Embed Size (px)
Citation preview

1
CAD/CAMja
CNC-tehnoloogia
Eesmärk:
Tutvuda põhiliste kasutusel olevate NC-koodidega
CNC-tehnoloogia

2
Juhtprogrammi koostamise meetodidKõik meetodid teenivad sama eesmärki – koostada APJ-pingi juhtprogramm konkreetse detaili valmistamiseks.
• Käsitsi juhtprogrammi koostamine . Kõige vanem, kõige töömahukam ja programmeerija kõrget kvalifikatsiooni nõudev meetod. Juhtprogramm kirjutatakse käsitsi paberile ja perforaatori abil viiakse perfolindile. APJ-pink kasutab programmi kandjana perfolinti. Programmi muudatused nõuavad uue perfolindi ettevalmistamist ja sisestamist.
• Programmeerimine Editor-režiimis arvutil . APJ-pingi juhtsüsteemi püsimällu juhtprogramm viiakse Online- režiimis. Lihtsustub korrigeerimine. Enamalt on võimalik simuleerida töötlemisprotsessi.
• Õpetav programmeerimismeetod . Programmeerija liigutab tööriista, seadme teekonnamõõtsüsteem mõõdab trajektoori ja koordinaadid salvestatakse juhtsüsteemi mällu. Detailide valmistamiseks ebatäpne. Leiab rakendust värvimisrobotite tööprogrammeerimisel.
• Kõrgema programmeerimiskeele kasutamine . APJ-pingi juhtsüsteemist mittesõltuv programmeerimismeetod. Vajab post-protsessorit, mis genereerib programmi konkreetse APJ-pingi juhtsüsteemikohaseks.
• Graafiline interaktiivne programmeerimine . APJ-pingi operaatoripuldilt sisestatakse detaili geomeetriainfo, määratakse kindlaks tehnoloogiarežiim ja pingi juhtsüsteem ise genereerib juhtprogrammi. Keskmise keerukusega detailide töötlemise programmeerimiseks.
• CAD/CAM orienteeritud programmeerimine . Detailigeomeetriainfo on CAD-keskkonnast, CAM-keskkonnas lisataksetehnoloogiainfo ja genereeritakse juhtprogramm. Võimaldabgenereerida juhtprogramme keeruliste kujupindade töötlemiseks. Selel 1.4.2 on selgitatud enam levinud meetodite iseärasusi

3
NC- kood = Numerical Control
ISO- kood = International Organization for Standardizati on
G- kood = G käsud
G-kood on rahvapärane nimetus programmeerimiskeelele, mida kasutatakse NC ja CNC seadmetel. G-kood on defineeritud standardiga EIA RS-274-D, millest tulenevalt on hakatud kasutama väljendit ISO- kood.
ArvjuhtimisprogrammNC-kood, ISO-kood või G-kood

4
Arvjuhtimisprogramm või NC-programm
Arvjuhtimisprogramm koosneb lausetest, programmi algust ja lõppu tähistavatestsümbolitest. Laused koosnevad sõnadest. Sõna omakorda koosneb adressaadist ja arvsõnast. Kui arvsõna ees puudub miinus märk – loetakse tema väärtus positiivseks. Lauses on kindel sõnade järjekord. Mõned sõnad võib lausest ära jätta, kui neid on programmis eelnevalt kasutatud. (Valdur Veski).
N1 G40 G28 G91 Z0 N2 T101 M6N3 G54 G0 X0 Y0 M3 N4 G1 X100 Y0 N5 …..….….N19 G0 Z5 M9N20 G91 G28 G49 Y0 Z0N21 M30
NC-kood/NC-programm
Programmi algus
Programmi töötlused
Programmi lõpp
NC- programm
NC-kood/NC-programm
Programmi lause koosneb sõnadest
N4 G1 X100 Y0 - lause/riviN8 M30 - lause/rivi
NC- kood/programm on käskude järjestikune jada!
N4 - sõna/käskG1 - sõna/käskX100 - sõna/käskY=0 - sõna/käsk
Sõnad koosnevad omakorda adressaatidest ja arvsõnadest/numbritest
X100 või X=100

5
NC-kood/NC-programm
MT SFI,J,KX,Y,Z
U,V,W
P,Q,R
A,B,C
GN
Abi-funkt-sioon
Lõikeriista
number
ja
korrektsioon
Spindli
Pöörlemis-sagedus
Ettenihe
Ette-nihke-kiirus
Inter-poleerimis-
parameeter
Koordi-naadid
Ettevalmis-tavad
funktsioonid
Lause
Number
Modaalne - (kood) sõna on nõnda kaua jõus, kuni teine G-kood selle ära muudab
Ei Modaalne - (kood) sõna on ainult ühes lauses jõus
Edasist infot ei töödelda lause lõpuniVahele jätmine/
Tähistab programmi juhtlausetLause lõpp;
Matemaatiline märkMiinus-
Matemaatiline märkPluss+
Eraldab arvu täis- ja murdosaPunkt.
Edasist infot töödeldakseAvanev sulg)
Edasist infot ei töödeldaAvanev sulg(
Märgib juhtprogrammi algust või lõppu (kasutatakse ka andmekandjapeatamiseks tagurpidi lugemisel)
Programmi algus
%
TähendusNimetusSümbol

6
NC-koodi põhikäsud/tavalised sõnad
G0 = Kiirliikumine/Kiirpaigutus (modaalne)
G0 X(koordinaat) Y(koordinaat) Z(koordinaat) F(ettenihe mm/min)
N5 ……..
N10 G0 X80 Y50 Z50 F250N20 X30 Y50N30 X20 Y20
N40 ………
G0 koodiga liigub tera õhus
NC-kood (põhikäsud)
G1 = Lõikeliikumine/Lõikamine/Lineaarne interpolats ioon (modaalne)
(Liikumine tööettenihkega)G1 X… Y… Z…F….
N20 …..N30 G1 X20 Y20 Z15 F150
N40 X80 Y20 Z5 N50 ….
G1 koodiga lõikab tera materjali

7
G90 Absoluutne viis koordinaatide määramiseks joonestamisel ja programmeerimisel. Kõik koordinaadid määratakse ära lähtudes koordinaadistiku nullpunktist. (modaalne)
N ….N50 G90 G0 X0 Y0 F300N60 G1 X20 Y20
N70 (X20) Y80N80 X80 (Y80)N90 (X80) Y20
N100 X20 Y20N110 X0 Y0N120 …
N130 M30
NC-kood (põhikäsud)
G91 Suhteline/Inkrementaalne viis koordinaatide määramiseksjoonestamisel ja programmeerimisel. Kõik koordinaad id määratakse
ära lähtudes eelnevast koordinaatpunktist. Uueks nu llpunktiks on alati liikumise lõpp-punkt. (modaalne)
N40 ….
N50 G91 G0 X0 Y0 F300N60 G1 X20 Y20 N70 Y60
N80 X60 N90 Y-60N100 X-60
N110 X-20 Y-20N120 ..
NC-kood (põhikäsud)
8
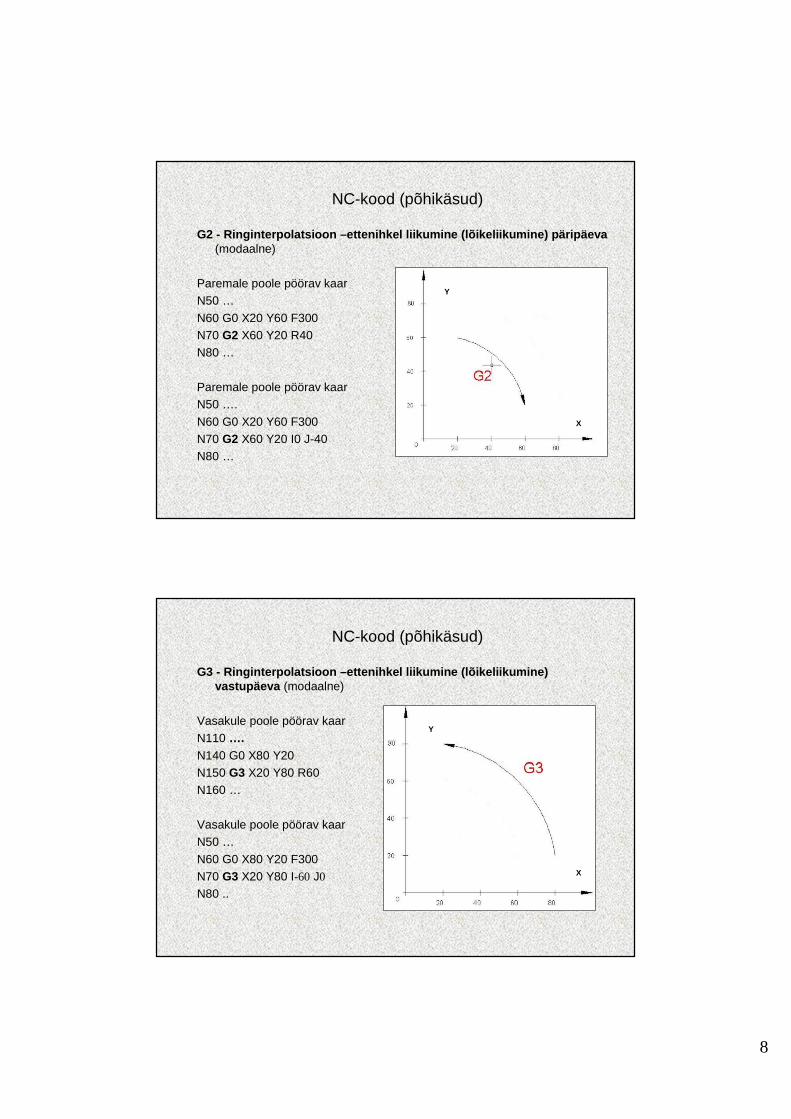
G2 - Ringinterpolatsioon –ettenihkel liikumine (lõikel iikumine) päripäeva (modaalne)
Paremale poole pöörav kaarN50 …
N60 G0 X20 Y60 F300N70 G2 X60 Y20 R40N80 …
Paremale poole pöörav kaarN50 ….
N60 G0 X20 Y60 F300N70 G2 X60 Y20 I0 J-40N80 …
NC-kood (põhikäsud)
Y
X
G3 - Ringinterpolatsioon –ettenihkel liikumine (lõike liikumine) vastupäeva (modaalne)
Vasakule poole pöörav kaarN110 ….N140 G0 X80 Y20 N150 G3 X20 Y80 R60 N160 …
Vasakule poole pöörav kaarN50 …
N60 G0 X80 Y20 F300N70 G3 X20 Y80 I-60 J0
N80 ..
NC-kood (põhikäsud)
X
Y

9
Kaarliikumise koordinaatide märkimine raadiusega (R )
N150 …N160 G0 X80 Y30 F100
N170 G3 X30 Y80 R60.83N180 ….
NC-kood (põhikäsud)
Kaarliikumise koordinaatide märkimine I ja J sammug aI = Interpoleerimise parameeter või X-telje suunaline sammJ = Interpoleerimise parameeter või Y-telje suunaline sammK = Interpoleerimise parameeter või Z-telje suunaline samm
Tsentri asukoht kaare alguspunktist mööda X telge = ITsentri asukoht kaare alguspunktist mööda Y-telge = J (+/-) Märk määrab ära kummale poole jääb tsenter alguspunktist vastava
telje peal.
N150 …
N160 G0 X80 Y30 F100N170 G3 X30 Y80 I-60 J-10N180 …
I ja J koordinaadid määratakse ärakaare algpunkti nihkumisega
kaare tsentrisse.
NC-kood (põhikäsud)

10
G4 Paus (ei-modaalne)Käsku kasutatakse peamiselt siis, kui on vaja, et spindli mootor saavutaks maksimaalse pöörlemissageduse enne lõikeriistaga lõikamist. Pausi pikkus antakse sekundites.
G8 Kiirendus (näiteks nurkadest kiirendusega edasi) (ei-modaalne)
G9 Pidurdus/täpne seismajäämine (ei-modaalne)
G20-21 MõõtühikudG20 toll (kasutusel näiteks Inglismaal ja Ameerikas)G21 meeter (millimeeter)
NC-kood (põhikäsud)
G17-19 Töötasapinna / Töötasandi valimineG17 XY- tasapinna määramine (modaalne)G18 XZ- tasapinna määramine (modaalne)G19 YZ- tasapinna määramine (modaalne)
NC-kood (põhikäsud)
Töötlemistasapinnad freesimisel ja neile vastavad e ttevalmistavad funktsioonid

11
G40/41/42 Lõikeriista kompensatsioon/hälve/korrektsi oon
Miks tasub kasutada tera kompensatsiooni?
- Lõikeriista korrektsioon geomeetria suhtesautomaatne.
- Programmi muutmine XY-tasemel on
lihtne. Koordinaadid jäävad samaks.- Saab võtta arvesse lõikeriista kulumist
G40 Kompensatsiooni tühistamine/pealt ära G41 Kompensatsioon vasakule/lõikeriista asendi korrektsioon vasakule
G42 Kompensatsioon paremale/lõikeriista asendi korrektsioon paremale
NC-kood (põhikäsud)
G40/41/42 Lõikeriista kompensatsioon/hälve/korrektsi oon
NC-kood (põhikäsud)

12
G40/41/42 Lõikeriista kompensatsioon/hälve/korrektsi oon
NC-kood (põhikäsud)
G52 Kohalik (lokaalne) koordinaadistikG54-59 Programmi uued nullpunktid. Uus koord inaadistik määratakse alati pingi nullpunkti suhtes.
NC-kood (põhikäsud)
Kolmel erineval töölaual on kasutaud erinevaid prog rammi nullpunkte.
Nullpunk määratakse alati ära pingi null-punktist
13
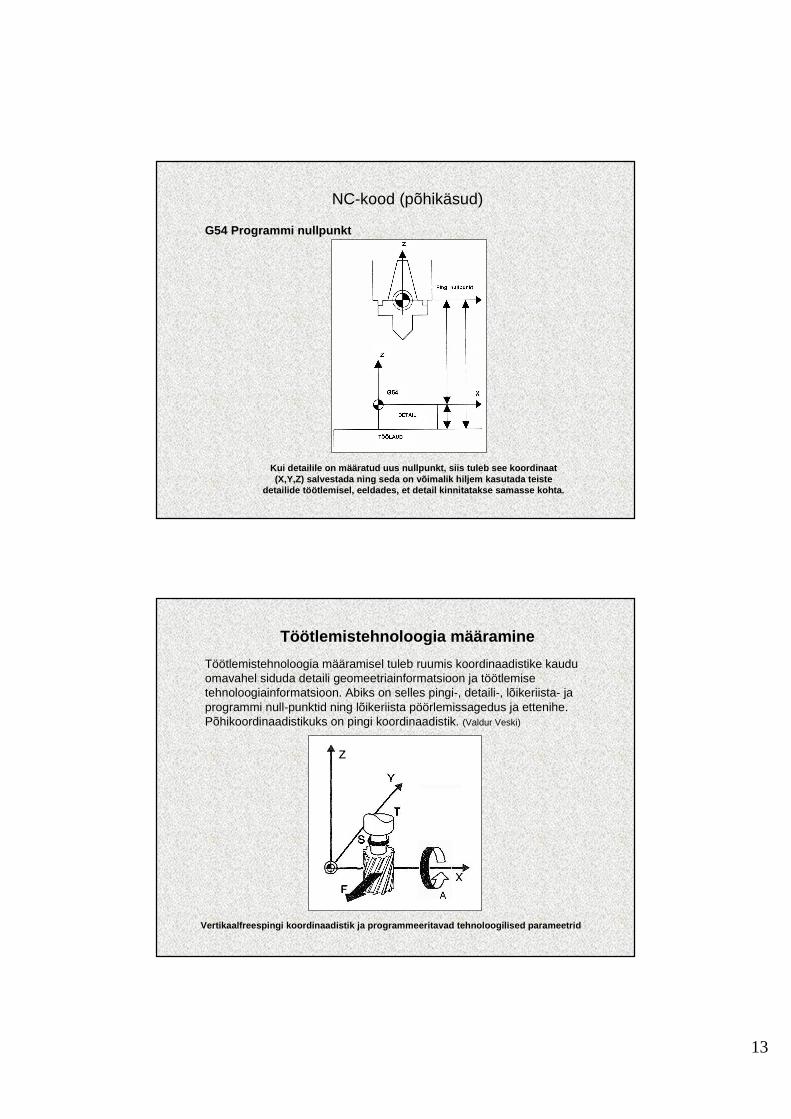
G54 Programmi nullpunkt
NC-kood (põhikäsud)
Kui detailile on määratud uus nullpunkt, siis tuleb see koordinaat (X,Y,Z) salvestada ning seda on võimalik hiljem kas utada teiste
detailide töötlemisel, eeldades, et detail kinnitat akse samasse kohta.
Töötlemistehnoloogia määramine
Vertikaalfreespingi koordinaadistik ja programmeeri tavad tehnoloogilised parameetrid
Töötlemistehnoloogia määramisel tuleb ruumis koordinaadistike kaudu omavahel siduda detaili geomeetriainformatsioon ja töötlemise tehnoloogiainformatsioon. Abiks on selles pingi-, detaili-, lõikeriista- ja programmi null-punktid ning lõikeriista pöörlemissagedus ja ettenihe. Põhikoordinaadistikuks on pingi koordinaadistik. (Valdur Veski)
14
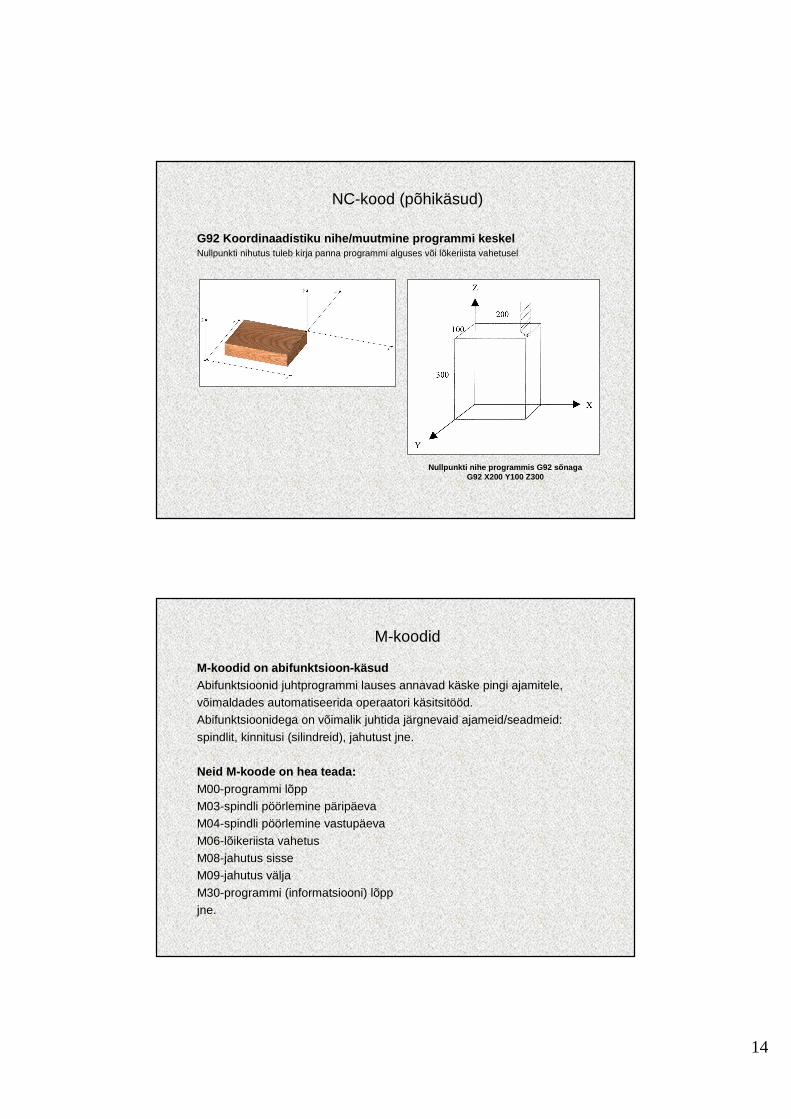
G92 Koordinaadistiku nihe/muutmine programmi keskelNullpunkti nihutus tuleb kirja panna programmi alguses või lõkeriista vahetusel
NC-kood (põhikäsud)
Nullpunkti nihe programmis G92 sõnagaG92 X200 Y100 Z300
M-koodid on abifunktsioon-käsudAbifunktsioonid juhtprogrammi lauses annavad käske pingi ajamitele, võimaldades automatiseerida operaatori käsitsitööd.Abifunktsioonidega on võimalik juhtida järgnevaid ajameid/seadmeid:
spindlit, kinnitusi (silindreid), jahutust jne.
Neid M-koode on hea teada:M00-programmi lõppM03-spindli pöörlemine päripäevaM04-spindli pöörlemine vastupäeva
M06-lõikeriista vahetusM08-jahutus sisseM09-jahutus välja
M30-programmi (informatsiooni) lõppjne.
M-koodid

15
M-koodid
M03-spindli/lõikeriista pöörlemine päripäeva
M04-spindli/lõikeriista pöörlemine vastupäeva
M-koodid
M06 Lõikeriista vahetus

16
Lõikeriista pikkuse mõõtmine
Kui tera pikkus on mõõdetud, tuleb saadud arv sisestada pingi tööriista
parameetrite andmebaasi.Tavaliselt tasub kasutada ühtehoidepesa tera kohta (olenevalt
hoidepesast ja võimalustest).
Mõõda lõiketerad CNC-tööpingikasutusjuhendi järgi!
Lõikeriista pikkuse mõõtmine
Lõikeriista pikkusega arvestamine
Lõikeriista turvaline liikumine

17
Lõikeriista pikkuse kompensatsioon Lõikeriista pikkuse kompensatsiooni eeliseks on lõikesügavuse reguleerimine.
Lõikeriista pikkuse muutmine
Puurimise töötsüklid
Töötsüklite abiga on võimalik XY tasemel teha Z suuna lisi töötlemisi. Ühe lausega on võimalik ära määrata näi teks avade puurimise, sammpuurimise, keermetamise jne.
G81 X..Y.. Z.. R.. F1. Kiirliikumise paigutus
2. Turvakõrgusele paigutus
3. Töötlemine F-ettenihkega
4. Kiirliikumisega tagasi R-kõrgusele
või turvakõrgusele
Teisi töötsükleid:
G82, G83, G84,
G73, G76 jne.
Töötsükli põhimõtteline süsteem

18
Erinevad NC- programmid
Alamprogramm sisaldab
peamiselt töötlusi.
Peaprogrammis toimubpeamiselt nullpunkti nihutus ja
tera vahetus.
Töötsükliga tehtud samm-
puurimine.
Lineaarkoodi puhul on iga
liikumine ära toodud oma
NC-koodi lausega.


















![[RTL 2009, 48, 696 – jõust. 1.07.2009] - riigiteataja.ee kood Ressursi nimetus Mõõtühik Teenuse kood Kasuta-mise keskmine maht OST4401 Toitlustamine voodipäev 2001 1 2002 1](https://img.dokumen.tips/doc/110x75/5acb910d7f8b9aa1518b4db6/rtl-2009-48-696-just-1072009-kood-ressursi-nimetus-mthik-teenuse-kood.jpg)


![LoopNet...OLHE-g OLHE-g OlHE-g wiecErrw1Eone EXbEV1eæ 101vr OLHE-g kOOD rODelV1e COItth]EBClVr LBV/\Er ObEBY1101/l enEr EXbEV1eE 10Lvr MVCEe EXbEV1eE IVXE-e BE-elDEV11 bB0kE-ee10L,lvr](https://img.dokumen.tips/doc/110x75/60593f3f9770e730c73c4298/loopnet-olhe-g-olhe-g-olhe-g-wiecerrw1eone-exbev1e-101vr-olhe-g-kood-rodelv1e.jpg)







![Survestamise ja paisuautomaatika 2.kood Ø [mm] K [mm] Flexcon M-K/U 400 400 750 1369 K-011 G 1 1/ 4" 188 1 23864 Flexcon M-K/U 600 600 750 1789 K-011 G 1 1/ 4" 228 1 23866 Flexcon](https://img.dokumen.tips/doc/110x75/5e36f602efab3e70b44acbcf/survestamise-ja-paisuautomaatika-2-kood-mm-k-mm-flexcon-m-ku-400-400-750.jpg)