-
7/31/2019 CBR Drawing Rev2
1/33
Indexing and Retrieval in Case-Based Process Planning
for Multi-Stage Non-Axisymmetric Deep Drawing
W. Y. Zhang a, b, S. B. Tor a, b and G. A. Britton b
a Singapore-MIT Alliance, SMA-NTU Office, Nanyang Technological
University,
50 Nanyang Avenue, Singapore, 639798
b School of Mechanical and Production Engineering, Nanyang
Technological University,
50 Nanyang Avenue, Singapore 639798
Abstract
This paper presents a case-based reasoning (CBR) methodology for
computer-aided process
planning (CAPP) for multi-stage, non-axisymmetric sheet metal
deep drawing. The
methodology addresses the indexing and retrieval of process
planning cases. Planning cases
are indexed via a feature-based representation of deep drawn
parts. Efficient case retrieval is
achieved by a feature-based similarity analysis between a new
deep drawn part and existing
parts in the case library. An illustrative example is included
to demonstrate the operation of
the proposed approach and show its effectiveness in speeding up
CAPP for multi-stage non-
axisymmetric deep drawing.
Keywords: Case-based reasoning; Deep drawing; Feature-based
representation; Process
planning
-
7/31/2019 CBR Drawing Rev2
2/33
1. Introduction
Sheet metal forming process has been widely applied in various
industries such as aerospace,
electronics, machine tools, automobiles, refrigeration, etc.,
resulting in highly productive
automated processes that have high quality and low costs.
Multi-stage deep drawn parts with
various cross-sectional shapes (cylindrical, square, rectangular
and other non-axisymmetric
shapes), are widely used for electrical parts such as battery
containers, semiconductor and
motor cases. However, the multi-stage deep drawing process
planning remains more of an art
than a science because of the complex deformation during the
multiple drawing stages. In
particular, in the multi-stage non-axisymmetric deep drawing
process the non-uniform
drawing coefficients from elliptical or rectangular
cross-sections produce complex non-
uniform metal flow compared to the conventional axisymmetric
deep drawing process.
Consequently the process sequence design experience for
multi-stage non-axisymmetric deep
drawing is often acquired through trial-and-error
experimentation and is very hard to formally
articulate.
Recent advances in the field of Artificial Intelligence (AI)
provide the opportunity to
construct AI-based systems, especially knowledge-based expert
systems that incorporate
heuristic knowledge (e.g., production rules), that are
applicable to solving the computer-aided
process planning (CAPP) problem for multi-stage deep drawing.
However, most of these
systems have limited practicality or scalability because the
heuristic knowledge in the
application domain of multi-stage deep drawing is tacit and
ill-structured in nature. Such
information is difficult to acquire and represent well in a
knowledge-based expert system.
Finite element method (FEM) has been explored to solve these
problems to a great extent,
however the long computation time required for FEM is not
suitable during the practical
planning stages. A discussion of some CAPP work for deep drawing
related to our study can
-
7/31/2019 CBR Drawing Rev2
3/33
be found in the next section, which shows most attempts have
been made to deal with
rotationally symmetric deep drawing problems, but few for
multi-stage non-axisymmetric
deep drawing.
It is widely accepted that common design practices rely heavily
on searching and reusing
of past design experiences to solve new problems, instead of
designing everything from
scratch. From the viewpoint of AI, this is a human form of
case-based reasoning (CBR)
paradigm. The foundation of CBR lies in the psychological theory
of human cognition [1].
This paper presents a CBR methodology for CAPP for multi-stage
non-axisymmetric sheet
metal deep drawing. The aim of this approach is to improve the
productivity of CAPP. There
are two main advantages of using a CBR approach over a
traditional knowledge-based (e.g.,
rule-based) reasoning approach or FEA. Firstly, the CBR approach
reasons out process
planning solutions quickly by searching and reusing past
planning cases, thus avoiding the
need to design everything from scratch. Secondly, process
planning for multi-stage deep
drawing, is so complex that it is either difficult or not cost
effective to write all knowledge as
succinct rules or build a comprehensive FEA model. On the other
hand, process planning
cases can always be given even if the planning solutions are not
completely understood.
It has been recognized that the retrieval mechanism plays a
major role in a CBR system.
Its efficiency mainly depends on three factors representation,
indexing, and similarity
analysis of cases in the case library, which are also the main
focus of this paper. Indexing of
planning cases is guided by a feature-based representation of a
deep drawn part, which models
the part at a high level of geometric abstraction. Efficient
retrieval is achieved by a novel,
feature-based similarity analysis between a new deep drawn part
and existing (old) parts in the
case library. This kind of approach has not been addressed in
the literature of CAPP for
multi-stage axisymmetric or non-axisymmetric deep drawing.
-
7/31/2019 CBR Drawing Rev2
4/33
A prototype system of the retrieval mechanism has been
implemented in a C Language
Integrated Production System (CLIPS) [2], and interfaced with
the Solid Edge CAD system.
A process planning example is presented to illustrate the
proposed approach.
2. Related Work
Research to improve the productivity of CAPP for sheet metal
deep drawing has been widely
reported in the last two decades. Knowledge-based system is one
popular AI technique
applied to intelligent process planning for deep drawing. Eshel
et al. [3] developed a rule-
based automatic generation of forming process outlines (AGFPO)
system to design, test,
rectify and compute the axisymmetric deep drawing process
layout. Sitaraman et al. [4]
presented a knowledge-based computer-aided engineering (CAE)
system for automatic
process planning for the manufacture of axisymmetric deep drawn
parts. Sing & Rao [5]
proposed a decision table method in a knowledge-based CAPP
system for axisymmetric deep
drawing. The logic rules contained within the decision table can
be production rules, fuzzy
sets or frames. Choi et al. [6] developed an integrated design
and CAPP system for
axisymmetric deep drawing, by standardizing design rules for
formulating a process sequence.
Kang et al. [7] constructed a knowledge-based process planning
system for multi-stage non-
axisymmetric deep drawing of parts with elliptical
cross-sectional shape, with the surface area
of deep drawn parts being calculated through a 3D modeling
technique.
These knowledge-based system prototypes are restricted to
specific application domains
or require considerable interactive input from experienced
designers. The limitations are
inherent in knowledge-based techniques, which have difficulty in
acquiring tacit knowledge,
i.e., knowledge that is difficult to articulate.
-
7/31/2019 CBR Drawing Rev2
5/33
Alternatively FEM has been widely studied by many researchers to
improve the process
sequence design for deep drawn parts. Parsa et al. [8] carried
out a rigid-plastic FEM
simulation of the two-stage direct and reverse redrawing
process. The simulation results show
that the success or failure of the redrawing process depends not
only on the redrawing ratio
but also on the material and process parameters. Min et al. [9]
used rigid-plastic FEM to
analyze the multi-stage deep drawing process and compared the
predicted distributions of
thickness strains after each stage with the experimental
results. In order to reduce possible
forming steps in the multi-stage axisymmetric deep drawing
process, Cao et al. [10] combines
an optimization scheme, design rules and numerical tests using
inverse and forward FEM
analysis incorporated with a damage model. Kim et al. [11]
applied a multi-stage finite
element inverse analysis to multi-stage elliptical and
rectangular deep drawing processes to
calculate the initial and the intermediate shapes and the
thickness strain distribution in each
intermediate shape. Colgan & Monaghan [12] combined
experimental and finite element
analysis to determine the most important factors influencing a
drawing process. Though FEM
has proven to be suitable in verifying and improving the design
parameters of CAPP for deep
drawing, it does not help reduce the number of design and
process planning iterations [13].
In this paper, another fast emerging AI technique, CBR, is
adopted to develop a case-
based process planning system for multi-stage non-axisymmetric
deep drawing. Schank [14]
pioneered the CBR technique by representing human memory in
computers, as an alternative
to the more fashionable knowledge-based reasoning techniques. In
the last two decades, CBR
has been successfully applied in a wide number of areas, such as
CYRUS [15] for story
understanding using semantic inference, WOK [16] for cooking
advice, and BOLERO [17]
for clinical problem solving. CBR has also been used in the
application domain of design and
manufacturing, e.g., Archie [18] for architectural design, Cadet
[19] for mechanical design,
and a process planner [20] for machining process planning. In
the past few years, CBR
-
7/31/2019 CBR Drawing Rev2
6/33
approach has proven to be suitable for tooling design such as
fixture design [21], injection
molding design [22], and stamping die design [23]. However our
previous work [23] can only
handle monotonic stamping features such as tab, curl, emboss,
hole, slot and bend in a general
stamping part, but not combined deep drawing features of
multi-stage deep drawn parts. No
research has been carried out thus far on the application of CBR
to CAPP for multi-stage
axisymmetric or non-axisymmetric deep drawing.
3. Framework of the Proposed CBR System for CAPP for
Multi-Stage
Non-Axisymmetric Deep Drawing
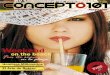
Figure 1 shows the framework of the proposed CBR system for CAPP
for multi-stage non-
axisymmetric sheet metal deep drawing. The major modules are:
case indexer, case retriever,
case adapter and case library.
[Insert figure 1 about here]
Successful CAPP cases for multi-stage deep drawing are stored in
the case library in a
structured manner. Initially, the case library consists only of
a few cases acquired using
traditional knowledge-based systems, FEM or industrial
practices. To facilitate case retrieval,
each new deep drawn part with its object geometry is first
described using a feature-based
representation (elaborated later). This is input to the case
indexer, which can identify multiple
deep drawing features. The indexed case is then passed to the
case retriever, which extracts a
case (from the case library) that most closely resembles the
input case. The retrieval
mechanism employs a feature-based similarity analysis
(elaborated later) between the new
deep drawn part and existing parts in the case library to
maximize the retrieval efficiency. If
the retrieved closest case doesnt exactly match the query parts
design, it is passed to a case
adapter that tailors the retrieved case to meet the requirements
of the new part. Once the
-
7/31/2019 CBR Drawing Rev2
7/33
current problem is solved through retrieval or adaptation of a
historical case, the final process
planning solution is output to the user and stored in a new
historical case in the case library.
This has the effect of continuously improving the CBR system by
expanding the case library
whenever a new CAPP problem is solved.
4. Case Representation
4.1. Feature-based representation of deep drawn parts
Since traditional geometric modeling techniques do not capture
design intent they are, in
general, unable to support sophisticated and intelligent
reasoning capabilities, such as case-
based process planning. Recently, the concept of machining
features has been introduced to
create a direct link between design and manufacturing [24]. In a
similar manner, a collection
of deep drawing features are used in this paper to model a sheet
metal deep drawn part. Each
of these deep drawing features should encapsulate a set of
design and manufacturing
information including geometric information such as shape,
tolerance and surface finish, and
non-geometric information such as material parameters.
In this paper, a commercial CAD system, Solid Edge is used to
support the representation
and extraction of the feature model for all the deep drawn parts
in the case library. New parts
are also created in Solid Edge so the system can exploit the CAD
systems design -by-feature
interface and its built-in functions (sub-routines) that
facilitate feature recognition.
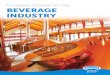
The proposed deep drawing features extraction strategy
recognizes the deep drawing
features in the reverse direction of manufacture, starting from
the final sheet metal object
geometry (figure 2). The first deep drawing feature is created
from the deepest portion of
the geometry in the drawing direction, i.e., the bottom of the
deep drawn part. Once this
feature has been identified, the prior geometry needed to form
this feature is created. The
-
7/31/2019 CBR Drawing Rev2
8/33
prior geometry is based on the assumption of forming that the
features are formed at one
station. In the example, the first deep drawing feature is a
cup. It is assumed the cup has a
constant sheet thickness and the same area before and after
deformation. The cup dimension
can be calculated easily through 3D modeling technique [7]. As
figure 2 shows in step 1, the
deformation zone is decomposed into a drawing feature and its
base object geometry, which in
turn is decomposed in step 2.
[Insert figure 2 about here]
This backward decomposition procedure is carried out recursively
until the base object
geometry is a flat blank. As a result, a set of deep drawing
features are extracted, each of
which can be manufactured with one or a combination of deep
drawing operations by taking
into account the forming limits such as minimum drawing
coefficient and maximum aspect
ratio, which are determined by the material formability.
4.2. Case library design
The case library is composed of a number of historical process
planning cases defined in a
frame structure that describes the design requirements and
process planning solution. The
design requirements are defined using the feature representation
described previously. The
process planning solution is defined as a complete process plan
for forming a flat blank to the
final deep drawn part, including process sequence with
intermediate object geometries, and
process parameters such as initial drawing coefficient, multiple
redrawing coefficients,
punching force, blank holding force, punch profile radii, die
profile radii and die clearance.
Due to the diversity of different applications, historical
process planning cases may exist
in different forms, such as CAD files or data files, databases
or libraries, graphs or data tables,
pictures produced by scanning blue-prints, hardcopy blue-prints,
and so on; and may exist in
-
7/31/2019 CBR Drawing Rev2
9/33
local or remote digital sites (accessed by website or ftp) or
physical archives. To create a
comprehensive case library and to save the development cost, it
is recommended that the die
design information be retained in its original form (not
compiled to a unified format). The
digital information is linked by data pointers stored in the
case library, while the hardcopy
information is flagged with the reference location stored in the
case library.
5. Case Indexing
One of the most important issues in CBR is the efficient
retrieval of the most similar case
from a large case library. To find out whether two cases are
similar, they have to be indexed
in a proper manner so that the system can identify the closest
case easily.
The feature representation of a multi-stage deep drawn part
discussed in the last section
can model the part explicitly and comprehensively, and so can
support the indexing of cases
quickly and accurately. In this research, feature geometric
parameters and material
parameters are used as indices. Feature geometric parameters
include shape parameters,
tolerances and surface finishes. Material parameters include
Youngs modulus, yield stress,
Poissons ratio, density, friction coefficient and plastic
hardening coefficient.
The feature geometric parameters are the main factors for
judging the similarity between a
new deep drawn part and existing parts in the case library.
Material parameters also influence
the similarity analysis between cases, but are less critical.
The indices may produce
contradictory results. For example, two parts may have similar
values of their feature
geometric parameters, but low similarity in their material
parameters values. Therefore, its
necessary to judge the similarity between cases based on the
weight (importance) of each
index.
-
7/31/2019 CBR Drawing Rev2
10/33
6. Case Retrieval
6.1. Feature-based similarity analysis
Case retrieval requires a combination of searching and matching.
For deep drawing
applications, the closest case is found by judging the
similarity between a new deep drawn
part and existing parts using the following similarity
metric:
materialgeometrypar t
materialmaterialgeometrypar tgeometrypar t
ww
SwSwSim
(1)
Where, Sim denotes the similarity metric between two deep drawn
parts; Spart-geometry and
Smaterial respectively denote the part geometric similarity and
material similarity between two
parts; wpart-geometry and wmaterial respectively denote the
weights of the part geometry and
material. Usually, the former carries more weight than the
latter since it is more important in
determining the deep drawing process plan.
The material similarity Smaterial between two parts in equation
1 is defined as the inverse of
the material resemblance distance between two parts:
n
j
jpa rametermaterial
n
jold
jpa rametermaterial
new
jpa rametermaterial
old
jpa rametermaterial
new
jpa rametermaterial
jpa rametermaterial
materialmaterial
w
PPMax
PPw
DS
1
,
1
2
,,
,,
,),(
11
(2)
Where,Dmaterial denotes the material resemblance distance
between a new deep drawn part and
any existing (old) part in the case library, which is expressed
as the normalized Euclidean
distance between the corresponding materials. new jpar
ametermaterialP , andold
jpar ametermaterialP , (j = 1, 2,
, n) respectively denote the j-th material parameter of the new
and existing parts. Their
-
7/31/2019 CBR Drawing Rev2
11/33
relative difference, i.e., the quotient of their absolute
difference
newjpar ametermaterial
newjpar ametermaterial PP ,, divided by the larger value (i.e.,
maximum) of them
new
jpar ametermaterial
new
jpar ametermaterial PPMax ,,
, is used to calculate the j-th material parameter
resemblance distance, which ranges from 0.0 to 1.0. jpar
ametermaterialw , denotes the weight of
thej-th material parameter. The material parameters include
Youngs modulus, yield stress,
Poissons ratio, density, friction coefficient and plastic
hardening coefficient. It can be
proven that Dmaterial ranges from 0.0 to 1.0, i.e., Dmaterial
[0.0, 1.0], hence Smaterial [0.0,
1.0]. For the similarity value, 0.0 indicates most dissimilar
and 1.0 indicates most
similar. For the resemblance distance value, 0.0 indicates
closest, and 1.0 indicates most
distant. This annotation applies to the rest of this paper.
The part geometric similarity Spart-geometry in equation 1 is
defined as the aggregation of all
the feature geometric similarities between corresponding deep
drawing feature pairs (in short,
matched feature pairs) in the new and existing parts, and shown
below:
nm
S
S
m
i
i
geometryfeatur e
geometrypa rt
2
21 (3)
Where Sfeature geometryi
(i= 1, 2, , m) denotes the feature geometric similarity between
the i-th
matched feature pair in the new and existing parts. Since m
matched feature pairs apply to
both the new and existing parts, the numerator is multiplied by
2. n denotes the number of
unmatched deep drawing features either in the new or existing
parts. Further, Sfeature geometryi
is
defined as the inverse of the geometry resemblance distance
between the i-th matched feature
pair, and shown below:
-
7/31/2019 CBR Drawing Rev2
12/33
finishtoleranceshape
iold
finish
inew
finish
ioldfinish
inewfinish
finishiold
tolerance
inew
tolerance
iold
tolerance
inew
tolerance
tolerance
i
shapeshape
finishtoleranceshape
i
finishfinish
i
tolerancetolerance
i
shapeshape
i
geometryfeatur e
i
geometryfeatur e
www
FFMax
FFw
FFMax
FFwDw
www
DwDwDw
DS
2
,,
,,2
,,
,,2
222
),(),(1
1
1
(4)
Where, Dfeature geometryi
denotes the geometry resemblance distance between the i-th
matched
feature pair, which is expressed as the normalized Euclidean
distance between the
corresponding features; Dshapei , Dtolerance
i and ifinishD respectively denote the shape, tolerance,
and surface finish resemblance distances between the i-th
matched feature pair; wshape ,
wtolerance and finishw respectively denote the weights of the
shape, tolerance and surface finish;
Ftolerancenew i, and Ftolerance
old i, respectively denote the tolerances of the i-th matched
features in the new
and existing parts, whose relative difference is used to
calculate Dtolerancei ; inewfinishF
, and ioldfinishF,
respectively denote the surface finishes of the i-th matched
features in the new and existing
parts, whose relative difference is used to calculate ifinis hD
. Note that, Dtolerance
i [0.0, 1.0],
and ifinis hD [0.0, 1.0].
The shape resemblance distance Dshapei between the i-th matched
feature pair in equation 4
is then defined as the following normalized Euclidean distance
between the corresponding
feature shapes:
-
7/31/2019 CBR Drawing Rev2
13/33
t
k
kpa rametershape
t
kiold
kpa rametershape
inew
kpa rametershape
iold
kpa rametershape
inew
kpa rametershape
kpa rametershape
i
shape
w
FFMax
FFw
D
1
,
1
2
,
,
,
,
,
,
,
,
,),(
(5)
Where, Fshape parameter knew i
,, and Fshape parameter k
old i
,, (k= 1, 2, , t) respectively denote the k-th shape
parameter of the i-th matched feature in the new and existing
parts, whose relative difference
is used to calculate the k-th shape parameter resemblance
distance, which ranges from 0.0 to
1.0; wshape parameter k , denotes the weight of the k-th shape
parameter. Note that Dshapei [0.0,
1.0]. For an extracted deep drawing feature with
non-axisymmetric cross-section shown in
figure 3, the shape parameters are expressed as:F
ma
F
mi
D
D,
F
ma
ma
D
D,
ma
mi
D
D,
miD
H,
ma
ma
R
D,
mi
mi
R
D,T
R1 ,
T
R2 ,
T
R3 and .
Where, FmaD andF
miD respectively denote the diameters of flange along major and
minor axes;
maD and miD respectively denote the diameters of drawn cup along
major and minor axes;
maR and miR respectively denote the curve radii of drawn cup
along major and minor axes;H
and respectively denote the height and taper angle of drawn cup;
Tdenotes the thickness of
sheet metal;1
R ,2
R and3
R respectively denote several important fillet radii.
The justification for using these shape parameters is based on
their relevance to the deep
drawing process parameters. For example, a round drawing punch
is required for an extracted
deep drawing feature with axisymmetric cross-sectionma
mi
D
D=1,
ma
ma
R
D=2, and
mi
mi
R
D=2. A
rectangular drawing punch is required for an extracted deep
drawing feature with rectangular
cross-sectionma
ma
R
D=0, and
mi
mi
R
D=0.
-
7/31/2019 CBR Drawing Rev2
14/33
[Insert figure 3 about here]
In summary, to calculate the similarity metric, the shape
resemblance distance Dshapei
[0.0, 0.1] between the i-th matched feature pair is calculated
first with equation 5, which is
then substituted into equation 4 to calculate the feature
geometric similarity Sfeature geometryi
[0.0, 0.1] between the i-th matched feature pair. The part
geometric similarity Spart-geometry
[0.0, 0.1] between two parts can be calculated by substituting
Sfeature geometryi
into equation 3.
The material similarity Smaterial [0.0, 0.1] between two parts
is also calculated with equation
2. Finally the overall similarity metric is calculated by
substituting Spart-geometryand Smaterial
into equation 1, resulting in Sim [0.0, 0.1]. Note that all the
weights in these equations are
determined by experience.
6.2. Case retrieval algorithm
The flowchart in figure 4 describes the search algorithm that
the case retriever uses in the
similarity analysis to retrieve the most similar case. It is
described in the following steps.
[Insert figure 4 about here]
Step 1. Select an existing case in the library.
Step 2. Create a list called OLD-PART and put all deep drawing
features of the existing
part into it.
Step 3. Create a list called NEW-PART and put all deep drawing
features of the new part
into it.
Step 4. Create an empty list called MATCHED, which is used to
add the corresponding
deep drawing feature pairs (in short, matched feature pairs) in
the new and existing parts.
-
7/31/2019 CBR Drawing Rev2
15/33
Step 5. Select the first deep drawing feature from the list
NEW-PART.
Step 6. Check whether the OLD-PART list is empty. Not empty
means the OLD-
PART list involves one or several deep drawing features that can
be used to match the one
selected from the list NEW-PART to produce potential matched
feature pairs.
Step 7. If the list OLD-PART is not empty, i.e., potential
matched feature pairs exist,
Sfeature geometryi
value between every pair is calculated with equation 4 in order
to select the most
similar matched feature pair. Only the matching feature with the
highest Sfeature geometryi
value
is removed from the list OLD-PART. The matched feature is also
removed from the list
NEW-PART, and added to the list MATCHED. Go to step 9.
Step 8. If the list OLD-PART is empty, only remove the selected
deep drawing feature
from the list NEW-PART.
Step 9. Check whether the NEW-PART list is empty.
Step 10. If the list NEW-PART is empty, calculate geometrypar tS
with equation 3 as the
aggregation of all the matched feature pairs added to the list
MATCHED, and then calculate
the similarity metric Sim of the present existing case. Go to
step 12.
Step 11. If the list NEW-PART is not empty, go back to step 5
for further feature
matching process.
Step 12. Check whether all cases are over.
Step 13. If all existing cases are not over, go back to step 1
for another case for similarity
analysis.
-
7/31/2019 CBR Drawing Rev2
16/33
Step 14. If all existing cases are over, rank all cases
according to their Sim values, and
retrieve the most similar case.
7. Case Study
A prototype system of the retrieval mechanism has been
implemented using CLIPS embedded
in a C++ environment, thus providing both declarative and
object-oriented windows-based
programming environments.
The system has been tested for a variety of multi-stage deep
drawn parts and stored cases.
A simple example is presented here to explain how the retrieval
mechanism works. For
conciseness, the feature-based similarity analysis process is
described briefly and the final
result is elaborated. Figure 5 shows a new multi-stage deep
drawn part and some parts of 100
successful cases in the case library. The parts were created
using Solid Edge CAD system.
Feature geometric parameters including shape parameters,
tolerances and surface finishes, and
material parameters including Youngs modulus, yield stress,
Poissons ratio, density, friction
coefficient and plastic hardening coefficient, are used as
indices for case indexing. All the
weights of these indices have been pre-determined by
experience.
[Insert figure 5 about here]
The retrieval algorithm shown in figure 4 is executed to perform
the similarity analysis. It
is illustrated below for case #025. Table 1 shows the shape
resemblance distance calculation
chart of the 1st matched feature pair (i.e., deepest portion of
the deep drawn part) between
case #025 and the new case, which results in 4733.01 shapeD .
Similarly, the shape
resemblance distance of the 2nd matched feature pair between
case #025 and the new case is
calculated with the result 3433.02
shapeD . The tolerance resemblance distances of the 1st
-
7/31/2019 CBR Drawing Rev2
17/33
matched feature pair and 2nd matched feature pair between case
#025 and the new case are
calculated respectively with the results 1121.01 toleranceD and
15.02 toleranceD . The finish
resemblance distances of the 1st matched feature pair and 2nd
matched feature pair between
case #025 and the new case are calculated respectively with the
results 1272.01 finishD and
1323.02 finishD . The material resemblance distances between
case #025 and the new case is
calculated with the results 0877.0materialD .
Table 2 shows the similarity metric calculation chart between
case #025 and the new case.
Here, the feature geometric similarities of the 1st matched
feature pair and 2nd matched
feature pair between case #025 and the new case are calculated
respectively with the results
5733.01 geometryfeatureS , and 6865.0
2 geometryfeatureS . The part geometric similarity between
case #025 and the new case is then calculated with the result
6299.0geometrypar tS . The
material similarity between case #025 and the new case is
calculated with the result
9123.0materialS . Finally the overall similarity metric is
calculated with the result Sim =
0.6723.
Figure 6 shows the the running results for the top five closest
cases (#025, #031, #035,
#046, and #076). Though the parts all look similar to the new
part, their detailed shape
parameters, tolerances and surface finishes, and material
parameters are different (these have
been omitted for clarity). Ultimately, case #031 was retrieved
as the most similar case. It has
a similarity metric of 0.8133.
[Insert figure 6 about here]
The process planning solution including process sequence with
intermediate object
geometries, and process parameters such as initial drawing
coefficient, multiple redrawing
-
7/31/2019 CBR Drawing Rev2
18/33
coefficients, punching force, blank holding force, punch profile
radii, die profile radii and die
clearance can be retrieved from this case. Figure 7 shows the
retrieved process sequence with
intermediate object geometries from the most similar case, i.e.,
case #031. This sequence is
based on industrial best practice [7].
[Insert figure 7 about here]
The prototype system is implemented on a personal computer with
2.4 GHz Pentium CPU
and 512 MB of memory. It is able to search over a 100 testing
cases and retrieve the most
similar case in less than 2 seconds.
8. Conclusion and Future Work
This paper presents a CBR approach with a new indexing and
retrieval strategy for CAPP for
multi-stage non-axisymmetric deep drawing. The retrieval
mechanism uses a feature-based
representation, which is used to index cases quickly and
accurately. A feature-based
similarity analysis is proposed to narrow down the search space
and facilitate retrieval within
a reasonable period of time. Similarity metrics have been
developed on the basis of feature
geometric parameters and material parameters.
A prototype of the proposed retrieval mechanism has been
implemented using CLIPS
embedded in a C++ environment, and interfaced with the Solid
Edge CAD system. The
technical feasibility of the proposed CBR approach was
illustrated using a process planning
example.
The current system is limited to indexing and retrieval of
design cases only. Further work
is in progress to develop an adaptation algorithm to
automatically modify the retrieved case to
meet the requirements of the new multi-stage deep drawn part.
Furthermore, retrieval of a
-
7/31/2019 CBR Drawing Rev2
19/33
most similar case is based largely on the completeness of the
indexes from the practical
viewpoint. Besides feature geometric parameters and material
parameters taken into account
in this paper, the future work will also look into additional
indexes that need to be considered
in the real deep drawing process planning, including part
weight, surface treatments, annual
production, etc.
References
1. Schank, R. C. and Riesbeck, C. K., Inside Case Based
Reasoning, Lawrence Erlbaum,Hillsdale, NJ, 1989.
2. Giarratano, J. and Riley, G., Expert Systems: Principles and
Programming, 3rd ed, PWS,Boston, 1998.
3. Eshel, G., Barash, M. and Johnson, W., Rule-based modeling
for planning axisymmetricdeep drawing, International Journal of
Mechanical Workshop Technology, 14, pp. 1-115,
1986.
4. Sitaraman, S. K., Kinzel, G. L. and Altan, T., A
knowledge-based system for processsequence design in axisymmetric
sheet-metal forming, Journal of Materials Processing
Technology, 25 (3), pp. 247-271, 1991.
5. Sing, W. M. and Rao, K. P., Knowledge-based process layout
system for axisymmetricdeep drawing using decision tables,
Computers & Industrial Engineering, 32 (2), pp. 299-
319, 1997.
6. Choi, J. C., Kim, C., Choi, Y., Kim, J. H. and Park, J. H.,
An integrated design system fordeep drawing or blanking products,
International Journal of Advanced Manufacturing
Technology, 16, pp. 803-813, 2000.
-
7/31/2019 CBR Drawing Rev2
20/33
7. Kang, S. S., Park, D. H. and Choi, B. K., Application of
computer-aided process planningsystem for non-axisymmetric deep
drawing products, Journal of Materials Processing
Technology, 124 (1), pp. 36-48, 2002.
8. Parsa, M. H., Yamaguchi, K., Takakura, N. and Imatani, S.,
Consideration of the re-drawing of sheet metals based on
finite-element simulation, Journal of Materials
Processing Technology, 47, pp. 87-101, 1994.
9. Min, D. K., Jeon, B. H., Kim, H. J. and Kim, No., A study on
process improvements ofmult-stage deep drawing by the finite
element method, Journal of Materials Processing
Technology, 54, pp. 230-238, 1995.
10.Cao, J., Li, S., Xia, Z., C. and Tang, S. C., Analysis of an
axisymmetric deep-drawn partforming using reduced forming steps,
Journal of Materials Processing Technology, 117,
pp. 193-200, 2001.
11.Kim, S. H., Kim, S. H. and Huh, H., Finite element inverse
analysis for the design ofintermediate dies in multi-stage
deep-drawing processes with large aspect ratio, Journal
of Materials Processing Technology, 113, pp. 779-785, 2001.
12.Colgan, M. and Monaghan, J., Deep drawing process: analysis
and experiment, Journalof Materials Processing Technology, 132, pp.
35-41, 2003.
13.Choi, T. H., Choi, S., Na, K. H., Bae, H. S. and Chung, W.
J., Application of intellig entdesign support system for multi-step
deep drawing process, Journal of Materials
Processing Technology, 130, pp. 76-88, 2002.
14.Schank, R. C., Dynamic Memory: A Theory in Reminding and
Learning in Computers,Cambridge University Press, 1982.
-
7/31/2019 CBR Drawing Rev2
21/33
15.Kolodner, J. L., Retrieval and Organizational Strategies in
Conceptual Memory, LawrenceErlbaum Associates, Hillsdale, NJ,
1984.
16.Hammond, K. L., Case-Based Planning: An Integrated Theory of
Planning, Learning and
Memory, Ph.D. Thesis, Computer Science Department, Yale
University, 1986.
17.Lopez, B. and Plaza, E., Case-based planning for medical
diagnosis, In: Komoroswski,J. and Ras, Z. W. (eds.), Methodologies
for Intelligent Systems: 7th International
Symposium ISMIS93, pp. 96-105, 1993.
18.Domeshek, E. and Kolodner, J., The designers muse, In: Maher,
M. L. and Pu, P.(eds.), Issues and Applications of Case-Based
Reasoning in Design, Lawrence Erlbaum
Associates, Hillsdale, NJ, pp. 11-38, 1997.
19.Sycara, K., Navin Chandra, D., Guttal, R., Koning, J. and
Narasimhan, S., CADET: acase-based synthesis tool for engineering
design, International Journal of Expert
Systems, 4 (2), pp. 157-188, 1992.
20.Tiwari, M. K., Rama Kotaiah, K. and Bhatnagar, S., A case
-based computer-aidedprocess-planning system for machining
prismatic components, International Journal of
Advanced Manufacturing Technology, 17, pp. 400-411, 2001.
21.Sun, S. H. and Chen, J. L., A fixture design system using
case -based reasoning,Engineering Application in Artificial
Intelligence, 9 (5), pp. 533-540, 1996.
22.Kwong, C. K., A case-based system for process design of
injection moulding,International Journal of Computer Applications
in Technology, pp. 14, 40-50, 2001.
-
7/31/2019 CBR Drawing Rev2
22/33
23.Tor, S. B., Britton, G. A. and Zhang, W. Y., Indexing and
retrieval in metal stamping diedesign using case-based reasoning,
Journal of Computing and Information Science in
Engineering, ASME, 3 (4), pp. 353-362, 2003.
24.Shah, J. J. and Mantyla, M., Parametric and Feature-Based
CAD/CAM: Concepts,Techniques, and Applications, John Wiley, New
York, 1995.
-
7/31/2019 CBR Drawing Rev2
23/33
List of Figures and Tables
Figure 1. Framework of the proposed CBR system for CAPP for
multi-stage non-
axisymmetric deep drawing.
Figure 2. Extraction of deep drawing features.
Figure 3. Feature shape parameters of an extracted deep drawing
feature.
Figure 4. Flowchart of case retrieval algorithm for the
similarity analysis.
Figure 5. A new multi-stage non-axisymmetric deep drawn part and
some parts stored as
process planning cases in the case library.
Figure 6. Result of similarity analysis.
Figure 7. Retrieved process sequence
Table 1. Shape resemblance distance calculation chart of the 1st
matched feature pair
between case #025 and the new case
Table 2. Similarity metric calculation chart between case #025
and the new case.
-
7/31/2019 CBR Drawing Rev2
24/33
Figure 1. Framework of the proposed CBR system for CAPP for
multi-stage
non-axisymmetric deep drawing.
Required part
description
Case indexer
Case retriever
Case adapter
similarity analysis
Is the closest
case acceptable?
Case library
Process planning
solution
No
Yes
Is it satisfactory?
Yes
End
Reject the present
closest case
Store new case
Start
No
-
7/31/2019 CBR Drawing Rev2
25/33
Figure 2. Extraction of deep drawing features.
Deformation
zone for 1st
step of
Deformation zone
for 2nd step of
decomposition
Step 1: Decomposed into
Deep drawing
feature 1
Deep drawing
feature 2
Deep drawing
feature 3
Step 2: Decomposed into
Step 3: Decomposed into
And
And
And
-
7/31/2019 CBR Drawing Rev2
26/33
Figure 3. Feature shape parameters of an extracted deep drawing
feature.
F
maD
maD
FmiD
miD
maR 3
R
miR
2R
1R
T
H
-
7/31/2019 CBR Drawing Rev2
27/33
Figure 4. Flowchart of case retrieval algorithm for the
similarity analysis.
Select an existing case in the library
Start
Create a list called OLD-PART and put all deepdrawing features
of the existing part into it
Create a list called NEW-PART and put all deep
drawing features of the new part into it
Create an empty list called MATCHED
Select the first feature from the list NEW-PART
Remove it from the list NEW-PART,
and add it to the list MATCHED
Remove it from the
list NEW-PART
Calculate Sfeature geometryi
value between every potential
matched feature pair, and remove the matching one with
the highest Sfeature geometryi
value from the list OLD-PART
No Yes
No
Yes
Is the list NEW-PART empty?
Calculate Sim
Are all cases over?No
Yes
Rank all cases according to their Sim values, andretrieve the
most similar case
End
Is the list OLD-PART empty?
-
7/31/2019 CBR Drawing Rev2
28/33
#025 #031
#035 #046
#076 new
Figure 5. A new multi-stage non-axisymmetric deep drawn part and
some partsstored as process planning cases in the case library.
-
7/31/2019 CBR Drawing Rev2
29/33
Figure 6. Result of similarity analysis.
-
7/31/2019 CBR Drawing Rev2
30/33
-
7/31/2019 CBR Drawing Rev2
31/33
1/11st blanking & drawing 2/11st drawing 3/11st drawing
4/11st perform drawing
Major axis Minor axis
Major axis Minor axis
Major axis Minor axis
Major axis Minor
Major axis Minor axisMajor axis Minor axisMajor axis Minor
axisMajor axis Minor axis
5/11st top drawing 6/11st top drawing 7/11st top drawing 8/11st
top drawing
Figure 7. Retrieved process sequence
-
7/31/2019 CBR Drawing Rev2
32/33
Table 1. Shape resemblance distance calculation chart of the 1st
matched
feature pair between case #025 and the new case
Feature 1 in
case #025
Feature 1
in new case
Shape parameters 1,,
oldkparametershapeF (k=1, 2, , 10)
Fma
F
mi
D
D F
ma
ma
D
D
ma
mi
D
D
miD
H
ma
ma
R
D
mi
mi
RD T
R1
T
R2
T
R3
0.4521 0.7123 0.3122 0.55 0 0 1 1.5 1.5 0
Shape
parameters1,
,
newkparametershapeF
(k=1, 2, , 10)
Fma
Fmi
D
D 0.48
Shape resemblance distance
4733.0
),(
10
1,
10
1
2
1,,
1,,
1,,
1,,
,
1
kkparametershape
kold
kparametershapenew
kparametershape
oldkparametershape
newkparametershape
kparametershape
shape
w
FFMaxFFw
D
Fma
ma
D
D 0.3333
ma
mi
D
D 1
miD
H 0.5
ma
ma
R
D 2
mi
mi
R
D 2
T
R1
1
T
R2 1.5
T
R3 10
0.0873
-
7/31/2019 CBR Drawing Rev2
33/33
Table 2. Similarity metric calculation chart between case #025
and the new case.
case #025
New case
Feature 1 Feature 2Material
Shape Tolerance Finish Shape Tolerance Finish
Feature
1
Shape4733.0
1
shapeD
Tolerance1121.0
1
toleranceD
Finish1272.0
1
finishD
Feature geometric similarity
5733.0
1
212121
1
finishtoleranceshape
finishfinishtolerancetoleranceshapeshape
geometryfeature
www
DwDwDw
S
Feature
2
Shape3433.0
2
shapeD
Tolerance15.0
2
toleranceD
Finish1323.0
2
finishD
Feature geometric similarity
6865.02 geometryfeatureS
Part geometric similarity
6299.0022
22
1
i
igeometryfeature
geometrypart
S
S
Material
0877.0
materialD
Material
similarity
9123.0
1
material
material
D
S
Overall similarity metric
6723.0
materialgeometrypart
materialmaterialgeometrypartgeometrypart
ww
SwSwSi m