Embed Size (px)
Citation preview

P A R TT W O
CHAPTER 11Metals
These automotive steering and suspension com-ponents are made of wrought aluminum to pro-vide reduced weight and improved fuel econ-omy. (Courtesy of TRW.)

(a)
(b)
Figure 11-1 Typical microstructures of (a)white iron (400×), eutectic carbide (lightconstituent) plus pearlite (dark constituent).(b) gray iron (100×), graphite flakes ina matrix of 20% free ferrite (light con-stituent) and 80% pearlite (dark con-stituent).

(d)
(c)
Figure 11-1 (c) ductile iron (100×), graphite nodules (spherulites)encased in envelopes of free ferrite, all in a matrix of pearlite.(d) malleable iron (100×), graphite nodules in a matrixof ferrite. (From Metals Handbook, 9th Ed., Vol. 1, Amer-ican Society for Metals, Metals Park, Ohio, 1978.)

Coalmines
Coal
Cokeovens
Limestonequarries
Rawlimestone
Preparedlimestone
High-gradeIron-bearing
materials
As-minedore
Moltensteel
Moltensteel
Moltenpig iron
(hot metal)
Crushing,screening,
etc.
Blastfurnace
Steelmakingfurnaces
(open-hearthbasic oxygen
andelectric-arc)
Ladle
Iron-orebeneficiating
plants
Continuouscasting
machine
Ingotmolds
Solid steel
Solid steel
Ingots
Blooms
Billets
Slabs
Primaryrolling mills
(blooming mills,slabbing mills,
billet mills)
Soakingpits
Alloyingelements
andadditionagents
Iron-oremines
Scrap
Coke
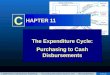
STEELMAKINGFrom raw materials to finished mill products
(excluding coated products)
Figure 11-2 Schematic summary of the wrought process for producing various steel prod-uct shapes. (From W. T. Lankford et al., Eds., The Making, Shaping, and Treating ofSteel, 10th Ed., United States Steel, Pittsburgh, Pa., 1985. Copyright 1985 by UnitedStates Steel Corporation.)

Beams Angles Tees
Standard rails Crane rails
Round
Sheets Coils
Hexagonal Flat Half roundSquare Octagonal Triangular
Wire Wire rope Nails Wire fabric
Note: Some tubular products includeelectric-welded large-diameterpipe made from plates, andelectric-resistance-welded (ERW)pipe made from hot-rolled andcold-rolled strip.
Joint bars
Zees Channels PilingHeatingfurnaces
Railmills
Structuralmills
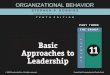
Structural shapesSome product forms (not to scale)
Rails and joint bars
Heatingfurnaces
Rodmills
Seamlesspipe andtube mills
Barmills
Heatingfurnaces
Platemills
Hot-stripmills
Skelpmills
Continuousbutt-weldpipe mill
Coldreduction
mills
Hot-rolledbreakdownsin coil forms
Bars
Rods
Skelp
Plates
Hot-rolled sheets and strips
Cold-rolled sheetsand strip
(inc. black plate)
Wiremills
Wireand wireproducts
Pipeand tubes
Figure 11-2 (Continued)

Handle
Patternassembly
Pouring basin
Lug
Sprue
(a) Wax sprue pattern (b) Pattern assembly(wax patterns attachedto wax sprue)
(e) Solidified casting aftermold has been broken away
(f) One of four castings afterremoval from sprue
(d) Mold after pouring
(c) Pattern assembly in flask after mold slurry has been poured (Precoating of pattern assembly with slurry is required for metals with pouring temperatures above 2000 F.)
Wax sprue
Flask
Mold slurry
Wax attaching moldto base plate
Wax pattern(1 of 4)
Workpiece(1 of 4) Gate stub
(to be removed)
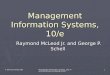
Figure 11-3 Schematic illustration of the casting of a metal alloy form by the “in-vestment molding” process. (From Metals Handbook, 8th ed., Vol. 5: Forgingand Casting, American Society for Metals, Metals Park, Ohio, 1970.)

Figure 11-4 Microstructure of a cast alloy (354-T4 aluminum),50×. The black spots are voids, and gray particles are a silicon-rich phase. (From Metals Handbook, 9th ed., Vol. 9: Met-allography and Microstructures, American Society for Met-als, Metals Park, Ohio, 1985.)

A B0 10050
Composition (wt % B)
Temperature
Figure 11-5 Schematic illustration of the development of a cored structurein the nonequilibrium solidification of a 50:50 alloy in a system exhibit-ing complete solid solution. (This case can be contrasted with the equi-librium solidification shown in Figure 9–33.) During the rapid coolingassociated with casting, the liquidus curve is unaffected given the rapiddiffusion in the liquid state, but solid state diffusion may be too slowto maintain uniform grain compositions upon cooling. As a result, thesolidus curve is shifted downward as indicated by the dashed line.

Figure 11-6 Example of a tree-like dendritic structurein a 20 Pb–80 Sn alloy. A eutectic microstructureis seen at the base of the dendrites. (From MetalsHandbook, 9th ed., Vol. 9: Casting, ASM Interna-tional, Materials Park, Ohio, 1988.)

Bore section for contact
Flux-covered portion
Weld metal
Ground clamp
Electrode
Electrode holder
To power supply
To power supply Workpiece
Core wire
Slag blanket
Depth of fusion Heat-affected zone
Section A-A
Arcstream
Weldcrater
Gaseous shield
Weld puddle
Electrode covering(flux)Cup formed on
electrode tip
Insulated handle
A
A
60 to 80
Figure 11-7 Schematic illustration of the welding process. Specifi-cally, “shielded metal-arc” welding is shown. (From Metals Hand-book, 8th ed., Vol. 6: Welding and Brazing, American Society forMetals, Metals Park, Ohio, 1971.)

1.000
0.300
1.440 diameter
Die cell
0.960
(a) Green compact
Green compact
(b) Die cavity filled with powder
Loose powder
Inner upperpunch
Outer upperpunch
Intermediatelower punch
Outer lowerpunch Stationary
lower punch
(d) Powder forced intoupper punch cavity
(e) Compact pressed
(e) Compact ejected
Fill shoe
(c) Powder leveled in cavity
0.190
Core rod
Core rod
4.240
Figure 11-8 Schematic illustration of powder metallurgy. The green, or unfired, com-pact is subsequently heated to a sufficiently high temperature to produce a strongpiece by solid-state diffusion between the adjacent powder particles. (From MetalsHandbook, 8th Ed., Vol. 4: Forming, American Society for Metals, Metals Park,Ohio, 1969.)

Overbore for cladding Place cans and weld
Hot outgas Hot isostatically pressto compact (using inert gas)
2
Load powder
3
Remove can
64 5
1
Figure 11-9 Hot isostatic prossing (HIP) of a cladding for a complex-shaped part. (After AdvancedMaterials and Processes, January 1987.)

Bubbleplate
Toolplate
Figure 11-10 Superplastic forming allows deep parts to be formed with a rela-tively uniform wall thickness. Modest air pressure (up to 10 atmospheres)stretches a heated “bubble” of metal sheet, which then collapses over a metalformer pushed up through the plane of the original sheet. (After Super-form USA, Inc.)

Conductive heat removal: splatcooling, planar flow casting, double roller quenching, injectinchilling, plasma spray deposition.
Heat transfer coefficient, h, =0.1–100 kW/m2K
Convective heat removal: variousforms of gas and water atomizers, unidirectional and centrifugalatomizers, rotating cup process, plasma spray deposition.
h = 0.1– 100 kW/m2K
Radiative heat romoval: electro-hydrodynamic process, vacuumplasma process.
h = 10 W/m2K
Directed and concentrated energytechniques: conductive heatremoval lasers (pulsed andcontinuous), electron beam.
h → ∞
Metal liquiddroplets
Emulsion
Droplet emulsion
Liquid
Solid
Eqilibrium mushy zone
Levitatedliquid
Heating andlevitation coils
Levitation (gas jet or induction current)
Liquid
Glass
Nucleant fluxing
Liquid
P
P
PP
P
P
P
P
Rapid pressure application
Chilling Techniques
Undercooling Techniques
Figure 11-11 Schematic summary of severaltechniques for the rapid solidification ofmetal alloys. (From Metal Progress, May1986.

120
100
80
60
400 50
Nickel, %(c)
Har
dnes
s, R
f
100
50
30
40
20
10
00 50
Nickel, %(d)
Elo
ngat
ion,
% in
50
mm
(2
in.)
100
500
400
300
2000 50
Nickel, %(a)
Tens
ile s
tren
gth,
MP
a
Tens
ile s
tren
gth,
100
0 ps
i
100
70
60
50
40
30
300
200
100
00 50
Nickel, %(b)
Yie
ld s
tren
gth,
MP
a
Yie
ld s
tren
gth,
100
0 ps
i
100
40
30
20
10
0
Figure 11-12 Variation of mechanical properties of copper–nickel alloys withcomposition. Recall that copper and nickel form a complete solid-solutionphase diagram (Figure 9–9). (From L. H. Van Vlack, Elements of Mate-rials Science and Engineering, 4th Ed., Addison-Wesley Publishing Co.,Inc., Reading, Mass., 1980.)

90
70
80
60
500 3010 20 40 50
Cold work, %(a)
Har
dnes
s, R
B
60
85 Cu–15 Zn
70 Cu–30 Zn80
40
60
20
00 3010 20 40 50
Cold work, %(c)
Elo
ngat
ion,
% in
50
mm
(2
in.)
60
85 Cu–15 Zn
70 Cu–30 Zn
600
500
400
3000 3010 20 40 50
Cold work, %(b)
Tens
ile s
tren
gth,
MP
a
60
85 Cu–15 Zn
70 Cu–30 Zn
Tens
ile s
tren
gth,
100
0 ps
i
80
70
60
50
Figure 11-13 Variation of mechanical properties of two brass alloys with degree of cold work. (From L. H. VanVlack, Elements of Materials Science and Engineering, 4th Ed., Addison-Wesley Publishing Co., Inc., Read-ing, Mass., 1980.)

(Courtesy of the Casting Emissions Reduction Program [CERP].)