Embed Size (px)
Citation preview
Challengesinprocessingandmarketinghightemperaturecompoundsforbipolarplates–opportunitiesinapplyingit
Dipl.‐Chem.ThorstenDerieth,ZBTGmbH
Mag.(FH)Hans‐PeterKoch,Ensinger GmbH

2
Bipolarplate‐concepts for PEM‐FCs
DANA
Source:WilhelmEisenhuth GmbHSource:Gräbener Maschinetechnik GmbH
InfluencesinHT‐PEM‐FC
• T>160°C
• Phosphoricacidmedia
• Electrochemicalpotential
• Mechanicalstress
Metalplates Compoundplates
Differenceinvolume&weight

3
Feedstock for composite based bipolarplates
Graphite
(conductivefiller1)
Carbonblack
(conductivefiller2)
Polymer(bindingmatrix)

Matrixselectionforcompositebipolarplates
Thermosets(LT&HT) LT‐Thermoplastics(PP)
CheapHighthermalstability<180°CGoodchemicalstability<180°CFeasibleforhotpressing
VerycheapGoodchemicalstability<80°CGoodthermalstability<80°CRecyclingpossibleExtrusionestablishedInjectionmoldingpossible
HT‐Thermoplastics(PPS)
Excellentchemicalstability>180°CExcellentthermalstability>180°CRecyclingpossibleExtrusionestablishedInjectionmoldingpossible
Source:Epoxid:chemie.fu‐berlin.de,Phenolharz:kern.de,PPS,PPundPeek:Wikipedia
5
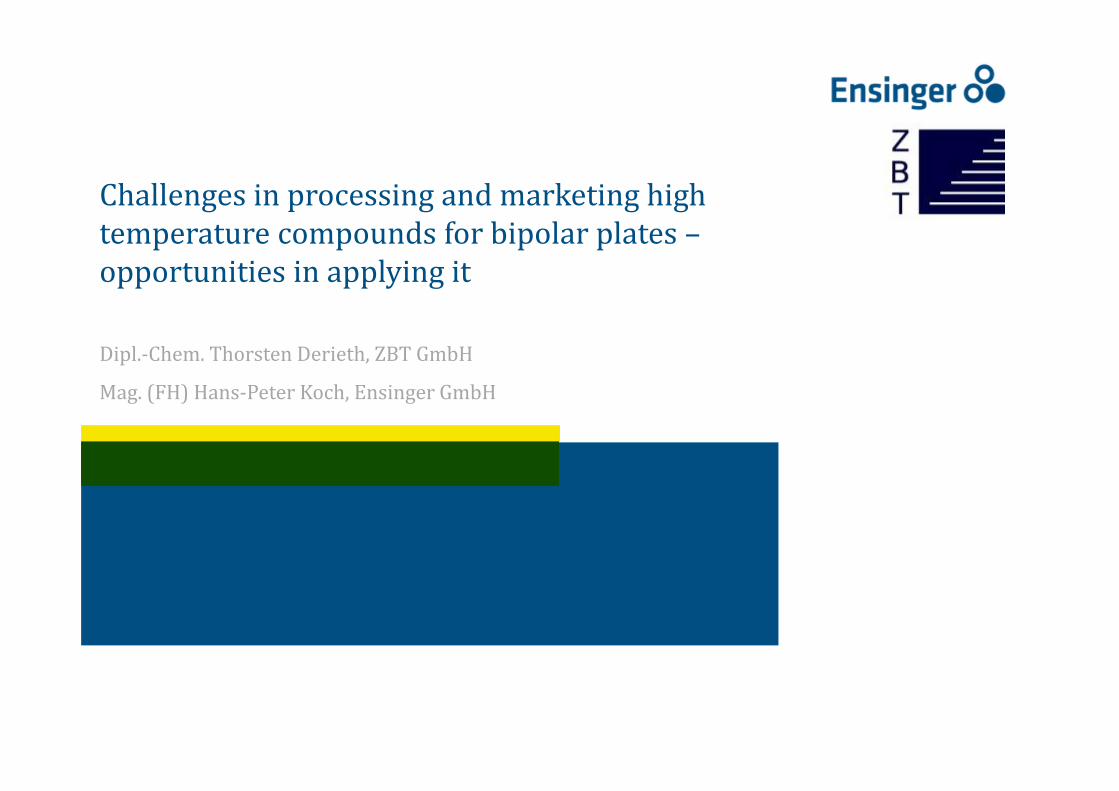
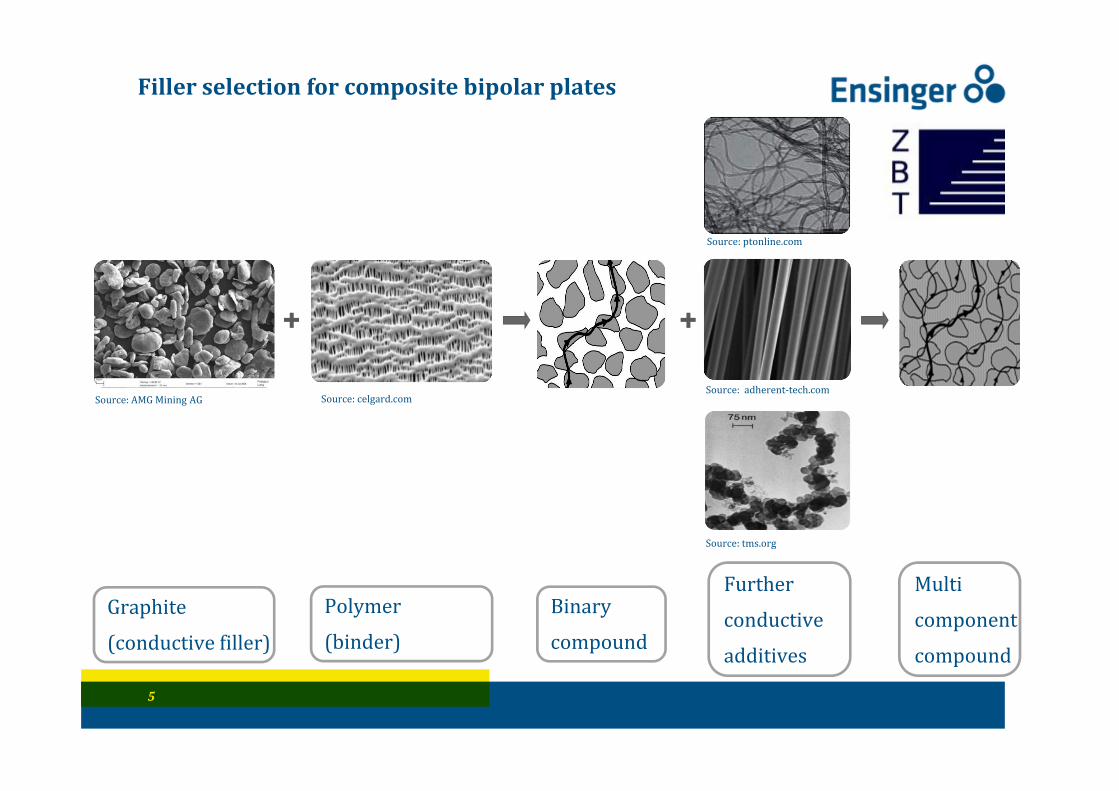
Fillerselectionforcompositebipolarplates
Source:AMGMiningAGSource: adherent‐tech.com
Source:tms.org
Source:ptonline.com
Source:celgard.com
Graphite
(conductivefiller)
Polymer
(binder)
Further
conductive
additives
Binary
compound
Multi
component
compound

6
Lookinsidethecomposites
Graphite+polymer Graphite+CB+polymer
Graphite+CNT+polymer Ggraphite+CF+polymer
Graphite+CB+CNT+polymer
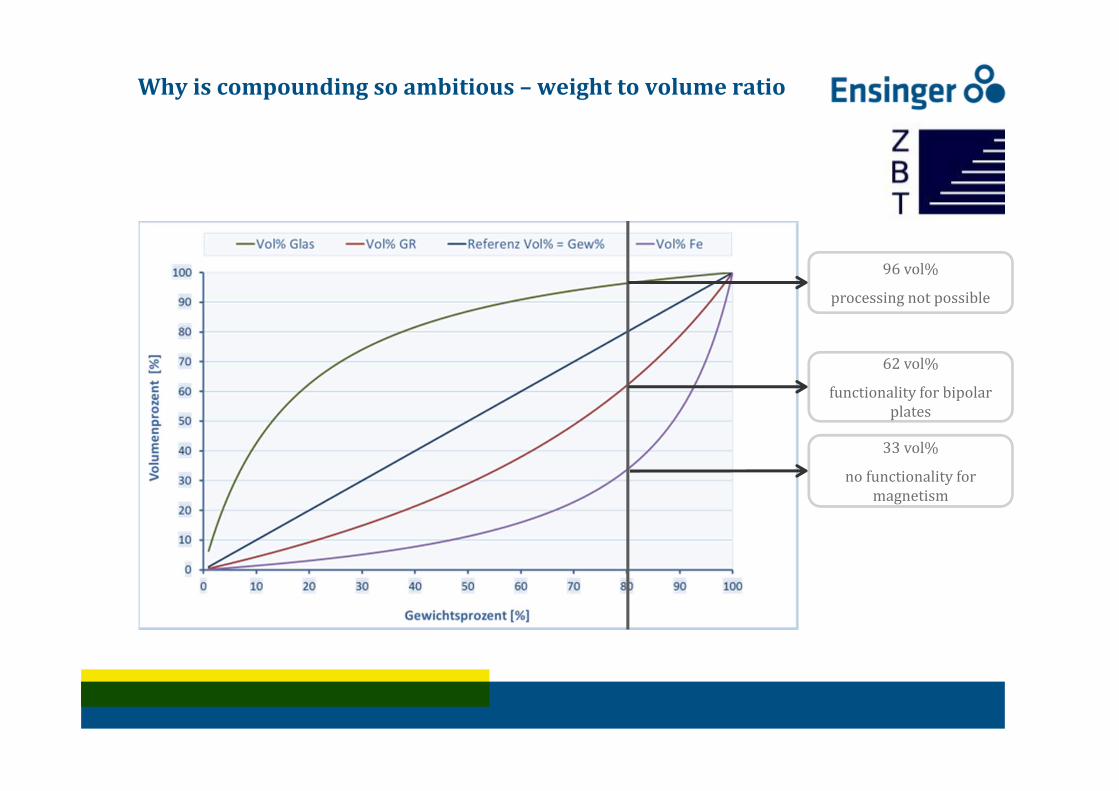
Whyiscompoundingsoambitious– weighttovolumeratio
96vol%
processingnotpossible
62vol%
functionalityforbipolarplates
33vol%
nofunctionalityformagnetism
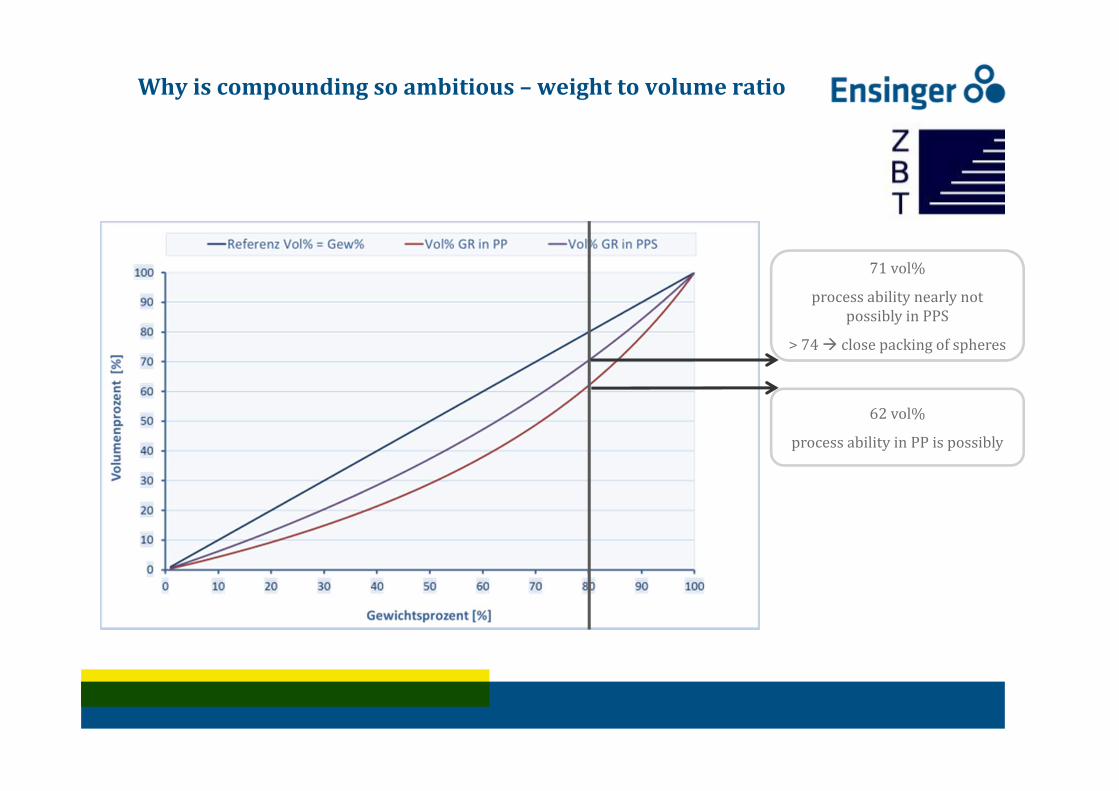
Whyiscompoundingsoambitious– weighttovolumeratio
62vol%
processabilityinPPispossibly
71vol%
processabilitynearlynotpossiblyinPPS
>74 closepackingofspheres
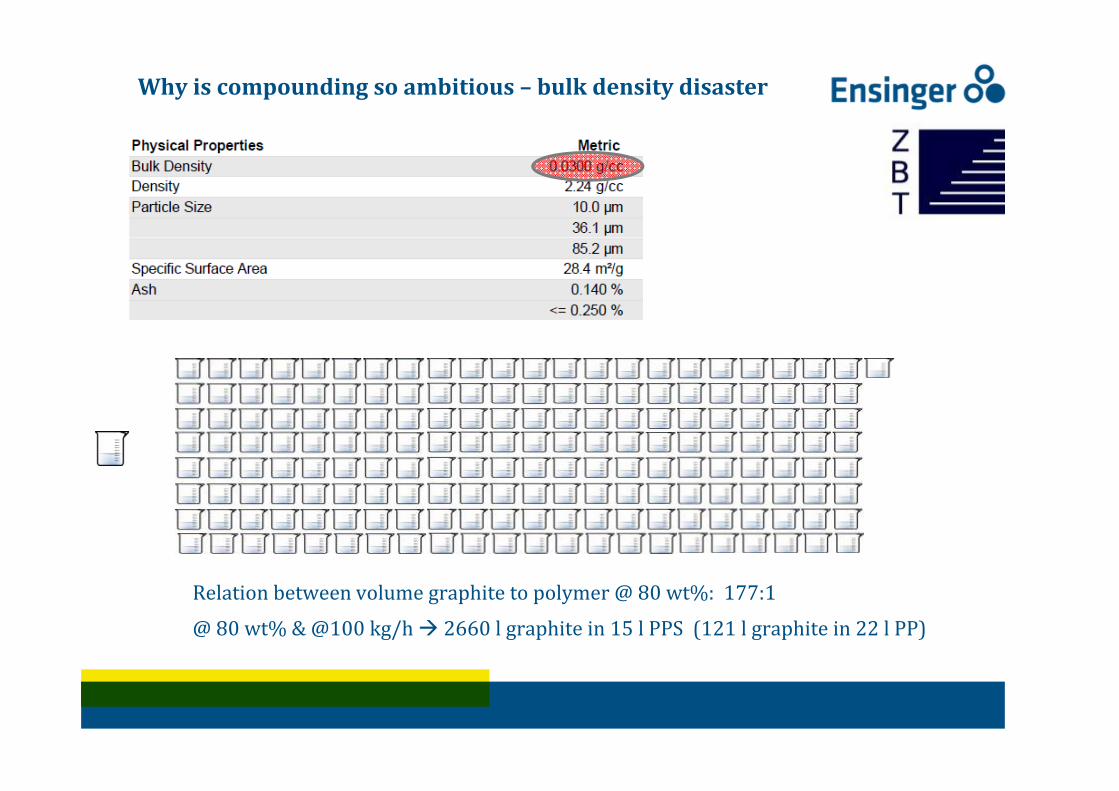
Whyiscompoundingsoambitious– bulkdensitydisaster
Relationbetweenvolumegraphitetopolymer@80wt%:177:1
@80wt%&@100kg/h 2660lgraphitein15lPPS (121lgraphitein22lPP)
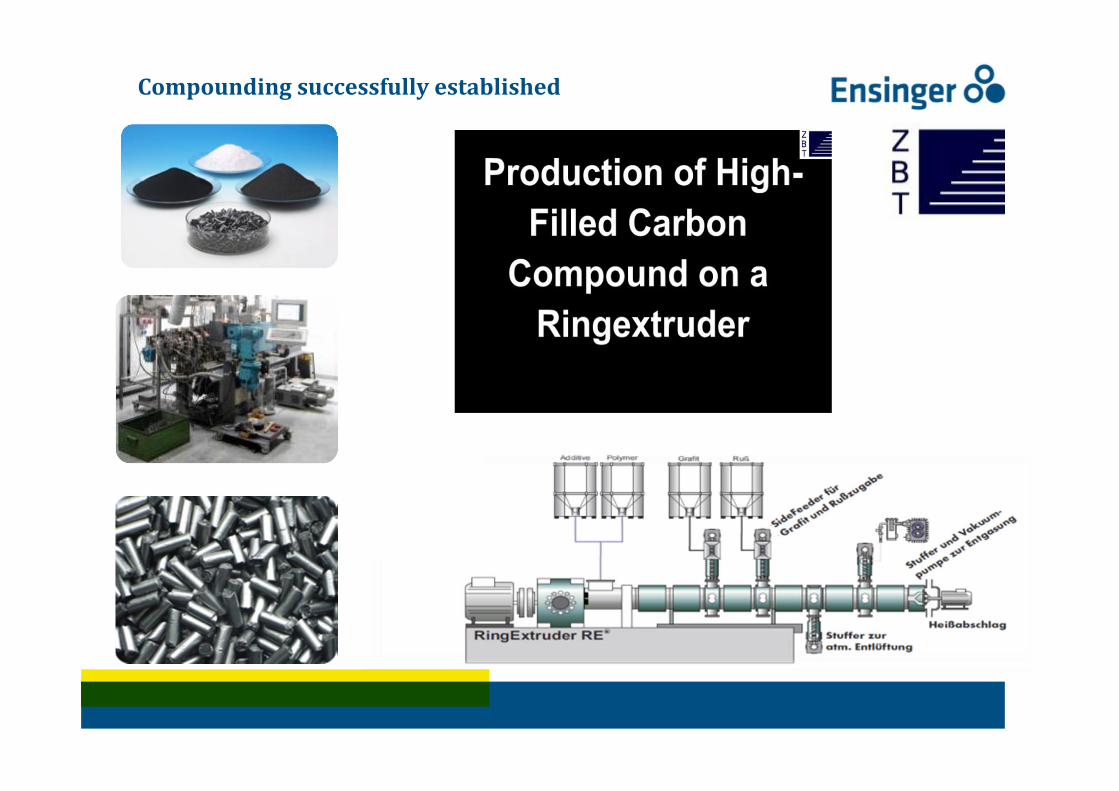
Compoundingsuccessfullyestablished
11
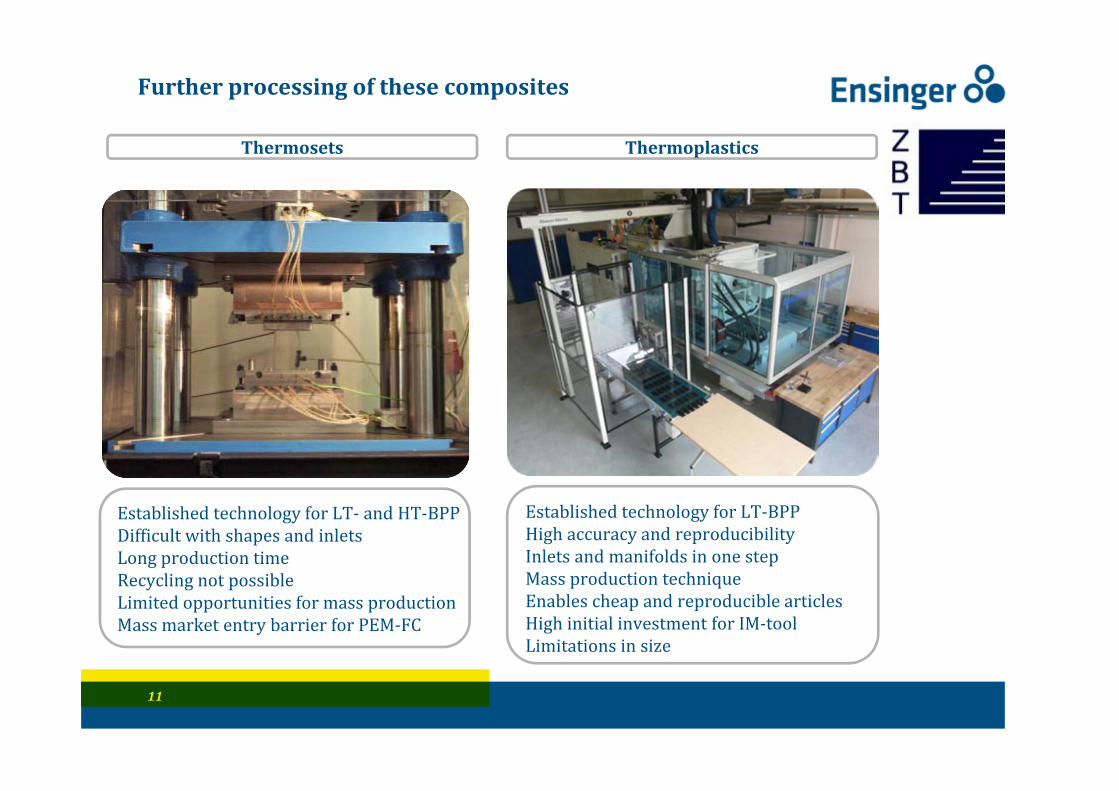
Furtherprocessingofthesecomposites
Thermosets Thermoplastics
EstablishedtechnologyforLT‐ andHT‐BPPDifficultwithshapesandinletsLongproductiontimeRecyclingnotpossibleLimitedopportunitiesformassproductionMassmarketentrybarrierforPEM‐FC
EstablishedtechnologyforLT‐BPPHighaccuracyandreproducibilityInletsandmanifoldsinonestepMassproductiontechniqueEnablescheapandreproduciblearticlesHighinitialinvestmentforIM‐toolLimitationsinsize

12
WhyisIMofthesecompositessoambitious?PP&PPS
5000kN clampforce350MPa IM‐ pressure
>80wt%fillingcontent veryhighviscosityverygoodthermalconductivity rapidlysolidification
withplastic
withcompound
320MPa
0,2sec
ChallenginginprocessingbutwellestablishedatZBTsince2002forlowtemperaturebipolarplatesbasedonPP
Source:JensDoerner ,IPEDuisburg

13
WhyisIMofthesecompositessoambitious?PPvs.PPS
Differencebetweenprocessingtemperatureandsolidificationtemperatureasindicatorfora
goodprocessability
Source:reproducedfromHiekisch,Fa.TiconaPPSmeetsalltheotherrequirements
foruseinHT‐PEM‐FC
Processing temp. Solidificationtemp.
14
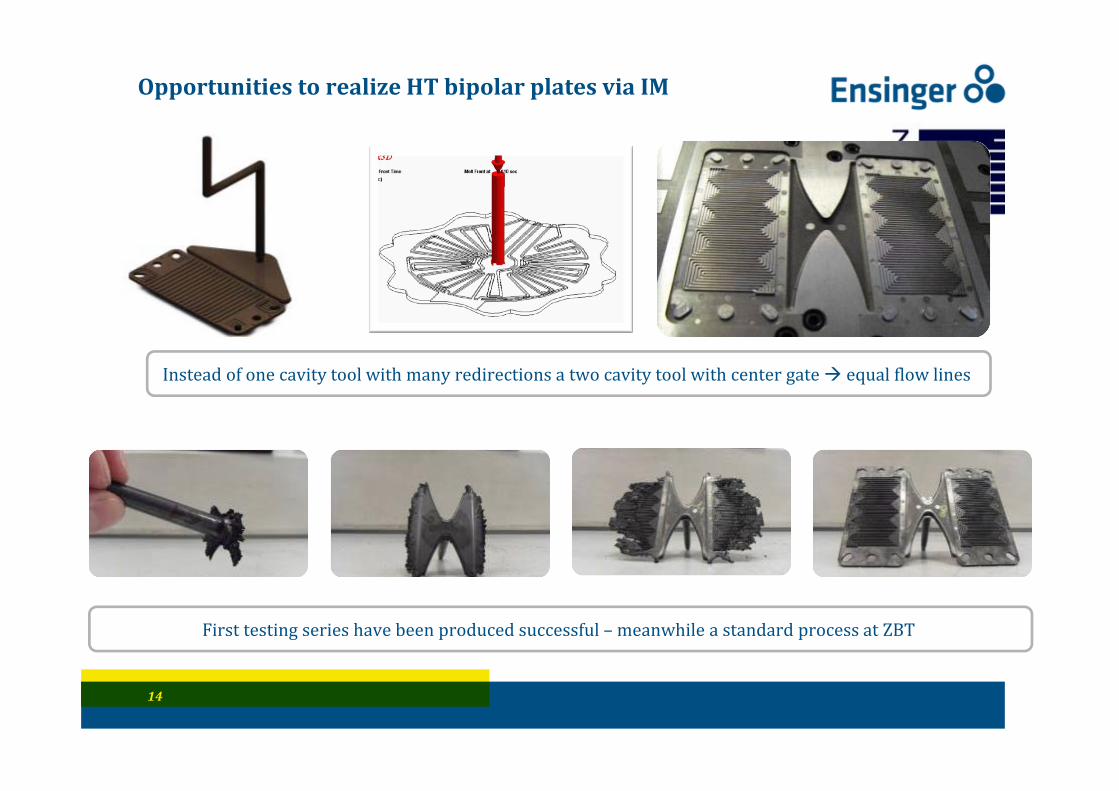
OpportunitiestorealizeHTbipolarplatesviaIM
Insteadofonecavitytoolwithmanyredirectionsatwocavitytoolwithcentergate equalflowlines
Firsttestingserieshavebeenproducedsuccessful– meanwhileastandardprocessatZBT
15
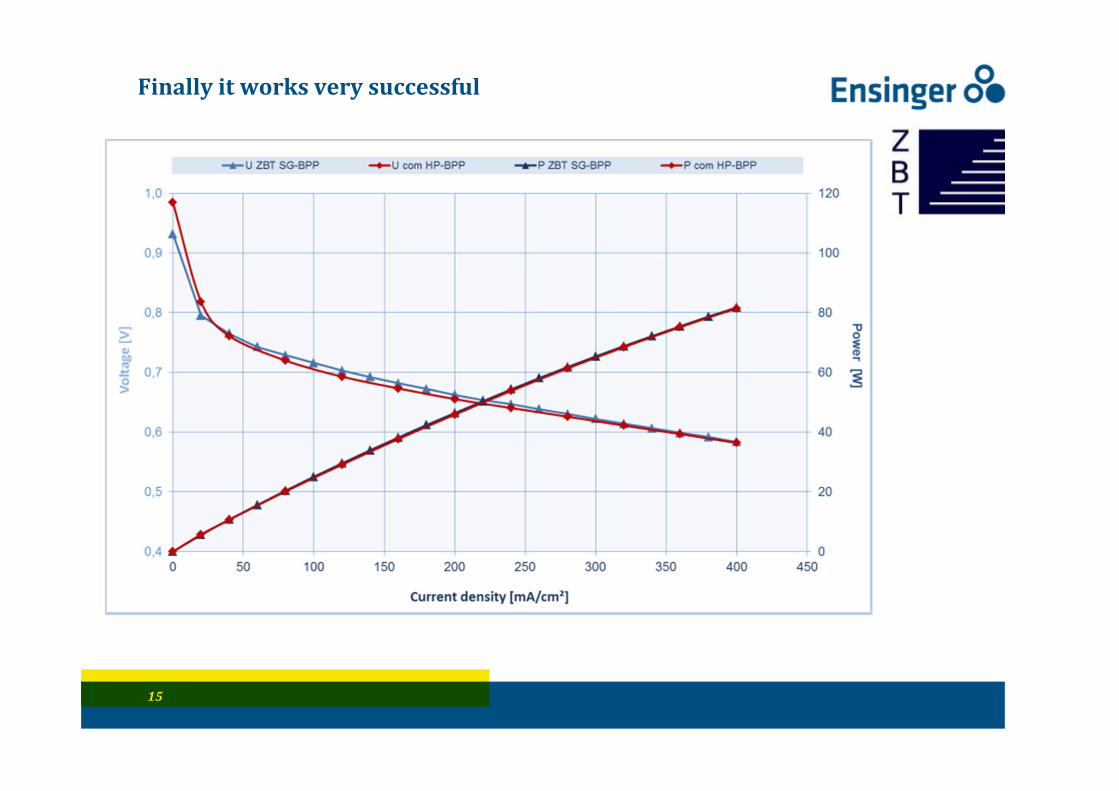
Finallyitworksverysuccessful
16
Plastic‐Material‐ConceptsForHT‐PEMs
Phenolicresin+ alreadyinuseforHTPEMFC
experiencewiththismaterialandthereforeconfidence
+ wellsuitedforthehotcompressionmoldingprocess
welltrustedproceduretoproducesmalleramountsofplates
‐ unsuitableforinjectionmolding
materialnotrecyclable,timeconsumingandcostlyprocedure,
‐ long‐termimpairmentcausedbyphosphoricacid(>180°C)
poorperformanceandfailuresinthelongrunattemperatures>180°C
17
Plastic‐Material‐ConceptsForHT‐PEMs
Polyphenylenesulfide(PPS)+ materialishotcompressionmoldable
bridgetechnologyforPPSplates,onlylowinvestmentrequired
‐ longercycletimeatcompressionmolding
nocostsavingopportunity,butthepossibilitytogainexperience
‐ notyetinusecommercially
customersareevaluatingPPS,firstfeedbackisverypositive,investintooling
+ verypositivefeedbackastoresistivityagainstH3PO4
betterperformance,longtermstability
+ processablebymeansofinjectionmoldingorextrusion
shortercycletime,largerandthinnerplatesbymeansofvariothermtooling ,recyclable
+ operatingtemperaturesupto200°C
leadstohigherperformanceofthefuelcell
18
StatusInMarketingOfHighlyFilledPPSCompounds
TECACOMPHTE‐CompoundsinthemarketTestswithPPSbasedcompoundshavebeencarriedoutorarecarriedoutcurrentlyfrommostoftheimportantbipolarplateproducersinEurope,USandJapan
Duetotheadvantages(comparedwithphenolicresins)offeredbythePPScompounds,customersindicateinterestafterhavingdonefirsttrialswiththismaterial
Differentfuelcellconcepts‐ askingfordifferentbipolar‐plate‐materials‐ areonthemarketcurrentlyanditisnotcertainwhichwillbethemostpreferredone.
ThatleadstoalowerwillingnesstoinvestinmoresuitabletechnologyThehotcompressiontechnologyHotcompressionmoldingofPPSbasedcompoundsisstateoftheart.Itisbasicallyeasytoswitchfromphenolicresintothethermoplasticcompoundwiththesamemachinery.
HotcompressionmoldingofPPScompoundsprovidethechancetogainfirstexperiencewiththismaterialbutwithouttheneedtoinvestinexpensivemachinery
DuetolongercycletimesofPPSduringthehotcompressionmoldingprocess(comparedwithphenolicresins)thistechnologyisnotsuitabletobringdownthecostsofbipolarplatesmadeofPPScompounds.
19
StatusInMarketingOfHighlyFilledPPSCompounds
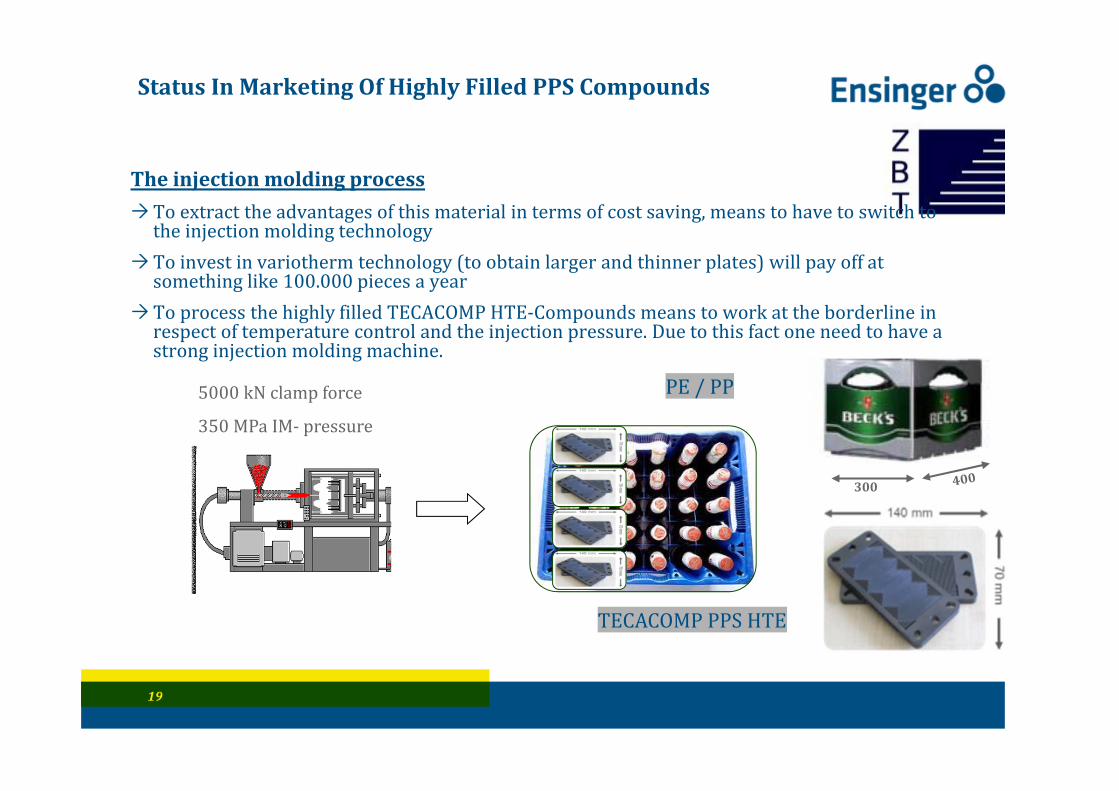
TheinjectionmoldingprocessToextracttheadvantagesofthismaterialintermsofcostsaving,meanstohavetoswitchtotheinjectionmoldingtechnology
Toinvestinvariothermtechnology(toobtainlargerandthinnerplates)willpayoffatsomethinglike100.000piecesayear
ToprocessthehighlyfilledTECACOMPHTE‐Compoundsmeanstoworkattheborderlineinrespectoftemperaturecontrolandtheinjectionpressure.Duetothisfactoneneedtohaveastronginjectionmoldingmachine.
300
5000kNclampforce
350MPaIM‐pressure
PE/PP
TECACOMPPPSHTE
20
HotCompressionMoldingComparedToInjectionMolding
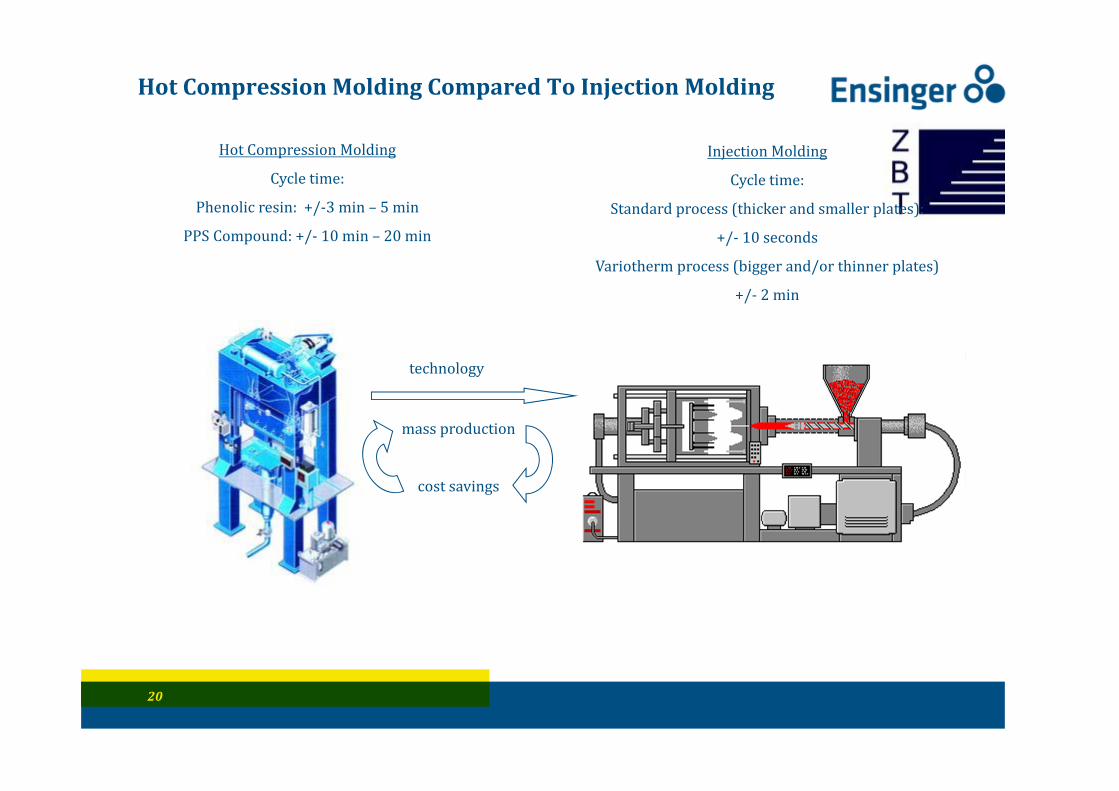
HotCompressionMolding
Cycletime:
Phenolicresin:+/‐3min– 5min
PPSCompound:+/‐ 10min– 20min
InjectionMolding
Cycletime:
Standardprocess(thickerandsmallerplates):
+/‐ 10seconds
Variothermprocess(biggerand/orthinnerplates)
+/‐ 2min
massproduction
costsavings
technology
21
StatusInMarketingOfHighlyFilledPPSCompounds
EisenhuthGmbHinOsterodewillsoonstartaprogramtoproduceinjectionmoldedbipolarplates.ItisverylikelythattheireffortsaresuccessfulasZBTinDuisburgalreadymanagedtoproducesuchaproductbymeansofinjectionmolding.
EnsingerCompounds hasPPScompoundsavailablethatfitstothehot‐compression‐technologytogetstartedandtogainexperience
hasgotinjectionmoldablePPScompoundsforserialproduction ProducesdifferentgradesofPPcompoundsfortheuseinLTPEMfuelcells,redoxflowbatteriesandalkalineelectrolyses
Formoreinformation:Compounds:www.ensinger‐online.com/en/compounds/products/high‐content‐graphite‐compounds/Processing:www.zbt‐duisburg.de/en/portfolio/fuel‐cell‐components/injection‐moulded‐bpp/