Embed Size (px)
Citation preview

International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
Assessment on the uses of geothermal brine at the Berlín Geothermal field, El Salvador
Manuel Ernesto Monterrosa Geotermica Salvadoreña S.A. de C.V., El Salvador, Centro América
Email: [email protected]
Abstract
The Berlín Geothermal Field is located 100 km east of El Salvador. It began its commercial operation in 1992 with two 5 MWe back pressure units. In 1999, two 28 MWe condensing units were commissioned. At the present, 100% of the brine is injected into two aquifers: the deeper and the shallow. Geotérmica Salvadoreña (GESAL) plans to carry out projects along with the surrounding communities in the utilization of the brine, which is feasible for chemical recovery and direct uses. This project could bring possible benefits and improve the economical and social development of the communities. Three main municipalities are located within the geothermal field. The main economical activity is agriculture of seasonal products like corn and bean usually grown during the wet season. The utilization or direct use of the brine is quite limited in the country. Several well-known applications have been evaluated and the results indicate more feasible uses related to resort place, fish farming, fruit drying and chemical recovery (NaCl, KCl, Cl, etc.).
Keywords: direct utilization, chemical recovery.
1 Introduction The direct use of geothermal brine around the world deals with heat extraction by heat pump, heat exchanger or direct use of geothermal water. Chemical recovery uses are quite limited. An example is the Salton Sea in California (Clutter, 2000) case, which is well known for its zinc factory. The common way to dispose of the brine is to inject it into the wells at temperature of 100-180°C, and during the process heat and chemical contents are lost in large quantities. GESAL considers the use of the brine as alternative applications to have additional benefits. At the present different scenarios for the direct uses are being evaluated to provide several possibilities of uses for the community.
2 The Berlin geothermal field The Berlin geothermal field is located in the east of El Salvador, 100 km away from San Salvador. The first evaluation of the field was undertaken in 1966 during the UNDP project, followed by the drilling of well TR-1. The results showed reservoir temperature higher than 230ºC. Five additional wells were drilled from 1978 to 1981. The results of these wells showed high temperature reservoir of 300ºC. In 1992, the company opted to start the short-term exploitation period of the field using two 5 MW backpressure units. In 1999, two condensing type units of 28 MW each were commissioned and 18 new wells were drilled to complete the production and injection capacities. Two areas were identified, the steamfield to the south, where the upflow zone is postulated, and the injection zone to the North. The fluid flow path of the Berlin reservoir is controlled by a graben structure. Two aquifers are observed in the field, a shallow one at sea level depth and the production reservoir at –1000 m.a.s.l, located at
S08 Paper010 Page 1
International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
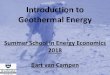
the basaltic andesite rocks. Figure 1 shows the location of the wells and the power station.
A
A
A
C
A
B
266000
ALEGRIA
552000
TR8
B
C
PlantGeothermal
TR2
TR11A,B,CTR11V, ST
PEBL2A
TR10
TR14
TR1
TR
TR12
9
TR3
C
B
TR5
TR4
- Road
- Town
L E G E N D
- Direction well
- Geothermal WellTR12 S TR7 S
550000 556000554000
268000
- Fault
- Inferred Fault
- Caldera
269000
267000
265000555000553000551000
0 0.5 1.0 2.0
Graphic Scale (km)
Figure 1: Well and power plant location.
3 Fluid production and characteristics A total of 9 wells are used as production wells, 14 for injection and one is used as a monitoring well. Table 1 presents the production wells data and Table 2 presents the injection well data.
Table 1: Data for producer wells.
Well WHP (bar)
Steam (kg/s)
Liquid (kg/s)
Total (kg/s)
Enthalpy (kJ/s)
TR-2 11.5 17 47.0 64.0 1,320 TR-9 24.0 9.0 36.0 45.0 1,298 TR-4B 12.0 17.0 56.0 73.0 1,293 TR-4C 11.0 13.0 27.0 40.0 1,390 TR-4 10.2 13.0 33.0 46.0 1,309 TR-5 A 10.8 16.0 37.0 53.0 1,422 TR-5B 10.7 13.0 34.0 47.0 1,350 TR-5C 13.7 23.0 67.0 90.0 1,300 TR-5 11.1 9.0 24.0 33.0 1,452 According to the data, the injection requirement rate is 2:1. Due to the lack of high permeability to the north, GESAL is improving the permeability and mud damage with acid job stimulation. At present the power plant produces almost 57 MW of electricity. The steam and liquid flow rates are 117 kg/s and 325 kg/s, respectively. The Environmental law prohibits the discharge of geothermal brine on the surface. The injection in the Berlin field is done in two ways: with hot injection into the deep reservoir and shallow aquifer and cold injection into the shallow aquifer.
S08 Paper010 Page 2

International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
Table 2: Injection well data.
Well WHP (bar)
Flow rate (kg/s)
Well WHP (bar)
Flow rate (kg/s)
TR-1 A 26.9 54.0 TR-11 ST 28 TR-1B 14.5 5.0 TR-12 A 46.0 TR-1C 14.5 11.0 TR-12 35.0 TR-4 6.8 46.0 TR-3 33.0 TR-8 23.6 37.0 TR-7 Cold inj. TR-8 A 23.6 7.0 TR-11 Cold inj. TR-14 24.1 21.0 TR-10 Make up GESAL, as a part of its field management, monitors the chemical composition of the injected brine. The chemical composition of the brine is shown in the Table 3.
Table 3: Average chemical composition of injected brine (ppm).
Na K Ca Li Cl SO4 HCO3 SiO2 B PH 3,685 749 93 13 6,620 15 6 814 124 6
Figure 2 shows the contents of the brine. Based on the data almost 98% of the chemical composition are sodium (55%), chloride (30%), potassium (6%) and silica (7%), less than 2% are another components.
30%
6%1%0%55%
0%0% 7% 1%
Na K Ca Li Cl SO4 HCO3 SiO2 B
Figure 2: Chemical composition of the brine.
4 Neighbouring communities The Berlin power plant is located within a large population and extensive coffee farm areas, and there are almost 10,000 people residing within and on the outskirts of the field. Thirteen small villages or communities, who are divided into 3 towns (Berlin, Mercedes Umaña and Alegria), are located there. The economical activities include agricultural products. Most of the inhabitants are small farmers of seasonal products like corn, beans and “maicillo” (kind of corn for dry season). More than 80% of the people have a monthly income around 100 USD. The land where they work is 50% partly owned and 50% paid for the land use (ISDEM, 1998). In order to improve the social and economical conditions of the surrounding communities, GESAL developed a special plan to aid the communities (PACO). As part of this, GESAL looks for specific projects in the use of geothermal brine, but investment agencies will be looked for later.
S08 Paper010 Page 3

International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
5 Alternatives on the use of the brine As a part of a preliminary assessment, several alternatives were analysed and evaluated on the use of the brine (Duran et al., 2001). The focus was on additional heat extraction, industrial uses, chemical recovery, and tourist area.
5.1 Tourist area The Berlin area is in a volcanic landscape covered by coffee farms. All the area has high potential for ecological tourism. The tourist area can include swimming pools, a geothermal museum, a walking area, etc. The initial investment is expected to reach USD 300,000.00 not including land ownership and possible employment for 20 residents.
5.2 Geothermal brick The first experimental direct use of the brine was the brick fabrication where several tests were carried out. The brine sample was evaporated and compressed in a hydraulic jack but due to the lack of cohesion, the solid sample never reached the physical condition form. Consequent experiments suggested the use of additives (cement, lime, gypsum, etc.) to improve the cohesion and composition of the sample. XRD analysis showed high content of NaCl and KCl as well as chemical analysis. Usually salt has very low physical cohesion. Due to undesirable results, bricks fabrication was excluded as a part of the feasible use of the brine.
5.3 Geothermal broiler The injection fluid temperature is 180ºC, which makes it possible to build a broiler with temperature of around 150ºC. The basic design includes a pipeline welded to metal plate of iron or cast iron. The broiler can be constructed in a special cooking area close to the injection line or within the nearby communities. The construction of the broiler is easy and fast. The cost is very low but the temperature range for cooking has limited use in domestic purposes.
5.4 Fruit drying The production of dried fruit is growing in the country mainly for export. The dried fruits with high demand are mango, orange and cashew nut (marañon). The use of the brine heat for drying is suitable for the activity within the communities. The basic design includes an air flow heat exchanger using the heat from 180°C brine. The air temperature is designed to reach 50-150°C. Several plates (10-30 pieces) with the fruits are placed inside. The time for drying can reach up to 24 hour. This process has a capacity of 400 kg of fruits. The investment for a small drying factory is USD 50,000 with the possibility to employ up to 30 residents.
5.5 Salt extraction The salt (NaCl) extraction from the brine appears to be suitable for the disposal fluid at the Berlin area. The standard salt produced in the area has several uses like cooking, food preparation and industrial uses. The salt from the geothermal brine can be used for industrial purposes like textile, soap, leather treatment, etc.
S08 Paper010 Page 4

International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
The basic extraction process is the evaporation of the brine in large ponds where the capacity of the ponds will depend on the season and the required production level. The most popular way in the country to extract salt is the evaporation of seawater in large ponds. The main constraint on this use is the silica content. At present it is not possible to say which type of problems may occur in this application. However, according to our data, for industrial applications there is no significant effect. Several preliminary experiments have been undertaken to assess the salt extraction from the brine: a) Chlorine (Cl) in gas phase by electrolysis b) Caustic soda (NaOH) by electrolysis. c) Potassium chlorate (KClO3) by electrolysis. Laboratory experiments were carried out to evaluate the content of the salt formed by electrolysis. Results indicated quite low content range despite the fact that there are industrial processes with high extraction range. The process could be improved to gain more profit in the salt recovery, however the cost will increase.
6 Conclusions • The injection of disposal fluid from the power process is getting expensive due to
low permeability of the injection area and the large number of injection wells to fulfill the total capacity. The use of a part of the injected brine will reduce the cost of the total injection.
• The injected fluid has a rich chemical content and it can be recovered by using several processes. The main components are Sodium chlorine, Potassium chlorate and Silica.
• The relationship between GESAL and local communities can be improved if their social and economic conditions are improved. GESAL can contribute to research and transfer technology on the extraction process of the brine. The communities together with non-profitable organisations could implement all commercial and industrial activities.
• It is feasible to develop the surrounding communities using the geothermal brine. Social and economic conditions can get better with relatively low investment and accessible technology.
7 References Duran, A., Funes, E. and Pineda, A. (2001). Factibilidad Tecnico-Económica y Social de las Diversas Alternativas de los Usos Comerciales de las Aguas Termales Residuales de la Planta Geotérmica de Berlín. Tesis de grado, Universidad Albert Einstein. Clutter, T. (2000). Mining Economic Benefits from Geothermal Brine. CalEnergy Mineral Recovery Project. GHC Bulletin. Instituto Salvadoreño de Desarrollo Municipal, ISDEM. (1998). Plan de Desarrollo Local de Alegría, Departamento de Usulutan.
S08 Paper010 Page 5

International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
Examples of industrial uses of geothermal energy in theUnited States
John W. Lund Director, Geo-Heat Center
Oregon Institute of Technology Klamath Falls, OR 97691 USA
E-mail: [email protected]
Abstract
Industrial uses of geothermal energy in the United States have included both industrial applications and agricultural drying. A zinc extraction plant has been completed in the Imperial Valley of California, which uses electricity from geothermal power plants for the recovery of the metal from geothermal brines. The plant will eventually extract 30,000 tonnes of zinc annually from the wastewater from ten power plants. Two large gold and silver ore heap-leaching projects are located in Nevada with an installed capacity of 15 MWt and use 250 TJ (69 GWh) annually. They are able to increase the extraction of ore by 17% and extend their operating season into the colder months, compared to conventional means. At present, these extraction operations have been suspended due to the low price of gold and silver, and in part due to the cost of Federal royalties for energy from wells on public lands. Geothermal milk pasteurization was in operation in Oregon for over 50 years, processing 225,000 kg of milk each month with 87°C fluid. Wastewater sludge digestion is assisted with geothermal heat in the city of San Bernardino, California using 58°C fluid transferring 6.4 GJ/hr through spiral plate heat exchangers to the sludge in four tanks. The agricultural drying operations consist of two large onion and garlic dehydration plants, also located in Nevada. They can process up to 280 tonnes of raw product per day producing almost 60 tonnes of dried product at 5% moisture. Other smaller uses, include a mushroom growing operation in Oregon, mineral water processing in California, an industrial park in Hawaii, and laundries in Oregon, Nevada, California and Montana.
Keywords: zinc extraction, heap leaching, milk pasteurization, sludge digestion, agricultural drying.
1 Introduction Industrial applications and agricultural drying uses of geothermal energy are few in number in the United States. Several large operations dominate the scene, followed by a few minor projects. Some of these applications were initially reported in a paper presented in Iceland in 1992 at the meeting on “Industrial Uses of Geothermal Energy” by Gene Culver of the Geo-Heat Center (Culver, 1992). Since that time several operations have been suspended (heat leaching in Nevada) and a large one started (zinc extraction in California). This paper presents selected current industrial uses and also discusses those, which are of interest from the past. The present total installed capacity is about 70 MWt and the annual energy use about 1,500 TJ (415 GWh), the majority of which is due to the zinc extraction operation.
2 Industrial operations
2.1 Zinc extraction The main industrial operation using geothermal energy in the United States is the CalEnergy Operating Corporation $200 million Mineral Recovery Project on the
S08 Paper011 Page 6
International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
shores of the Salton Sea in southern California’s Imperial Valley (Clutter, 2000). CalEnergy currently operates ten geothermal power plants with a capacity of 347 net MWe at the Salton Sea. Unit 5, the most recent unit, a 49-MWe facility that uses high-temperature waste brine from four of the existing plants, was constructed to fuel the minerals recovery project and produce electricity. The mineral recovery project will produce 30,000 tonnes of 99.99-percent pure zinc annually for Cominco Ltd. The facility, constructed in 1999 and placed in operation in late 2002 (Figure 1), will be the lowest cost producer of zinc in the world, and the first and only operation specifically designed to harvest mineral from high-temperature geothermal brine in the United States. Prior to the construction of the zinc extraction facility, the spent brine from eight geothermal power plants was being injected at 182°C, thus in an effort to capture more energy from the resource, a 49-MWe Unit 5 (triple flash) was constructed and brought on-line in conjunction with the zinc recovery facility. Unit 5 uses the spent brine from four other plants to produce electricity for the minerals recover operation, tapping about 20 MWe of the power plant’s production (which is about 30 MWt of heat energy input assuming a 67% conversion factor). This also reduces the brine temperature to 116°C, which is the desired temperature for the zinc extraction process. It is estimated that 1,200 TJ of energy is used annually in this process, which includes the electrical energy thermal equivalent input along with some process steam provided to the plant.
Figure 1: CalEnergy engineer pointing out the minerals recovery facility, with the ion exchange and solvent extraction plant on the right and the electrowinning facility on the left (Clutter, 2000).
The mineral recovery facility uses existing technology of ion exchange, but also employs solvent extraction and “electrowinning” to extract zinc from the spent brine. The brine at over 9,000 tonnes per hour, comes from all the power plants, and after the metal is extracted, the remaining brine is injected back into the geothermal reservoir. The process, as described by CalEnergy personnel is summarized as follows (Clutter, 2000). The brine first passes through an ion exchange resin similar to that used in water softening equipment - but modified with organic molecules that are very specific to zinc in the right conditions. After being pumped to a second facility, a solvent extraction process then transforms resultant zinc chloride into zinc sulfate, which is passed across electrowinning cells that separate sulfate molecules from zinc atoms. The result is nearly pure zinc deposited on large cathodes. The metals build up
S08 Paper011 Page 7

International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
to more than six mm in thickness on the cathode in 24 hours when it is removed. The metal is then melted into approximately one tonne ingots for sale to Comico. The brine contains 550 to 600 mg/L of zinc, and thus the project is estimated to recover 30,000 tonnes of zinc per year. In addition to zinc, CalEnergy is also investigating extracting high-grade silica and manganese in the future. The plant is presently only operating at 40 percent of capacity.
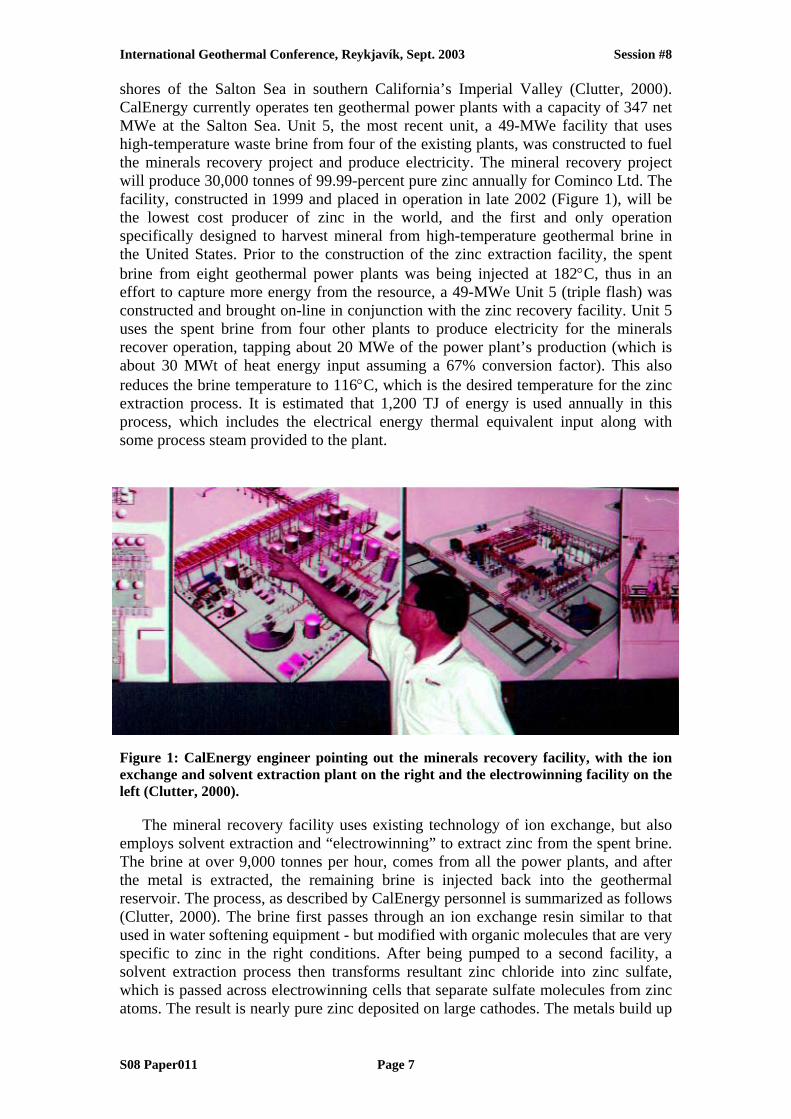
2.2 Heap leaching Heap leaching for gold recovery is a simple process that eliminates many of the complicated steps required in conventional milling (Texler et al., 1990). The process consists of placing the crushed ore on an impervious pad and then sprinkling or dripping a dilute sodium cyanide solution over the heap. The solution trickles through the material, dissolving the gold in the rock. The pregnant (gold) solution drains from the heap and is collected in a large plastic-lined pond. The pregnant solution is then pumped through tanks containing activated charcoal, absorbing the gold. The gold bearing charcoal is chemically treated to release the gold, and the gold bearing strip solution is treated at the process plant to produce a doré, or bar of impure gold. The doré is then sold or shipped to a smelter for refining. The barren cyanide solution is then pumped to a holding basin, where lime and cyanide are added to repeat the leaching process. A similar process is followed for extracting silver from the crushed ore. Cyanide leaching can recover over 95 percent of the gold ore. Using geothermal energy increases the gold recovery, as the heat allows year-round operation, and the gold and silver recovery can be enhanced by five to 17 percent by accelerating the chemical reaction. This year-round operation is important in Nevada, as winter weather allows under normal circumstances only mid-March through late October operation using a minimum outside production temperature of 4°C. The additional benefits are increased revenue to the mine operator, year-round employment for the labor force, and increased royalty payments for mineral leases to both federal and state governments. Two mines in Nevada have used geothermal fluids in their heap leaching operations to extract gold and silver from crushed ore: Round Mountain Gold and the Florida Canyon Mine, located in the north-central part of the state. Round Mountain mines an estimated 95,000 tonnes of ore per day containing approximately one gram/tonne of gold, and in 2001 extracted over 21,000 kg of gold. The mine used geothermal fluids from two shallow wells at 82°C and 69 l/s. Heat from the geothermal fluid is transferred to the cyanide leach solution through a plate heat exchanger (Figure 2). The average monthly heat production during the months of operation was approximately 42 TJ and the annual use was estimated at 208 TJ with an installed capacity of 14.1 MWt (Lund et al., 1985). At the Florida Canyon Mine, almost 13,000 tonnes of ore were produced daily (1990). The average gold content is about 0.7 g/tonne, and they produce almost ten kg of gold per day. The geothermal fluid is produced at 99°C and 23 l/s, and piped through a shell-and-tube heat exchanger where heat is transferred to the cyanide solution. It is estimated that 42 TJ of energy was used annually from the geothermal fluid with an installed capacity of 1.4 MWt (Lund et al., 1985). The University of Nevada carried out experimental work from 1988 to 1991 using geothermal energy with positive results (Trexler et al., 1991). Unfortunately, these two mines are presently shut down due to low prices for gold and silver, high operating costs, and the federal royalty charge for the use of the
S08 Paper011 Page 8
International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
geothermal energy produced from wells on Bureau of Land Management land. The royalty cost is ten percent of the equivalent avoided competing fuel cost.
Figure 2: Idealized thermally enhanced heap leaching system (Trexler, et al., 1991).
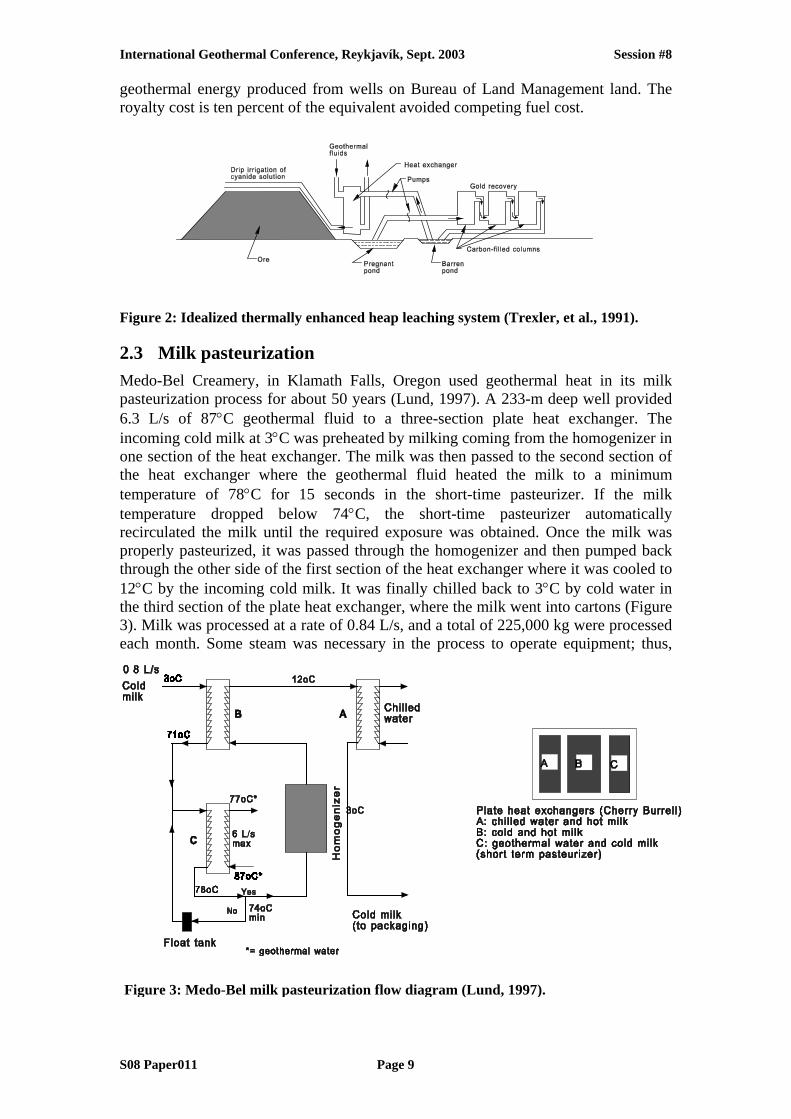
2.3 Milk pasteurization Medo-Bel Creamery, in Klamath Falls, Oregon used geothermal heat in its milk pasteurization process for about 50 years (Lund, 1997). A 233-m deep well provided 6.3 L/s of 87°C geothermal fluid to a three-section plate heat exchanger. The incoming cold milk at 3°C was preheated by milking coming from the homogenizer in one section of the heat exchanger. The milk was then passed to the second section of the heat exchanger where the geothermal fluid heated the milk to a minimum temperature of 78°C for 15 seconds in the short-time pasteurizer. If the milk temperature dropped below 74°C, the short-time pasteurizer automatically recirculated the milk until the required exposure was obtained. Once the milk was properly pasteurized, it was passed through the homogenizer and then pumped back through the other side of the first section of the heat exchanger where it was cooled to 12°C by the incoming cold milk. It was finally chilled back to 3°C by cold water in the third section of the plate heat exchanger, where the milk went into cartons (Figure 3). Milk was processed at a rate of 0.84 L/s, and a total of 225,000 kg were processed each month. Some steam was necessary in the process to operate equipment; thus,
S
Figure 3: Medo-Bel milk pasteurization flow diagram (Lund, 1997).
08 Paper011 Page 9
International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
geothermal water was heated by natural gas to obtain the required temperature. Geothermal hot water was also used for other types of cleaning, and for batch pasteurizing of ice cream. The heat was used to pasteurize the ice cream mix at 63°C for 30 minutes.
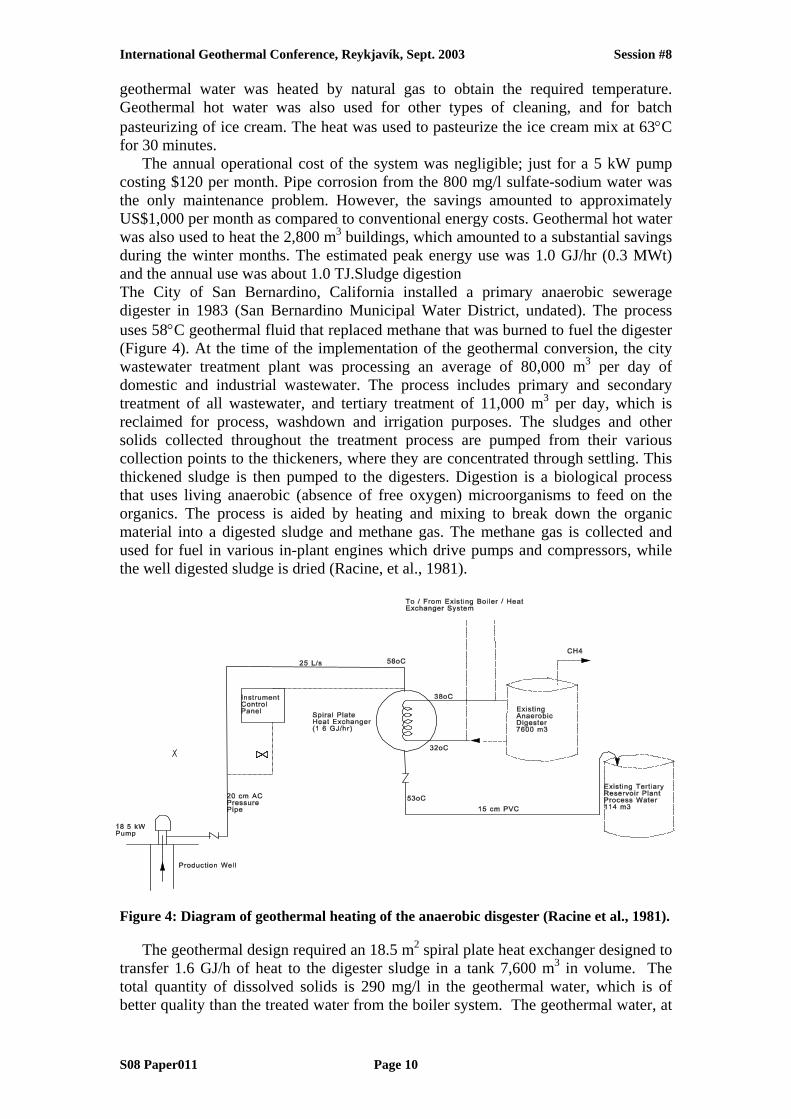
The annual operational cost of the system was negligible; just for a 5 kW pump costing $120 per month. Pipe corrosion from the 800 mg/l sulfate-sodium water was the only maintenance problem. However, the savings amounted to approximately US$1,000 per month as compared to conventional energy costs. Geothermal hot water was also used to heat the 2,800 m3 buildings, which amounted to a substantial savings during the winter months. The estimated peak energy use was 1.0 GJ/hr (0.3 MWt) and the annual use was about 1.0 TJ.Sludge digestion The City of San Bernardino, California installed a primary anaerobic sewerage digester in 1983 (San Bernardino Municipal Water District, undated). The process uses 58°C geothermal fluid that replaced methane that was burned to fuel the digester (Figure 4). At the time of the implementation of the geothermal conversion, the city wastewater treatment plant was processing an average of 80,000 m3 per day of domestic and industrial wastewater. The process includes primary and secondary treatment of all wastewater, and tertiary treatment of 11,000 m3 per day, which is reclaimed for process, washdown and irrigation purposes. The sludges and other solids collected throughout the treatment process are pumped from their various collection points to the thickeners, where they are concentrated through settling. This thickened sludge is then pumped to the digesters. Digestion is a biological process that uses living anaerobic (absence of free oxygen) microorganisms to feed on the organics. The process is aided by heating and mixing to break down the organic material into a digested sludge and methane gas. The methane gas is collected and used for fuel in various in-plant engines which drive pumps and compressors, while the well digested sludge is dried (Racine, et al., 1981).
Figure 4: Diagram of geothermal heating of the anaerobic disgester (Racine et al., 1981).
The geothermal design required an 18.5 m2 spiral plate heat exchanger designed to transfer 1.6 GJ/h of heat to the digester sludge in a tank 7,600 m3 in volume. The total quantity of dissolved solids is 290 mg/l in the geothermal water, which is of better quality than the treated water from the boiler system. The geothermal water, at
S08 Paper011 Page 10
International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
maximum flow of 25 l/s, enters the heat exchanger at 58°C and exits at 53°C. The annual cost saving (1983) for the single digester was estimated at almost US$30,000. The system has since been expanded to four digesters, with geothermal providing 6.4 GJ/h (1.8 MWt) of heat and an estimated annual load of 53 TJ. The resulting payback of investment is less than 10 years (San Bernardino Municipal Water District, undated). The city also has a geothermal district heating system that serves 14 major buildings for an installed capacity of 13 MWt.
3 Agricultural drying Two large geothermal onion and garlic dehydrators are located in Nevada, in the northwestern part of the state: Integrated Ingredients near Empire and at Brady’s Hot Springs. These two large units can process almost 12 tonnes of wet onions per hour and use 35 MJ of geothermal energy per kg of dry product to dry it from about 80 percent to 5 percent moisture content (Lund and Lienau, 1994). The daily use of energy for both facilities is about 1.37 TJ and the annual use, based on a 150 day working season, is about 208 TJ/year.
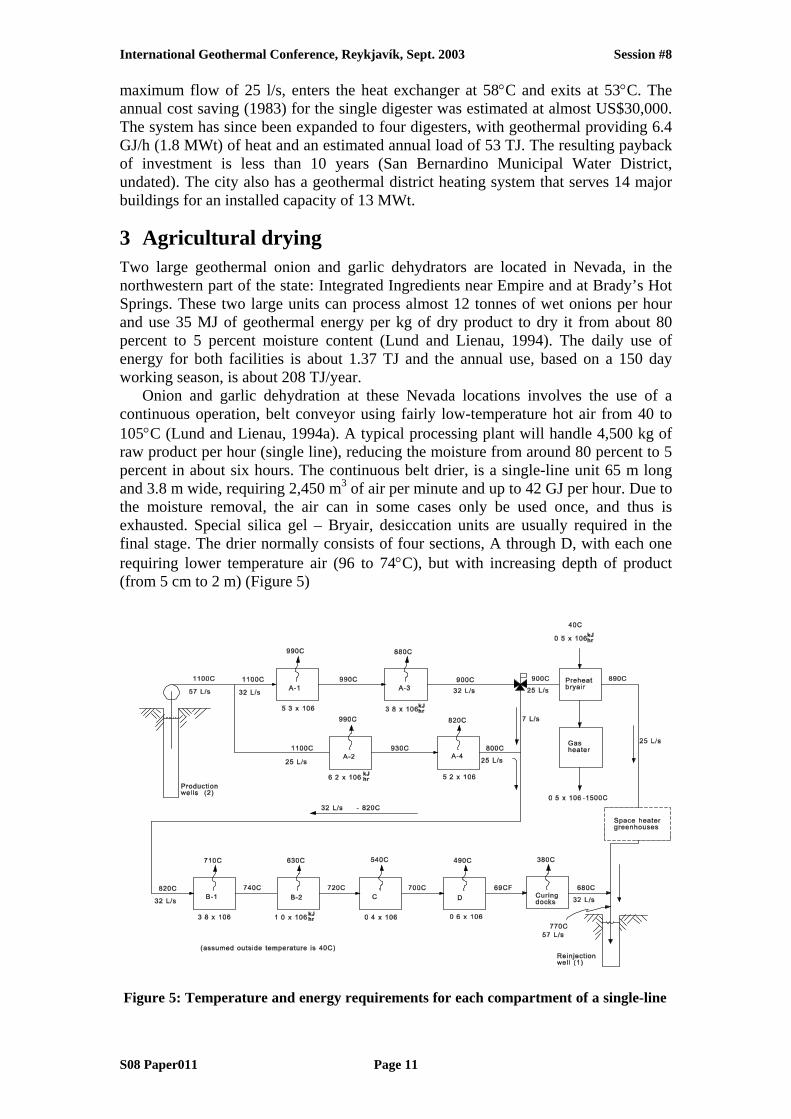
Onion and garlic dehydration at these Nevada locations involves the use of a continuous operation, belt conveyor using fairly low-temperature hot air from 40 to 105°C (Lund and Lienau, 1994a). A typical processing plant will handle 4,500 kg of raw product per hour (single line), reducing the moisture from around 80 percent to 5 percent in about six hours. The continuous belt drier, is a single-line unit 65 m long and 3.8 m wide, requiring 2,450 m3 of air per minute and up to 42 GJ per hour. Due to the moisture removal, the air can in some cases only be used once, and thus is exhausted. Special silica gel – Bryair, desiccation units are usually required in the final stage. The drier normally consists of four sections, A through D, with each one requiring lower temperature air (96 to 74°C), but with increasing depth of product (from 5 cm to 2 m) (Figure 5)
Figure 5: Temperature and energy requirements for each compartment of a single-line
S08 Paper011 Page 11

International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
The Integrated Ingredients plant uses a high temperature resource (146°C), which is also used by four ORMAT 1.5 MWe binary units (Lund and Lienau, 1994b). Up to 75 l/s are supplied to the plant at 130°C and finally discharged as low as 71°C. The plant thus used a maximum of 80 GJ/h (approximately 11 MJ/kg of wet product). The facility also has a cold storage warehouse which can store as much as 22,000 tonnes of product, which can provide year-round operation. Recent improvements at the plant allow the drier to handle 7,250 kg/h and produce 1,500 kg/h of dry product, and a second line is being considered. The Brady’s Hot Spring plant has a similar operation using 132°C fluid. This was the first U.S. vegetable dehydration plant to utilize geothermal energy (Lund, 1994). This unit has only three stages (A through C). During the six-month operating season, almost 23 million wet kg of onions are processed. The 58-m long dehydrator uses from 88 to 49°C air in the various stages. The plant has also processes celery and carrots to extend the operating season.
4 Summary and conclusions There are other smaller industrial uses of geothermal energy in the United States such as: 1) laundries in California, Nevada, Montana and Oregon; where in San Bernardino, California approximately 34,000 m3/month of geothermal water is used with an annual savings of $354,000 (Fisher and Bailey, 1994); 2) mushroom growing in Oregon where 22.5 tonnes of white button mushrooms are produced annually (Culver, 1992); 3) mineral water processing in California using geyser water (Calistoga Water); and 4) an industrial park at the Puna geothermal facility, Hawaii with a variety of experimental uses of geothermal energy (Boyd, et al., 2002). Another potential use that has not been documented is enhanced petroleum recovery in northeastern Wyoming by injecting geothermal water into the reservoir. Unfortunately, the Geo-Heat Center has not been able to obtain any reliable information on this large operation, since it is privately run. The most successful operations in the United States are the onion dehydration plants in Nevada. The current installed capacity of all these industrial uses is approximately 70 MWt and the annual use 1,500 TJ (415 GWh), but has been as high as 100 MWt and 2,000 TJ (555 GWh) in the past. Additional information on industrial applications can be found in Lienau and Lund (1998).
5 References Boyd, T. L.; Thomas, D. and Gill, A. T. (2002). Hawaii and Geothermal – What Has Been Happening?, Quarterly Bulletin, Vol. 23, No. 3 (September), Geo-Heat Center, Klamath Falls, OR, pp. 11-21. Clutter, T. J. (2000). Mining Economic Benefits from Geothermal Brine, Quarterly Bulletin, Vol. 21, No. 2 (June), Geo-Heat Center, Klamath Falls, OR, pp. 1-3. Culver, G. (1992). Industrial Applications Research and Current Industrial Applications of Geothermal Energy in the United States, Geothermics, Vol. 21, No. 5/6, Pergamon Press, Ltd., Great Britain, pp. 605-616. Fisher, K., and Bailey, B. (1994). San Bernardino Capitalizes on Natural Heat, District Heating and Cooling, Vol. 79, No. 3, International District Heating and Cooling Association, Washington, D.C., pp. 43-44. Lienau, P. J. and Lund, J. W. (1998). Industrial Applications (Chapter 16), In: Geothermal Direct-Use Engineering and Design Guidebook, Lund, Lienau and Lunis, (Ed), Geo-Heat Center, Klamath Falls, OR, pp. 333-358.
S08 Paper011 Page 12

International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
Lund, J. W.; Lienau, P. J. and Culver, G. G. (1985). The Current Status of Geothermal Direct Use Development in the United States - Update: 1985-1990, Transactions, Vol. 14, Part 1, Geothermal Resources Council, Davis, CA, pp. 277-291. Lund, J. W. and Lienau, P. J. (1994a). Onion Dehydration, Quarterly Bulletin, Vol. 15, No. 4 (July), Geo-Heat Center, Klamath Falls, OR, pp. 15-18. Lund, J. W. and Lienau, P. J. (1994b). Onion and Garlic Dehydration in the San Emidio Desert, Nevada, Quarterly Bulletin, Vol. 15, No. 4 (July), Geo-Heat Center, Klamath Falls, OR, pp. 19-21. Lund, J. W. (1994). Geothermal Vegetable Dehydration at Brady’s Hot Springs, Nevada, Quarterly Bulletin, Vol. 15, No. 4 (July), Geo-Heat Center, Klamath Falls, OR, pp. 22-23. Lund, J. W. (1997). Milk Pasteurization with Geothermal Energy, Quarterly Bulletin, Vol. 18, No. 3 (August), Geo-Heat Center, Klamath Falls, OR, pp. 13-15. Racine, W.C.; Larson, T. C.; Stewart C. A. and Wessel, H. B. (1981). Feasibility of Geothermal Heat Use in the San Bernardino Municipal Wastewater Treatment Plant, Final Report, City of San Bernardino, CA, 172 p. San Bernardino Municipal Water Department (undated). Direct Use of Geothermal Energy at the San Bernardino Wastewater Treatment Plant, Final Report, prepared for the California Energy Commission, Agreement 500-81-005, San Bernardino, CA, 75 p. Trexler, D. T.; Flynn, T. and Hendrix, J. L. (1990). Heap Leaching, Quarterly Bulletin, Vol. 12, No. 4 ( Summer), Geo-Heat Center, Klamath Falls, OR, pp. 1-4. Trexler, D. T.; Flynn, T. and Hendrix, J. L. (1991). Direct Application of Geothermal Fluids in Cyanide Heap-Leaching Operations, Final Report, Division of Earth Sciences, Environmental Research Center, University of Nevada, Las Vegas, 86 p.
S08 Paper011 Page 13

International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
Geothermal steam for glycol plant Gunnlaugur Friðbjarnarson, Teitur Gunnarsson, Gunnar Herbertsson
VGK Consulting Engineers Ltd, Laugavegur 178, 105 Reykjavik, Iceland Email: [email protected], [email protected], [email protected]
Abstract
Chemical processing includes in wide terms the application of chemical reactions, mass and heat transfer. Traditional obstacle to utilisation of geothermal steam for chemical processes has been the limited steam temperatures and pressures available from the geothermal fluid separators. In a prefeasibility study of a plant for manufacturing of various glycols from sugars the viability in using geothermal steam for all main heating and separation tasks has been estimated. A model calculation based on chemical functional group contribution methods shows better separation behaviour at lower pressure and temperatures. This enables the use of medium pressure steam (10-15 bar) for 95% of all thermal tasks. Only a minor part of the process tasks requires higher temperature where the heating media has to be 250–300°C. This temperature can be obtained from a conventional high-pressure boiler system. Process optimisation and systematic re-utilisation of heat has reduced the steam consumption and enhanced the overall economy. Approximately 50 MWth of geothermal steam is needed to produce 120.000 tpa glycols and alcohols and the low steam pressure required gives more options in locating the glycol plant. Fundamental problem in locating such a plant remains to find a steam source close to a harbour for ocean going vessels to minimize inland transport cost.
Keywords: geothermal steam, chemical process, glycols, sugar, molecular contribution, UNIFAC modelling.
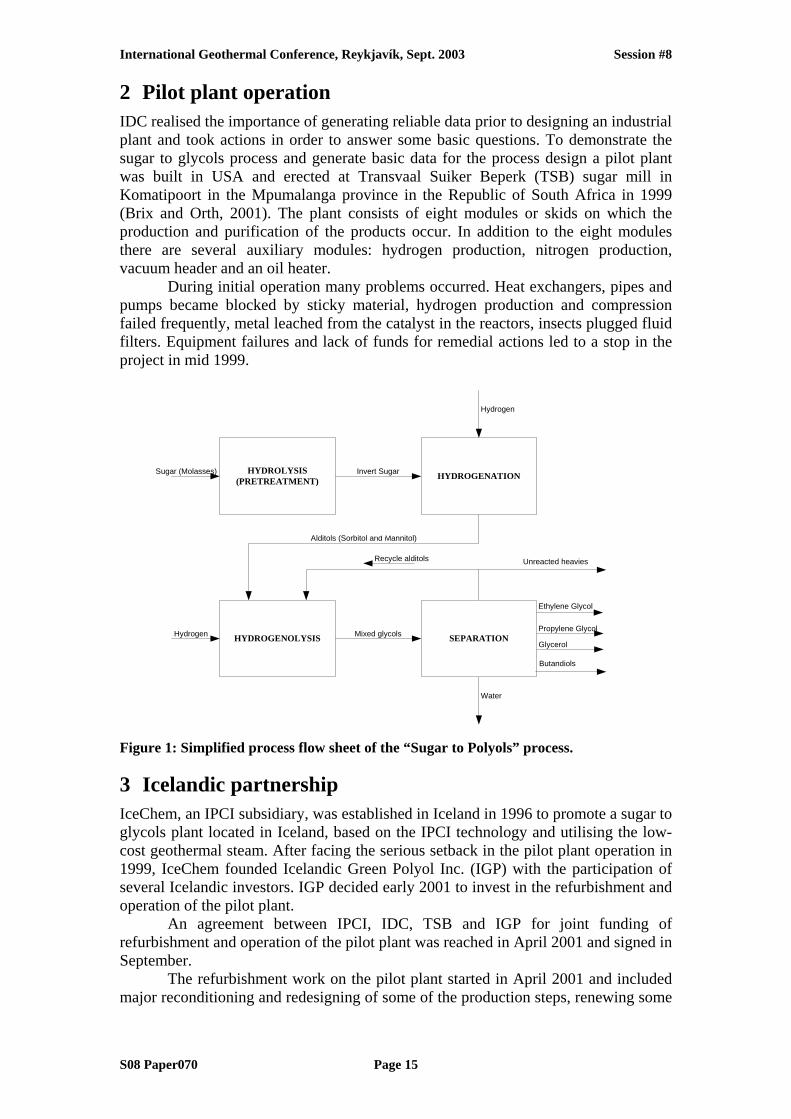
1 Introduction and project background International Polyol Chemicals Inc. (IPCI) of Oregon, USA, has developed a proposal for a chemical process for making certain polyols or glycols that are widely used in the food-, plastics-, pharmaceutical- and cosmetic industries. In the IPCI process sugars produced from corn, sugar cane or sugar beets can be used as raw material (Chao et al., 1982a, 1982b; Sirkar, 1982, 1983; Huibers et al., 1984). Archer Daniel Midland (ADM) in Decatur, Illinois, USA constructed a 5.000 tpa pilot plant for continuous conversion of sorbitol into glycols according to the IPCI process in 1989-1990. A feasibility study for Industrial Development Corporation of South Africa (IDC) of a 100.000 tpa glycol plant located in the Republic of South-Africa was completed in 1996 (Fluor Daniel, 1996). The idea was to use a new refining process to convert low value sugars from molasses into clean invert sugar syrup to be used as feedstock for the glycol plant. Sugar cane molasses is a low price product that can be purchased widely and processed into high percentage invert sugar syrup. Figure 1 explains the basic operational principles in a plant producing polyols from sugars or molasses with hydrolysis of sucrose. The IDC feasibility study showed a potential for the application of IPCI technology assuming certain conversion, product slate and yield that still had to be confirmed in a pilot plant. A feasibility study for the Iceland Ministry of Trade and Industry and Icelandic investors of a similar plant in Iceland was finished in 1998. One of the factors that made the Icelandic project feasible was the low-cost geothermal steam available (IPCI and BYGGD-VGK, 1998).
S08 Paper070 Page 14
International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
2 Pilot plant operation IDC realised the importance of generating reliable data prior to designing an industrial plant and took actions in order to answer some basic questions. To demonstrate the sugar to glycols process and generate basic data for the process design a pilot plant was built in USA and erected at Transvaal Suiker Beperk (TSB) sugar mill in Komatipoort in the Mpumalanga province in the Republic of South Africa in 1999 (Brix and Orth, 2001). The plant consists of eight modules or skids on which the production and purification of the products occur. In addition to the eight modules there are several auxiliary modules: hydrogen production, nitrogen production, vacuum header and an oil heater. During initial operation many problems occurred. Heat exchangers, pipes and pumps became blocked by sticky material, hydrogen production and compression failed frequently, metal leached from the catalyst in the reactors, insects plugged fluid filters. Equipment failures and lack of funds for remedial actions led to a stop in the project in mid 1999.
P-11--
P-10--
P-9--
P-8--
P-6-- P-6--
P-5--
P-4--
P-2--
HYDROLYSIS(PRETREATMENT)
Sugar (Molasses) Invert Sugar
Hydrogen
HYDROGENATION
HYDROGENOLYSIS SEPARATIONHydrogen Mixed glycols
Recycle alditols
Alditols (Sorbitol and Mannitol)
Water
Ethylene Glycol
Propylene Glycol
Glycerol
P-6--
P-6--
Butandiols
Unreacted heavies
Figure 1: Simplified process flow sheet of the “Sugar to Polyols” process.
3 Icelandic partnership IceChem, an IPCI subsidiary, was established in Iceland in 1996 to promote a sugar to glycols plant located in Iceland, based on the IPCI technology and utilising the low-cost geothermal steam. After facing the serious setback in the pilot plant operation in 1999, IceChem founded Icelandic Green Polyol Inc. (IGP) with the participation of several Icelandic investors. IGP decided early 2001 to invest in the refurbishment and operation of the pilot plant. An agreement between IPCI, IDC, TSB and IGP for joint funding of refurbishment and operation of the pilot plant was reached in April 2001 and signed in September. The refurbishment work on the pilot plant started in April 2001 and included major reconditioning and redesigning of some of the production steps, renewing some
S08 Paper070 Page 15
International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
equipment and instruments. The pilot plant control system was extensively upgraded and reprogrammed. The start-up, which was scheduled for September 2001, was delayed by various equipment failures as well as hydrogen delivery problems. Continuous glucose hydrogenation was started at the end of October 2001. From January 2002 the operation has basically performed continuously. The pilot plant is automatically controlled by a computerized control system and is operated 24 hours a day, 7 days a week.
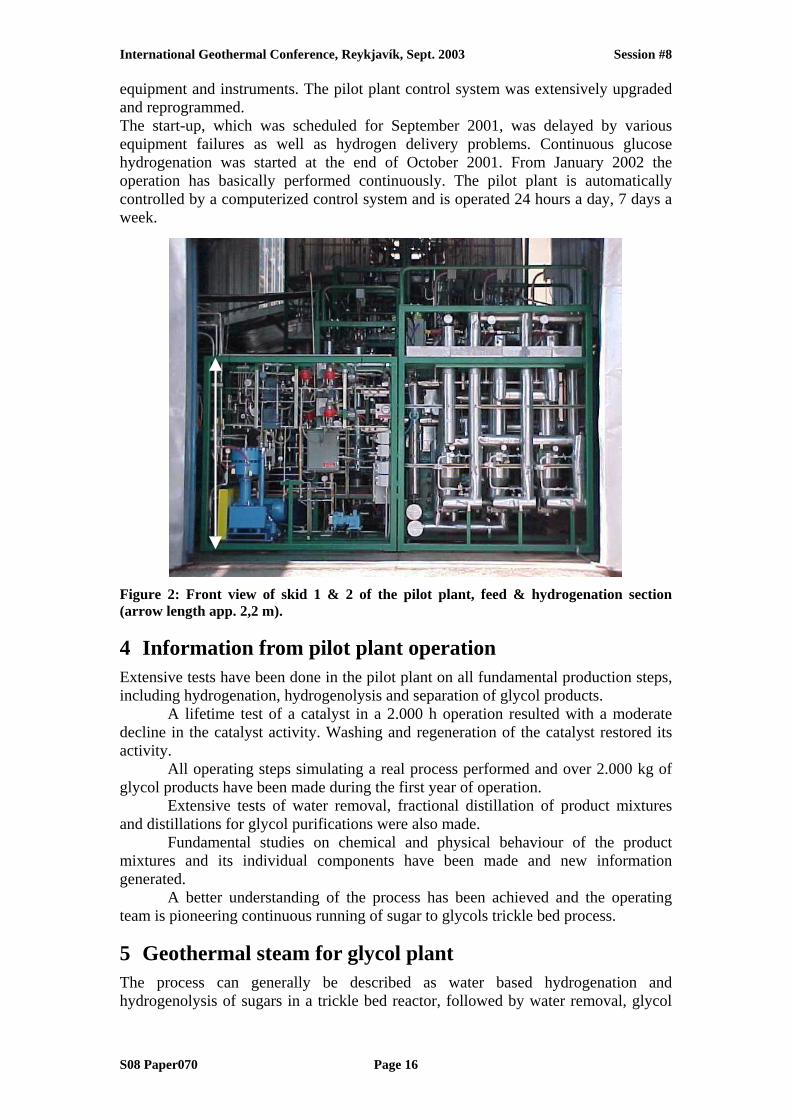
Figure 2: Front view of skid 1 & 2 of the pilot plant, feed & hydrogenation section (arrow length app. 2,2 m).
4 Information from pilot plant operation Extensive tests have been done in the pilot plant on all fundamental production steps, including hydrogenation, hydrogenolysis and separation of glycol products. A lifetime test of a catalyst in a 2.000 h operation resulted with a moderate decline in the catalyst activity. Washing and regeneration of the catalyst restored its activity. All operating steps simulating a real process performed and over 2.000 kg of glycol products have been made during the first year of operation. Extensive tests of water removal, fractional distillation of product mixtures and distillations for glycol purifications were also made. Fundamental studies on chemical and physical behaviour of the product mixtures and its individual components have been made and new information generated. A better understanding of the process has been achieved and the operating team is pioneering continuous running of sugar to glycols trickle bed process.
5 Geothermal steam for glycol plant The process can generally be described as water based hydrogenation and hydrogenolysis of sugars in a trickle bed reactor, followed by water removal, glycol
S08 Paper070 Page 16

International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
evaporation and glycol separation. This includes in wide terms the preparation of raw material solutions, handling of the reaction mixtures during reactor operations and thermodynamical tasks. In feasibility study made for IGP (IPCI Engineering, 2003) new and revised capital cost estimate is done as well as renewed and redesigned concepts for the industrial operation for a 120.000 tpa polyol plant located in Iceland. One of the main tasks in the plant will be an economical removal of approximately 1.700 tpd of water from the process streams. This water will be reused and recycled within the process. Table 1 shows the temperature levels of individual production steps within a polyol plant.
Table 1: Operational tasks and corresponding temperature and pressure.
Operational Task Temperature
Possible Equipment Possible heat source Steam pressure
°C bar a Alcohol distillation 50-70 Distillation column Under-pressure steam 0,3-0,6 Hydrolysis of sugar 60-90 Tanks Recycled hot water n.a. Water evaporation 60-120 Multi-effect evaporator Low-pressure steam 2-5 Hydrogenation 100-150 High-pressure reactors Low-pressure steam 2-5 Glycol evaporation 100-150 Multi-effect evaporator Medium-pressure
steam 2-8
Glycol separation 110-150 Distillation columns Medium-pressure steam
10-15
Hydrogenolysis 200-280 High-pressure reactors High-pressure steam 40-50 Conventional petrochemical processes use heat sources mainly in the temperature range from 200-1000°C. This high temperature eliminates the possible use of geothermal steam in such processes. In the sugar to glycol process the main heating tasks consume steam with pressure lower than 15 bar. It is therefore clear that a geothermal steam source can be very beneficial for a full-scale industrial operation.
6 Process optimisation Former work on the separation of glycols by distillation mainly uses steam source with pressure of about 20 bar and temperature of 212°C. The only logistically interesting geothermal field in Iceland that has been explored and can deliver such pressure is the Reykjanes field. Other Icelandic geothermal fields relatively close to harbour are either not explored or cannot deliver this high pressure. Investigating glycol thermodynamics by the use of molecular contribution methods like UNIFAC or UNIQUAC modelling (Fredenslund et al., 1975; VDI-Wärmeatlas, 1994; Randhol and Engelien, 2000), indicates better separation effect by lower system pressure and therefore lower temperature. This enables the use of medium pressure steam of 10-15 bar as thermal driving force for the polyol plant. Only approximately 5% of the thermal energy required needs to be supplied at higher temperature. This can be done using conventional boiler, using plant purge gas or by-product alcohols as fuel. The temperature gradient within the plant gives interesting possibilities for the systematic re-utilization of latent heat of product and condensate streams. The result of the IGP feasibility study (IPCI Engineering, 2003) indicates a total steam consumption of approx. 700.000 tpa or approximately 50 MWth. This is
S08 Paper070 Page 17

International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
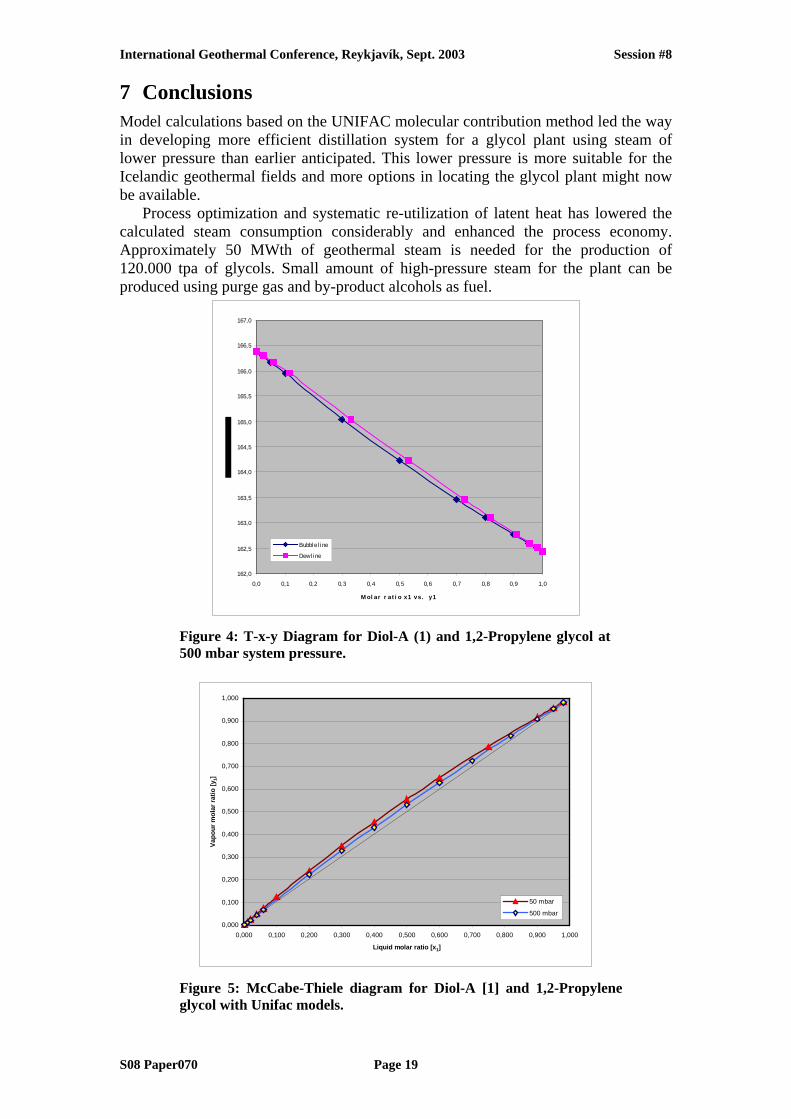
approximately third of the steam consumption estimated by previous work (Fluor Daniel, 1996; BYGGD-VGK, 1998). The economical benefits are obvious. To describe one of the main problems regarding product separation and purification, an example of the separation of a binary system Diol-A (1) and propylene glycol is used as a reference. Very little data is available in the literature. Therefore a model based on the UNIFAC concept with the pure compounds vapour pressure data as a reference was used to make vapour-liquid equilibrium calculations for the system at different pressures. Those calculations strongly indicate process benefits by lower system pressure and therefore lower temperatures. This knowledge is one of the main keys for using steam of medium-pressure, 12 bar, instead of 20 bar steam as initially assumed. This might lead to several new options for locating such plant. A capital cost estimate also shows that it is becoming more interesting to build a transport pipe for the steam from the geothermal field to a harbour site. This would eliminate inland trucking of raw materials and products; avoid duplicate product storages and higher operating costs due to operation on two sites. Results of the model calculations are shown in Figure 3 and Figure 4 in T-x-y diagrams. When the system pressure is 50 mbar the gap between the boiling curve and the dew point curve is significantly larger than at 500 mbar. However because of this narrow gap relatively little enrichment is gained in each operating step. Technically this means high distillation columns filled with structural packing with large internal surface area with low pressure-drop characteristics. The corresponding McCabe-Thiele diagram is showed in Figure 5. Test runs in the pilot plant have confirmed the above discussed calculations and predictions.
105,0
105,5
106,0
106,5
107,0
107,5
108,0
108,5
109,0
109,5
110,0
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
Molar ratio x1 vs. y1
Tem
pera
ture
[°C
]
Bubble line
Dew line
Figure 3: T-x-y Diagram for Diol-A (1) and 1,2-Propylene glycol at 50 mbar system pressure.
S08 Paper070 Page 18
International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
7 Conclusions Model calculations based on the UNIFAC molecular contribution method led the way in developing more efficient distillation system for a glycol plant using steam of lower pressure than earlier anticipated. This lower pressure is more suitable for the Icelandic geothermal fields and more options in locating the glycol plant might now be available. Process optimization and systematic re-utilization of latent heat has lowered the calculated steam consumption considerably and enhanced the process economy. Approximately 50 MWth of geothermal steam is needed for the production of 120.000 tpa of glycols. Small amount of high-pressure steam for the plant can be produced using purge gas and by-product alcohols as fuel.
162,0
162,5
163,0
163,5
164,0
164,5
165,0
165,5
166,0
166,5
167,0
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
M ol ar r at i o x1 vs. y1
Bubble l ine
Dew l ine
Figure 4: T-x-y Diagram for Diol-A (1) and 1,2-Propylene glycol at 500 mbar system pressure.
0,000
0,100
0,200
0,300
0,400
0,500
0,600
0,700
0,800
0,900
1,000
0,000 0,100 0,200 0,300 0,400 0,500 0,600 0,700 0,800 0,900 1,000
Liquid molar ratio [x1]
Vapo
ur m
olar
ratio
[y1]
50 mbar
500 mbar
Figure 5: McCabe-Thiele diagram for Diol-A [1] and 1,2-Propylene glycol with Unifac models.
S08 Paper070 Page 19

International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
8 References Brix, Terry and Orth, John C. (2001). TECHNOLOGY SUMMARY: IPCI Hydrotreating Processes for Production of Sugar Alcohols, Glycols and Polyols. International Polyol Chemicals Inc. Chao, James C.; Huibers, Derk T.A. (1982a). Catalytic hydrogenation of glucose to produce sorbitol. United States Patent no.: 4,322,569. Chao, James C.; Huibers, Derk T.A. (1982b). Catalytic hydrogenolysis of alditols to product glycerol and polyols. United States Patent no.: 4,366,332. Fluor Daniel Inc. (1996). A Report submitted to Industrial Development Corporation of South Africa Limited for an Engineering Feasibility Study on a Project to Produce Glycols from Sugar. For Industrial Development Corporation of South Africa. Fluor Daniel Inc. (1996). A Report submitted to Industrial Development Corporation of South Africa Limited for an Engineering Feasibility Study on a Project to Produce Glycols from Sugar. For Industrial Development Corporation of South Africa. Fredenslund, A.; Jones, R.L.; Prausnitz, J.M. (1975). Group-Contribution Estimation of Activity Coefficients in Nonideal Liquid Mixtures, AIChE J., 21(6):1086-1099. Randhol, Preben and Engelien, Hilde K. (2000). XLUNIFAC version 1.0, a program to calculate activity coefficients of liquids using the UNIFAC model. GNU Public License, GPL VDI Wärmeatlas (1994). Berechnungsblätter für den Wärmeübergang, 7., erw Aufl. Verein Deutcher Ingenieure, VDI-Geschellschaft Verfahrenstechnik und Chemieingenieurwesen (GVC). VDI-Verlag GmbH, Düsseldorf, Germany. Huibers, Derk T.A.; Chao, James C.; Shah, Rajni C. (1984). Multi-stage catalytic conversion of aldoses to alditols. United States Patent no.: 4,433,184. IPCI and BYGGD-VGK JV (1998). PRE-ENGINEERING FEASIBILITY STUDY FOR THE PRODUCTION OF GLYCOLS FROM SUGARS IN ICELAND. For Verkefnisstjorn Polyols, Reykjavik, Iceland IPCI Engineering (2003). Capital and Operating Cost Estimation for the production of Polyols from Sugars in Iceland. For Icelandic Green Polyols Inc., Reykjavik, Iceland Sirkar, Amalesh K. (1982). Catalytic hydrogenolysis of alditols to produce polyols. United States Patent no.: 4,338,472. Sirkar, Amalesh K. (1983). Multi-stage aldoses to polyols process. United States Patent no.: 4,380,678.
S08 Paper070 Page 20

International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
The drying of fish and utilization of geothermal energy;
the Icelandic experience Sigurjón Arason
Icelandic Fisheries Laboratories and The University of Iceland, Skúlagata 4, IS-I01 Reykjavik, Iceland
E-mail: [email protected]
Abstract
This paper is about industrial uses of geothermal energy for drying of fish products. Drying is an ancient method for preservation of foods, the main purpose of which is to prolong the preservation time. In order to dry food, an external source of energy is needed to extract water from it. The use of geothermal energy in fish processing to replace oil and electricity offers great potential. In the fishing industry, geothermal energy has mainly been applied to indoor drying of salted fish, codheads, small fish, stockfish and other products. In this paper an emphasis is placed on drying fish and associated processes, and how geothermal energy can be used to substitute oil or electricity. The Icelandic Fisheries Laboratories have been experimenting with different methods of drying and several drying stations have been designed for indoor drying of fish products. Today there are around twenty companies in Iceland, which are drying fish indoors using electricity and/or geothermal energy. There are unexplored possibilities in utilization of geothermal energy in regions where good harbors are located in geothermal areas.
Keywords: air drying, geothermal, byproduct, pelagic fish.
1 Introduction In recent years, the annual world production of dried, unsalted fishery products has been 350,000 tons, but the total world production of dried fish is 3,140,000 tons. Production of stockfish is about 10,000 tons; the main producers being Iceland and Norway, the biggest producers of the other dried products are countries in Asia and Africa. The annual export of dried codheads from Iceland is about 15,000 tons, mainly to Nigeria, where they are used for human consumption. Dried petfood is a new industrial production in Iceland and a growing industry, the annual production being about 500 tons. There has been much interest in Iceland in producing dried fish for human consumption from the various small fish species, like blue whiting and low fat capelin. The annual production of dried seaweed and kelp in Iceland is about 4,000 tons. The use of geothermal energy in fish processing, instead of oil and electricity, has many advantages. In the fishing industry, geothermal energy has mainly been applied to indoor drying of salted fish, codheads, small fish, stockfish and other products. The first companies in this field were founded 25 years ago and now there are more than twenty companies. Most companies use geothermal energy for drying codheads and collarbone. In 2001 the consumption of hot water was about 2 million tons or about 550 TJ. Experiments have been made on the use of geothermal steam for fishmeal processing, but the company involved is no longer in business. It also seems to be possible to utilize geothermal steam for freeze-drying. There are unexplored possibilities in utilization of geothermal energy in regions where there are good harbors located in geothermal areas.
S08 Paper076 Page 21

International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
Most of the research on the drying processing in this field was carried out for about fifteen years ago. At this time the main work in the trails was carried out to find out the best drying parameters to obtain the best products qualities and to optimize the drying processes. In the trails it was to find out the air speed, air temperature, air humidity, product loading on each tray and the size of the drying tunnel. The latest trails in this field are to find out the influence raw materials has on the products qualities and the stabilization of the product with the different storage parameters.
2 Drying Drying means that water is extracted from a substance, usually by heating. During drying, there are two things of primary importance, i.e., the heat transfer that causes the evaporation of water and the mass transfer of the evaporated water through the substance and subsequently the removal of moisture away from the surface of the substance itself. The main purpose in drying is to prolong the preservation time of the product. In short, deterioration of food is caused either by microorganisms or chemical processes. In drying, both of these processes are slowed down and finally stopped altogether, depending on how far the drying is carried out, with one exception, which is oxidation. The drying time is generally divided into two periods, period of constant drying rate and a period of falling drying rate. The former period is characterized by the surface of the substance being entirely saturated with moisture at the wet-bulb temperature of the air. The air velocity, temperature and the level of humidity control the drying rate. During the period of falling drying rate, the surface of the substance is already dry but the evaporation occurs inside the fish flesh. Now the air velocity has less effect and the speed of the drying process is mainly dependent upon the resistance against the water vapour flow to the surface of the substance. At the end, the drying process stops entirely and the moisture content of the fish at that point is called equilibrium humidity. Equilibrium humidity is primarily dependent on the degree of humidity of the air and to some extent on the temperature.
3 Utilization of geothermal energy for drying In Iceland, indoor drying has been tested in regions where geothermal energy is to be found. The reason is that the cost of oil or electricity for heating of the drying air during the drying process is considerably higher than the cost of hot water or geothermal steam. It is therefore more cost-efficient to locate the processing near inexpensive hot water and steam sources and collect the raw material and transfer it to the processing plant. The price of energy for heating varies much from one energy source to another and from one location to another. The price of oil has fluctuated but the price of hot water and electricity has changed less, although it tends to follow the price of oil. (See Figure 1). Figure 1 shows the energy costs of heating air for drying one kilogram of dried codhead in Iceland. The prices are extrapolated using the price in January of 2003 and the main assumptions are that the energy required for evaporating one kilogram of water in the drying process from a substance is about 5,800 kJ (1,400 kcal), the efficiency of oil boilers is estimated at 90%, co-efficient of performance of heat pumps 2.5, and it is assumed that the hot water is cooled from 80°C to 30°C (Arason, 2001).
S08 Paper076 Page 22

International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
0
5
10
15
20
25
Hot waterOR
Heat pumpRarik
Heat pumpOR
Crude oil ElectricRarik
Fuel oil Electric OR
19912003
Figure 1: Comparison of prices for different types of energy for heating, ISK for drying one kilogram of dried codhead, based on cost in January 2003 (1 USD = 80 ISK). (OR = Reykjavik Energy and Rarik = Icelandic state electricity).
4 Indoor drying of fish Weather conditions put limits on outdoor drying in Iceland. Indoor drying of fish, such as cod-heads, or small fish, is done in such a way that hot air is blown over the fish and the moisture from the raw material subsequently removed. It is a great advantage to be able to dry fresh raw material all year around and not to be dependent on weather conditions. Furthermore, drying indoors takes much less time, from several weeks outdoors to a few days indoors. The main advantages of indoor drying are therefore (Arason et al.,1982):
− shorter drying time − drying all year around and regular export shipments − the product is more consistent in quality and water content − flies and insects are prevented from contaminating the product − utilization of local energy sources
Cod heads were traditionally dried by hanging them on outdoor stock racks, but indoor drying was initiated 25 years ago (see Figure 2). In Iceland, the production of dried cod heads increased from 1000 tonns to about 12.000 tonns annually and this production needs 60.000 tonns of wet, fresh heads. The largest drying stations are Laugafiskur in Thingeyjarsysla, Samherji in Dalvik and Hnotskurn in Thorlakshöfn and Thorungavinnslan in Reykholar, which specializes in drying seaweed and kelp. In total, there are about 20 companies which produce air dried codhead, all of them except two using geothermal energy. One drying plant uses oil and another is using a heat pump system. A third one uses geothermal steam for drying but most companies use geothermal water. Most of the drying cabinets are constructed for batch drying and cod-heads are arranged on trays. Only two codhead drying plants and Thorungavinnslan use conveyor-belt dryers.
S08 Paper076 Page 23
International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
Value (thousand $) Quantity (tons)
0
5 .000
10 .000
15 .000
20 .000
75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 00 01
USD '000 Tons
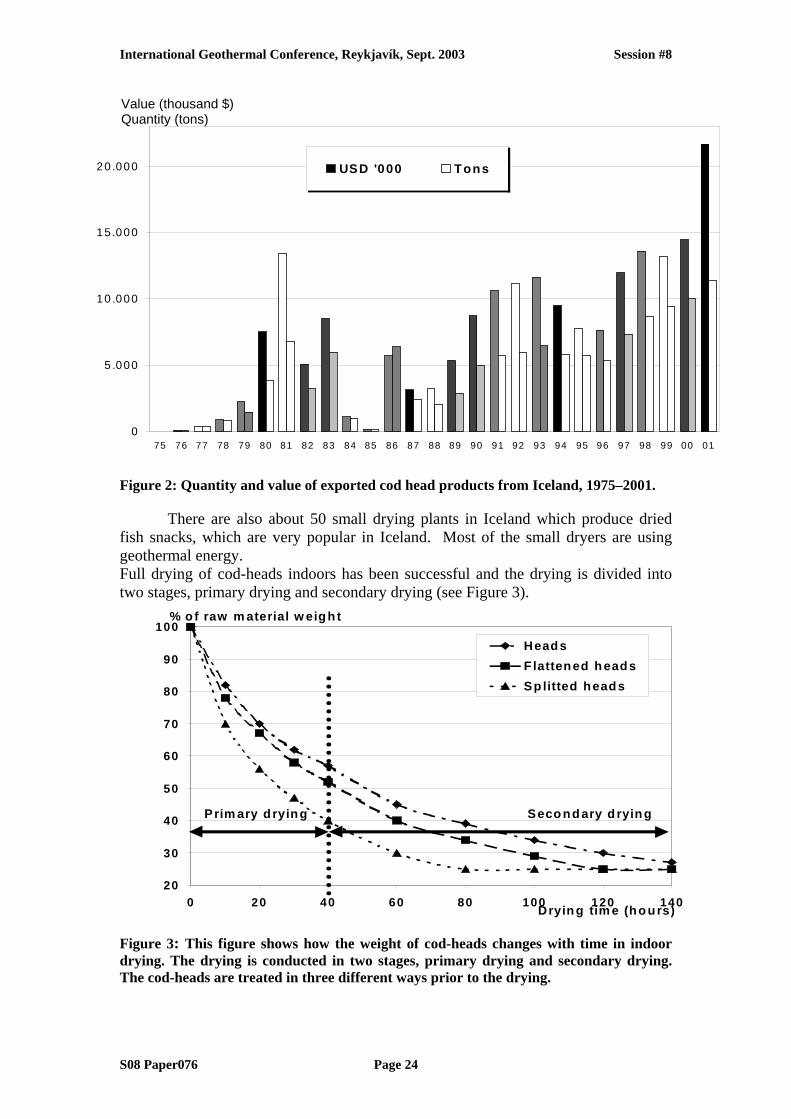
Figure 2: Quantity and value of exported cod head products from Iceland, 1975–2001.
There are also about 50 small drying plants in Iceland which produce dried fish snacks, which are very popular in Iceland. Most of the small dryers are using geothermal energy. Full drying of cod-heads indoors has been successful and the drying is divided into two stages, primary drying and secondary drying (see Figure 3).
20
30
40
50
60
70
80
90
100
0 20 40 60 80 100 120 140
HeadsF lattened h eadsSp litted heads
Prim ary d rying Seco nd ary d rying
% o f raw m aterial w eig h t
Dryin g tim e (ho urs)
Figure 3: This figure shows how the weight of cod-heads changes with time in indoor drying. The drying is conducted in two stages, primary drying and secondary drying. The cod-heads are treated in three different ways prior to the drying.
S08 Paper076 Page 24
International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
Primary drying is done in a rack cabinet or a conveyor-belt cabinet. The rack cabinet is the most common, with cod-heads arranged in one layer on the racks where about 25 kg of heads can be arranged per square meter. The optimal conditions of the drying air are: temperature should be 18-25°C, relative humidity 20-50% and air velocity about 3 m/s. The duration is about 24-40 hours (Arason et al., 1992). The water content of the heads at the end of this stage is about 50-55%. Secondary drying of semi-dried codheads is conducted in drying containers of l-2m3
volume with hot air blown through. The optimal conditions are: air temperature 22-26°C, humidity 20-50% and the air velocity in a full container is about 0.5-1 m/s. The water content of the cod-heads after drying is about 15%, or the water activity of the product must be lower than 0.6, which is achieved in about 3 days in the drying container (Arason et al., 1992). The greatest advantage gained by dividing the drying process is that relatively larger quantities of cod-heads can be placed in the secondary drying facilities than in the primary drying cabinets. The initial and operational costs of secondary drying are much lower than that of primary drying so that the production cost is lower if the process is divided. In our experience, the best conditions for primary drying of cod head are as follows: air temperature at 25°C, airspeed about 3 m/s and air humidity about 45%. The final water content after the primary dryer is 55-60% (about 50%weight loss) and Figure 3 shows that it takes about 40 hours to reach that point (Arason et al.,1988).
Secondary drying
Primary drying
Cod heads100 kg water 82%
SemidriedX kg water 55%
Dried productsY kg water 15%
=> X = 180,45
= 40 kg
=> Y =180,85
= 21,2 kg
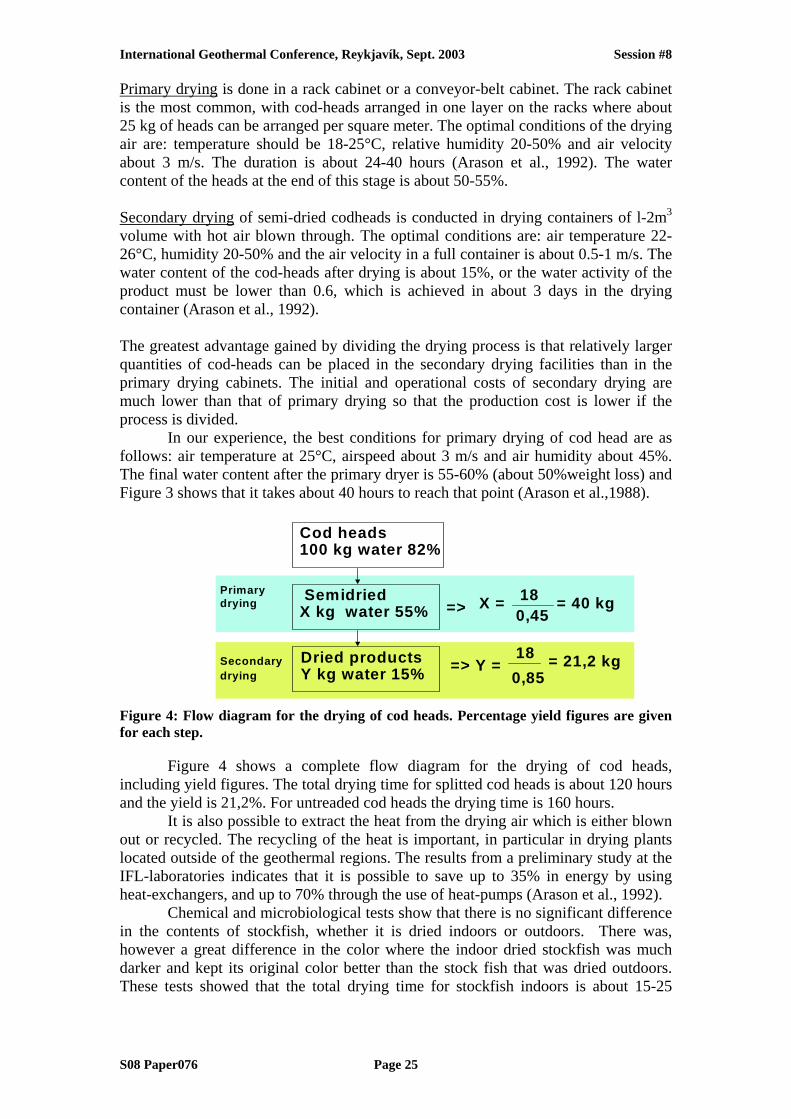
Figure 4: Flow diagram for the drying of cod heads. Percentage yield figures are given for each step.
Figure 4 shows a complete flow diagram for the drying of cod heads, including yield figures. The total drying time for splitted cod heads is about 120 hours and the yield is 21,2%. For untreaded cod heads the drying time is 160 hours. It is also possible to extract the heat from the drying air which is either blown out or recycled. The recycling of the heat is important, in particular in drying plants located outside of the geothermal regions. The results from a preliminary study at the IFL-laboratories indicates that it is possible to save up to 35% in energy by using heat-exchangers, and up to 70% through the use of heat-pumps (Arason et al., 1992). Chemical and microbiological tests show that there is no significant difference in the contents of stockfish, whether it is dried indoors or outdoors. There was, however a great difference in the color where the indoor dried stockfish was much darker and kept its original color better than the stock fish that was dried outdoors. These tests showed that the total drying time for stockfish indoors is about 15-25
S08 Paper076 Page 25
International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
days. It is possible to shorten the drying time of outdoor drying by a few months by transferring it indoors for secondary drying.
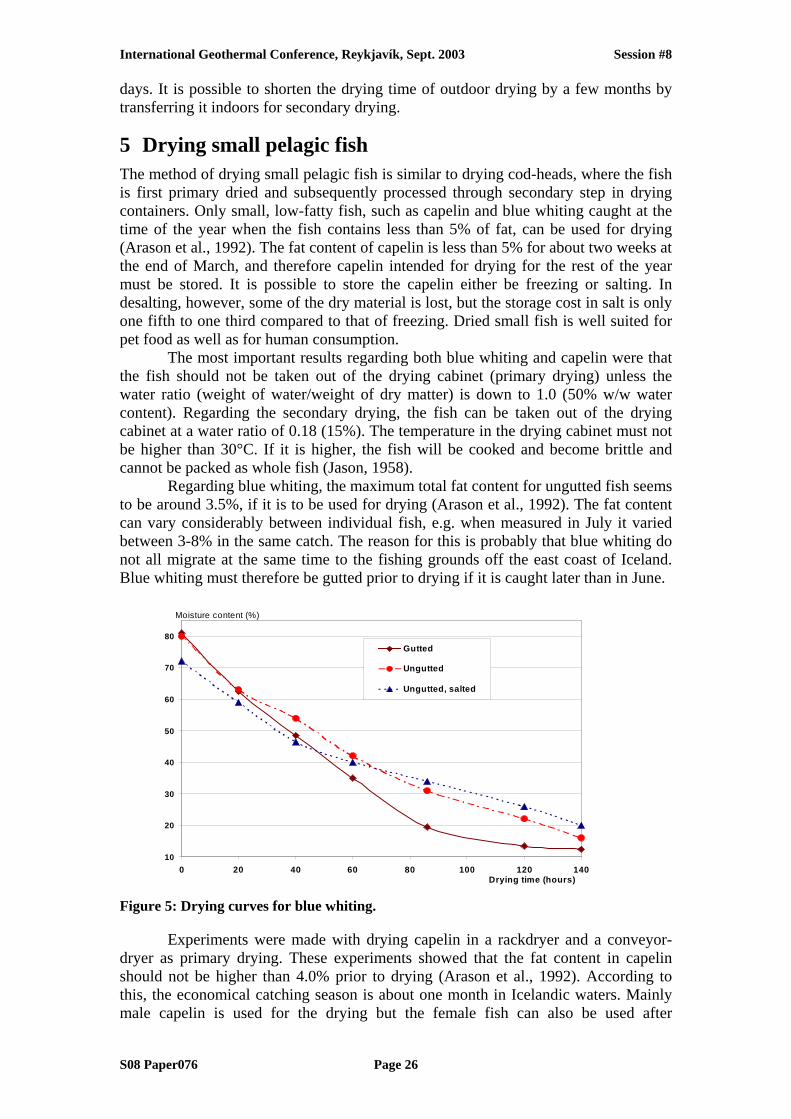
5 Drying small pelagic fish The method of drying small pelagic fish is similar to drying cod-heads, where the fish is first primary dried and subsequently processed through secondary step in drying containers. Only small, low-fatty fish, such as capelin and blue whiting caught at the time of the year when the fish contains less than 5% of fat, can be used for drying (Arason et al., 1992). The fat content of capelin is less than 5% for about two weeks at the end of March, and therefore capelin intended for drying for the rest of the year must be stored. It is possible to store the capelin either be freezing or salting. In desalting, however, some of the dry material is lost, but the storage cost in salt is only one fifth to one third compared to that of freezing. Dried small fish is well suited for pet food as well as for human consumption. The most important results regarding both blue whiting and capelin were that the fish should not be taken out of the drying cabinet (primary drying) unless the water ratio (weight of water/weight of dry matter) is down to 1.0 (50% w/w water content). Regarding the secondary drying, the fish can be taken out of the drying cabinet at a water ratio of 0.18 (15%). The temperature in the drying cabinet must not be higher than 30°C. If it is higher, the fish will be cooked and become brittle and cannot be packed as whole fish (Jason, 1958). Regarding blue whiting, the maximum total fat content for ungutted fish seems to be around 3.5%, if it is to be used for drying (Arason et al., 1992). The fat content can vary considerably between individual fish, e.g. when measured in July it varied between 3-8% in the same catch. The reason for this is probably that blue whiting do not all migrate at the same time to the fishing grounds off the east coast of Iceland. Blue whiting must therefore be gutted prior to drying if it is caught later than in June.
10
20
30
40
50
60
70
80
0 20 40 60 80 100 120 140
Gutted
Ungutted
Ungutted, salted
Moisture content (%)
Drying time (hours)
Figure 5: Drying curves for blue whiting.
Experiments were made with drying capelin in a rackdryer and a conveyor-dryer as primary drying. These experiments showed that the fat content in capelin should not be higher than 4.0% prior to drying (Arason et al., 1992). According to this, the economical catching season is about one month in Icelandic waters. Mainly male capelin is used for the drying but the female fish can also be used after
S08 Paper076 Page 26
International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
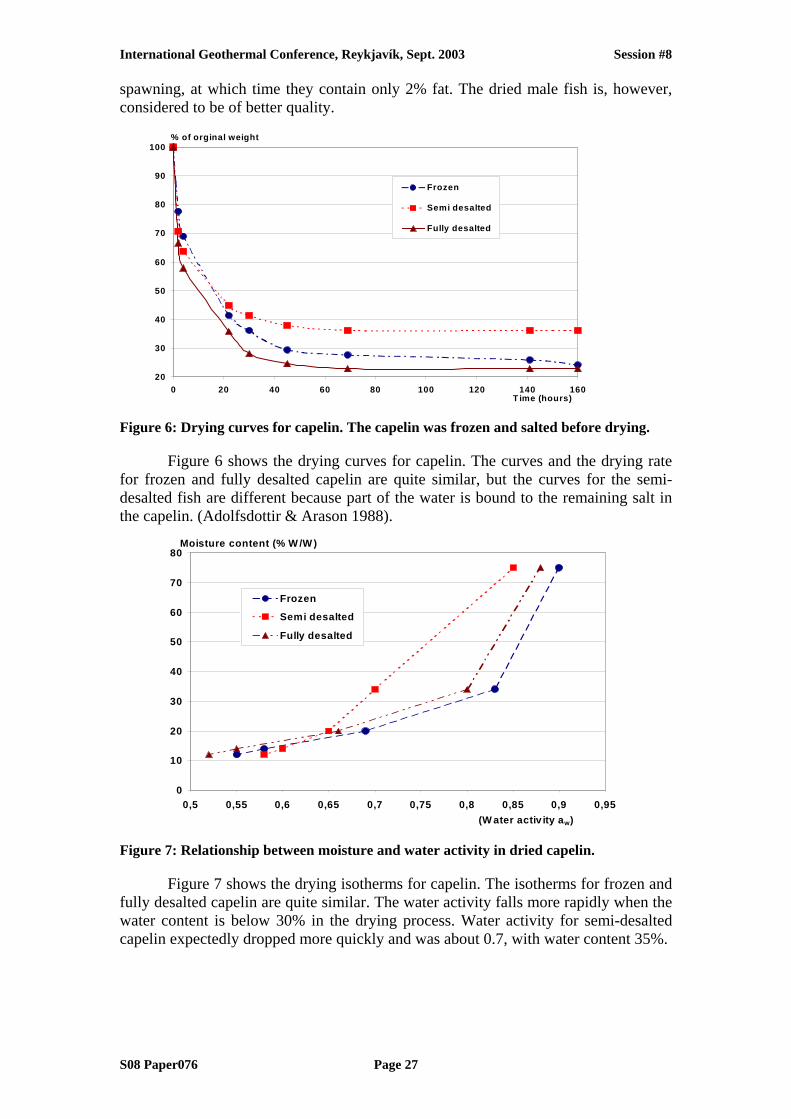
spawning, at which time they contain only 2% fat. The dried male fish is, however, considered to be of better quality.
20
30
40
50
60
70
80
90
100
0 20 40 60 80 100 120 140 160
Frozen
Semi desalted
Fully desalted
% of orginal weight
T ime (hours)
Figure 6: Drying curves for capelin. The capelin was frozen and salted before drying.
Figure 6 shows the drying curves for capelin. The curves and the drying rate for frozen and fully desalted capelin are quite similar, but the curves for the semi-desalted fish are different because part of the water is bound to the remaining salt in the capelin. (Adolfsdottir & Arason 1988).
0
10
20
30
40
50
60
70
80
0,5 0,55 0,6 0,65 0,7 0,75 0,8 0,85 0,9 0,95
Frozen
Semi desalted
Fully desalted
Moisture content (% W /W )
(W ater activ ity aw)
Figure 7: Relationship between moisture and water activity in dried capelin.
Figure 7 shows the drying isotherms for capelin. The isotherms for frozen and fully desalted capelin are quite similar. The water activity falls more rapidly when the water content is below 30% in the drying process. Water activity for semi-desalted capelin expectedly dropped more quickly and was about 0.7, with water content 35%.
S08 Paper076 Page 27
International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
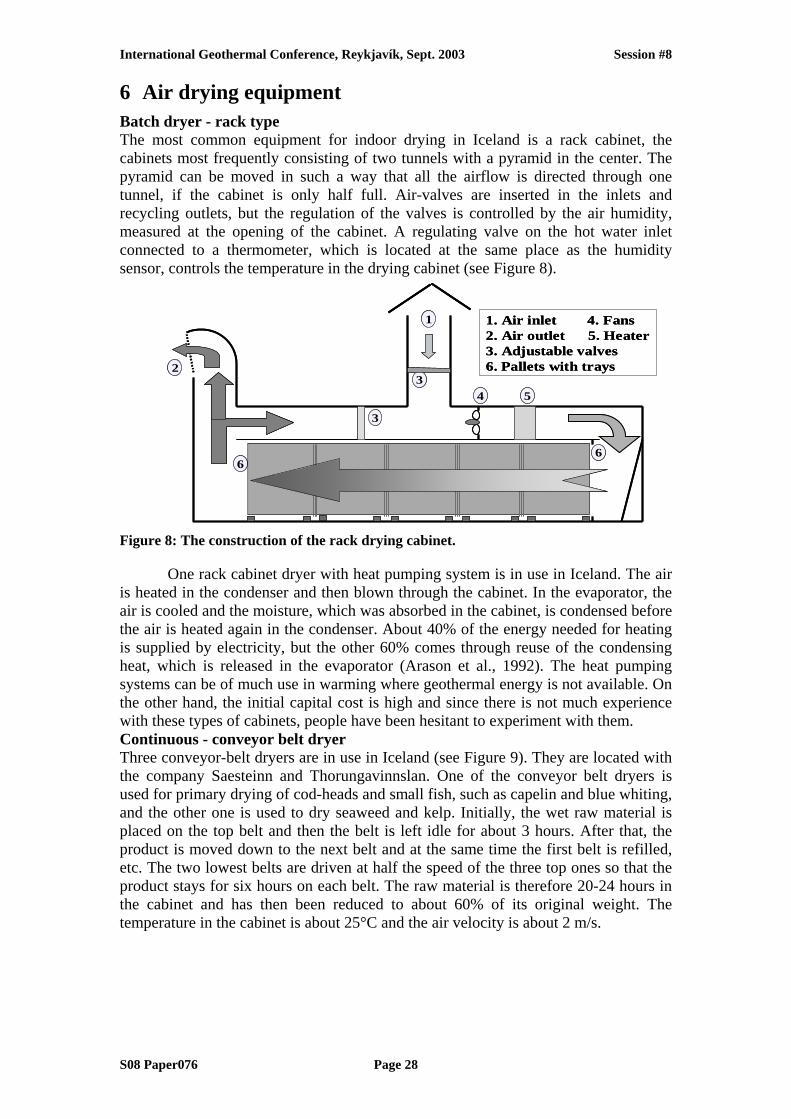
6 Air drying equipment Batch dryer - rack type The most common equipment for indoor drying in Iceland is a rack cabinet, the cabinets most frequently consisting of two tunnels with a pyramid in the center. The pyramid can be moved in such a way that all the airflow is directed through one tunnel, if the cabinet is only half full. Air-valves are inserted in the inlets and recycling outlets, but the regulation of the valves is controlled by the air humidity, measured at the opening of the cabinet. A regulating valve on the hot water inlet connected to a thermometer, which is located at the same place as the humidity sensor, controls the temperature in the drying cabinet (see Figure 8).
6
1
2
3
34 5
1. Air inlet 4. Fans2. Air outlet 5. Heater3. Adjustable valves 6. Pallets with trays
66
1
2
3
34 5
1. Air inlet 4. Fans2. Air outlet 5. Heater3. Adjustable valves 6. Pallets with trays
6
Figure 8: The construction of the rack drying cabinet.
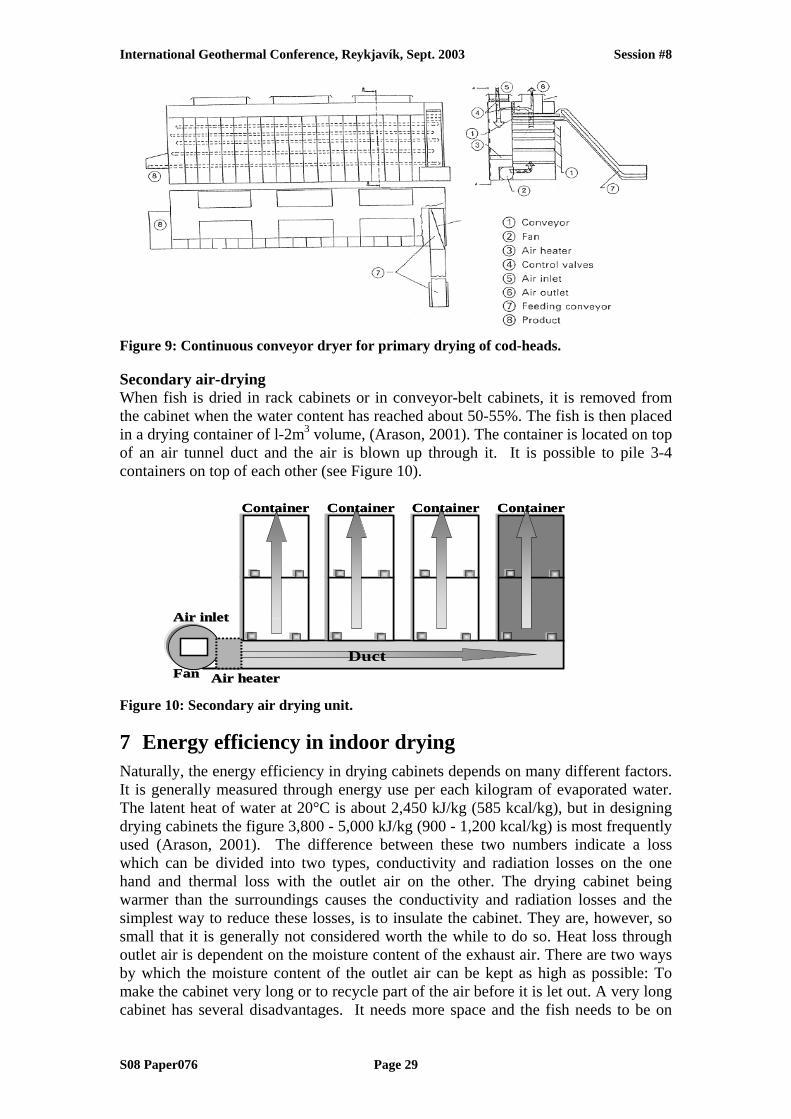
One rack cabinet dryer with heat pumping system is in use in Iceland. The air is heated in the condenser and then blown through the cabinet. In the evaporator, the air is cooled and the moisture, which was absorbed in the cabinet, is condensed before the air is heated again in the condenser. About 40% of the energy needed for heating is supplied by electricity, but the other 60% comes through reuse of the condensing heat, which is released in the evaporator (Arason et al., 1992). The heat pumping systems can be of much use in warming where geothermal energy is not available. On the other hand, the initial capital cost is high and since there is not much experience with these types of cabinets, people have been hesitant to experiment with them. Continuous - conveyor belt dryer Three conveyor-belt dryers are in use in Iceland (see Figure 9). They are located with the company Saesteinn and Thorungavinnslan. One of the conveyor belt dryers is used for primary drying of cod-heads and small fish, such as capelin and blue whiting, and the other one is used to dry seaweed and kelp. Initially, the wet raw material is placed on the top belt and then the belt is left idle for about 3 hours. After that, the product is moved down to the next belt and at the same time the first belt is refilled, etc. The two lowest belts are driven at half the speed of the three top ones so that the product stays for six hours on each belt. The raw material is therefore 20-24 hours in the cabinet and has then been reduced to about 60% of its original weight. The temperature in the cabinet is about 25°C and the air velocity is about 2 m/s.
S08 Paper076 Page 28
International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
Figure 9: Continuous conveyor dryer for primary drying of cod-heads.
Secondary air-drying When fish is dried in rack cabinets or in conveyor-belt cabinets, it is removed from the cabinet when the water content has reached about 50-55%. The fish is then placed in a drying container of l-2m3 volume, (Arason, 2001). The container is located on top of an air tunnel duct and the air is blown up through it. It is possible to pile 3-4 containers on top of each other (see Figure 10).
Air heaterAir heater
Duct
Container Container Container Container
AirAir inletinlet
FanFan Air heaterAir heater
Duct
Container Container Container Container
AirAir inletinlet
FanFan
Figure 10: Secondary air drying unit.
7 Energy efficiency in indoor drying Naturally, the energy efficiency in drying cabinets depends on many different factors. It is generally measured through energy use per each kilogram of evaporated water. The latent heat of water at 20°C is about 2,450 kJ/kg (585 kcal/kg), but in designing drying cabinets the figure 3,800 - 5,000 kJ/kg (900 - 1,200 kcal/kg) is most frequently used (Arason, 2001). The difference between these two numbers indicate a loss which can be divided into two types, conductivity and radiation losses on the one hand and thermal loss with the outlet air on the other. The drying cabinet being warmer than the surroundings causes the conductivity and radiation losses and the simplest way to reduce these losses, is to insulate the cabinet. They are, however, so small that it is generally not considered worth the while to do so. Heat loss through outlet air is dependent on the moisture content of the exhaust air. There are two ways by which the moisture content of the outlet air can be kept as high as possible: To make the cabinet very long or to recycle part of the air before it is let out. A very long cabinet has several disadvantages. It needs more space and the fish needs to be on
S08 Paper076 Page 29

International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
movable carriages. Furthermore, there is more danger that the drying becomes more uneven and there is also the danger that the fish in the most humid air will dry so slowly that it will be spoiled. The use of energy of the blowers increases with added length of the drying cabinets, because of the increased resistance to the airflow. The length is therefore limited, because the use of electricity by the blower in most cases is more expensive than the heat that is used to warm the air. Therefore, it can be assumed that an increase in thermal efficiency of the drying cabinets through this method is an expensive alternative. It is, therefore, necessary to look at each individual case before action is taken, since it is difficult to come up with a general solution that is valid in all cases. All the drying cabinets that have been constructed in Iceland have all been short, with automatic recycling of air. The thermal efficiency in these cabinets will never be as good as can be achieved in longer cabinets, but the initial cost is much lower because of simpler and smaller equipment. The thermal efficiency is greatly increased, compared with a cabinet where the air is blown through only once. In these automatically regulated cabinets, the energy use for evaporating the water is generally considered to be 3,800 - 5,000 kJ/kg (900-1,200 kcal/kg), compared with 5,400-6,600 kJ/kg (1,300-1,600 kcal/kg) before this technique was introduced. One way to increase the energy efficiency in shorter cabinets could be to implement heat exchange in the air circulation. The heat exchanger would be utilized to pre-heat the inlet air, by cooling the outlet air and condensing the moisture at the same time. The main drawback of this would be the high expense of heat exchangers. Very large heat exchangers are required because of the small temperature difference between the cold and warm sides.
8 Conclusions The use of geothermal energy for drying of fish and cod-heads is likely to increase in the future. The discussion is mainly focused on the use of geothermal energy in low-heat regions. The fishmeal industry is likely to use geothermal steam in the processing and hopefully within a few years, geothermal steam will be transported through pipes from Svartsengi to Grindavik, where many fish processing plants are located. It can be expected that the price of oil will increase more than the local energy in the future and therefore it is worth paying attention to the use of locally available energy sources for the fishing industry. New, feasible alternative uses of geothermal energy are within sight, such as in freeze drying of food and one pilot project had analyzed that it is possible, it was recommended that a further work on optimizing the technique and a feasibility study for a freeze drying production be done (Gudlaugsson, 1998). Use of geothermal energy for drying is highly dependent on the price of crude oil and electricity and marketing prices of dried fish products. Equipment designed for drying fish can also be used for drying other industrial products.
S08 Paper076 Page 30

International Geothermal Conference, Reykjavík, Sept. 2003 Session #8
9 References Adolfsdottir G. and Arason S., (1988). Drying of capelin. The Icelandic Fisheries Laboratories, Reykjavik, (in Icelandic). Arason,S. (2001). The drying of fish and utilization of geothermal energy; the Icelandic experience. Keynote lectures. 1st Nordic Drying Conference, Trondheim, 27th – 29th June 2001. Published in the conference’s CD-disk. Arason, S., Jonsson, S. and Thorsteinsson, T., (1982). Outdoor and indoor drying of stock fish. Taeknitidindi, 136, Icelandic fisheries laboratories, (in Icelandic). Arason, S and Benediktsson, B. (1988). Utilization of geothermal energy for drying and other purposes for fish processing. National Energy Authority (Orkustofnun): Nyjungar i nytingu jardhita & Islandi. (in Icelandic). Arason, S., Thoroddsson, G. and Valdimarsson, G. (1992). The drying of small pelagic fish: the Icelandic experience. Edited by Burt J.R., Pelagic fish: The Resource and its Exploitation, Fishing News Books , pp. 291-298. Arason, S. and Arnason, H. (1992). Utilization of geothermal energy for drying fish products. Geothermics, 21, 5/6, 745-75. Gudlaugsson, B. (1998). Utilization of geothermal energy for freeze drying. IFL report, 2-98, Icelandic fisheries Lab. (in Icelandic). Jason A.C. (1958). A study of evaporation and diffusion processes in the drying of fish muscle. In Fundamental Aspects of the Dehydration of Foodstuff's, Proceeding of a conference in Aberdeen. Society of Chemical Industry, London, pp. 103-36.
S08 Paper076 Page 31