile after isothermal
exposure tothe high-PS2 gas mixture B.
~.~.l.~j~;Il
,tll[[1"1\:1
'.11.~~:..\~tt
-,ii1~r
-
7/27/2019 Coatings for the Protection of Low-Alloy Carbon Steels
Against Corrosive Attack in Waste Heat Recovery Systems
11/16
'---
ternaloxide
ubstrate
l showing oxide formag thickness after
ing 17% Gr) 2 1/4Grisothermal exposure to
1167
- Cr sulfidescale.. ',.~- .~t -Cr oxide scale
.., r' 1.. 1"~.' . '.f't# ---Void. ". ~"-,-""' 1i r /; . t
Intergranularxide~
-Coating
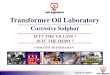
Figure 4. Gross sections of (a) 23% Gr-containing chromized 2
1/4Gr-lMosteel showing surface oxide and sulfide layers and
internaI attack, and(b) the chromized carbon steel in which
cracking of the carbide-richcoating has occurred, both after
thermal cycling exposures in thehigh-PS2 environment B.
(Fig. 4b). ln neither case was the coating completely breached
bycorrosive attack.
4.2.4. Furnace-fused coated substrates. The FeGrAl and GoGrAI
coatingson both steel substrates underwent marked degradation upon
exposure tothe low-PS2 environment of gas mixture A. Thin oxide
scales formed onthe FeGrAl coatings, but internaI oxide and sulfide
formation via preexisting cracks occurred to depths approximately
90% of the coatingthickness. Scales on GoGrAI coatings were
nonuniformly thick andcontained large oxide-rich nodules
accompanied by severe internaI attack(Fig. 5). ln the outer region
of the coatings, oxide and sulfideparticles were present on grain
boundaries. Transport of oxygen andsulfur through the coating was
evident by the presence mainly ofsulfides in the void region of the
coating adjacent to the coating/substrate interface. ln the
substrate, sulfide rich in Fe was the majorcorrosion product.
Although similar coatings exhibited slight differences in corrosion
behavior on the same steel substrate, the severity ofcorrosive
degradation of any one of the coatings in gas mixture Aprecluded
consideration in further corrosion tests.
-
7/27/2019 Coatings for the Protection of Low-Alloy Carbon Steels
Against Corrosive Attack in Waste Heat Recovery Systems
12/16
Figure 5. Cross section of the CoCrAl-coated carbon steel
showlnginternaI oxidation and su1fidation attack of the coating and
the substrate, resulting from isothermal exposure to the 10w-PS2
environment A.
4.2.5. Coated/we1ded substrates. Protective oxlde scales formed
on theIncone1 625 and Inconel 72 we1d deposits upon exposure to gas
mixture A,whereas the L605 and 309 SS weld deposits exhibited
breakaway corrosionbehavior, characterized by the formation of
thick multilayer scales andthe occurrence of deep internaI attack.
Protective scales on the Nibase al10ys were composed of Cr-rich
Fe,Cr oxides, with internaI, intergranular oxldation extending to
'a depth not exceeding 25 Ilm. PorousFe-rich oxide- and
su1fide-containing scaies enabled both intergranularand
intragranular oxldatlon and suifidation of the Co- and Fe-base
weldmetals to depths of 90 and 40 ~m, respectively.
Upon exposure to the higher-psZ environment of gas mixture B,
boththe lN 625 and lN 72 weld metals fa11ed to form protective
surfacescales. Scales composed mainly of porous Fe sulfide with
Fe,Ni sulfideouter reglon (up to 500 ~ thick) formed on the lN 625
weld metal.InternaI attack produced Cr-rich Fe,Cr suifide to depths
of 100-300 ~m. Attack of the higher Cr-containing lN 72 weld metal
was comparatively less severe with scales 25-100 ~m thick and
internaI penetration to a depth of 80 ~m. Corrosive attack of
coatlngs immediatelyadjacent to the weld metals, in the
heat-affected zones of the welds,was no more severe than that
occurrlng in areas of coating not affectedby the welding process.
Degradation of the weld metals was slightlymore advanced under
thermal cycling conditions in gas mixture B.
1168
5 DlSCUSS ION
The severe corrosive degradation of the uncoated 2 1/4Cr-lMo
steel inboth environments used in the investigation clearly
precludes consideration of the alloy ln the uncoated state as a
structural materiai
-
7/27/2019 Coatings for the Protection of Low-Alloy Carbon Steels
Against Corrosive Attack in Waste Heat Recovery Systems
13/16
bon steel showingcoating and the sublow-PS2 environment A.
de scales formed on theosure to gas mixture A,ed breakaway
corrosionmultilayer scales and
ve scales on the Ni-, with internaI, interding 25 ~m. Porousled
both intergranulare Co- and Fe-base weld
o ,s mixture B, bothr~ctive surfaceide with Fe,Ni sulfide~ 62S
weld metal.depths of 100-weld metal was com
k and internaI penecoatings immediatelyzones of the welds,
f coating not affectednetals was slightlygas mixture B.
~ 1/4Cr-lMo steel in,y precludes con-1 structural material
p.0.'
1169
in advanced steam generator or superheater systems. Metallic
coatingspromote resistance to corrosive degradation, but the degree
to whicheach coating investigated was effective ln minimlzing
corrosive attackwas dependent upon a number of variables. For the
1000-h tests carriedout under both isothermal and thermal cycling
conditions, coating composition and defects played important roles
in the degradation process.5.1. The Corrosion Behavior of
CoatingsCoating composition is an important factor influencing
resistance tocorrosion. While a minimum of 10-12 wt % Al may be
necessary to ensureprotec6ive oxidation kinetics for Fe-Al alloys
under oxidizing conditions, the minimum under oxidizing/sulfidizing
conditions would appearto exceed this level. Coatings containing
20-29% Al generally exhibitedprotective oxidation behavior under
isothermal test conditions, but at14% Al, even with 0.4-2% Cr,
breakaway corrosion occurred. Up to 29% Alwas Inadequate in
preventing sulfidation from taking place under thermalcycling
conditions, but the combined presence of 31% Al and 5% Crlimited
the severity of breakaway attack. Increasing the Al contentbeyond
31%, however, may not automatically induce improvements incorrosion
resistance since the brittle phases7 FeAl) and Fe2AIS becomestable
and the disparity in the thermal expansion coefficients
betweencoating and substrate increases, both of which increase the
likelihoodof cracking.
InternaI oxidation was a notable feature of aIl
aluminizedmaterial, although the additional presence of Cr reduced
the effect.Formation of internaI Al oxide results in depletion of
Al from the Fe-Alcoating material, which leaves less Al available
for protective surfacescale growth and increases the likelihood of
FeS participating in thecorrosion reaction. The kinetics of
internaI oxidation were not determined, but the degree of Al
deplet10n would appear small. The presenceof a fine dispersion of
integnal oxide particles could ev en be beneficial to corrosion
resistance by promoting easy transport of Al to thecoating surface
and by reducing the thermal expansion coefficientmismatch between
the coating and the surface scale. The latter would beparticu1arly
advantageous in inhibiting mechanical breakdown of protective
surface scales during thermal cycling. Preexisting cracks mayserve
more than one function. Large, open cracks permit the
inwardtransport of gases into the coating where oxygen and sulfur
activitiesmay diverge substantially from those of the bulk gas
mixture and rapidinternaI corrosion may ensue. It was observed that
very fine crackshad a minor influence on the severity of internaI
attack under bothisothermal and thermal cycling conditions. Fine
cracks may evenfacilitate the accommodation of stress generated
during thermal transients since the y did not appear to be
associated with deep localizedattack in aluminized specimens during
the thermal cycling tests.
The corrosion resistance of chromized steels was
criticallydependent upon the coating composition and the presence
of defects.Coatings with a range of Cr contents were tested. The
range of Crcontents arose from the different application techniques
adopted bydifferent suppliers. ln the region of 17% Cr on the 2
1/4Cr-lMo
----- __'w- mu u uo_
'-----
-
7/27/2019 Coatings for the Protection of Low-Alloy Carbon Steels
Against Corrosive Attack in Waste Heat Recovery Systems
14/16
1170
substrate, breakaway corrosion was observed and coatings 60-70
]Jm thickwere consumed within 1000 h of exposure. Incoloy 800,
containingZO% Cr, also exhibited breakaway corrosion behavior in
the high-pszenvironment of gas mixture B. However, with Cr contents
in the range22-25%, protective oxidation behavior was sustained,
even under thermalcycling conditions. Coatings on the 2 1/4Cr-1Mo
steel were essentiallyfree from life-limiting defects, whereas in
the carbide-rich coatings onthe carbon steel, the occurrence of
severe corrosive attack was attributed to the presence of cracks.
Despite the chemical composition andmorphological similarities of
the carbide-rich coatings provided bytwo different suppliers, one
coating promoted protective oxidationbehavior, whereas the other
underwent substantial sulfidation attack.The reason for the latter
form of breakdown behavior, during exposureto low-PS2 conditions in
Fig. 2, is probably related to the coatingprocess parameters. The
mismatch in the coefficients of thermalexpansion between Fe-Cr
coatings and an Fe substrate i6 relativelysmall, but the carbides
are known to be brittle and thus certain thermaltreatments May
induce cracking. The very narrow zone between chromizedlayers and
the carbon steel will increase the possibility of mechanicaldamage
occurring. ln view of the limited coating thicknesses that
wereobtained by chromizing the carbon steel, it is questionable
whetherprotective oxidation behavior could be sustained for the
required lifeof a heat recovery system component, even if the
coatings weredefect-free.
ln spite of the high levels of Cr (20-24%) and Al (45-46%) ln
thefurnace-fused coatings, the presence of defects produced very
lowresistance to corrosive degradation. The particular compositions
of theFeCrA! and CoCrA! alloys had a suitably narrow wetting range
andadequately wetted the substrate, both necessary prerequisites
for thefurnace-fusion coating process. However, as mentioned
previously, bothhigh Cr and Al contents can cause brittleness. ln
the case of eachalloy, costing cracks in the as-received material
enhanced internaIattack of the coatings and permitted sulfide of
the base metal substrateto form on the outer coating surface.
Unfortunately, the base metal ofeach coating, Fe and Co, formed
stable sulfides FeS and CogSS' respectively, in both gas
mixtures.5.2. The Corrosion Behavior of Welds
The high degree of dilution of the weld filler metal during
welding to amaterial of dissimilar composition was a major
contributor to the lowcorrosion resistance of the weld metals.
Chromium contents in the range6-11% in the 309 SS and 1605 weld
metals.were clearly Inadequate forprotective Cr-rich surface oxide
scales to be formed. The protectiveoxidation behavlor ln the
10w-PS2 gas mixture of lN 625 with 6-11% Cran be attributed to the
compararively higher level of A! and theadditional presence of Nb.
Given that A! and Nb also contribut~ tocorrosion resistance, a Cr
equivalent (EC) has been established where
EC = % Cr + 1.1% (Ti + Nb) + 0.7% Al.
~:::::::::.i~:..I~~\r IIlr'\
;f:i
-
7/27/2019 Coatings for the Protection of Low-Alloy Carbon Steels
Against Corrosive Attack in Waste Heat Recovery Systems
15/16
1171
6. CONCLUS I ONSThe examination of coated low-alloy and carbon
steels in the as-receivedcondition and after testing in low- and
high-PS2 coal gasifierenvironments has provided an understanding of
a number of factorsimportant in determining the level of protection
that can be achieved bysurface coatings. These can be summarized as
follows:
2) Defect-free coatings no more than 10 ~m thick can
provideprotection to the underlying substrate for 1000-h exposure
ina high-PS envirorunent under thermal cycling
conditions.Sufficient data are not available for a determination of
theminimum coating thickness required to provide protection forthe
typical component life of 100,000 h.ln the absence of Al, a minimum
Cr concentration in the rangelS-22 wt % is required to promo te
protective oxidation behaviorof pack-diffusion coated materials.
The minimum Al concentration to produce the same effect lies in the
range 14-20 wt %.
4) Defects such as cracks, present in aIl
pack-diffusionaluminized and furnace-fused coated material, permit
easyaccess of reactive gaseous species to inner regions ofcoatings,
while preexisting internaI oxide particles and voidsexert a minor
influence on the corrosion reaction. The cursorynondestructive
evaluation effort, as applied, failed to detect
1) Pack-diffusion chromizing, aluminizing, and
simultaneousaluminizing/chromizing processes can produce coatings
with goodresistance to accelerated rates of degradation.
Sequentiallychromizing/aluminizing by pack-diffusion and
furnace-fusionprocesses produces coatlngs that are prone to rapid
degradation, due largely to the presence of defects.
Therefore, in lN 625 the value of EC is approximately two
percentagepoints above that of the Cr content (see Table II). ln
addition, thepresence yS ~i can also be beneficial in promoting
protective oxidationbehavior. ,1 An equlvalent Cr content of 20%
was adequate in preventing breakaway corrosion of the lN 72 weld
metal ln the low-PS2 gasmixture, but not in the high-PS2 gas
mixture. While Ni was an activeparticipant in the corrosion
reaction in the high-PS? environment andontributed ta the formation
of sulfide sc ales on bo~h lN 625 and lN 72weld metals, evidence12
suggests that Ni is not responsible for initiating the breakaway
process. Given that dilution of the weld alloyoccurs ta such a
great extent during welding ta the low-alloy and carbonsteel
substrates, future effort should be made to counter the
dilutioneffect by modifying the welding process ta reduce heat
input, by using ahigher Cr content weld alloy, or by adding an
additional overlayer ontop of the original filler metal.
~d Al (45-46%) in theroduced very lowlar compositions of
thetting range andrerequisites for theloned previously, bothl the
case of eachen~anced internaI
se metal substrateeL~, the base metal of~S and C09SS'
respec-
tal during welding to altributor to the low~ contents in the
range}rly Inadequate for~ed. The protective[N 625 with 6-11% Cr~l
of Al and thellso contribut~ to~n established where
'ngs 60-70 ~m thick, containing
or in the high-PS2ontents in the rangeed, even under
thermalsteel were essentiallyarbide-rich coatings onive attack was
attrinical composition andatings provided bytective
oxidationsulfidation attack.
ior, during exposureted to the coatingents of thermalate is
relativelynd thus certain thermalzone between chromizedsibllity of
mechanicalthicknesses that were
~stionable whetherfor the required life:oatings were
-
7/27/2019 Coatings for the Protection of Low-Alloy Carbon Steels
Against Corrosive Attack in Waste Heat Recovery Systems
16/16
~~
..
J1,
:i;:
.1'
~t:
The author wishes to thank A. Sather for assistance in
conducting thecorrosion tests and R. W. Puccetti and T. M. Galvin
for metallographicwork. This work was supported by the Surface
Gasification Materia1sProgram of the U. S. Department of Energy
under contraet W-31-109-Eng-38.
1172
7. ACKNOWLEDGMENTS
6) Widely dissimi1ar .chemica1 compositions of weld al10ys and
10wal10y steels resu1t in substantial dilution of elements in
theweld metal deposits. Dilution of Cr by around 50% was
theprincipal cause for the breakaway corrosion observed for aIlweld
alloys.
5) InternaI oxidation/sulfidation is a major mode of
degradationof pack-diffusion alumlnized material. Chromium reduces
theseverity of internaI oxidation.
the fine cracks capable of promoting substantia1
internaIcorrosive degradation of coatings.
8. REFERENCES
1. 'A1uminizing Steel to Slow High-Su1fur Corrosion,' Chem.
Week131(2), 25 (Ju1y 14, 1982).
2. M. J. Weinbaum and W. A. MeGill, in Proc. of Symp. on
Corrosion inFossi1 Fuel Systems, Detroit, MI, October 1982, The
ElectrochemicalSociety, Vol. P83-5, pp. 233-246 (1983).
3. R. A. Perkins, 'Su1fidation-resistant Coatings for
CoalGasification Process Equipment,' U. S. DOE Report
LMSC-D-879299(DE85011922), May 1985.
4. D. J. Baxter, 'The Corrosion Behavior of Coated 2 1/4Cr-1Ho
andMi1d Steel Substrates in a Simulated Waste Heat Recovery
SystemEnvironment of a Coa1 Gasifier,' Argonne National
LaboratoryReport, ANL/FE-85-5, July 1985.
S. D. J. Baxter, in Surface Gasification Materials Program
Semiannua1Pro ress Report for the Period Ending September 30, 1985,
Oak RidgeNational Laboratory Report, ORNL SGMP-85/2 (December
1985).
6. G. C. Wood and F. H. Stott, in Proc. of NACE Conf. on
HighTemperature Corrosion, March 1981, San Diego, CA, ed. R. A.
Rapp,pp. 227-250 (1983).
7. R. Sivaknmar and E. J. Rao, Oxid. Met. 17, 391 (1982).8. J.
Stringer, M. E. El-Dahshan, and I. G. Wright, Oxid. Met. 8, 361
(1974).9. H. Lewis and R. A. Smith, in Proc. of First Intl.
Congress on
Meta1lie Corrosion, Butterworths, London, p. 202 (1961).la. M.
G. Hobby and G. C. Wood, Oxid. Met. 1, 23 (1969).Il. W. B. A.
Sharp, Corros. Sei. 10, 283 (1970).12. D. J. Baxter, 'The Corrosion
Behavior of Coated 2 1/4Cr-lMo and
Carbon Steels in a Simulated High-PS2 Waste Reat Recovery
SystemEnvironment of a Coa1 Gasif1er,' Argonne National
LaboratoryReport, ANL/FE-86-1, 1986.