- 1.Applying Lean Concepts in a Warehouse Operation Frank
GarciaPartner ADVENT DESIGN CORPORATION
2. What Well CoverBasic Lean Concepts for
WarehouseImprovementUsing Value Stream Maps:Current & Future
StateImplementing Process ImprovementsCase Study Using and
OngoingApplication (Pork Producer) 3. WHAT TO DO ABOUT
THEWAREHOUSE? Too many people Excessive material handling Inventory
inaccuracies Dont ship the pounds No space!!!! Need to Expand! 4.
WAREHOUSE CHALLENGESFocus on Manufacturing.Warehouse is a box on
theVSMOffice & Info Flow Customer DemandsProduct pushed
intowarehouse & pulled bycustomersWarehouseApplication of
LeanPrinciples to an area thatexists because of waste inthe value
stream or customerProductionSuppliersdemand/lead timeWarehouse is
the crossroadsof conflicting requirements 5. How Do We Use Lean
Techniquesfor Warehouse Improvement?Assess the operation using a
Value StreamMap and/or PFDs (Product families & Warehouse
data)Involve the operators & supervisorsIdentify lean
improvements & kaizens Question every activity! Treat the
warehouse like a large staging areaDevelop justificationImplement
lean improvements using VSMplanStart the cycle again! 6. Lean
ManufacturingFundamental Principle of Lean ManufacturingAny
activity or action which doesnot add value to the product is aform
of waste and must beeliminated or minimized.In the Warehouse
Customer Pays for Shipping Everything Else Must Be Minimized ! 7.
What Do We Need to Know?DemandMaterial Flow &
HandlingInformation Flow to the WarehouseHow Material is
StoredOrder Picking & StagingHow ShippedVALUE STREAM MAPPING!
8. Why Use VSM?Road map for lean improvementsTrain team members in
use of leanconceptsIntegrated lean implementation planLong term
planning - Many Future States 9. product familyCurrent State
MapUnderstanding how the warehousecurrent state drawing currently
operates.Material and information flowsFuture stateStart with the
door to door flowdrawing Walk the flow and get real data* no
standard times* draw by hand plan and Get operators &
supervisors involved implementation Basis for the Future State 10.
Warehouse Current State Value Stream MapBlanket Orders with Daily
Releases; Supplemented with Open Market Purchases Blanket
OrdersProduction Spices and Packaging Randomly Placed Various
Hogswith Weekly or and Inventory ControlSmokehouseMaterialsOrders
(Various Sizes)Customers Bi-Weekly Releases(Computer
System)Materials Demand: Daily 131 to 242 orders per Productio day
n Avg: 167/day Schedule DailyWeekly Weekly1 to 2 pallets/orderor
Bi- or Bi- Aging15 to 17 orders per(about Daily Shipping
OrdersWeekly Weekly Report truck 400) & Freezer Release(5PM)12
to 13 trucks per day 1 route per truck Smokehouse Operations
SmokeWrap & PackOff-Site Freezer Storage Daily Shipments
Smoked(12 to 13 routes) ProductsI I MultipleMultiple 1, 578K lbs
Operators OperatorsConveyor Staging Kill & CutWrap &
PackMetal Detection StrappingPalletizing Order Picking Order
Shipping & StorageChecking1 to 2& Scanning 1 to 2 1 to
2pallets 1 to 2 Cut ProductsCut Productspallets per I 1 to 21 to 2
IpalletsI order I pallets Iper Pallets Palletorder
MultipleMultiple6 to 8 Operators Operators ConveyorConveyor Rack
Staging Staging3People 2 2Staging StagingStorage Palletizingfor
Trucks PeoplePeoplePeople 10 cases10 to 15775 & Dock2 ordersC/T
= 7 secC/T = 10 - 35C/T = 15 minC/T = 4 hours C/T =2 secC/T = 2 sec
casespositions; 6 orders (4 pallets)per case or 10minutes C/O = 0
min C/O = 0 min C/O =2 minC/O = 1 min7 reefers; (12 pallets)min per
pallet C/O = 0 minRel. = 85%Rel. = 85% Rel. = 95%Rel. = 80%Order
Lead Time 3.7 to 6.1 Days C/O = 0 min 610K lbs Rel. = 85% Avail. =
16.5 hrs Avail. = 16.5 hrsRel. = 85% Avail. = 49.5 toOrder
Processing Time: 6 HrsAvail. = 24.866 hrs (2 shifts)hrs (2
shifts)Takt Time: 3 to 4 minutes 30 5 sec6 minutes 2.9 to 5.3
days2015 minutes seconds(Freezerminutesstorage:3510minutes40
seconds 40 20 6.7 to 14.5 minutes 4 hours secondsminutes 11.
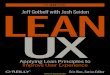
Important Warehouse Data 60mm pounds per year 2002 Product Picks
(All) 6.8 turns per month700 Seasonal production.609Number of
Product Items600500400Production exceeds300200shipments by 20%
Easter & Xmas100311685 11 00 00 1 01 to 1001 to 2001 to 3001 to
4001 to 5001 to 6001 to 7001 to 8001 to 9001 to 10000 1100110002000
3000 4000 5000 6000 7000 8000 9000 10000Number of Line Item Picks
toto 11000 12000 Average 1.2 pallets per order. Average 167
orders/day 10% products = 66% of picks 20% products = 84% of picks
95% of picks are for less than a pallet Returns 1.9% of lbs shipped
12. Opportunity: Material Flow & Layout Many crossed flows !
13. Opportunity: Walking and Lifting inPalletizingLittle
caseaccumulationCase lifting andwalkingPallet cycle time
toolongCases missing strapsArea used for orderstagingNo visual
controls 14. Opportunity: Rack Storage and UtilizationDaily Product
AgingCountsInsufficient pallet storagefor peak monthsNo rack
locator systemReefers used for overflowstorageProduct gets lostRely
on operatormemories or supervisorexpediting 15. Opportunity: Order
Picking & ShippingOrder picking too slowMust pick before
finalorder confirmationFew operatorsunderstand warehouseDock
staging too smallInventory updated atscanningNot enough dock doors
16. ORDER PICKING FLOW FRESH SMOKEDFROZEN GET PICK GET LOAD LIST
PATTERNLOCATE PALLETIN WAREHOUSE LOCATE PALLET IN DOCK RACKS MOVE
PALLET PICK CASES 95% OF TIMECASES OR PALLETSREPEATUNTIL MOVE
PALLET ORDERCOMPLETE STORE PALLET PALLETIZING STAGE AREAORDER DOCK
MOVE TO INSPECTIONCHECKORDERSCANBAR CODES MOVE TO TRUCKLOAD TRAILER
17. Why is Order Picking Slow? computer-looking 2% interference
2%Walkingreorganizing product-8% dates11% computer-lookingLooking
interference34% Looking outside interruption Picking reorganizing
product-dates WalkingPicking outside interruption38%5% 18.
Opportunity: Case Flow Through Metal Detection & Strapping No
gap between cases Cases jam at metal detector Maintenance adjusts
metal detector Run out of strap No system status display 19.
Opportunity: Production Scheduling Not inSync With Shipments or
Warehouse Capacity Pallet storage in aisles Insufficient pallet
storage for peak months Outside Freezer Warehouse Used used for
overflow storage 20. How Do We Fix It?Look at Application of
LeanConceptsFuture State Using ValueStream Maps With &Without
Expansion 21. Future State QuestionsWhat is the takt time?Will we
build to shipping or to a supermarket?Where can we use continuous
flow? How do we level thepacemaker process?SUPPORTING
IMPROVEMENTSWhat process improvements will be necessary to
eliminatewaste? 22. TAKT TimeSynchronizes pace of production to
match pace of sales Rate for assembling an orderbased on shipping
scheduleTAKT = Effective Working Time per Shift Customer
Requirement per Shift 23. Look for No Flow &Wastes They are in
the warehouse too!Inventory (too much)Overproduction (more or
sooner than needed)Correction (inspection and rework)Material
MovementWaitingExtra MotionNon-Value Added Processing 24. Lean
ManufacturingConcepts & Techniques in the WarehouseFlow: Visual
Workplace, LayoutImprovement, Lean AutomationMaterials: Kanban
Systems, Supply ChainManagement, Point of UsePerfection: Quality
Systems, TrainingInformation: Just in Time, Lean Office 25.
Warehouse AssessmentValue Stream Map (Future State) Without
ExpansionBlanket Orders with Daily Releases; Supplemented with Open
Market Purchases Blanket Orders Leidys Production Spices and
Packaging Randomly PlacedVarious Hogswith Weekly orand Inventory
ControlSmokehouseMaterialsOrders (Various Sizes) Customers
Bi-Weekly Releases(CSB System)Materials Aging DataDemand: Daily131
to 242 orders per day ProductioAvg: 167/day n1 to 2 pallets/order
Schedule 15 to 17 orders per truck DailyWeekly WeeklyBar Code Scan
Bar Code Scan 12 to 13 trucks per dayor Bi- or Bi- Daily Shipping
Orders(aboutWarehouse Input Inventory 1 route per truckWeekly
Weekly& Freezer Release 400)Updates (5PM) Smokehouse Operations
SmokeWrap & PackOff-Site Freezer StorageDailyShipments Smoked
(12 to 13 routes) ProductsI I MultipleMultiple1, 578K lbs Operators
Operators ConveyorStaging Kill & CutWrap & PackMetal
Detection Strapping PalletizingOrder PickingOrder Shipping&
StorageVerification1 to 21 to 21 to 2 pallets 1 to 2 Cut
ProductsCut Products pallets per I 1 to 21 to 2Ipallets I order I
pallets FIFOper order Pallets Pallet 32 MultipleMultiple6 to 8
Conveyor People RackPeople2 Operators Operators ConveyorPeople
StagingStaging StoragePeopleStaging Dock 10 cases 883 positions; 30
to 50C/T = 7 sec Locator system, C/T = 10 to 15 2 orders C/T = 10
minC/T = 2 hoursGap casesC/T =2 secC/T = 2 sec cases (4 pallets)
per case or 6.8 A items on first minutesC/O = 0 min C/O = 0 min C/O
=2 minC/O = 1 min 3 separate min per pallet tier, additional C/O =
0 min Rel. = 85%Rel. = 85% Rel. = 95%Rel. = 90% ZonesC/O = 0 min
rack aboveRel. = 85%Avail. = 16.5 hrs Avail. = 16.5 hrsOrder Lead
Time: 3 to 4.9 Days Bar code scan Rel. = 85% palletizingAvail. =
49.5 to Avail. = 24.8 610K lbs66 hrs (2 shifts)Order Processing
Time: 3 Hrs hrs (2 shifts)Scan bar codes 2.6 to 4.5 daysTakt Time:
3 to 4 minutes30 seconds 5 sec 6 minutes (Freezer storage: 15
minutes6.7 to 14.5 days) 2040 seconds 40seconds13 minutesminutes 8
minutes 2 hours 26. What Happened in the Future State VSM Without
Expansion?Implemented rack locator system & organizedstorage
based on product turnsRevised order picking methodsImplemented
WMSImproved palletizing systemReduced job classifications &
cross trainedoperatorsEstablished operational metrics Closer to
Takt Time.but not there yet! 27. FUTURE STATE PALLETIZING FLOWFRESH
Production CasesWMS TEMP PRINT
WAREHOUSELABELSSMOKEDSCANTransferCount CasesCASESWMS WAREHOUSEGET
CASE FROMLocation MANAGEMENT CONVEYORWALK TOPallet Number MOVE
CASECONVEYORPLACE ON PALLET Yes SPACE TO FIT No MOVE PALLETVisual
DisplayALL PALLETS PRINT & APPLY PALLET LABELZone Location
FRESH RandomPallet NumberSTAGE MOVE PALLETof System
SMOKEDStatusPALLET LOCATE EMPTY STORAGE POSITIONSTRETCHWRAP GET
STRETCH WRAP MOVE PALLET SCAN MOVE PALLET LOCATION STAGE IN
TUNNELPALLET FOR FORKLIFT PICKUP ADD PRODUCT TO RACK, RETURN TO
PALLETIZING LINE SCANPALLET LABELPUT AWAY MOVE PALLET FRESH SMOKED
MOVE MOVE TO TRUCK TO TRUCKLOAD LOAD FRESHFROZENTRAILER TRAILER 28.
FUTURE STATE ORDER PICKING FLOWFRESHSMOKED FROZENGET PICK LISTGET
LOADWMS PATTERN Truck Route Wave PickLOCATE PALLETIN
WAREHOUSELOCATE PALLET MOVE PALLETREPEAT IN DOCK RACKS SCAN UNTIL
WMS LOCATION ORDERCOMPLETE PICK CASES OR CASES 95% OF TIME PALLETS
WMSNext location MOVE PALLETWMSSCAN CASES STORE PALLETSTAGE
PALLETIZINGORDER AREA MOVE TO INSPECTION DOCKCHECK ORDER
VERIFICATION WMSSCAN TRUCK ROUTETruck RouteLOAD MOVE TO TRUCK
TRAILER 29. PROPOSED PALLETIZING & STORAGEIMPROVEMENTS 30.
PROPOSED PALLETIZING IMPROVEMENTS 31. Future State Benefits Step 1:
Without ExpansionImproved order picking and material flowReduced
cycle time 15% in 3 months. Going to30%Reduced material
handlingSaved rack space (10% reduction in 2weeks)Reduced lead time
50%Handle peak periods with less congestion(108 positions)Better
trained and flexible workforceCapital Payback of 1.8 years 32. How
Do We Implement the Future StateVSM? Dont Wait Until Its Perfect!
Use future state VSM to highlight changes Break up the future state
into sections Develop a VSM implementation plan Tie plan to
business objectives & show savings Assign projects to team
members toimplement 33. Organizing the Lean Solutions
ProcessProblem SolutionMetal M1. Cases not metered into machines
causing jams and M1. Create space between cases with metering
device increasesDetection backup of productreliability of strapper
and metal detector&Strapping M2. Metal detector setting has to
be changed manuallyM2. Scan product to set metal detection setting
increases reliability of metal detectorP1. Product is handled
twice, once to palletize then once to P1. Rearrange high moving
product to allow case stacking in flowpick racksPalletiz-P2.
Operator walking several feet to obtain correct case ofP2. Shorten
walking distance by separating product onto shorteringproduct to
palletize conveyorsP3. Product is moved to be shrink wrapped prior
to put P3. *Automate the shrink wrapping process with conveyor
andaway automatic wrapperST1. Searching for open position for
putaway ST1. Implement W arehouse Management System for
putawayStorage ST2. Product must be rotated from top to bottom
resulting in ST2. Rearrange racking for whole pallet flow racks on
high movingRacks andseveral pallet moves productStaging ST3. Need
forklift to put bottom row away. Need ladder toST3. Remove lower
rail on certain aisles to allow pallet jack putaway pick from
second tier. instead of forklift. Lower second tier to pick height
withoutladder.O1. Pickers searching for product due to no location
systemO1. Put pick locations on pick ticket after W arehouse
ManagementOrder O2. W alking from aisle to aisle with no logical
sequence of System is installedPicking picksO2. Sort products by
frequency of pick then by weight in warehouseO3. Rotating stock to
bring oldest date to front to minimize walking O3. *Use pallet flow
racks to automatically rotate stockShippingSH1. Insufficient space
to stage multiple pallets leads to SH1. *Increase floor space for
dock staging. Long term plan would be double moves of productto
reorganize when building is expandedSH2. Operator is dedicated to
verifying picked pallet prior to SH2. Improve picking operation
through training and scanning at pick scan location with bar code
scanners.SH3. Occasionally additional product gets shipped to SH3.
Confirmation check by scanning once prior to loading truck customer
34. PROPOSED IMPROVEMENTS: Costs & Savings C y c le T im e A
nnualC o s t toP rocess P r o b le m S o l u ti o n (R e d u c e d
) S a v in g s $ I m p le m e n tM eta lM 1. C a s es n o t m et er
e d in t o m a c h in es c a u s in g ja m sM 1. C r ea te s p a c
e b etw e e n c a s es w it h m et er in g d e v ic e in c r ea s
es3 ,5 0 3 2 ,0 0 0 .3 3 m in /p a lD et e c tio na nd b a cku p o
f productr elia b ility o f s tra p p er a n d m eta l d et e c to
r& 3 ,5 0 32 0 ,0 0 0S tr a p p in gM 2. M eta l d e t e c t o
r s ettin g h a s to b e c h a n g e d M 2. S c a n p r o d u c t
to s et m eta l d et ec t io n s ettin g in c r ea s es.3 3 m in /p
a lm a n u a lly r elia b ility o f m eta l d et e c t o r P1.P r o
d u c t is h a n d le d tw ic e, o n c e to p a lle tiz e th e n
P1.* R ea r r a n g e h ig h m o v in g p r o d u c t to a llo w c
a s e s ta c k in g in 1 o p e r /y e a r *TBD*TBDo n c e t o p ic
kflo w r a c k sP a lletiz - P2.O p e r a to r w a lk in g s ev er
a l f e et to o b ta in c o r r ec tP2.S h o r t e n w a lk in g d
is ta n c e b y s o r tin g p r o d u c t b y b a r c o d e1 .3 3 m
in /p a l1 4 ,0 2 4 9 5 ,0 0 0in gc a s e o f p r o d u c t to p a
llet iz ein to c o n v e y o r z o n e s o r u s in g a v er tic a
l r ec ir c u la tin gcon vey or ( v e r t ic a l P3.P r o d u c t
is m o v e d to b e s tr e tc h w r a p p ed p r io r to c o nve yo
rs)put away P3.* A u to m a te th e s tr e tc h w r a p p in g p r
o c e s s w ith c o n v e y o r2 m in /p a l* 2 1 ,0 4 2* 6 2 5 ,0
0 0a n d a u to m a tic p a lle tizin g S T 1 . S ea r c h in g f o
r o p e n p o s itio n fo r p u ta w a yS T 1 . I m p le m e n t W
a r eh o u s e M a n a g e m e n t S y s t e m f o r p u ta w a y.7
5 m in /p a l7 ,8 9 1 ^S e e b e lo w S T 2 . P r o d u c t m u s t
b e r o ta te d fr o m to p to b o tt o m S T 2 . R ea r ra n g e r
a c k i n g f o r w h o le p a llet flo w r a c k s o n h ig h5 m
in /p a lS to r a g e r es u lt in g in s e v er a l p a lle t m o
v es m o v in g p r o d u c tR a cks a nd 2 6 ,3 0 3 4 0 ,0 0 0 S T
3 . N e e d f o r k lift to p u t b o tto m r o w a w a y . N e e d
S T 3 . L o w er s e c o n d tier to p ic k h e ig h t w ith o u t
la d d er .S ta g in g0 .3 3 m in /p a l la d d er to p ic k fr o m
s ec o n d tier .R e o r g a n iz e s h e lv in g h e ig h t to a
llo w s e v er a l S K U s to fit in S T 4 . N e e d a d d it io n
a l r a c k s p a c e f o r p r o d u c t o n e p a llet lo c a tio
n .3 ,4 7 9 3 ,0 0 0 S T 4 . A d d r a c k in g o v e r h e a d o n
p a lletiz in g lin e0 m in /p a l0 3 0 ,0 0 0 O 1. P ic k er s s
ea r c h in g f o r p r o d u c t d u e to n o lo c a tio nO 1. P u
t p ic k lo c a tio n s o n p ic k tic k et a fter W a r eh o u s
e1 0 m in /p a l1 0 5 ,2 1 0 ^ S e e b e lo wO r d ersystemM a n a
g e m e n t S y s t e m is in s ta lle dP ic k in gO 2. W a lk in g
fr o m a is le t o a is le w ith n o lo g ic a l O 2. S o r t p r o
d u c ts b y fr e q u e n c y o f p ic k th e n b y w e ig h t in5
m in /p a l5 2 ,6 0 5 ^ S e e b e lo ws e q u e n c e o f p ic k sw
a r e h o u s e to m in im iz e w a lk in g O 3. R o ta tin g s to
c k to b r in g o ld e s t d a te to fr o n tO 3. * U s e c a s e
flo w r a c k s to a u to m a tic a l ly r o ta te s to c k 1 m in
/p a l* 1 0 ,5 2 1TBD S H 1 . In s u ff ic ie n t s p a c e t o s
ta g e m u ltip le p a llets lea d sS H 1 . * I n c r e a s e flo o
r s p a c e fo r d o c k s ta g in g . L o n g te r m p la n3 m in
/p a l* 3 4 ,7 2 0TBD to d o u b le m o v e s o f p r o d u c t w o
u ld b e to r e o r g a n iz e w h e n b u ild in g is e x p a n d
e d S h ip p in g S H 2 . O p e r a to r is d ed ic a te d to v er
if y in g p ic k e d p a lletS H 2 . I m p r o v e p ic k in g o p
er a tio n th r o u g h tra in in g a n d s c a n n in g a t2 m in
/p a l2 1 ,0 4 2 ^ S e e b e lo w p r io r to s c a n p ic k lo c a
tio n w it h b a r c o d e s c a n n er s . S H 3 . O c c a s io n
a lly a d d itio n a l p r o d u c t g ets s h ip p e d to S H 3 .
C o n fir m a tio n c h ec k b y s c a n n in g o n c e p r io r to
lo a d in g tr u c k c u s to m er Increase U t iliz e s p r o b le
m S T 1 + O 1 + O 2 + S H 2 s a v in g s d a taD es ig n s o ft w a
r e, p u r c h a s e h a r d w a r e , in t e g r a te s y s t e m
s a n d1 7 .8 m in /p a l 1 8 6 ,7 4 8 2 4 0 ,0 0 0 in s ta ll o n
w a r e h o u s e flo o r .WMS O r g a n iz a tio n a l h ier a r c
h y to o s p e c ia liz e d . C a n t tra c k C r o s s tra in o p
er a to r s to fill m u ltip le r o le s d u r in g o n e s h ift.
P o o lTBDTBD h o u r s c o r r ec tly d u e t o c la s s if ic a
tio n o f w o r k er s .a ll la b o r a n d r e d u c e a s n e e d
e d . T ra c k la b o r b y g r o u p p r o d u c tiv ity v e r s
es in d iv id u a l p r o d u c tiv ity . T o t a l o f a ll p r o
je c ts w i t o u t e x p a n s i o n$ 2 3 4 ,0 8 1$ 4 3 0 ,0 0 0(
U s in g p r o b le m M 1 , M 2 , P 2 , S T 3 , S T 4 , a n d W M
Sd ata) 35. PROPOSED IMPLEMENTATION PLANWithout ExpansionPhase 1.
Simple modifications1. Remove bottom rail to allow pallet jack
access. (Target date May 2003)2. Lower second tier to remove the
need for ladder access. (May 2003)3. Match shelf size with average
pallet height to increase the number of pick locations. (May
2003)4. Change speed of conveyor in metal detection room to space
product cases properly or implement as part of palletizing
relocation. (May 2003)5. Balance flow of orders transferring from
the order pickers to verifiers during the entire shift. This can be
accomplished by training more utility operators as outlined in the
organizational restructuring matrix shown in Section 4. (May
2003)6. Label all pallet rack storage locations to begin transition
to warehouse management system(May 2003)7. Place 135 high moving
SKUs on first or second tier of the pallet rack. (May 2003) 36.
PROPOSED IMPLEMENTATION PLANWithout Expansion Phase 2. Moderate
improvements to computer system and operations 1. Implement
warehouse wide standards on order accuracy, lineitems shipped on
time, orders shipped complete. Post theresults weekly to begin
continuous improvement philosophy inwarehouse activity.(June 2003)
2. Install static racking above the existing palletizing area,
leavingsufficient head room for the palletizing operation.
(September2003) 3. Install new vertical recirculation conveyor
palletizing stationand lift tables. (September 2003) 4. Consider
implementation of CSB locator screen using movetickets if automated
scanning will be delayed. (September2003) 5. Install flow through
pallet rack on bottom tiers of existing racksto eliminate top-down
pallet rotation on high movers. (October2003) 6. Change
configuration of metal detection conveyor to scanlabels prior to
entering metal detection equipment. Use barcodescan to change
settings on the metal detector. (2004) Phase 3. Major improvements
to computer system and operations 1. Upgrade CSB system to include
Warehouse ManagementSystem for locating product and install
equipment to bar codescan case labels. (1 st quarter 2004) 37.
Warehouse AssessmentValue Stream Map (Future State) With
ExpansionBlanket Orders with Daily Releases; Supplemented with Open
Market Purchases Blanket Orders Leidys ProductionSpices
andPackagingRandomly Placed VariousHogs with Weekly orand Inventory
Control Smokehouse Materials Orders (Various Sizes)Customers
Bi-Weekly Releases(CSB System) Materials Aging DataDemand: Daily131
to 242 orders per day ProductioAvg: 167/day n1 to 2 pallets/order
Schedule 15 to 17 orders per truckDailyWeeklyWeeklyBar Code Scan
Bar Code Scan 12 to 13 trucks per day or Bi-or Bi- Daily Shipping
Orders (about Warehouse Input Inventory 1 route per truck
WeeklyWeekly& Freezer Release400) Updates (5PM) Smokehouse
Operations SmokeWrap & PackOff-Site Freezer
StorageDailyShipments Smoked (12 to 13 routes) ProductsII
MultipleMultiple1, 578K lbs Operators Operators ConveyorStagingKill
& CutWrap & Pack Metal Detection Strapping Palletizing
Order PickingOrderShipping& Storage Verification 1 to 21 to 21
to 2pallets 1 to 2Cut ProductsCut Productspalletsper I 1 to 21 to
2IpalletsI order Ipallets FIFO per Pallets Pallet
orderMultipleMultiple6 to 8 ConveyorRackOperators
OperatorsConveyor3PeopleStaging2 2Staging StorageStaging People
Dock PeoplePeople 10 cases1100 positions; 30 to 50C/T = 7 sec
Locator system,C/T = 10 to 15 5 ordersC/T = 5 min C/T = 1. 5
hoursGap casesC/T =2 secC/T = 2 sec cases per case or 6.8 A items
on firstminutes (10 pallets)C/O = 0 min C/O = 0 min C/O =2 minC/O =
1 min 3 separate min per pallet tier, additionalC/O = 0 minRel. =
95%Rel. = 95% Rel. = 95%Rel. = 90% ZonesOrder Lead Time: 2.5 to 4.4
Days Bar code scan C/O = 0 min Rel. = 85% rack above Rel. =
85%Avail. = 49.5 to Avail. = 16.5 hrs Avail. = 16.5 hrs
palletizingOrder Processing Time: 2.5 Hrs Avail. = 24.8 610K lbs 66
hrs (2 shifts) hrs (2 shifts) Scan bar codesTakt Time: 3 to 4
minutes 30 seconds 5 sec 6 minutes 2.6 to 3.5 days 8 minutes
(Freezer storage:40 seconds 40 13 minutes 10 minutes8 minutes1.5
hours seconds6.7 to 14.5 38. What Happens in the Future State VSM
With Expansion? Expand warehouse to provide staging areas Most
pallets are staged on floor not in racks Revised order picking
methodsPick from pallets not racks Robotic palletizing system based
on previously upgraded system Improved production scheduling &
planning New markets for frozen products to increase turns 39.
PROPOSED PALLETIZING & STORAGE IMPROVEMENTSexpansion1.wmf 40.
PROPOSED PALLETIZING & STAGING IMPROVEMENTS 41. The Warehouse
Improvement Cycle Assessment RecommendedMethods
(VSM)SolutionsLayout Material Handling Visual
ControlsContinuousImprovement AutomationImplementationInformationDO
IT! Plan Systems