Embed Size (px)
Citation preview

Manual de instrucciones
ES Interface para fuentes digitales de corriente de soldadura
BUSINT X11 (Phoenix, alpha Q)
099-008225-EW504 ¡Tenga en cuenta los documentos de sistema adicionales! 09.12.2015

Notas generales
PRECAUCIÓN
¡Lea el manual de instrucciones! El manual de instrucciones le informa sobre el uso seguro de los productos. • ¡Lea el manual de instrucciones de todos los componentes del sistema! • ¡Tenga en cuenta las medidas de prevención de accidentes! • ¡Tenga en cuenta las disposiciones específicas de cada país! • Dado el caso, será necesaria una confirmación por medio de firma.
Para cualquier consulta relacionada con la instalación, con la puesta en marcha, el
funcionamiento, con las particularidades del lugar de la instalación o con la finalidad de uso del equipo, diríjase a su distribuidor o a nuestro servicio técnico, con el que puede ponerse en contacto llamando al +49 2680 181-0. En la página www.ewm-group.com, encontrará una lista de los distribuidores autorizados. La responsabilidad relacionada con la operación de este equipo se limita expresamente a su funcionamiento. Queda excluido explícitamente cualquier otro tipo de responsabilidad. El usuario acepta esta exclusión de responsabilidad en el momento en que pone en marcha el equipo. El fabricante no puede controlar ni el cumplimiento de estas instrucciones, ni las condiciones y métodos de instalación, operación, utilización y mantenimiento del aparato. Una instalación incorrecta puede causar daños materiales y por ende lesiones personales. Por ello, no asumimos ningún tipo de responsabilidad por pérdidas, daños o costes, que hayan resultado de una instalación defectuosa, de una operación incorrecta o de un uso y mantenimiento erróneos o bien que tengan algún tipo de relación con las causas citadas. © EWM AG, Dr. Günter-Henle-Straße 8, D-56271 Mündersbach El fabricante conserva los derechos de autor de este documento. La reproducción, incluso cuando sea parcial, únicamente está permitida con autorización por escrito. El contenido de este documento ha sido cuidadosamente investigado, revisado y procesado. Aun así, nos reservamos el derecho a cambios, faltas o errores.

Índice
Notas sobre la utilización de este manual de instrucciones
099-008225-EW504 09.12.2015
3
1 Índice
1 Índice ....................................................................................................................................................... 3 2 Instrucciones de Seguridad .................................................................................................................. 7
2.1 Notas sobre la utilización de este manual de instrucciones .......................................................... 7 2.2 Definición de símbolo..................................................................................................................... 8 2.3 Generalidades ................................................................................................................................ 9
3 Utilización de acuerdo a las normas .................................................................................................. 10 3.1 Campo de aplicación ................................................................................................................... 10 3.2 Revisión ....................................................................................................................................... 10
4 Descripción del aparato - Breve vista general .................................................................................. 11 4.1 BUSINT X11 ................................................................................................................................ 11
5 Puesta en servicio ................................................................................................................................ 12 5.1 Conexión general del BUSINTX11 .............................................................................................. 12
5.1.1 El bus del sistema ........................................................................................................ 12 5.1.2 Fuente de alimentación ................................................................................................ 12
5.1.2.1 Interno ........................................................................................................... 12 5.1.2.2 Externo .......................................................................................................... 12
5.1.3 Conexión de señales rápidas de valor real .................................................................. 13 5.1.4 Conexión de protección anticolisión ............................................................................. 13
5.2 Configuración básica mediante puentes de conexión ................................................................. 13 5.2.1 Selección de señales rápidas de valor real .................................................................. 13 5.2.2 Selección de funcionamiento de JOB: ......................................................................... 13
5.3 Selección del perfil de control ...................................................................................................... 13 5.4 Conexión del bus de campo y configuración ............................................................................... 14
5.4.1 LWL Interbus-S ............................................................................................................. 14 5.4.1.1 Conexión del bus de campo ......................................................................... 14 5.4.1.2 Tasa de baudios ............................................................................................ 14 5.4.1.3 Indicadores de estado ................................................................................... 14 5.4.1.4 Capacidad de datos ...................................................................................... 14
5.4.2 CAN Open .................................................................................................................... 15 5.4.2.1 Especificación del módulo ............................................................................ 15 5.4.2.2 Módulo, posición de los elementos indicativos y de operación .................... 15 5.4.2.3 Significado de los LEDs ................................................................................ 15 5.4.2.4 Conexión del módulo CANOpen ................................................................... 16 5.4.2.5 Ajuste de tasa de baudios ............................................................................. 16 5.4.2.6 Ajuste de la dirección del participante .......................................................... 16 5.4.2.7 Fichero de configuración EDS ...................................................................... 16
5.4.3 CAN DeviceNet ............................................................................................................ 17 5.4.3.1 Especificación del módulo ............................................................................ 17 5.4.3.2 Módulo, posición de los elementos indicativos y de operación .................... 17 5.4.3.3 Significado de los LEDs ................................................................................ 17 5.4.3.4 Conexión del módulo CAN-DeviceNet .......................................................... 18 5.4.3.5 Ajustes de red ............................................................................................... 18 5.4.3.6 Fichero de configuración EDS ...................................................................... 18
5.4.4 Profibus ........................................................................................................................ 19 5.4.4.1 Especificación del módulo ............................................................................ 19 5.4.4.2 Módulo, posición de los elementos indicativos y de operación .................... 19 5.4.4.3 Significado de los LEDs ................................................................................ 19 5.4.4.4 Conexión del módulo Profibus ...................................................................... 20 5.4.4.5 Ajuste de la dirección del participante .......................................................... 20 5.4.4.6 Tasa de baudios ............................................................................................ 21 5.4.4.7 Terminación de red ....................................................................................... 21 5.4.4.8 Fichero GSD ................................................................................................. 21
5.4.5 Profinet ......................................................................................................................... 22 5.4.5.1 Especificación del módulo ............................................................................ 22 5.4.5.2 Módulo, posición de los elementos indicadores ........................................... 22 5.4.5.3 Significado de los LEDs ................................................................................ 23

Índice Notas sobre la utilización de este manual de instrucciones
4 099-008225-EW504 09.12.2015
5.4.5.4 Conexión del módulo Profinet ....................................................................... 23 5.4.5.5 Ajuste de la dirección del participante ........................................................... 23 5.4.5.6 Archivo GSDXML .......................................................................................... 23
5.4.6 EthernetIP ..................................................................................................................... 24 5.4.6.1 Especificación del módulo ............................................................................. 24 5.4.6.2 Módulo, posición de los elementos indicadores ........................................... 24 5.4.6.3 Significado de los LEDs ................................................................................ 25 5.4.6.4 Conexión del módulo EthernetIP .................................................................. 25 5.4.6.5 Ajuste de la dirección del participante ........................................................... 26
5.4.7 EtherCAT ...................................................................................................................... 29 5.4.7.1 Especificación del módulo ............................................................................. 29 5.4.7.2 Módulo, posición de los elementos indicativos y de operación .................... 29 5.4.7.3 Significado de los LEDs ................................................................................ 29 5.4.7.4 Conexión del módulo EtherCAT .................................................................... 30 5.4.7.5 Archivo de configuración ESI ........................................................................ 30
5.5 Selección del perfil de datos ........................................................................................................ 31 5.6 Encendido del BUSINTX11 .......................................................................................................... 31 5.7 Conmutador del bus de campo .................................................................................................... 31
6 Servicio operativo ................................................................................................................................ 32 6.1 Preseleccionar un trabajo ............................................................................................................ 32 6.2 Operación por programa .............................................................................................................. 32 6.3 Operación con trabajo .................................................................................................................. 32
6.3.1 Funcionamiento de señal de control avanzado ............................................................ 33 6.3.2 Modos de operación ..................................................................................................... 34
6.3.2.1 Modo de 2 tiempos ........................................................................................ 34 6.3.2.2 2 tiempos especial ......................................................................................... 34 6.3.2.3 Puntos ........................................................................................................... 35
6.4 Clases de soldadura .................................................................................................................... 35 6.5 Función de supervisión ................................................................................................................ 35
6.5.1 Función de monitor ....................................................................................................... 35 6.5.2 Posibilidades de indicación........................................................................................... 36 6.5.3 Parámetros de monitorización ...................................................................................... 36 6.5.4 Particularidades de la supervisión ................................................................................ 37
6.6 Otras señales ............................................................................................................................... 38 6.6.1 Preselección de trabajos .............................................................................................. 38 6.6.2 Preselección de programa ............................................................................................ 38 6.6.3 Reconocimiento de errores........................................................................................... 38 6.6.4 Test de gas1 ................................................................................................................. 38 6.6.5 Enhebrado del alambre ................................................................................................ 38 6.6.6 Desenhebrado del alambre .......................................................................................... 38 6.6.7 Búsqueda de posición .................................................................................................. 38 6.6.8 Soplar soplete ............................................................................................................... 38 6.6.9 Robot listo ..................................................................................................................... 38 6.6.10 Simulación de soldadura .............................................................................................. 39 6.6.11 Operación con trabajo .................................................................................................. 39 6.6.12 Salidas definidas por usuario K1-K4 ............................................................................ 39 6.6.13 Cambio AA .................................................................................................................... 39 6.6.14 Funcionamiento TANDEM ............................................................................................ 39 6.6.15 Modo de enhebrado ...................................................................................................... 39 6.6.16 superPuls ...................................................................................................................... 39 6.6.17 Liftarc ............................................................................................................................ 39 6.6.18 Punteo encendido ......................................................................................................... 39
6.7 Reconocimiento de los parámetros del proceso .......................................................................... 39 6.7.1 I > 0 (señal de flujo de corriente) .................................................................................. 39 6.7.2 Entradas definidas por el usuario ................................................................................. 39 6.7.3 Proceso activo .............................................................................................................. 40 6.7.4 Señal de corriente principal .......................................................................................... 40 6.7.5 Protección anticolisión .................................................................................................. 40 6.7.6 Listo para soldar ........................................................................................................... 41 6.7.7 Llama firme ................................................................................................................... 41

Índice
Notas sobre la utilización de este manual de instrucciones
099-008225-EW504 09.12.2015
5
6.7.8 Número de error ........................................................................................................... 41 6.7.9 Número de aviso .......................................................................................................... 41 6.7.10 Valor real tensión de soldadura .................................................................................... 41 6.7.11 Valor real corriente de soldadura ................................................................................. 41 6.7.12 Valor actual de velocidad de alimentación de alambre ................................................ 41 6.7.13 Valor real de la corriente del motor .............................................................................. 41 6.7.14 Supervisión de parámetros .......................................................................................... 41 6.7.15 Diagrama de señales de proceso ................................................................................. 41
6.8 Señales para sintonía con el dispositivo de desplazamiento ...................................................... 43 6.8.1 El tiempo de ignición TZ-Ign ......................................................................................... 43 6.8.2 TZ-Set ........................................................................................................................... 43 6.8.3 El tiempo de corte del arco voltaico TZ-ARVO............................................................. 44 6.8.4 El tiempo de anulación TZ-Reset ................................................................................. 45
6.9 Reconocimiento de llama firme ................................................................................................... 45 6.10 Búsqueda de posición.................................................................................................................. 45 6.11 Seguimiento de costura de la soldadura ..................................................................................... 46 6.12 Simulación de soldadura ............................................................................................................. 46 6.13 Parada rápida del proceso ........................................................................................................... 46 6.14 Parada de seguridad del proceso ................................................................................................ 46 6.15 Conmutación de seguridad de trabajo ......................................................................................... 47 6.16 Soporte para la compensación del circuito de la corriente de soldadura .................................... 47 6.17 Selección de JOB ampliados ....................................................................................................... 47
7 La interfaz de diagnóstico ................................................................................................................... 48 7.1 Requisitos del sistema del PC ..................................................................................................... 48
8 Puesta en servicio ................................................................................................................................ 48 8.1 Alcance de diagnóstico ................................................................................................................ 48
9 Perfiles de datos .................................................................................................................................. 49 9.1 Perfiles de los módulos Interbus S (cobre), Interbus-S LWL (FSMA) e Interbus-Ss (Rugged
Line) ............................................................................................................................................. 49 9.1.1 Perfil estándar (Posición del conmutador 0) ................................................................ 49 9.1.2 Perfil de aparatos Multimatrix (posición de conmutación 1)......................................... 55
9.2 Perfiles para el módulo CANopen ............................................................................................... 62 9.2.1 Perfil Reis Robotics (Posición de conmutación 0) ....................................................... 62 9.2.2 Perfil de aparatos Multimatrix (posición de conmutación 1)......................................... 69
9.3 Perfiles para el módulo CAN-DeviceNet ...................................................................................... 76 9.3.1 Perfil estándar (Posición del conmutador 0) ................................................................ 76 9.3.2 Perfil 1 (posición de conmutación 1) ............................................................................ 82 9.3.3 Perfil de aparatos Multimatrix (posición de conmutación 2)......................................... 85
9.4 Perfiles para el módulo Profibus DP ............................................................................................ 95 9.4.1 Perfil estándar (Posición del conmutador 0) ................................................................ 95 9.4.2 Perfil flexible (Posición de conmutación 1)................................................................. 101 9.4.3 Perfil compatible (Posición de conmutación 2) .......................................................... 107 9.4.4 Perfil de aparatos Multimatrix (posición de conmutación 3)....................................... 113
9.5 Perfiles de los módulos Profinet y Profinet LWL ....................................................................... 120 9.5.1 Perfil Reis Robotics (Posición de conmutación 0) ..................................................... 120 9.5.2 Perfil de aparatos Multimatrix (posición de conmutación 1)....................................... 126
9.6 Perfiles del módulo EthernetIP .................................................................................................. 133 9.6.1 Perfil estándar (Posición del conmutador 0) .............................................................. 133 9.6.2 Perfil de Fanuc Robotics (posición de conmutador 1) ............................................... 140 9.6.3 Indicaciones de perfil .................................................................................................. 146 9.6.4 Perfil de aparatos Multimatrix (posición de conmutación 2)....................................... 147 9.6.5 Perfil de aparatos Multimatrix con robots FANUC (posición de conmutación 3) ....... 154 9.6.6 Indicaciones de perfil .................................................................................................. 160
9.7 Perfiles del módulo EtherCAT ................................................................................................... 161 9.7.1 Perfil estándar (Posición del conmutador 0) .............................................................. 161 9.7.2 Perfil de aparatos Multimatrix (posición de conmutación 1)....................................... 167
10 Particularidades específicas del bus de campo al instalar los módulos del bus de campo ..... 174 10.1 CAN DeviceNet .......................................................................................................................... 174
10.1.1 Conexiones ................................................................................................................. 174

Índice Notas sobre la utilización de este manual de instrucciones
6 099-008225-EW504 09.12.2015
10.1.2 Ejemplo para datos de E/S ......................................................................................... 174 10.1.3 Ejemplo para una asignación de conexión ................................................................. 175
10.2 Profibus DP ................................................................................................................................ 175 10.2.1 El Perro Guardián ....................................................................................................... 175 10.2.2 Características de DP ................................................................................................. 175
10.3 EtherCAT.................................................................................................................................... 176 10.3.1 Instalación del aparato ................................................................................................ 176 10.3.2 Conexión manual del aparato ..................................................................................... 177 10.3.3 Búsqueda de aparato ................................................................................................. 177 10.3.4 Vista de los datos de proceso..................................................................................... 177
11 Problemas de funcionamiento, causas y soluciones ..................................................................... 179 11.1 Indicadores de operación (LEDs) .............................................................................................. 179 11.2 Avisos (fuente de corriente de soldadura) ................................................................................. 180
12 Mensajes de error del sistema .......................................................................................................... 181 12.1 Errores generales del sistema ................................................................................................... 181 12.2 Error de proceso ........................................................................................................................ 181
13 Vista general de conexiones ............................................................................................................. 182 13.1 X4, entradas digitales ................................................................................................................. 182 13.2 X5, salidas digitales ................................................................................................................... 182 13.3 X7, entradas analógicas ............................................................................................................. 182 13.4 X10, interfaz para diagnóstico ................................................................................................... 183 13.5 X15, Fuente de alimentación externa ........................................................................................ 183
14 Resumen de las asignaciones de puente ........................................................................................ 184 14.1 BUSINT X11 ............................................................................................................................... 184
15 Vista general de los datos de configuración ................................................................................... 185 15.1 BUSINT X11 ............................................................................................................................... 185 15.2 Restablecimiento de los datos de configuración ....................................................................... 187
16 Esquemas eléctricos .......................................................................................................................... 188 16.1 BUSINT X11 ............................................................................................................................... 188
17 Anexo A ............................................................................................................................................... 189 17.1 Vista general de las sedes de EWM .......................................................................................... 189

Instrucciones de Seguridad
Notas sobre la utilización de este manual de instrucciones
099-008225-EW504 09.12.2015
7
2 Instrucciones de Seguridad 2.1 Notas sobre la utilización de este manual de instrucciones
PELIGRO
Procedimientos de operación y trabajo que hay que seguir estrictamente para descartar posibles lesiones graves o la muerte de personas. • Las advertencias de seguridad contienen en el título la palabra «PELIGRO» con un
símbolo de advertencia general. • Además el peligro se ilustra mediante un pictograma al margen de la página.
ADVERTENCIA
Procedimientos de operación y trabajo que hay que seguir estrictamente para descartar posibles lesiones graves o la muerte de personas. • Las advertencias de seguridad contienen en el título la palabra «AVISO» con una señal de
advertencia general. • Además el peligro se ilustra mediante un pictograma al margen de la página.
ATENCIÓN
Procedimientos de operación y trabajo que son necesarios seguir estrictamente para descartar posibles lesiones leves a otras personas. • Las advertencias de seguridad contienen en el título la palabra señal "ATENCIÓN" con una
señal de advertencia general. • El peligro se ilustra mediante un pictograma al margen de la página.
ATENCIÓN
Procedimientos de operación y trabajo que hay que seguir estrictamente para evitar daños o destrucciones del producto. • Las advertencias de seguridad contienen en el título la palabra «ATENCIÓN» sin una
símbolo de advertencia general. • El peligro se ilustra mediante un pictograma al margen de la página.
Particularidades técnicas que el usuario debe tener en cuenta.
Instrucciones de utilización y enumeraciones que indican paso a paso el modo de proceder en situaciones concretas, y que identificará por los puntos de interés, p. ej.: • Enchufe y asegure el zócalo del conducto de corriente de soldadura en el lugar correspondiente.

Instrucciones de Seguridad Definición de símbolo
8 099-008225-EW504 09.12.2015
2.2 Definición de símbolo
Símbolo Descripción
Particularidades técnicas que el usuario debe tener en cuenta.
Correcto
Incorrecto
Accionar
No accionar
Accione y mantenga presionado
Girar
Conmutar
Desconectar el aparato
Conecte el aparato
ENTER Inicio del menú NAVIGATION Navegar por el menú
EXIT Abandonar menú
4 s
Representación del tiempo (Ejemplo: espere 4 s/pulse)
Interrupción en la representación del menú (hay más posibilidades de ajuste)
No es necesaria/no utilice una herramienta
Es necesaria/ utilice una herramienta

Instrucciones de Seguridad
Generalidades
099-008225-EW504 09.12.2015
9
2.3 Generalidades
ADVERTENCIA
Peligro de accidente en caso de incumplimiento de las advertencias de seguridad. El incumplimiento de las advertencias de seguridad puede representar peligro de muerte. • Lea detenidamente las instrucciones de seguridad de este manual. • Observe las medidas de prevención de accidentes y las disposiciones específicas de cada
país. • Advierta al personal en el área de trabajo sobre el cumplimiento de las normas.
Validez del documento. Este documento solo es válido en relación con el manual de instrucciones del producto utilizado. • Lea y observe los manuales de instrucciones de todos los componentes del sistema, en
particular, las advertencias de seguridad.
ATENCIÓN
Obligaciones del usuario. ¡Para manejar el aparato, se deben cumplir las correspondientes directivas y leyes nacionales! • Implementación nacional de la directiva marco (89/391/EWG),, así como de la normativa
específica correspondiente. • Especialmente la normativa (89/655/EWG), sobre la reglamentación mínima de seguridad
y prevención en la utilización de medios de trabajo por los empleados en su trabajo. • Las disposiciones sobre seguridad laboral y prevención de accidentes de cada país. • Implementar y manejar el aparato de acuerdo a IEC 60974-9. • Comprobar regularmente que los usuarios sean conscientes de las medidas de seguridad
de su trabajo. • Comprobación periódica del aparato según IEC 60974-4.
¡Si el aparato ha resultado dañado por componentes ajenos, la garantía del fabricante no será válida! • Utilice exclusivamente los componentes del sistema y las opciones (fuentes de
alimentación, antorchas, sujeción del electrodo, control remoto, piezas de recambio y de desgaste, etc.) de nuestro programa de suministro.
• Inserte y bloquee los componentes accesorios en el zócalo de conexión únicamente cuando la fuente de alimentación esté apagada.

Utilización de acuerdo a las normas Campo de aplicación
10 099-008225-EW504 09.12.2015
3 Utilización de acuerdo a las normas
ADVERTENCIA
¡Peligros por uso indebido! Si el aparato no se utiliza correctamente, puede representar un peligro para personas, animales o valores efectivos. ¡No se asumirá ninguna responsabilidad por los daños que de ello pudieran resultar! • ¡El aparato se debe utilizar exclusivamente conforme a las indicaciones y sólo por personal
experto o cualificado! • ¡No modifique ni repare el aparato de manera inadecuada!
3.1 Campo de aplicación El siguiente manual de instrucciones describe la puesta en marcha y la funcionalidad de la interface del bus de campo BUSINT X11 en relación con buses de campo específicos. La interface está pensada para operar con fuentes digitales de corriente de soldadura pertenecientes a las series de aparatos Phoenix y alpha Q. BUSINT X11 posee varias opciones de control, asistido ampliamente por el software de parámetros de soldadura PC300.NET. Siempre que sea posible, se recomienda emplear el software PC300.NET para instalar BUSINT X11.
3.2 Revisión Revisión Fecha Modificación 1.0 06/01/2012 Versión en borrador 1.1 15/11/2012 EtherCAT estándar agregado 1.2 18/05/2015 Soporte de fuente de alimentación Multimatrix 1.3 20/11/2015 Señales manuales para superPuls y lift arc
Elección de JOB ampliados para aparatos Multimatrix Soporte para compensación del circuito de la corriente de soldadura Señalización de avisos Lógica de error ampliada

Descripción del aparato - Breve vista general
BUSINT X11
099-008225-EW504 09.12.2015
11
4 Descripción del aparato - Breve vista general 4.1 BUSINT X11
Figura 4-1
Pos Símbolo Descripción 0 1 Conexión del bus del sistema 2 Conexión de la interface de diagnóstico para el analizador 3 Entradas de valor analógico 4 Puente JP6, para seleccionar la función interface de diagnóstico/interface de
programación 5 Entradas digitales, colisión de antorchas, entradas definidas por el usuario, etc. 6 Salidas digitales, salidas definidas por el usuario, etc. 7 Puentes JP2, JP3, JP4 8 Conexión para programar el firmware 9 Conmutador para seleccionar el perfil de datos utilizado

Puesta en servicio Conexión general del BUSINTX11
12 099-008225-EW504 09.12.2015
5 Puesta en servicio Este capítulo le guía, paso a paso, para la puesta en servicio del BUSINTX1, así como sus funciones operacionales.
5.1 Conexión general del BUSINTX11 5.1.1 El bus del sistema
BUSINT X11 pasa a formar parte del sistema de soldadura mediante un bus del sistema digital. En función del modo de instalación del control, la conexión puede realizarse de dos maneras: • Conexión con el conector SUB-D de quince polos X12, en el caso de instalación de BUSINT X11 en
la fuente de alimentación (en carcasa anexa en la parte posterior de la fuente de alimentación). • Conexión mediante el conector de siete polos X13 con cable de control redondo. Esta es la forma de
conexión preferida en el montaje externo de BUSINT X11, por ejemplo, en un armario de distribución. Generalmente, en caso de montaje externo se debería prestar atención a tender el cableado del bus para la conexión de BUSINT X11 al bus de campo respectivo lo más lejos posible de fuentes de perturbación potenciales (como por ejemplo cableado que lleve AF o mucha corriente), ya que de otro modo existe el riesgo de daños a los componentes del bus a causa de sobretensión.
5.1.2 Fuente de alimentación 5.1.2.1 Interno
Básicamente, se suministra energía a la interfaz con una fuente de potencia propia, de potencial aislado, por medio del bus del sistema. Siempre que la fuente de potencia para soldadura esté encendida, también el nodo del bus permanece capaz de reaccionar.
5.1.2.2 Externo Para que el nodo del bus también permanezca funcional después de apagar el sistema (por ejemplo, para la operación ulterior de las entradas y salidas especificadas por el cliente), se puede usar una tensión externa de 24 V CC, opcional, que se debe suministrar mediante un módulo separado. Las placas para la fuente de alimentación se diferencian por el diseño del controlador. La siguiente tabla explica la conexión de la tensión: Placa del sistema Conector Contacto Polaridad FA+/-15 V/1 A X5 1 +24 V X5 2 GND FA IBUS3 X2 1 +24 V X2 2 GND
Dependiendo del bus de campo utilizado es necesario utilizar una fuente de alimentación externa (por ejemplo, en el Interbus). En la utilización de la fuente de alimentación externa se debe utilizar el módulo EWM original porque sino la separación de potencial queda anulada dentro del sistema. De esta manera los fallos de funcionamiento producidos no son responsabilidad de EWM.

Puesta en servicio
Configuración básica mediante puentes de conexión
099-008225-EW504 09.12.2015
13
5.1.3 Conexión de señales rápidas de valor real Normalmente BUSINT X11 suministra valores reales del proceso con una actualización cada 30 ms para las variables de proceso como tensión, corriente, velocidad del hilo y corriente del motor. Sin embargo, para el seguimiento de la costura son necesarias señales rápidas para tensión y corriente. Estas pueden presentarse con la interface para autómatas en BUSINT X11. Conector Pin Señal X7 2 Valor real tensión de proceso X7 3 Valor real corriente de proceso X7 4 Masa de referencia (GND)
La interfaz para autómata es entregada en fábrica para el PHOENIX, sin embargo no para el TETRIX. La utilización de las señales rápidas de valor real para el seguimiento de costura es opcional y debe ser ordenada de modo especial.
5.1.4 Conexión de protección anticolisión Se puede adjuntar al BUSINTX11 una señal apropiada al bus de campo para la conexión y suministro de una señal de colisión del soplete: Conector Contacto Señal X4 1 Suministro de contacto de colisión externo X4 2 Señal de retroalimentación del contacto de colisión
Para la protección anti - colisión se utiliza una señal de 24 V propia. Es absolutamente necesario tener en cuenta una instalación libre de cortocircuito. La alimentación es a prueba de cortocircuito, sin embargo la entrada queda inutilizable por la duración del cortocircuito.
5.2 Configuración básica mediante puentes de conexión Estos ajustes deben realizarse antes de encender la fuente de alimentación / alimentación externa de tensión. La BUSINTX11 cuenta con una serie de puentes conectores para configurar algunos ajustes básicos invariables durante el tiempo de funcionamiento.
5.2.1 Selección de señales rápidas de valor real Para la trasferencia de valores rápidos de proceso de tensión para la utilización de la función de búsqueda de la pieza de trabajo el puente JP2 se debe configurar como sigue: JP 2 Función
- Valores reales sobre el bus del sistema (ajuste de fábrica)
X Los valores reales son esperados sobre el conector X7 X = Puente conectado
5.2.2 Selección de funcionamiento de JOB: Si ajustes como el tipo de funcionamiento o de soldadura deben controlarse mediante el número del programa, el puente JP4 se configurará del modo siguiente: JP 4 Función
- Como viene siendo habitual, la información se desprende de las señales de control manuales.
X El número del programa controla directamente la función X = puente conectado
5.3 Selección del perfil de control La selección de los perfiles debe ser efectuada antes de encender la fuente de energía. Si la interfaz es alimentada con el suministro de energía externo, este tiene que ser de-energizado para cambiar el perfil adicionalmente apagando la fuente de alimentación para soldadura. Para la operación del BUSINTX11 se dispone de diferentes perfiles de control para conexión a diversos controladores, dependiendo del tipo de bus de campo, sistema de soldadura y estado de desarrollo. Estos son seleccionados con un conmutador de selección S1 con 16 posiciones.

Puesta en servicio Conexión del bus de campo y configuración
14 099-008225-EW504 09.12.2015
5.4 Conexión del bus de campo y configuración Dependiendo del bus de campo se deben ejecutar diferentes pasos para la puesta en servicio, que se describirán a continuación.
5.4.1 LWL Interbus-S No es necesario ajuste alguno para la configuración del participante del Interbus, ya que este se produce con la posición del participante en el Interbus. El participante se identifica ante el ID3 como módulo con E/S digital.
5.4.1.1 Conexión del bus de campo La conexión del bus de campo se realiza con una fibra óptica con conectores rápidos FSMA: Conector Función U7 Interfaz entrante, línea de transmisión U10 Interfaz entrante, línea de recepción U8 Interfaz saliente, línea de transmisión U11 Interfaz saliente, línea de recepción
Figura 5-1
5.4.1.2 Tasa de baudios La tasa de baudios del módulo puede seleccionarse entre 500kBaud y 2Mbaud mediante un puente conector.
Figura 5-2
5.4.1.3 Indicadores de estado El estado del módulo sobre el Interbus se muestra como sigue, utilizando un bloque de diodos emisores de luz: LED Señal Color Significado 1 CC/RC Verde La conexión del cable está bien, el maestro no está en el
estado de Reiniciación 2 BA Verde El bus está en intercambio de datos 3 RD Amarillo Bus remoto apagado 4 TR Verde Comunicación PCP activa 5 FO1 Amarillo Advertencia para receptores del lado de entrada del bus 6 FO2 Amarillo Advertencia para receptores del lado de salida del bus
Figura 5-3
5.4.1.4 Capacidad de datos La capacidad de datos del Interbus que debe configurarse depende del perfil de datos utilizado.

Puesta en servicio
Conexión del bus de campo y configuración
099-008225-EW504 09.12.2015
15
5.4.2 CAN Open 5.4.2.1 Especificación del módulo
El módulo CANOpen cumple el estándar DS301 v4.02. El intercambio de datos se realiza con los 3 primeros PDOs (Objetos de datos de proceso) estándar, 1 hasta 3.
5.4.2.2 Módulo, posición de los elementos indicativos y de operación El módulo dispone de una serie de elementos indicativos y de operación dispuestos en el lateral de la placa:
Figura 5-4
No. de elemento Significado 1 Interfaz CANOpen 2 Ajuste de tasa de baudios 3 Ajuste de los 10 dígitos de la dirección del participante 4 Ajuste del 1er dígito de la dirección del participante 5 LEDs de Estado
5.4.2.3 Significado de los LEDs El módulo está provisto con un bloque de cuatro LEDs, los que señalizan el estado del módulo en operación: LED Estado Significado RUN Apagado No hay tensión operativa en el módulo Destello simple Módulo en modo STOP Destello Módulo en modo PRE-OPERACIONAL Encendido Módulo en modo OPERACIONAL POWER Apagado No hay tensión operativa en el módulo Encendido Tensión de servicio presente ERROR Apagado No hay error Destello simple Se ha llegado a la advertencia de límite ERROR Destello doble Evento de control de error Destello triple Error de sincronización Encendido Bus apagado

Puesta en servicio Conexión del bus de campo y configuración
16 099-008225-EW504 09.12.2015
5.4.2.4 Conexión del módulo CANOpen La conexión del bus de campo se realiza con un conector SUB-D de 9 contactos (zócalo). La disposición de las señales del modulo (conector) es como sigue: Contacto Señal Función 2 CAN_L Línea de señal baja de la señal diferencial del CAN 3 CAN_GND Masa de referencia de la señal CAN 5 CAN_SHLD Conexión para el blindaje del cable 7 CAN_H Línea de señal alta de la señal diferencial del CAN
Figura 5-5
5.4.2.5 Ajuste de tasa de baudios El módulo de bus de campo debe ser configurado por medio de un selector a la tasa de baudios utilizada en la red: Ajuste del selector Tasa de baudios 1 10 kbps 2 20 kbps 3 50 kbps 4 125 kbps 5 250 kbps 6 500 kbps 7 800 kbps 8 1 Mbps El ajuste de la tasa de baudios sólo entra en efecto después de activar la tensión de alimentación y volver a iniciar la operación del módulo.
5.4.2.6 Ajuste de la dirección del participante Antes de la puesta en marcha se debe asignar al módulo una dirección particular y única en la red. Para ello dispone de dos selectores con un rango de 1 a 99. Con el selector derecho se elige la primera cifra del ajuste de dirección y con el izquierdo la décima posición. El ajuste se realiza en formato decimal: Ejemplo: dirección 42 = conmutador izquierdo en posición 4 (x10) + conmutador derecho en posición 2 (x1)
Figura 5-6
5.4.2.7 Fichero de configuración EDS Los ajustes del módulo pueden ser modificados con un fichero EDS. Sin embargo, existe la posibilidad de que sea necesaria una configuración por parte del maestro del bus (no es posible en todo lugar). En caso de necesidad, EWM AG le entrega un fichero EDS adecuado.

Puesta en servicio
Conexión del bus de campo y configuración
099-008225-EW504 09.12.2015
17
5.4.3 CAN DeviceNet 5.4.3.1 Especificación del módulo
El módulo CAN DeviceNet está implementado como adaptador de comunicaciones de acuerdo con la especificación del ODVA (perfil No.12) y se comporta en la red como un servidor del grupo 2. Soporta los modos de datos interrogado (“Polled“), habilitado por bit ("Bit-Strobed“), COS/Cíclico ("COS/Cyclic").
5.4.3.2 Módulo, posición de los elementos indicativos y de operación El módulo CAN-DeviceNet dispone de una serie de elementos de mando, que se encuentran en el lado de la placa:
Figura 5-7
N.º de elemento Significado 1 Interface CAN-DeviceNet 2 Conmutador de direccionamiento 3 Indicadores de estado
5.4.3.3 Significado de los LEDs El módulo está provisto con un bloque de cuatro LEDs, los que señalizan el estado del módulo en operación: LED Estado Significado 1 – No utilizado - - 2 – Estado de la red Apagado No hay tensión de servicio en el módulo / el módulo no
está en línea Encendido – Verde Conexión correcta, módulo conectado Destella – Verde El módulo está en línea pero no está interconectado Encendido – Rojo Error crítico de conexión Destella – Rojo Cancelación de la conexión por tiempo transcurrido 3 – Estado del módulo Apagado Sin tensión de servicio Encendido – Verde El módulo está listo para operar Destella – Verde Trama de datos mayor que lo configurado Encendido – Rojo Error crítico Destella – Rojo Error 4 – Reservado - -
Figura 5-8

Puesta en servicio Conexión del bus de campo y configuración
18 099-008225-EW504 09.12.2015
5.4.3.4 Conexión del módulo CAN-DeviceNet La conexión del bus de campo se realiza con un conector plano de 5 contactos, como sigue: Contacto Señal Función 1 V- Masa de referencia Tensión de alimentación 2 CAN_L Línea de señal baja de la señal diferencial del CAN 3 CAN_SHLD Conexión para el blindaje del cable 4 CAN_H Línea de señal alta de la señal diferencial del CAN 5 V+ Tensión de alimentación +24 V
Figura 5-9
¡El suministro de tensión de 24 V es absolutamente necesario para la operación del bus de campo!
5.4.3.5 Ajustes de red En DeviceNet cada participante debe tener asignada una dirección particular y única en el rango de 0 hasta 63. Adicionalmente cada participante debe ser configurado con la misma tasa de baudios. 8 conmutadores de configuración sirven para el ajuste de la tasa de baudios y la dirección Dirección (MAC) La dirección es ajustada como sigue con los conmutadores 3 hasta 8: ID de MAC
Conmutador 3 (Bit más significativo)
Conmutador 4
Conmutador 5
Conmutador 6
Conmutador 7
Conmutador 8 (Bit menos significativo)
0 Apagado Apagado Apagado Apagado Apagado Apagado 1 Apagado Apagado Apagado Apagado Apagado Encendido 2 Apagado Apagado Apagado Apagado Encendido Apagado 3 Apagado Apagado Apagado Apagado Encendido Encendido ... ... ... ... ... ... ... 62 Encendido Encendido Encendido Encendido Encendido Apagado 63 Encendido Encendido Encendido Encendido Encendido Encendido Tasa de baudios La tasa de baudios es ajustada con los conmutadores de configuración 1 y 2: Tasa de baudios Conmutador 1 Conmutador 2 125 k Apagado Apagado 250 k Apagado Encendido 500 k Encendido Apagado Reservado Encendido Encendido
5.4.3.6 Fichero de configuración EDS Los ajustes del módulo pueden ser modificados con un fichero EDS. Sin embargo, existe la posibilidad de que sea necesaria una configuración por parte del maestro del bus.
Cómo seguir con la instalación > Véase capítulo 10

Puesta en servicio
Conexión del bus de campo y configuración
099-008225-EW504 09.12.2015
19
5.4.4 Profibus 5.4.4.1 Especificación del módulo
El módulo Profibus soporta el tráfico de datos cíclico de acuerdo con la especificación PROFIBUS DP EN 50 170 (DIN 19245).
5.4.4.2 Módulo, posición de los elementos indicativos y de operación El módulo Profibus dispone de una serie de elementos de operación, que se encuentran en el lado de la placa:
Figura 5-10
N.º de elemento Significado 1 Interface Profibus 2 Conmutador de programación 3 Conmutador de direccionamiento 4 Indicadores de estado
5.4.4.3 Significado de los LEDs El módulo está provisto con un bloque de cuatro LEDs que señalizan el estado del módulo en operación: LED Estado Significado 1 - - 2 Encendido – Verde El módulo está conectado con el Profibus, la comunicación es
posible Apagado El módulo no está interconectado 3 Encendido – Rojo El módulo no está conectado con el Profibus, no es posible la
comunicación Apagado El módulo no está conectado 4 Destello, 1 Hz Error en configuración (1) Destello, 2 Hz Error de parámetros de datos (1) Destello, 4 Hz Error al inicializar la comunicación del Profibus Apagado El diagnóstico no está activo
(1) La longitud de datos predefinida no coincide con la configuración de red

Puesta en servicio Conexión del bus de campo y configuración
20 099-008225-EW504 09.12.2015
5.4.4.4 Conexión del módulo Profibus La conexión del bus de campo se realiza con un conector SUB-D de 9 contactos (zócalo), como sigue: Contacto Señal Función 3 Señal B Señal de comunicación positiva según RS485 4 RTS Señal de requerimiento de envío 5 GND Masa de referencia aislada del bus de campo 6 +5 V Tensión de referencia aislada del bus de campo 8 Señal A Señal de comunicación negativa según RS485
Figura 5-11
5.4.4.5 Ajuste de la dirección del participante Antes de la puesta en marcha se debe asignar al módulo una dirección particular y única en la red. Para ello dispone de dos selectores con un rango de 1 a 99. Con el selector derecho se elige la primera cifra del ajuste de dirección y con el izquierdo la décima posición. El ajuste se realiza en formato decimal: Ejemplo: dirección 42 = conmutador izquierdo en posición 4 (x10) + conmutador derecho en posición 2 (x1)
Figura 5-12
Los ajustes para la dirección de red deben ser configurados antes de la puesta en servicio del módulo. Una modificación posterior al ajuste sólo se acepta después de activar la tensión y volver a encender el módulo.

Puesta en servicio
Conexión del bus de campo y configuración
099-008225-EW504 09.12.2015
21
5.4.4.6 Tasa de baudios El módulo está equipado con una identificación automática de la tasa de baudios y por lo tanto no necesita ajuste adicional alguno. Se permiten las siguientes tasas de baudios: 9,6kbit/s, 19,2kbit/s, 93,75kbit/s, 187,5kbit/s, 500kbit/s, 1,5Mbit/s, 3Mbit/s, 6Mbit/s, 12Mbit/s
5.4.4.7 Terminación de red La red Profibus debe ser terminada para evitar la reflexión de señales sobre el medio del bus en los extremos de la línea. Para esto el módulo dispone de un conmutador de configuración correspondiente: Posición del conmutador
Ajuste
On La terminación del bus es activada Debe estar activada si el participante esta en la primera o en la última posición y no se utiliza una terminación externa.
Off La terminación del bus es desactivada
Al utilizar una terminación externa (por ejemplo, soportada por varios conectores) el conmutador debe estar en "Off".
5.4.4.8 Fichero GSD La configuración del participante se realiza con un fichero GSD provisto.
Cómo seguir con la instalación > Véase capítulo 10

Puesta en servicio Conexión del bus de campo y configuración
22 099-008225-EW504 09.12.2015
5.4.5 Profinet 5.4.5.1 Especificación del módulo
El módulo Profinet da soporte al tráfico de datos cíclico como Profinet IO Device de las clases de conformidad B y C con las clases 1, 2 y 3 de comunicación en tiempo real.
5.4.5.2 Módulo, posición de los elementos indicadores El módulo Profinet dispone de una serie de elementos indicadores dispuestos en el lateral frontal de la placa:
Figura 5-13
Elemento Descripción 1 Conexión Ethernet 1 2 Conexión Ethernet 2 3 Indicadores de estado

Puesta en servicio
Conexión del bus de campo y configuración
099-008225-EW504 09.12.2015
23
5.4.5.3 Significado de los LEDs
Figura 5-14
El módulo está provisto de un bloque de cuatro LED que señalizan el estado del módulo en funcionamiento: Elemento Indicación Estado Significado 1 Conexión o
actividad (1) Verde Conexión establecida en punto 1
Verde intermitente Recibiendo o enviando datos en punto 1 Apagado Sin conexión en punto 1 2 Estado de
comunicación Verde Online, Run
Conexión establecida con controlador IO El controlador IO se encuentra en modo Run
Verde, parpadea una vez Online, Stop Conexión establecida con controlador IO El controlador IO se encuentra en modo Stop
Apagado Offline Sin conexión con controlador IO
3 Estado del módulo
Verde Inicializado, ningún error
Verde, parpadea una vez Los datos de diagnóstico pueden leerse Verde, parpadea dos veces Empleado por las herramientas de ajuste
para identificar el módulo Rojo, parpadea una vez Error de configuración
Demasiados módulos El tamaño IO del controlador IO es demasiado grande
Rojo, parpadea tres veces Sin nombre de estación o sin dirección IP asignada
Rojo, parpadea cuatro veces Error interno Apagado Sin tensión en el módulo o sin configurar 4 Conexión o
actividad (2) Verde Conexión establecida en punto 2
Verde intermitente Recibiendo o enviando datos en punto 2 Apagado Sin conexión en punto 2
5.4.5.4 Conexión del módulo Profinet El módulo se conecta con una clavija RJ-45 estándar. El módulo dispone de un switch doble con conexiones equivalentes, es decir, la conexión puede efectuarse tanto en el puerto 1 como en el puerto 2. De este modo, es posible crear estructuras lineales.
5.4.5.5 Ajuste de la dirección del participante Antes de la puesta en marcha se debe asignar al módulo una dirección particular y única en la red. En Profinet, la dirección modular se configura con el así llamado «bautizo», otorgando al mismo tiempo un nombre de estación. Esto se produce mediante un sistema de ingeniería de Profinet.
5.4.5.6 Archivo GSDXML El participante se describe en un archivo GSDXML.

Puesta en servicio Conexión del bus de campo y configuración
24 099-008225-EW504 09.12.2015
5.4.6 EthernetIP 5.4.6.1 Especificación del módulo
El módulo EthernetIP da soporte no solo al tráfico de datos cíclico como adaptador de comunicación, sino también al Common Industrial Protocol (CIP).
5.4.6.2 Módulo, posición de los elementos indicadores El módulo EthernetIP dispone de una serie de elementos indicadores dispuestos en el lateral frontal de la placa:
Figura 5-15
Elemento Descripción 1 Conexión Ethernet 1 2 Conexión Ethernet 2 3 Conmutador de direccionamiento 4 Indicadores de estado

Puesta en servicio
Conexión del bus de campo y configuración
099-008225-EW504 09.12.2015
25
5.4.6.3 Significado de los LEDs
Figura 5-16
El módulo está provisto de un bloque de cuatro LED que señalizan el estado del módulo en funcionamiento: Elemento Indicación Estado Significado 1 Conexión o
actividad (1) Verde Conexión establecida en punto 1
Verde intermitente Recibiendo o enviando datos en punto 1 con 100 Mbits
Amarillo Recibiendo o enviando datos en punto 1 con 10 Mbits
Apagado Sin conexión en punto 1 2 Estado del
módulo Apagado Sin tensión en el módulo o sin configurar
Verde Controlado por un controlador en modo RUN
Verde intermitente Módulo sin configurar o controlador en modo IDLE
Rojo intermitente Se ha producido un error reparable Rojo Se ha producido un error irreparable 3 Estado de red Apagado Sin fuente de corriente de soldadura o sin
dirección IP asignada Verde Online, se han establecido una o varias
conexiones Verde intermitente Online, no se ha establecido ninguna
conexión Rojo Doble dirección IP Rojo intermitente Han expirado una o varias conexiones 4 Conexión o
actividad (2) Verde Conexión establecida en punto 2
Verde intermitente Recibiendo o enviando datos en punto 2 con 100 Mbits
Amarillo Recibiendo o enviando datos en punto 2 con 10 Mbits
Apagado Sin conexión en punto 2
5.4.6.4 Conexión del módulo EthernetIP El módulo se conecta con una clavija RJ-45 estándar. El módulo dispone de un switch doble con conexiones equivalentes, es decir, la conexión puede efectuarse tanto en el puerto 1 como en el puerto 2. De este modo, es posible crear estructuras lineales.

Puesta en servicio Conexión del bus de campo y configuración
26 099-008225-EW504 09.12.2015
5.4.6.5 Ajuste de la dirección del participante
Utilización del conmutador de direccionamiento
Figura 5-17
La dirección IP puede ajustarse con el conmutador de direccionamiento del módulo. Si se utiliza este direccionamiento, el rango de direcciones se limita a la red 192.168.0.X. X corresponde al valor que puede codificar el conmutador de direccionamiento.
Los ocho conmutadores individuales definen en el BCD Code los respectivos valores de la última dirección, comenzando con el conmutador número 8. Los valores son 1, 2, 4, 8, 16, etc. El último bloque de direcciones de la dirección IP se deduce por tanto a partir de la suma de los valores de los conmutadores conectados. En el ejemplo que se muestra, la dirección 192.168.0.213 está deshabitada: 128 + 64 + 16 + 4 + 1. Las modificaciones del conmutador de direccionamiento no serán efectivas hasta la siguiente conexión de BUSINT X11.
La dirección IP se obtiene de la configuración del conmutador en cuanto se acciona uno de los conmutadores. Si la concesión de la dirección se produce de otro modo, deberán desconectarse todos los conmutadores.

Puesta en servicio
Conexión del bus de campo y configuración
099-008225-EW504 09.12.2015
27
Utilización de la herramienta IPconfig
El programa IPconfig busca en la red interfaces BUSINT X11 sin necesidad de haber configurado previamente en el módulo una dirección de red. Se listan todas las interfaces detectadas. Para simplificar la búsqueda, el módulo aparece con EWM BUSINT X11. El módulo que debe configurarse se selecciona haciendo doble clic.
Figura 5-18

Puesta en servicio Conexión del bus de campo y configuración
28 099-008225-EW504 09.12.2015
En la pantalla de direcciones pueden realizarse ahora los ajustes necesarios. Esta función también puede activarse si debe utilizarse un servidor DHCP. El campo «Change password» activa la función de contraseña. Si se utiliza, el acceso por IPconfig queda garantizado con una contraseña. Las entradas realizadas se aplican con el pulsador «Set».
Figura 5-19
En la pantalla de vista general debería verse ahora el módulo con los datos de la dirección modificados. El módulo se ha configurado.
Figura 5-20

Puesta en servicio
Conexión del bus de campo y configuración
099-008225-EW504 09.12.2015
29
5.4.7 EtherCAT 5.4.7.1 Especificación del módulo
La interface EtherCAT es compatible con la especificación DS301 v4.02 y utiliza como interface de aplicación el estándar CANopen over Ethernet. El intercambio de datos se produce mediante un objeto de datos de proceso. La interface dispone de dos conexiones RJ-45 para el soporte directo de topologías de líneas. Por ello, la integración de sistemas no necesita ningún Switch Ethernet adicional.
5.4.7.2 Módulo, posición de los elementos indicativos y de operación
Figura 5-21
N.º de elemento Significado 1 Puerto Ethernet 1 (entrada) 2 Puerto Ethernet 2 (salida) 3 Indicadores de estado
5.4.7.3 Significado de los LEDs
Figura 5-22
El módulo está provisto de un bloque de cuatro LED que señalizan el estado del módulo en funcionamiento: LED Estado Significado Link/Activity1 Apagado Sin conexión en punto 1 Verde Conexión en punto 1 Verde intermitente Intercambio de datos en punto 1 RUN Apagado El aparato se encuentra en estado de inicialización Verde intermitente El aparato se encuentra en estado PRE-
OPERATIONAL Verde intermitente,
simple El aparato se encuentra en estado SAFE-OPERATIONAL
Verde El aparato se encuentra en estado OPERATIONAL ERR Apagado La comunicación EtherCAT funciona sin errores Rojo intermitente Error de configuración general Rojo intermitente, EtherCAT esclavo ha modificado el estado de forma

Puesta en servicio Conexión del bus de campo y configuración
30 099-008225-EW504 09.12.2015
simple autónoma Rojo, intermitente
doble Fallo de control de tiempo del administrador de sincronización
Rojo Fallo de control de tiempo de la aplicación Link/Activity2 Apagado Sin conexión en punto 2 Verde Conexión en punto 2 Verde intermitente Intercambio de datos en punto 2
5.4.7.4 Conexión del módulo EtherCAT El bus de campo se conecta con una clavija RJ-45.
5.4.7.5 Archivo de configuración ESI Todos los ajustes del módulo se realizan de forma automática mediante el maestro EtherCAT. Para ello debe instalarse un archivo de configuración en el programa de ingeniería.

Puesta en servicio
Selección del perfil de datos
099-008225-EW504 09.12.2015
31
5.5 Selección del perfil de datos La selección de los perfiles debe ser efectuada antes de encender la fuente de energía. Si la interfaz es alimentada con el suministro de energía externo, este tiene que ser de-energizado para cambiar el perfil adicionalmente apagando la fuente de alimentación para soldadura. Para la operación del BUSINTX11 se dispone de diferentes perfiles de control para conexión a diversos controladores, dependiendo del tipo de bus de campo, sistema de soldadura y estado de desarrollo. Estos son seleccionados con un conmutador de selección S1 con 16 posiciones.
5.6 Encendido del BUSINTX11 La interface cambia al estado listo para operar encendiendo bien la fuente de corriente conectada, bien la fuente de corriente externa (si está disponible). Para ello, el módulo pasa por una serie de pasos de autodiagnóstico y prueba la disponibilidad de cada uno de los componentes. La duración de la fase de inicialización depende del tipo de bus de campo. Para ver este estado, los LED 7-10 forman una luz en movimiento de izquierda a derecha. Cuando finaliza la inicialización, los LED 7-10 se apagan. Si se detecta un error, se indica con una combinación de señales intermitentes de los LED 7 y 8. En consecuencia, el módulo no está listo para operar o está limitado. La indicación del error se inicia con un código intermitente con señales del LED 7 de 1 s de duración. La cantidad de las siguientes señales intermitentes (aprox. 2 Hz) del LED 8 representa el código de error: Cantidad de códigos intermitentes del LED 7 (tipo de error)
Cantidad de códigos intermitentes del LED 8 (error)
Significado
1 1 Error durante la comprobación de la configuración del módulo 1 2 Solo para uso interno 1 3 Error en la inicialización de la memoria operativa 2 1 El módulo del bus de campo falta o está defectuoso 2 2 Error en la inicialización del módulo 2 3 El módulo no es compatible con el estado actual del software 2 4 No se utiliza el perfil ajustado, se aplica el perfil estándar, la
interface está lista para operar pese a la indicación de error 3 1 Tipo de fuente de alimentación no compatible; se ha intentado
operar una fuente de alimentación Tetrix con una BUSINT X11 Phoenix o viceversa
El código de error se repite de forma cíclica, de forma que la secuencia empieza de nuevo con el LED 7. Si el diagnóstico finaliza correctamente, los LED 7 y 8 no emitirán ningún código intermitente. Si se enciende la fuente de alimentación, los LED 11 y 12 deberían empezar a parpadear con alta frecuencia poco tiempo después. Ahora, el módulo está listo para configurarse con el bus de campo.
5.7 Conmutador del bus de campo Se realiza de acuerdo con las normas respectivas con parámetros específicos que son transferidos en toda la regla sobre el maestro del bus al módulo de bus de campo, o son coordinados. Adicionalmente, por favor lea también las respectivas instrucciones para operación del maestro del bus de campo.

Servicio operativo Preseleccionar un trabajo
32 099-008225-EW504 09.12.2015
6 Servicio operativo 6.1 Preseleccionar un trabajo
El PHOENIX dispone de abundantes parámetros configurables, que son administrados con los así llamados trabajos. La función de soldadura respectiva es definida con un trabajo. En total son configurables 255 trabajos (1 hasta 255). La preselección del trabajo solamente puede ser realizada desde el autómata si el bit "Preselección de trabajo autómata” fue puesto en uno (es establecido automáticamente en algunos perfiles de control y no aparece en el perfil de control). Solamente a continuación se puede describir un trabajo válido. Si la preselección de trabajo este es desactivada, entonces un trabajo puede ser preasignado desde la unidad operativa M31x del PHOENIX. La preselección de trabajo sólo puede ser revisada durante la detención del sistema (sin operaciones de soldadura). Si, sin embargo, el SPC está ocupado con otro número de trabajo en el momento de correr, entonces el número de trabajo establecido será almacenado temporalmente en el módulo y la conmutación se efectuará al terminar el proceso de soldadura. No se realiza una conmutación, si una conmutación ya realizada es vuelta a tomar durante el proceso de soldadura.
6.2 Operación por programa En la fuente de alimentación se pueden preseleccionar hasta 16 programas. Con cada programa debe vincularse directamente una asignación a algunos valores prefijados «analógicos» guardados en el JOB configurado en cada fuente de alimentación. Los número de programa 1-15 son para valores preprogramados. El programa 0 es un caso especial y está diseñado para la así llamada operación con señal de control. Para ello, los valores «analógicos» se especifican directamente mediante señales de entrada separadas. Si durante el funcionamiento normal del programa (1-15), estos bytes están ocupados con otros valores, los nuevos parámetros se transferirán temporalmente al módulo y se aplicarán en la fuente de alimentación en caso de conmutación al programa 0. El programa solo puede seleccionarse si el bit «Preselección de programa autómata» está activado (lo está automáticamente en algunos perfiles de control y no aparece en el perfil de control).
6.3 Operación con trabajo Como modo de funcionamiento adicional se dispone del funcionamiento de JOB. En caso de funcionamiento de señal de control o de programa, los ajustes del tipo de soldadura y de modo de funcionamiento se efectúan con señales de control individuales. En el funcionamiento de JOB, estos ajustes se almacenan en la fuente de alimentación con los números de programa y pueden preseleccionarse directamente con ellos. Además, a cada programa se asigna superPuls. El funcionamiento de JOB se establece con la señal apropiada y alternativamente puede predeterminarse en forma fija con el puente JP4. El funcionamiento de JOB solo puede conmutarse con el sistema detenido.
La operación con trabajo también se puede activar mediante el puente JP4 si la señal no aparece en el perfil de datos.

Servicio operativo
Operación con trabajo
099-008225-EW504 09.12.2015
33
6.3.1 Funcionamiento de señal de control avanzado El funcionamiento de señal de control avanzado se activa automáticamente en cuanto el estado de software 0.6.0.0 o superior está disponible en la fuente de alimentación La función manual de control de gas permite corrientes posteriores y anteriores de gas propias. Gracias a una función de protección, se garantizan los siguientes aspectos con respecto al gas: • Si al iniciar el proceso no se ha activado ningún gas, esto se conecta automáticamente. • Durante un proceso en curso, no se puede desactivar el gas. Si tuviera que hacerlo, el gas se elimina
automáticamente al desconectar el proceso. Esto supone una duración de corrientes posteriores de gas 0.

Servicio operativo Clases de soldadura
34 099-008225-EW504 09.12.2015
6.3.2 Modos de operación Se dispone de 2 modos de operación diferentes. Para entender los modos de operación es necesaria la definición de la secuencia del programa. La secuencia del programa describe un conjunto de pasos del programa de soldadura, que son realizados en forma sucesiva empezando con el inicio y cerrados con el final del proceso de soldadura. Señal Start/Stop Señal = 1 causa el arranque del sistema, 0 lleva a la terminación del proceso de soldadura. Para esto el proceso exterminado en forma inmediata (2 tiempos) dependiendo del modo de operación seleccionado por solamente después de procesar un programa de terminación (2 tiempos especial). Corrientes anteriores /posteriores de gas Apagado / encendido definidos del suministro de gas del proceso al principio y luego del proceso de soldadura. Inicio de programa Programa especial, se activa para el modo de operación apropiado (2 tiempos especial) luego de la secuencia de Corrientes anteriores y gas y la fase de ignición. A este programa pueden ser asignados, en cada caso su propia velocidad de alimentación de alambre, una corrección de tensión, así como un valor dinámico. Programa de soldadura P2.x El programa principal de soldadura continúa en operación después del cierre del programa de inicio/la fase de ignición (dependiendo del modo de operación) Programa de reducción P3 Éste programa es utilizado en el modo de soldadura "Superpulsos" para el PHOENIX y para el "Pulsos térmicos" en el caso del TETRIX. Para este propósito es activado en cambio alternando con el programa principal de soldadura ya activo y una frecuencia ajustable. Esto permite una comprobación especial del proceso mediante una reducción de la energía para el período durante el cual corre el programa de reducción. Programa final Programa especial el cual inicia el cierre del proceso de soldadura después del programa principal de soldadura. Se activa después el transcurso del período de rampa del programa final. (Sólo para el modo de operación 2 tiempos especial). Quemado posterior del alambre Quemado posterior definido del alambre de soldadura hacia el final del proceso de soldadura (puede ser especificado dentro de un trabajo). Es relevante solamente para procesos MIG/MAG. Señal I > 0 Señal de retroalimentación para señalización de "fluye la corriente” y la fase de quemado estable, subsiguiente. Generalmente sirve para disparar el dispositivo de desplazamiento.
6.3.2.1 Modo de 2 tiempos Con la creación de la señal de arranque se inician los preflujos de gas. El programa de ignición es activado en la secuencia. En caso de ignición exitosa la fuente de potencia se encuentra en el programa principal de soldadura P2.x (según la configuración en el programa, la señal I>0 es establecida. Si se produce una parada (Stop), entonces son activados sucesivamente el quemado posterior el alambre y los flujos posteriores de gas y termina el proceso de soldadura, I>0 es restablecida, en cuanto el arco se apaga.
6.3.2.2 2 tiempos especial Con la creación de la señal de arranque se inician los pre-flujos de gas. El programa de ignición es activado en la secuencia. En caso de ignición exitosa la fuente de potencia se encuentra en el programa de arranque, la señal I>0 es establecida. Éste corre con el período descrito en el trabajo y activa el programa principal de soldadura P2.x (de acuerdo con la configuración en el programa). Si se produce una parada (Stop), entonces es activado primero el programa final, a continuación se realiza el quemado posterior del alambre y los flujos posteriores de gas, termina el proceso de soldadura, I>0 es restablecida, tan pronto como el arco se apaga. Las transiciones de el programa de arranque al programa principal y del programa principal al programa final son controladas con rampas, para las cuales la potencia lleva de un programa a otro. Los modos de operación pueden conmutarse también en el funcionamiento de soldadura. De este modo, el funcionamiento especial de dos tiempos puede ajustarse con flexibilidad.

Servicio operativo
Clases de soldadura
099-008225-EW504 09.12.2015
35
6.3.2.3 Puntos El desarrollo tiene lugar como especial de dos tiempos, salvo que la duración del proceso se define por el tiempo ajustado del proceso principal (t2). A continuación, el proceso finaliza automáticamente.
6.4 Clases de soldadura En la operación de soldadura se diferencia entre diversos modos (dependiendo del sistema de soldadura). La clase de soldadura puede ser cambiada tanto durante la detención del sistema como también en operación. Para el caso de operación con trabajos la información respectiva para la clase de soldadura es tomada del programa activo de los trabajos actuales.
6.5 Función de supervisión BUSINT X11 puede supervisar permanentemente el proceso de soldadura mediante una función especial de monitorización. Además, se dispone de diferentes señales según los modos de operación del módulo. Activación de la función de monitorización Activar la función del monitorización. Parámetros Por el momento, para la función de monitorización se han diseñado 4 parámetros de soldadura para la supervisión: • Tensión de soldadura • Corriente de soldadura • Velocidad del hilo (en la actualidad, solo para sistemas MIG/MAG) • Corriente del rotor máxima del sistema de arrastre de hilo En cada caso, se puede prescribir un tiempo de respuesta distinto para dos parámetros. A cada parámetro de supervisión se le asigna un valor de tolerancia propio.
6.5.1 Función de monitor Mediante el respectivo modo de operación de la fuente de alimentación se establecen para el proceso valores teóricos distintos para la tensión de soldadura, la corriente de soldadura y el valor de alimentación de hilo. Cada parámetro de tolerancia indica para ese propósito un campo de tolerancia, en el cual puede moverse el valor del proceso que debe supervisarse. La corriente del motor se trata como un valor máximo, por lo tanto se comprueba solo que se rebase ese valor. Si un parámetro se sale de su banda de tolerancia asignada durante el tiempo de respuesta definido, se genera un mensaje de alarmas en el sistema. Este mensaje es pasivo y no afecta al proceso de soldadura. La decisión sobre la continuación/cancelación del proceso de soldadura incumbe al control superior. El mensaje de alarma de cada parámetro se suprime tan pronto como el valor real regresa a la banda de tolerancia. Los distintos canales de supervisión pueden desconectarse directamente con valor 0 con la parametrización de los valores de tolerancia.

Servicio operativo Función de supervisión
36 099-008225-EW504 09.12.2015
6.5.2 Posibilidades de indicación Un mensaje de alarma es generado de dos maneras diferentes: • Emisión sobre la salida conjunta de mensajes (relé) en el módulo > Véase capítulo 6.5 • Emisión de los canales individuales sobre los datos del bus de campo con la siguiente asignación: No. de bit Parámetro 0 Tensión de soldadura 1 Corriente de soldadura 2 Velocidad de avance del alambre 3 Exceso en la corriente del motor La idea de relé es activado inmediatamente, tan pronto como el parámetro supervisado sale de su banda de tolerancia. El relé está provisto de un retardo para la reposición; este es activado solamente después de 0,5 seg. de no haberse producido más errores.
6.5.3 Parámetros de monitorización Las siguientes especificaciones de señal pueden ser definidas dentro de un trabajo: Parámetro Especificación de rango Tolerancia de la tensión Especificación en el rango de 0% hasta 50% del valor
deseado Tolerancia de corriente Especificación en el rango de 0% hasta 50% del valor
deseado Tolerancia de AA Especificación en el rango de 0 % hasta 50 % del valor
deseado Corriente máxima del motor Especificación en el rango de 0 hasta 5,0 A A los parámetros tolerancia devuelta/tolerancia de corriente y tolerancia de DV / corriente máxima del motor está vinculado en cada caso un tiempo de respuesta común, el cuerpo de ser ajustado en el rango de 10 mseg. a 20 seg. en pasos de 10 mseg.

Servicio operativo
Función de supervisión
099-008225-EW504 09.12.2015
37
6.5.4 Particularidades de la supervisión Duración La supervisión de parámetros se realiza sólo en los estados casi estáticos (programa principal de soldadura y programa de soldadura de reducción), de ese modo se indican los mensajes de error a causa de modificaciones dinámicas, como es el caso de las transiciones de rampas. Reducción de averías Un manejo de histéresis en los límites de supervisión impide una "oscilación" del emisor de mensajes en los bordes de las bandas de tolerancia. Parámetro Las configuraciones para la función de supervisión son almacenadas por trabajo y son insertadas en la secuencia del programa, como sigue:
Figura 6-1
Notas para utilización Con base en las condiciones de procesos agitados se requiere una inspección especial en el caso de la supervisión. De ese modo se puede mejorar la fiabilidad de la supervisión mediante una parametrización correspondiente del tiempo de respuesta o la ampliación de los valores de tolerancia para un canal en particular. De ser necesario se debería considerar la desactivación de un canal de proceso particular o la desactivación temporal de la función de supervisión durante el proceso de soldadura. En caso de utilización del modo de soldadura Superpulsos se debe parametrizar la supervisión en forma muy tolerante, ya que el comportamiento del sistema puede ser muy dinámico dependiendo de los parámetros en este modo de operación y en ése caso un tiempo de respuesta corto dará resultados insatisfactorios. Los valores nominales de proceso son siempre indicados por el sistema. En el caso de valores de tolerancia muy pequeños puede ocurrir, de vez en cuando, que el valor de tolerancia de cálculo se ponga por debajo de la resolución del parámetro respectivo. En tal caso las tolerancia resultante está limitada a un valor mínimo.

Servicio operativo Otras señales
38 099-008225-EW504 09.12.2015
6.6 Otras señales 6.6.1 Preselección de trabajos
Posibilita la especificación de rutinas de soldadura (trabajos) desde el autómata. El caso de señal inactiva la configuración del trabajo debe ser realizada con otro controlador (por ejemplo, M31x). Con señal activa se asume la configuración de "trabajo" (la señal es activada automáticamente en algunos perfiles de control y no es visible en el perfil).
6.6.2 Preselección de programa Posibilita la especificación de etapas de potencia definidas desde el autómata. Si la señal está activa, entonces es preseleccionada una etapa de potencia de acuerdo con la especificación de "programa" (para las particularidades con el programa 0 > Véase capítulo 6.2). Con señal inactiva se determina el programa 1 de forma fija desde el controlador (la señal es activada automáticamente en algunos perfiles de control y no es visible en el perfil).
6.6.3 Reconocimiento de errores Con esta señal se reinicia un error activo. El flanco de la señal debe ser el correspondiente para un correcto funcionamiento. No todos los errores deben ser reconocidos, algunos eventos se reestablecen independientemente > Véase capítulo 12.
6.6.4 Test de gas1 Permite activar o desactivar manualmente el gas de protección. La señal solo puede darse con el sistema detenido (excepción: funcionamiento de señal de control avanzado). La señal puede utilizarse para ampliar o controlar manualmente la duración de las corrientes anteriores de gas ya programadas en el JOB.
6.6.5 Enhebrado del alambre Activa manualmente la alimentación principal del alambre para enhebrar el alambre de soldadura en el paquete de mangueras/soplete. La señal sólo puede ser dada en estado de detención del sistema. Antes de la activación se debe suprimir una señal "desenhebrado del alambre" posiblemente presente.
6.6.6 Desenhebrado del alambre Posibilita el retroceso del alambre, sólo puede modificarse en caso de detención del sistema. Antes de la activación se debe suprimir el "Enhebrado del alambre".
6.6.7 Búsqueda de posición Ésta señal es utilizada en conexión con una detección de coalición suave del soplete de soldadura (tubo del soplete) con la pieza de trabajo. La activación de la señal identifica un contacto con la pieza de trabajo. El reconocimiento trabaja solamente en estado de no soldadura > Véase capítulo 6.6.7.
6.6.8 Soplar soplete Habilita la activación/desactivación manual de un gas secundario (usualmente aire comprimido utilizado para soplar la antorcha). La señal solo puede darse con el sistema detenido.
6.6.9 Robot listo Señal de disponibilidad para indicación del dispositivo de desplazamiento a la fuente de potencia de soldadura. La señal debe ser establecida antes del inicio de la soldadura > Véase capítulo 6.13.

Servicio operativo
Reconocimiento de los parámetros del proceso
099-008225-EW504 09.12.2015
39
6.6.10 Simulación de soldadura Activa la simulación de las señales de estados del proceso de soldadura para programaciones/pruebas reales desde controles autómatas, sin un proceso de soldadura activo, con completo intercambio de señales > Véase capítulo 6.6.10.
6.6.11 Operación con trabajo En este modo la información para la clase de operación y la clase de soldadura no se recibe de las señales de control individuales, sino del respectivo programa de soldadura controlado.
6.6.12 Salidas definidas por usuario K1-K4 Con estas señales pueden activarse en el módulo las salidas de relé definidas por el usuario K1-K4, siempre y cuando no se hayan asignado previamente para tareas específicas de control.
6.6.13 Cambio AA Con esta señal se puede conmutar 2 accionamientos de alimentación de alambre en el estado de apagado de la planta. Por norma esta activa después de encender la maleta número 1 (véase también las restricciones para operación de la opción "Cambio de AA").
6.6.14 Funcionamiento TANDEM Esta función se puede obtener opcionalmente como software y en sistemas Phoenix permite controlar una fuente de alimentación (para instalaciones TANDEM se necesitan dos BUSINT X11). Mediante la señal de entrada se determina qué fuente de alimentación es la fuente de alimentación subordinada en el conjunto TANDEM. En caso de falta de control, la fuente de alimentación se configura como maestra.
6.6.15 Modo de enhebrado Ajusta en el sistema el tipo de enhebrado. Si la señal está activa, durante el enhebrado se utilizará el valor teórico de velocidad del hilo indicado en la interface para el enhebrado y el desenhebrado. Si no se ha indicado ningún valor teórico, se utilizará el valor teórico mínimo del JOB con validez en el sistema. Si la señal no está activa, el enhebrado se realizará con la rampa estándar.
El modo de enhebrado debe recibir el soporte del software de operación del maletín del alimentador de hilo.
6.6.16 superPuls Conecta el tipo de soldadura superPuls . superPuls solo puede conectarse o desconectarse en modo de no soldadura. En el funcionamiento de JOB avanzado y activado en el puente JP4, esta señal está bloqueada.
6.6.17 Liftarc Esta señal conecta la ignición en el modo de autómatas Liftarc. La parametrización de la ignición se efectúa con un control adecuado o con el software PC300.NET.
6.6.18 Punteo encendido Activa el modo de punteo con independencia del modo de funcionamiento seleccionado. Se trata de un desarrollo especial de dos tiempos que se produce automáticamente.
6.7 Reconocimiento de los parámetros del proceso Durante la operación una serie de parámetros serán transferidos al controlador superior sobre el bus de campo. Una parte de estos parámetros está disponible sobre el módulo como señal visual de diodos emisores de luz > Véase capítulo 5.4.1.3.
6.7.1 I > 0 (señal de flujo de corriente) Sirve para el reconocimiento del proceso de soldadura en el PLC. La señal es establecida normalmente por el proceso después de la ignición del arco y suprimida después del apagado del arco. A fin de mejorar la determinación de la señal para el controlador superior, la señal es almacenada por un cierto tiempo en caso de supresión durante la soldadura > Véase capítulo 6.8. La señal puede ser reposicionada por una avería durante el proceso de soldadura.
6.7.2 Entradas definidas por el usuario Existen cuatro entradas adicionales con lógica de 24 V que el usuario puede utilizar libremente. Las señales se filtran con una constante de tiempo de aproximadamente 50 ms. Las señales también se reprocesan en caso de fuente de corriente externa del módulo si la máquina de soldadura se ha desconectado.

Servicio operativo Reconocimiento de los parámetros del proceso
40 099-008225-EW504 09.12.2015
Las señales están a libre disposición, siempre que no se hayan asignado previamente por tareas específicas de control. Las entradas no están aisladas galvánicamente.
6.7.3 Proceso activo Para señalizar el final del proceso de soldadura por parte del controlador superior esta señal es reposicionada en operación de reposo del sistema. Durante el proceso de soldadura esta señal está puesta a 1.
6.7.4 Señal de corriente principal Es aplicado particularmente en el modo de operación de 2 tiempos especial al final del programa de arranque o para disparar el inicio del programa final.
6.7.5 Protección anticolisión Señala el estado de una protección anticolisión adjunta al módulo. La señal es implementada con protección de ruptura del hilo, también está activa en caso de sensor no conectado. Esto debe ser considerado para la concepción del sistema y la programación del autómata. La señal es manejada con la mayor prioridad afín de garantizar un rápido procesamiento, y también es reprocesada en caso de un suministro de potencia externo si el aparato de soldadura estuviera apagado.

Servicio operativo
Reconocimiento de los parámetros del proceso
099-008225-EW504 09.12.2015
41
6.7.6 Listo para soldar El sistema está listo para soldar y acepta una señal de inicio del PLC. En caso de error, la señal se restablece. En caso de cambio de un JOB, la señal se restablece durante aproximadamente 200 ms.
6.7.7 Llama firme El alambre está en contacto con la pieza de trabajo o está aferrado a la misma. Casi no fluye corriente sobre la pieza de trabajo. La detección es realizada al final del proceso de soldadura > Véase capítulo 6.9.
6.7.8 Número de error Indica un error del sistema junto con la señal de estado «error de conjunto» > Véase capítulo 11. Los errores de sistema deben reconocerse antes de volver a arrancar. En los fallos de funcionamiento ampliados se señalizan todos los fallos de forma sucesiva durante 1 s cada uno. Cuando finaliza una sucesión de errores, comienza de nuevo la señalización con el número de error inferior. Algunos errores del sistema no pueden reconocerse debido a su gravedad.
6.7.9 Número de aviso Señaliza avisos del sistema que no necesariamente llevan a cancelar el proceso. Si se emiten varios avisos, se producirá una secuencia temporal como la de los números de errores.
6.7.10 Valor real tensión de soldadura Transferencia de la tensión real de soldadura del proceso. El valor es actualizado cada 30 mseg.
6.7.11 Valor real corriente de soldadura Transferencia de la corriente real de soldadura en el proceso, el valor es actualizado cada 30 mseg. Para el caso de aplicación de la configuración con registro rápido de valores reales los valores de tensión y de corriente para la configuración correspondiente del bus de campo son actualizados máximo cada 5 mseg. Esto debe ser tomado en cuenta para la concepción del respectivo sistema del bus que campo y los ciclos de transferencia.
6.7.12 Valor actual de velocidad de alimentación de alambre Transferencia de la velocidad del alambre del proceso. El valor es actualizado cada 30 mseg.
6.7.13 Valor real de la corriente del motor Transferencia de la corriente actual del motor del sistema de transporte del alambre. El valor es actualizado cada 30 mseg.
6.7.14 Supervisión de parámetros Indicación del estado del parámetro a supervisar. Las señales son puestas generalmente a 0 si la supervisión está inactiva o si el respectivo parámetro se mueve dentro de la banda de tolerancia > Véase capítulo 6.5.
6.7.15 Diagrama de señales de proceso A continuación, para una mejor visualización de las señales de proceso, se describe el modo de operación de 2 tiempos especial. En el modo de operación de 2 tiempos faltan el programa de arranque y el de parada correspondiente.

Servicio operativo Reconocimiento de los parámetros del proceso
42 099-008225-EW504 09.12.2015
Figura 6-2
Leyenda Descripción A Señal de inicio
B Corriente principal
C Proceso activo
D Listo para soldar

Servicio operativo
Señales para sintonía con el dispositivo de desplazamiento
099-008225-EW504 09.12.2015
43
6.8 Señales para sintonía con el dispositivo de desplazamiento La práctica muestra que la sincronización de señales entre la fuente de corriente de soldadura y el dispositivo de desplazamiento es de gran importancia. Si se producen averías repentinas por la pérdida de la señal (por ejemplo, corte del arco voltaico) o se interrumpe la señal, el dispositivo de desplazamiento puede, a su vez, sufrir un desajuste. Suele ser difícil volver a llevar el dispositivo de desplazamiento a su posición normal. Por tal motivo, y a fin de lograr una mejor sincronización, se han creado varios parámetros especialmente para la fase de inicio del proceso y para el proceso en marcha.
6.8.1 El tiempo de ignición TZ-Ign Durante la fase de inicio del proceso (en especial en procesos en tándem con más de una fuente de alimentación de soldadura), la detección de una ignición defectuosa es muy importante. Mediante un tiempo de ignición ajustable, se evalúa la fase de ignición. Si después de la ignición se verifica un flujo estable de corriente por más de un tiempo ajustable, la ignición se evalúa como exitosa. En esta fase, se almacena la señal I>0. Pero si mientras dura el error de ignición no se verifica ningún encendido, se informa al control superior acerca de un error de ignición. Se produce una desconexión obligatoria del proceso. Se puede desconectar la supervisión de ignición si coloca TZ-ZUND en el valor 0.
6.8.2 TZ-Set Para determinar la duración de encendido del arco voltaico estable, se ha definido el parámetro TZ-Set. Si el arco voltaico funciona de forma estable durante este período de tiempo, se almacena la señal I>0.
Figura 6-3
Leyenda Descripción A Señal de inicio
B Iniciar internamente
C Transcurso tiempo de ignición
D Aviso de error de ignición
E Desconexión forzada

Servicio operativo Señales para sintonía con el dispositivo de desplazamiento
44 099-008225-EW504 09.12.2015
6.8.3 El tiempo de corte del arco voltaico TZ-ARVO Es conveniente que el proceso de trabajo se desarrolle sin interferencias. Sin embargo, bajo circunstancias adversas, la soldadura puede sufrir perturbaciones que pueden hacer que, mientras dura el proceso, se verifiquen interrupciones de la señal. Dependiendo de la lógica implementada para el control superior, esto conduce a la detención no deseada del dispositivo de desplazamiento. A tal efecto, la interfaz dispone de un dispositivo de detección de corte del arco voltaico controlado por tiempo. No bien se detecta un corte, comienza a correr un lapso de tiempo ajustable durante el cual se almacena la señal I>0 sobre la que se ha informado al control superior. Tras haber transcurrido dicho lapso de tiempo, la señal I>0 se anula, con lo cual se concede al control un tiempo de reacción (por ejemplo, para reiniciar). Después de haber transcurrido un máximo de 5 segundos se procede a una desconexión obligatoria del proceso con un mensaje de error «Corte del arco voltaico». Se puede desconectar la supervisión del corte del arco voltaico si coloca TZ-LIBO en el valor 0. El diagrama ilustra la detección de un corte del arco voltaico.
Figura 6-4
Leyenda Descripción A Fallo corto dentro de la duración de la detección
B Señal de inicio
C Iniciar internamente
D Arranque detección del arco voltaico
E Transcurso tiempo de retención para la señal I>0
F Desconexión obligatoria y aviso de error arco voltaico

Servicio operativo Reconocimiento de llama firme
099-008225-EW504 09.12.2015
45
6.8.4 El tiempo de anulación TZ-Reset La mayoría de los dispositivos de desplazamiento utilizan para optimizar el tiempo de compás la señal I>0 para activar el dispositivo de desplazamiento después del proceso. Esto dificulta a menudo que se reconozca la llama firme de manera eficaz. Mediante el tiempo ajustable TZ-RESET, se puede ajustar después de cuánto tiempo se restablece la señal I>0 después de apagar el proceso.
Si se establecen tanto TZ-SET como TZ-RESET en el valor 0, la señal I>0 del proceso original pasa sin filtrarse al control superior. Esto puede ser positivo cuando el control cuenta con una propia supervisión de señal de procesos.
6.9 Reconocimiento de llama firme Un reconocimiento de llama firme del alambre de soldadura es particularmente importante en procesos automatizados a fin de proteger contra daños la pieza de trabajo y el dispositivo de desplazamiento, incluyendo el equipo de soldadura. Por esta razón el BUSINTX11 dispone de un reconocimiento de llama firme, el cual utiliza la tensión de sensor del PHOENIX para reconocimiento de llama firme del alambre. El reconocimiento de llama firme es ejecutado automáticamente por una estrecha ventana del tiempo al final del proceso, aproximadamente 200 mseg después del apagado del arco. La duración de la detección depende del ajuste de la duración del flujo previo de gas, llega sin embargo hasta un máximo de 1 seg. Si se detecta el llama firme, entonces se muestra la señal hasta que se efectúa una reiniciación. Si el alambre es cortado de la pieza de trabajo antes del próximo arranque, entonces la señal es suprimida finalmente. La utilización de la función de llama firme para los sistemas TETRIX sólo es posible en caso de equipamiento / equipamiento posterior con una tensión de sensor y el correspondiente equipamiento del soplete utilizado.
6.10 Búsqueda de posición La función de búsqueda de posición está permitida con los datos del bus de sistema o de los valores reales externos rápidos: JP 2 Función - Valores reales sobre el bus del sistema (ajuste de fábrica) X Se esperan valores reales sobre el conector X7, se libera la búsqueda de posición X = puente conectado Idealmente, debería estar montado además el BUSINT X11 en la versión «carcasa adicional externa» en la fuente de alimentación para garantizar una trasferencia simple y segura de los valores reales al módulo (ruta corta sin radiación de interferencias). En el caso de aplicación de la variante armario de distribución se debería utilizar en cualquier caso un cable apantallado para conectar los valores reales. La función solamente puede activarse con el sistema detenido (sin operación de soldadura) con la correspondiente señal de habilitación. En caso de contacto con la pieza de trabajo se produce una rápida detección y transferencia del estado al bus de campo con la señal «I > 0».
Con una placa opcional, la tensión del sensor puede reforzarse a 60 V DC para mejorar la seguridad de detección en superficies corroídas. En ese caso, la selección de esta alternativa se produce mediante el programa de configuración de EWM.

Servicio operativo Seguimiento de costura de la soldadura
46 099-008225-EW504 09.12.2015
6.11 Seguimiento de costura de la soldadura Un problema clásico con los sistemas de soldadura con robots es la corrección de trayectoria necesaria para la costura de la soldadura durante el proceso, debido a las tolerancias de los componentes. Los valores reales de proceso suministrados en el sistema son actualizados normalmente cada 30 mseg. Es necesaria una tasa de datos más elevada para un seguimiento seguro de la costura. La BUSINTX11 soporta esto con una detección del valor real más rápida, opcional, para la tensión de soldadura y la corriente de soldadura, que debe ser adquirida por separado.
6.12 Simulación de soldadura Los dispositivos de desplazamiento utilizan normalmente la simulación en el funcionamiento de ajuste. Se simulan las señales de proceso «I > 0», «Listo para soldar», «Proceso activo» y «Señal de corriente principal». Todas la señales se reproducen con el comportamiento exacto en el tiempo de la cadena de proceso. De ese modo, la simulación también es adecuada para calcular los períodos cíclicos de producción. La función solamente puede activarse con el sistema detenido (sin operación de soldadura) con la correspondiente señal de habilitación. La simulación se libera activando la señal de control «Simulación de soldadura». No se simula ningún valor real del proceso.
6.13 Parada rápida del proceso Bajo determinadas condiciones se desea una desconexión inmediata del proceso, que no puede ser ejecutada, por ejemplo, en el modo de operación de dos tiempos especial con la secuencia de programa correspondientemente programada y la simple remoción de la señal de arranque. La señal de control "Robot listo" es utilizada para disparar una cancelación rápida del proceso por parte del software. La señal debe ser activada, en cada caso, antes de la señal de arranque (de otro modo no se produce el arranque). Si la señal es desactivada durante el proceso de soldadura, entonces el proceso termina de inmediato con el quemado posterior del alambre del electrodo de alambre y el error "Parada rápida" es anunciado sobre el bus de campo. Antes de un nuevo proceso de soldadura se debe establecer primero "Robot listo", y a continuación el error es reconocido.
6.14 Parada de seguridad del proceso BUSINTX11 está provisto con la supervisión específica para el bus de campo, con la que se determina el estado respectivo del módulo en el bus de campo. Si la comunicación del bus de campo es interrumpida durante el proceso continuo de soldadura, se realiza una parada de seguridad el proceso de soldadura luego de un tiempo de reacción de aproximadamente 2 segundos. En consecuencia, también se reinician la salida definida por el usuario y la salida de supervisión. El proceso de soldadura puede continuar después de la restauración de la comunicación del bus de campo.

Servicio operativo
Conmutación de seguridad de trabajo
099-008225-EW504 09.12.2015
47
6.15 Conmutación de seguridad de trabajo Las fuentes de alimentación para las soldaduras automatizadas MIG/MAG (PHOENIX) o las soldaduras automatizadas WIG / Plasma normalmente no utilizan registros de datos (trabajos), los cuales son utilizados para el método de soldadura electrodo. Sin embargo, si la base de datos de trabajo contuviera y fuera seleccionado accidentalmente este registro de datos, entonces se realizaría un arranque automático del sistema (no desde la interfaz), con lo cual se presentaría tensión de circuito abierto en el sistema de soplete (no se activaría la alimentación de alambre). En este caso el peligro procede de accidentes secundarios, originados por el contacto directo con las partes del suplente que llevan tensión. Con el fin de evitar este riesgo de accidente, el BUSINTX11 automáticamente conmuta a un trabajo correspondiente al sistema de soldadura, si por parte del robot se seleccionó un trabajo no correspondiente (por ejemplo, Wig o eléctrodo con el PHOENIX). No se produce ningún cambio si el usuario cambia a un trabajo inadecuado con una unidad de controles (por ejemplo, M310). En este caso sólo se produce el cambio inverso sobre un trabajo seleccionado por el robot con la próxima señal de arranque.
6.16 Soporte para la compensación del circuito de la corriente de soldadura La correspondiente función del software de la fuente de alimentación permite compensar el circuito de la corriente de soldadura. Dicha compensación se activa con una unidad de control. BUSINT X11 da soporte a la compensación gracias a la posibilidad de activar la compensación, en modo de compensación activado, con una señal fijada de arranque o de enhebrado. Si el resultado es satisfactorio, la resistencia resultante del circuito de la corriente de soldadura se lee en la unidad de control. Si el resultado no es satisfactorio, también se señaliza. Mientras la compensación está activada se prohíbe el arranque de soldadura normal.
6.17 Selección de JOB ampliados En las fuentes de alimentación de la serie Multimatrix y posteriores es posible seleccionar más de 256 JOB. En general, no todos los JOB pueden seleccionarse; dependerá del tipo de fuente de alimentación. Cuando se intente seleccionar uno de estos JOB, la acción no será posible y la interface emitirá un mensaje que se enviará al PLC y se mostrará en el control del aparato.

La interfaz de diagnóstico Requisitos del sistema del PC
48 099-008225-EW504 09.12.2015
7 La interfaz de diagnóstico Para dar soporte a puestas en marcha y analizar sucesiones de señales, BUSINT X11 dispone de una interface de diagnóstico que puede conectarse mediante una interface de USB y analizarse con el software EWM-Analyzer.
7.1 Requisitos del sistema del PC Para poder utilizar el software del PC deben cumplirse los siguientes requisitos: • CPU con al menos 1,7 GHz • Memoria RAM de 512 MB (para registros de larga duración mejor de 1 GB) • Espacio libre del disco duro 300 MB • Mín. WIN XP con Service Pack 2
8 Puesta en servicio Para poner en marcha la interface de diagnóstico se debe conectar primero el cable de conexión a la conexión USB del PC (consta del cuadro de filtro SECINTX10USB, número de art. 090-008190-XXXXX y cable de conexión PCV5-I, número de art. 094-001205-XXXXX) con el PC y el cable adaptador necesario a la conexión al zócalo Minifit de seis polos X10 en BUSINT X11 con el cable adaptador, número de art. 094-013051-XXXXX. Si se utiliza una BUSINT X11 ATCASE, no es necesario el cable adaptador, ya que el cable de conexión puede conectarse directamente a la carcasa. Para que funcione, el puente 6 tiene que estar conectado en la posición 2-3. Inicie el programa, compruebe el puerto COM ocupado con el Administrador de dispositivos de Windows y ajuste. De este modo, el diagnóstico está listo para funcionar.
8.1 Alcance de diagnóstico El software EWM Analyzer permite comprobar información de diversa índole. La vista de perfil muestra BUSINT X11 con el perfil de datos preajustado. De esta forma, se puede leer inmediatamente el estado correspondiente de entrada o de salida (diagnóstico del sistema). Para un análisis de señal avanzado con referencias temporales, están a disposición la vista de diagnóstico y la vista de monitor de los datos grabados. Del mismo modo, también se puede comprobar con comodidad el estado actual de software de BUSINT X11. Para más información sobre el Analyzer lea el manual de instrucciones.

Perfiles de datos Perfiles de los módulos Interbus S (cobre),
Interbus-S LWL (FSMA) e Interbus-Ss (Rugged Line)
099-008225-EW504 09.12.2015
49
9 Perfiles de datos El BUSINTX11 dispone de una posibilidad de selección para los así llamados perfiles de señal, los cuales pueden ser seleccionados con un selector de 16 posiciones de ajuste. La cantidad de los perfiles disponibles depende de la norma del bus de campo utilizada y el correspondiente estado del módulo de software. Los perfiles escritos a continuación representan, por lo tanto un mínimo de las funcionalidad disponibles y son registrados en forma secuencial. Un perfil recién seleccionado es adoptado solamente después de que el módulo haya sido desconectado de cualquier tensión de suministro y reconectado. En el caso de que se seleccione una posición del computador, a la cual no esté asignado ningún perfil, se activa el perfil estándar para el módulo y se indica un mensaje error en el módulo (Sin embargo, no en el bus de campo). Sin embargo, el módulo está listo para operar. Dependiendo del perfil, puede suceder que no existan varias señales de la descripción, o que no sean utilizadas.
9.1 Perfiles de los módulos Interbus S (cobre), Interbus-S LWL (FSMA) e Interbus-Ss (Rugged Line)
9.1.1 Perfil estándar (Posición del conmutador 0) El módulo utiliza una capacidad de datos de 6 palabras (12 bytes) para los datos de entrada y de salida. Datos de control (datos de salida PLC) N.º de byte
N.º de bit
Función Descripción
0 0&1 Selección del modo de
funcionamiento Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de funcionamiento de dos tiempos No utilizado No utilizado Modo de funcionamiento especial de dos tiempos
0 2 Selección del modo de
soldadura Asignación de bit: 0 1
Selección entre soldadura normal/de arco pulsado Soldadura normal activada Soldadura de arco pulsado activada
0 3 Control de función de
monitorización Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
0 4 Inicio
Asignación de bit: 0 1
Señal de arranque para iniciar el proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 5 Robot listo
Asignación de bit: 0 1
Señal de seguridad para desconexión rápida Sin aviso de disponibilidad del robot no es posible el arranque, por lo que en el proceso se produce una desconexión rápida El robot anuncia listo; el arranque es posible

Perfiles de datos Perfiles de los módulos Interbus S (cobre), Interbus-S LWL (FSMA) e Interbus-Ss (Rugged Line)
50 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
0 6 Test de gas 1
Asignación de bit: 0 1
Control manual mediante la válvula de gas de protección Válvula de gas de protección apagada Válvula de gas de protección encendida
0 7 Soplado
Asignación de bit: 0 1
Control con válvula de purga Soplado apagado Soplado encendido
1 0 Enhebrado
Asignación de bit: 0 1
Señal para la función de enhebrado de hilo en el sistema de arrastre de hilo Enhebrado apagado Enhebrado encendido
1 1 Búsqueda de posición
Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 2 Desenhebrado
Asignación de bit: 0 1
Señal para la función de desenhebrado del hilo Desenhebrado apagado Desenhebrado encendido
1 3 Cambio alimentador de hilo
(opcional) Asignación de bit: 0 1
Cambia entre dos alimentadores de hilo El maletín del alim. hilo 1 está activo El maletín del alim. hilo 2 está activo
1 4 Restablecimiento de error Señal de reconocimiento para errores del sistema
La señal debe tener flanco positivo 1 5 Salida definida por el usuario
Asignación de bit: 0 1
Conmuta la salida de relé definida por el usuario K2 en el módulo de bus Relé no conmutado Relé conmutado
1 6 Funcionamiento de JOB
Asignación de bit: 0 1
La señal activa la función de funcionamiento de JOB Funcionamiento de JOB desconectado Funcionamiento de JOB activo
1 7 Simulación de soldadura
Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
2 0-3

Perfiles de datos Perfiles de los módulos Interbus S (cobre),
Interbus-S LWL (FSMA) e Interbus-Ss (Rugged Line)
099-008225-EW504 09.12.2015
51
N.º de byte
N.º de bit
Función Descripción
Preajuste del número de programa
Selección de un número de programa en el rango de 0 a 15
2 4-7 Control de relé K1
Control de relé K3 Control de relé K4 Asignación de bit: 0 1 Preajuste de la fuente de alimentación esclava en sistemas TANDEM (opcional) Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado El sistema aplica la función maestra (estándar) El sistema aplica la función esclava
3 0-7 Preajuste del número de JOB Selección de un número de JOB en el rango de
1 a 255 4 0-15 Preajuste alim. hilo, byte
superior Preajuste de la velocidad del hilo en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a WF-min 0x7FFF corresponde a 25,0 m/min
Preajuste alim. hilo, byte inferior
Preajuste de la velocidad del hilo en el programa 0
6 0-15 Preajuste de corrección,
byte superior Preajuste de la corrección de tensión en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
Preajuste de corrección, byte inferior
Preajuste de la corrección de tensión en el programa 0
8 0-15 Preajuste de dinámica,
byte superior Preajuste de la dinámica en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
Preajuste de dinámica, byte inferior
Preajuste de la dinámica en el programa 0
10 0-15 Reservado

Perfiles de datos Perfiles de los módulos Interbus S (cobre), Interbus-S LWL (FSMA) e Interbus-Ss (Rugged Line)
52 099-008225-EW504 09.12.2015
Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
0 0 I > 0
Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco voltaico aparece
0 1 Disposición para soldar
Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 2 Llama
Asignación de bit: 0 1
Mensaje de llama de hilo del proceso El hilo está libre El hilo está fusionado a la pieza de trabajo
0 3 Error
Asignación de bit: 0 1
Mensaje general de error del proceso No hay error Se ha producido un error que no se ha resuelto
0 4 Señal de colisión
Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor sin conectar Sin colisión
0 5 Señal de corriente principal
Asignación de bit: 0 1
Indica el estado de desarrollo del JOB El proceso está fuera de la fase de corriente principal El proceso se ejecuta en el programa principal
0 6 Proceso activo
Asignación de bit 0 1
Señaliza la conclusión del proceso de soldadura El proceso finaliza (tras las corrientes posteriores de gas) Proceso en curso
0 7 Reservado 1 0-7 Error N.º de error de un error producido
2 0-7

Perfiles de datos Perfiles de los módulos Interbus S (cobre),
Interbus-S LWL (FSMA) e Interbus-Ss (Rugged Line)
099-008225-EW504 09.12.2015
53
N.º de byte
N.º de bit
Función Descripción
Supervisión Asignación de bit: 0 1 2 3 4 Aviso de rango de línea característica Asignación de bit: 0 Valor teórico alim. hilo en el rango de la línea característica 1 Valor teórico alim. hilo fuera de la línea característica 5-6 Reservado 7 Señal de seguimiento
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma Tensión de soldadura Corriente de soldadura Velocidad del hilo Corriente del motor del alim. hilo La señal indica si el valor teórico preestablecido por el control se encuentra en el rango de la línea característica (en preparación) Señal de control que revisa la señal de sincronización para procesar las señales de medición de la fuente de alimentación; la señal debería conmutar en el proceso.
3 0-3 Entradas definidas por el
usuario Asignación de bit: 0 1 Asignación de entrada: Entrada X4/3 Entrada X4/5 Entrada X4/7 Entrada X4/8
Lectura de las entradas definidas por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta Solo disponible si no se utiliza como entrada de detección para tensión de sensor elevada
3 4-7 Reservado 4 0-15 Valor real de la tensión de
soldadura, byte superior Valor real actual de la tensión de soldadura Rango: de 0 a 0x7FFF corresponde de 0,0 V a 100,0 V
Valor real de la tensión de soldadura, byte inferior
Valor real actual de la tensión de soldadura
6 0-15 Valor real de la corriente de
soldadura, byte superior Valor real actual de la corriente de soldadura Rango: de 0 a 0x7FFF corresponde de 0 A a 1000 A
Valor real de la corriente de soldadura, byte inferior
Valor real actual de la corriente de soldadura
8 0-15 Valor real
de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo. Rango: de 0 a 0x7FFF corresponde de 0,0 m/min a 40,0 m/min

Perfiles de datos Perfiles de los módulos Interbus S (cobre), Interbus-S LWL (FSMA) e Interbus-Ss (Rugged Line)
54 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Valor real de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo
10 0-15 Valor real de la corriente del
motor byte superior
Valor real actual de la corriente del motor del sistema de arrastre de hilo Rango: de 0 a 0x7FFF corresponde de 0,0 A a 25,5 A
Valor real de la corriente del motor byte inferior
Valor real actual de la corriente del motor del sistema de arrastre de hilo

Perfiles de datos Perfiles de los módulos Interbus S (cobre),
Interbus-S LWL (FSMA) e Interbus-Ss (Rugged Line)
099-008225-EW504 09.12.2015
55
9.1.2 Perfil de aparatos Multimatrix (posición de conmutación 1) El módulo utiliza una capacidad de datos de 14 bytes (siete palabras) para datos de proceso y de control. Datos de control (datos de salida PLC) N.º de byte
N.º de bit
Función Descripción
0 0&1 Selección del modo de
funcionamiento Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de funcionamiento de dos tiempos No utilizado No utilizado Modo de funcionamiento especial de dos tiempos
0 2 Selección del modo de
soldadura Asignación de bit: 0 1
Selección entre soldadura normal/de arco pulsado Soldadura normal activada Soldadura de arco pulsado activada
0 3 Control de función de
monitorización Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
0 4 Inicio
Asignación de bit: 0 1
Señal de arranque para iniciar el proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 5 Robot listo
Asignación de bit: 0 1
Señal de seguridad para desconexión rápida Sin aviso de disponibilidad del robot no es posible el arranque, por lo que en el proceso se produce una desconexión rápida El robot anuncia listo; el arranque es posible
0 6 Test de gas 1
Asignación de bit: 0 1
Control manual mediante la válvula de gas de protección Válvula de gas de protección apagada Válvula de gas de protección encendida
0 7 Soplado
Asignación de bit: 0 1
Control con válvula de purga Soplado apagado Soplado encendido
1 0 Enhebrado
Asignación de bit: 0 1
Señal para la función de enhebrado de hilo en el sistema de arrastre de hilo Enhebrado apagado Enhebrado encendido

Perfiles de datos Perfiles de los módulos Interbus S (cobre), Interbus-S LWL (FSMA) e Interbus-Ss (Rugged Line)
56 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
1 1 Búsqueda de posición
Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 2 Desenhebrado
Asignación de bit: 0 1
Señal para la función de desenhebrado del hilo Desenhebrado apagado Desenhebrado encendido
1 3 Cambio alimentador de hilo
(opcional) Asignación de bit: 0 1
Cambia entre dos alimentadores de hilo El maletín del alim. hilo 1 está activo El maletín del alim. hilo 2 está activo
1 4 Restablecimiento de error Señal de reconocimiento para errores del sistema
La señal debe tener flanco positivo 1 5 Control de relé K2 (solo si no
se ha configurado ninguna opción de tensión de sensor) Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
1 6 Reservado 1 7 Simulación de soldadura
Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
2 0-3 Preajuste del número de
programa Selección de un número de programa en el rango de 0 a 15
2 4 Control de relé K1
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
2 5 Control de relé K3
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
2 6 Control de relé K4
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado

Perfiles de datos Perfiles de los módulos Interbus S (cobre),
Interbus-S LWL (FSMA) e Interbus-Ss (Rugged Line)
099-008225-EW504 09.12.2015
57
N.º de byte
N.º de bit
Función Descripción
2 7 Preajuste de la fuente de
alimentación maestra en sistemas TANDEM (opcional) Asignación de bit: 0 1
Activa la fuente de alimentación maestra/esclava en un sistema TANDEM El sistema aplica la función maestra El sistema aplica la función esclava
3 0-7 Preajuste del número de JOB Selección de un número de JOB en el rango de
1 a 255 4 0 Bit de JOB 8
Asignación de bit: 0 1
Ampliación del área de JOB El preajuste Número de JOB permite seleccionar JOB entre 1 y 255. El preajuste Número de JOB permite seleccionar JOB entre 256 y 510.
4 1-3 Reservado 4 4 Punteo encendido
Asignación de bit: 0 1
Modo de funcionamiento actual activo Modo de funcionamiento por puntos activo
4 5 Modo de enhebrado
Asignación de bit: 0 1
Señal para elegir el modo de enhebrado Rampa de sistema estándar activa 3,0 m/min constante o aplicación del valor teórico de la señal de control Valor teórico alim. hilo
4 6 superPuls encendido
Asignación de bit: 0 1
Control mediante la función superPuls superPuls apagado superPuls encendido
4 7 lift arc encendido
Asignación de bit: 0 1
Control mediante la función lift arc lift arc apagado lift arc encendido
5 0-7 Reservado 6 0-15 Preajuste alim. hilo, byte
superior Preajuste de la velocidad del hilo en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a WF-min 0x7FFF corresponde a 25,0 m/min
Preajuste alim. hilo, byte inferior
Preajuste de la velocidad del hilo en el programa 0
8 0-15

Perfiles de datos Perfiles de los módulos Interbus S (cobre), Interbus-S LWL (FSMA) e Interbus-Ss (Rugged Line)
58 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Preajuste de corrección, byte superior
Preajuste de la corrección de tensión en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
Preajuste de corrección, byte inferior
Preajuste de la corrección de tensión en el programa 0
10 0-15 Preajuste de dinámica,
byte superior Preajuste de la dinámica en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
Preajuste de dinámica, byte inferior
Preajuste de la dinámica en el programa 0
12 0-15 Reservado

Perfiles de datos Perfiles de los módulos Interbus S (cobre),
Interbus-S LWL (FSMA) e Interbus-Ss (Rugged Line)
099-008225-EW504 09.12.2015
59
Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
0 0 I > 0
Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco voltaico aparece
0 1 Disposición para soldar
Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 2 Llama
Asignación de bit: 0 1
Mensaje de llama de hilo del proceso El hilo está libre El hilo está fusionado a la pieza de trabajo
0 3 Error
Asignación de bit: 0 1
Mensaje general de error del proceso No hay error Se ha producido un error que no se ha resuelto
0 4 Señal de colisión
Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor sin conectar Sin colisión
0 5 Señal de corriente principal
Asignación de bit: 0 1
Indica el estado de desarrollo del JOB El proceso está fuera de la fase de corriente principal El proceso se ejecuta en el programa principal
0 6 Proceso activo
Asignación de bit 0 1
Señaliza la conclusión del proceso de soldadura El proceso finaliza (tras las corrientes posteriores de gas) Proceso en curso
0 7 Reservado 1 0-7 Error N.º de error de un error producido
2 0 Supervisión de tensión Campo de bit para indicar mensajes de alarma
durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 1

Perfiles de datos Perfiles de los módulos Interbus S (cobre), Interbus-S LWL (FSMA) e Interbus-Ss (Rugged Line)
60 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Supervisión de corriente Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 2 Supervisión de la velocidad
del hilo
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 3 Supervisión de corriente del
motor alim. hilo
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 4 Supervisión de aviso de rango
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 5-7 Reservado 3 0 Entrada definida por el
usuario X4/3 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 1 Entrada definida por el
usuario X4/5 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 2 Entrada definida por el
usuario X4/7 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 3 Entrada definida por el
usuario X4/8 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 4-7

Perfiles de datos Perfiles de los módulos Interbus S (cobre),
Interbus-S LWL (FSMA) e Interbus-Ss (Rugged Line)
099-008225-EW504 09.12.2015
61
N.º de byte
N.º de bit
Función Descripción
Reservado 4 0-7 Aviso Número de un aviso
producido > Véase capítulo 11.2 5 0-7 Reservado 6 0-15 Valor real de la tensión de
soldadura, byte superior Valor real actual de la tensión de soldadura Rango: de 0 a 0x7FFF corresponde de 0,0 V a 100,0 V
Valor real de la tensión de soldadura, byte inferior
Valor real actual de la tensión de soldadura
8 0-15 Valor real de la corriente de
soldadura, byte superior Valor real actual de la corriente de soldadura Rango: de 0 a 0x7FFF corresponde de 0 A a 1000 A
Valor real de la corriente de soldadura, byte inferior
Valor real actual de la corriente de soldadura
10 0-15 Valor real
de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo. Rango: de 0 a 0x7FFF corresponde de 0,0 m/min a 40,0 m/min
Valor real de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo
12 0-15 Valor real de la corriente del
motor byte superior
Valor real actual de la corriente del motor del sistema de arrastre de hilo Rango: de 0 a 0x7FFF corresponde de 0,0 A a 25,5 A
Valor real de la corriente del motor byte inferior
Valor real actual de la corriente del motor del sistema de arrastre de hilo

Perfiles de datos Perfiles para el módulo CANopen
62 099-008225-EW504 09.12.2015
9.2 Perfiles para el módulo CANopen En general el módulo utiliza el estándar Rx-PDOs 1 y 2 (1 para señales digitales y No. 2 para señales analogicas) y el estándar Tx-PDOs 1 hasta 3 (1 para señales digitales y No. 2 y 3 para datos analógicos)
9.2.1 Perfil Reis Robotics (Posición de conmutación 0) Datos de control (datos de salida PLC) N.º de byte
N.º de bit
Función Descripción
RxPDO 1 CobID = 200h + Adr 0 0 Inicio
Asignación de bit: 0 1
Señal de arranque para iniciar el proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 1 Robot listo
Asignación de bit: 0 1
Señal de seguridad para desconexión rápida Sin aviso de disponibilidad del robot no es posible el arranque, por lo que en el proceso se produce una desconexión rápida El robot anuncia listo; el arranque es posible
0 2 Selección del modo de
soldadura Asignación de bit: 0 1
Selección entre soldadura normal/de arco pulsado Soldadura normal activada Soldadura de arco pulsado activada
0 3, 4 Selección del modo de
funcionamiento Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de funcionamiento de dos tiempos No utilizado No utilizado Modo de funcionamiento especial de dos tiempos
0 5 Reservado 0 6 Control de función de
monitorización Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
0 7 Reservado 1 0 Test de gas 1
Asignación de bit: 0 1
Control manual mediante la válvula de gas de protección Válvula de gas de protección apagada Válvula de gas de protección encendida
1 1

Perfiles de datos
Perfiles para el módulo CANopen
099-008225-EW504 09.12.2015
63
N.º de byte
N.º de bit
Función Descripción
RxPDO 1 CobID = 200h + Adr Enhebrado
Asignación de bit: 0 1
Señal para la función de enhebrado de hilo en el sistema de arrastre de hilo Enhebrado apagado Enhebrado encendido
1 2 Desenhebrado
Asignación de bit: 0 1
Señal para la función de desenhebrado del hilo Desenhebrado apagado Desenhebrado encendido
1 3 Restablecimiento de error Señal de reconocimiento para errores del sistema
La señal debe tener flanco positivo 1 4 Búsqueda de posición
Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 5 Soplado
Asignación de bit: 0 1
Control con válvula de purga Soplado apagado Soplado encendido
1 6 Reservado 1 7 Cambio alimentador de hilo
(opcional) Asignación de bit: 0 1
Cambia entre dos alimentadores de hilo El maletín del alim. hilo 1 está activo El maletín del alim. hilo 2 está activo
2 0-7 Preajuste del número de JOB Selección de un número de JOB en el rango de
1 a 255 3 0-3 Preajuste del número de
programa Selección de un número de programa en el rango de 0 a 15
3 4-6 Reservado 3 7 Simulación de soldadura
Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
4 0 Preajuste de la fuente de
alimentación maestra en sistemas TANDEM (opcional) Asignación de bit: 0 1
Activa la fuente de alimentación maestra/esclava en un sistema TANDEM El sistema aplica la función maestra El sistema aplica la función esclava
4 1-2

Perfiles de datos Perfiles para el módulo CANopen
64 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
RxPDO 1 CobID = 200h + Adr Reservado 4 3 Punteo encendido
Asignación de bit: 0 1
Modo de funcionamiento actual activo Modo de funcionamiento por puntos activo
4 4-7 Control de relé K1
Control de relé K2 (solo si no se ha configurado ninguna opción de tensión de sensor) Control de relé K3 Control de relé K4 Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
5 0-7 Reservado 6 0-7 Reservado 7 0-7 Reservado
Datos de control (datos de salida PLC) N.º de byte
N.º de bit
Función Descripción
RxPDO 2 CobID = 300h + Adr 0 0-15 Preajuste alim. hilo, byte
inferior Preajuste de la velocidad del hilo en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a WF-min 0x7FFF corresponde a 25,0m/min
Preajuste alim. hilo, byte superior
Preajuste de la velocidad del hilo en el programa 0
2 0-15 Preajuste de corrección,
byte inferior Preajuste de la corrección de tensión en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
Preajuste de corrección, byte superior
Preajuste de la corrección de tensión en el programa 0
4 0-15 Preajuste de dinámica,
byte inferior Preajuste de la dinámica en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40

Perfiles de datos
Perfiles para el módulo CANopen
099-008225-EW504 09.12.2015
65
N.º de byte
N.º de bit
Función Descripción
RxPDO 2 CobID = 300h + Adr Preajuste de dinámica,
byte superior Preajuste de la dinámica en el programa 0
6 0-15 Reservado

Perfiles de datos Perfiles para el módulo CANopen
66 099-008225-EW504 09.12.2015
Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
TxPDO 1 CobID = 180h + Adr 0 0 I > 0
Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco voltaico aparece
0 1 Reservado 0 2 Proceso activo
Asignación de bit 0 1
Señaliza la conclusión del proceso de soldadura El proceso finaliza (tras las corrientes posteriores de gas) Proceso en curso
0 3 Señal de corriente principal
Asignación de bit: 0 1
Indica el estado de desarrollo del JOB El proceso está fuera de la fase de corriente principal El proceso se ejecuta en el programa principal
0 4 Señal de colisión
Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor sin conectar Sin colisión
0 5 Disposición para soldar
Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 6 Reservado 0 7 Reservado 1 0-7 Error N.º de error de un error producido
2 0-7 Reservado 3 0 Llama
Asignación de bit: 0 1
Mensaje de llama de hilo del proceso El hilo está libre El hilo está fusionado a la pieza de trabajo
3 1-7 Reservado 4 0-3

Perfiles de datos
Perfiles para el módulo CANopen
099-008225-EW504 09.12.2015
67
N.º de byte
N.º de bit
Función Descripción
TxPDO 1 CobID = 180h + Adr Supervisión
Asignación de bit: 0 1 2 3 4 Aviso de rango de línea característica Asignación de bit: 0 Valor teórico alim. hilo en el rango de la línea característica 1 Valor teórico alim. hilo fuera de la línea característica 5-7 Reservado
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma Tensión de soldadura Corriente de soldadura Velocidad del hilo Corriente del motor alim. hilo La señal indica si el valor teórico preestablecido por el control se encuentra en el rango de la línea característica (en preparación)
4 4-7 Reservado 5 0-3 Entradas definidas por el
usuario Asignación de bit: 0 1 Asignación de entrada: Entrada X4/3 Entrada X4/5 Entrada X4/7 Entrada X4/8
Lectura de las entradas definidas por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
5 4-7 Reservado 6 0-7 Reservado 7 0-7 Reservado
Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
TxPDO 2 CobID = 280h + Adr 0 0-15 Valor real de la tensión de
soldadura, byte inferior Valor real actual de la tensión de soldadura Rango: de 0 a 0x7FFF corresponde de 0,0 V a 100,0 V
Valor real de la tensión de soldadura, byte superior
Valor real actual de la tensión de soldadura
2 0-15 Valor real de la corriente de
soldadura, byte inferior Valor real actual de la corriente de soldadura Rango: de 0 a 0x7FFF corresponde de 0 A a 1000 A

Perfiles de datos Perfiles para el módulo CANopen
68 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
TxPDO 2 CobID = 280h + Adr Valor real de la corriente de
soldadura, byte superior Valor real actual de la corriente de soldadura
4 0-15 Valor real
de la velocidad del hilo, byte inferior
Valor real actual de la velocidad del hilo Rango: de 0 a 0x7FFF corresponde de 0,0 m/min a 40,0 m/min
Valor real de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo
6 0-15 Reservado
Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
TxPDO 3 CobID = 380h + Adr 0 0-15 Valor real de la corriente del
motor byte inferior
Valor real actual de la corriente del motor del sistema de alimentación de hilo Rango: de 0 a 0x7FFF corresponde de 0,0 A a 25,5 A
Valor real de la corriente del motor byte superior
Valor real actual de la corriente del motor del sistema de alimentación de hilo
2 0-15 Reservado 4 0-15 Reservado 6 0-15 Reservado

Perfiles de datos
Perfiles para el módulo CANopen
099-008225-EW504 09.12.2015
69
9.2.2 Perfil de aparatos Multimatrix (posición de conmutación 1) El módulo utiliza una capacidad de datos de 14 bytes (siete palabras) para datos de proceso y de control. Datos de control (datos de salida PLC) N.º de byte
N.º de bit
Función Descripción
RxPDO 1 CobID = 200h + Adr 0 0&1 Selección del modo de
funcionamiento Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de funcionamiento de dos tiempos No utilizado No utilizado Modo de funcionamiento especial de dos tiempos
0 2 Selección del modo de
soldadura Asignación de bit: 0 1
Selección entre soldadura normal/de arco pulsado Soldadura normal activada Soldadura de arco pulsado activada
0 3 Control de función de
monitorización Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
0 4 Inicio
Asignación de bit: 0 1
Señal de arranque para iniciar el proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 5 Robot listo
Asignación de bit: 0 1
Señal de seguridad para desconexión rápida Sin aviso de disponibilidad del robot no es posible el arranque, por lo que en el proceso se produce una desconexión rápida El robot anuncia listo; el arranque es posible
0 6 Test de gas 1
Asignación de bit: 0 1
Control manual mediante la válvula de gas de protección Válvula de gas de protección apagada Válvula de gas de protección encendida
0 7 Soplado
Asignación de bit: 0 1
Control con válvula de purga Soplado apagado Soplado encendido
1 0

Perfiles de datos Perfiles para el módulo CANopen
70 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
RxPDO 1 CobID = 200h + Adr Enhebrado
Asignación de bit: 0 1
Señal para la función de enhebrado de hilo en el sistema de arrastre de hilo Enhebrado apagado Enhebrado encendido
1 1 Búsqueda de posición
Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 2 Desenhebrado
Asignación de bit: 0 1
Señal para la función de desenhebrado del hilo Desenhebrado apagado Desenhebrado encendido
1 3 Cambio alimentador de hilo
(opcional) Asignación de bit: 0 1
Cambia entre dos alimentadores de hilo El maletín del alim. hilo 1 está activo El maletín del alim. hilo 2 está activo
1 4 Restablecimiento de error Señal de reconocimiento para errores del sistema
La señal debe tener flanco positivo 1 5 Control de relé K2 (solo si no
se ha configurado ninguna opción de tensión de sensor) Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
1 6 Reservado 1 7 Simulación de soldadura
Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
2 0-3 Preajuste del número de
programa Selección de un número de programa en el rango de 0 a 15
2 4 Control de relé K1
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
2 5 Control de relé K3
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado

Perfiles de datos
Perfiles para el módulo CANopen
099-008225-EW504 09.12.2015
71
N.º de byte
N.º de bit
Función Descripción
RxPDO 1 CobID = 200h + Adr 2 6 Control de relé K4
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
2 7 Preajuste de la fuente de
alimentación maestra en sistemas TANDEM (opcional) Asignación de bit: 0 1
Activa la fuente de alimentación maestra/esclava en un sistema TANDEM El sistema aplica la función maestra El sistema aplica la función esclava
3 0-7 Preajuste del número de JOB Selección de un número de JOB en el rango de
1 a 255 4 0 Bit de JOB 8
Asignación de bit: 0 1
Ampliación del área de JOB El preajuste Número de JOB permite seleccionar JOB entre 1 y 255. El preajuste Número de JOB permite seleccionar JOB entre 256 y 510.
4 1-4 Reservado 4 5 Modo de enhebrado
Asignación de bit: 0 1
Señal para elegir el modo de enhebrado Rampa de sistema estándar activa 3,0 m/min constante o aplicación del valor teórico de la señal de control Valor teórico alim. hilo
4 6 superPuls encendido
Asignación de bit: 0 1
Control mediante la función superPuls superPuls apagado superPuls encendido
4 7 lift arc encendido
Asignación de bit: 0 1
Control mediante la función lift arc lift arc apagado lift arc encendido
5 0-7 Reservado 6 0-7 Reservado 7 0-7 Reservado
Datos de control (datos de salida PLC) N.º de byte
N.º de bit
Función Descripción
RxPDO 2 CobID = 300h + Adr

Perfiles de datos Perfiles para el módulo CANopen
72 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
RxPDO 2 CobID = 300h + Adr 0 0-15 Preajuste alim. hilo, byte
superior Preajuste de la velocidad del hilo en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a WF-min 0x7FFF corresponde a 25,0 m/min
Preajuste alim. hilo, byte inferior
Preajuste de la velocidad del hilo en el programa 0
2 0-15 Preajuste de corrección,
byte superior Preajuste de la corrección de tensión en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
Preajuste de corrección, byte inferior
Preajuste de la corrección de tensión en el programa 0
4 0-15 Preajuste de dinámica,
byte superior Preajuste de la dinámica en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
Preajuste de dinámica, byte inferior
Preajuste de la dinámica en el programa 0
6 0-15 Reservado

Perfiles de datos
Perfiles para el módulo CANopen
099-008225-EW504 09.12.2015
73
Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
TxPDO 1 CobID = 180h + Adr 0 0 I > 0
Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco voltaico aparece
0 1 Disposición para soldar
Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 2 Llama
Asignación de bit: 0 1
Mensaje de llama de hilo del proceso El hilo está libre El hilo está fusionado a la pieza de trabajo
0 3 Error
Asignación de bit: 0 1
Mensaje general de error del proceso No hay error Se ha producido un error que no se ha resuelto
0 4 Señal de colisión
Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor sin conectar Sin colisión
0 5 Señal de corriente principal
Asignación de bit: 0 1
Indica el estado de desarrollo del JOB El proceso está fuera de la fase de corriente principal El proceso se ejecuta en el programa principal
0 6 Proceso activo
Asignación de bit 0 1
Señaliza la conclusión del proceso de soldadura El proceso finaliza (tras las corrientes posteriores de gas) Proceso en curso
0 7 Reservado 1 0-7 Error N.º de error de un error producido
2 0 Supervisión de tensión Campo de bit para indicar mensajes de alarma
durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 1

Perfiles de datos Perfiles para el módulo CANopen
74 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
TxPDO 1 CobID = 180h + Adr Supervisión de corriente Campo de bit para indicar mensajes de alarma
durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 2 Supervisión de la velocidad
del hilo
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 3 Supervisión de corriente del
motor alim. hilo
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 4 Supervisión de aviso de rango
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 5-7 Reservado 3 0 Entrada definida por el
usuario X4/3 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 1 Entrada definida por el
usuario X4/5 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 2 Entrada definida por el
usuario X4/7 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 3 Entrada definida por el
usuario X4/8 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta

Perfiles de datos
Perfiles para el módulo CANopen
099-008225-EW504 09.12.2015
75
N.º de byte
N.º de bit
Función Descripción
TxPDO 1 CobID = 180h + Adr 3 4-7 Reservado 4 0-7 Aviso Número de un aviso
producido > Véase capítulo 11.2 5 4-7 Reservado 6 0-7 Reservado 7 0-7 Reservado
Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
TxPDO 2 CobID = 280h + Adr 0 0-15 Valor real de la tensión de
soldadura, byte superior Valor real actual de la tensión de soldadura Rango: de 0 a 0x7FFF corresponde de 0,0 V a 100,0 V
Valor real de la tensión de soldadura, byte inferior
Valor real actual de la tensión de soldadura
2 0-15 Valor real de la corriente de
soldadura, byte superior Valor real actual de la corriente de soldadura Rango: de 0 a 0x7FFF corresponde de 0 A a 1000 A
Valor real de la corriente de soldadura, byte inferior
Valor real actual de la corriente de soldadura
4 0-15 Valor real
de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo. Rango: de 0 a 0x7FFF corresponde de 0,0 m/min a 40,0 m/min
Valor real de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo
6 0-15 Valor real de la corriente del
motor byte superior
Valor real actual de la corriente del motor del sistema de arrastre de hilo Rango: de 0 a 0x7FFF corresponde de 0,0 A a 25,5 A
Valor real de la corriente del motor byte inferior
Valor real actual de la corriente del motor del sistema de arrastre de hilo

Perfiles de datos Perfiles para el módulo CAN-DeviceNet
76 099-008225-EW504 09.12.2015
9.3 Perfiles para el módulo CAN-DeviceNet 9.3.1 Perfil estándar (Posición del conmutador 0)
El módulo utiliza una capacidad de datos de cinco palabras (10 bytes) para los datos de control y de seis palabras (12 bytes) para los datos de proceso. Datos de control (datos de salida PLC) N.º de byte
N.º de bit
Función Descripción
0 0&1 Selección del modo de
funcionamiento Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de funcionamiento de dos tiempos No utilizado No utilizado Modo de funcionamiento especial de dos tiempos
0 2 Selección del modo de
soldadura Asignación de bit: 0 1
Selección entre soldadura normal/de arco pulsado Soldadura normal activada Soldadura de arco pulsado activada
0 3 Control de función de
monitorización Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
0 4 Inicio
Asignación de bit: 0 1
Señal de arranque para iniciar el proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 5 Robot listo
Asignación de bit: 0 1
Señal de seguridad para desconexión rápida Sin aviso de disponibilidad del robot no es posible el arranque, por lo que en el proceso se produce una desconexión rápida El robot anuncia listo; el arranque es posible
0 6 Test de gas 1
Asignación de bit: 0 1
Control manual mediante la válvula de gas de protección Válvula de gas de protección apagada Válvula de gas de protección encendida
0 7 Soplado
Asignación de bit: 0 1
Control con válvula de purga Soplado apagado Soplado encendido
1 0

Perfiles de datos
Perfiles para el módulo CAN-DeviceNet
099-008225-EW504 09.12.2015
77
N.º de byte
N.º de bit
Función Descripción
Enhebrado Asignación de bit: 0 1
Señal para la función de enhebrado de hilo en el sistema de arrastre de hilo Enhebrado apagado Enhebrado encendido
1 1 Búsqueda de posición
Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 2 Desenhebrado
Asignación de bit: 0 1
Señal para la función de desenhebrado del hilo Desenhebrado apagado Desenhebrado encendido
1 3 Cambio alimentador de hilo
(opcional) Asignación de bit: 0 1
Cambia entre dos alimentadores de hilo El maletín del alim. hilo 1 está activo El maletín del alim. hilo 2 está activo
1 4 Restablecimiento de error Señal de reconocimiento para errores del sistema
La señal debe tener flanco positivo 1 5 Salida definida por el usuario
Asignación de bit: 0 1
Conmuta la salida de relé definida por el usuario K2 en el módulo de bus Relé no conmutado Relé conmutado
1 6 Funcionamiento de JOB
Asignación de bit: 0 1
La señal activa la función de funcionamiento de JOB Funcionamiento de JOB desconectado Funcionamiento de JOB activo
1 7 Simulación de soldadura
Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
2 0-3 Preajuste del número de
programa Selección de un número de programa en el rango de 0 a 15
2 4-7

Perfiles de datos Perfiles para el módulo CAN-DeviceNet
78 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Control de relé K1 Control de relé K3 Control de relé K4 Asignación de bit: 0 1 Preajuste de la fuente de alimentación esclava en sistemas TANDEM (opcional) Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado El sistema aplica la función maestra (estándar) El sistema aplica la función esclava
3 0-7 Preajuste del número de JOB Selección de un número de JOB en el rango de
1 a 255 4 0-15 Preajuste alim. hilo, byte
inferior Preajuste de la velocidad del hilo en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a WF-min 0x7FFF corresponde a 25,0m/min
Preajuste alim. hilo, byte superior
Preajuste de la velocidad del hilo en el programa 0
6 0-15 Preajuste de corrección,
byte inferior Preajuste de la corrección de tensión en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
Preajuste de corrección, byte superior
Preajuste de la corrección de tensión en el programa 0
8 0-15 Preajuste de dinámica,
byte inferior Preajuste de la dinámica en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
Preajuste de dinámica, byte superior
Preajuste de la dinámica en el programa 0

Perfiles de datos
Perfiles para el módulo CAN-DeviceNet
099-008225-EW504 09.12.2015
79
Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
0 0 I > 0
Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco voltaico aparece
0 1 Disposición para soldar
Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 2 Llama
Asignación de bit: 0 1
Mensaje de llama de hilo del proceso El hilo está libre El hilo está fusionado a la pieza de trabajo
0 3 Error
Asignación de bit: 0 1
Mensaje general de error del proceso No hay error Se ha producido un error que no se ha resuelto
0 4 Señal de colisión
Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor sin conectar Sin colisión
0 5 Señal de corriente principal
Asignación de bit: 0 1
Indica el estado de desarrollo del JOB El proceso está fuera de la fase de corriente principal El proceso se ejecuta en el programa principal
0 6 Proceso activo
Asignación de bit 0 1
Señaliza la conclusión del proceso de soldadura El proceso finaliza (tras las corrientes posteriores de gas) Proceso en curso
0 7 Reservado 1 0-7 Error N.º de error de un error producido
2 0-7

Perfiles de datos Perfiles para el módulo CAN-DeviceNet
80 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Supervisión Asignación de bit: 0 1 2 3 4 Aviso de rango de línea característica Asignación de bit: 0 Valor teórico alim. hilo en el rango de la línea característica 1 Valor teórico alim. hilo fuera de la línea característica 5-7 Reservado
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma Tensión de soldadura Corriente de soldadura Velocidad del hilo Corriente del motor alim. hilo La señal indica si el valor teórico preestablecido por el control se encuentra en el rango de la línea característica (en preparación)
3 0-7 Entradas definidas por el
usuario Asignación de bit: 0 1 Asignación de entrada: Entrada X4/3 Entrada X4/5 Entrada X4/7 Entrada X4/8
Lectura de las entradas definidas por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta Solo disponible si no se utiliza como entrada de detección para tensión de sensor elevada
4 0-15 Valor real de la tensión de
soldadura, byte inferior Valor real actual de la tensión de soldadura Rango: de 0 a 0x7FFF corresponde de 0,0 V a 100,0 V
Valor real de la tensión de soldadura, byte superior
Valor real actual de la tensión de soldadura
6 0-15 Valor real de la corriente de
soldadura, byte inferior Valor real actual de la corriente de soldadura Rango: de 0 a 0x7FFF corresponde de 0 A a 1000 A
Valor real de la corriente de soldadura, byte superior
Valor real actual de la corriente de soldadura
8 0-15 Valor real
de la velocidad del hilo, byte inferior
Valor real actual de la velocidad del hilo Rango: de 0 a 0x7FFF corresponde de 0,0 m/min a 40,0 m/min
Valor real de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo
10 0-15

Perfiles de datos
Perfiles para el módulo CAN-DeviceNet
099-008225-EW504 09.12.2015
81
N.º de byte
N.º de bit
Función Descripción
Valor real de la corriente del motor byte inferior
Valor real actual de la corriente del motor del sistema de alimentación de hilo Rango: de 0 a 0x7FFF corresponde de 0,0 A a 25,5 A
Valor real de la corriente del motor byte superior
Valor real actual de la corriente del motor del sistema de alimentación de hilo

Perfiles de datos Perfiles para el módulo CAN-DeviceNet
82 099-008225-EW504 09.12.2015
9.3.2 Perfil 1 (posición de conmutación 1) El módulo utiliza una capacidad de datos de cinco palabras (10 bytes) para los datos de control y de seis palabras (12 bytes) para los datos de proceso, divididas en dos conexiones. Los siguientes datos con 4 bytes se asignan a la conexión 1 (salida 1): Datos de control (datos de salida PLC) N.º de byte
N.º de bit
Función Descripción
0 0&1 Selección del modo de
funcionamiento Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de funcionamiento de dos tiempos No utilizado No utilizado Modo de funcionamiento especial de dos tiempos
0 2 Selección del modo de
soldadura Asignación de bit: 0 1
Selección entre soldadura normal/de arco pulsado Soldadura normal activada Soldadura de arco pulsado activada
0 3 Control de función de
monitorización Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
0 4 Inicio
Asignación de bit: 0 1
Señal de arranque para iniciar el proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 5 Robot listo
Asignación de bit: 0 1
Señal de seguridad para desconexión rápida Sin aviso de disponibilidad del robot no es posible el arranque, por lo que en el proceso se produce una desconexión rápida El robot anuncia listo; el arranque es posible
0 6 Test de gas 1
Asignación de bit: 0 1
Control manual mediante la válvula de gas de protección Válvula de gas de protección apagada Válvula de gas de protección encendida
0 7 Soplado
Asignación de bit: 0 1
Control con válvula de purga Soplado apagado Soplado encendido
1 0

Perfiles de datos
Perfiles para el módulo CAN-DeviceNet
099-008225-EW504 09.12.2015
83
N.º de byte
N.º de bit
Función Descripción
Enhebrado Asignación de bit: 0 1
Señal para la función de enhebrado de hilo en el sistema de arrastre de hilo Enhebrado apagado Enhebrado encendido
1 1 Búsqueda de posición
Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 2 Desenhebrado
Asignación de bit: 0 1
Señal para la función de desenhebrado del hilo Desenhebrado apagado Desenhebrado encendido
1 3 Cambio alimentador de hilo
(opcional) Asignación de bit: 0 1
Cambia entre dos alimentadores de hilo El maletín del alim. hilo 1 está activo El maletín del alim. hilo 2 está activo
1 4 Restablecimiento de error Señal de reconocimiento para errores del sistema
La señal debe tener flanco positivo 1 5 Salida definida por el usuario
Asignación de bit: 0 1
Conmuta la salida de relé definida por el usuario K2 en el módulo de bus Relé no conmutado Relé conmutado
1 6 Funcionamiento de JOB
Asignación de bit: 0 1
La señal activa la función de funcionamiento de JOB Funcionamiento de JOB desconectado Funcionamiento de JOB activo
1 7 Simulación de soldadura
Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
2 0-3 Preajuste del número de
programa Selección de un número de programa en el rango de 0 a 15
2 4-7

Perfiles de datos Perfiles para el módulo CAN-DeviceNet
84 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Control de relé K1 Control de relé K3 Control de relé K4 Asignación de bit: 0 1 Preajuste de la fuente de alimentación esclava en sistemas TANDEM (opcional) Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado El sistema aplica la función maestra (estándar) El sistema aplica la función esclava
3 0-7 Preajuste del número de JOB Selección de un número de JOB en el rango de
1 a 255
Los siguientes datos con 6 bytes se asignan a la conexión 2 (salida 2): Datos de control (datos de salida PLC) N.º de byte
N.º de bit
Función Descripción
0 0-15 Preajuste alim. hilo, byte
inferior Preajuste de la velocidad del hilo en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a WF-min 0x7FFF corresponde a 25,0m/min
Preajuste alim. hilo, byte superior
Preajuste de la velocidad del hilo en el programa 0
2 0-15 Preajuste de corrección,
byte inferior Preajuste de la corrección de tensión en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
Preajuste de corrección, byte superior
Preajuste de la corrección de tensión en el programa 0
4 0-15 Preajuste de dinámica,
byte inferior Preajuste de la dinámica en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
Preajuste de dinámica, byte superior
Preajuste de la dinámica en el programa 0

Perfiles de datos
Perfiles para el módulo CAN-DeviceNet
099-008225-EW504 09.12.2015
85
9.3.3 Perfil de aparatos Multimatrix (posición de conmutación 2) El módulo utiliza una capacidad de datos de 14 bytes (siete palabras) para datos de proceso y de control. Datos de control (datos de salida PLC) N.º de byte
N.º de bit
Función Descripción
0 0&1 Selección del modo de
funcionamiento Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de funcionamiento de dos tiempos No utilizado No utilizado Modo de funcionamiento especial de dos tiempos
0 2 Selección del modo de
soldadura Asignación de bit: 0 1
Selección entre soldadura normal/de arco pulsado Soldadura normal activada Soldadura de arco pulsado activada
0 3 Control de función de
monitorización Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
0 4 Inicio
Asignación de bit: 0 1
Señal de arranque para iniciar el proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 5 Robot listo
Asignación de bit: 0 1
Señal de seguridad para desconexión rápida Sin aviso de disponibilidad del robot no es posible el arranque, por lo que en el proceso se produce una desconexión rápida El robot anuncia listo; el arranque es posible
0 6 Test de gas 1
Asignación de bit: 0 1
Control manual mediante la válvula de gas de protección Válvula de gas de protección apagada Válvula de gas de protección encendida
0 7 Soplado
Asignación de bit: 0 1
Control con válvula de purga Soplado apagado Soplado encendido
1 0 Enhebrado
Asignación de bit: 0 1
Señal para la función de enhebrado de hilo en el sistema de arrastre de hilo Enhebrado apagado Enhebrado encendido

Perfiles de datos Perfiles para el módulo CAN-DeviceNet
86 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
1 1 Búsqueda de posición
Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 2 Desenhebrado
Asignación de bit: 0 1
Señal para la función de desenhebrado del hilo Desenhebrado apagado Desenhebrado encendido
1 3 Cambio alimentador de hilo
(opcional) Asignación de bit: 0 1
Cambia entre dos alimentadores de hilo El maletín del alim. hilo 1 está activo El maletín del alim. hilo 2 está activo
1 4 Restablecimiento de error Señal de reconocimiento para errores del sistema
La señal debe tener flanco positivo 1 5 Control de relé K2 (solo si no
se ha configurado ninguna opción de tensión de sensor) Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
1 6 Reservado 1 7 Simulación de soldadura
Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
2 0-3 Preajuste del número de
programa Selección de un número de programa en el rango de 0 a 15
2 4 Control de relé K1
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
2 5 Control de relé K3
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
2 6 Control de relé K4
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado

Perfiles de datos
Perfiles para el módulo CAN-DeviceNet
099-008225-EW504 09.12.2015
87
N.º de byte
N.º de bit
Función Descripción
2 7 Preajuste de la fuente de
alimentación maestra en sistemas TANDEM (opcional) Asignación de bit: 0 1
Activa la fuente de alimentación maestra/esclava en un sistema TANDEM El sistema aplica la función maestra El sistema aplica la función esclava
3 0-7 Preajuste del número de JOB Selección de un número de JOB en el rango de
1 a 255 4 0 Bit de JOB 8
Asignación de bit: 0 1
Ampliación del área de JOB El preajuste Número de JOB permite seleccionar JOB entre 1 y 255. El preajuste Número de JOB permite seleccionar JOB entre 256 y 510.
4 1-3 Reservado 4 4 Punteo encendido
Asignación de bit: 0 1
Modo de funcionamiento actual activo Modo de funcionamiento por puntos activo
4 5 Modo de enhebrado
Asignación de bit: 0 1
Señal para elegir el modo de enhebrado Rampa de sistema estándar activa 3,0 m/min constante o aplicación del valor teórico de la señal de control Valor teórico alim. hilo
4 6 superPuls encendido
Asignación de bit: 0 1
Control mediante la función superPuls superPuls apagado superPuls encendido
4 7 lift arc encendido
Asignación de bit: 0 1
Control mediante la función lift arc lift arc apagado lift arc encendido
5 0-7 Reservado 6 0-15 Preajuste alim. hilo, byte
superior Preajuste de la velocidad del hilo en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a WF-min 0x7FFF corresponde a 25,0 m/min
Preajuste alim. hilo, byte inferior
Preajuste de la velocidad del hilo en el programa 0
8 0-15

Perfiles de datos Perfiles para el módulo CAN-DeviceNet
88 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Preajuste de corrección, byte superior
Preajuste de la corrección de tensión en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
Preajuste de corrección, byte inferior
Preajuste de la corrección de tensión en el programa 0
10 0-15 Preajuste de dinámica,
byte superior Preajuste de la dinámica en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
Preajuste de dinámica, byte inferior
Preajuste de la dinámica en el programa 0
12 0-15 Reservado

Perfiles de datos
Perfiles para el módulo CAN-DeviceNet
099-008225-EW504 09.12.2015
89
Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
0 0 I > 0
Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco voltaico aparece
0 1 Disposición para soldar
Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 2 Llama
Asignación de bit: 0 1
Mensaje de llama de hilo del proceso El hilo está libre El hilo está fusionado a la pieza de trabajo
0 3 Error
Asignación de bit: 0 1
Mensaje general de error del proceso No hay error Se ha producido un error que no se ha resuelto
0 4 Señal de colisión
Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor sin conectar Sin colisión
0 5 Señal de corriente principal
Asignación de bit: 0 1
Indica el estado de desarrollo del JOB El proceso está fuera de la fase de corriente principal El proceso se ejecuta en el programa principal
0 6 Proceso activo
Asignación de bit 0 1
Señaliza la conclusión del proceso de soldadura El proceso finaliza (tras las corrientes posteriores de gas) Proceso en curso
0 7 Reservado 1 0-7 Error N.º de error de un error producido
2 0 Supervisión de tensión Campo de bit para indicar mensajes de alarma
durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 1

Perfiles de datos Perfiles para el módulo CAN-DeviceNet
90 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Supervisión de corriente Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 2 Supervisión de la velocidad
del hilo
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 3 Supervisión de corriente del
motor alim. hilo
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 4 Supervisión de aviso de rango
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 5-7 Reservado 3 0 Entrada definida por el
usuario X4/3 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 1 Entrada definida por el
usuario X4/5 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 2 Entrada definida por el
usuario X4/7 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 3 Entrada definida por el
usuario X4/8 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 4-7

Perfiles de datos
Perfiles para el módulo CAN-DeviceNet
099-008225-EW504 09.12.2015
91
N.º de byte
N.º de bit
Función Descripción
Reservado 4 0-7 Aviso Número de un aviso
producido > Véase capítulo 11.2 5 0-7 Reservado 6 0-15 Valor real de la tensión de
soldadura, byte superior Valor real actual de la tensión de soldadura Rango: de 0 a 0x7FFF corresponde de 0,0 V a 100,0 V
Valor real de la tensión de soldadura, byte inferior
Valor real actual de la tensión de soldadura
8 0-15 Valor real de la corriente de
soldadura, byte superior Valor real actual de la corriente de soldadura Rango: de 0 a 0x7FFF corresponde de 0 A a 1000 A
Valor real de la corriente de soldadura, byte inferior
Valor real actual de la corriente de soldadura
10 0-15 Valor real
de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo. Rango: de 0 a 0x7FFF corresponde de 0,0 m/min a 40,0 m/min
Valor real de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo
12 0-15 Valor real de la corriente del
motor byte superior
Valor real actual de la corriente del motor del sistema de arrastre de hilo Rango: de 0 a 0x7FFF corresponde de 0,0 A a 25,5 A
Valor real de la corriente del motor byte inferior
Valor real actual de la corriente del motor del sistema de arrastre de hilo

Perfiles de datos Perfiles para el módulo CAN-DeviceNet
92 099-008225-EW504 09.12.2015
Los siguientes datos con 4 bytes se asignan a la conexión 1 (entrada 1): Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
0 0 I > 0
Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco voltaico aparece
0 1 Disposición para soldar
Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 2 Llama
Asignación de bit: 0 1
Mensaje de llama de hilo del proceso El hilo está libre El hilo está fusionado a la pieza de trabajo
0 3 Error
Asignación de bit: 0 1
Mensaje general de error del proceso No hay error Se ha producido un error que no se ha resuelto
0 4 Señal de colisión
Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor sin conectar Sin colisión
0 5 Señal de corriente principal
Asignación de bit: 0 1
Indica el estado de desarrollo del JOB El proceso está fuera de la fase de corriente principal El proceso se ejecuta en el programa principal
0 6 Proceso activo
Asignación de bit 0 1
Señaliza la conclusión del proceso de soldadura El proceso finaliza (tras las corrientes posteriores de gas) Proceso en curso
0 7 Reservado 1 0-7 Error N.º de error de un error producido
2 0-7

Perfiles de datos
Perfiles para el módulo CAN-DeviceNet
099-008225-EW504 09.12.2015
93
N.º de byte
N.º de bit
Función Descripción
Supervisión Asignación de bit: 0 1 2 3 4 Aviso de rango de línea característica Asignación de bit: 0 Valor teórico alim. hilo en el rango de la línea característica 1 Valor teórico alim. hilo fuera de la línea característica 5-6 Reservado 7 Señal de seguimiento
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma Tensión de soldadura Corriente de soldadura Velocidad del hilo Corriente del motor del alim. hilo La señal indica si el valor teórico preestablecido por el control se encuentra en el rango de la línea característica (en preparación) Señal de control que revisa la señal de sincronización para procesar las señales de medición de la fuente de alimentación; la señal debería conmutar en el proceso.
3 0-3 Entradas definidas por el
usuario Asignación de bit: 0 1 Asignación de entrada: Entrada X4/3 Entrada X4/5 Entrada X4/7 Entrada X4/8
Lectura de las entradas definidas por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta Solo disponible si no se utiliza como entrada de detección para tensión de sensor elevada
3 4-7 Reservado
Los siguientes datos con 8 bytes se asignan a la conexión 2 (entrada 2): Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
0 0-15 Valor real de la tensión de
soldadura, byte inferior Valor real actual de la tensión de soldadura Rango: de 0 a 0x7FFF corresponde de 0,0 V a 100,0 V
Valor real de la tensión de soldadura, byte superior
Valor real actual de la tensión de soldadura
2 0-15 Valor real de la corriente de
soldadura, byte inferior Valor real actual de la corriente de soldadura Rango: de 0 a 0x7FFF corresponde de 0 A a 1000 A
Valor real de la corriente de soldadura, byte superior
Valor real actual de la corriente de soldadura
4 0-15

Perfiles de datos Perfiles para el módulo CAN-DeviceNet
94 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Valor real de la velocidad del hilo, byte inferior
Valor real actual de la velocidad del hilo Rango: de 0 a 0x7FFF corresponde de 0,0 m/min a 40,0 m/min
Valor real de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo
6 0-15 Valor real de la corriente del
motor byte inferior
Valor real actual de la corriente del motor del sistema de alimentación de hilo Rango: de 0 a 0x7FFF corresponde de 0,0 A a 25,5 A
Valor real de la corriente del motor byte superior
Valor real actual de la corriente del motor del sistema de alimentación de hilo

Perfiles de datos
Perfiles para el módulo Profibus DP
099-008225-EW504 09.12.2015
95
9.4 Perfiles para el módulo Profibus DP 9.4.1 Perfil estándar (Posición del conmutador 0)
El módulo utiliza una capacidad de datos de 10 bytes para los datos de entrada y 11 bytes para los datos de salida, y debería ser utilizado si se necesitan todos los datos de entrada y de salida. Datos de control (datos de salida PLC) N.º de byte
N.º de bit
Función Descripción
0 0 Inicio
Asignación de bit: 0 1
Señal de arranque para iniciar el proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 1 Robot listo
Asignación de bit: 0 1
Señal de seguridad para desconexión rápida Sin aviso de disponibilidad del robot no es posible el arranque, por lo que en el proceso se produce una desconexión rápida El robot anuncia listo; el arranque es posible
0 2 Selección del modo de
soldadura Asignación de bit: 0 1
Selección entre soldadura normal/de arco pulsado Soldadura normal activada Soldadura de arco pulsado activada
0 3 Selección del modo de
funcionamiento Asignación de bit: 0 1
Selección entre 2T/2Ts Modo de funcionamiento de dos tiempos Modo de funcionamiento de dos tiempos especial
0 4 Preselección de programa de
autómata Asignación de bit: 0 1
El programa se selecciona desde el autómata El programa 1 es de configuración fija Los programas 0-15 pueden seleccionarse
0 5 Funcionamiento de JOB
autómata Asignación de bit: 0 1
Selección del modo de selección para JOB La preselección del JOB se efectúa con el frontal de control (M31X) Preselección del JOB desde el autómata (bus de campo)
0 6 Cambio alimentador de hilo
(opcional) Asignación de bit: 0 1
Cambia entre dos alimentadores de hilo El maletín del alim. hilo 1 está activo El maletín del alim. hilo 2 está activo
0 7 Restablecimiento de error Señal de reconocimiento para errores del sistema
La señal debe tener flanco positivo 1 0

Perfiles de datos Perfiles para el módulo Profibus DP
96 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Test de gas 1 Asignación de bit: 0 1
Control manual mediante la válvula de gas de protección Válvula de gas de protección apagada Válvula de gas de protección encendida
1 1 Enhebrado
Asignación de bit: 0 1
Señal para la función de enhebrado de hilo en el sistema de arrastre de hilo Enhebrado apagado Enhebrado encendido
1 2 Desenhebrado
Asignación de bit: 0 1
Señal para la función de desenhebrado del hilo Desenhebrado apagado Desenhebrado encendido
1 3 Salida definida por el usuario
Asignación de bit: 0 1
Conmuta la salida de relé definida por el usuario K2 en el módulo de bus Relé no conmutado Relé conmutado
1 4 Búsqueda de posición
Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 5 Soplado
Asignación de bit: 0 1
Control con válvula de purga Soplado apagado Soplado encendido
1 6 Control de función de
monitorización Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
1 7 Simulación de soldadura
Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
2 0-3 Preajuste del número de
programa Selección de un número de programa en el rango de 0 a 15
2 4-7

Perfiles de datos
Perfiles para el módulo Profibus DP
099-008225-EW504 09.12.2015
97
N.º de byte
N.º de bit
Función Descripción
Control de relé K1 Control de relé K3 Control de relé K4 Asignación de bit: 0 1 Preajuste de la fuente de alimentación esclava en sistemas TANDEM (opcional) Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado El sistema aplica la función maestra (estándar) El sistema aplica la función esclava
3 0-7 Preajuste del número de JOB Selección de un número de JOB en el rango de
1 a 255 4 0-15 Preajuste alim. hilo, byte
superior Preajuste de la velocidad del hilo en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a WF-min 0x7FFF corresponde a 25,0 m/min
Preajuste alim. hilo, byte inferior
Preajuste de la velocidad del hilo en el programa 0
6 0-15 Preajuste de corrección,
byte superior Preajuste de la corrección de tensión en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
Preajuste de corrección, byte inferior
Preajuste de la corrección de tensión en el programa 0
8 0-15 Preajuste de dinámica,
byte superior Preajuste de la dinámica en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
Preajuste de dinámica, byte inferior
Preajuste de la dinámica en el programa 0

Perfiles de datos Perfiles para el módulo Profibus DP
98 099-008225-EW504 09.12.2015
Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
0 0 Error
Asignación de bit: 0 1
Mensaje general de error del proceso No hay error Se ha producido un error que no se ha resuelto
0 1 Entrada definida por el
usuario X4/3 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
0 2 Proceso activo
Asignación de bit 0 1
Señaliza la conclusión del proceso de soldadura El proceso finaliza (tras las corrientes posteriores de gas) Proceso en curso
0 3 I > 0
Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco voltaico aparece
0 4 Señal de colisión
Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor sin conectar Sin colisión
0 5 Disposición para soldar
Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 6 Señal de corriente principal
Asignación de bit: 0 1
Indica el estado de desarrollo del JOB El proceso está fuera de la fase de corriente principal El proceso se ejecuta en el programa principal
0 7 Llama
Asignación de bit: 0 1
Mensaje de llama de hilo del proceso El hilo está libre El hilo está fusionado a la pieza de trabajo
1 0-7 Error N.º de error de un error producido
2 0-15 Valor real de la tensión de
soldadura, byte superior Valor real actual de la tensión de soldadura Rango: de 0 a 0x7FFF corresponde de 0,0 V a 100,0 V

Perfiles de datos
Perfiles para el módulo Profibus DP
099-008225-EW504 09.12.2015
99
N.º de byte
N.º de bit
Función Descripción
Valor real de la tensión de soldadura, byte inferior
Valor real actual de la tensión de soldadura
4 0-15 Valor real de la corriente de
soldadura, byte superior Valor real actual de la corriente de soldadura Rango: de 0 a 0x7FFF corresponde de 0 A a 1000 A
Valor real de la corriente de soldadura, byte inferior
Valor real actual de la corriente de soldadura
6 0-15 Valor real
de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo. Rango: de 0 a 0x7FFF corresponde de 0,0 m/min a 40,0 m/min
Valor real de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo
8 0-15 Valor real de la corriente del
motor byte superior
Valor real actual de la corriente del motor del sistema de arrastre de hilo Rango: de 0 a 0x7FFF corresponde de 0,0 A a 25,5 A
Valor real de la corriente del motor byte inferior
Valor real actual de la corriente del motor del sistema de arrastre de hilo
10 0-4 Supervisión
Asignación de bit: 0 1 2 3 4 Aviso de rango de línea característica Asignación de bit: 0 Valor teórico alim. hilo en el rango de la línea característica 1 Valor teórico alim. hilo fuera de la línea característica
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma Tensión de soldadura Corriente de soldadura Velocidad del hilo Corriente del motor alim. hilo La señal indica si el valor teórico preestablecido por el control se encuentra en el rango de la línea característica (en preparación)
10 5 Entrada definida por el
usuario X4/5 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
10 6

Perfiles de datos Perfiles para el módulo Profibus DP
100 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Entrada definida por el usuario X4/7 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
10 7 Entrada definida por el
usuario X4/8 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta

Perfiles de datos
Perfiles para el módulo Profibus DP
099-008225-EW504 09.12.2015
101
9.4.2 Perfil flexible (Posición de conmutación 1) El módulo utiliza una capacidad de datos de 10 bytes para los datos de entrada y 11 bytes para los datos de salida. El modo de trabajo sólo puede ser activado en éste perfil con el puente. Los datos están dispuestos de tal modo que los datos necesarios pueden ser agrupados con la programación del módulo sobre el Profibus. Con los bits de selección de programa y de trabajo se puede preseleccionar el tipo de mando para programas y trabajos. Datos de control (datos de salida PLC) N.º de byte
N.º de bit
Función Descripción
0 0 Inicio
Asignación de bit: 0 1
Señal de arranque para iniciar el proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 1 Robot listo
Asignación de bit: 0 1
Señal de seguridad para desconexión rápida Sin aviso de disponibilidad del robot no es posible el arranque, por lo que en el proceso se produce una desconexión rápida El robot anuncia listo; el arranque es posible
0 2 Selección del modo de
soldadura Asignación de bit: 0 1
Selección entre soldadura normal/de arco pulsado Soldadura normal activada Soldadura de arco pulsado activada
0 3 Selección del modo de
funcionamiento Asignación de bit: 0 1
Selección entre 2T/2Ts Modo de funcionamiento de dos tiempos Modo de funcionamiento de dos tiempos especial
0 4 Preselección de programa de
autómata Asignación de bit: 0 1
El programa se selecciona desde el autómata El programa 1 es de configuración fija Los programas 0-15 pueden seleccionarse
0 5 Funcionamiento de JOB
autómata Asignación de bit: 0 1
Selección del modo de selección para JOB La preselección del JOB se efectúa con el frontal de control (M31X) Preselección del JOB desde el autómata (bus de campo)
0 6 Cambio alimentador de hilo
(opcional) Asignación de bit: 0 1
Cambia entre dos alimentadores de hilo El maletín del alim. hilo 1 está activo El maletín del alim. hilo 2 está activo
0 7

Perfiles de datos Perfiles para el módulo Profibus DP
102 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Restablecimiento de error Señal de reconocimiento para errores del sistema La señal debe tener flanco positivo
1 0 Test de gas 1
Asignación de bit: 0 1
Control manual mediante la válvula de gas de protección Válvula de gas de protección apagada Válvula de gas de protección encendida
1 1 Enhebrado
Asignación de bit: 0 1
Señal para la función de enhebrado de hilo en el sistema de arrastre de hilo Enhebrado apagado Enhebrado encendido
1 2 Desenhebrado
Asignación de bit: 0 1
Señal para la función de desenhebrado del hilo Desenhebrado apagado Desenhebrado encendido
1 3 Salida definida por el usuario
Asignación de bit: 0 1
Conmuta la salida de relé definida por el usuario K2 en el módulo de bus Relé no conmutado Relé conmutado
1 4 Búsqueda de posición
Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 5 Soplado
Asignación de bit: 0 1
Control con válvula de purga Soplado apagado Soplado encendido
1 6 Control de función de
monitorización Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
1 7 Simulación de soldadura
Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
2 0-3 Preajuste del número de
programa Selección de un número de programa en el rango de 0 a 15
2 4-7

Perfiles de datos
Perfiles para el módulo Profibus DP
099-008225-EW504 09.12.2015
103
N.º de byte
N.º de bit
Función Descripción
Control de relé K1 Control de relé K3 Control de relé K4 Asignación de bit: 0 1 Preajuste de la fuente de alimentación esclava en sistemas TANDEM (opcional) Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado El sistema aplica la función maestra (estándar) El sistema aplica la función esclava
3 0-7 Preajuste del número de JOB Selección de un número de JOB en el rango de
1 a 255 4 0-15 Preajuste alim. hilo, byte
superior Preajuste de la velocidad del hilo en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a WF-min 0x7FFF corresponde a 25,0 m/min
Preajuste alim. hilo, byte inferior
Preajuste de la velocidad del hilo en el programa 0
6 0-15 Preajuste de corrección,
byte superior Preajuste de la corrección de tensión en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
Preajuste de corrección, byte inferior
Preajuste de la corrección de tensión en el programa 0
8 0-15 Preajuste de dinámica,
byte superior Preajuste de la dinámica en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
Preajuste de dinámica, byte inferior
Preajuste de la dinámica en el programa 0

Perfiles de datos Perfiles para el módulo Profibus DP
104 099-008225-EW504 09.12.2015
Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
0 0 Error
Asignación de bit: 0 1
Mensaje general de error del proceso No hay error Se ha producido un error que no se ha resuelto
0 1 Entrada definida por el
usuario X4/3 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
0 2 Proceso activo
Asignación de bit 0 1
Señaliza la conclusión del proceso de soldadura El proceso finaliza (tras las corrientes posteriores de gas) Proceso en curso
0 3 I > 0
Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco voltaico aparece
0 4 Señal de colisión
Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor sin conectar Sin colisión
0 5 Disposición para soldar
Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 6 Señal de corriente principal
Asignación de bit: 0 1
Indica el estado de desarrollo del JOB El proceso está fuera de la fase de corriente principal El proceso se ejecuta en el programa principal
0 7 Llama
Asignación de bit: 0 1
Mensaje de llama de hilo del proceso El hilo está libre El hilo está fusionado a la pieza de trabajo
1 0-7 Error N.º de error de un error producido
2 0-15 Valor real de la tensión de
soldadura, byte superior Valor real actual de la tensión de soldadura Rango: de 0 a 0x7FFF corresponde de 0,0 V a 100,0 V

Perfiles de datos
Perfiles para el módulo Profibus DP
099-008225-EW504 09.12.2015
105
N.º de byte
N.º de bit
Función Descripción
Valor real de la tensión de soldadura, byte inferior
Valor real actual de la tensión de soldadura
4 0-15 Valor real de la corriente de
soldadura, byte superior Valor real actual de la corriente de soldadura Rango: de 0 a 0x7FFF corresponde de 0 A a 1000 A
Valor real de la corriente de soldadura, byte inferior
Valor real actual de la corriente de soldadura
6 0-15 Valor real
de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo. Rango: de 0 a 0x7FFF corresponde de 0,0 m/min a 40,0 m/min
Valor real de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo
8 0-15 Valor real de la corriente del
motor byte superior
Valor real actual de la corriente del motor del sistema de arrastre de hilo Rango: de 0 a 0x7FFF corresponde de 0,0 A a 25,5 A
Valor real de la corriente del motor byte inferior
Valor real actual de la corriente del motor del sistema de arrastre de hilo
10 0-4 Supervisión
Asignación de bit: 0 1 2 3 4 Aviso de rango de línea característica Asignación de bit: 0 Valor teórico alim. hilo en el rango de la línea característica 1 Valor teórico alim. hilo fuera de la línea característica
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma Tensión de soldadura Corriente de soldadura Velocidad del hilo Corriente del motor alim. hilo La señal indica si el valor teórico preestablecido por el control se encuentra en el rango de la línea característica (en preparación)
10 5 Entrada definida por el
usuario X4/5 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
10 6

Perfiles de datos Perfiles para el módulo Profibus DP
106 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Entrada definida por el usuario X4/7 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
10 7 Entrada definida por el
usuario X4/8 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta

Perfiles de datos
Perfiles para el módulo Profibus DP
099-008225-EW504 09.12.2015
107
9.4.3 Perfil compatible (Posición de conmutación 2) El módulo utiliza una capacidad de datos de 10 bytes para los datos de entrada y 11 bytes para los datos de salida. El perfil puede ser utilizado para el reemplazo de interfaces Profibus BUSINTX10 anteriormente utilizadas. Adicionalmente el perfil es compatible. Datos de control (datos de salida PLC) N.º de byte
N.º de bit
Función Descripción
0 0 Inicio
Asignación de bit: 0 1
Señal de arranque para iniciar el proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 1 Salida definida por el usuario
Asignación de bit: 0 1
Conmuta la salida de relé definida por el usuario K2 en el módulo de bus Relé no conmutado Relé conmutado
0 2 Selección del modo de
soldadura Asignación de bit: 0 1
Selección entre soldadura normal/de arco pulsado Soldadura normal activada Soldadura de arco pulsado activada
0 3, 4 Selección del modo de
funcionamiento Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de funcionamiento de dos tiempos No utilizado No utilizado Modo de funcionamiento especial de dos tiempos
0 5 Preselección de programa de
autómata Asignación de bit: 0 1
El programa se selecciona desde el autómata El programa 1 es de configuración fija Los programas 0-15 pueden seleccionarse
0 6 Funcionamiento de JOB
autómata Asignación de bit: 0 1
Selección del modo de selección para JOB La preselección del JOB se efectúa con el frontal de control (M31X) Preselección del JOB desde el autómata (bus de campo)
0 7 Restablecimiento de error Señal de reconocimiento para errores del sistema
La señal debe tener flanco positivo 1 0

Perfiles de datos Perfiles para el módulo Profibus DP
108 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Test de gas 1 Asignación de bit: 0 1
Control manual mediante la válvula de gas de protección Válvula de gas de protección apagada Válvula de gas de protección encendida
1 1 Enhebrado
Asignación de bit: 0 1
Señal para la función de enhebrado de hilo en el sistema de arrastre de hilo Enhebrado apagado Enhebrado encendido
1 2 Desenhebrado
Asignación de bit: 0 1
Señal para la función de desenhebrado del hilo Desenhebrado apagado Desenhebrado encendido
1 3 Cambio alimentador de hilo
(opcional) Asignación de bit: 0 1
Cambia entre dos alimentadores de hilo El maletín del alim. hilo 1 está activo El maletín del alim. hilo 2 está activo
1 4 Búsqueda de posición
Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 5 Soplado
Asignación de bit: 0 1
Control con válvula de purga Soplado apagado Soplado encendido
1 6 Control de función de
monitorización Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
1 7 Simulación de soldadura
Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
2 0-3 Preajuste del número de
programa Selección de un número de programa en el rango de 0 a 15
2 4-7

Perfiles de datos
Perfiles para el módulo Profibus DP
099-008225-EW504 09.12.2015
109
N.º de byte
N.º de bit
Función Descripción
Control de relé K1 Control de relé K3 Control de relé K4 Asignación de bit: 0 1 Preajuste de la fuente de alimentación esclava en sistemas TANDEM (opcional) Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado El sistema aplica la función maestra (estándar) El sistema aplica la función esclava
3 0-7 Preajuste del número de JOB Selección de un número de JOB en el rango de
1 a 255 4 0-15 Preajuste alim. hilo, byte
superior Preajuste de la velocidad del hilo en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a WF-min 0x7FFF corresponde a 25,0 m/min
Preajuste alim. hilo, byte inferior
Preajuste de la velocidad del hilo en el programa 0
6 0-15 Preajuste de corrección,
byte superior Preajuste de la corrección de tensión en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
Preajuste de corrección, byte inferior
Preajuste de la corrección de tensión en el programa 0
8 0-15 Preajuste de dinámica,
byte superior Preajuste de la dinámica en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
Preajuste de dinámica, byte inferior
Preajuste de la dinámica en el programa 0

Perfiles de datos Perfiles para el módulo Profibus DP
110 099-008225-EW504 09.12.2015
Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
0 0 Reservado 0 1 Entrada definida por el
usuario X4/3 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
0 2 Proceso activo
Asignación de bit 0 1
Señaliza la conclusión del proceso de soldadura El proceso finaliza (tras las corrientes posteriores de gas) Proceso en curso
0 3 I > 0
Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco voltaico aparece
0 4 Señal de colisión
Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor sin conectar Sin colisión
0 5 Disposición para soldar
Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 6 Reservado 0 7 Llama
Asignación de bit: 0 1
Mensaje de llama de hilo del proceso El hilo está libre El hilo está fusionado a la pieza de trabajo
1 0-7 Error N.º de error de un error producido
2 0-15 Valor real de la tensión de
soldadura, byte superior Valor real actual de la tensión de soldadura Rango: de 0 a 0x7FFF corresponde de 0,0 V a 100,0 V
Valor real de la tensión de soldadura, byte inferior
Valor real actual de la tensión de soldadura
4 0-15 Valor real de la corriente de
soldadura, byte superior Valor real actual de la corriente de soldadura Rango: de 0 a 0x7FFF corresponde de 0 A a 1000 A

Perfiles de datos
Perfiles para el módulo Profibus DP
099-008225-EW504 09.12.2015
111
N.º de byte
N.º de bit
Función Descripción
Valor real de la corriente de soldadura, byte inferior
Valor real actual de la corriente de soldadura
6 0-15 Valor real
de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo. Rango: de 0 a 0x7FFF corresponde de 0,0 m/min a 40,0 m/min
Valor real de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo
8 0-15 Valor real de la corriente del
motor byte superior
Valor real actual de la corriente del motor del sistema de arrastre de hilo Rango: de 0 a 0x7FFF corresponde de 0,0 A a 25,5 A
Valor real de la corriente del motor byte inferior
Valor real actual de la corriente del motor del sistema de arrastre de hilo
10 0-4 Supervisión
Asignación de bit: 0 1 2 3 4 Aviso de rango de línea característica Asignación de bit: 0 Valor teórico alim. hilo en el rango de la línea característica 1 Valor teórico alim. hilo fuera de la línea característica
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma Tensión de soldadura Corriente de soldadura Velocidad del hilo Corriente del motor alim. hilo La señal indica si el valor teórico preestablecido por el control se encuentra en el rango de la línea característica (en preparación)
10 5 Entrada definida por el
usuario X4/5 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
10 6 Entrada definida por el
usuario X4/7 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
10 7

Perfiles de datos Perfiles para el módulo Profibus DP
112 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Entrada definida por el usuario X4/8 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta

Perfiles de datos
Perfiles para el módulo Profibus DP
099-008225-EW504 09.12.2015
113
9.4.4 Perfil de aparatos Multimatrix (posición de conmutación 3) El módulo utiliza una capacidad de datos de 14 bytes (siete palabras) para datos de proceso y de control. Datos de control (datos de salida PLC) N.º de byte
N.º de bit
Función Descripción
0 0&1 Selección del modo de
funcionamiento Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de funcionamiento de dos tiempos No utilizado No utilizado Modo de funcionamiento especial de dos tiempos
0 2 Selección del modo de
soldadura Asignación de bit: 0 1
Selección entre soldadura normal/de arco pulsado Soldadura normal activada Soldadura de arco pulsado activada
0 3 Control de función de
monitorización Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
0 4 Inicio
Asignación de bit: 0 1
Señal de arranque para iniciar el proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 5 Robot listo
Asignación de bit: 0 1
Señal de seguridad para desconexión rápida Sin aviso de disponibilidad del robot no es posible el arranque, por lo que en el proceso se produce una desconexión rápida El robot anuncia listo; el arranque es posible
0 6 Test de gas 1
Asignación de bit: 0 1
Control manual mediante la válvula de gas de protección Válvula de gas de protección apagada Válvula de gas de protección encendida
0 7 Soplado
Asignación de bit: 0 1
Control con válvula de purga Soplado apagado Soplado encendido
1 0 Enhebrado
Asignación de bit: 0 1
Señal para la función de enhebrado de hilo en el sistema de arrastre de hilo Enhebrado apagado Enhebrado encendido

Perfiles de datos Perfiles para el módulo Profibus DP
114 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
1 1 Búsqueda de posición
Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 2 Desenhebrado
Asignación de bit: 0 1
Señal para la función de desenhebrado del hilo Desenhebrado apagado Desenhebrado encendido
1 3 Cambio alimentador de hilo
(opcional) Asignación de bit: 0 1
Cambia entre dos alimentadores de hilo El maletín del alim. hilo 1 está activo El maletín del alim. hilo 2 está activo
1 4 Restablecimiento de error Señal de reconocimiento para errores del sistema
La señal debe tener flanco positivo 1 5 Control de relé K2 (solo si no
se ha configurado ninguna opción de tensión de sensor) Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
1 6 Reservado 1 7 Simulación de soldadura
Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
2 0-3 Preajuste del número de
programa Selección de un número de programa en el rango de 0 a 15
2 4 Control de relé K1
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
2 5 Control de relé K3
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
2 6 Control de relé K4
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado

Perfiles de datos
Perfiles para el módulo Profibus DP
099-008225-EW504 09.12.2015
115
N.º de byte
N.º de bit
Función Descripción
2 7 Preajuste de la fuente de
alimentación maestra en sistemas TANDEM (opcional) Asignación de bit: 0 1
Activa la fuente de alimentación maestra/esclava en un sistema TANDEM El sistema aplica la función maestra El sistema aplica la función esclava
3 0-7 Preajuste del número de JOB Selección de un número de JOB en el rango de
1 a 255 4 0 Bit de JOB 8
Asignación de bit: 0 1
Ampliación del área de JOB El preajuste Número de JOB permite seleccionar JOB entre 1 y 255. El preajuste Número de JOB permite seleccionar JOB entre 256 y 510.
4 1-3 Reservado 4 4 Punteo encendido
Asignación de bit: 0 1
Modo de funcionamiento actual activo Modo de funcionamiento por puntos activo
4 5 Modo de enhebrado
Asignación de bit: 0 1
Señal para elegir el modo de enhebrado Rampa de sistema estándar activa 3,0 m/min constante o aplicación del valor teórico de la señal de control Valor teórico alim. hilo
4 6 superPuls encendido
Asignación de bit: 0 1
Control mediante la función superPuls superPuls apagado superPuls encendido
4 7 lift arc encendido
Asignación de bit: 0 1
Control mediante la función lift arc lift arc apagado lift arc encendido
5 0-7 Reservado 6 0-15 Preajuste alim. hilo, byte
superior Preajuste de la velocidad del hilo en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a WF-min 0x7FFF corresponde a 25,0 m/min
Preajuste alim. hilo, byte inferior
Preajuste de la velocidad del hilo en el programa 0
8 0-15

Perfiles de datos Perfiles para el módulo Profibus DP
116 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Preajuste de corrección, byte superior
Preajuste de la corrección de tensión en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
Preajuste de corrección, byte inferior
Preajuste de la corrección de tensión en el programa 0
10 0-15 Preajuste de dinámica,
byte superior Preajuste de la dinámica en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
Preajuste de dinámica, byte inferior
Preajuste de la dinámica en el programa 0
12 0-15 Reservado

Perfiles de datos
Perfiles para el módulo Profibus DP
099-008225-EW504 09.12.2015
117
Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
0 0 I > 0
Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco voltaico aparece
0 1 Disposición para soldar
Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 2 Llama
Asignación de bit: 0 1
Mensaje de llama de hilo del proceso El hilo está libre El hilo está fusionado a la pieza de trabajo
0 3 Error
Asignación de bit: 0 1
Mensaje general de error del proceso No hay error Se ha producido un error que no se ha resuelto
0 4 Señal de colisión
Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor sin conectar Sin colisión
0 5 Señal de corriente principal
Asignación de bit: 0 1
Indica el estado de desarrollo del JOB El proceso está fuera de la fase de corriente principal El proceso se ejecuta en el programa principal
0 6 Proceso activo
Asignación de bit 0 1
Señaliza la conclusión del proceso de soldadura El proceso finaliza (tras las corrientes posteriores de gas) Proceso en curso
0 7 Reservado 1 0-7 Error N.º de error de un error producido
2 0 Supervisión de tensión Campo de bit para indicar mensajes de alarma
durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 1

Perfiles de datos Perfiles para el módulo Profibus DP
118 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Supervisión de corriente Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 2 Supervisión de la velocidad
del hilo
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 3 Supervisión de corriente del
motor alim. hilo
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 4 Supervisión de aviso de rango
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 5-7 Reservado 3 0 Entrada definida por el
usuario X4/3 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 1 Entrada definida por el
usuario X4/5 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 2 Entrada definida por el
usuario X4/7 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 3 Entrada definida por el
usuario X4/8 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 4-7

Perfiles de datos
Perfiles para el módulo Profibus DP
099-008225-EW504 09.12.2015
119
N.º de byte
N.º de bit
Función Descripción
Reservado 4 0-7 Aviso Número de un aviso
producido > Véase capítulo 11.2 5 0-7 Reservado 6 0-15 Valor real de la tensión de
soldadura, byte superior Valor real actual de la tensión de soldadura Rango: de 0 a 0x7FFF corresponde de 0,0 V a 100,0 V
Valor real de la tensión de soldadura, byte inferior
Valor real actual de la tensión de soldadura
8 0-15 Valor real de la corriente de
soldadura, byte superior Valor real actual de la corriente de soldadura Rango: de 0 a 0x7FFF corresponde de 0 A a 1000 A
Valor real de la corriente de soldadura, byte inferior
Valor real actual de la corriente de soldadura
10 0-15 Valor real
de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo. Rango: de 0 a 0x7FFF corresponde de 0,0 m/min a 40,0 m/min
Valor real de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo
12 0-15 Valor real de la corriente del
motor byte superior
Valor real actual de la corriente del motor del sistema de arrastre de hilo Rango: de 0 a 0x7FFF corresponde de 0,0 A a 25,5 A
Valor real de la corriente del motor byte inferior
Valor real actual de la corriente del motor del sistema de arrastre de hilo

Perfiles de datos Perfiles de los módulos Profinet y Profinet LWL
120 099-008225-EW504 09.12.2015
9.5 Perfiles de los módulos Profinet y Profinet LWL 9.5.1 Perfil Reis Robotics (Posición de conmutación 0)
El módulo utiliza una capacidad de datos de siete palabras (14 bytes) para los datos de proceso y de control. Datos de control (datos de salida PLC) N.º de byte
N.º de bit
Función Descripción
0 0 Inicio
Asignación de bit: 0 1
Señal de arranque para iniciar el proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 1 Robot listo
Asignación de bit: 0 1
Señal de seguridad para desconexión rápida Sin aviso de disponibilidad del robot no es posible el arranque, por lo que en el proceso se produce una desconexión rápida El robot anuncia listo; el arranque es posible
0 2 Selección del modo de
soldadura Asignación de bit: 0 1
Selección entre soldadura normal/de arco pulsado Soldadura normal activada Soldadura de arco pulsado activada
0 3, 4 Selección del modo de
funcionamiento Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de funcionamiento de dos tiempos No utilizado No utilizado Modo de funcionamiento especial de dos tiempos
0 5 Reservado 0 6 Control de función de
monitorización Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
0 7 Reservado 1 0 Test de gas 1
Asignación de bit: 0 1
Control manual mediante la válvula de gas de protección Válvula de gas de protección apagada Válvula de gas de protección encendida
1 1

Perfiles de datos
Perfiles de los módulos Profinet y Profinet LWL
099-008225-EW504 09.12.2015
121
N.º de byte
N.º de bit
Función Descripción
Enhebrado Asignación de bit: 0 1
Señal para la función de enhebrado de hilo en el sistema de arrastre de hilo Enhebrado apagado Enhebrado encendido
1 2 Desenhebrado
Asignación de bit: 0 1
Señal para la función de desenhebrado del hilo Desenhebrado apagado Desenhebrado encendido
1 3 Restablecimiento de error Señal de reconocimiento para errores del sistema
La señal debe tener flanco positivo 1 4 Búsqueda de posición
Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 5 Soplado
Asignación de bit: 0 1
Control con válvula de purga Soplado apagado Soplado encendido
1 6 Funcionamiento de JOB
Asignación de bit: 0 1
La señal activa la función de funcionamiento de JOB Funcionamiento de JOB desconectado Funcionamiento de JOB activo
1 7 Cambio alimentador de hilo
(opcional) Asignación de bit: 0 1
Cambia entre dos alimentadores de hilo El maletín del alim. hilo 1 está activo El maletín del alim. hilo 2 está activo
2 0-7 Preajuste del número de JOB Selección de un número de JOB en el rango de
1 a 255 3 0-3,4-6,7 Preajuste del número de
programa Selección de un número de programa en el rango de 0 a 15
Reservado Simulación de soldadura
Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
4 0 Preajuste de la fuente de
alimentación maestra en sistemas TANDEM (opcional) Asignación de bit: 0 1
Activa la fuente de alimentación maestra/esclava en un sistema TANDEM El sistema aplica la función maestra El sistema aplica la función esclava
4 1-7

Perfiles de datos Perfiles de los módulos Profinet y Profinet LWL
122 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Reservado 5 0-3 Control de relé K1
Control de relé K2 (solo si no se ha configurado ninguna opción de tensión de sensor) Control de relé K3 Control de relé K4 Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
5 4-7 Reservado 6 0-15 Preajuste alim. hilo, byte
inferior Preajuste de la velocidad del hilo en el programa 0
Preajuste alim. hilo, byte superior
Preajuste de la velocidad del hilo en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a WF-min 0x7FFF corresponde a 25,0 m/min
8 0-15 Preajuste de corrección,
byte inferior Preajuste de la corrección de tensión en el programa 0
Preajuste de corrección, byte superior
Preajuste de la corrección de tensión en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
10 0-15 Preajuste de dinámica,
byte inferior Preajuste de la dinámica en el programa 0
Preajuste de dinámica, byte superior
Preajuste de la dinámica en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
12 0-15 Reservado

Perfiles de datos
Perfiles de los módulos Profinet y Profinet LWL
099-008225-EW504 09.12.2015
123
Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
0 0 I > 0
Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco voltaico aparece
0 1 Reservado 0 2 Proceso activo
Asignación de bit 0 1
Señaliza la conclusión del proceso de soldadura El proceso finaliza (tras las corrientes posteriores de gas) Proceso en curso
0 3 Señal de corriente principal
Asignación de bit: 0 1
Indica el estado de desarrollo del JOB El proceso está fuera de la fase de corriente principal El proceso se ejecuta en el programa principal
0 4 Señal de colisión
Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor sin conectar Sin colisión
0 5 Error
Asignación de bit: 0 1
Mensaje general de error del proceso No hay error Se ha producido un error que no se ha resuelto
0 6 Disposición para soldar
Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 7 Reservado 1 0-7 Error N.º de error de un error producido
2 0-7 Reservado 3 0 Llama
Asignación de bit: 0 1
Mensaje de llama de hilo del proceso El hilo está libre El hilo está fusionado a la pieza de trabajo
3 1-7 Reservado 4 0-7

Perfiles de datos Perfiles de los módulos Profinet y Profinet LWL
124 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Supervisión Asignación de bit: 0 1 2 3 4 Aviso de rango de línea característica Asignación de bit: 0 Valor teórico alim. hilo en el rango de la línea característica 1 Valor teórico alim. hilo fuera de la línea característica 5-6 Reservado 7 Señal de seguimiento
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma Tensión de soldadura Corriente de soldadura Velocidad del hilo Corriente del motor del alim. hilo La señal indica si el valor teórico preestablecido por el control se encuentra en el rango de la línea característica (en preparación) Señal de control que revisa la señal de sincronización para procesar las señales de medición de la fuente de alimentación; la señal debería conmutar en el proceso.
5 0-3 Entradas definidas por el
usuario Asignación de bit: 0 1 Asignación de entrada: Entrada X4/3 Entrada X4/5 Entrada X4/7 Entrada X4/8
Lectura de las entradas definidas por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta Solo disponible si no se utiliza como entrada de detección para tensión de sensor elevada
5 4-7 Reservado 6 0-15 Valor real de la tensión de
soldadura, byte inferior Valor real actual de la tensión de soldadura
Valor real de la tensión de soldadura, byte superior
Valor real actual de la tensión de soldadura Rango: de 0 a 0x7FFF corresponde de 0,0 V a 100,0 V
8 0-15 Valor real de la corriente de
soldadura, byte inferior Valor real actual de la corriente de soldadura
Valor real de la corriente de soldadura, byte superior
Valor real actual de la corriente de soldadura Rango: de 0 a 0x7FFF corresponde de 0 A a 1000 A
10 0-15 Valor real
de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo

Perfiles de datos
Perfiles de los módulos Profinet y Profinet LWL
099-008225-EW504 09.12.2015
125
N.º de byte
N.º de bit
Función Descripción
Valor real de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo. Rango: de 0 a 0x7FFF corresponde de 0,0 m/min a 40,0 m/min
12 0-15 Valor real de la corriente del
motor byte inferior
Valor real actual de la corriente del motor del sistema de arrastre de hilo
Valor real de la corriente del motor byte superior
Valor real actual de la corriente del motor del sistema de arrastre de hilo Rango: de 0 a 0x7FFF corresponde de 0,0 A a 25,5 A

Perfiles de datos Perfiles de los módulos Profinet y Profinet LWL
126 099-008225-EW504 09.12.2015
9.5.2 Perfil de aparatos Multimatrix (posición de conmutación 1) El módulo utiliza una capacidad de datos de 14 bytes (siete palabras) para datos de proceso y de control. Datos de control (datos de salida PLC) N.º de byte
N.º de bit
Función Descripción
0 0&1 Selección del modo de
funcionamiento Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de funcionamiento de dos tiempos No utilizado No utilizado Modo de funcionamiento especial de dos tiempos
0 2 Selección del modo de
soldadura Asignación de bit: 0 1
Selección entre soldadura normal/de arco pulsado Soldadura normal activada Soldadura de arco pulsado activada
0 3 Control de función de
monitorización Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
0 4 Inicio
Asignación de bit: 0 1
Señal de arranque para iniciar el proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 5 Robot listo
Asignación de bit: 0 1
Señal de seguridad para desconexión rápida Sin aviso de disponibilidad del robot no es posible el arranque, por lo que en el proceso se produce una desconexión rápida El robot anuncia listo; el arranque es posible
0 6 Test de gas 1
Asignación de bit: 0 1
Control manual mediante la válvula de gas de protección Válvula de gas de protección apagada Válvula de gas de protección encendida
0 7 Soplado
Asignación de bit: 0 1
Control con válvula de purga Soplado apagado Soplado encendido
1 0 Enhebrado
Asignación de bit: 0 1
Señal para la función de enhebrado de hilo en el sistema de arrastre de hilo Enhebrado apagado Enhebrado encendido

Perfiles de datos
Perfiles de los módulos Profinet y Profinet LWL
099-008225-EW504 09.12.2015
127
N.º de byte
N.º de bit
Función Descripción
1 1 Búsqueda de posición
Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 2 Desenhebrado
Asignación de bit: 0 1
Señal para la función de desenhebrado del hilo Desenhebrado apagado Desenhebrado encendido
1 3 Cambio alimentador de hilo
(opcional) Asignación de bit: 0 1
Cambia entre dos alimentadores de hilo El maletín del alim. hilo 1 está activo El maletín del alim. hilo 2 está activo
1 4 Restablecimiento de error Señal de reconocimiento para errores del sistema
La señal debe tener flanco positivo 1 5 Control de relé K2 (solo si no
se ha configurado ninguna opción de tensión de sensor) Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
1 6 Reservado 1 7 Simulación de soldadura
Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
2 0-3 Preajuste del número de
programa Selección de un número de programa en el rango de 0 a 15
2 4 Control de relé K1
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
2 5 Control de relé K3
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
2 6 Control de relé K4
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado

Perfiles de datos Perfiles de los módulos Profinet y Profinet LWL
128 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
2 7 Preajuste de la fuente de
alimentación maestra en sistemas TANDEM (opcional) Asignación de bit: 0 1
Activa la fuente de alimentación maestra/esclava en un sistema TANDEM El sistema aplica la función maestra El sistema aplica la función esclava
3 0-7 Preajuste del número de JOB Selección de un número de JOB en el rango de
1 a 255 4 0 Bit de JOB 8
Asignación de bit: 0 1
Ampliación del área de JOB El preajuste Número de JOB permite seleccionar JOB entre 1 y 255. El preajuste Número de JOB permite seleccionar JOB entre 256 y 510.
4 1-3 Reservado 4 4 Punteo encendido
Asignación de bit: 0 1
Modo de funcionamiento actual activo Modo de funcionamiento por puntos activo
4 5 Modo de enhebrado
Asignación de bit: 0 1
Señal para elegir el modo de enhebrado Rampa de sistema estándar activa 3,0 m/min constante o aplicación del valor teórico de la señal de control Valor teórico alim. hilo
4 6 superPuls encendido
Asignación de bit: 0 1
Control mediante la función superPuls superPuls apagado superPuls encendido
4 7 lift arc encendido
Asignación de bit: 0 1
Control mediante la función lift arc lift arc apagado lift arc encendido
5 0-7 Reservado 6 0-15 Preajuste alim. hilo, byte
superior Preajuste de la velocidad del hilo en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a WF-min 0x7FFF corresponde a 25,0 m/min
Preajuste alim. hilo, byte inferior
Preajuste de la velocidad del hilo en el programa 0
8 0-15

Perfiles de datos
Perfiles de los módulos Profinet y Profinet LWL
099-008225-EW504 09.12.2015
129
N.º de byte
N.º de bit
Función Descripción
Preajuste de corrección, byte superior
Preajuste de la corrección de tensión en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
Preajuste de corrección, byte inferior
Preajuste de la corrección de tensión en el programa 0
10 0-15 Preajuste de dinámica,
byte superior Preajuste de la dinámica en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
Preajuste de dinámica, byte inferior
Preajuste de la dinámica en el programa 0
12 0-15 Reservado

Perfiles de datos Perfiles de los módulos Profinet y Profinet LWL
130 099-008225-EW504 09.12.2015
Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
0 0 I > 0
Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco voltaico aparece
0 1 Disposición para soldar
Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 2 Llama
Asignación de bit: 0 1
Mensaje de llama de hilo del proceso El hilo está libre El hilo está fusionado a la pieza de trabajo
0 3 Error
Asignación de bit: 0 1
Mensaje general de error del proceso No hay error Se ha producido un error que no se ha resuelto
0 4 Señal de colisión
Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor sin conectar Sin colisión
0 5 Señal de corriente principal
Asignación de bit: 0 1
Indica el estado de desarrollo del JOB El proceso está fuera de la fase de corriente principal El proceso se ejecuta en el programa principal
0 6 Proceso activo
Asignación de bit 0 1
Señaliza la conclusión del proceso de soldadura El proceso finaliza (tras las corrientes posteriores de gas) Proceso en curso
0 7 Reservado 1 0-7 Error N.º de error de un error producido
2 0 Supervisión de tensión Campo de bit para indicar mensajes de alarma
durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 1

Perfiles de datos
Perfiles de los módulos Profinet y Profinet LWL
099-008225-EW504 09.12.2015
131
N.º de byte
N.º de bit
Función Descripción
Supervisión de corriente Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 2 Supervisión de la velocidad
del hilo
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 3 Supervisión de corriente del
motor alim. hilo
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 4 Supervisión de aviso de rango
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 5-7 Reservado 3 0 Entrada definida por el
usuario X4/3 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 1 Entrada definida por el
usuario X4/5 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 2 Entrada definida por el
usuario X4/7 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 3 Entrada definida por el
usuario X4/8 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 4-7

Perfiles de datos Perfiles de los módulos Profinet y Profinet LWL
132 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Reservado 4 0-7 Aviso Número de un aviso
producido > Véase capítulo 11.2 5 0-7 Reservado 6 0-15 Valor real de la tensión de
soldadura, byte superior Valor real actual de la tensión de soldadura Rango: de 0 a 0x7FFF corresponde de 0,0 V a 100,0 V
Valor real de la tensión de soldadura, byte inferior
Valor real actual de la tensión de soldadura
8 0-15 Valor real de la corriente de
soldadura, byte superior Valor real actual de la corriente de soldadura Rango: de 0 a 0x7FFF corresponde de 0 A a 1000 A
Valor real de la corriente de soldadura, byte inferior
Valor real actual de la corriente de soldadura
10 0-15 Valor real
de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo. Rango: de 0 a 0x7FFF corresponde de 0,0 m/min a 40,0 m/min
Valor real de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo
12 0-15 Valor real de la corriente del
motor byte superior
Valor real actual de la corriente del motor del sistema de arrastre de hilo Rango: de 0 a 0x7FFF corresponde de 0,0 A a 25,5 A
Valor real de la corriente del motor byte inferior
Valor real actual de la corriente del motor del sistema de arrastre de hilo

Perfiles de datos
Perfiles del módulo EthernetIP
099-008225-EW504 09.12.2015
133
9.6 Perfiles del módulo EthernetIP 9.6.1 Perfil estándar (Posición del conmutador 0)
El módulo utiliza una capacidad de datos de siete palabras (14 bytes) para los datos de proceso y de control. Datos de control (datos de salida PLC) N.º de byte
N.º de bit
Función Descripción
0 0&1 Selección del modo de
funcionamiento Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de funcionamiento de dos tiempos No utilizado No utilizado Modo de funcionamiento especial de dos tiempos
0 2 Selección del modo de
soldadura Asignación de bit: 0 1
Selección entre soldadura normal/de arco pulsado Soldadura normal activada Soldadura de arco pulsado activada
0 3 Control de función de
monitorización Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
0 4 Inicio
Asignación de bit: 0 1
Señal de arranque para iniciar el proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 5 Robot listo
Asignación de bit: 0 1
Señal de seguridad para desconexión rápida Sin aviso de disponibilidad del robot no es posible el arranque, por lo que en el proceso se produce una desconexión rápida El robot anuncia listo; el arranque es posible
0 6 Test de gas 1
Asignación de bit: 0 1
Control manual mediante la válvula de gas de protección Válvula de gas de protección apagada Válvula de gas de protección encendida
0 7 Soplado
Asignación de bit: 0 1
Control con válvula de purga Soplado apagado Soplado encendido
1 0

Perfiles de datos Perfiles del módulo EthernetIP
134 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Enhebrado Asignación de bit: 0 1
Señal para la función de enhebrado de hilo en el sistema de arrastre de hilo Enhebrado apagado Enhebrado encendido
1 1 Búsqueda de posición
Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 2 Desenhebrado
Asignación de bit: 0 1
Señal para la función de desenhebrado del hilo Desenhebrado apagado Desenhebrado encendido
1 3 Cambio alimentador de hilo
(opcional) Asignación de bit: 0 1
Cambia entre dos alimentadores de hilo El maletín del alim. hilo 1 está activo El maletín del alim. hilo 2 está activo
1 4 Restablecimiento de error Señal de reconocimiento para errores del sistema
La señal debe tener flanco positivo 1 5 Salida definida por el usuario
Asignación de bit: 0 1
Conmuta la salida de relé definida por el usuario K2 en el módulo de bus Relé no conmutado Relé conmutado
1 6 Funcionamiento de JOB
Asignación de bit: 0 1
La señal activa la función de funcionamiento de JOB Funcionamiento de JOB desconectado Funcionamiento de JOB activo
1 7 Simulación de soldadura
Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
2 0-3 Preajuste del número de
programa Selección de un número de programa en el rango de 0 a 15
2 4,5,6,7

Perfiles de datos
Perfiles del módulo EthernetIP
099-008225-EW504 09.12.2015
135
N.º de byte
N.º de bit
Función Descripción
Control de relé K1 Control de relé K3 Control de relé K4 Asignación de bit: 0 1 Preajuste de la fuente de alimentación esclava en sistemas TANDEM (opcional) Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado El sistema aplica la función maestra (estándar) El sistema aplica la función esclava
3 0-7 Preajuste del número de JOB Selección de un número de JOB en el rango de
1 a 255 4 0 Modo de enhebrado
Asignación de bit: 0 1
Señal para elegir el modo de enhebrado Rampa de sistema estándar activa 3,0 m/min constante o aplicación del valor teórico de la señal de control Valor teórico alim. hilo
4 1 Punteo encendido
Asignación de bit: 0 1
Modo de funcionamiento actual activo Modo de funcionamiento por puntos activo
4 2-7 Reservado 5 0-7 Reservado 6 0-15 Preajuste alim. hilo, byte
inferior Preajuste de la velocidad del hilo en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a WF-min 0x7FFF corresponde a 25,0m/min
Preajuste alim. hilo, byte superior
Preajuste de la velocidad del hilo en el programa 0
8 0-15 Preajuste de corrección,
byte inferior Preajuste de la corrección de tensión en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
Preajuste de corrección, byte superior
Preajuste de la corrección de tensión en el programa 0
10 0-15 Preajuste de dinámica,
byte inferior Preajuste de la dinámica en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40

Perfiles de datos Perfiles del módulo EthernetIP
136 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Preajuste de dinámica, byte superior
Preajuste de la dinámica en el programa 0
12 0-15 Reservado

Perfiles de datos
Perfiles del módulo EthernetIP
099-008225-EW504 09.12.2015
137
Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
0 0 I > 0
Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco voltaico aparece
0 1 Disposición para soldar
Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 2 Llama
Asignación de bit: 0 1
Mensaje de llama de hilo del proceso El hilo está libre El hilo está fusionado a la pieza de trabajo
0 3 Error
Asignación de bit: 0 1
Mensaje general de error del proceso No hay error Se ha producido un error que no se ha resuelto
0 4 Señal de colisión
Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor sin conectar Sin colisión
0 5 Señal de corriente principal
Asignación de bit: 0 1
Indica el estado de desarrollo del JOB El proceso está fuera de la fase de corriente principal El proceso se ejecuta en el programa principal
0 6 Proceso activo
Asignación de bit 0 1
Señaliza la conclusión del proceso de soldadura El proceso finaliza (tras las corrientes posteriores de gas) Proceso en curso
0 7 Reservado 1 0-7 Error N.º de error de un error producido
2 0-7

Perfiles de datos Perfiles del módulo EthernetIP
138 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Supervisión Asignación de bit: 0 1 2 3 4 Aviso de rango de línea característica Asignación de bit: 0 Valor teórico alim. hilo en el rango de la línea característica 1 Valor teórico alim. hilo fuera de la línea característica 5-6 Reservado 7 Señal de seguimiento
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma Tensión de soldadura Corriente de soldadura Velocidad del hilo Corriente del motor del alim. hilo La señal indica si el valor teórico preestablecido por el control se encuentra en el rango de la línea característica (en preparación) Señal de control que revisa la señal de sincronización para procesar las señales de medición de la fuente de alimentación; la señal debería conmutar en el proceso.
3 0-3 Entradas definidas por el
usuario Asignación de bit: 0 1 Asignación de entrada: Entrada X4/3 Entrada X4/5 Entrada X4/7 Entrada X4/8
Lectura de las entradas definidas por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta Solo disponible si no se utiliza como entrada de detección para tensión de sensor elevada
3 4-7 Reservado 4 0-7 Reservado 5 0-7 Reservado 6 0-15 Valor real de la tensión de
soldadura, byte inferior Valor real actual de la tensión de soldadura Rango: de 0 a 0x7FFF corresponde de 0,0 V a 100,0 V
Valor real de la tensión de soldadura, byte superior
Valor real actual de la tensión de soldadura
8 0-15 Valor real de la corriente de
soldadura, byte inferior Valor real actual de la corriente de soldadura Rango: de 0 a 0x7FFF corresponde de 0 A a 1000 A
Valor real de la corriente de soldadura, byte superior
Valor real actual de la corriente de soldadura
10 0-15

Perfiles de datos
Perfiles del módulo EthernetIP
099-008225-EW504 09.12.2015
139
N.º de byte
N.º de bit
Función Descripción
Valor real de la velocidad del hilo, byte inferior
Valor real actual de la velocidad del hilo Rango: de 0 a 0x7FFF corresponde de 0,0 m/min a 40,0 m/min
Valor real de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo
12 0-15 Valor real de la corriente del
motor byte inferior
Valor real actual de la corriente del motor del sistema de alimentación de hilo Rango: de 0 a 0x7FFF corresponde de 0,0 A a 25,5 A
Valor real de la corriente del motor byte superior
Valor real actual de la corriente del motor del sistema de alimentación de hilo

Perfiles de datos Perfiles del módulo EthernetIP
140 099-008225-EW504 09.12.2015
9.6.2 Perfil de Fanuc Robotics (posición de conmutador 1) El módulo utiliza una capacidad de datos de siete palabras (14 bytes) para los datos de proceso y de control. Datos de control (datos de salida PLC) N.º de byte
N.º de bit
Función Descripción
0 0&1 Selección del modo de
funcionamiento Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de funcionamiento de dos tiempos No utilizado No utilizado Modo de funcionamiento especial de dos tiempos
0 2 Selección del modo de
soldadura Asignación de bit: 0 1
Selección entre soldadura normal/de arco pulsado Soldadura normal activada Soldadura de arco pulsado activada
0 3 Control de función de
monitorización Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
0 4 Inicio
Asignación de bit: 0 1
Señal de arranque para iniciar el proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 5 Robot listo
Asignación de bit: 0 1
Señal de seguridad para desconexión rápida Sin aviso de disponibilidad del robot no es posible el arranque, por lo que en el proceso se produce una desconexión rápida El robot anuncia listo; el arranque es posible
0 6 Test de gas 1
Asignación de bit: 0 1
Control manual mediante la válvula de gas de protección Válvula de gas de protección apagada Válvula de gas de protección encendida
0 7 Soplado
Asignación de bit: 0 1
Control con válvula de purga Soplado apagado Soplado encendido
1 0

Perfiles de datos
Perfiles del módulo EthernetIP
099-008225-EW504 09.12.2015
141
N.º de byte
N.º de bit
Función Descripción
Enhebrado Asignación de bit: 0 1
Señal para la función de enhebrado de hilo en el sistema de arrastre de hilo Enhebrado apagado Enhebrado encendido
1 1 Búsqueda de posición
Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 2 Desenhebrado
Asignación de bit: 0 1
Señal para la función de desenhebrado del hilo Desenhebrado apagado Desenhebrado encendido
1 3 Cambio alimentador de hilo
(opcional) Asignación de bit: 0 1
Cambia entre dos alimentadores de hilo El maletín del alim. hilo 1 está activo El maletín del alim. hilo 2 está activo
1 4 Restablecimiento de error Señal de reconocimiento para errores del sistema
La señal debe tener flanco positivo 1 5 Salida definida por el usuario
Asignación de bit: 0 1
Conmuta la salida de relé definida por el usuario K2 en el módulo de bus Relé no conmutado Relé conmutado
1 6 Funcionamiento de JOB
Asignación de bit: 0 1
La señal activa la función de funcionamiento de JOB Funcionamiento de JOB desconectado Funcionamiento de JOB activo
1 7 Simulación de soldadura
Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
2 0-3 Preajuste del número de
programa Selección de un número de programa en el rango de 0 a 15
2 4,5,6,7

Perfiles de datos Perfiles del módulo EthernetIP
142 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Control de relé K1 Control de relé K3 Control de relé K4 Asignación de bit: 0 1 Preajuste de la fuente de alimentación esclava en sistemas TANDEM (opcional) Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado El sistema aplica la función maestra (estándar) El sistema aplica la función esclava
3 0-7 Preajuste del número de JOB Selección de un número de JOB en el rango de
1 a 255 4 0 Modo de enhebrado
Asignación de bit: 0 1
Señal para elegir el modo de enhebrado Rampa de sistema estándar activa 3,0 m/min constante o aplicación del valor teórico de la señal de control Valor teórico alim. hilo
4 1 Punteo encendido
Asignación de bit: 0 1
Modo de funcionamiento actual activo Modo de funcionamiento por puntos activo
4 2-7 Reservado 5 0-7 Reservado 6 0-15 Preajuste alim. hilo, byte
inferior Preajuste de la velocidad del hilo en el programa 0
Preajuste alim. hilo, byte superior
Preajuste de la velocidad del hilo en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a WF-min 0x7FFF corresponde a 25,0 m/min
8 0-15 Preajuste de corrección,
byte inferior Preajuste de la corrección de tensión en el programa 0
Preajuste de corrección, byte superior
Preajuste de la corrección de tensión en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
10 0-15 Preajuste de dinámica,
byte inferior Preajuste de la dinámica en el programa 0

Perfiles de datos
Perfiles del módulo EthernetIP
099-008225-EW504 09.12.2015
143
N.º de byte
N.º de bit
Función Descripción
Preajuste de dinámica, byte superior
Preajuste de la dinámica en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
12 0-15 Reservado
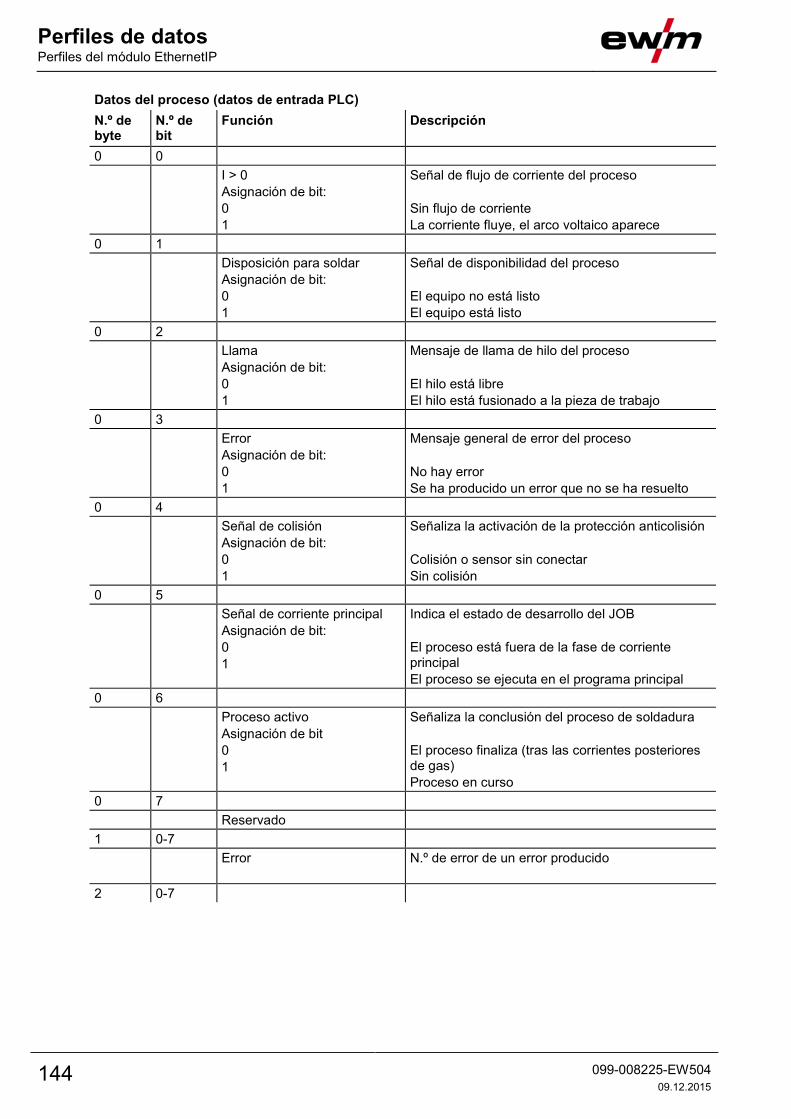
Perfiles de datos Perfiles del módulo EthernetIP
144 099-008225-EW504 09.12.2015
Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
0 0 I > 0
Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco voltaico aparece
0 1 Disposición para soldar
Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 2 Llama
Asignación de bit: 0 1
Mensaje de llama de hilo del proceso El hilo está libre El hilo está fusionado a la pieza de trabajo
0 3 Error
Asignación de bit: 0 1
Mensaje general de error del proceso No hay error Se ha producido un error que no se ha resuelto
0 4 Señal de colisión
Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor sin conectar Sin colisión
0 5 Señal de corriente principal
Asignación de bit: 0 1
Indica el estado de desarrollo del JOB El proceso está fuera de la fase de corriente principal El proceso se ejecuta en el programa principal
0 6 Proceso activo
Asignación de bit 0 1
Señaliza la conclusión del proceso de soldadura El proceso finaliza (tras las corrientes posteriores de gas) Proceso en curso
0 7 Reservado 1 0-7 Error N.º de error de un error producido
2 0-7

Perfiles de datos
Perfiles del módulo EthernetIP
099-008225-EW504 09.12.2015
145
N.º de byte
N.º de bit
Función Descripción
Supervisión Asignación de bit: 0 1 2 3 4 Aviso de rango de línea característica Asignación de bit: 0 Valor teórico alim. hilo en el rango de la línea característica 1 Valor teórico alim. hilo fuera de la línea característica 5-6 Reservado 7 Señal de seguimiento
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma Tensión de soldadura Corriente de soldadura Velocidad del hilo Corriente del motor del alim. hilo La señal indica si el valor teórico preestablecido por el control se encuentra en el rango de la línea característica (en preparación) Señal de control que revisa la señal de sincronización para procesar las señales de medición de la fuente de alimentación; la señal debería conmutar en el proceso.
3 0-3 Entradas definidas por el
usuario Asignación de bit: 0 1 Asignación de entrada: Entrada X4/3 Entrada X4/5 Entrada X4/7 Entrada X4/8
Lectura de las entradas definidas por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta Solo disponible si no se utiliza como entrada de detección para tensión de sensor elevada
3 4-7 Reservado 4 0-7 Reservado 5 0-7 Reservado 6 0-15 Valor real de la tensión de
soldadura, byte superior Valor real actual de la tensión de soldadura Rango: de 0x7FFF a 0x0 corresponde de 0,0 V a 100,0 V
Valor real de la tensión de soldadura, byte inferior
Valor real actual de la tensión de soldadura
8 0-15 Valor real de la corriente de
soldadura, byte superior Valor real actual de la corriente de soldadura Rango: de 0x7FFF a 0x0 corresponde de 0 A a 1000 A
Valor real de la corriente de soldadura, byte inferior
Valor real actual de la corriente de soldadura
10 0-15

Perfiles de datos Perfiles del módulo EthernetIP
146 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Valor real de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo Rango: de 0x7FFF a 0 corresponde de 0,0 m/min a 40,0 m/min
Valor real de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo
12 0-15 Valor real de la corriente del
motor byte superior
Valor real actual de la corriente del motor del sistema de alimentación de hilo Rango: de 0x7FFF a 0x0 corresponde de 0,0 A a 25,5 A
Valor real de la corriente del motor byte inferior
Valor real actual de la corriente del motor del sistema de arrastre de hilo
9.6.3 Indicaciones de perfil Los valores reales del proceso se ajustan a la lógica negativa Fanuc. Un valor de proceso 0 se emite con valor máximo; en cambio, el valor del proceso máximo se emite con valor 0.

Perfiles de datos
Perfiles del módulo EthernetIP
099-008225-EW504 09.12.2015
147
9.6.4 Perfil de aparatos Multimatrix (posición de conmutación 2) El módulo utiliza una capacidad de datos de 14 bytes (siete palabras) para datos de proceso y de control. Datos de control (datos de salida PLC) N.º de byte
N.º de bit
Función Descripción
0 0&1 Selección del modo de
funcionamiento Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de funcionamiento de dos tiempos No utilizado No utilizado Modo de funcionamiento especial de dos tiempos
0 2 Selección del modo de
soldadura Asignación de bit: 0 1
Selección entre soldadura normal/de arco pulsado Soldadura normal activada Soldadura de arco pulsado activada
0 3 Control de función de
monitorización Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
0 4 Inicio
Asignación de bit: 0 1
Señal de arranque para iniciar el proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 5 Robot listo
Asignación de bit: 0 1
Señal de seguridad para desconexión rápida Sin aviso de disponibilidad del robot no es posible el arranque, por lo que en el proceso se produce una desconexión rápida El robot anuncia listo; el arranque es posible
0 6 Test de gas 1
Asignación de bit: 0 1
Control manual mediante la válvula de gas de protección Válvula de gas de protección apagada Válvula de gas de protección encendida
0 7 Soplado
Asignación de bit: 0 1
Control con válvula de purga Soplado apagado Soplado encendido
1 0 Enhebrado
Asignación de bit: 0 1
Señal para la función de enhebrado de hilo en el sistema de arrastre de hilo Enhebrado apagado Enhebrado encendido

Perfiles de datos Perfiles del módulo EthernetIP
148 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
1 1 Búsqueda de posición
Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 2 Desenhebrado
Asignación de bit: 0 1
Señal para la función de desenhebrado del hilo Desenhebrado apagado Desenhebrado encendido
1 3 Cambio alimentador de hilo
(opcional) Asignación de bit: 0 1
Cambia entre dos alimentadores de hilo El maletín del alim. hilo 1 está activo El maletín del alim. hilo 2 está activo
1 4 Restablecimiento de error Señal de reconocimiento para errores del sistema
La señal debe tener flanco positivo 1 5 Control de relé K2 (solo si no
se ha configurado ninguna opción de tensión de sensor) Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
1 6 Reservado 1 7 Simulación de soldadura
Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
2 0-3 Preajuste del número de
programa Selección de un número de programa en el rango de 0 a 15
2 4 Control de relé K1
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
2 5 Control de relé K3
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
2 6 Control de relé K4
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado

Perfiles de datos
Perfiles del módulo EthernetIP
099-008225-EW504 09.12.2015
149
N.º de byte
N.º de bit
Función Descripción
2 7 Preajuste de la fuente de
alimentación maestra en sistemas TANDEM (opcional) Asignación de bit: 0 1
Activa la fuente de alimentación maestra/esclava en un sistema TANDEM El sistema aplica la función maestra El sistema aplica la función esclava
3 0-7 Preajuste del número de JOB Selección de un número de JOB en el rango de
1 a 255 4 0 Bit de JOB 8
Asignación de bit: 0 1
Ampliación del área de JOB El preajuste Número de JOB permite seleccionar JOB entre 1 y 255. El preajuste Número de JOB permite seleccionar JOB entre 256 y 510.
4 1-3 Reservado 4 4 Punteo encendido
Asignación de bit: 0 1
Modo de funcionamiento actual activo Modo de funcionamiento por puntos activo
4 5 Modo de enhebrado
Asignación de bit: 0 1
Señal para elegir el modo de enhebrado Rampa de sistema estándar activa 3,0 m/min constante o aplicación del valor teórico de la señal de control Valor teórico alim. hilo
4 6 superPuls encendido
Asignación de bit: 0 1
Control mediante la función superPuls superPuls apagado superPuls encendido
4 7 lift arc encendido
Asignación de bit: 0 1
Control mediante la función lift arc lift arc apagado lift arc encendido
5 0-7 Reservado 6 0-15 Preajuste alim. hilo, byte
superior Preajuste de la velocidad del hilo en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a WF-min 0x7FFF corresponde a 25,0 m/min
Preajuste alim. hilo, byte inferior
Preajuste de la velocidad del hilo en el programa 0
8 0-15

Perfiles de datos Perfiles del módulo EthernetIP
150 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Preajuste de corrección, byte superior
Preajuste de la corrección de tensión en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
Preajuste de corrección, byte inferior
Preajuste de la corrección de tensión en el programa 0
10 0-15 Preajuste de dinámica,
byte superior Preajuste de la dinámica en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
Preajuste de dinámica, byte inferior
Preajuste de la dinámica en el programa 0
12 0-15 Reservado

Perfiles de datos
Perfiles del módulo EthernetIP
099-008225-EW504 09.12.2015
151
Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
0 0 I > 0
Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco voltaico aparece
0 1 Disposición para soldar
Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 2 Llama
Asignación de bit: 0 1
Mensaje de llama de hilo del proceso El hilo está libre El hilo está fusionado a la pieza de trabajo
0 3 Error
Asignación de bit: 0 1
Mensaje general de error del proceso No hay error Se ha producido un error que no se ha resuelto
0 4 Señal de colisión
Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor sin conectar Sin colisión
0 5 Señal de corriente principal
Asignación de bit: 0 1
Indica el estado de desarrollo del JOB El proceso está fuera de la fase de corriente principal El proceso se ejecuta en el programa principal
0 6 Proceso activo
Asignación de bit 0 1
Señaliza la conclusión del proceso de soldadura El proceso finaliza (tras las corrientes posteriores de gas) Proceso en curso
0 7 Reservado 1 0-7 Error N.º de error de un error producido
2 0 Supervisión de tensión Campo de bit para indicar mensajes de alarma
durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 1

Perfiles de datos Perfiles del módulo EthernetIP
152 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Supervisión de corriente Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 2 Supervisión de la velocidad
del hilo
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 3 Supervisión de corriente del
motor alim. hilo
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 4 Supervisión de aviso de rango
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 5-7 Reservado 3 0 Entrada definida por el
usuario X4/3 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 1 Entrada definida por el
usuario X4/5 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 2 Entrada definida por el
usuario X4/7 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 3 Entrada definida por el
usuario X4/8 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 4-7

Perfiles de datos
Perfiles del módulo EthernetIP
099-008225-EW504 09.12.2015
153
N.º de byte
N.º de bit
Función Descripción
Reservado 4 0-7 Aviso Número de un aviso
producido > Véase capítulo 11.2 5 0-7 Reservado 6 0-15 Valor real de la tensión de
soldadura, byte superior Valor real actual de la tensión de soldadura Rango: de 0 a 0x7FFF corresponde de 0,0 V a 100,0 V
Valor real de la tensión de soldadura, byte inferior
Valor real actual de la tensión de soldadura
8 0-15 Valor real de la corriente de
soldadura, byte superior Valor real actual de la corriente de soldadura Rango: de 0 a 0x7FFF corresponde de 0 A a 1000 A
Valor real de la corriente de soldadura, byte inferior
Valor real actual de la corriente de soldadura
10 0-15 Valor real
de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo. Rango: de 0 a 0x7FFF corresponde de 0,0 m/min a 40,0 m/min
Valor real de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo
12 0-15 Valor real de la corriente del
motor byte superior
Valor real actual de la corriente del motor del sistema de arrastre de hilo Rango: de 0 a 0x7FFF corresponde de 0,0 A a 25,5 A
Valor real de la corriente del motor byte inferior
Valor real actual de la corriente del motor del sistema de arrastre de hilo

Perfiles de datos Perfiles del módulo EthernetIP
154 099-008225-EW504 09.12.2015
9.6.5 Perfil de aparatos Multimatrix con robots FANUC (posición de conmutación 3) El módulo utiliza una capacidad de datos de 14 bytes (siete palabras) para datos de proceso y de control. Datos de control (datos de salida PLC) N.º de byte
N.º de bit
Función Descripción
0 0&1 Selección del modo de
funcionamiento Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de funcionamiento de dos tiempos No utilizado No utilizado Modo de funcionamiento especial de dos tiempos
0 2 Selección del modo de
soldadura Asignación de bit: 0 1
Selección entre soldadura normal/de arco pulsado Soldadura normal activada Soldadura de arco pulsado activada
0 3 Control de función de
monitorización Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
0 4 Inicio
Asignación de bit: 0 1
Señal de arranque para iniciar el proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 5 Robot listo
Asignación de bit: 0 1
Señal de seguridad para desconexión rápida Sin aviso de disponibilidad del robot no es posible el arranque, por lo que en el proceso se produce una desconexión rápida El robot anuncia listo; el arranque es posible
0 6 Test de gas 1
Asignación de bit: 0 1
Control manual mediante la válvula de gas de protección Válvula de gas de protección apagada Válvula de gas de protección encendida
0 7 Soplado
Asignación de bit: 0 1
Control con válvula de purga Soplado apagado Soplado encendido
1 0 Enhebrado
Asignación de bit: 0 1
Señal para la función de enhebrado de hilo en el sistema de arrastre de hilo Enhebrado apagado Enhebrado encendido

Perfiles de datos
Perfiles del módulo EthernetIP
099-008225-EW504 09.12.2015
155
N.º de byte
N.º de bit
Función Descripción
1 1 Búsqueda de posición
Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 2 Desenhebrado
Asignación de bit: 0 1
Señal para la función de desenhebrado del hilo Desenhebrado apagado Desenhebrado encendido
1 3 Cambio alimentador de hilo
(opcional) Asignación de bit: 0 1
Cambia entre dos alimentadores de hilo El maletín del alim. hilo 1 está activo El maletín del alim. hilo 2 está activo
1 4 Restablecimiento de error Señal de reconocimiento para errores del sistema
La señal debe tener flanco positivo 1 5 Control de relé K2 (solo si no
se ha configurado ninguna opción de tensión de sensor) Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
1 6 Reservado 1 7 Simulación de soldadura
Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
2 0-3 Preajuste del número de
programa Selección de un número de programa en el rango de 0 a 15
2 4 Control de relé K1
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
2 5 Control de relé K3
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
2 6 Control de relé K4
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado

Perfiles de datos Perfiles del módulo EthernetIP
156 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
2 7 Preajuste de la fuente de
alimentación maestra en sistemas TANDEM (opcional) Asignación de bit: 0 1
Activa la fuente de alimentación maestra/esclava en un sistema TANDEM El sistema aplica la función maestra El sistema aplica la función esclava
3 0-7 Preajuste del número de JOB Selección de un número de JOB en el rango de
1 a 255 4 0 Bit de JOB 8
Asignación de bit: 0 1
Ampliación del área de JOB El preajuste Número de JOB permite seleccionar JOB entre 1 y 255. El preajuste Número de JOB permite seleccionar JOB entre 256 y 510.
4 1-3 Reservado 4 4 Punteo encendido
Asignación de bit: 0 1
Modo de funcionamiento actual activo Modo de funcionamiento por puntos activo
4 5 Modo de enhebrado
Asignación de bit: 0 1
Señal para elegir el modo de enhebrado Rampa de sistema estándar activa 3,0 m/min constante o aplicación del valor teórico de la señal de control Valor teórico alim. hilo
4 6 superPuls encendido
Asignación de bit: 0 1
Control mediante la función superPuls superPuls apagado superPuls encendido
4 7 lift arc encendido
Asignación de bit: 0 1
Control mediante la función lift arc lift arc apagado lift arc encendido
5 0-7 Reservado 6 0-15 Preajuste alim. hilo, byte
superior Preajuste de la velocidad del hilo en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a WF-min 0x7FFF corresponde a 25,0 m/min
Preajuste alim. hilo, byte inferior
Preajuste de la velocidad del hilo en el programa 0
8 0-15

Perfiles de datos
Perfiles del módulo EthernetIP
099-008225-EW504 09.12.2015
157
N.º de byte
N.º de bit
Función Descripción
Preajuste de corrección, byte superior
Preajuste de la corrección de tensión en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
Preajuste de corrección, byte inferior
Preajuste de la corrección de tensión en el programa 0
10 0-15 Preajuste de dinámica,
byte superior Preajuste de la dinámica en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
Preajuste de dinámica, byte inferior
Preajuste de la dinámica en el programa 0
12 0-15 Reservado

Perfiles de datos Perfiles del módulo EthernetIP
158 099-008225-EW504 09.12.2015
Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
0 0 I > 0
Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco voltaico aparece
0 1 Disposición para soldar
Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 2 Llama
Asignación de bit: 0 1
Mensaje de llama de hilo del proceso El hilo está libre El hilo está fusionado a la pieza de trabajo
0 3 Error
Asignación de bit: 0 1
Mensaje general de error del proceso No hay error Se ha producido un error que no se ha resuelto
0 4 Señal de colisión
Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor sin conectar Sin colisión
0 5 Señal de corriente principal
Asignación de bit: 0 1
Indica el estado de desarrollo del JOB El proceso está fuera de la fase de corriente principal El proceso se ejecuta en el programa principal
0 6 Proceso activo
Asignación de bit 0 1
Señaliza la conclusión del proceso de soldadura El proceso finaliza (tras las corrientes posteriores de gas) Proceso en curso
0 7 Reservado 1 0-7 Error N.º de error de un error producido
2 0 Supervisión de tensión Campo de bit para indicar mensajes de alarma
durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 1

Perfiles de datos
Perfiles del módulo EthernetIP
099-008225-EW504 09.12.2015
159
N.º de byte
N.º de bit
Función Descripción
Supervisión de corriente Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 2 Supervisión de la velocidad
del hilo
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 3 Supervisión de corriente del
motor alim. hilo
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 4 Supervisión de aviso de rango
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 5-7 Reservado 3 0 Entrada definida por el
usuario X4/3 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 1 Entrada definida por el
usuario X4/5 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 2 Entrada definida por el
usuario X4/7 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 3 Entrada definida por el
usuario X4/8 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 4-7

Perfiles de datos Perfiles del módulo EthernetIP
160 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Reservado 4 0-7 Aviso Número de un aviso
producido > Véase capítulo 11.2 5 0-7 Reservado 6 0-15 Valor real de la tensión de
soldadura, byte superior Valor real actual de la tensión de soldadura Rango: de 0 a 0x7FFF corresponde de 0,0 V a 100,0 V
Valor real de la tensión de soldadura, byte inferior
Valor real actual de la tensión de soldadura
8 0-15 Valor real de la corriente de
soldadura, byte superior Valor real actual de la corriente de soldadura Rango: de 0x7FFF a 0x0 corresponde de 0 A a 1000 A
Valor real de la corriente de soldadura, byte inferior
Valor real actual de la corriente de soldadura
10 0-15 Valor real
de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo Rango: de 0x7FFF a 0 corresponde de 0,0 m/min a 40,0 m/min
Valor real de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo
11 7 Reservado 12 0-15 Valor real de la corriente del
motor byte superior
Valor real actual de la corriente del motor del sistema de alimentación de hilo Rango: de 0x7FFF a 0x0 corresponde de 0,0 A a 25,5 A
Valor real de la corriente del motor byte inferior
Valor real actual de la corriente del motor del sistema de arrastre de hilo
9.6.6 Indicaciones de perfil Los valores reales del proceso se ajustan a la lógica negativa Fanuc. Un valor de proceso 0 se emite con valor máximo; en cambio, el valor del proceso máximo se emite con valor 0.

Perfiles de datos
Perfiles del módulo EtherCAT
099-008225-EW504 09.12.2015
161
9.7 Perfiles del módulo EtherCAT 9.7.1 Perfil estándar (Posición del conmutador 0)
El módulo utiliza una capacidad de datos de cinco palabras (10 bytes) para los datos de control y de seis palabras (12 bytes) para los datos de proceso. Datos de control (datos de salida PLC) N.º de byte
N.º de bit
Función Descripción
0 0&1 Selección del modo de
funcionamiento Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de funcionamiento de dos tiempos No utilizado No utilizado Modo de funcionamiento especial de dos tiempos
0 2 Selección del modo de
soldadura Asignación de bit: 0 1
Selección entre soldadura normal/de arco pulsado Soldadura normal activada Soldadura de arco pulsado activada
0 3 Control de función de
monitorización Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
0 4 Inicio
Asignación de bit: 0 1
Señal de arranque para iniciar el proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 5 Robot listo
Asignación de bit: 0 1
Señal de seguridad para desconexión rápida Sin aviso de disponibilidad del robot no es posible el arranque, por lo que en el proceso se produce una desconexión rápida El robot anuncia listo; el arranque es posible
0 6 Test de gas 1
Asignación de bit: 0 1
Control manual mediante la válvula de gas de protección Válvula de gas de protección apagada Válvula de gas de protección encendida
0 7 Soplado
Asignación de bit: 0 1
Control con válvula de purga Soplado apagado Soplado encendido
1 0

Perfiles de datos Perfiles del módulo EtherCAT
162 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Enhebrado Asignación de bit: 0 1
Señal para la función de enhebrado de hilo en el sistema de arrastre de hilo Enhebrado apagado Enhebrado encendido
1 1 Búsqueda de posición
Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 2 Desenhebrado
Asignación de bit: 0 1
Señal para la función de desenhebrado del hilo Desenhebrado apagado Desenhebrado encendido
1 3 Cambio alimentador de hilo
(opcional) Asignación de bit: 0 1
Cambia entre dos alimentadores de hilo El maletín del alim. hilo 1 está activo El maletín del alim. hilo 2 está activo
1 4 Restablecimiento de error Señal de reconocimiento para errores del sistema
La señal debe tener flanco positivo 1 5 Salida definida por el usuario
Asignación de bit: 0 1
Conmuta la salida de relé definida por el usuario K2 en el módulo de bus Relé no conmutado Relé conmutado
1 6 Funcionamiento de JOB
Asignación de bit: 0 1
La señal activa la función de funcionamiento de JOB Funcionamiento de JOB desconectado Funcionamiento de JOB activo
1 7 Simulación de soldadura
Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
2 0-3 Preajuste del número de
programa Selección de un número de programa en el rango de 0 a 15
2 4-7

Perfiles de datos
Perfiles del módulo EtherCAT
099-008225-EW504 09.12.2015
163
N.º de byte
N.º de bit
Función Descripción
Control de relé K1 Control de relé K3 Control de relé K4 Asignación de bit: 0 1 Preajuste de la fuente de alimentación esclava en sistemas TANDEM (opcional) Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado El sistema aplica la función maestra (estándar) El sistema aplica la función esclava
3 0-7 Preajuste del número de JOB Selección de un número de JOB en el rango de
1 a 255 4 0-15 Preajuste alim. hilo, byte
inferior Preajuste de la velocidad del hilo en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a WF-min 0x7FFF corresponde a 25,0m/min
Preajuste alim. hilo, byte superior
Preajuste de la velocidad del hilo en el programa 0
6 0-15 Preajuste de corrección,
byte inferior Preajuste de la corrección de tensión en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
Preajuste de corrección, byte superior
Preajuste de la corrección de tensión en el programa 0
8 0-15 Preajuste de dinámica,
byte inferior Preajuste de la dinámica en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
Preajuste de dinámica, byte superior
Preajuste de la dinámica en el programa 0

Perfiles de datos Perfiles del módulo EtherCAT
164 099-008225-EW504 09.12.2015
Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
0 0 I > 0
Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco voltaico aparece
0 1 Disposición para soldar
Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 2 Llama
Asignación de bit: 0 1
Mensaje de llama de hilo del proceso El hilo está libre El hilo está fusionado a la pieza de trabajo
0 3 Error
Asignación de bit: 0 1
Mensaje general de error del proceso No hay error Se ha producido un error que no se ha resuelto
0 4 Señal de colisión
Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor sin conectar Sin colisión
0 5 Señal de corriente principal
Asignación de bit: 0 1
Indica el estado de desarrollo del JOB El proceso está fuera de la fase de corriente principal El proceso se ejecuta en el programa principal
0 6 Proceso activo
Asignación de bit 0 1
Señaliza la conclusión del proceso de soldadura El proceso finaliza (tras las corrientes posteriores de gas) Proceso en curso
0 7 Reservado 1 0-7 Error N.º de error de un error producido
2 0-7

Perfiles de datos
Perfiles del módulo EtherCAT
099-008225-EW504 09.12.2015
165
N.º de byte
N.º de bit
Función Descripción
Supervisión Asignación de bit: 0 1 2 3 4 Aviso de rango de línea característica Asignación de bit: 0 Valor teórico alim. hilo en el rango de la línea característica 1 Valor teórico alim. hilo fuera de la línea característica 5-7 Reservado
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma Tensión de soldadura Corriente de soldadura Velocidad del hilo Corriente del motor alim. hilo La señal indica si el valor teórico preestablecido por el control se encuentra en el rango de la línea característica (en preparación)
3 0-7 Entradas definidas por el
usuario Asignación de bit: 0 1 Asignación de entrada: Entrada X4/3 Entrada X4/5 Entrada X4/7 Entrada X4/8
Lectura de las entradas definidas por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta Solo disponible si no se utiliza como entrada de detección para tensión de sensor elevada
4 0-15 Valor real de la tensión de
soldadura, byte inferior Valor real actual de la tensión de soldadura Rango: de 0 a 0x7FFF corresponde de 0,0 V a 100,0 V
Valor real de la tensión de soldadura, byte superior
Valor real actual de la tensión de soldadura
6 0-15 Valor real de la corriente de
soldadura, byte inferior Valor real actual de la corriente de soldadura Rango: de 0 a 0x7FFF corresponde de 0 A a 1000 A
Valor real de la corriente de soldadura, byte superior
Valor real actual de la corriente de soldadura
8 0-15 Valor real
de la velocidad del hilo, byte inferior
Valor real actual de la velocidad del hilo Rango: de 0 a 0x7FFF corresponde de 0,0 m/min a 40,0 m/min
Valor real de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo
10 0-15

Perfiles de datos Perfiles del módulo EtherCAT
166 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Valor real de la corriente del motor byte inferior
Valor real actual de la corriente del motor del sistema de alimentación de hilo Rango: de 0 a 0x7FFF corresponde de 0,0 A a 25,5 A
Valor real de la corriente del motor byte superior
Valor real actual de la corriente del motor del sistema de alimentación de hilo

Perfiles de datos
Perfiles del módulo EtherCAT
099-008225-EW504 09.12.2015
167
9.7.2 Perfil de aparatos Multimatrix (posición de conmutación 1) El módulo utiliza una capacidad de datos de 14 bytes (siete palabras) para datos de proceso y de control. Datos de control (datos de salida PLC) N.º de byte
N.º de bit
Función Descripción
0 0&1 Selección del modo de
funcionamiento Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de funcionamiento de dos tiempos No utilizado No utilizado Modo de funcionamiento especial de dos tiempos
0 2 Selección del modo de
soldadura Asignación de bit: 0 1
Selección entre soldadura normal/de arco pulsado Soldadura normal activada Soldadura de arco pulsado activada
0 3 Control de función de
monitorización Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
0 4 Inicio
Asignación de bit: 0 1
Señal de arranque para iniciar el proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 5 Robot listo
Asignación de bit: 0 1
Señal de seguridad para desconexión rápida Sin aviso de disponibilidad del robot no es posible el arranque, por lo que en el proceso se produce una desconexión rápida El robot anuncia listo; el arranque es posible
0 6 Test de gas 1
Asignación de bit: 0 1
Control manual mediante la válvula de gas de protección Válvula de gas de protección apagada Válvula de gas de protección encendida
0 7 Soplado
Asignación de bit: 0 1
Control con válvula de purga Soplado apagado Soplado encendido
1 0 Enhebrado
Asignación de bit: 0 1
Señal para la función de enhebrado de hilo en el sistema de arrastre de hilo Enhebrado apagado Enhebrado encendido

Perfiles de datos Perfiles del módulo EtherCAT
168 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
1 1 Búsqueda de posición
Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 2 Desenhebrado
Asignación de bit: 0 1
Señal para la función de desenhebrado del hilo Desenhebrado apagado Desenhebrado encendido
1 3 Cambio alimentador de hilo
(opcional) Asignación de bit: 0 1
Cambia entre dos alimentadores de hilo El maletín del alim. hilo 1 está activo El maletín del alim. hilo 2 está activo
1 4 Restablecimiento de error Señal de reconocimiento para errores del sistema
La señal debe tener flanco positivo 1 5 Control de relé K2 (solo si no
se ha configurado ninguna opción de tensión de sensor) Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
1 6 Reservado 1 7 Simulación de soldadura
Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
2 0-3 Preajuste del número de
programa Selección de un número de programa en el rango de 0 a 15
2 4 Control de relé K1
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
2 5 Control de relé K3
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado
2 6 Control de relé K4
Asignación de bit: 0 1
Control de las salidas definidas por el usuario Relé no conmutado Relé conmutado

Perfiles de datos
Perfiles del módulo EtherCAT
099-008225-EW504 09.12.2015
169
N.º de byte
N.º de bit
Función Descripción
2 7 Preajuste de la fuente de
alimentación maestra en sistemas TANDEM (opcional) Asignación de bit: 0 1
Activa la fuente de alimentación maestra/esclava en un sistema TANDEM El sistema aplica la función maestra El sistema aplica la función esclava
3 0-7 Preajuste del número de JOB Selección de un número de JOB en el rango de
1 a 255 4 0 Bit de JOB 8
Asignación de bit: 0 1
Ampliación del área de JOB El preajuste Número de JOB permite seleccionar JOB entre 1 y 255. El preajuste Número de JOB permite seleccionar JOB entre 256 y 510.
4 1-3 Reservado 4 4 Punteo encendido
Asignación de bit: 0 1
Modo de funcionamiento actual activo Modo de funcionamiento por puntos activo
4 5 Modo de enhebrado
Asignación de bit: 0 1
Señal para elegir el modo de enhebrado Rampa de sistema estándar activa 3,0 m/min constante o aplicación del valor teórico de la señal de control Valor teórico alim. hilo
4 6 superPuls encendido
Asignación de bit: 0 1
Control mediante la función superPuls superPuls apagado superPuls encendido
4 7 lift arc encendido
Asignación de bit: 0 1
Control mediante la función lift arc lift arc apagado lift arc encendido
5 0-7 Reservado 6 0-15 Preajuste alim. hilo, byte
superior Preajuste de la velocidad del hilo en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a WF-min 0x7FFF corresponde a 25,0 m/min
Preajuste alim. hilo, byte inferior
Preajuste de la velocidad del hilo en el programa 0
8 0-15

Perfiles de datos Perfiles del módulo EtherCAT
170 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Preajuste de corrección, byte superior
Preajuste de la corrección de tensión en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
Preajuste de corrección, byte inferior
Preajuste de la corrección de tensión en el programa 0
10 0-15 Preajuste de dinámica,
byte superior Preajuste de la dinámica en el programa 0 Rango: de 0 a 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
Preajuste de dinámica, byte inferior
Preajuste de la dinámica en el programa 0
12 0-15 Reservado

Perfiles de datos
Perfiles del módulo EtherCAT
099-008225-EW504 09.12.2015
171
Datos del proceso (datos de entrada PLC) N.º de byte
N.º de bit
Función Descripción
0 0 I > 0
Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco voltaico aparece
0 1 Disposición para soldar
Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 2 Llama
Asignación de bit: 0 1
Mensaje de llama de hilo del proceso El hilo está libre El hilo está fusionado a la pieza de trabajo
0 3 Error
Asignación de bit: 0 1
Mensaje general de error del proceso No hay error Se ha producido un error que no se ha resuelto
0 4 Señal de colisión
Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor sin conectar Sin colisión
0 5 Señal de corriente principal
Asignación de bit: 0 1
Indica el estado de desarrollo del JOB El proceso está fuera de la fase de corriente principal El proceso se ejecuta en el programa principal
0 6 Proceso activo
Asignación de bit 0 1
Señaliza la conclusión del proceso de soldadura El proceso finaliza (tras las corrientes posteriores de gas) Proceso en curso
0 7 Reservado 1 0-7 Error N.º de error de un error producido
2 0 Supervisión de tensión Campo de bit para indicar mensajes de alarma
durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 1

Perfiles de datos Perfiles del módulo EtherCAT
172 099-008225-EW504 09.12.2015
N.º de byte
N.º de bit
Función Descripción
Supervisión de corriente Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 2 Supervisión de la velocidad
del hilo
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 3 Supervisión de corriente del
motor alim. hilo
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 4 Supervisión de aviso de rango
Campo de bit para indicar mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma
2 5-7 Reservado 3 0 Entrada definida por el
usuario X4/3 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 1 Entrada definida por el
usuario X4/5 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 2 Entrada definida por el
usuario X4/7 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 3 Entrada definida por el
usuario X4/8 Asignación de bit: 0 1
Lectura de la entrada definida por el usuario Señal de 0 V en la entrada = señal baja 24 V en la entrada = señal alta
3 4-7

Perfiles de datos
Perfiles del módulo EtherCAT
099-008225-EW504 09.12.2015
173
N.º de byte
N.º de bit
Función Descripción
Reservado 4 0-7 Aviso Número de un aviso
producido > Véase capítulo 11.2 5 0-7 Reservado 6 0-15 Valor real de la tensión de
soldadura, byte superior Valor real actual de la tensión de soldadura Rango: de 0 a 0x7FFF corresponde de 0,0 V a 100,0 V
Valor real de la tensión de soldadura, byte inferior
Valor real actual de la tensión de soldadura
8 0-15 Valor real de la corriente de
soldadura, byte superior Valor real actual de la corriente de soldadura Rango: de 0 a 0x7FFF corresponde de 0 A a 1000 A
Valor real de la corriente de soldadura, byte inferior
Valor real actual de la corriente de soldadura
10 0-15 Valor real
de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo. Rango: de 0 a 0x7FFF corresponde de 0,0 m/min a 40,0 m/min
Valor real de la velocidad del hilo, byte superior
Valor real actual de la velocidad del hilo
12 0-15 Valor real de la corriente del
motor byte superior
Valor real actual de la corriente del motor del sistema de arrastre de hilo Rango: de 0 a 0x7FFF corresponde de 0,0 A a 25,5 A
Valor real de la corriente del motor byte inferior
Valor real actual de la corriente del motor del sistema de arrastre de hilo

Particularidades específicas del bus de campo al instalar los módulos del bus de campo CAN DeviceNet
174 099-008225-EW504 09.12.2015
10 Particularidades específicas del bus de campo al instalar los módulos del bus de campo
10.1 CAN DeviceNet Los participantes del bus de campo en el CAN DeviceNet regularmente son unidos por medio de ficheros EDS (Hoja electrónica de datos). Este fichero de configuración permite el acceso a la configuración del módulo. El BUSINTX11-DeviceNet es entregado conjuntamente con el fichero BUSINTX11.EDS. La configuración del módulo se realiza como sigue:
10.1.1 Conexiones El módulo puede ser configurado con las llamadas conexiones. La cantidad de conexiones utilizables dependen del perfil utilizado. Cada conexión utilizable dispone de datos de entrada y salida con un alcance definido. El depósito de datos del perfil siempre comienza con el primer byte de una conexión apropiada. A cada conexión le pueda ser asignada teóricamente otro tipo de conexión (Polled, COS, Strobed). Sin embargo cada tipo de conexión es asignable sólo una vez (separadamente para datos de entrada y salida). La cantidad de datos existentes disponibles por conexión puede ser leída por medio de los parámetros "InputX length" y "OutputX length" con la herramienta de configuración. Así, "InputX length" es para los datos estados del proceso y "OutputX length" para los datos de control.
10.1.2 Ejemplo para datos de E/S
En el ejemplo anterior el perfil seleccionado ofrece para la conexión 1 10 bytes de datos de control y 12 bytes de datos de proceso.

Particularidades específicas del bus de campo al instalar los módulos del bus de campo
Profibus DP
099-008225-EW504 09.12.2015
175
10.1.3 Ejemplo para una asignación de conexión
El ejemplo anterior se asignan 12 bytes a la conexión 1 y son configurados como "Polled".
10.2 Profibus DP Los nodos Profibus son vinculados en el bus de campo por medio de un fichero GSD. En consecuencia se realiza la estructuración de los datos en la forma de los así llamados módulos, los cuales pueden tener diferentes longitudes. Se recomienda dividir los módulos de acuerdo con el tamaño de bloque lógico de los datos. capacidad de palabras para valores nominales y reales, o por bytes para datos con capacidad de bytes.
10.2.1 El Perro Guardián Cada nodo DP puede ser supervisado con un perro guardián (“Watchdog”) a fin de asegurar la comunicación de datos. Esta función debe ser activada obligatoriamente, ya que de otro modo en caso de una interrupción del maestro del bus de campo deja de funcionar el apagado dirigido del equipo.
10.2.2 Características de DP El equipo puede ser apagado en caso de interrupción por medio de la supervisión de perro guardián (“Watchdog”). En consecuencia todas las E/S son puestas a 0 y en el equipo se detecta "FASTSTOP". En las características DP se puede configurar el proceso de re-arranque del esclavo durante el restablecimiento de la conexión. Se debe tener precaución con la siguiente configuración: Característica Ajuste Comportamiento de rearranque del nodo Rearranque automático Reacción del maestro ninguna Si el error ocurrido ha sido todo reposicionado antes del re arranque del bus en un frente de mando, entonces el proceso de soldadura puede arrancar de nuevo todavía en arranque adyacente. Se debe tener en cuenta entonces que en la aplicación en tal caso de error todas las salidas del nodo son siempre reiniciadas.

Particularidades específicas del bus de campo al instalar los módulos del bus de campo EtherCAT
176 099-008225-EW504 09.12.2015
10.3 EtherCAT Los aparatos se instalan en el estándar EtherCAT con archivos de configuración XML, denominados ESI (que corresponde a EtherCAT Slave Information) en el sistema de ingeniería maestro EtherCAT. Además de todos los ajustes básicos necesarios para un funcionamiento seguro, esta configuración incluye una particularidad. Aparatos distintos con propiedades similares se definen como «devices». Para BUSINT X11 existen tres archivos de configuración distintos, conforme a las tres variantes distintas de Phoenix, Tetrix y Tetrix Plasma. En estos archivos se ha incluido para cada perfil de datos ajustable un aparato propio que se detecta de forma autónoma cuando se realiza una búsqueda automática del aparato.
10.3.1 Instalación del aparato Para instalar un aparato debe ejecutarse la función de instalación del maestro y seleccionarse el archivo correspondiente conforme al tipo de interface (BUSINT X11 Phoenix, BUSINT X11 Tetrix o BUSINT X11 Plasma).
Figura 10-1
Figura 10-2

Particularidades específicas del bus de campo al instalar los módulos del bus de campo
EtherCAT
099-008225-EW504 09.12.2015
177
10.3.2 Conexión manual del aparato En el sistema de ingeniería se abre el diálogo correspondiente con una cantidad de «devices» a elegir que dependerá del número de perfiles de datos compatibles. En el anexo se selecciona el perfil de datos necesario y se ajusta debidamente el conmutador de perfil de datos.
Para un correcto funcionamiento, la posición de conmutación y la entrada seleccionada deben coincidir.
10.3.3 Búsqueda de aparato En la mayoría de sistemas de ingeniería puede buscarse automáticamente un aparato EtherCAT. Se visualizará el aparato encontrado con el perfil de datos ajustado. Si se ha ajustado un perfil no existente en el conmutador de datos, se preseleccionará automáticamente el perfil 0.
Figura 10-3
10.3.4 Vista de los datos de proceso Tras instalar el aparato, su representación de datos mostrará la asignación de datos en bloques, permitiendo así una orientación aproximada.

Particularidades específicas del bus de campo al instalar los módulos del bus de campo EtherCAT
178 099-008225-EW504 09.12.2015
Figura 10-4

Problemas de funcionamiento, causas y soluciones
Indicadores de operación (LEDs)
099-008225-EW504 09.12.2015
179
11 Problemas de funcionamiento, causas y soluciones 11.1 Indicadores de operación (LEDs)
N.º LED Función Descripción 1 Tensión de +15 V
Asignación: Apagado Encendido
Fuente de corriente +15 V Falta tensión/está defectuosa La tensión es correcta
2 Tensión de -15 V Asignación: Apagado Encendido
Fuente de corriente -15 V Falta tensión/está defectuosa La tensión es correcta
3 Tensión de +5 V Asignación: Apagado Encendido
Fuente de corriente +5 V Falta tensión/está defectuosa La tensión es correcta
4 Tensión de +24 V Asignación: Apagado Encendido
Fuente de corriente +24 V Falta tensión/está defectuosa La tensión es correcta
5, 6, 13, 14 Estado de relés Asignación: Apagado Encendido
Indica el estado de los relés K1-K4 El relé está desactivado El relé funciona
7 Iniciar/Detener Asignación: Apagado Encendido
Estado de visualización de la señal Iniciar/Detener de la máquina de soldadura Señal Detener activa Señal Iniciar activa
8 I > 0 Asignación: Apagado Encendido
Indicación de la señal «Fluye la corriente de soldadura» Sin flujo de corriente La corriente fluye, el arco voltaico aparece
9 Proceso activo Asignación: Apagado Encendido
Indicación de proceso en curso Proceso finalizado Proceso en curso
10 Error Asignación: Apagado Encendido
Indicación de un error del sistema No hay error Error activo En la opción de software «Seguimiento de costura», en el proceso de soldadura se señaliza con un parpadeo la señal síncrona de la fuente de alimentación.
11 y 12 Estado del bus del sistema Asignación: Apagado Parpadea
Indicación para el bus interno del sistema Bus del sistema inactivo, equipo apagado Bus del sistema activo
15 y 16 Estado del bus de control externo Asignación: Apagado Parpadeo rápido
Indicación para el bus de control externo El bus de control no está en funcionamiento El bus de control está en funcionamiento

Problemas de funcionamiento, causas y soluciones Avisos (fuente de corriente de soldadura)
180 099-008225-EW504 09.12.2015
11.2 Avisos (fuente de corriente de soldadura) En la pantalla del aparato aparece un aviso con la letra A en caso de una pantalla o con las letras
Att en caso de varias pantallas. La posible causa del aviso se señaliza con el correspondiente número de error (véase tabla).
La visualización de los posibles números de error depende de la versión del aparato (interfaces/funciones).
• Si se producen varios fallos, éstos aparecerán en orden. • Documente los fallos del aparato y, en caso necesario, proporcione esta información al personal del
servicio técnico.
Número de aviso
Posible causa Ayuda
1 Temperatura del aparato demasiado elevada
Deje que se enfríe el aparato
2 Fallos de medias ondas Comprobar los parámetros del proceso 3 Aviso de refrigeración de la antorcha Verifique el nivel del refrigerante y, de ser
necesario, proceda a su llenado 4 Aviso de gas Compruebe el suministro de gas 5 Consulte el número de aviso 3 - 6 Fallo en consumibles de soldadura
(hilo de soldadura) Compruebe la alimentación de hilo (en caso de aparatos con hilo adicional)
7 Se ha producido un fallo en el bus de CAN
Informe al servicio técnico
32 Fallo de funcionamiento del codificador, sistema de arrastre de hilo
Informe al servicio técnico
33 El sistema de arrastre de hilo se ha utilizado con sobrecarga
Adapte la carga mecánica
34 JOB desconocido Seleccione JOB alternativo Los mensajes pueden restablecerse accionando un pulsador, en función del contexto, con el símbolo
.

Mensajes de error del sistema
Errores generales del sistema
099-008225-EW504 09.12.2015
181
12 Mensajes de error del sistema 12.1 Errores generales del sistema
Número de error (Valor)
Significado Sistema relevante
¿Puede repararse el error?
4 Error en alimentación de hilo Phoenix/alpha Q/Tetrix
Sí
5 Error de temperatura en inversor/inversor del circuito de parada de emergencia
Phoenix/alpha Q/Tetrix
No, se repara solo
6 Sobretensión de red Phoenix/alpha Q/Tetrix
No, apague el aparato
7 Subtensión de red Phoenix/alpha Q/Tetrix
No, apague el aparato
8 Falta de agua Phoenix/alpha Q/Tetrix
No, apague el aparato
9 Error de gas Phoenix/alpha Q/Tetrix
Sí
10 Sobretensión en circuito secundario Phoenix/alpha Q/Tetrix
No, apague el aparato
11 Error en conductor de protección Phoenix/alpha Q/Tetrix
No, apague el aparato
12 Parada rápida del sistema Phoenix/alpha Q/Tetrix
Sí
13 Error interno, informe a EWM Phoenix/alpha Q/Tetrix
No, apague el aparato
12.2 Error de proceso Número de error (Valor)
Significado Sistema relevante
¿Puede repararse el error?
49 Error de ignición en proceso Phoenix/alpha Q/Tetrix
Sí
50 Error en corte del arco voltaico Phoenix/alpha Q/Tetrix
Sí
51 Parada de emergencia/exceso de temperatura
Phoenix/alpha Q/Tetrix
No, se repara solo
52 El alimentador de hilo doble falta en el sistema MIG/MAG o no está correctamente configurada
Phoenix/alpha Q Sí
53 En un sistema con la posibilidad de conmutar los alimentadores de hilo doble se ha tratado de conmutar a un alimentador de hilo doble no disponible
Phoenix/alpha Q Sí
54 En fuentes de alimentación con dispositivos de reducción de tensión no ha podido reducirse la tensión en vacío a los valores indicados.
Phoenix/alpha Q No
99 Sin conexión a fuente de alimentación (por ejemplo, sistema apagado)
Phoenix/alpha Q/Tetrix
No, se repara solo
255 Error desconocido(1) Phoenix/alpha Q/Tetrix
Sí
(1) El sistema asignó un error que no pudo ser clasificado. Este caso puede ocurrir en caso de diferencias entre los estados del software entre la fuente de corriente y la interfaz.

Vista general de conexiones X4, entradas digitales
182 099-008225-EW504 09.12.2015
13 Vista general de conexiones 13.1 X4, entradas digitales
El control dispone de seis entradas digitales con lógica de 24 V. 24 V conectan la entrada en el nivel lógico alto, 0 V conectan la entrada en el nivel lógico bajo. N.º de PIN:
Función/Significado Término en los datos de estado
X4/1 +24 V X4/2 Señal de colisión de la antorcha Colisión de la antorcha X4/3 Entrada definida por el usuario Entrada definida por el usuario 1 X4/4 0 V X4/5 Entrada definida por el usuario Entrada definida por el usuario 2 X4/6 Entrada de señal síncrona de
seguimiento de costura
X4/7 Entrada definida por el usuario Entrada definida por el usuario 3 X4/8 Entrada definida por el usuario Entrada definida por el usuario 4 Las entradas no están aisladas galvánicamente. La entrada X4/6 solo se utiliza en relación con la opción de seguimiento de costura.
13.2 X5, salidas digitales El control dispone de cuatro contactos de relé sin potencial N.º de PIN:
Función/Significado Término en los datos de control
X5/1 Contacto de cierre En función de la configuración X5/2 Contacto de apertura En función de la configuración X5/3 Relé de contacto de pie En función de la configuración X5/4 Contacto de cierre En función de la configuración X5/5 Contacto de apertura En función de la configuración X5/6 Relé de contacto de pie En función de la configuración X5/7 Contacto de cierre En función de la configuración X5/8 Contacto de apertura En función de la configuración X5/9 Relé de contacto de pie En función de la configuración X5/10 Contacto de cierre En función de la configuración X5/11 Contacto de apertura En función de la configuración X5/12 Relé de contacto de pie En función de la configuración Los relés no deberían llevar mayores cargas inductivas o capacitivas. Los contactos de relé están indicados para 10 A con 250 V AC.
13.3 X7, entradas analógicas El controlador dispone de 2 entradas analógicas para la rápida detección de los valores reales del proceso: Nº de contacto:
Función / Significado Término en los datos de estado
X7/1 Referencia +10 V X7/2 Uist, 0-10 V (comprende desde 0
hasta 100 V) Valor real tensión de soldadura
X7/3 Iist, 0-10 V (comprende desde 0 hasta 1000 A)
Valor real corriente de soldadura
X7/4 Referencia 0 V

Vista general de conexiones
X10, interfaz para diagnóstico
099-008225-EW504 09.12.2015
183
13.4 X10, interfaz para diagnóstico Este conector pone a disposición la función de diagnóstico con una interface RS232. Para conectar el PC, utilice únicamente cables de EWM AG. N.º de PIN:
Función/Significado Explicación
X10/1 Fuente de corriente Fuente de corriente del PC X10/2 Referencia 0V Masa de referencia para PC X10/3 PC-TxD Línea de transmisión desde el PC X10/4 PC-RxD Línea de recepción para el PC X10/5 No utilizado X10/6 No utilizado
13.5 X15, Fuente de alimentación externa Nº de contacto:
Función / Significado Término en los datos de estado
X15/1 Alimentación CC+ Fuente de alimentación externa del sistema 24 a 30 V X15/2 Referencia de 0 V Masa de referencia Sólo se puede utilizar la fuente de alimentación que el fabricante pone a disposición.

Resumen de las asignaciones de puente BUSINT X11
184 099-008225-EW504 09.12.2015
14 Resumen de las asignaciones de puente 14.1 BUSINT X11
N.º de puente:
Función/Significado Asignación
1 Solo para uso interno; no asignar en ningún caso.
No debe activarse
2 Función de entradas analógicas rápidas
0 = la fuente de la señal analógica es el bus del sistema 1 = la fuente de la señal analógica son entradas analógicas en X7
3 Reservado 4 Activación del funcionamiento de
JOB(1) 0 = ningún funcionamiento de JOB activo 1 = funcionamiento de JOB activo
6 Conmutación de la interface de programación de diagnóstico
1-2 = interface de programación mediante X2 activa 2-3 = interface de diagnóstico mediante X10 activa
(1) En perfiles de datos que se describen con funcionamiento de señal de control, JP4 no puede activarse; de lo contrario, las funciones podrían bloquearse.

Vista general de los datos de configuración
BUSINT X11
099-008225-EW504 09.12.2015
185
15 Vista general de los datos de configuración 15.1 BUSINT X11
Los datos de configuración que pueden ajustarse en BUSINT X11 dependen del estado de cada firmware. Si Config de EWM no indica un parámetro actual en el software, compruebe que los archivos de los parámetros del programa están actualizados. Pueden preseleccionarse los siguientes parámetros:
Parámetro Ajuste Significado Disponible a partir de SW
Opción de búsqueda de piezas de trabajo
Estándar Opción
La función se efectúa con ayuda de la tensión del sensor estándar de 15 V. La función se efectúa mediante el control del hardware adicional Touch1 con tensión de búsqueda de 60 V
0.0.2.0
Modo de enhebrado Sistema Externo
En sistemas MAG, el enhebrado se produce con la rampa de sistema de 1,0 a 6,0 m/min El enhebrado se realiza con el valor «analógico» del alimentador de hilo para constituir funciones de enhebrado propias.
0.0.2.0
Desactivar servidor web
Activar servidor web Sin servidor web
En interfaces con opción de servidor web libera esta función Desactiva un servidor web
0.0.2.0
Ocultar error del alimentador de hilo
Visualizar error Ocultar error
Por norma, los equipos MAG requieren un sistema de arrastre de hilo para el proceso Se oculta un error sobre la inexistencia de un sistema de arrastre de hilo
0.0.2.0
Notación de bytes Intel Motorola
Interpretación o representación de todas las palabras con byte inferior/superior Interpretación o representación de todas las palabras con byte superior/inferior
0.0.2.0
Polaridad de señal de llama
Positiva Negativa
La señal está activa cuando se detecta una llama La señal está activa cuando no se detecta ninguna llama
0.0.2.0
Conmutación de JOB no permitida
Impedir Permitir
En equipos MAG, está prohibido conmutar a un JOB TIG La conmutación está permitida.
0.0.2.0

Vista general de los datos de configuración BUSINT X11
186 099-008225-EW504 09.12.2015
Parámetro Ajuste Significado Disponible a partir de SW
Autentificación de servidor web
Sin contraseña Se necesita contraseña
Puede accederse al servidor web sin contraseña Para acceder al servidor web se necesita una contraseña
0.0.2.0
Cambiar valores analógicos byte superior/inferior
Byte inferior/superior Byte superior/inferior
Interpretación de los valores teóricos «analógicos» o representación de los valores reales «analógicos»
0.0.2.0
Representación de valores reales
Emisión estándar Lógica Fanuc
Los valores reales analógicos se emiten como valor estándar de 15 bits La emisión se realiza como valor invertido con resolución de 13 bits, adecuado para controladores FANUC.
0.0.2.0
Configuración del relé K1
Salida de supervisión Buscar pieza de trabajo KUKA Salida de usuario
La función estándar constituye una salida alternativa para la supervisión del proceso La salida se utiliza para la emisión rápida de la función de búsqueda de piezas de trabajo Salida por el bus de campo directamente manipulable
0.0.2.0
Umbral de búsqueda de piezas de trabajo
Valor entre 1,0 V y 15,0 V Define una ventana de reconocimiento para la función de búsqueda de piezas de trabajo en la que se detecta un contacto.
0.0.2.0
Función DeviceNet UCMM
Grupo 2 esclavo Función UCMM activa
La interface se comporta en la estructura de conexión como un grupo 2 esclavo Como alternativa, la interface puede estructurarse mediante conexiones UCMM.
0.0.2.0
Restablecer a ajuste de fábrica
Apagado Configuración
El ajuste no tiene función Los ajustes del aparato se restablecen al preajuste y se aplicarán con el siguiente encendido.
0.0.3.0
Emisión de valor real Valores reales Valores teóricos
Emisión de los valores reales tras finalizar el proceso. Emisión de los valores teóricos activos en el sistema tras finalizar el proceso.
0.0.3.0

Vista general de los datos de configuración
Restablecimiento de los datos de configuración
099-008225-EW504 09.12.2015
187
15.2 Restablecimiento de los datos de configuración En caso necesario, los parámetros de configuración ajustados pueden restablecerse a los ajustes de fábrica sin utilizar el software del PC. Para ello, siga estos pasos:
1 Fije el puente JP1. 2 Desconecte la fuente de alimentación e interrumpa posibles fuentes de corriente externas. 3 Conecte de nuevo la fuente de alimentación; deben parpadear al mismo tiempo los LED 7-10. 4 Desconecte de nuevo la fuente de alimentación y vuelva a retirar el puente JP1. 5 Conecte otra vez la fuente de alimentación.

Esquemas eléctricos BUSINT X11
188 099-008225-EW504 09.12.2015
16 Esquemas eléctricos 16.1 BUSINT X11

Anexo A
Vista general de las sedes de EWM
099-008225-EW504 09.12.2015
189
17 Anexo A 17.1 Vista general de las sedes de EWM





























