Embed Size (px)
Citation preview

YOUR CHOICE FOR CREEP RESISTANT FILLER METALS
Cr-Mo Welding Electrodesfor the Power Generating Industry
ESAB Welding & Cutting Products
WELDING l CUTTING l FILLER

TABLE OF CONTENTS POWER GENERATION
Description PageProcess Description ...................................................................................................................... 1Cr-Mo Selection Guide .................................................................................................................. 2Product Offering
.5% Mo ...................................................................................................................................3-51.25% Cr, .5% Mo ..................................................................................................................6-92.25% Cr, 1% Mo ...............................................................................................................10-135% Cr, .5% Mo ...................................................................................................................14-169% Cr - 1% Mo ...................................................................................................................17-18Modifi ed 9% Cr-Mo-V .........................................................................................................19-25
Certifi ed Material Test Report (CMTR)Atom Arc 9015-B9 ................................................................................................................... 26Atom Arc 9018-B9 ................................................................................................................... 27Dual Shield B9 ........................................................................................................................ 28Tigrod ER90S-B9 .................................................................................................................... 29
Creep Data ChartAtom Arc 9015-B9 ................................................................................................................... 30Atom Arc 9018-B9 ................................................................................................................... 30Dual Shield B9 ........................................................................................................................ 30Tigrod ER90S-B9 .................................................................................................................... 30
ASME Certifi catesAshtabula, OH facility .............................................................................................................. 31Hanover, PA facility ................................................................................................................. 32
Safety Data Sheets ...................................................................................................................... 33

esabna.com + 1.800.ESAB.123
making darkness disappear.
In the harsh environments of the power generation world, even everyday jobs aren’t simple. Fortunately, your choice of a welding and cutting manufacturer is. As the global authority on welding and cutting, ESAB offers the broadest selection of world-class products that meet the tough demands of the industry. From turbine plants to nuclear containment vessels, choose ESAB for powerful solutions.
When you use ESAB products, amazing things happen.
WELDING + CUTTING + AUTOMATION = POWER GENERATION SOLUTIONS

1
Power Generation TechnologyCreep resistant steels were originally developed to provide improved strength at elevated temperatures. These creep resistant steels were metallurgically designed with additions of chromium, molybdenum and other similar alloys to produce the needed strength and creep resistance required in most steam generating facilities. Applications include heat exchangers, header systems, and associated piping within a power generation facility. Some of the most common grades of creep resistant steels include P11, P22, P5 and P91. Each of these grades has a varying amount of Cr-Mo and other assorted alloys added.Creep resistant steels require the use of comparable fi ller metals that perform at the same level as that of the steel. It is essential that the choice of fi ller metals complement the steels while optimizing the creep resistance. In addition, the mechanical properties of the fi ller materials should adequately produce the toughness needed during the start-up phase of the plant equipment.
Because of the wide variety of creep resistant steel types, the selection of fi ller materials is also varied. Historically products such as 1.25% Cr, .5% Mo or 2.25% Cr, 1% Mo would have been used. Today however, due to the increased demand for energy, utilities are operating their facilities under peak load conditions causing them to choose another grade such as P91 over one of the other creep resistant steels.The designation most often associated for the applicable fi ller metals for welding P91 grade steels is a “B9”. ESAB offers a complete line of “B9” fi ller metals for the SMAW, GTAW, FCAW and SAW processes. Each of these products is tested in accordance to the respective AWS specifi cation and can be certifi ed to the respective ASME specifi cation, if need be. Each lot of material is lot tested and certifi ed prior to the sale. If additional testing is required, ESAB can accommodate such testing. Throughout the years, the Atom Arc®, Arcaloy® and Dual Shield® brand names have been synonymous with both fossil fuel facilities and nuclear power plants. The engineering design built into these products has provided fabricators with the highest level of reliability possible.The technical information contained within this catalog provides the supporting data to substantiate our vast knowledge and experience in the development of products to support the power generation industry. Since all such product is produced in accordance with the ASME Quality Assurance System, customers can take comfort in the fact that these products meet or exceed their most stringent specifi cations. Feel free to contact us for further information or to discuss a specifi c application.
POWER GENERATION TECHNOLOGY

2
CR-MO ALLOYSELECTION GUIDE
ESAB Product Reference Chart
Type of Steel Grade
ASMESection
IX SMAW GMAW/GTAW SAW/Flux FCAW MCAW
1/2 % Mo 2 P#3 Atom Arc 7018-Mo Spoolarc 83 OK Flux 10.62/Spoolarc 40B Dual Shield 7000-A1 Coreweld 80-D2
1/2%Cr-1/2% Mo 11 P#3 Atom Arc 8018-CMAtom Arc 7018-B2L Tigrod ER80S-B2
OK Flux 10.62/Spoolarc U515OK Flux 10.63/Spoolarc U515
Dual Shield 8000-B2Dual Shield 8000-B2L Coreweld 80-B2
1-1/4% Cr-1/2% Mo 11 P#4 Atom Arc 8018-CMAtom Arc 7018-B2L Tigrod ER80S-B2
OK Flux 10.62/Spoolarc U515OK Flux 10.63/Spoolarc U515
Dual Shield 8000-B2Dual Shield 8000-B2L Coreweld 80-B2
2-1/4% Cr-1% Mo 22 P#5A Atom Arc 9018-CMAtom Arc 8018-B3L Tigrod ER90S-B3
OK Flux 10.62/OK Autrod 13.20SC
OK Flux 10.63/OK Autrod 13.20SC
Dual Shield 9000-B3 Coreweld 90-B3
3% Cr-1% Mo 21 P#5A Atom Arc 8018-B6Atom Arc 8018-B6L Tigrod ER80S-B6 Dual Shield B6
5% Cr-1/2% Mo 5 P#5B Atom Arc 8018-B6Atom Arc 8018-B6L Tigrod ER80S-B6 Dual Shield B6
9% Cr-1% Mo 9 P#5B Atom Arc 8018-B8 Tigrod ER80S-B8
9% Cr-1% Mo-V-Nb-N 91 P#5B Atom Arc 9015-B9Atom Arc 9018-B9 Tigrod ER90S-B9 Dual Shield B9
NOTES
+ These creep resistant alloys are used in high temperature service used in hydrocarbon power generation facilites
+ Customer applications may require additional mechanical testing in accordance to ASME or a one-of-a-kind customer specifi cation
+ X-Factor values (< 15) are provided on most of the products listed above
+ Both ESAB Hanover and Ashtabula are currently ASME facilities
+ Some diameters and packages may be special order items. Consult Order Entry Department for product availability

3
ATOM ARC® 7018-Mo
Atom Arc 7018-Mo electrodes contain 0.5% Mo as alloy addition. They are recommended for welding low-alloy, high tensile steels of 50 ksi (345 MPa) minimum yield strength and 0.5% molybdenum steels and pipes. They are widely employed in the fabrication and erection of boilers, pressure piping and tubing, and other pressure vessel applications.
Classifi cation and Approvals MIL-E-0022200/7 MIL-7018-A1 A.B.S.- AWS A5.5: E7018-A1 AWS/ASME SFA 5.5: E7018-A1H4R
Complimentary ProductsGTAW (Spoolarc 83)FCAW (Dual Shield 7000-A1)
Preheat InformationPreheat should be used on hardenable steels to prevent the formation of a hard heat-affected zone. Preheat may also be required in welding heavy sections.
Electrode Imprint Marking7018-A1H4R
Typical Mechanical Properties As Welded
ksi MPa
Yield Strength 77 531
Tensile Strength 87 600
Elongation % in 2" 27%
Stress Relieved 1 hr. @ 1150oF (620oC)ksi MPa
Yield Strength 75 518
Tensile Strength 88 607
Elongation % in 2" 29%
Stress Relieved 8 hr. @ 1150oF (620oC)ksi MPa
Yield Strength 76 524
Tensile Strength 88 607
Elongation % in 2" 28%
Stress Relieved 20 hr. @ 1150oF (620oC)ksi MPa
Yield Strength 73 504
Tensile Strength 85 587
Elongation % in 2" 29%
Typical Charpy V-Notch Impact PropertiesTesting Temperature Condition Ft.-lbs J
-20ºF (-30ºC) Stress Relieved 8 hr. @ 1150oF (620oC) 69 94
30ºF (0ºC) Stress Relieved 8 hr. @ 1150oF (620oC) 108 146
10ºF (-10ºC) Stress Relieved 13 hr. @ 1150oF (620oC) 135 183
60ºF (15ºC) Stress Relieved 20 hr. @ 1150oF (620oC) 150 203
Typical Undiluted Weld Metal AnalysisC Mn Si P S Mo
0.04% 0.8% 0.4% 0.012% 0.01% 0.55%
Storage and ReconditioningStore open electrodes at 225oF (107oC) to 300oF (150oC)Recondition electrodes at 700oF (370oC) for 1 hour
Ordering InformationAA 7018-Mo 1/4X18X50#HS .....................................255021412AA 7018-Mo 1/8X14X50#HS .....................................255021818AA 7018-Mo 3/16X14X50#HS ....................................255023111AA 7018-Mo 3/32X14X50#HS ...................................255023319AA 7018-Mo 5/32X14X50#HS ...................................255025314AA 7018-Mo 7/32X18X50#HS ...................................255027310AA 7018-Mo 1/8X14X10#HS .....................................255021826AA 7018-Mo 3/16X14X10#HS ...................................255023129AA 7018-Mo 3/32X14X10#HS ...................................255023327AA 7018-Mo 5/32X14X10#HS ...................................255025322
Product Data Sheet ................................... SSP-1018

4
DUAL SHIELD® 7000-A1
Dual Shield 7000-A1 is an all-position fl ux cored electrode recommended for 0.5% Mo steels. It is used in the fabrication and erection of boilers, pressure piping and tubing, and other pressure vessel applications. Shielding gas of 100% CO2 and 75% Ar, remainder CO2 may be used. A 75% Ar/25% CO2 shielding gas mixture is recommended to improve arc characteristics, increase wetting action, decrease penetration, and provide easier arc control for out-of-position welding. The weld metal analysis is similar to an E7018-A1 low hydrogen electrode.
Classifi cation and Approvals AWS/ASME SFA 5.29: E81T1-A1C/A1M
Shielding Gas100% CO2 and Argon - CO2 mixtures up to 75% Argon
Complimentary ProductsGTAW (Spoolarc 83)SMAW (Atom Arc 7018-Mo)
Typical Mechanical PropertiesAs Welded, CO2
ksi MPa
Yield Strength 82 566
Tensile Strength 92 635
Elongation % in 2" 22% Stress Relieved 1 hr. @ 1150oF (620oC), CO2
ksi MPa
Yield Strength 82 566
Tensile Strength 93 645
Elongation % in 2" 26%
Typical Charpy V-Notch Impact PropertiesTesting Temperature Condition Ft.-lbs J
72ºF (22ºC) As Welded, CO2 43 58
0ºF (-18ºC) As Welded, CO2 20 27
Typical Undiluted Weld Metal AnalysisC Mn Si P S Mo
0.05% 0.09% 0.06% 0.01% 0.008% 0.55%
Storage and Reconditioning*Store open electrodes at 300oF (150oC)Recondition electrodes at 300oF (150oC) for 6 to 8 hours
*Note: If packaged on a plastic spool, remove spool from plasticbag before placing in oven. Store at 125ºF (52ºC).
Ordering InformationDS 7000-A1 045X33#AWS ........................................245012521
Product Data Sheet ...................................COR-1061

5
SPOOLARC® 40B
Spoolarc 40B is a single or multipass welding wire for carbon and low alloy steels. Product produces good as welded and stress relieved impact toughness. Weld metal tensile strength is in excess of 70 ksi (483 MPa).
Applications include pressure vessel fabrication and other similar welds which require postweld heat treatment.
Classifi cation and Approvals AWS/ASME SFA 5.23: EA2
Complimentary ProductsGTAW (Spoolarc 83)SMAW (Atom Arc 7018-Mo)FCAW (Dual Shield 7000-A1)
Typical Mechanical Propertiesw/ ESAB OK Flux 10.62 Stress relieved 1hr. @ 1150°F (620°C)
ksi MPa
Yield Strength 80 552
Tensile Strength 91 628
Elongation % in 2" 28%
Typical Charpy V-NotchImpact PropertiesTesting Temperature Condition Ft.-lbs J
-50ºF (-46ºC) Stress relieved 1hr. @ 1150°F (620°C) 40 54
Typical Wire ChemistryC Mn Si S P Mo
0.13% 1.2% .03% .019% .009% .54%
Typical Undiluted Weld Metal Analysis (w/ 10.62)
C Mn Si P S Mo0.10% 1.1% 0.2% 0.017% 0.010% 0.50%
Ordering Information40B 3/32x65#CL ............................................................ 1184F3040B 1/8x150#CL ............................................................ 1185F1240B 1/8x65#CL .............................................................. 1184F3240B 1/8x800#DR ............................................................ 1186F1240B 5/32x150#CL .......................................................... 1185F1440B 5/32x65#CL ............................................................ 1184F3440B 5/32x800#DR .......................................................... 1186F1440B 3/16x65#CL ............................................................ 1184F3540B 3/16x800#DR .......................................................... 1186F1540B 1/4x800#DR ...........................................................118EFLW
Product Data Sheet ...................................COR-1072

6
ATOM ARC® 8018-CM
Atom Arc 8018-CM electrodes contain 1.25% Cr and Mo as alloy addition. They are used for the welding of such steels as 0.5% Cr - 0.5% Mo, 1% Cr - 0.5% Mo, and 1.25% Cr - 0.5% Mo, which are used principally in power piping and boiler work for the fabrication of plates, pipes, tubes, castings, and forgings.
Classifi cation and Approvals MILITARY-MIL-E-22200/8: MIL-8018-B2 A.B.S.- AWS A5.5: E8018-B2 AWS/ASME SFA 5.5: E8018-B2H4R
ApplicationThis electrode is designed to meet the most stringent standards for welding 1.25% Cr - 0.5% Mo steels while producing an X-Factor <15 MAX.
Preheat InformationPreheat should be used on hardenable steels to prevent the formation of a hard heat-affected zone. Preheat may also be required in welding heavy sections.
Electrode Imprint Marking8018-B2H4R
Complimentary ProductsGTAW (Tigrod ER80S-B2)FCAW (Dual Shield 8000-B2)SAW (Spoolarc U515 w/ OK Flux 10.62)
Typical Mechanical Properties Stress Relieved 1 hr. @ 1275oF (690oC)
ksi MPa
Yield Strength 84 580
Tensile Strength 97 669
Elongation % in 2" 25%
Stress Relieved 1 hr. @ 1300oF (704oC)ksi MPa
Yield Strength 90 621
Tensile Strength 93 642
Elongation % in 2" 25%
Stress Relieved 8 hr. @ 1150oF (620oC)ksi MPa
Yield Strength 88 607
Tensile Strength 102 704
Elongation % in 2" 24%
Stress Relieved 8 hr. @ 1275oF (690oC)ksi MPa
Yield Strength 82 566
Tensile Strength 96 662
Elongation % in 2" 26%
Typical Charpy V-Notch Impact PropertiesTesting Temperature Condition Ft.-lbs J
30ºF (0ºC) Stress Relieved 8 hr. @ 1125oF (607oC) 80 108
30ºF (0ºC) Stress Relieved 8 hr. @ 1150oF (620oC) 83 113
30ºF (0ºC) Stress Relieved 8 hr. @ 1250oF (677oC) 98 133
Typical Undiluted Weld Metal AnalysisC Mn Si P S Cr Mo X-Factor
0.06% 0.8% 0.5% 0.011% 0.008% 1.3% 0.57% <15
Storage and ReconditioningStore open electrodes at 225oF (107oC) to 300oF (150oC)Recondition electrodes at 700oF (370oC) for 1 hour
Ordering InformationAA 8018-CM 1/8X14X50#HS ....................................255051815AA 8018-CM 3/16X14X50#HS .................................. 255053118AA 8018-CM 3/32X14X50#HS ..................................255053316AA 8018-CM 5/32X14X50#HS .................................. 255055311AA 8018-CM 7/32X18X50#HS ..................................255057317AA 8018-CM 1/8X14X10#HS ....................................255051823AA 8018-CM 3/32X14X10#HS ..................................255053324
Product Data Sheet ................................... SSP-1019

7
DUAL SHIELD® 8000-B2
Dual Shield 8000-B2 is an all-position fl ux cored electrode which contains 1.25% Cr - 0.5% Mo. The weld metal analysis is similar to an E8018-B2 low hydrogen electrode. Dual Shield 8000-B2 wire is used for the welding of such steel as 0.5% Cr - 0.5% Mo, 1% Cr - 0.5% Mo, and 1.25% Cr - 0.5% Mo. This wire is designed for single or multiple pass welding. Shielding gases of 100% CO2 and 75% Ar - remainder CO2 may be used.
Classifi cation and Approvals AWS/ASME SFA 5.29: E81T1-B2C/B2M
Shielding Gas100% CO2 and Argon - CO2 mixtures up to 75% Argon
Complimentary ProductsGTAW (Tigrod ER80S-B2)SMAW (Atom Arc 8018-CM)SAW (Spoolarc U515 w/ OK Flux 10.62)
Typical Mechanical Properties As welded
ksi MPa
Yield Strength 97 669
Tensile Strength 109 752
Elongation % in 2" 17%
Stress Relieved 8hr. @ 1275°F (690°C)ksi MPa
Yield Strength 83 573
Tensile Strength 95 655
Elongation % in 2" 22%
Typical Undiluted Weld Metal AnalysisC Mn Si P S Cr Mo X-Factor
0.06% 0.7% 0.6% 0.009% 0.008% 1.3% 0.5% <15
Storage and Reconditioning*Store open electrodes at 300oF (150oC)Recondition electrodes at 300oF (150oC) for 6 to 8 hours.
*Note: If packaged on a plastic spool, remove spool from plastic bag before placing in oven. Store at 125oF (52oC).
Ordering InformationDS 8000-B2 035X33#AWS ........................................245005590DS 8000-B2 045X33#AWS ........................................245005533DS 8000-B2 045X60#CL ...........................................245005582DS 8000-B2 1/16X33#AWS .......................................245020532DS 8000-B2 1/16X60#CL ..........................................245005517
Product Data Sheet ...................................COR-1062

8
TIGROD® ER80S-B2
TIGROD ER80S-B2 is a chrome-moly Tigrod used for joining creep resistant steels of the 0.5% Cr - 0.5% Mo, 1% Cr - 0.5% Mo, and 1.25% Cr - 0.5% Mo grades. These copper-coated rods are primarily used to fabricate and repair power piping and boilers in the power generation industry.
TIGROD ER80S-B2 is embossed on both ends with the alloy identifi cation.
Classifi cation and Approvals AWS/SFA 5.28: ER80S-B2
Shielding Gas100% Argon
Complimentary ProductsSMAW (Atom Arc 8018-CM)FCAW (Dual Shield 8000-B2)SAW (Spoolarc U515 w/ OK Flux 10.62)
Typical Mechanical Properties Stress Relieved 1hr. @ 1150°F (620°C)
ksi MPa
Yield Strength 81 559
Tensile Strength 95 655
Elongation % in 2" 29%
Stress Relieved 1hr. @ 1350°F (732°C)ksi MPa
Yield Strength 82 566
Tensile Strength 95 655
Elongation % in 2" 24%
Stress Relieved 1hr. @ 1375°F (746°C)ksi MPa
Yield Strength 80 552
Tensile Strength 93 642
Elongation % in 2" 26%
Typical Undiluted Weld Metal AnalysisC Mn Si P S Cr Mo X-Factor
0.08% 0.5% 0.4% 0.007% 0.01% 5.8% 0.5% <15
Storage and ReconditioningStore open electrodes in a dry place
Ordering InformationTIG80SB2 1/16X36X10#T/30#CT E2............................ 250JF48TIG80SB2 3/32X36X10#T/30#CT E2............................ 250JF50TIG80SB2 1/8X36X10#T/30#CT E2.............................. 250JF52TIG80SB2 5/32X36X10#T/30#CT E2............................ 250JF54
Product Data Sheet ...................................COR-1066

9
SPOOLARC® U515
Spoolarc U515 is a submerged arc wire that is used for welding Cr-Mo steels up to 1.25% Cr and .5% Mo. Typical applications include process piping, heat exchangers, and pressure vessel fabrication.
Classifi cation and Approvals AWS/ASME SFA 5.23: EB2
FluxesOK Flux 10.62 is a high basicity fl ux with excellent mechanical properties.OK Flux 10.63 is a low residual, highly basic fl ux for welding creep resistant steels.
Complimentary ProductsGTAW (Tigrod ER80S-B2)SMAW (Atom Arc 8018-CM)FCAW (Dual Shield 8000-B2)
Typical Mechanical Properties Stress Relieved 1 hr. @ 1275oF (690oC)with OK Flux 10.62
ksi MPa
Yield Strength 76 520
Tensile Strength 88 610
Elongation % in 2" 26%
Stress Relieved 8 hr. @ 1275oF (690oC)with OK Flux 10.62
ksi MPa
Yield Strength 75 515
Tensile Strength 87 600
Elongation % in 2" 27%
Typical Charpy V-Notch Impact PropertiesOK Flux 10.62Testing Temperature Condition Ft.-lbs J
-20ºF (-29ºC) Stress Relieved 1 hr. @ 1275oF (690oC) 120 163
OK Flux 10.63Testing Temperature Condition Ft.-lbs J
-20ºF (-29ºC) Stress Relieved 1 hr. @ 1275oF (690oC) 180 294
Typical Wire ChemistryC Mn Si P S Cr Mo
0.1% 0.7% 0.2% 0.01% 0.01% 1.5% 0.5%
Typical Undiluted Weld Metal AnalysisOK Flux 10.62
C Mn Si P S Cr Mo Cu0.05% 0.71% 0.19% 0.011% 0.007% 1.6% 0.52% 0.52%
OK Flux 10.63C Mn Si P S Cr Mo Cu X-Factor
0.05% 0.70% 0.19% 0.011% 0.004% 1.6% 0.52% 0.52% <15
Storage and ReconditioningStore unopened bags at 68oF +/- 18oF (20oC +/- 10oC)Recondition electrodes at 570oF +/- 45oF (300oC +/- 25oC) for 2- 4 hrs
Ordering InformationU515 CU 3/32X65#CL ...................................................2184F30U515 CU 1/8X65#CL .....................................................2184F32U515 CU 5/32X65#CL ...................................................2184F34U515 CU 3/16X65#CL ...................................................2184F35U515 CU 3/32X800#DR ................................................2186F10U515 CU 1/8X800#DR ..................................................2186F12U515 CU 5/32X800#DR ................................................2186F14U515 CU 1/8 700#DR ....................................................2186F52U515 CU 1/4X600#DR ................................................. 218EFLSU515 CU 1/8X800#DR ..................................................2186F12U515 CU 1/16X900#OMP 2/PLT .................................. 218UF48OK FLUX 10.62 55# BAG ........................................106200000AOK FLUX 10.63 55# BAG ........................................106300000A
Product Data Sheet ...................................COR-1073

10
ATOM ARC® 9018-CM
Atom Arc 9018-CM is an all-position low hydrogen electrode designed for welding 2.5% Cr - 1% Mo steels commonly used in pressure vessels, heat exchangers and related components.
Classifi cation and Approvals MILITARY-MIL-E-0022200/8: MIL-9018-B3 A.B.S.- AWS A5.5: E9018-B3 AWS/ASME SFA 5.5: E9018-B3H4R
ApplicationThis electrode is designed to meet the most stringent standards for welding 1.25% Cr - 0.5% Mo steels while producing an X-Factor <15 MAX.
Complimentary ProductsGTAW (Tigrod ER90S-B3)FCAW (Dual Shield 9000-B3)SAW (Autrod 13.20SC w/ OK Flux 10.62 or OK Flux 10.63)
Electrode Imprint Marking9018-B3H4R
Typical Mechanical Properties Stress Relieved 1 hr. @ 1275oF (690oC)
ksi MPa
Yield Strength 85 587
Tensile Strength 102 704
Elongation % in 2" 23%
Stress Relieved 8 hr. @ 1275oF (690oC)
ksi MPa
Yield Strength 82 566
Tensile Strength 97 669
Elongation % in 2" 26%
Stress Relieved 20 hr. @ 1275oF (690oC)
ksi MPa
Yield Strength 85 587
Tensile Strength 100 690
Elongation % in 2" 22%
Typical Undiluted Weld Metal AnalysisC Mn Si P S Cr Mo X-Factor
0.07% 0.7% 0.4% 0.011% 0.008% 2.2% 1.1% <15
Storage and ReconditioningStore open electrodes at 225oF (105oC)Recondition electrodes at 700oF (370oC) for 1 hour
Ordering InformationAA 9018-CM 1/8X14X50#HS ....................................255071813AA 9018-CM 3/16X14X50#HS .................................. 255073116AA 9018-CM 3/32X14X50#HS ..................................255073314AA 9018-CM 5/32X14X50#HS ..................................255075319AA 9018-CM 7/32X18X50#HS ..................................255077315AA 9018-CM 1/8X14X10#HS ....................................255071821AA 9018-CM 3/32X14X10#HS ..................................255073322AA 9018-CM 5/32X14X10#HS ..................................255075327
Product Data Sheet ................................... SSP-1022

11
DUAL SHIELD® 9000-B3
Dual Shield 9000-B3 is an all-position fl ux cored electrode which deposits a 2.25% Cr - 1% Mo weld metal. The weld metal analysis is similar to an E9018-B3 low hydrogen electrode. Dual Shield 9000-B3 is recommended for welding 2.25% Cr - 1% Mo steels. This wire is designed for single or multiple pass welding. Shielding gas of 100% CO2 and 75% Ar - remainder CO2 may be used.
Classifi cation and Approvals AWS/ASME SFA 5.29: E91T1-B3C/B3M
Complimentary ProductsSMAW (Atom Arc 9018-CM)GTAW (Tigrod ER90S-B3)SAW (Autrod 13.20SC w/ OK Flux 10.62 or 10.63)
Shielding Gas100% CO2 or Argon - CO2 mixtures up to 75% Argon
Typical Mechanical Properties Stress Relieved 1 hr. @ 1275oF (690oC)
Shielding Gas: CO2 ksi MPa
Yield Strength 84 580
Tensile Strength 97 669
Elongation % in 2" 22%
Typical Undiluted Weld Metal Analysis, CO2
C Mn Si P S Cr Mo X-Factor0.06% 0.6% 0.6% 0.01% 0.008% 2.2% 1% <15
Storage and Reconditioning*Store open electrodes at 300oF (150oC)Recondition electrodes at 300oF (150oC) for 6-8 hours
*Note: If packaged on a plastic spool, remove spool from plastic bag before placing in oven. Store at 125oF (52oC).
Ordering InformationDS 9000-B3 045X33#PSP VP ...................................245006424DS 9000-B3 045X33#AWS ........................................245006523DS 9000-B3 1/16X33#AWS .......................................245006416DS 9000-B3 1/16X60#CL ..........................................245006515
Product Data Sheet ...................................COR-1063

12
TIGROD® ER90S-B3
TIGROD ER90S-B3 is a chrome-moly Tigrod used for joining 2.5% Cr - 1% Mo creep resistant steels. These copper-coated rods are primarily used to fabricate and repair power piping, pressure vessels, heat exchangers and boilers in the power generation industry.
TIGROD ER90S-B3 is embossed on both ends with alloy identifi cation.
Classifi cation and Approvals AWS/SFA 5.28: ER90S-B3
Shielding Gas100% Argon
Complimentary ProductsSMAW (Atom Arc 9018-CM)FCAW (Dual Shield 9000-B3)SAW (Autrod 13.20SC w/ OK Flux 10.62 or 10.63)
Typical Mechanical Properties Stress Relieved 1 hr. @ 1275oF (690oC)
ksi MPa
Yield Strength 79 545
Tensile Strength 94 649
Elongation % in 2" 27%
Stress Relieved 1 hr. @ 1300oF (704oC) ksi MPa
Yield Strength 76 524
Tensile Strength 93 642
Elongation % in 2" 25%
Typical Undiluted Weld Metal AnalysisC Mn Si P S Cr Mo X-Factor
0.08% 0.6% 0.5% 0.009% 0.009% 2.4% 0.9% <15
Storage and ReconditioningStore open electrodes in a dry place.
Ordering InformationTIG90SB3 1/16X36X10#T/30#CT E2............................ 251JF48TIG90SB3 3/32X36X10#T/30#CT E2............................ 251JF50TIG90SB3 1/8X36X10#T/30#CT E2.............................. 251JF52TIG90SB3 5/32X36X10#T/30#CT E2............................ 251JF54
Product Data Sheet ...................................COR-1070

13
OK AUTROD® 13.20SC
ESAB’s OK Autrod 13.20SC is a copper-coated low alloy submerged arc wire designed for the welding of creep resistant steel of the 2.5% Cr - 1% Mo type. When combined with OK Flux 10.63, OK Autrod 13.20SC produces a metalurgically clean weld which is capable of meeting X-factor of less than 15.This combination fulfi lls the stringent requirements for toughness after step cooling treatment of the weld metal. OK Autrod 13.20SC can also be combined with OK Flux 10.62 for applications not requiring step cooling treatment. OK Autrod 13.20SC is used for welding process piping, heat exchangers, and pressure vessel fabrication.
Classifi cation and Approvals AWS/ASME SFA 5.23: EB3R
FluxesOK Flux 10.62 is a high basicity fl ux with excellent mechanical properties.OK Flux 10.63 is a highly basic, low residual fl ux for welding creep resistant steels.
Complimentary ProductsSMAW (Atom Arc 9018-CM)FCAW (Dual Shield 9000-B3)GTAW (Tigrod ER90S-B3)
Typical Mechanical Properties Stress Relieved 1 hr. @ 1275oF (690oC)with OK Flux 10.62
ksi MPa
Yield Strength 77 531
Tensile Strength 91 628
Elongation % in 2" 25%
Stress Relieved 1 hr. @ 1275oF (690oC)with OK Flux 10.63
ksi MPa
Yield Strength 76 524
Tensile Strength 90 621
Elongation % in 2" 25%
Typical Charpy V-Notch Impact PropertiesTesting Temperature Condition Ft.-lbs J
-20ºF (-29ºC)With OK Flux 10.62
Stress Relieved 1 hr. @ 1275oF (690oC)
59 80
-80ºF (-62ºC)With OK Flux 10.63
Stress Relieved 1 hr. @ 1275oF (690oC)
37 50
Typical Wire ChemistryC Mn Si P S Cr Mo X-Factor
0.12% 0.63% 0.16% 0.006% 0.004% 2.3% 1% <15
Typical Undiluted Weld Metal Analysiswith OK Flux 10.62
C Mn Si P S Cr Mo
0.08% 0.6% 0.2% 0.025%max
0.015%max 2.0% 0.85%
with OK Flux 10.63C Mn Si P S Cr Mo X-Factor
0.07% 0.6% 0.2% 0.010%max
0.010%max 2.1% 1.0% <15
Storage and Reconditioning (Flux ONLY)Store un-opened bag at 68oF +/- 18oF (20oC +/- 10oC), relative humidity as low as possible, not exceeding 60%. Redry fl ux at 570oF +/- 45oF (300oC +/- 25oC) for 2 - 4 hours.
Ordering InformationOK AUTROD 13.20SC 3/32X65#CL .............................2554F30OK AUTROD 13.20SC 1/8X65#CL ...............................2554F32OK AUTROD 13.20SC 5/32X65#CL .............................2554F34OK FLUX 10.62 55# BAG ........................................106200000AOK FLUX 10.63 55# BAG ........................................106300000A
Product Data Sheet ...................................COR-1074

14
ATOM ARC® 8018-B6
Atom Arc 8018-B6 is designed to weld 5% Cr -0.5% Mo creep resistant steels such as ASTM A387 Grade 5, A213-T5 and A335-P5. These steels are normally used in pressure vessels and piping for high temperature service.
Classifi cation and Approvals AWS/ASME SFA 5.5: E8018-B6H4R
ApplicationThis electrode is designed to meet the most stringent standards for welding 5% Cr - 0.5% Mo steels while producing an X-Factor <15 MAX.
Preheat InformationThe recommended preheat temperature for 5CrMo steels is 400-500ºF depending on thickness. Post weld heat treatment is generally required.
Complimentary ProductsGTAW (Tigrod ER80S-B6)FCAW (Dual Shield B6)
Electrode Imprint Marking8018-B6H4R
Typical Mechanical Properties Stress Relieved 1 hr. @ 1375oF (746oC)
ksi MPa
Yield Strength 86 593
Tensile Strength 101 695
Elongation % in 2" 23%
Typical Undiluted Weld Metal AnalysisC Mn Si P S Cr Mo X-Factor
0.07% 0.7% 0.5% 0.013% 0.009% 5.3% 0.6% <15
Storage and ReconditioningStore open electrodes at 225oF (105oC)Recondition electrodes at 700oF (370oC) for 1 hour
Ordering InformationAA 8018-B6 3/32X14X10#HS ....................................255197808AA 8018-B6 1/8X14X10#HS ......................................255197816AA 8018-B6 5/32X14X10#HS ....................................255197824AA 8018-B6 3/16X14X10#HS ....................................255197832
Product Data Sheet ................................... SSP-1020

15
DUAL SHIELD® B6
Dual Shield B6 is an all-position fl ux cored electrode designed for use with 75% Ar / 25% CO2 or 100% CO2 shielding gas. Dual Shield B6 is intended for use on pipe and plate steels having a nominal 5% Chromium - 0.5% Molybdenum composition. These steels are typically used in process piping in the oil, gas, petrochemical, and marine industries.
Classifi cation and Approvals AWS/ASME SFA 5.29: E81T1-B6C/B6M
Shielding Gas100% CO2 or Argon - CO2 mixtures up to 75% Argon
Complimentary ProductsSMAW (Atom Arc 8018-B6)GTAW (Tigrod ER80S-B6)
Typical Mechanical Properties Stress Relieved 2 hr. @ 1375oF (746oC)Shielded Gas: 75% Ar / 25% CO2 ksi MPa
Yield Strength 84 580
Tensile Strength 98 676
Elongation % in 2" 20%
Stress Relieved 2 hr. @ 1375oF (746oC)Shielded Gas: CO2 ksi MPa
Yield Strength 84 580
Tensile Strength 98 676
Elongation % in 2" 20%
Typical Undiluted Weld Metal Analysis75%Ar - 25%CO2
C Mn Si P S Cr Mo X-Factor0.05% 0.5% 0.5% 0.006% 0.007% 5.4% 0.5% <15
CO2
C Mn Si P S Cr Mo X-Factor0.08% 0.6% 0.7% 0.01% 0.006% 4.7% 0.5% <15
Storage and Reconditioning*Store open electrodes at 300oF (150oC)Recondition electrodes at 300oF (150oC) for 6 to 8 hours
*Note: If packaged on a plastic spool, remove spool from plastic bag before placing in oven. Store at 125oF (52oC).
Ordering InformationDS B6 045X33#PSP VP ............................................258079045
Product Data Sheet ...................................COR-1064

16
TIGROD® ER80S-B6
TIGROD ER80S-B6 is a Chrome-Moly Tigrod for joining 5% Cr - 0.5% Mo steels such as ASTM A200-T5, A335-P5 and A387-Gr5. These copper coated rods are primarily used to fabricate and repair power piping, pressure vessels, heat exchangers and boilers used in the power generation industry.
TIGROD ER80S-B6 is embossed on both ends with the alloy identifi cation.
Classifi cation and Approvals AWS A5.28: ER80S-B6
Shielding Gas100% Argon
Complimentary ProductsSMAW (Atom Arc 8018-B6)FCAW (Dual Shield B6)
Typical Mechanical Properties Stress Relieved 1 hr. @ 1350oF (732oC)
ksi MPa
Yield Strength 82 566
Tensile Strength 95 656
Elongation % in 2" 24%
Stress Relieved 1 hr. @ 1375oF (746oC) Shielded Gas: 100% Ar ksi MPa
Yield Strength 80 552
Tensile Strength 93 642
Elongation % in 2" 26%
Typical Undiluted Weld Metal AnalysisC Mn Si P S Cr Mo X-Factor
0.08% 0.5% 0.4% 0.007% 0.01% 5.8% 0.5% <15
Storage and ReconditioningStore open electrodes in a dry place.
Ordering InformationTIG80SB6 1/16X36X10#T/30#CT E2............................ 252JF48TIG80SB6 3/32X36X10#T/30#CT E2............................ 252JF50TIG80SB6 1/8X36X10#T/30#CT E2.............................. 252JF52TIG80SB6 5/32X36X10#T/30#CT E2............................ 252JF54
Product Data Sheet ...................................COR-1065

17
ATOM ARC® 8018-B8
Atom Arc 8018-B8 is designed to weld 9% Cr - 1% Mo creep resistant steels such as ASTM A213-T9 and A335-P9. These steels are used in pressure vessels and piping for high temperature service.
Classifi cation and Approvals AWS/ASME SFA 5.5: E8018-B8H4R
ApplicationThis electrode is designed to meet the most stringent standards for welding 9% Cr - 1% Mo steels while producing an X-Factor <15 MAX.
Preheat InformationPreheat should be used on hardenable steels to prevent the formation of a hard heat-affected zone. Preheat may also be required in welding heavy sections.
Complimentary ProductsGTAW (Tigrod ER80S-B8)
Electrode Imprint Marking8018-B8H4R
Typical Mechanical Properties Stress Relieved 1 hr. @ 1375oF (746oC)
ksi MPa
Yield Strength 79 545
Tensile Strength 98 676
Elongation % in 2" 22%
Typical Undiluted Weld Metal AnalysisC Mn Si P S Cr Mo X-Factor
0.07% 0.8% 0.3% 0.01% 0.01% 8.6% 1% <15
Storage and ReconditioningStore open electrodes at 225oF (105oC)Recondition electrodes at 700oF (370oC) for 1 hour
Ordering InformationAA 8018-B8 3/32X14X10#HS ....................................255187908AA 8018-B8 1/8X14X10#HS ......................................255187916AA 8018-B8 5/32X14X10#HS ....................................255187924AA 8018-B8 3/16x14x10#HS .....................................258181932
Product Data Sheet ................................... SSP-1021

18
TIGROD® ER80S-B8
TIGROD ER80S-B8 is a solid wire for TIG welding requiring creep strength. This 9% Cr - 1% Mo Tigrod is used to weld 9% chromium - 1% Molybdenum steels (ASTM Section IX, P No 5B, Group 1) such as ASTM A335 Grade P9 or ASTM A213 Grade T9.
TIGROD ER80S-B8 is embossed on both ends with the alloy identifi cation.
Classifi cation and Approvals AWS A5.28: ER80S-B8
Shielding Gas100% Argon
Complimentary ProductsSMAW (Atom Arc 8018-B8)FCAW (Dual Shield B8)
Typical Mechanical Properties Stress Relieved 1 hr. @ 1375oF (746oC) Shielded Gas: 100% Ar ksi MPa
Yield Strength 78 538
Tensile Strength 97 670
Elongation % in 2" 24%
Typical Undiluted Weld Metal AnalysisC Mn Si P S Cr Mo X-Factor
0.07% 0.50% 0.40% 0.005% 0.003% 9% 1% <15
Storage and Reconditioning*Store open electrodes in a dry place.
Ordering InformationTIG80SB8 1/16X36X10#T/30#CT E2........................259971281TIG80SB8 3/32X36X10#T/30#CT E2........................259971299TIG80SB8 1/8X36X10#T/30#CT E2..........................259971307TIG80SB8 5/32X36X10#T/30#CT E2........................259971315
Product Data Sheet ...................................COR-1069

19
ATOM ARC® 9015-B9
Atom Arc 9015-B9H4R is designed to weld the modifi ed 9% Cr - 1% Mo steels known by the designations T91, P91 or Grade 91. These steels are designed to provide improved creep strength, toughness fatigue and oxidation, and corrosion resistance at elevated temperatures.
This product is specially formulated with a combined Mn + Ni < 1.20% to meet numerous customers’ specifi cations while producing an X-Factor <15.
Classifi cation and Approvals AWS/ASME SFA 5.5: E9015-B9H4R
ApplicationThis electrode is used to weld high temperature steam pipe, heat exchangers and boiler units.
Preheat InformationThe recommended preheat temperature for 9CrMo steels is 400-500°F depending on thickness. Post weld heat treatment is generally required.
Complimentary ProductsGTAW (Tigrod ER90S-B9)FCAW (Dual Shield B9)
Electrode Imprint Marking9015-B9H4R
Typical Mechanical Properties Stress Relieved 1 hr. @ 1350oF (732oC)
ksi MPa
Yield Strength 95 655
Tensile Strength 114 787
Elongation % in 2" 20%
Stress Relieved 1 hr. @ 1375oF (746oC)
ksi MPa
Yield Strength 102 704
Tensile Strength 119 821
Elongation % in 2" 19%
Stress Relieved 2 hr. @ 1400°F (760°C)
ksi MPa
Yield Strength 86 593
Tensile Strength 106 731
Elongation % in 2" 23%
Typical Undiluted Weld Metal AnalysisC Mn Si P S Cr Mo X-Factor
0.1% 0.85% 0.19% 0.009% 0.009% 8.6% 1% <15
Storage and Reconditioning*Store open electrodes at 225oF (105oC) to 300oF (150oC)Recondition electrodes at 700oF (371oC) for 1 hour
Ordering InformationAA 9015-B9 3/32X14X10#HS ....................................255061335AA 9015-B9 1/8X14X10#HS ......................................255061343AA 9015-B9 5/32X14X10#HS ....................................255061350AA 9015-B9 3/16X14X10#HS ....................................255061368
Product Data Sheet ................................... SSP-1017
20
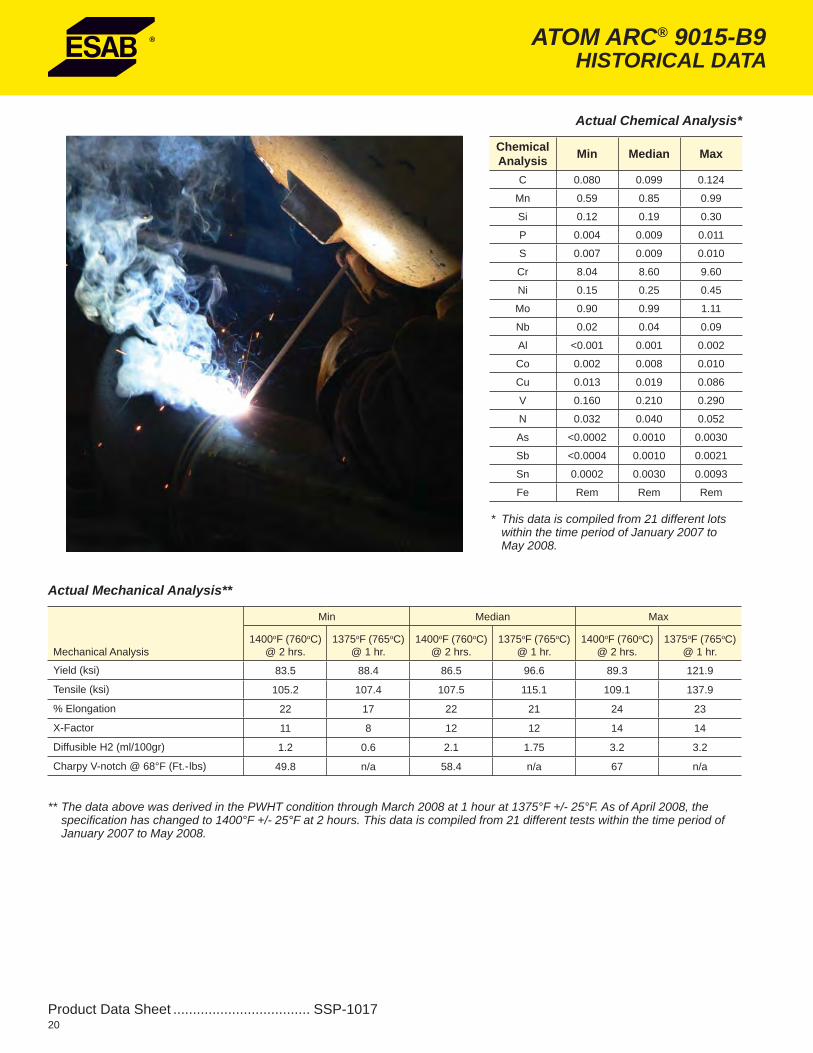
ATOM ARC® 9015-B9HISTORICAL DATA
Actual Chemical Analysis*
Chemical Analysis Min Median Max
C 0.080 0.099 0.124
Mn 0.59 0.85 0.99
Si 0.12 0.19 0.30
P 0.004 0.009 0.011
S 0.007 0.009 0.010
Cr 8.04 8.60 9.60
Ni 0.15 0.25 0.45
Mo 0.90 0.99 1.11
Nb 0.02 0.04 0.09
Al <0.001 0.001 0.002
Co 0.002 0.008 0.010
Cu 0.013 0.019 0.086
V 0.160 0.210 0.290
N 0.032 0.040 0.052
As <0.0002 0.0010 0.0030
Sb <0.0004 0.0010 0.0021
Sn 0.0002 0.0030 0.0093
Fe Rem Rem Rem
* This data is compiled from 21 different lots within the time period of January 2007 to May 2008.
Actual Mechanical Analysis**
Mechanical Analysis
Min Median Max
1400oF (760oC)@ 2 hrs.
1375oF (765oC)@ 1 hr.
1400oF (760oC)@ 2 hrs.
1375oF (765oC)@ 1 hr.
1400oF (760oC)@ 2 hrs.
1375oF (765oC)@ 1 hr.
Yield (ksi) 83.5 88.4 86.5 96.6 89.3 121.9
Tensile (ksi) 105.2 107.4 107.5 115.1 109.1 137.9
% Elongation 22 17 22 21 24 23
X-Factor 11 8 12 12 14 14
Diffusible H2 (ml/100gr) 1.2 0.6 2.1 1.75 3.2 3.2
Charpy V-notch @ 68°F (Ft.-lbs) 49.8 n/a 58.4 n/a 67 n/a
** The data above was derived in the PWHT condition through March 2008 at 1 hour at 1375°F +/- 25°F. As of April 2008, the specifi cation has changed to 1400°F +/- 25°F at 2 hours. This data is compiled from 21 different tests within the time period of January 2007 to May 2008.
Product Data Sheet ................................... SSP-1017

21
ATOM ARC® 9018-B9
Atom Arc 9018-B9 is designed to weld the modifi ed 9% Cr - 1% Mo steels known by the designations T91, P91 or Grade 91. These steels are designed to provide improved creep strength, toughness, fatigue and oxidation, and corrosion resistance at elevated temperatures.
This electrode is specially formulated with a combined Mn + Ni < 1.20% max. and meets numerous customers’ specifi cations while producing an X-Factor <15 MAX.
Classifi cation and Approvals AWS/ASME SFA 5.5: E9018-B9H4R
ApplicationThis electrode is used to weld high temperature pipe, heat exchangers and boiler units.
Preheat InformationThe recommended preheat temperature for 9CrMo steels is 400-500°F depending on thickness. Post weld heat treatment is generally required.
Complimentary ProductsGTAW (Tigrod ER90S-B9)FCAW (Dual Shield B9)
Electrode Imprint Marking9018-B9H4R
Typical Mechanical Properties Stress Relieved 1 hr. @ 1375oF (746oC)
ksi MPa
Yield Strength 103 711
Tensile Strength 119 821
Elongation % in 2" 19%
Stress Relieved 2 hr. @ 1400oF (760oC)ksi MPa
Yield Strength 90 621
Tensile Strength 120 827
Elongation % in 2" 22%
Typical Undiluted Weld Metal AnalysisC Mn Si P S Cr Mo X-Factor
0.1% 0.8% 0.17% 0.008% 0.009% 8.5% 1% <15
Storage and Reconditioning*Store open electrodes @ 225°F (107°C) to 300°F (150°C)Recondition electrodes @ 700°F (370°C) for 1 hour
Ordering InformationAA 9018-B9 3/32x14x10# HS .................................... 255067845 AA 9018-B9 1/8x14x10# HS ...................................... 255067852AA 9018-B9 5/32x14x10# HS .................................... 255067860AA 9018-B9 3/16x14x10# HS .................................... 255067878
Product Data Sheet ................................... SSP-1023

22
ATOM ARC® 9018-B9HISTORICAL DATA
Actual Chemical Analysis*Chemical Analysis Min Median Max
C 0.080 0.098 0.124
Mn 0.69 0.75 1.11
Si 0.12 0.17 0.25
P 0.008 0.009 0.013
S 0.007 0.009 0.014
Cr 8.04 8.55 9.51
Ni 0.19 0.27 0.51
Mo 0.85 1.00 1.18
Nb 0.02 0.04 0.10
Al 0.001 0.003 0.010
Co <0.001 0.007 0.020
Cu 0.014 0.019 0.071
V 0.155 0.195 0.214
N 0.032 0.039 0.051
As <0.0002 <0.0002 0.0028
Sb <0.0004 0.0010 0.0017
Sn 0.0002 0.0020 0.0077
Fe Rem Rem Rem
* This data is compiled from 8 different lots within the time period of March 2007 to February 2008.
Actual Mechanical Analysis**
Mechanical Analysis
Min Median Max
1400oF (760oC) @ 2 hrs.
Yield (ksi) 93 96 124
Tensile (ksi) 112 115 141
% Elongation 18 20 23
X-Factor 8 12 14
Diffusible H2 (ml/100gr) 0.3 1.7 1.9
Charpy V-notch (Ft.-lbs) 39 60 80
** The data above was derived in the PWHT condition at 1 hour at 1375°F +/- 25°F. This data is compiled from 8 different tests within the time period of March 2007 to February 2008.
Product Data Sheet ................................... SSP-1023

23
DUAL SHIELD® B9
Dual Shield B9 is an all-position fl ux cored electrode designed for the welding of modifi ed 9% chromium creep resistant steels, such as ASTM A335 Grade P91 or ASTM A213 T91. This product is specially formulated with a combined Mn + Ni < 1.20% to meet a variety of customer specifi cations. Dual Shield B9 product is packaged on wire spool basket to allow for the product to be placed in a heated storage oven. In addition, the wire is packaged in a vacuum-sealed foil bag to prevent moisture pick up until the sealed bag has been opened.
Classifi cation and Approvals AWS/ASME A5.29: E91T1-B9M-H8
ApplicationDual Shield B9 has been formulated for use with 75% Argon/ 25% CO2 shielding gas. This product operates well out-of-position, especially in the 6 o’clock position on pipe producing a fl at to slightly convex weld bead.
Dual Shield B9 product is available in both .045 in. (1.2 mm) and .0625 in. (1.6 mm) diameters on 15 lb (6.8 kg) and 33 lb (15 kg) spools.
Shielding Gas75% Ar/25% CO2
Complimentary ProductsSMAW (Atom Arc 9018-B9/9015-B9)GTAW (Tigrod ER90S-B9)
Typical Mechanical Properties Stress Relieved 2 hr. @ 1400oF (760oC)Shielded Gas: 75% Ar / 25% CO2 ksi MPa
Yield Strength 87 600
Tensile Strength 107 738
Elongation % in 2" 21%
Typical Charpy V-Notch Impact PropertiesTesting Temperature Condition Ft.-lbs J
70ºF (20ºC) Stress Relieved 2 hr. @ 1400oF (760oC) 30 40
Typical Undiluted Weld Metal AnalysisC Mn Si P S Cr Mo X-Factor
0.1% 0.96% 0.18% 0.009% 0.008% 8.9% 1% <15Immediately from the vacuum-sealed bag the diffusible Hydrogen is 4ml/100 g weld metal.X-Factor: < 15Mn + Ni ration is < 1.20%
Storage and Reconditioning*Store open electrodes at 300oF (150oC)Recondition electrodes at 300oF (150oC) for 1 hour
*Note: If packaged on a plastic spool, remove spool from plastic bag before placing in oven. Store at 125oF (52oC).
Ordering InformationDS B9 045x15#PSP VP ..............................................242250041 DS B9 045x33#BAWS VP ..........................................242250033DS B9 1/16x33#BAWS VP ........................................242250017
Product Data Sheet ...................................COR-1060

24
DUAL SHIELD® B9
Actual Chemical Analysis Historic DataChemical Analysis Min Median Max
C 0.090 0.095 0.110
Mn 0.80 0.96 1.15
Si 0.13 0.18 0.22
P 0.003 0.009 0.012
S 0.006 0.008 0.010
Cr 8.13 8.93 9.61
Ni 0.04 0.19 0.25
Mo 0.92 0.99 1.11
Nb 0.02 0.03 0.00
Al 0.001 0.002 0.003
Co <0.001 0.001 0.003
Cu 0.010 0.033 0.040
V 0.170 0.220 0.250
N 0.028 0.031 0.034
As <0.0002 0.0005 0.0005
Sb <0.0004 0.0005 0.0027
Sn 0.0018 0.0050 0.0081
Fe Rem Rem Rem
* This data is compiled from 8 different lots within the time period of February 2007 to May 2008.
Actual Mechanical Analysis Historic Data
Mechanical AnalysisMin Median Max
1400oF (760oC) @ 2 hrs.Yield (ksi) 82 88 90
Tensile (ksi) 104 107 109
% Elongation 20 22 22
X-Factor 5 9.5 10
Diffusible H2 (ml/100gr) 2.2 4.9 6.5
Charpy V-notch @ 70°F(Ft.-lbs) 22 29.6 34.6
* The data above was derived in the PWHT condition at 1400°F +/- 25°F at 2 hours. This data is compiled from 8 different tests within the time period of February 2007 to May 2008.
Product Data Sheet ...................................COR-1060

25
TIGROD® ER90S-B9
TIGROD ER90S-B9 is a solid bare rod for TIG welding of modifi ed 9% chromium-moly creep resistant steels, such as ASTM A335 Grade P91 or ASTM A213 T91.
TIGROD ER90S-B9 is embossed on both ends with the alloy identifi cation. Classifi cation and Approvals
AWS A5.28: ER90S-B9
Shielding Gas100% Argon
Complimentary ProductsSMAW (Atom Arc 9018-B9 or 9015-B9) FCAW (Dual Shield B9)
Typical Mechanical Properties Stress Relieved 1 hr. @ 1275oF (690oC)
ksi MPa
Yield Strength 80 552
Tensile Strength 94 649
Elongation % in 2" 27%
Stress Relieved 1 hr. @ 1300oF (704oC)
ksi MPa
Yield Strength 76 524
Tensile Strength 93 642
Elongation % in 2" 25%
Typical Undiluted Weld Metal AnalysisC Mn Si P S Cr Mo X-Factor
0.1% 0.6% 0.5% 0.01% 0.01% 2.4% 0.9% <15
Storage and Reconditioning*Store open electrodes in a dry place.
Ordering InformationTIGROD ER90SB9 1/16X36X10#T30# CT E2 ......... 259967289TIGROD ER90SB9 3/32X36X10#T30# CT E2 ......... 259967198TIGROD ER90SB9 1/8X36X10#T30# CT E2 ........... 259967206TIGROD ER90SB9 5/32X36X10#T30# CT E2 ......... 259967141
Product Data Sheet ...................................COR-1071

26
ATOM ARC 9015-B9CERTIFIED MATERIAL TEST REPORT
Certifi cate of AnalysisCertifi ed Materials Test Report
TradenameAtom Arc 9015-B9
Classifi cationE9015-B9H4R
ClassAWS A5.5: 2006, ASME SFA 5.5, SEC. II, PART C, 2007 EDITION, 2008a ADDENDA
Diameter1/8”
Length/Pkg Type14”
Heat/PKG Code No.090072
Lot No.4F924K01
RadiographySatisfactory
Moisture by RC-412 Method
Out of the Can 0.08Exposed 0.19
Concentricity 2%
Diffusible Hydrogen to AWS A4.3GC
Average Valueml/100 gr 2.6
Actual Mechanical Properties Stress Relieved 2 hr. @ 1400oF (760oC)
ksi MPa
Yield Strength 81.5 562
Tensile Strength 103.1 711
Reduction in Area 60%
Elongation % in 2" 25%
Actual Charpy V-Notch Impact PropertiesTesting Temperature Condition Ft.-lbs J
70ºF (21ºC) Stress Relieved2 hr @ 1400oF (760oC) 77 104
Chemical AnalysisC Mn Si P S Cr Mo V Ni
0.09% 0.74% 0.19% 0.009% 0.008% 8.56% 0.96% 0.20% 0.21%
Cu Al N Nb As Sb Sn X-Factor0.04% <0.01% 0.039% 0.04% 0.0017% 0.0005% 0.0023% 10
These properties represent a single test performed on a given lot/heat of material. The properties may change on another lot/heat test.

27
ATOM ARC® 9018-B9CERTIFIED MATERIAL TEST REPORT
Certifi cate of AnalysisCertifi ed Materials Test Report
TradenameAtom Arc 9018-B9
Classifi cationE9018-B9H4R
ClassAWS A5.5: 2006, ASME SFA 5.5, SEC. II, PART C, 2007 EDITION, 2008a ADDENDA
Diameter1/8”
Length/Pkg. Type14”
Heat/PKG Code No.10347
Lot No.2C926K03
RadiographySatisfactory
Moisture by RC-412 Method
Out of the Can 0.06Exposed 0.17
Concentricity 2%
Diffusible Hydrogen to AWS A4.3GC
Average Valueml/100 gr 2.2
Actual Mechanical Properties Stress Relieved 2 hr. @ 1400oF (760oC)
ksi MPa
Yield Strength 84.8 586
Tensile Strength 105.7 730
Reduction in Area 62%
Elongation % in 2" 24%
Actual Charpy V-Notch Impact PropertiesTesting Temperature Condition Ft.-lbs J
70ºF (21ºC) Stress Relieved2 hr @ 1400oF (760oC) 52 71
2727
Chemical AnalysisC Mn Si P S Cr Mo V Ni
0.093% 0.80% 0.18% 0.012% 0.010% 9.51% 0.96% 0.21% 0.24%
Cu Al N Nb As Sb Sn X-Factor0.12% <0.01% 0.044% 0.03% 0.002% 0.001% 0.0047% 14
These properties represent a single test performed on a given lot/heat of material. The properties may change on another lot/ heat test.

28
DUAL SHIELD® B9CERTIFIED MATERIAL TEST REPORT
Certifi cate of AnalysisCertifi ed Materials Test Report
TradenameDual Shield B9
Classifi cationE91T1-B9M
ClassAWS A5.29:2005
Diameter0.045”
Length/Pkg. Type33# Spool
Heat/PKG Code No.N/A
Lot No.87006
RadiographySatisfactory
Diffusible Hydrogen to AWS A4.3GC
Average Valueml/100 gr 5.3
This material does meet “H8” Requirements.
Actual Mechanical Properties Stress Relieved 2 hr. @ 1400oF (760oC)
ksi MPa
Yield Strength 85.5 590
Tensile Strength 105.9 731
Reduction in Area 60%
Elongation % in 2" 22%
Actual Charpy V-Notch Impact PropertiesTesting Temperature Condition Ft.-lbs J
70ºF (21ºC) Stress Relieved2 hr @ 1400oF (760oC) 38 52
Chemical AnalysisC Mn Si P S Cr Mo V Ni
0.09% 0.83% 0.14% 0.010% 0.008% 9.14% 1.03% 0.22% 0.21%
Cu Al N Nb As Sb Sn X-Factor0.04% <0.01% 0.035% 0.03% 0.0005% 0.0005% 0.0037% 12
These properties represent a single test performed on a given lot/heat of material. The properties may change on another lot/ heat test.

29
TIGROD® ER90S-B9CERTIFIED MATERIAL TEST REPORT
Certifi cate of AnalysisCertifi ed Materials Test Report
TradenameTIGROD ER90S-B9
Classifi cationER-90S-B9
ClassAWS A5.28-96, ASME SFA 5.28
Diameter1/8”
Length14”
Heat/PKG Code No.12/2032-3-2
Lot No.3-2
RadiographySatisfactory
Actual Mechanical Properties As Welded
ksi MPa
Yield Strength 59.4 410
Tensile Strength 89.9 620
Elongation % in 2" 16%
Chemical AnalysisC Mn Si P S Cr Mo V Ni
0.08% 0.51% 0.41% 0.008% 0.009% 8.64% 1.01% 0.20% 0.21%
Cu Al N Ti X-Factor0.14% 0.015% 0.020% 0.01% 10
These properties represent a single test performed on a given lot/heat of material. The properties may change on another lot/heat test.
29

3030
ESAB Cr-Mo P-91FILLER METAL CREEP DATA

ESAB ASME CERTIFICATE
31

ESAB ASME CERTIFICATE
32

33
SAFETY DATA SHEETS
Safety Data Sheets (SDS) are provided for all fi ller metal products regardless of their respective manufacturing location. A specfi c SDS fi le can be downloaded from www.esabna.com (website) or by contacting ESAB directly.
SDS fi les are organized by their respective product family, ie. Atom Arc Low Hydrogen Welding Electrodes contain all EXX15 and EXX18 grade of product. Note: below are the various fi le names and products included.
SDS File No. Product Grouping Product Included
7970-SAtom Arc Low Hydrogen Welding Electrodes
7018-A1 7018-B2L 8018-B2 8018-B3L9018-B3 8018-B6L8018-B6 8018-B89015-B9 9018-B9
7971-2-TDual Shield Low Alloy Flux Cored Welding Electrode
8000-B2 8000-B2L9000-B3 9000-B3LB-6 B-9
8000-FESAB Spoolarc and TIGRODWelding Electrodes and Rods
U-515 (EB2) 13.20 SC (EB3)ER80S-B2ER80S-B6 ER90S-B3ER80S-B8 ER90S-B9

ESAB Welding & Cutting Products www.esabna.com
U.S.A: 411 South Ebenezer Road | Florence, SC 29501-0504Canada: 6010 Tomken Road | Mississauga, Ontario L5T 1X9Mexico: Ave. Diego Diaz de Berlanga No. 130 | Col. Nogalar | San Nicolas de los Garza, N.L. 66480 | Monterrey, MexicoFiller Metal Manufacturing: 801 Wilson Avenue | PO Box 517 | Hanover, PA 17331
COR-1054 11/09
Call 1-800-ESAB-123 or 1-800-933-7070 (Filler Metal Headquarters)
Utilizing years of experience and some of the industry’s most advanced technologies, ESAB has proudly supported the growth and development of the welding industry throughout the world. Our facilities in Central Pennsylvania have been producing many of the welding fi ller metal brands you have come to know and trust since 1940.
With a dedicated staff of world-class research engineers and scientists, ESAB proudly continues its tradition of pioneering new processes and developing new products. Continuous interaction with customers has led us to invent solutions for an array of welding applications in nearly every industrial sector.
Once in production, every item that leaves our 400,000 sq. ft. manufacturing facility is assured to meet the quality you deserve — guaranteed! Whatever your fi ller metal requirements, ESAB has the products you need and the quality you can trust.
Ask for ESAB by name.Contact your local distributor or call the ESAB Customer Service Center for additional information.
Distributed by:
ESAB Filler Metals — Proudly Made in the USA
Be Safe When Welding or CuttingPlease read and understand the safety labels, instruction manuals and/or safety data sheet for your welding or cutting product before you weld or cut. Always follow safe practices and use adequate ventilation when welding or cutting. More information on welding health and safety can be found at www.esabna.com.





























