Embed Size (px)
Citation preview

16.11.2017
1
TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR
Kesici takımlar, bir takım tezgahına sabit
edilerek endüstriyel bir ürüne şekil veren
aletlerdir.
Bu şekil verme işlemi genellikle malzemeden talaş
kaldırılarak meydana gelmektedir. Değişik makine
ve makine parçalarının imalatını sağlamak için
kullanılan kesici takımın, talaş kaldırma esnasında
oluşan yüksek zorlamaları karşılaması zorunludur.

16.11.2017
2
TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR
TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR

16.11.2017
3
En uygun kesici takım malzemesi (kalite) ve kesici geometri ile
işlenecek iş parçası malzemesini eşleştirmek, sorunsuz ve verimli
bir işleme süreci için önemlidir. Ayrıca kesme değerleri, takım yolu
vb. gibi diğer parametreler de başarılı bir sonuç için çok önemlidir.
Ticari olarak bugün mevcut takım malzemelerinin değişik
uygulamalarındaki performansları; takım ömrüne, talaş kaldırma
miktarına, yüzey hassasiyetine, ve takım maliyetine bağlı olarak
değişmektedir.
TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR
CNC takım tezgâhlarının en önemli özelliklerinden birisi de yüksek
talaş kaldırma kapasitelerine sahip olmalarıdır. Bu nedenden
dolayı takım tutucuların, takım bağlama aparatların, kesici uçların
önemi çok büyüktür.
Özellikle talaş kaldırma esnasında bu kesiciler çok büyük kesme
kuvvetlerine, aşırı sıcaklığa (600°C - 1300°C) ve darbelere maruz
kalmaktadır.
TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR

16.11.2017
4
CNC tezgâhlarda işleme süresini ve işleme kalitesini en fazla etkileyen faktörlerin
başında kesici takımlar ve bunların bağlanma sistemleri gelir. Bu tezgâhlarda
kullanılacak kesici uç ve takımların şu özelliklere sahip olması gerekir:
Kesici uç kolayca değiştirilebilir.
Çıkan talaşları kırma özelliği olmalıdır.
Kesici takım sağlam ve dengeli bağlanabilmelidir.
Kesici uç hassas olarak bağlana bilmelidir.
Kesici takım değişimi kolay ve hızlı olmalıdır.
Kesici uç yüksek sıcaklıkta sertliğini kaybetmemelidir.
TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR
Sert metal uç kesiciler değişik boyut ve şekillerde standart olarak
üretilir. Her bir uçta (ucun tasarımına bağlı olarak 3, 4, 6 ya da
daha fazla kesme kenarı bulunur. Bir kenar köreldiğinde, diğer bir
kenar kesme yapacak konuma getirilir.
Kesme işleminin en önemli sorunlarından biri kesme anında
ortaya çıkan sıcaklığın giderilmesidir. Bu sıcaklığın soğutulması
kesici takımın ömrünü ve iş parçasının yüzey kalitesini
artırmaktadır.
TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR

16.11.2017
5
TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR
Başlangıçta göz önünde bulundurulması gerekenler
Parça Özelliği
Parça Malzemesi, şekli ve miktarı
Tezgah Parametreleri
Parça Özelliği
Boyutsal Hassasiyetler
Geometrik Hassasiyetler
Yüzeysel Hassasiyetler
Köşe Radyüsü Gereksinimi
Bağlama Yöntemi
İşleme Metodu Belirleme
TALAŞLI İMALATTA METOD BELİRLEME

16.11.2017
6
TALAŞLI İMALATTA METOD BELİRLEME
Parça özelliği
İşlenecek parçanın boyut ve kalite gereksinimlerini analiz edin:İşleme tipi (dış çap veya delik, örn. boyuna tornalama, profil işleme, alın tornalama). İşleme tipi takım seçimini etkiler.Kaba talaş işleme, ince talaş işlemeBüyük, stabil parçaKüçük, uzun ince, ince duvarlı parçaKöşe radyüsüKalite gereksinimi (tolerans, yüzey kalitesi).
Başlangıçta göz önünde bulundurulması gerekenler

16.11.2017
7
TALAŞLI İMALATTA METOD BELİRLEME
2. Parça Parça Malzemesi, Şekli ve MiktarıÖzelliği inceledikten sonra, sıra parçayı incelemeye gelir:
Malzeme iyi talaş kırma özelliklerine sahip mi?
Parti miktarı – verimliliği arttırmak için en uygun hale getirilmiş ve
tasarlanmış bir takımın kullanılmasını gerektiren tek bir parça mı
yoksa seri imalat mı?
Parça sağlam bir şekilde tutturulabiliyor mu?
Talaş boşaltma
TALAŞLI İMALATTA METOD BELİRLEME
3. Tezgah Parametreleri
Stabilite - kararlılık (“sabit” kalabilme, değişmeden durabilme, dinamik sistemin hareketinin öngörülen aralık
ve büyüklük içinde, öngörülen şekilde gerçekleşmesidir)
Güç ve Tork
Soğutma sıvısı, basıncı ve debisi
Taret/magazindeki takım sayısı
Takım değiştirme zamanı
Devir - ilerleme sınırlamaları
Parça yükleme
Yardımcı donanım kullanılması (Punta gibi)

16.11.2017
8
Kesici takım malzemeleri; iç yapıları, ömürleri, imalat şekilleri,
mekanik ve fiziksel özelliklerine göre aşağıdaki gibi
sıralanabilirler:
KESİCİ TAKIM MALZEMELERİ
Karbon çelikleri ve takım çelikleri,
Yüksek hız çelikleri (HSS),
Sert maden uçlu kesiciler,
Seramikler,
Sermetler,
Siyalonlar,
Coroniteler,
Elmaslar,
CBN,
PCBN.
Talaş kaldırma işlemlerinde, ya tornalama ve delme işleminde
olduğu gibi tek noktalı takımlarla sürekli kesme işlemi, ya da
frezeleme işleminde olduğu gibi çok uçlu takımlarla sürekli
olmayan kesme işlemi yapılır.
KESİCİ TAKIM MALZEMELERİ

16.11.2017
9
KESİCİ TAKIM MALZEMELERİ
Sürekli kesme işleminde kesici uçta yüksek sıcaklıklar oluşur.
Süreksiz kesme işleminde ise kesici uçlar darbeli yüklere maruz
kaldığından daha büyük kuvvet ve sıcaklık değişmeleri meydana
gelir. Bu olumsuzlukları en aza indirgemek için istenilen yüzey
kalitesine ve malzemenin iç yapısına göre uygun devir ve kesme
hızları verilmelidir.
KESİCİ TAKIM MALZEMELERİ
Takımın, sürekli dönme çevriminden de oluşan ısıtma ve soğutma
etkisini yenmesi için yeterli darbe direncine sahip olması gerekir.
Kesici takımın bu darbe direnci düşükse takım ucu hızlı bir şekilde
aşınır. Tüm bu olaylar ekonomiklikle beraber dikkate alınırsa
kesici takımda aranan özellikler şöyle sıralanabilir:

16.11.2017
10
Kesici takım malzemelerinin daha yüksek ilerleme ve kesme hızlarında talaş
kaldırmaları için kesici takım malzemesinin üç temel özelliği olmalıdır.
Aşınmaya karşı dayanma kabiliyeti (aşınma direnci)
Kesme işleminde mekanik şoklara (darbelere karşı) dayanmak için yüksek
tokluk özelliğine sahip olmalıdır. (tokluk)
Yüksek sıcaklıklarda kimyasal kararlılığını ve sertliğini koruma (Kesme
işlemlerinde hızlı ısınma ve soğumalar meydana geldiği için yüksek termal
şok direncine karşı dayanıklı olmalıdır). (sıcak –kızıl- sertlik)
Kesme yaparken kesilen talaşla kesici uç arasında reaksiyon oluşmamalıdır.
KESİCİ TAKIM MALZEMELERİ
KESİCİ TAKIM MALZEMELERİNİN TEMEL ÖZELLİKLERİ
Aşınma direnci (Wear resistance-WR):
Kesici takım ucunun kesme kabiliyetini planlanan şekilde
sürdürülebilmesi için çeşitli aşınma tiplerine olan dayanma
kabiliyetidir.

16.11.2017
11
Tokluk (Toughness-T) (dayanıklılık):
Tokluk, eğilmeye karşı direnç ve enine kırılma dayanımı gibi çeşitli
yollarla açıklanabilir. Genellikle oda sıcaklığında ölçülür ve bu
yüzden işleme sırasındaki davranışla ilişkili tam bilgi vermez. Uç
yavaşlatma etkisinin dikkate alınmasıyla ilgisi yoktur. Yüksek hız
çeliği (HSS) takım malzemesi oldukça yeni bir malzeme olan çok
kristalli (polikristalin) elmasla kıyaslandığında oldukça yüksek
tokluğa sahiptir.
KESİCİ TAKIM MALZEMELERİNİN TEMEL ÖZELLİKLERİ
Sıcak sertlik (Hot hardness-HH):
Sıcak sertlik, özellikle yüksek kesme hızlarında ulaşılan sıcaklarda
işleme için önemlidir. Malzemenin sıcaklıkla işleme özelliğini
kaybetmemesi olarak adlandırılabilir.
KESİCİ TAKIM MALZEMELERİNİN TEMEL ÖZELLİKLERİ

16.11.2017
12
İdeal bir takım malzemesi;
Sert olmalı, serbest yüzey aşınmasına ve deformasyona dayanmalıdır.
Yüksek tokluğa sahip olmalı, çatlaklara ve kırılmaya direnç
göstermelidir.
İş parçası ile kimyasal reaksiyona girmemelidir.
Kimyasal açıdan kararlı olmalı, oksidasyona mukavemeti yüksek
olmalıdır.
Termal (ısıl) şoklara karşı iyi bir dirence sahip olmalıdır.
KESİCİ TAKIM MALZEMELERİNİN TEMEL ÖZELLİKLERİ
Karbon çelikleri ve takım çelikleri;
İlk olarak kesici takım üretiminde kullanılmış malzemelerdir.
Çok ucuz olmaları, kolayca biçimlendirilip bilenebilirler. Ancak yüksek
kesme hızlarında ve sert malzemelerde çalışmazlar.
Daha çok ağaç ve plastik gibi malzemelerin işlenmesinde düşük
hızlarda kullanılırlar.
KESİCİ TAKIM MALZEMELERİ
Stellit, kesici takımların sert ve kesici özelliklerine erişmek için ısıl işlem gerektirmeyen kobalt esaslı alaşımların ticari adıdır.

16.11.2017
13
Yüksek Hız Çelikleri (HSS=High Speed Steels);
Yüksek hız çelikleri, tokluk değerlerinin yüksek olması, üretim
kolaylıkları ve bilenip yeniden kullanılma imkanı olduğundan dolayı
tercih edilmektedir.
Maliyeti düşüktür.
Yüksek hız çelikleri, genelde helisel matkap, diş açmada kullanılan
azdırma çakıları, kılavuzlar, parmak freze gibi kesici takım
malzemelerinde kullanılırlar.
KESİCİ TAKIM MALZEMELERİ
Yüksek Hız Çelikleri (HSS=High Speed Steels);
600 ˚C sıcaklığa kadar sertliklerini muhafaza ederler.
Orta kesme hızlarında (30 - 50 m/dak) talaşlı imalatta kullanılırlar.
Yüksek hız takım çelikleri T ve M olmak üzere iki gruptan oluşmaktadır.
Bunlar ilk alaşım olan Tungsten ve Molibden yüzdesine göre belirlenir.
Genel olarak, M serisi, T serisinden daha yüksek abrasyon aşınma direncine
sahip olmakla birlikte daha ucuz ve ısıl işlemde daha az bozulma
göstermektedir.
KESİCİ TAKIM MALZEMELERİ

16.11.2017
14
Yüksek Hız Çelikleri (HSS=High Speed Steels);
T serisi %12-20 tungsten ve diğer alaşım elementi olarak Vanadyum ve
Kromla birlikte kobalttan oluşur.
M serisi yaklaşık %3.5-10 Molibden ile diğer alaşım elementleri olarak
Kobalt, Krom ve vanadyum içerir.
KESİCİ TAKIM MALZEMELERİ
SERT MADEN UÇLU KESİCİLER (SİNTERLENMİŞ KARBÜRLER):
Toz metalürjisi tekniği ile üretilirler.
Tungsten karbür (WC), Titanyum karbür (TiC), Tantalyum Karbür
(TaC) tozlarının Co (kobalt), Ni, Fe gibi bağlayıcı bir faz ile
preslenerek sinterlenmesiyle (yaklaşık 1300 ˚C ) üretilirler.
Sert maden uçlar, sıcaklığa dayanıklı takım malzemesi olup sert
karbür parçacıkları ve sünek metallerle birleşmesiyle üretilir.
(Tungsten=wolframium)
KESİCİ TAKIM MALZEMELERİ

16.11.2017
15
SERT MADEN UÇLU KESİCİLER (SİNTERLENMİŞ KARBÜRLER):
WC_Co esaslı karbürlü malzemeler, farklı malzemeler ve kesme operasyonları
için değişik tipleri olan karbürler geliştirilmiştir.
Bağlayıcı Co artışıyla tokluk artmasına karşılık sertlik, basma kuvveti, elastik
modül ve aşınma direnci azalır.
Bu malzemeler “ sinterlenmiş karbür“ olarak da adlandırılır. Bunlar iyi aşınma
direnci gösterdiklerinden 40 m/dak’dan 350 m/dak kesme hızına kadar
sertliğini ve kesiciliğini kaybetmeden etkili şekilde kullanılabilmektedir.
KESİCİ TAKIM MALZEMELERİ
SERT MADEN UÇLU KESİCİLER (SİNTERLENMİŞ KARBÜRLER):
Sinterlenmiş Karbür
Tungsten karbür veya sert metal olarak da adlandırılan sinterlenmiş karbürler
1930’larda geliştirilmiştir. Bu malzeme, bir bağlayıcı metal içerisinde %90 sert
karbür parçacıklı bir toz metalürjisi ürünüdür.
Sinterlenme: Preslenen yapı gözeneklerle doludur (%30’a varan).
Sinterleme gözenekleri doldurarak sert parçacıklar arasında bir bağ oluşturan ısıl
işlemdir. Bu bağ sayesinde sert karbürlerin bir arada tutulması, dolayısıyla
yüksek mukavemete sahip bir yapının elde edilmesi mümkündür.
KESİCİ TAKIM MALZEMELERİ

16.11.2017
16
SERT MADEN UÇLU KESİCİLER (SİNTERLENMİŞ KARBÜRLER):
Günümüzde sinterlenmiş karbürlerin iki çeşidi yaygın olarak
kullanılmaktadır. Bunlar:
Tungsten karbür + kobalt alaşımlı düz karbür uçlar (WC+Co),
Tungsten karbür + kobalt + titanyum karbür + tantalum karbürlü
uçlardır(WC+Co+TiC+TaC)
KESİCİ TAKIM MALZEMELERİ
SERT MADEN UÇLU KESİCİLER (SİNTERLENMİŞ KARBÜRLER):
Sinterlenmiş Karbürlerin Sınıflandırılması:
Sinterlenmiş karbürler için dünyaca kabul edilen bir sistem yoktur. Bileşimlerine,
mikro yapılarına, fiziksel özelliklerine göre değil, kullanıcı ve üretici tarafından
yapılan uygulama kod sistemine göre sınıflandırılır. Avrupa ve Japonya’da kabul
edilmiş ISO sınıflandırma sistemine göre malzemeler üç gruba ayrılır. Bunlar, P, M,
K, N, H, S harfleri ve bu harflerin sonuna gelen rakamlardır.
KESİCİ TAKIM MALZEMELERİ

16.11.2017
17
Sinterlenmiş Karbürlerin ISO Sınıflandırma Sistemi:
İşlenecek malzemeye göre bu özellikler gruplandırılmıştır.
P serisi (mavi) : Alaşımsız çelikler, düşük alaşımlı çelikler, Yüksek alaşımlı çelikler,
çelik döküm, paslanmaz çelik ve dövme demir gibi uzun talaş çıkaran malzemelerin
işlenmesinde kullanılır.
M serisi (sarı) : Östenik paslanmaz çelikler, ısıl dirençli malzemeler, mangan çeliği,
alaşımlı dökme demir gibi işlenmesi zor malzemelerin işlenmesinde kullanılır.
K serisi (kırmızı): Dökme demir gibi kısa talaş oluşturan nmalzemeleri ve
alüminyum, bronz, plastik gibi demir esaslı olmayan malzemelerin işlenmesinde
kullanılırlar.
SERT MADEN UÇLU KESİCİLER (SİNTERLENMİŞ KARBÜRLER):
Sinterlenmiş Karbürlerin ISO Sınıflandırma Sistemi:
SERT MADEN UÇLU KESİCİLER (SİNTERLENMİŞ KARBÜRLER):

16.11.2017
18
Kaplamalı ve kaplamasız karbürlerin karşılaştırılması
SERT MADEN UÇLU KESİCİLER (SİNTERLENMİŞ KARBÜRLER):
SERT MADEN UÇLU KESİCİLER (SİNTERLENMİŞ KARBÜRLER):
Kaplamalı Sinterlenmiş Karbürler:
Kaplama; kesme kuvvetini, oluşan ısıyı, ve aşınmayı büyük
oranda azaltarak geçici bir yağlayıcı görevi yapmaktadır. Bu,
özellikle daha kaliteli yüzey elde edilmek istenildiğinde daha
yüksek hızların kullanılmasına imkan sağlar.
KESİCİ TAKIM MALZEMELERİ

16.11.2017
19
SERT MADEN UÇLU KESİCİLER (SİNTERLENMİŞ KARBÜRLER):
Kesici takımların yüzey kaplamalarında yaygın olarak dört farklı kaplama
malzemesi kullanılmaktadır. En belli başlı kaplama malzemeleri;
Titanyum karbür (TiC), Gri renkte
Titanyum nitrür (TiN), Altın sarısı renkte
Titanyum karbonitrür (TiCN), Gri-mavi ve pembe renkte
Alüminyumoksit (Al2O3)’tir, saydam görünümlü
KESİCİ TAKIM MALZEMELERİ
SERT MADEN UÇLU KESİCİLER (SİNTERLENMİŞ KARBÜRLER):
Titanyum nitrür kaplamalar aşınma etkisini azaltmaktadır.
Oksidasyona karşı direncin gerekli olduğu uygulamalarda titanyum
alüminyum nitrür (TiAlN), sert malzemelerin işlenmesinde titanyum
karbür nitrür (TiCN) kaplamalar en iyi özelliklere sahiptirler. Korozyona
karşı direncin gerekli olduğu uygulamalarda ise daha kalın seramik
kaplamalar kullanılmaktadır.
KESİCİ TAKIM MALZEMELERİ

16.11.2017
20
SERT MADEN UÇLU KESİCİLER (SİNTERLENMİŞ KARBÜRLER):
Kaplamalı takımlarla yapılan işlemlerde, yüksek hızda aşınma
direncinin yükselttiği ve takım ömrünün 2-3 kat arttırdığı
görülmektedir. Bir çok kullanıcının takım ömrünü azaltmadan kesme
hızını %25-50 arttırarak ekonomik açıdan büyük avantaj sağladığı
görülmektedir
KESİCİ TAKIM MALZEMELERİ
KISALTMALAR
Sert metaller:
HW Temelinde tungsten karbür (WC) içeren kaplamasız sert metaller.
HT Temelinde titanyum karbürleri (TIC) ve titanyum nitratları (TIN)
veya ikisini de içeren kaplamasız sert metaller, sermet olarak da
adlandırılır.
HC Yukarıdaki gibi sert metaller ama kaplamalı.

16.11.2017
21
PCD: PolyCrystalline Diamond (Çok Kristalli Elmas)
PVD: Physical Vapour Deposition (Fiziksel Buhar Biriktirme)
CBN: Cubic Boron Nitride (Kübik Bor Nitrür)
CVD: Chemical Vapour Deposition (Kimyasal Buhar Biriktirme)
BUE: Built-Up Edge (Yığma Kenar)
KISALTMALAR
Tungsten Karbür (WC):
Tungsten karbür parçacıklarının kobaltla birleştirilmesi ile elde edilirler. Demir
dışı işlenmesi zor malzemelerin ve dökme demirlerin talaşlı imalatında
kullanılırlar.
Bu kesiciler toz metalürjisi ile imal edilmektedir. Tungsten karbür tozlan toz
kobalt ile karıştırılıp 140– 400 MPa basınç altında uç profilindeki kalıplarla
sıkıştırılır, 1430–1500 °C de 20–30 dakika sinterlemeye tabi tutulurlar.
(Tungsten=wolframium)
KESİCİ TAKIM MALZEMELERİ

16.11.2017
22
Tungsten Karbür (WC):
Karışımdaki kobalt miktarı karbür ucun özelliklerini önemli ölçüde
etkilemektedir.
Kobalt miktarının artması, dayanım, sertlik ve aşınma dayanımını
düşürürken, kobaltın yüksek özlülük özelliğinden dolayı WC’nin
özlülüğü artmaktadır.
KESİCİ TAKIM MALZEMELERİ
Tungsten Karbür (WC):
Krater aşınma dayanımını ve sıcaklıklara dayanım özelliğinin artırılması
için WC ve titanyum birleştirilmelidir.
Sade tungsten karbürlü kesici uçlar dökme demir, östenitik çelik, demir
dışı ve metal dışı malzemelerin işlenmesinde kullanılırken tungsten
karbür yanında titanyum ve tantalyum karbür de ihtiva eden kesici uçlar
ise ferritik çeliklerin işlenmesinde kullanılırlar.
KESİCİ TAKIM MALZEMELERİ

16.11.2017
23
Titanyum Karbür (TiC):
Tungsten karbüre göre aşınma dayanımının yüksek olmasına karşın,
özlülüğü düşüktür.
Bağlayıcı olarak nikel-molibden alaşımının kullanıldığı titanyum
karbür, daha yüksek kesme hızlarında özellikle çelik ve dökme
demirlerin işlenmesinde kullanılır.
KESİCİ TAKIM MALZEMELERİ
SERAMİK KESİCİLER
Seramiğin esası Alüminyum oksittir (Al2O3)
Seramik malzemeler yüksek sıcaklıklara karşı dayanıklı olan inorganik, metal olmayan
malzemelerdir.
Genellikle dökme demirlerin, sert çeliklerin ve ısıl dirençli alaşımların işlenmesinde
kullanılmaktadır.
Seramik takımlar; sert, yüksek sıcak sertliğe sahip, iş parçası ile reaksiyona girmeyen
takımlardır. Uzun takım ömrüne sahiptir. Yüksek kesme hızlarında talaş kaldırılabilirler.
Tüm seramik kesici takımların yüksek kesme hızlarında mükemmel aşınma direnci
vardır.
KESİCİ TAKIM MALZEMELERİ

16.11.2017
24
SERAMİK KESİCİLER
Metalik olmayan seramiklerin özelliklerinde çeliklere göre bazı temel
farklılıklar mevcuttur:
Yoğunlukları çeliğe göre düşüktür,
Çeliklerde olan plastik uzama seramiklerde yoktur,
Çok daha kırılgandırlar,
Saf seramiğin elastikiyet modülü çeliğin yaklaşık iki katıdır,
Çeliğin ısıl iletim katsayısının yüksek olmasına karşın seramikler çok düşük
ısıl iletim katsayısına sahiptirler.
KESİCİ TAKIM MALZEMELERİ
SERAMİK KESİCİLER
Seramikler, yüksek sıcaklıklarda iyi oksidasyon direnci, takım aşınma miktarını
azalttığı ve iyi sıcak sertlik performansları nedeniyle istenilen takım
malzemeleridir. Bu özellikler işlenmesi zor olan malzemelerin 300 m/dak.
kesme hızından daha büyük hızlarda kullanılmasını mümkün kılmaktadır.
Örneğin, araba frenleri ve kavramalar 600 m/dak kesme hızıyla başarılı bir
şekilde işlenmektedir. Bunun dışında bu takımlarla alüminyum alaşımları 910
m/dak magnezyum alaşımları 3000 m/dak da kullanılmaktadır
KESİCİ TAKIM MALZEMELERİ

16.11.2017
25
SERAMİK KESİCİLER
Seramik kesici takımlar, öncelikle tornalama ve delik delme
işlemlerinde tercih edilmektedir (Çelikler ve dökme demirler, 66
Rc’ye kadar çelikler, Nikel esaslı süper alaşımlar).
Yüksek sıcak sertliği ve kimyasal kararlılığı nedeniyle seramikler
işlenmesi güç olan malzemelerin 300 m/dak ve daha büyük kesme
hızlarında bitirme işlemlerinde kullanılmaktadır.
KESİCİ TAKIM MALZEMELERİ
KESİCİ TAKIM MALZEMELERİ
Seramikler:
CA Temelinde alüminyum oksit (Al2O3) içeren oksit seramikler.
CM Temelinde alüminyum oksit (Al2O3) içeren ama oksitlerin dışında
parçalar içeren karışık seramikler.
CN Temelinde silikon nitrat (Si3N4 ) içeren nitrat seramikler.
CC Yukarıdaki gibi seramikler ama kaplamalı.

16.11.2017
26
SERMET KESİCİ TAKIMLAR
Sermet ismi SERamik ve METal den gelmektedir.
Metalik fazla bağlanmış seramiklerdir. Yüksek krater ve oksidasyon direnci
düşük sürtünme katsayısına sahiptir.
Çelik ve dökme demirler için özellikle orta ve hafif yükler altında yüksek
hızlarda yüzey operasyonlarında kullanılırlar.
Sermet, sert partikül olarak tungsten karbür yerine titanyum karbür (TiC),
titanyum karbonitrür (TiCN) ve/veya titanyum nitrür (TiN) gibi titanyum
esaslı karbürlerin kullanıldığı sinterlenmiş karbürlerin genel adıdır.
KESİCİ TAKIM MALZEMELERİ
SERMET KESİCİ TAKIMLAR
Sermet kesici takımların en genel özellikleri :
Yüksek (ve belirli bir dereceye kadar düşük) kesme hızı yeteneği,
Uzun takım ömrü boyunca sağladığı yüksek hassasiyet,
Yüksek kaliteli bir yüzey oluşturmasıdır.
KESİCİ TAKIM MALZEMELERİ

16.11.2017
27
SERMET KESİCİ TAKIMLAR
Sermet kesici takımların değişken sıcaklıklar sonucu ortaya çıkan ısıl çatlaklara
karşı duyarlı kılan sınırlı ısıl iletkenlikleri vardır. Soğutma sıvısının kullanılmadığı
işlemlerde başarıyla kullanılırlar. Soğutma sıvısı kullanılacaksa sıcaklık
değişimlerinin önüne geçilmesi için, soğutma sıvısının doğru ve yeterli
miktarlarda kullanıldığı işlemlerde kullanılmalıdır.
KESİCİ TAKIM MALZEMELERİ
SERMET KESİCİ TAKIMLAR
Sermet kesiciler, paslanmaz çelik ve sertleştirilmiş çeliğin süreksiz olarak kaba
işlenmesinde, sinterlenmiş karbüre göre yeterli olmayan tokluk nedeniyle
takımın vaktinden önce kırılmasına sebep olduğundan dolayı tercih edilmezler.
KESİCİ TAKIM MALZEMELERİ

16.11.2017
28
SİYALONLAR
Siyalonlar, silisyum alüminyum oksinitrür (Si-Al-O-N) bileşiminden oluşan
silisyum nitrür esaslı kesici takım malzemeleridir. Bunların üretiminde yaklaşık
%88 alüminyum nitrür (AlN) ve %13 alümina (Al2O3) ile birlikte %10 yitrum
oksit (Y2O3) tozları karıştırılarak kurutulmaktadır. İstenilen şekil ve boyutta
yaklaşık 1800oC de 1 saat süreyle sinterlenerek preslenir.
KESİCİ TAKIM MALZEMELERİ
SİYALONLAR
Seramik kesici takımlar yüksek sıcaklıklara dayanma yeteneği nedeniyle
sinterlenmiş karbürlerden çok daha yüksek hızlarda kullanılabilmektedir. İyi bir
bitirme yüzeyi gerektiğinde alüminyum oksit esaslı seramikler sıkça
kullanılmaktadırlar. Ancak, kaba talaş kaldırma işlemlerinde özellikle aralıklı
kesme işlemlerinde veya yarı bitirme işlemleri için siyalon kesicilerin seçilmesi
gereklidir. Yüksek aşınma miktarlarına rağmen siyalon takımlar kopmaya karşı
güvenilir ve ani uç kırılması oluşturmaz. Bu nedenle takım ömrü oldukça uzun
sürmektedir.
KESİCİ TAKIM MALZEMELERİ

16.11.2017
29
SİYALONLAR
Nikel esaslı alaşımların kaba talaş kaldırılmasında siyalon malzemeler, karbürler
veya alüminyum oksit içeren seramiklere göre çok iyi performans gösterirler.
Siyalon kesiciler kullanılarak kesme hızı, karbürlerle karşılaştırılarak % 150-200
arttırılabilmektedir.
KESİCİ TAKIM MALZEMELERİ
CORONİTE
Coronite yüksek hız çeliğinin tokluğu ile sinterlenmiş karbürün aşınma direncini
bir araya getiren yeni bir kesici takım malzemesidir. Coronite parmak frezelerin
bu alandaki benzerlerinden daha hızlı talaş kaldırmalarını, daha uzun ve
güvenilir bir takım ömrüne sahip olmalarını, daha iyi bir yüzey kalitesi elde
etmelerini sağlar. Bu takım malzemesi daha çok çelik işleme için geliştirilmiş bir
malzeme olmasına karşın titanyum ve çeşitli hafif alaşımların işlenmesinde de
iyi sonuçlar verir.
KESİCİ TAKIM MALZEMELERİ

16.11.2017
30
CORONİTE
Coronite takımlara, yeni bir takım malzemesi özelliklerini kazandıran tane
büyüklüğüdür. Bu özellikler çok küçük (0.1 mikron) titanyum nitrür tanelerini
üreten gelişmiş teknoloji sayesinde elde edilir. Özel bir tekniğin kullanılmasıyla
küçük TiN taneleri çelik matrislerin içerisine %35 ila %60 oranında bir hacim
kaplayacak şekilde dağıtılır.
KESİCİ TAKIM MALZEMELERİ
CORONİTE
Küresel uçlu parmak frezeler dışında hiçbir parmak freze tümüyle coronite
malzemeden yapılmaz. Bu takımlar üç kısımdan oluşmaktadır:
• Çelik bir çekirdek,
• Çapın %15’i kalınlığında bir coronite tabakası,
• Yaklaşık 2 mikron kalınlığında bir TiCN veya TiN kaplama
KESİCİ TAKIM MALZEMELERİ

16.11.2017
31
ELMAS TAKIMLAR
Elmas uçlu takımlar, çok yakın toleranslı ve yüksek hassasiyet gereken metal
olmayan ve demirsiz malzemeleri işlemek için kullanılırlar. Bunlar gevrek
olduğundan şoka ve kesme basıncına karşı karbürlü kesiciler kadar dirençli
olmadığından esas olarak bu malzemeler son bitirme yüzeylerinin işlenmesinde
kullanılan takımlardır
KESİCİ TAKIM MALZEMELERİ
ELMAS TAKIMLAR
Elmas kesici takımlar genellikle demir içermeyen metalik malzemeler ve metal
olmayan malzemelerin işlenmesinde kullanılmaktadırlar.
KESİCİ TAKIM MALZEMELERİ

16.11.2017
32
ELMAS TAKIMLAR
Elmas kesici takımlarla daha verimli işlem yapabilmek ve takım ömrünün uzun
olması için aşağıdaki kurallar dikkate alınmalıdır.
Elmas kesicilerde uç açısı maksimum olacak şekilde yaklaşık 90o
tasarlanmalıdır,
Bu kesicilerle ayar yapılırken her zaman dikkatli olmalı,
Takım, iş parçası ekseninde ayarlanarak kullanılmalı,
KESİCİ TAKIM MALZEMELERİ
ELMAS TAKIMLAR
İş parçası karbürlü takımla kaba işlenmeli ve ince işleme için elmaslar
kullanılmalı,
Takım iş parçasına dalma işlemi her zaman iş parçası dönerken başlamalı ve
kesme işlemi yapılırken asla tezgah durdurulmamalı,
Tezgâh titreşimden uzak olmalı ve kesici uçlar her zaman ayrı kutularda
kauçuk koruyucular arasında muhafaza edilmelidir
KESİCİ TAKIM MALZEMELERİ

16.11.2017
33
ELMAS TAKIMLAR
Elmas uçlu takımlarla genellikle çok az ilerleme ve yüksek kesme hızlarında çok
az talaş derinliğinde çok verimli şekilde kesme işlemi yapılır. Bunlar takım/talaş
ara yüzeyinde oluşan sıcaklık 860oC’yi aşan malzemelerde tavsiye edilir. Her
çeşit malzeme ve tezgah için ideal kesme hızları mevcut bulunmaktadır. Elmas
takımlar için minimum kesme hızı 86-90 m/dak olmalıdır. Her iş için tezgah
şartları maksimum kesme hızını belirler. Bazı uygulamalarda 3000 m/dak’ya
kadar kesme hızlarına ulaşılabilmektedir.
KESİCİ TAKIM MALZEMELERİ
ELMAS TAKIMLAR
Elmas kesici takımların, uygun şartlar ve takım tezgahının rijitliği gibi takım
performansına etki eden faktörlerin iyi derecede olması göz önünde
bulundurulduğundaki avantajları şöyle sıralanabilir:
Yüksek kesme hızlarında kesme yapabilmesi ve diğer takımlara göre
üretimin 10-15 kat arttırılabilmesi,
0,128 μm ve daha az yüzey hassasiyeti kolaylıkla elde edilebilmesi, çoğu
zaman iş parçası üzerinde gerekli diğer yüzey bitirme işlemlerini
gerektirmemesi,
KESİCİ TAKIM MALZEMELERİ
16.11.2017
34
ELMAS TAKIMLAR
Çok sert ve abrasyona dirençli olduğundan, abrasive malzemelerin
işlenmesinde daha uzun takım ömrü elde edilmesi,
0.012 mm’ye kadar düşük talaş derinliğinde hem iç hem de dış yüzey
tornalama işlemi yapabilmesi,
Daha yakın toleranslı parçalar üretebilmesi ve kesici uç üzerinde metalik
parçaların kaynak olması veya yapışmasının önlenmesidir
KESİCİ TAKIM MALZEMELERİ
KÜBİK BOR NİTRÜR (CBN)
Kübik bor nitrür, elmastan sonra gelen ikinci en sert kesici takım
malzemesidir.
Çok yüksek sertlik, çok yüksek kızıl sertlik (2000 ˚C), mükemmel aşınma
direnci ve işleme esnasında genellikle iyi kimyasal kararlılık gibi özellikleri
sayesinde mükemmel bir kesici takım malzemesidir.
Küçük miktardaki metal veya seramik Bor Nitrür ile karıştırılarak preslenmesi
ile edilir.
KESİCİ TAKIM MALZEMELERİ

16.11.2017
35
KÜBİK BOR NİTRÜR (CBN)
CBN kesici takımlar çok yüksek basınç ve sıcaklıklar altında özel seramik
bağlayıcı malzemelerin karışımının sinterlenerek yapıldığı kesici takım
malzemeleridir.
Dövme çelik, sertleştirilmiş çelik, dökme demir, yüzeyi sertleştirilmiş iş
parçaları ve ısıl dirençli alaşımlar CBN takımların yaygın olarak kullanıldığı
malzemelerdir.
CBN kesici takımlar, sertlikleri 48 HRc’nin üzerinde olan sert iş parçası
malzemelerinde uygulanmaktadır.
KESİCİ TAKIM MALZEMELERİ
KÜBİK BOR NİTRÜR (CBN)
İş parçaları çok yumuşaksa takım aşırı şekilde aşınır. Malzeme ne kadar sertse
takım aşınması o derece azdır. CBN kesici takımlar, sağladıkları mükemmel
yüzey kaliteleri sayesinde tornalama işlemlerini taşlama işlemlerine alternatif
hale getirmişlerdir.
KESİCİ TAKIM MALZEMELERİ

16.11.2017
36
ÇOK KRİSTALLİ KÜBİK BOR NİTRÜR (PCBN)
Çok kristalli kübik bor nitrür uçlar ile daha yüksek kesme hızlarında, daha fazla
talaş derinliğinde kesme yapılabilmekte ve sertliği 35 HRC den daha yüksek
sertlik derecesindeki malzemeler işlenebilmektedir. Çok kristalli kübik bor
nitrürlerin temel özellikleri aşağıdaki gibi özetlenebilmektedir:
Yüksek sertlik,
Yüksek abrasyon direnci,
Yüksek basma dayanımı,
Yüksek termal iletkenlik
KESİCİ TAKIM MALZEMELERİ
ÇOK KRİSTALLİ KÜBİK BOR NİTRÜR (PCBN)
Bu takımlar düz tornalama, alın tornalama, delik büyütme, profil tornalama ve frezeleme
işlemlerinde de başarılı olarak kullanılmaktadır. Bu takımlar aşağıdaki malzeme gruplarının
işlenmesinde kullanılmaktadır.
Sertliği 45 – 65 HRC olan malzemeler, AISI 4340, 8620, M2 ve T15 gibi sertleştirilmiş çelikler ve
nikel esaslı sert malzemeler
Brinell sertliği 180 – 240 olan dökme demirler, abrasiv demirli metaller ve nikel dirençli
malzemeler,
Sertleştirilmiş parçaların bitirme işlemlerinde, tipik olarak takım çelikleri veya talaş derinliği 0.5
mm’ den az ve 0.2 mm’ lik yüzeyi sertleştirilmiş parçalar,
Jet motoru parçaları gibi uzay endüstrisinde kullanılan yüksek nikel alaşımlı süper alaşımlar
KESİCİ TAKIM MALZEMELERİ

16.11.2017
37
KESİCİ TAKIM MALZEMELERİ
Kesici takımların özelliklerinin karşılaştırılması.
Süneklik: Kuvvet uygulanan malzemenin kuvvet doğrultusunda, şekil değişimine müsaade etmesine verilen addır. Çelik, alüminyum, gümüş, nikel altın sünektir.Gevreklik: Kuvvet karşısında az yada hiç şekil değiştirmeden malzemenin kopmasıdır. Dökme demirler, seramikler gevrektir.
Kesici takım malzemelerinin kullanılma oranları
16.11.2017
38
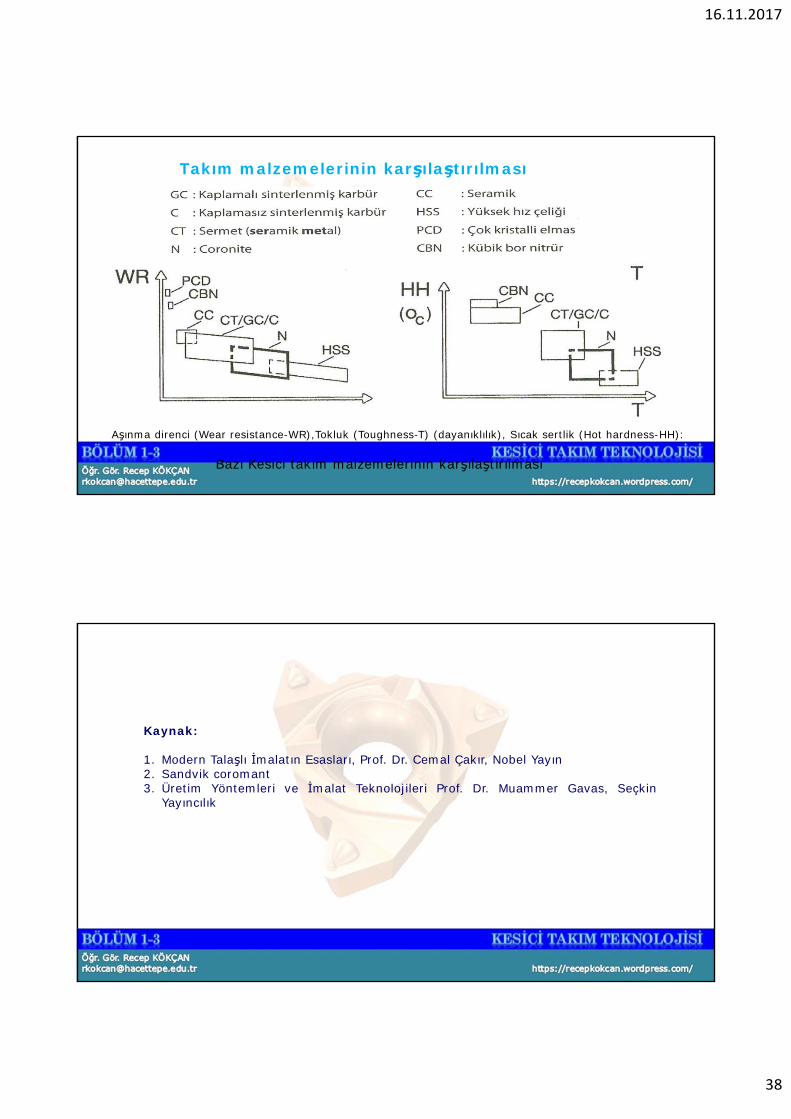
Bazı Kesici takım malzemelerinin karşılaştırılması
Aşınma direnci (Wear resistance-WR),Tokluk (Toughness-T) (dayanıklılık), Sıcak sertlik (Hot hardness-HH):
Takım malzemelerinin karşılaştırılması
Kaynak:
1. Modern Talaşlı İmalatın Esasları, Prof. Dr. Cemal Çakır, Nobel Yayın2. Sandvik coromant3. Üretim Yöntemleri ve İmalat Teknolojileri Prof. Dr. Muammer Gavas, Seçkin
Yayıncılık

16.11.2017
1
BÖLÜM 4:İŞ PARÇASI MALZEMESİ GRUPLARI
Video

16.11.2017
2
İş parçası malzemesi grupları:
Talaşlı imalat endüstrisi, birçok farklı malzemeden işlenen oldukça genişbir parça yelpazesi ortaya çıkarır. Her malzemenin alaşım elemanları, ısılişlem, sertlik, vb. tarafından etkilenen kendi eşsiz karakteristiklerivardır. Bunlar, kesici takım geometrisini, kaliteyi ve kesme değerlerininseçimini çokça etkileyecek şekilde birleşirler.
Dolayısıyla, iş parçası malzemeleri ISO standardına göre altı büyükgruba ayrılmıştır ve her grubun işlenebilirlik dahilinde eşsiz özelliklerivardır:
İş parçası malzemeleri
İş parçası malzemesi grupları:
Talaşlı imalat endüstrisi, birçok farklı malzemeden işlenenOldukça geniş bir parça yelpazesi ortaya çıkarır. Hermalzemenin alaşım elemanları, ısıl işlem, sertlik, vb.tarafından etkilenen kendi eşsiz karakteristikleri vardır.Bunlar, kesici takım geometrisini, kaliteyi ve kesmedeğerlerinin seçimini çokça etkileyecek şekilde birleşirler.
İş parçası malzemeleri

16.11.2017
3
Dolayısıyla, iş parçası malzemeleri ISO standardına göre altı büyük grubaayrılmıştır ve her grubun işlenebilirlik dahilinde eşsiz özellikleri vardır:• ISO P – Çelikler, alaşımsızdan yüksek alaşımlı malzemelere çelik dökmelerve ferritik ve martensitik paslanmaz çelikler de dahil olarak talaşlı imalatalanındaki en geniş malzeme grubudur. İşlenebilirliği normalde iyidir ancakmalzeme sertliğine, karbon içeriğine, vb. bağlı olarak değişkenlikgösterebilir.
• ISO M – Paslanmaz çelikler minimum %12’lik krom ile alaşımlanmışmalzemelerdir; diğer alaşımlar nikel ve molibdenum içerebilir. Ferritik,martensitik, östenitik ve östenitikferritik (duplex) gibi diğer durumlar genişbir aile oluşturur. Tüm bu tiplerin arasındaki bir genel bir durum kesmekenarlarının büyük ölçüde ısıya, çentik aşınmasına ve talaşyığılmasına maruz kaldığıdır.
İş parçası malzemeleri
• ISO K –Dökme demir, çeliğin tersine kısa talaş oluşturantipte bir malzemedir. Gri dökme demirlerin (GCI) ve dövmedökme demirlerin (MCI) işlemesi oldukça kolayken, sferodökme demirler (NCI), kompakt dökme demirler (CGI) veöstemperlenmiş dökme demirler (ADI) daha zordur. Tümdökme demirler kesme kenarına karşı oldukça aşındırıcı olanSiC içerirler.• ISO N – Alüminyum, bakır, pirinç, vb. gibi demir içermeyenmetaller yumuşak metallerdir. %13’lük bir Si içeriği olanalüminyum oldukça aşındırıcıdır. Genel olarak yüksek kesmehızları ve uzun takım ömrü, keskin kenarlı kesici uçlar içinbeklenebilir.
İş parçası malzemeleri

16.11.2017
4
• ISO S – Isıl-Dirençli Süper Alaşımlar geniş bir dizi yüksek alaşımlıdemir, nikel, kobalt ve titanyum bazlı malzemeleri kapsar.Yapışkandırlar, talaş yığılması oluştururlar, çalışma sırasındasertleşirler (işleme sertleşmesi) ve ısı meydana çıkarırlar. ISO Malanına çok benzerdirler ancak işlenmesi çok daha zordur ve kesiciuç kenarlarının takım ömrünü kısaltırlar.
• ISO H – Bu grup 45-65 HRc arasında bir sertliğe sahip çelikleri ve400-600 HB civarındaki yüzeyi sertleşmiş dökme demiri kapsar.Sertlikleri hepsinin işlenmesini zorlaştırır.Malzemeler, işlenme sırasında ısı meydana çıkarırlar ve kesmekenarı için çok aşındırıcıdırlar.
İş parçası malzemeleri
Kaynak:
1. Modern Talaşlı İmalatın Esasları, Prof. Dr. Cemal Çakır, Nobel Yayın2. Sandvik coromant

16.11.2017
1
BÖLÜM#5:
KESİCİ TAKIMLARDA AŞINMA
Aşınma, kesicinin temas yüzeylerinde meydana gelenmalzeme kaybı Aşınma denir.İşleme sırasında tüm takımlar aşınır ve bu aşınma takımlarömürlerini tamamlayıncaya kadar devam eder.Takım aşınması kaçınılmazdır. Talaş kaldırma esnasında kesicitakımların değişik bölgeleri, değişik aşınma tiplerine maruz kalırve sonuçta kesici takımın ömrü azalır, körelir uçları kırılır.
Kesici Takımlarda Aşınma

16.11.2017
2
Takım aşınması kesici kenar üzerineetkiyen YÜK faktörlerinin bir sonucudur.Kesici kenarın ömrü birçok yüke bağlıolarak belirlenir. Aşınma takım, iş parçasımalzemesi, ve işleme koşullarınınetkileşiminden kaynaklanan olaydır.Temel yük faktörleri ve bu faktörlerinetki ettiği bölgeler yandaki gibidir.
Kesici Takımlarda Aşınma
Tipik aşınma bölgeleriA. MekanikB. IsılC. KimyasalD. Abrasiv yükler..
İşleme esnasında kesici kenar üzerineetkiyen çeşitli yük faktörleri nedeniyleaşağıdaki temel aşınma mekanizmalarıtalaş kaldırma işlemine etkide bulunurlar.
1. Abrasiv aşınması2. Difüzyon aşınması3. Oksidasyon aşınması4. Yorulma aşınması (statik veya dinamik)5. Adeziv aşınması
Kesici Takımlarda Aşınma Mekanizmaları

16.11.2017
3
Abraziv (aşındırıcılarla) Aşınma:
İş parçası yüzeyi ile takım arasına giren sert parçacıkların neden olduğu
taşlama işlemine benzer bir durumdur.
En çok görülen aşınma tiplerinden biridir. İşleme esnasında sert
tanecikler, yumuşak malzemenin yüzeyinden parçacıklar koparması
şeklinde görülür. Bu nedenle yüzeyde malzeme kaybının fazla olduğu
aşınma tipidir.
Kesici Takımlarda Aşınma Mekanizmaları
Abraziv (aşındırıcılarla) Aşınma:
Kesici kenarın abrasif aşınmaya karşı direnç kabiliyetiönemli ölçüde sertliğine bağlıdır.Sert parçacıkların yoğun bir şekilde sıkıştırılması ile oluşantakım malzemesi abrasif aşınmaya karşı koyabilecektir.Fakat işleme sırasında oluşan diğer yük faktörleri ile başaçıkacak şekilde donatılmış olmayabilir. Abraziv aşınmatakım talaş yüzeyinde ise krater oluşmasına sebep olur.
Kesici Takımlarda Aşınma Mekanizmaları

16.11.2017
4
Difüzyon Aşınması:Yüksek talaş kaldırma sıcaklıklarında kesicimalzemenim molekülleri akan talaş haline dönersedifüzyon aşınması meydana gelir. Örneğin; talaşyüzeyinin üstünde oluşan oyuk aşınmasına difüzyonsebep olur.Bu aşınma tipi kesme işlemi esnasında daha çok kimyasalyükten etkilenir.Malzemeler arasındaki metalürjik ilişkiler aşınma miktarınıbelirler.
Kesici Takımlarda Aşınma Mekanizmaları
Difüzyon Aşınması:
Her malzeme arasında etkileşim olmayabilir.Bu aşınma mekanizması önemli ölçüde sıcaklığa bağlıdır. Aşınmayüksek kesme hızlarında en büyük değerine ulaşır.
Kesici Takımlarda Aşınma Mekanizmaları

16.11.2017
5
Oksidasyon Aşınması:Yüksek sıcaklık ve havanın varlığı birçok metal içinOksidasyon demektir.Özellikle kesici kenarın talaş ile temasta olan kısmında, talaşgenişliğinin sona erdiği noktada (talaş derinliğinde) havadakesme işlemine etkide bulunur ve Oksidasyon nedeni ilekenarda çentikler oluşur.Oksidasyon aşınması günümüzde talaşlı imalat alanında pekyaygın olmayan bir aşınma tipidir.
Kesici Takımlarda Aşınma Mekanizmaları
Yorulma Aşınması:
Termo-mekanik bir kombinasyonun sonucudur.
Sıcaklıktaki dalgalanmalar ve takıma etkiyen kesme kuvvetlerinin
sıfır ile maksimum değerler arasında değişmesi kesici kenarın
çatlamasına ve kırılmasına yol açar.
Aralıklı kesme işlemi ucun sürekli olarak ısınıp soğumasına ve
talaş ile temasta olan kesici kenarda şok etkisine neden olur.
Kesici Takımlarda Aşınma Mekanizmaları

16.11.2017
6
Yorulma Aşınması:
Mekanik yorulma kesme kuvvetlerinin kesici kenarın
mukavemetinden çok daha büyük olduğu durumlarda görülür.
Sert malzemelerin yüksek ilerleme hızlarında işlendiği veya takım
malzemesinin yeterince sert olmadığı durumlarda söz konusudur.
Bu gibi durumlarda plastik deformasyon oluşur.
Kesici Takımlarda Aşınma Mekanizmaları
Adeziv Aşınma:
Yüzeyleri birbirine temas eden iki metal malzemeninbirbirine yapışmasıyla başlayan ve yeniden ayrılmasırasında zayıf olan malzemenin ana parçadankopmasıyla oluşan bir aşınmadır.
Kesici Takımlarda Aşınma Mekanizmaları

16.11.2017
7
Adeziv Aşınma:
Genellikle takımın talaş yüzeyindeki düşük ilerlemesıcaklıklarından dolayı ortaya çıkar. Çelik, alüminyum vedökme demir gibi uzun ve kısa talaş oluşumunun sözkonusu olduğu malzemelerde görülür. Bu aşınmamekanizması genellikle kenar ile talaş arasında yığmakenar oluşumuna neden olur.
Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5:
KESİCİ TAKIMLARDA AŞINMA TİPLERİ

16.11.2017
8
Kesici takımlarda görülen başlıca aşınma tipleri aşağıdaki gibi sıralanmıştır.
1. Serbest yüzey aşınması2. Krater aşınması3. Plastik deformasyon4. Çentik aşınması5. Termal (ısıl) çatlaklar6. Kenar tanecik kopması/kırılması7. Talaş yığılması (Built-Up Edge=BUE)
Kesme kenarları üzerindeki aşınma
Aşındırıcı Kesici kenarın serbest yüzeyinde meydana gelir. Abrasiv tip biraşınma mekanizmasından kaynaklanır. Aşınmanın en yaygıntipidir. Serbest yüzey aşınması, iş parçası malzemesindeki sertbileşenlerin neden olduğu aşınmaya bağlı olarak oluşur..
Serbest yüzey aşınması

16.11.2017
9
KimyasalTalaş yüzeyinde abrasiv ve düfizyon aşınma mekanizmalarınedeniyle oluşur. Krater, Talaş kaldırma esnasında sert parçacıkların takımın talaşyüzeyinde taşlama işlemine benzer bir işlem gerçekleşmesisonucunda ya da takım ile talaş malzemesi arasında talaşyüzeyinin en sıcak kısmında oluşan difüzyon nedeniyle ortayaçıkar.
Krater aşınması
Krater aşınması, kesici ucun eğimli tarafında toplanır. Bu, işparçası malzemesi ile kesici takım arasındaki kimyasal birtepkimeye bağlıdır ve kesme hızı tarafından yükselir. Aşırıkrater aşınması, kesme kenarını zayıflaştırır ve kopmaya yolaçabilir.
Krater aşınması

16.11.2017
10
Isıl
Plastik deformasyon, kesici kenar üzerinde yüksek sıcaklıklar ve yüksek basıncın
etkisiyle oluşur. Yüksek kesme hızı, yüksek ilerleme değerleri ve sert iş parçası
malzemeleri ısı ve basınç demektir. Takım buna dayanabilmesi iiçin yüksek kızıl
sertliğe sahip olması gerekir. Kenarın yuvarlatılması ve uygun kesici geometrisi bu tip
aşınmanın önlenmesinde önemli rol oynar.
Plastik deformasyon
Isıl Plastik deformasyon, takım malzemesi yumuşatıldığında gerçekleşir. Kesmesıcaklığı belli bir kalite için çok yüksek olduğunda meydana gelir. Genel olarak,daha sert kaliteler ve daha kalın kaplamalar plastik deformasyon aşınmasınakarşı olan direnci geliştirir.
Plastik deformasyon

16.11.2017
11
Adhesive Yapışkan
Bu aşınma tipi adezyon aşınmasıdır. Oksidasyonun da etkisi vardır.
Çentik kesici kenar ile malzemenin ayrıldığı noktada oluşur. Bu aşınma
kesmenin sonunda, havanın kesme bölgesiyle temas ettiği bölgede
oluşması nedeniyle bölgeseldir.
Çentik aşınması
Adhesive Yapışkan Talaş derinliği çizgisindeki kesici ucun hem eğimli yüzünde hem deserbest yüzeyinde aşırı derecede bölgesel hasarla belirlenen kesici uçaşınması. Yapışma (talaşların basınç ile kaynaması) ve birdeformasyon sertleşmesine maruz kalmış yüzey neden olur.Paslanmaz çelikler işlenirken yaygın bir aşınma tipidir.
Çentik aşınması

16.11.2017
12
IsılBu aşınma tipi genellikle ısı dağılımı nedeniyle ortaya çıkan yorulmaaşınmasıdır. Özellikle frezelemede söz konusu olan sıcaklık değişimleribu tip aşınmaya neden olur. Kesme kenarına dikey şekilde çokluçataklar oluşabilir. Termal çatlaklar, frezeleme operasyonlarında yaygınolan darbeli kesimlerle ilişkilidir ve kesme sıvısının kullanımı ile artar.
Termal çatlaklar
Mekanik
Bu aşınma tipi kesici kenarın aşınmaktan çok kırılması nedeniyle oluşur. Genellikle
takıma etkiyen yükün sürekli olarak üst ve alt değerler arasında değişmesi ile
yorulma oluşur ve bunun sonucunda takım malzemesi takım yüzeyinden kopar.
Darbeli kesme işlemi bu tip aşınmanın en sık görülen nedenlerden biridir.
Kenar tanecik kopması/kırılması

16.11.2017
13
Mekanik
Tanecik kopması veya kırılma, mekanik gerilim baskılarının aşırı yüklenmesinin bir
sonucudur. Bu gerilimler, talaş çekiçlenmesi, çok yüksek olan bir talaş derinliği veya
ilerleme, iş parçası malzemesindeki kum kalıntıları, talaş yığılması, titreşimler ya da
kesici uç üzerindeki aşırı aşınma gibi bir dizi sebebe bağlı olabilir.
Kenar tanecik kopması/kırılması
Yapışkan
Önemli ölçüde sıcaklığa dolayısıyla kesme hızına bağlı bir aşınma
tipidir. Takım yüzeyine kaynak olan malzemeden dolayı ortaya
çıkan, takım yüzeyinden parçacık kopmasına neden olur.
Talaş yığılması (Built-Up Edge=BUE)

16.11.2017
14
YapışkanBu aşınma tipi, talaşın kesici uca basınç ile kaynamasındanoluşur. Düşük karbonlu çelikler, paslanmaz çelikler ve alüminyumgibi yapışkan malzemeler işlenirken çok yaygındır. Düşük kesmehızı, talaş yığılmasının oluşumunu artırır.
Talaş yığılması (Built-Up Edge=BUE)
Kaynak:
1. Modern Talaşlı İmalatın Esasları, Prof. Dr. Cemal Çakır, Nobel Yayın2. Sandvik coromant3. Üretim Yöntemleri ve İmalat Teknolojileri Prof. Dr. Muammer Gavas, Seçkin
Yayıncılık





























