Embed Size (px)
Citation preview

8
BAB II
TINJAUAN PUSTAKA
2.1 Desain Eksperimen
Montgomery (1991) mendefinisikan desain eksperimen sebagai suatu usaha
sistematis dalam perancangan desain dengan cara mengkondisikan beberapa faktor.
Menurut Iriawan (2006), secara umum tujuan desain eksperimen antara lain;
pertama untuk menentukan variabel input (faktor) yang berpengaruh terhadap
respon, kedua untuk menentukan variabel input yang membuat repon mendekati nilai
yang diinginkan, ketiga untuk menentukan variebel input yang menyebabkan variasi
respon kecil.
Pada tahun 1930, Dorian Shainin memperkenalkan sejumlah teknik desain
eksperimen yang sederhana, mudah dipahami dan diaplikasikan, hemat biaya, kuat
secara statistik, teknik desain tersebut adalah teknik klasik, taguchi, dan
shainin/bothe.
2.2 Desain Eksperimen Dengan Metode Taguchi
Taguchi (2001) menyatakan bahwa metode taguchi merupakan metodologi
baru dalam bidang teknik yang bertujuan untuk memperbaiki kualitas produk dan
proses serta dapat menekan biaya kualitas dan resources seminimal mungkin.
Sasaran metode tersebut adalah menjadikan produk tidak sensitif terhadap noise,
sehingga disebut sebagai robust design.
Ross (1996) menjelaskan bahwa filosofi metode taguchi terhadap kualitas
terdiri dari tiga buah konsep, yaitu :

9
1. Kualitas harus didesain kedalam produk dan bukan sekedar memeriksanya.
2. Kualitas terbaik dicapai dengan meminimkan deviasi dari target, produk harus
didesain sehingga robust terhadap faktor lingkungan yang tidak dapat dikontrol.
3. Biaya kualitas harus diukur sebagai fungsi deviasi dari standart tertentu dan
kerugian harus diukur pada seluruh tahapan hidup produk.
Roy (2001) menjelaskan bahwa kelebihan metode taguchi dibandingkan
dengan desain eksperimen yang lain, meliputi ;
1. Metode taguchi lebih efisien karena memungkinkan untuk melaksanakan
percobaan yang melibatkan banyak faktor tetapi jumlah unit percobaan yang
diperlukan relatif kecil.
2. Metode taguchi memungkinkan diperolehnya suatu proses yang menghasilkan
produk lebih konsisten dan kurang sensitif (robust) terhadap variabilitas yang
disebabkan oleh faktor-faktor yang tidak dapat dikendalikan (noise). Hal ini
disebabkan karena robust design memperhatikan pengaruh faktor kontrol dan
faktor noise terhadap rata-rata dan variabilitas suatu performansi secara bersama-
sama.
3. Metode taguchi menghasilkan kesimpulan mengenai faktor-faktor yang
berpengaruh terhadap suatu respon dan kesimpulan mengenai taraf-taraf faktor
terbaik yang akan menghasilkan respon yang optimum.
Metode Taguchi (robust design) memberikan cara yang sistematis dan efisien dalam
mengoptimalkan performansi desain, kualitas dan biaya (Unal, 1991).

10
2.3 Penerapan Metode Taguchi
Leksono (2002) telah melakukan penelitian di Sentra Industri Keramik Hias
Desa Dadaprejo Kodya Batu – Malang dengan melakukan kombinasi level faktor
optimal yang berpengaruh pada kualitas produk dengan metode taguchi berdasarkan
respon teknis pada analisis quality function deployment. Pada penelitian tersebut
dapat diketahui informasi mengenai kombinasi dan kontribusi optimal dari tiap-tiap
faktor yang berpengaruh terhadap kualitas produk keramik hias serta didapatkan
keseragaman parameter kualitas. Kekurangan dalam penelitian tersebut adalah
faktor-faktor lingkungan yang ikut berpengaruh terhadap respon diasumsikan berada
pada kondisi yang tetap, faktor noise (faktor yang tidak dapat dikendalikan langsung
oleh produsen) tidak diikutkan dalam proses perancangan eksperimen.
Markaban (2005) telah menganalisa faktor-faktor yang berpengaruh terhadap
daya serap air dan susut kering genteng dengan metode taguchi multi respon,
menggunakan prosedur TOPSIS dalam mengagregasi dua kombinasi optimal
variabel respon yang berbeda. Sebelum dilakukan prosedur TOPSIS dilakukan uji
MANOVA untuk melihat faktor-faktor yang perbedaan levelnya berpengaruh secara
signifikan terhadap kedua respon. Kekurangan dalam penelitian ini adalah faktor-
faktor lingkungan yang ikut berpengaruh terhadap respon diasumsikan berada pada
kondisi yang tetap.
Setyowati (2002) telah mengaplikasikan metode taguchi multi respon untuk
perbaikan kualitas botol produk dragon 30 ml. Pada penelitian tersebut dilakukan
pendekatan fractional factorial experiment (FFE) yang konsisten dan terstandard
sehingga dapat meningkatkan efisiensi dari percobaan yang dilakukan. Pada FFE
dipilih beberapa kondisi perlakuan untuk tetap mempertahankan prinsip

11
orthogonalitas diantara berbagai faktor dan kombinasi. Pada desain ini tidak semua
kombinasi dijalankan, tetapi tetap memenuhi syarat orthogonalitas dan
keseimbangan, sehingga eksperimen dapat dilakukan dengan lebih efisien tanpa
mengurangi hasilya.
Sholeh (2003) telah mengaplikasi metode taguchi untuk meningkatkan
kualitas kapur aktif (CaO). Faktor–faktor terkendali yang berpengaruh pada kualitas
antara lain : Jenis bahan baku, Jenis bahan bakar, Lama pembakaran. Kekurangan
dari penelitian tersebut adalah definisi kualitas hanya sebatas pada kuantitas dari
cacat produk, dimana produk akan mempunyai kualitas yang semakin bagus apabila
jumlah cacat dari hasil produksi semakin sedikit.
2.4 Metode Taguchi Yang Sustainable (Sustainable Robust Design)
Sustainble robust design adalah suatu desain yang bertujuan untuk
mengurangi dampak negatif lingkungan melalui desain yang lebih peka terhadap
lingkungan/green design (http://www.autodesk.com/revit)
Prinsip kunci dalam green design adalah sustainability. Dalam Burall (1991)
mendefinisikan sustainable development sebagai pengembangan produk yang
memenuhi kebutuhan sekarang tanpa mengabaikan kemampuan generasi masa depan
untuk memenuhi kebutuhannya sendiri.
Menurut Karlson (2001), mendefinisikan green sebagai suatu aktivitas yang
dilakukan dalam mendesain produk dengan mempertimbangkan dampak terhadap
lingkungan yang diakibatkan oleh siklus hidup produk, untuk meningkatkan tingkat
kompetitif, meningkatkan nilai tambah market, menurunkan biaya atau untuk
memenuhi permintaan keberlangsungan dan pengaturan lingkungan.
12
Dalam Hundal (2000), menjelaskan bahwa design for environment memiliki
dua tujuan yaitu untuk mencegah limbah dan mengoptimalkan penggunaan material.
Mengurangi penggunaan material tidak hanya mengurangi biaya produk tetapi
dilakukan untuk mengurangi limbah, emisi dan energi yang dikeluarkan oleh
material.
Green design memiliki empat tujuan yang jika diimplementasikan dalam
desain produk akan dapat meningkatkan produksi yang ramah lingkungan,
berkualitas dan ekonomis. Tujuam green design antara lain : mengurangi limbah,
manajemen material, mencegah polusi, perbaikan produk.
Green produk didefinisikan sebagai produk yang memiliki kualitas yang
bagus dan mampu mendukung kesehatan lingkungan dan dapat memelihara
sumberdaya.
Kualitas yang dimaksud harus memiliki kriteria antara lain ;
• Kemampuan produk dalam mengurangi bahan beracun
• Kemampuan untuk digunakan kembali (reusability)
• Efisiensi energi
• Kemasan yang mampu diolah kembali
• Material yang telah didaur ulang
• Desain yang memiliki kemampuan untuk dimanufaktur kembali
• Proses yang ramah lingkungan
• Kemampuan untuk mengurangi dampak yang berbahaya bagi lingkungan

13
2.5 Penerapan Metode Taguchi Yang Sustainable
Mgana S.M (2003) telah menginvestigasi performansi dan feasibility dari
Upflow Anaerobic Sludge Bed (UASB) reaktor untuk pre-treatment wastewater
untuk meminimasi kadar COD dan BOD.
Suhandoko (2003) telah melakukan penelitian untuk meningkatan kualitas
dengan metode taguchi dalam rangka cleaner production. Melalui konsep cleaner
production, imbas dari hasil perancangan eksperimen adalah perbaikan lingkungan.
Kekurangan penelitian ini berada pada variabel respon yang belum menggambarkan
secara langsung parameter dampak yang ditimbulkan pada lingkungan.
2.6 Penerapan Metode Taguchi Yang Sustainable di UKM Kapur Aktif
Desa Pongangan dan Suci
Penelitian yang akan dilakukan menggunakan metode sustainable taguchi
multi respon, dimana respon yang akan dibangun adalah parameter kualitas
sedangkan respon yang lain merupakan parameter dampak lingkungan. Pada
penelitian ini parameter respon dampak lingkungan diturunkan berdasarkan
identifiksi aspek dan dampak lingkungan yang paling signifikan dari sifat-sifat fisika
dan kimia produk kapur aktif sementara parameter kualitas didasarkan pada voice of
customer yang mengacu pada standard nasional indonesia.
Dari beberapa penelitian yang telah dilakukan dengan obyek amatan yang
berbeda, belum ada penelitian yang variabel responnya merupakan parameter
dampak lingkungan, sehingga akan memudahkan dalam kontrol lingkungan dan
dapat diketahui secara langsung seberapa besar dampak lingkungan yang

14
ditimbulkan oleh produk tersebut. Karena itulah dirasa perlu adanya suatu penelitian
yang arahnya pada perbaikan kualitas yang lebih ramah lingkungan.
2.7 Prosedur TOPSIS untuk Taguchi Multirespon
Penggunaan metode taguchi hanya dapat digunakan untuk persoalan respon
tunggal, sedangkan untuk persoalan multi respon tidak dapat digunakan. Akan tetapi
seringkali konsumen menginginkan untuk mempertimbangkan lebih dari satu
karakteristik kualitas (respon) pada produk secara simultan.
Tong dan Su (1995) memperkenalkan prosedur TOPSIS (Technique For
Order Preferrence For Similarity To Ideal Solution) untuk menangani persoalan
multi-dimensi dari metode taguchi. Prosedur TOPSIS dikembangkan melalui aplikasi
fuzzy set pada Multiple Attribute Decision Making (MADM).
2.7.1 Multiple Attribute Decision Making
Multiple Attribute Decision Making adalah proses pemilihan diantara
sejumlah alternatif yang masing-masing alternatif tersebut terdiri dari banyak atribut
yang saling bertentangan. Istilah “atribut” berhubungan dengan “tujuan” atau
“kriteria”. Setiap atribut mempunyai perbedaan pengukuran sehingga kepentigan
relatif masing-masing atribut dapat dinyatakan sebagai sekumpulan pembobot.
2.7.2 Prosedur TOPSIS
Prosedur ini digunakan untuk mengagregasi dua kombinasi optimal yang
berbeda untuk tiap variabel respon dengan mempertimbangkan bobot relative tiap
variabel respon. Asumsi yang digunakan dalam prosedur TOPSIS adalah tingkat
kepentingan relatif masing-masing respon yang berbentuk fuzzy. Untuk mengurangi

15
kesulitan perhitungan fungsi kerugian taguchi, maka TOPSIS menghitung indeks
performansi tiap perlakuan dengan menggunakan nilai kedekatan relatif. Indeks
performansi tersebut dinamakan nilai TOPSIS. Semakin kecil nilai TOPSIS maka
semakin baik alternatif kombinasi.
Langkah-langkah optimasi pada prosedur TOPSIS antara lain :
1. Transformasi tingkat kepentingan relatif tiap respon kedalam bentuk fuzzy
number.
- Menyatakan tingkat kepentingan relatif masing-masing respon dalam
bentuk linguistik, yang ditentukan dari pengalaman teknik dan
pertimbangan manajemen.
- Menetapkan skala formal untuk mengkonversi bentuk linguistik ke dalam
bilangan fuzzy yang bersesuaian. Sistem kala yang digunakan adalah skala
Chen dan Hwang.
- Menentukan skala konversi yang memuat semua istilah linguistik yang
digunakan, jika terdapat lebihdari 1 skala maka dipilih satu skala yang
memuat paling sedikit istilah linguistik sebagai konversinya.
2. Menandai crisp score untuk memilih skala konversi (fuzzy number)
- Melakukan transformasi bilangan fuzzy menjadi crisp score dengan
metode fuzzy scoring seperti pada tabel konversi crisp score.
- Menormalisasi crift score untuk memperoleh nilai bobot yang mewakili
tingkat kepentingan relatif masing-masing kriteria (variabel respon)
sehingga total bobot sama dengan satu.
3. Menghitung nilai S/N untuk masing-masing variabel respon dari hasil
percobaan berdasarkan tipe karakteristik kualitasnya.

16
4. Menghitung nilai TOPSIS tiap kombinasi perlakuan.
- Menghitung matrik keputusan yang telah dinormalisasikan rij dan matrik
keputusan normalisasi yang diberikan bobot vij dengan formulasi ;
kjniLij
Lijrijn
i
,...,1;,...,1,
1
2
===
∑=
........................................ (3.1)
............................................................................... (3.2) wjxrijvij =
Dimana, rij : Nilai matriks keputusan eksperimen ke-i, respon
ke-j
Lij : Nilai eksperimen ke-i, respon ke-j
vij : Nilai matriks keputusan terbobot eksperimen ke-i,
respon ke-j
wj : Bobot respon ke-j
- Menentukan solusi ideal (V*j) dan solusi ideal negatif (V-j);
• Solusi ideal ( ) ( ){ }miJjvijJjvijA ,...,2,1min,max '* =∈∈= .............. (3.3)
{ }3*
2*
1** ,, VVVA =
• Solusi ideal negatif
( ) ( ){ }miJjvijJjvijA ,...,2,1max,min ' =∈∈=− .............. (3.4)
{ }321 ,, −−−− = VVVA
- Menghitung ukuran pemisah tiap alternatif solusi
• Ukuran pemisah tiap alternatif terhadap solusi ideal
( )∑=
=−=n
jj miVvijSi
1
2** ,...,2,1, ................................... (3.5)

17
• Ukuran pemisah tiap alternatif terhadap solusi ideal negatif
( )∑=
−− =−=n
jj miVvijSi
1
2 ,...,2,1, .................................... (3.6)
Dimana, Si+ : Ukuran pisah alternatif solusi ideal eksperimen ke-i
Si- : Ukuran pisah alternatif solusi negatif eksperimen ke-i
V*j : Solusi ideal respon ke-j
V-j : Solusi negatif respon ke-j
- Menghitung kedekatan relatif (relative closeness) tiap-tiap alternatif
terhdap solusi ideal. Kedekatan relatif inilah yang disebut sebagai nilai
TOPSIS suatu alternatif.
miSS
SC
ii
ii ,...,2,1,*
* =+
= −
−
............................................... (3.7)
Dimana, C*i : Nilai kedekatan relatif eksperimen ke-i
- Menentukan level faktor yang optimal, yang antara lain termasuk
mengestimasikan efek faktor berdasarkan nilai TOPSIS serta menentukan
faktor kontrol yang optimal beserta level-levelnya.
2.8 Batu Kapur (Lime Stone)
Oates (1998) mendefinisikan batu kapur sebagai batuan padat yang
mengandung banyak kalsium karbonat, berwarna putih, abu–abu kuning tua, abu-abu
kebiruan, jingga dan hitam.
Berat jenisnya 2,6 – 2,8 gr/cm3 dan dalam keadaan murni berbentuk kristal
kalsit, terdiri dari CaCO3. apabila diberi larutan asam (HCL), batu kapur akan larut
dan mengeluarkan gas tak berbau yaitu CO2, kalsinasi batu kapur pada suhu agak

18
tinggi akan melepaskan gas CO2 dan sisanya disebut “quicklime“ yang terdiri dari
kalsium oksida (CaO). Apabila quiklime tersebut di beri air, maka akan terjadi
penghidaratan yang cepat menjadi kalsium hydroksida (Ca(OH)2) atau disebut
“hydrated lime“ (Oates,1998).
Kalsit dalam jumlah kecil terbentuk sebagai hasil reaksi air yang
mengandung karbonat dengan kalsium silikat. Selain itu merupakan juga komponen
dari batuan sediment.
Menurut Boynton (1980), kapur aktif adalah bahan galian yang banyak
digunakan pada :
1. Bahan bangunan, pengeras jalan dan untuk campuran bangunan.
2. Bahan baku untuk portland cement, semen alam dan kalk zandsteen.
3. Industri keramik, terutama dalam pembuatan gelas.
4. Industri kimia, untuk bahan baku pembuatan kalsium dalam pabrik gula,
pembuatan gas CO2, CaC2, CaO, bahan–bahan kedokteran, pasta, pencegah
penyakit tanaman dan untuk pembuatan pupuk.
5. Industri logam, kapur dipergunakan sebagai flux dan bahan bahan tahan api.
6. Bahan baku untuk seni budaya dan lithographi.
2.8.1 Sifat–sifat fisik dan kimia batu kapur (limestone)
Dalam Oates (1998), warna batu kapur menggambarkan tingkat dan
kealamian dari adanya pengotor (impurity). Warna putih mempunyai kemurnian
yang tinggi, warna abu-abu dan corak gelap disebabkan oleh material karbon atau
sulfida besi, kuning dan warna susu atau merah mengindikasikan adanya campuran

19
besi dan mangan. Jadi impurity pada batuan kapur akan menghasilkan perbedaan
warna dan pola.
Tabel 2.1. Tekanan Penguraian Karbon Dioksida
Temperatur (oC) Tekanan CO2 (atmospheres)
600
700
750
800
850
900
0,003
0,026
0,079
0,24
0,50
1,00
Tabel 2.1. mengindikasikan bahwa pada suhu 900oC, tekanan akan mencapai
1 atmosphere, hal ini menunjukkan bahwa pada suhu tersebut terjadi penguraian
kalsium karbonat.
Impurity yang biasanya ada pada batu kapur adalah galena (PbS), sphalerite
(ZnS), barite (BaCO3), haematite (Fe2O3) dan fluorite (CaF2).
Kalsinasi batu kapur mengacu kepada proses thermal decomposition menjadi
quicklime dan karbon dioksida.
Reaksi untuk thermal decomposition kalsium karbonate adalah ;
CaCO3 + Heat CaO + CO2
Reaksi untuk thermal decomposition magnesium karbonate adalah ;
MgCO3 + Heat MgO + CO2
Reaksi untuk thermal decomposition dolomite adalah ;
CaCO3 . MgCO3 + Heat(1) CaCO3 . MgO + CO2 ( 1 ) CaCO3 . MgO + Heat(2) CaO . MgO + CO2 ( 2 )
CaCO3 . MgCO3 + Heat(1+2) CaO . MgO + 2CO2 ( 3 )

20
Rate penguraian batu kapur pada proses kalsinasi dipengaruhi oleh ;
a. Karakteristik batu kapur
b. Distribusi ukuran partikel
c. Bentuk dari partikel
d. Temperatur pada daerah kalsinasi
e. Rate perpindahan panas antara gas dan partikel
Menurut Boynton (1980), untuk mengurangi proses pembakaran yang tidak
sempurna/tidak merata biasa dikurangi dengan memperkecil ukuran batu kapur pada
proses pembakaran, sehingga akan mengurangi impuritinya dan pembakaran yang
sempurna akan menghasilkan kandungan kapur (CaO) yang lebih tinggi.
2.8.2 Raw material untuk lime burning
Kualitas dari proses pembakaran tergantung pada :
a. Distribusi ukuran partikel
b. Bentuk
c. Kontaminasi dengan partikel tanah
d. Kebersihan permukaan
e. Konsistensi
Pemilihan bahan pembakar untuk lime-burning operation sebagai dasar
pertimbangan bahwa :
a. Biaya bahan bakar per ton hampir mencapai 40% - 50% biaya produksi
b. Ketidaksesuaian bahan bakar dapat menyebabkan permasalahan di sistem operasi
c. Jenis bahan bakar dapat mempengaruhi kualitas kapur, khususnya tingkat CaCO3,
reaktivitas, sulfur content, dan impurity seperti SiO2, Al2O3, dan Fe2O3

21
d. Jenis bahan bakar memberikan konstribusi yang berbeda terhadap dampak
lingkungan dari gas yang dikeluarkan
Pemilihan bahan bakar dapat menimbulkan emisi berupa karbon dioksida,
karbon monoksida, asap, debu, sulfur dioksida dan nitrogen oksida, yang
kesemuanya mempunyai dampak terhadap lingkungan.
Oates (1998), menyatakan bahwa dalam proses pembakaran dengan bahan
pembakar berupa kayu dan sejenisnya, emisi dominan yang ditimbulkan berupa
kandungan CO2.
2.8.3 Proses Produksi
Proses pembuatan kapur aktif sangat sederhana, diperlukan keahlian dalam
penatan batu kapur sehingga pembakaran bisa merata dan kualitas produk kapur yang
diinginkan dapat tercapai
Adapun tahapan yang dipakai dalam proses pembuatan kapur aktif adalah
persiapan bahan baku, penataan bahan baku, pembakaran dan pendinginan serta
pengemasan sebagaimana pada gambar 2.1.
Secara singkat proses pembuatan kapur aktif dapat diuraikan sebagai berikut :
1. Penyiapan Bahan Baku
Batu kapur yang ada di tambang diangkut dengan truck untuk dilakukan
pembakaran. Adapun batu kapur (limestone) yang dipersiapkan berbentuk
bongkahan-bongkahan yang berukuran ± 20 cm s/d 50 cm yang diambil dari
tukang batu, dan peralatan yang digunakan adalah linggis, palu besar, sekop dan
pasak. Kapasitas rata-rata tungku pembakaran batu kapur berkisar 25 ton batu
kapur.

22
2. Penataan Batu Kapur
Pada tahap ini dilakukan penataan batu kapur dengan cara menumpuknya
sedemikian sehingga tumpukan batu yang sudah tertata dengan rapi tidak roboh,
jika penataan sudah selesai maka pemeriksaan dilakukan sekali lagi dengan tujuan
agar dalam waktu pembakaran tidak roboh. Penataan dibuat sedemikian sehingga
tersedia lorong/ruang untuk pembakaran. Biasanya tidak lebih dari 1/6 dari
ruang/space tungku pembakaran. Penataan ini dilakukan dengan cara manual dan
memerlukan waktu kurang lebih dua hari dengan 3 orang tenaga kerja.
3. Pembakaran
Di sentra industri pengepul batu kapur Desa Pongangan dan Desa Suci, bahan
pembakar menggunakan kayu kulitan (kayu lembaran), kayu pejal (kayu osok),
serbuk grajen, ataupun karet. Namun untuk bahan pembakar berupa karet sudah
tidak pakai karena mengingat emisi yang ditimbulkan sangat tinggi, secara fisik
berupa kepulan asap hitam yang sangat pekat dan berbau menyengat.
Suhu pemanasan yang dicapai dengan bahan pembakar seperti diatas
berkisar ± 700 oC dan ± 950 oC. Proses pembakaran dilakukan selama 4-5 hari,
akan tetapi untuk musim penghujan lama pembakaran bisa memakan waktu
sampai 7-8 hari.
4. Pengeringan
Setelah pembakaran selesai, dilakukan pendinginan dengan membiarkan
tungku pembakaran terhembus oleh udara bebas selama 1 hari. Pada saat proses
pendinginan, sisa-sisa bahan pembakar seperti arang dikeluarkan dari lubang
pembakar.

23
Pengambilan serbuk batu kapur (quicklime) dapat dilakukan dengan sekop
laras panjang yang terbuat dari kayu agar pengambilan dapat dilakukan dengan
efektif. Pengambilan serbuk kapur biasanya dilakukan selama 2 hari. Serbuk
kapur dikeluarkan untuk selanjutnya dilakukan penyortiran terhadap batu kapur
yang tidak bisa terbakar dengan sempurna (adanya batu curing).
START
Pengambilan Bahan
Baku Batu Kapur
Transportasi Dari Tambang ke Lokasi Pembakaran
Penyusunan Batu Kapur
Proses Pembakaran
Pendinginan
Gambar 2.1. Tahapan Proses Produksi Kapur Aktif
Ya
Tida
k
Baik
Pengantongan
Penyimpanan
Pemilihan Material
END

24
2.9 Aspek dan Dampak Lingkungan
Suratmo (1993) menjelaskan bahwa dalam hal menganalisis dampak
lingkungan, hal-hal khusus yang perlu dipertimbangkan pada pendugaan dampak
lingkungan suatu industri adalah aspek fisik dan kimia dari produk selama proses
produksi berlangsung. Salah satu dampak lingkungan hasil produksi suatu industri
adalah adanya limbah.
Limbah merupakan hasil sampingan dari proses produksi, adanya limbah
mengindikasikan adanya inefisiensi dalam proses. Limbah industri dapat terjadi pada
setiap tahapan proses produksi.
Limbah yang terjadi mempunyi aspek lingkungan yang berbeda satu dengan
yang lainnya ditinjau dari luasan dampaknya, keseriusan dampaknya, kemungkinan
terjadinya, lamanya waktu pemaparan, derajat kepulihan dampak dan lain-lain.
Untuk itu perlu adanya suatu pembobotan aspek lingkungan dan scoring aspek dan
dampak lingkungan penting untuk mengetahui seberapa besar dampak lingkungan
yang ditimbulkan masing-masing tahapan proses produksi.
Aspek adalah sesuatu yang dihasilkan dari suatu kegiatan produk utama di
dalam perusahaan, sedangkan dampak adalah efek dari aspek yang dirasakan oleh
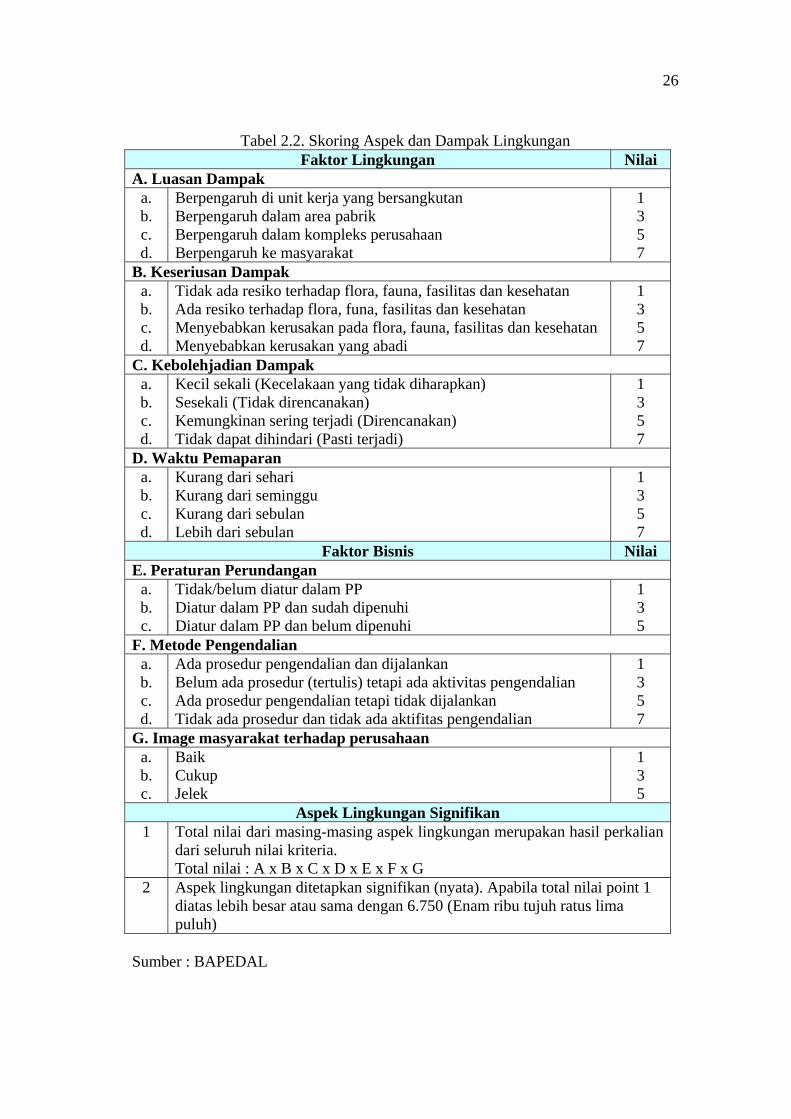
lingkungan. Adapun pembobotan dan skoring aspek dan dampak lingkungan yang
digunakan dalam penelitian ini mengacu pada pembobotan dan skoring aspek dan
dampak lingkungan sistem manajemen lingkungn ISO 14001 yang diperkenalkan
oleh BAPEDAL seperti pada tabel 2.2.
Bratasida (1998) menyatakan bahwa salah satu pokok pemikiran yang
mendasari ISO 14000 adalah ISO 14000 dapat diterapkan pada semua tipe dan skala
organisasi.

25
Wijayanto (2005) dalam penelitianya menggunakan skoring aspek dan
dampak lingkungan guna mengintegrasikan sistem manajemen lingkungan dan
integrated environment performance management system untuk mengukur dan
memonitor kinerja lingkungan serta untuk mengetahui pengaruh dari aktivitas
produksi terhadap dampak lingkungan.
Untuk mengidentifikasi tingkat signifikansi dampak lingkungan, baik skala
global, regional ataupun lokal dapat menggunakan skoring aspek dan dampak
lingkungan (Astuti, 2004).
26
Tabel 2.2. Skoring Aspek dan Dampak Lingkungan Faktor Lingkungan Nilai
A. Luasan Dampak a. b. c. d.
Berpengaruh di unit kerja yang bersangkutan Berpengaruh dalam area pabrik Berpengaruh dalam kompleks perusahaan Berpengaruh ke masyarakat
1 3 5 7
B. Keseriusan Dampak a. b. c. d.
Tidak ada resiko terhadap flora, fauna, fasilitas dan kesehatan Ada resiko terhadap flora, funa, fasilitas dan kesehatan Menyebabkan kerusakan pada flora, fauna, fasilitas dan kesehatan Menyebabkan kerusakan yang abadi
1 3 5 7
C. Kebolehjadian Dampak a. b. c. d.
Kecil sekali (Kecelakaan yang tidak diharapkan) Sesekali (Tidak direncanakan) Kemungkinan sering terjadi (Direncanakan) Tidak dapat dihindari (Pasti terjadi)
1 3 5 7
D. Waktu Pemaparan a. b. c. d.
Kurang dari sehari Kurang dari seminggu Kurang dari sebulan Lebih dari sebulan
1 3 5 7
Faktor Bisnis Nilai E. Peraturan Perundangan
a. b. c.
Tidak/belum diatur dalam PP Diatur dalam PP dan sudah dipenuhi Diatur dalam PP dan belum dipenuhi
1 3 5
F. Metode Pengendalian a. b. c. d.
Ada prosedur pengendalian dan dijalankan Belum ada prosedur (tertulis) tetapi ada aktivitas pengendalian Ada prosedur pengendalian tetapi tidak dijalankan Tidak ada prosedur dan tidak ada aktifitas pengendalian
1 3 5 7
G. Image masyarakat terhadap perusahaan a. b. c.
Baik Cukup Jelek
1 3 5
Aspek Lingkungan Signifikan 1 Total nilai dari masing-masing aspek lingkungan merupakan hasil perkalian
dari seluruh nilai kriteria. Total nilai : A x B x C x D x E x F x G
2 Aspek lingkungan ditetapkan signifikan (nyata). Apabila total nilai point 1 diatas lebih besar atau sama dengan 6.750 (Enam ribu tujuh ratus lima puluh)
Sumber : BAPEDAL

27

28