Head Office and Surface Coating DivisionSomta House, 290-294
Moses Mabhida (Edendale) Road, Pietermaritzburg, 3201Private Bag
X401, Pietermaritzburg, 3200South Africa
Tel: Factory: +27 33 355 6600Fax: Factory: +27 33 394 0564Tel:
Sales: +27 11 390 8700 (Local)Fax: Sales: +27 11 397 6720/1
(Local)Email: [email protected] (Local)Tel: Sales: +27 33 355
6600 (Exports)Fax: Sales: +27 33 394 7509 (Exports)Email:
[email protected] (Exports)
Gauteng Sales Office 43 Bisset Road, Hughes Ext. 7, Boksburg,
1459P.O.Box 14212, Witfield, 1467South Africa
Tel: +27 11 390 8700Fax: +27 11 397 6720/1Sharecall: 086 010
4367Email: [email protected]
Technical Information:Email: [email protected] Free Number:
0800 331 399
Manufacturers & Suppliers
of Drills, Reamers, End Mills,
Bore Cutters, Taps & Dies,
Toolbits, Solid Carbide Tooling,
Carbide Insert Tooling,
Custom Tools and
Surface Coatings
C H I P B R E A K E R D R I L L S
YEA
R O
F P
RIN
T: 2
01
9
DISTRIBUTOR STAMP
AVAILABLE FROM:
Mate
rial Typ
e
Reco
mm
ended
Suita
ble
Cast
Iro
n
Tit
an
ium
Co
pp
er
Alu
min
ium
Sta
inle
ss
Ste
el
Ste
el
Hard
ness
HB
16
20
12
15
Free C
uttin
g S
teel
Struct
ura
l Ste
el
Pla
in C
arb
on S
teel
Allo
y Ste
el
Allo
y Ste
el -
Hard
ened
Allo
y Ste
el -
Hard
ened
Free m
ach
inin
g S
tain
less
Ste
el
Aust
eniti
c Sta
inle
ss S
teel
Ferr
itic
and M
artensi
tic S
tain
less
Ste
el
Lam
ella
r G
raphite
Cast
Iro
nLa
mella
r G
raphite
Cast
Iro
nN
odula
r G
raphite
, Malle
able
Cast
Iro
nN
odula
r G
raphite
, Malle
able
Cast
Iro
n
Tita
niu
m u
nallo
yed
Tita
niu
m a
lloye
dTita
niu
m a
lloye
d
Nic
kel unallo
yed
Nic
kel allo
yed
Nic
kel allo
yed
Copper
Beta
Bra
ss, B
ronze
Alp
ha B
rass
Hig
h s
trength
Bro
nze
Alu
min
ium
Magnesi
um
unallo
yed
Alu
min
ium
Allo
y < 5
% S
iA
lum
iniu
m A
lloy
5 to 1
0%
Si
Alu
min
ium
Allo
y > 1
0%
Si
Duro
pla
stic
s (s
hort c
hip
pin
g)
Therm
opla
stic
s (lo
ng c
hip
pin
g)
Fibre
rein
forc
ed s
ynth
etic
mate
rials
Reco
mm
en
ded
Su
rface S
peed
in m
/min
Reco
mm
en
ded
feed
in
mm
per
revo
luti
on
Dri
ll D
iam
ete
r in
mm
0.3
04
-0.5
06
0.2
40
-0.4
00
0.2
10
-0.3
50
0.1
86
-0.3
10
0.1
61
-0.2
69
0.1
41
-0.2
35
0.1
61
-0.2
69
0.2
10
-0.3
50
0.1
20
-0.2
00
0.3
04
-0.5
06
0.2
10
-0.3
50
0.1
61
-0.2
69
0.1
61
-0.2
69
0.2
10
-0.3
50
0.1
41
-0.2
35
0.1
20
-0.2
00
0.2
10
-0.3
50
0.1
61
-0.2
69
0.1
01
-0.1
69
0.3
64
-0.6
06
0.3
04
-0.5
06
0.2
40
-0.4
00
0.1
86
-0.3
10
0.3
04
-0.5
06
0.2
70
-0.4
50
0.2
40
-0.4
00
0.1
86
-0.3
10
0.3
38
-0.5
63
0.3
04
-0.5
06
0.2
40
-0.4
00
0.2
70
-0.4
50
0.2
10
-0.3
50
0.1
80
-0.3
00
0.1
58
-0.2
63
0.1
35
-0.2
25
0.1
16
-0.1
94
0.1
35
-0.2
25
0.1
80
-0.3
00
0.0
98
-0.1
63
0.2
70
-0.4
50
0.1
80
-0.3
00
0.1
35
-0.2
25
0.1
35
-0.2
25
0.1
80
-0.3
00
0.1
16
-0.1
94
0.0
98
-0.1
63
0.1
80
-0.3
00
0.1
35
-0.2
25
0.0
81
-0.1
35
0.3
23
-0.5
38
0.2
70
-0.4
50
0.2
10
-0.3
50
0.1
58
-0.2
63
0.2
70
-0.4
50
0.2
40
-0.4
00
0.2
10
-0.3
50
0.1
58
-0.2
63
0.3
00
-0.5
00
0.2
70
-0.4
50
0.2
10
-0.3
50
0.2
62
-0.4
36
0.2
03
-0.3
39
0.1
73
-0.2
89
0.1
52
-0.2
53
0.1
30
-0.2
16
0.1
12
-0.1
86
0.1
30
-0.2
16
0.1
73
-0.2
89
0.0
94
-0.1
56
0.2
62
-0.4
36
0.1
73
-0.2
89
0.1
30
-0.2
16
0.1
30
-0.2
16
0.1
73
-0.2
89
0.1
12
-0.1
86
0.0
94
-0.1
56
0.1
73
-0.2
89
0.1
30
-0.2
16
0.0
77
-0.1
29
0.3
14
-0.5
24
0.2
62
-0.4
36
0.2
03
-0.3
39
0.1
52
-0.2
53
0.2
62
-0.4
36
0.2
33
-0.3
88
0.2
03
-0.3
39
0.1
52
-0.2
53
0.2
91
-0.4
85
0.2
62
-0.4
36
0.2
03
-0.3
39
0.2
36
-0.3
94
0.1
82
-0.3
04
0.1
54
-0.2
56
0.1
34
-0.2
23
0.1
13
-0.1
88
0.0
98
-0.1
63
0.1
13
-0.1
88
0.1
54
-0.2
56
0.0
83
-0.1
38
0.2
36
-0.3
94
0.1
54
-0.2
56
0.1
13
-0.1
88
0.1
13
-0.1
88
0.1
54
-0.2
56
0.0
98
-0.1
63
0.0
83
-0.1
38
0.1
54
-0.2
56
0.1
13
-0.1
88
0.0
68
-0.1
13
0.2
89
-0.4
81
0.2
36
-0.3
94
0.1
82
-0.3
04
0.1
34
-0.2
23
0.2
36
-0.3
94
0.2
10
-0.3
50
0.1
82
-0.3
04
0.1
34
-0.2
23
0.2
63
-0.4
38
0.2
36
-0.3
94
0.1
82
-0.3
04
< 1
20
< 2
00
< 2
50
< 2
50
25
0-3
50
> 3
50
< 2
50
< 3
20
< 3
00
< 1
50
15
0-3
00
< 2
00
20
0-3
00
< 2
00
< 2
70
27
0-3
50
< 1
50
< 2
70
27
0-3
50
< 1
00
< 2
00
< 2
00
< 4
70
< 1
00
< 1
50
< 1
20
- - - -
35
30
27
23
17
10
24
11
17
35
28
22
17
28
20
11
15 7 6 38
40
27
21
33
30
30
27
35
28
20
Syn
theti
c
Nic
kel
0.3
04
-0.5
06
0.2
40
-0.4
00
0.2
10
-0.3
50
0.1
86
-0.3
10
0.1
61
-0.2
69
0.1
41
-0.2
35
0.1
61
-0.2
69
0.2
10
-0.3
50
0.1
20
-0.2
00
0.3
04
-0.5
06
0.2
10
-0.3
50
0.1
61
-0.2
69
0.1
61
-0.2
69
0.2
10
-0.3
50
0.1
41
-0.2
35
0.1
20
-0.2
00
0.2
10
-0.3
50
0.1
61
-0.2
69
0.1
01
-0.1
69
0.3
64
-0.6
06
0.3
04
-0.5
06
0.2
40
-0.4
00
0.1
86
-0.3
10
0.3
04
-0.5
06
0.2
70
-0.4
50
0.2
40
-0.4
00
0.1
86
-0.3
10
0.3
38
-0.5
63
0.3
04
-0.5
06
0.2
40
-0.4
00
0.2
70
-0.4
50
0.2
10
-0.3
50
0.1
80
-0.3
00
0.1
58
-0.2
63
0.1
35
-0.2
25
0.1
16
-0.1
94
0.1
35
-0.2
25
0.1
80
-0.3
00
0.0
98
-0.1
63
0.2
70
-0.4
50
0.1
80
-0.3
00
0.1
35
-0.2
25
0.1
35
-0.2
25
0.1
80
-0.3
00
0.1
16
-0.1
94
0.0
98
-0.1
63
0.1
80
-0.3
00
0.1
35
-0.2
25
0.0
81
-0.1
35
0.3
23
-0.5
38
0.2
70
-0.4
50
0.2
10
-0.3
50
0.1
58
-0.2
63
0.2
70
-0.4
50
0.2
40
-0.4
00
0.2
10
-0.3
50
0.1
58
-0.2
63
0.3
00
-0.5
00
0.2
70
-0.4
50
0.2
10
-0.3
50
0.2
62
-0.4
36
0.2
03
-0.3
39
0.1
73
-0.2
89
0.1
52
-0.2
53
0.1
30
-0.2
16
0.1
12
-0.1
86
0.1
30
-0.2
16
0.1
73
-0.2
89
0.0
94
-0.1
56
0.2
62
-0.4
36
0.1
73
-0.2
89
0.1
30
-0.2
16
0.1
30
-0.2
16
0.1
73
-0.2
89
0.1
12
-0.1
86
0.0
94
-0.1
56
0.1
73
-0.2
89
0.1
30
-0.2
16
0.0
77
-0.1
29
0.3
14
-0.5
24
0.2
62
-0.4
36
0.2
03
-0.3
39
0.1
52
-0.2
53
0.2
62
-0.4
36
0.2
33
-0.3
88
0.2
03
-0.3
39
0.1
52
-0.2
53
0.2
91
-0.4
85
0.2
62
-0.4
36
0.2
03
-0.3
39
0.2
36
-0.3
94
0.1
82
-0.3
04
0.1
54
-0.2
56
0.1
34
-0.2
23
0.1
13
-0.1
88
0.0
98
-0.1
63
0.1
13
-0.1
88
0.1
54
-0.2
56
0.0
83
-0.1
38
0.2
36
-0.3
94
0.1
54
-0.2
56
0.1
13
-0.1
88
0.1
13
-0.1
88
0.1
54
-0.2
56
0.0
98
-0.1
63
0.0
83
-0.1
38
0.1
54
-0.2
56
0.1
13
-0.1
88
0.0
68
-0.1
13
0.2
89
-0.4
81
0.2
36
-0.3
94
0.1
82
-0.3
04
0.1
34
-0.2
23
0.2
36
-0.3
94
0.2
10
-0.3
50
0.1
82
-0.3
04
0.1
34
-0.2
23
0.2
63
-0.4
38
0.2
36
-0.3
94
0.1
82
-0.3
04
35
30
27
23
17
10
24
11
17
35
28
22
17
28
20
11
15 7 6 38
40
27
21
33
30
30
27
35
28
20
Cast
Iro
n
Co
pp
er
Alu
min
ium
Ste
el
Hard
ness
HB
Free C
uttin
g S
teel
Struct
ura
l Ste
el
Pla
in C
arb
on S
teel
Allo
y Ste
el
Allo
y Ste
el -
Hard
ened
Allo
y Ste
el -
Hard
ened
Lam
ella
r G
raphite
Cast
Iro
nLa
mella
r G
raphite
Cast
Iro
nN
odula
r G
raphite
, Malle
able
Cast
Iro
nN
odula
r G
raphite
, Malle
able
Cast
Iro
n
Copper
Beta
Bra
ss, B
ronze
Alp
ha B
rass
Hig
h s
trength
Bro
nze
Alu
min
ium
Magnesi
um
unallo
yed
Alu
min
ium
Allo
y < 5
% S
iA
lum
iniu
m A
lloy
5 to 1
0%
Si
Alu
min
ium
Allo
y > 1
0%
Si
Reco
mm
en
ded
Su
rface S
peed
in m
/min
Reco
mm
en
ded
feed
in
mm
per
revo
luti
on
Dri
ll D
iam
ete
r in
mm
< 1
20
< 2
00
< 2
50
< 2
50
25
0-3
50
> 3
50
< 1
50
15
0-3
00
< 2
00
20
0-3
00
< 1
00
< 2
00
< 2
00
< 4
70
< 1
00
< 1
50
< 1
20
-
35
30
25
20
12 9 30
24
20
14
35
35
35
16
26
30
28
23
Mate
rial Typ
e
Reco
mm
ended
Suita
ble
15
16
10
12
0.2
40
-0.4
00
0.2
40
-0.4
00
0.1
58
-0.2
63
0.1
58
-0.2
63
0.1
35
-0.2
25
0.1
16
-0.1
94
0.2
40
-0.4
00
0.1
35
-0.2
25
0.1
35
-0.2
25
0.1
35
-0.2
25
0.1
58
-0.2
63
0.2
40
-0.4
00
0.2
10
-0.3
50
0.1
58
-0.2
63
0.2
70
-0.4
50
0.2
40
-0.4
00
0.2
10
-0.3
50
0.2
10
-0.3
50
0.2
33
-0.3
88
0.2
33
-0.3
88
0.1
52
-0.2
53
0.1
52
-0.2
53
0.1
30
-0.2
16
0.1
12
-0.1
86
0.2
33
-0.3
88
0.1
30
-0.2
16
0.1
30
-0.2
16
0.1
30
-0.2
16
0.1
52
-0.2
53
0.2
33
-0.3
88
0.2
03
-0.3
39
0.1
52
-0.2
53
0.2
62
-0.4
36
0.2
33
-0.3
88
0.2
03
-0.3
39
0.2
03
-0.3
39
0.2
10
-0.3
50
0.2
10
-0.3
50
0.1
34
-0.2
23
0.1
34
-0.2
23
0.1
13
-0.1
88
0.0
98
-0.1
63
0.2
10
-0.3
50
0.1
13
-0.1
88
0.1
13
-0.1
88
0.1
13
-0.1
88
0.1
34
-0.2
23
0.2
10
-0.3
50
0.1
82
-0.3
04
0.1
34
-0.2
23
0.2
36
-0.3
94
0.2
10
-0.3
50
0.1
82
-0.3
04
0.1
82
-0.3
04
0.1
99
-0.3
31
0.1
99
-0.3
31
0.1
24
-0.2
06
0.1
24
-0.2
06
0.1
05
-0.1
75
0.0
89
-0.1
49
0.1
99
-0.3
31
0.1
05
-0.1
75
0.1
05
-0.1
75
0.1
05
-0.1
75
0.1
24
-0.2
06
0.1
99
-0.3
31
0.1
71
-0.2
85
0.1
24
-0.2
06
0.2
24
-0.3
73
0.1
99
-0.3
31
0.1
71
-0.2
85
0.1
71
-0.2
85
25
20
0.3
00
-0.5
00
0.3
00
-0.5
00
0.2
06
-0.3
44
0.2
06
-0.3
44
0.1
80
-0.3
00
0.1
58
-0.2
63
0.3
00
-0.5
00
0.1
80
-0.3
00
0.1
80
-0.3
00
0.1
80
-0.3
00
0.2
06
-0.3
44
0.3
00
-0.5
00
0.2
66
-0.4
44
0.2
06
-0.3
44
0.3
34
-0.5
56
0.3
00
-0.5
00
0.2
66
-0.4
44
0.2
66
-0.4
44
0.2
70
-0.4
50
0.2
70
-0.4
50
0.1
86
-0.3
10
0.1
86
-0.3
10
0.1
61
-0.2
69
0.1
41
-0.2
35
0.2
70
-0.4
50
0.1
61
-0.2
69
0.1
61
-0.2
69
0.1
61
-0.2
69
0.1
86
-0.3
10
0.2
70
-0.4
50
0.2
40
-0.4
00
0.1
86
-0.3
10
0.3
04
-0.5
06
0.2
70
-0.4
50
0.2
40
-0.4
00
0.2
40
-0.4
00
40
30
0.3
30
-0.5
50
0.3
30
-0.5
50
0.2
40
-0.4
00
0.2
40
-0.4
00
0.2
14
-0.3
56
0.1
90
-0.3
16
0.3
30
-0.5
50
0.2
14
-0.3
56
0.2
14
-0.3
56
0.2
14
-0.3
56
0.2
40
-0.4
00
0.3
30
-0.5
50
0.2
99
-0.4
98
0.2
40
-0.4
00
0.3
64
-0.6
06
0.3
30
-0.5
50
0.2
99
-0.4
98
0.2
99
-0.4
98
0.3
15
-0.5
25
0.3
15
-0.5
25
0.2
21
-0.3
69
0.2
21
-0.3
69
0.1
95
-0.3
25
0.1
71
-0.2
85
0.3
15
-0.5
25
0.1
95
-0.3
25
0.1
95
-0.3
25
0.1
95
-0.3
25
0.2
21
-0.3
69
0.3
15
-0.5
25
0.2
81
-0.4
69
0.2
21
-0.3
69
0.3
49
-0.5
81
0.3
15
-0.5
25
0.2
81
-0.4
69
0.2
81
-0.4
69
50
0.3
45
-0.5
75
0.3
45
-0.5
75
0.2
57
-0.4
29
0.2
57
-0.4
29
0.2
33
-0.3
88
0.2
06
-0.3
44
0.3
45
-0.5
75
0.2
33
-0.3
88
0.2
33
-0.3
88
0.2
33
-0.3
88
0.2
57
-0.4
29
0.3
45
-0.5
75
0.3
14
-0.5
23
0.2
57
-0.4
29
0.3
77
-0.6
29
0.3
45
-0.5
75
0.3
14
-0.5
23
0.3
14
-0.5
23
Pa
ram
ete
rs b
ase
d o
n i
de
al
co
nd
itio
ns. P
lea
se a
dju
st
pa
ram
ete
r a
cc
ord
ing
ly t
o r
ea
l a
pp
lic
ati
on
s.
% S
peed
and
Feed
red
uctio
n fo
r d
eep
ho
le d
rilli
ng
: More
than 3
x D
rill
Dia
mete
r -
10
%, M
ore
than 4
x D
rill
Dia
mete
r -
20
%, M
ore
than 5
x D
rill
Dia
mete
r -
30
%, M
ore
than 6
x D
rill
Dia
mete
r -
40
%
10F, 10L
16
20
12
15
Reco
mm
en
ded
Su
rface S
peed
in m
/min
Reco
mm
en
ded
feed
in
mm
per
revo
luti
on
Dri
ll D
iam
ete
r in
mm
2A9
2A7
0.3
64
-0.6
06
0.2
99
-0.4
98
0.2
66
-0.4
44
0.2
40
-0.4
00
0.2
14
-0.3
56
0.1
90
-0.3
16
0.2
14
-0.3
56
0.2
66
-0.4
44
0.1
65
-0.2
75
0.3
64
-0.6
06
0.2
66
-0.4
44
0.2
14
-0.3
56
0.2
14
-0.3
56
0.2
66
-0.4
44
0.1
90
-0.3
16
0.1
65
-0.2
75
0.2
66
-0.4
44
0.2
14
-0.3
56
0.1
41
-0.2
35
0.4
26
-0.7
10
0.3
64
-0.6
06
0.2
99
-0.4
98
0.2
40
-0.4
00
0.3
64
-0.6
06
0.3
30
-0.5
50
0.2
99
-0.4
98
0.2
40
-0.4
00
0.3
98
-0.6
63
0.3
64
-0.6
06
0.2
99
-0.4
98
0.3
49
-0.5
81
0.2
81
-0.4
69
0.2
48
-0.4
13
0.2
21
-0.3
69
0.1
95
-0.3
25
0.1
71
-0.2
85
0.1
95
-0.3
25
0.2
48
-0.4
13
0.1
46
-0.2
44
0.3
49
-0.5
81
0.2
48
-0.4
13
0.1
95
-0.3
25
0.1
95
-0.3
25
0.2
48
-0.4
13
0.1
71
-0.2
85
0.1
46
-0.2
44
0.2
48
-0.4
13
0.1
95
-0.3
25
0.1
24
-0.2
06
0.4
09
-0.6
81
0.3
49
-0.5
81
0.2
81
-0.4
69
0.2
21
-0.3
69
0.3
49
-0.5
81
0.3
15
-0.5
25
0.2
81
-0.4
69
0.2
21
-0.3
69
0.3
83
-0.6
38
0.3
49
-0.5
81
0.2
81
-0.4
69
0.3
34
-0.5
56
0.2
66
-0.4
44
0.2
33
-0.3
88
0.2
06
-0.3
44
0.1
80
-0.3
00
0.1
58
-0.2
63
0.1
80
-0.3
00
0.2
33
-0.3
88
0.1
35
-0.2
25
0.3
34
-0.5
56
0.2
33
-0.3
88
0.1
80
-0.3
00
0.1
80
-0.3
00
0.2
33
-0.3
88
0.1
58
-0.2
63
0.1
35
-0.2
25
0.2
33
-0.3
88
0.1
80
-0.3
00
0.1
15
-0.1
91
0.3
94
-0.6
56
0.3
34
-0.5
56
0.2
66
-0.4
44
0.2
06
-0.3
44
0.3
34
-0.5
56
0.3
00
-0.5
00
0.2
66
-0.4
44
0.2
06
-0.3
44
0.3
68
-0.6
13
0.3
34
-0.5
56
0.2
66
-0.4
44
30
40
25
2A1, 2A2
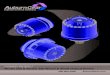
Drill chips
CHIPBREAKER
Chipbreaker Drills Chipbreaker DrillStyle Variations
Material Types
STANDARD DRILL IN ACTIONSTANDARD DRILL IN ACTIONSTANDARD DRILL
IN ACTION
CHIPBREAKER DRILL IN ACTIONCHIPBREAKER DRILL IN
ACTIONCHIPBREAKER DRILL IN ACTION
The Chipbreaker Concept
This outstanding development increases drill cutting efficiency
by means of
greatly improved chip control. A chipbreaker rib is positioned
along the length
of the flutes, which curls and breaks long chip forming
material
into small manageable chips for easier evacuation.
There is no clogging of chips in the flutes, as small
chips flow freely along the flutes. The chipbreaker
drill thus cuts more freely than standard drills.
The small chips also permit coolant to flow more freely to the
drill point, giving
improved heat dissipation and drilling performance.
As the chipbreaker rib extends down the entire flute length, the
chipbreaker form
and effect is retained even after conventional sharpening. The
chipbreaker rib
gives added rigidity, markedly increasing the number of holes
per re-grind, even
where chip control is not considered important.
Chipbreaker Coolant Feed Drills
The benefits of providing coolant internally directly to the
drill cutting edge
include higher cutting speeds (reduced times by up to 75%),
higher feed rates,
longer tool life (3 to 10 times), and less frequent
resharpening. In addition they
provide a superior finish.
The coolant assists in clearing chips from the drill point and
it's pressure forces
the swarf along the flutes of the drill facilitating drilling to
greater depths without
repeated withdrawal to clear swarf.
strength, and connect to all coolant systems.
Coolant can be provided by the normal coolant pump supplied with
most
machines using soluble oil. However, we recommend using a mist
coolant at a
pressure of 550 to 800 kPa (80 to 120psi). This method is clean
and efficient,
eliminating the problem of collecting, filtering and re-using
the coolant.
Somta offers a range of Straight Shank and Morse Taper Shank
Chipbreaker Drills, with variations in point angle, HSS grade,
Finish
and coolant feed options.
Point Styles
118° & 130° Conical
The conventional chipbreaker drill
point angle is 118° or 130°, which
is suitable for the majority of high
performance applications. 130° is
suitable for harder materials.
The 118° multi-Facet point angle
requires less thrust than conical
therefore generates less heat. It is
self centering and therefore ideal
for NC Machining.
118° Multi-Facet
Coolant Feed Styles
Normal Chipbreaker
Oil Tube Chipbreaker
This is the usual configuration of
the Chipbreaker Drill, which has
no coolant feed.
Coolant is fed through shank cross holes into oil tubes
which are inserted into a groove which runs down the
length of the flutes. Oil is fed from the tubes at the outer
edge of the point diameter directly onto the workpiece,
cooling the workpiece and stimulating small chip
evacuation. Because the chipbreaker rib
breaks up long stringy chips into
small pieces there is no chance
of chips snagging and removing
the coolant tube.
HSS Material Grades & Finish
HSS
Most chipbreaker drills are manufactured from standard
High Speed Steel material. HSS chipbreakers have a
black oxide steam tempered finish.
HSS-Co5
We also offer HSS-Co5 to extend product life even
further due to the superiority of HSS-Co5 over HSS. All
HSS-Co5 chipbreakers are finished with Gold Oxide
surface treatment or are TiAIN coated to differentiate
from the HSS steam tempered finish.
OIL TUBE
OIL TUBE
Chipbreaker Product Codes & Features
The following table represents the standard range of
Straight Shank & Morse Taper Shank Chipbreaker Drills
stocked by Somta.
For ordering, specify the product code followed by a 4 digit
code to represent the diameter.
For example a 30.5mm diameter oil tube HSS-Co5 170° brad point
chipbreaker would be
ordered as Product Code 2A73050.
10F
10L
2A1
2A2
118° Multi-Facet
118° Multi-Facet
118° Conical
130° Conical
170° Brad
130° Conical
Product Code
Coolant Feed Option Material Point Style Shank Type
Oil Tube
Oil Tube
None
Oil Tube
Oil Tube
Oil Tube
HSS-Co5
HSS-Co5
HSS
HSS
HSS-Co5
HSS-Co5
SS (5xD)
SS (10xD)
MTS
MTS
MTS
MTS
Chipbreaker
NORMAL
Chipbreaker
OIL TUBE
OIL FEED
OIL FEED
C H I P B R E A K E R D R I L L S C H I P B R E A K E R D R I L
L S
Coolant tubes are located away from the drill web, thus not
affecting web
2A7
2A9
Finish
TiAIN
TiAIN
Steam Temper
Steam Temper
Gold Oxide
TiAIN
Chipbreaker
NORMAL
Chipbreaker
OIL TUBE
Where through-holes are being
drilled and there is a requirement for
high operational efficiency without
the need for deburring on punch-
through, we recommend the use of
a 170° brad point angle.
170° Brad