Embed Size (px)
Citation preview

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
Chapter 19
Failure prevention and recovery
Source: Eurotunnel

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
Failure prevention and recovery
Operations strategy
Design Improvement
Planning and control
Operations management
Failure prevention and recovery
Total quality management
organizes process improvement Failure
prevention and recovery stop
processes becoming worse
Operations process
improvement makes processes
better

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
Why systems fail
Design failures
Facilities failures
Staff failures
Failures inside the operation
Supply failures Customer
failures

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
How failure is measured
Time
Fai
lure
rat
e
‘Infant-mortality’ stage
Normal-life stage
Wear-out stage

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
Bath-tub curves for two parts of an operation
Curve A represents a part with relatively predictable failureCurve B represents a part with a more random failure pattern
Time
Fai
lure
rat
e
‘Infant-mortality’ stage
Normal-life stage
Wear-out stage
Curve B
Curve A
X Y

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
Time
Fai
lure
rat
e
Service operations, after an early stage of failure detection and improvement, may suffer from steadily rising failure rates
caused by increasing complacency
Early failure detection and improvement Complacency
Chapter 19.

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
How failure is detected and analyzed
– in-process checks
– accident investigation
– failure mode-and-effect analysis
– fault-tree analysis
Failure detection mechanisms include:
Failure analysis procedures include:
– point-of-departure interview
– machine-diagnostic checks

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
The three tasks of failure prevention and recovery
Failure detection and analysis
Finding out what is going wrong and why
Improving system reliability
Stopping things going wrong
Recovery
Coping when things do go wrong

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
Severity of consequence
Effect on customer
Normal operation
Failure
Prevention Mitigation Recovery
Failure management

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
3.5 inch diskette cannot be inserted unless it is orientated correctly. This is as far as a disk can be inserted upside-down. This feature, along with the fact that the diskette is not square, prohibits incorrect orientation. It is a control method.
Warning lights and chimes alert the driver of potential problems. These devices employ a control method and a warning method.
Poka-yoke (fail-safing)

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
Filing cabinets can fall over if too many drawers are pulled out. For some filing cabinets, opening one drawer locks all the rest, reducing the chance of the filing cabinet tipping. It is a control method.
The window in the envelope is not only a labour saving device. It prevents the contents of an envelope intended for one person being inserted in an envelope address to another. It is a control method.
Poka-yoke (fail-safing)

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
Controlled flight into terrain
Flying at wrong altitude p = 0.001
Co-pilot fails to cross-check p = 0.01
Air traffic control fail to notice p = 0.1
Pilots ignore warning alarm p = 0.5
Cumulative probability of occurrence = one in two million
Source: Empics

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
FailureSeverity of
consequenceEffect on customer
Normal operation
Probability of failure
Degree of severity
Likelihood of detection
Risk priority number
Failure modes effects analysis

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
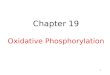
Fault-tree analysis for below-temperature foodbeing served to customers
Food served to customer is below
temperature
Key
AND node
OR nodeCold plate
used
Plate taken too early from
warmer
Plate warmer malfunction
Oven malfunction
Timing error by chef
Ingredients not defrosted
Plate is cold
Food is cold

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
A mixture of maintenance approaches is often used –in a motor car, for example
Use condition-based monitoring
maintenance
Use run-to-breakdown
maintenance
Use preventive maintenance

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
Failure curve for two machines, A and B
Machine A
Machine B
Pro
babi
lity
of f
ailu
re
Timex y

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
One model of the costs associated with preventive maintenance shows an optimum level of maintenance effort
Co
sts
Amount of preventive maintenance
Total cost
‘Optimum’ level of preventive maintenance
Cost of providing preventive maintenanceCost of
breakdowns

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
If routine preventive maintenance tasks are carried out by operators and if the real cost of breakdowns is considered, the ‘optimum’ level
of preventive maintenance shifts towards higher levelsC
ost
s
Amount of preventive maintenance
Total cost
Cost of breakdowns
Cost of providing preventive maintenance

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
One part in one process can have several different failure modes, each of which requires a different approach
Cutters
Shredding process
Fai
lure
s
Time
Cutter ‘wear out’ failure pattern
Solution
Preventive
maintenance before
end of useful life

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
One part in one process can have several different failure modes, each of which requires a different approach
Cutters
Shredding process
Fai
lure
s
Time
Cutter ‘damage’ failure pattern
Solution
Preventive damage, fix
stone screen

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
One part in one process can have several different failure modes, each of which requires a different approach
Cutters
Shredding process
Fai
lure
s
Time
Cutter ‘shake loose’ failure pattern
Solution
Ensure correct fitting
through training

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
What’s happened
What consequences
Inform
Contain
Follow up
Find root cause
Engineer out
Analyze failure
Plan recovery
The stages in failure planning
Discover Act Learn Plan

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
Key Terms TestFailure rate (FR)A measure of failure that is defined as the number of failures over a
period of time.
Bath-tub curveA curve describing the failure probability of a product, service or
process that indicates relatively high probabilities of failure at the beginning and end of the life cycle.
ReliabilityWhen applied to operations performance, this term can be used
interchangeably with ‘dependability’. When it refers to a measure of failure, it means the ability of a system, product or service to perform as expected over time, usually expressed as the probability of its performing as expected over time.

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
Key Terms TestMean time between failures (MTBF) Operating time divided by the number of failures; the
reciprocal of failure rate.
Failure analysisThe use of techniques to uncover the root cause of failures;
techniques may include accident investigation, complaint analysis, etc.
Failure mode and effect analysis (FMEA)A technique used to identify the product, service or process
features that are crucial in determining the effects of failure.

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
Key Terms Test
RedundancyThe extent to which a process, product or service has
systems or components that are used only when other systems or components fail.
Fail-safeingBuilding-in often simple devices that make it difficult to
make the mistakes that could lead to failure; also known by the Japanese term poka-yoke.
Poka-yokeJapanese term for fail-safeing.

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
Key Terms Test
MaintenanceThe activity of caring for physical facilities so as to avoid or
minimize the chance of those facilities failing.
Run-to-breakdown maintenanceAn approach to maintenance management that repairs a
machine or facility only when it breaks down.
Preventive maintenanceAn approach to maintenance management that performs
work on machines or facilities at regular intervals in an attempt to prevent them breaking down.

Slack, Chambers and Johnston, Operations Management 5th Edition © Nigel Slack, Stuart Chambers, and Robert Johnston 2007
Key Terms Test
Condition-based maintenanceAn approach to maintenance management that monitors the
condition of process equipment and performs work on equipment only when it is required.
Total productive maintenance (TPM)An approach to maintenance management that adopts a similar
holistic approach to total quality management (TQM).
Reliability-centred maintenanceAn approach to maintenance management that uses different
types of maintenance for different parts of a process, depending on their pattern of failure.