Embed Size (px)
Citation preview

September 2011
An Industrial Minerals publication
YOUR NEXT CANADIAN LITHIUM SUPPLIER
+19252267400simbolmaterialscom
QualitySustainabilityChoice
Empowering the clean energy
economy
Simbol IM ad 8_26indd 1 82611 13656 PM
Now itrsquos time for our grinding technology For further information please call +4921153530 or visit wwwloeschecom
TO REACH A CERTAIN LEVEL OF PERFECTION IT NEEDS 3000 YEARS
AZ_A4_Hoch_2010_perfectionindd 1 20082010 101728 Uhr
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
indmincomCMGE
Mine to Market lithium production in Argentina to its use in EV batteries
Salar del Rincon Argentina
Battery Grade Lithium Carbonate
(gt995) from Argentina
Rincon Lithium Limited has purpose-built operations at Salar del Rincon to serve the needs of EV Battery materials producers The main features of Rinconrsquos production are
asymp Long-life resource at high production capacity
asymp Supply chain security through ownership of the raw materials and major reagents
asymp Reliable and consistent product quality
asymp Efficient high recovery production process
asymp Reliable delivery is afforded by local distribution warehouses
Sydney Office Mr Mike Tamlin264 George St Sydney NSW 2000 Australia
Tel +61 2 8243 2905 Fax +61 2 8243 2990Email inforinconlithiumcom
Tokyo Office Mr Kaz Machida33-14-404 Yoyogi 3 Chome Shibuya-ku
Tokyo 151-0053 Japan
Tel +81 3 5304 5410 Fax +81 3 5304 5499Email kmachidarinconlithiumcom
+19252267400simbolmaterialscom
QualitySustainabilityChoice
Empowering the clean energy
economy
Simbol IM ad 8_26indd 1 82611 13656 PM
5
Contents
Critical Materials for Green EnergywwwindmincomCMGE
Publication Manager Simon MooresEmail smooresindmincomTel +44 (0) 20 7827 6473
Advertising Manager Ismene Clarke Email iclarkeindmincomTel +44 (0) 20 7827 5252
Editorial Consultant Jessica RobertsEmail jrobertsindmincom Tel +44 (20) 7827 6019
Editorial Design Paul Rackstraw Email paulrackstrawdesigncouk
Free to all Industrial Minerals subscribersAdditional copies pound200
wwwindmincom
copy Metal Bulletin Ltd 2011 All rights reserved No part of this publication (text data or graphic) may be reproduced stored in a data retrieval system or transmit-ted in any form whatsoever or by any means (electronic mechanical photocopying recording or otherwise) without obtaining Metal BuIletin Ltdrsquos prior written consent Unauthorised andor unlicensed copying of any part of this publication is in violation of copyright law Violators may be subject to legal proceedings and liable for substantial monetary damages per infringement as well as costs and legal feesISSN 00 19-8544
Member of the audit Bureau of circulation
Trends 7 Redefining mining 9 Growing pains 10 What does green mean 15 Vertical integration of yesteryear looms
Lithium 18 The rise of Chinese lithium21 Serbian lithium under focus22 Battery bounce for lithium amp vanadium 24 Lithiumrsquos long game 28 The chemistry behind Li-ion 32 Qatar to unlock EVs with LNG blueprint
Rare earths 35 WTO no quick fix 36 Processing 101 40 Rare earths rise in Australia
Graphite 43 China refocuses on lithium-ion dominance 47 Natural graphite faces battle for Li-ionrsquos share 49 How graphite trading is changing
50 Advertisers
ContributorsJaakko Kooroshy p9Research Fellow for the Energy Environment and
Development Programme at the world-leading
think tank Chatham House London
Luka Erceg p10Founder President and CEO of Simbol Materials
a pioneering company in extracting critical battery
materials from geothermal brine
Jason Burkitt p15UK Mining Leader at London-based Pricewater-
houseCoopers a leading advisor to the global min-
ing industry
Dudley Kingsnorth p22Over 40 years experience in international mining a
world leading expert in lithium and rare earths
Christopher Reed p22Managing Director of Australia based Reed Re-
sources a lithium and vanadium development
company
FMC Corp p28Various Authors from the leading lithium producer
and cathode manufacturer
Mark Watts p35Industrial Mineralsrsquo Online News Editor specialis-
ing in criticalstrategic minerals particularly rare
earths
Kidela Capital Group p36Canada-based communications company special-
ising in the resources sector
The emergence of green energy markets is threatening to redefine what is it to be a miner The worldrsquos biggest mining corporations still operate in the familiar sense and do so on a grand global scale BHP Billiton Vale Rio Tinto - the worldrsquos big three - turn increasingly handsome profits from lower value high bulk miner-als like iron ore coal and bauxite
But niche mineral suppliers targeting green markets face differ-ent challenges entirely ndash they have to be experts in mining and chemical processing
Lithium is dominated by chemical companies such as SQM Chemetall and FMC Lithium All three players extract lithium from landlocked brine in South America using complex phase chem-istry When SQM commercialised this technology in 1996 it put most miners out of business
Emerging rare earths producers are less concerned with mining than processing technology to sepa-rate the 17 light and heavy elements central to some of the worldrsquos most important products It comes as little surprise that the most severe shortage is in heavy rare earths ndash the most technically difficult to produce
Graphite on the face of it is closer to traditional mining with well estab-lished extraction and beneficiation techniques But industry innova-tion lies in value-added products graphite made suitable for green markets such as electric vehicle (EV) batteries through chemical processing
This complexity is a far cry from mining as we know it and there is a strong feeling it has been lost on many junior miners that have scrambled in recent years to secure untapped resources of critical or strategic minerals
Recent exploration activity in North America and Europe has focused on raw materials deemed critical Driven by Chinarsquos min-eral export restrictions and a lack of new supply elsewhere gov-ernments around the world have increased their focus on these irreplaceable minerals
The lithium exploration boom on the back of EV battery potential is now calming as the serious juniors come to the fore to enter a market dominated by a handful of producers Rare earth explora-tion on the other hand continues to surge as the world battles immediate supply restrictions
Chinarsquos continuing limits on exports is suffocating global rare earth output indispensable to some of our most important
industries like petroleum refining high strength magnets and flat screen TVs
This problem is not going to vanish or solve itself either ndash China controls 95 of supply in a transitional economy that will be con-suming increasing tonnages
Graphite is another mineral that could soon go the way of lithium and rare earths While the industry is at a different stage of devel-opment ndash its many uses such as refractories car brake pads and pencils has ensured plenty of mines exist worldwide ndash grades of graphite used in lithium-ion batteries is not widespread
Spherical graphite is the highly processed material in demand that sells for $8000tonne Produced from a specific porosity of flake graphite it is not as simple as digging a ready-to-use product from the ground Many argue the world does not have enough to
supply a reasonable demand spike The situation graphite faces is one
that asks questions of lithium and rare earths On one hand you have a rush build a mine and increase mineral supply but the focus should be on developing the processing techniques to produce a consistent and suitable end product Many companies in the afore mentioned industries today have taken dec- ades to develop their proprietary technology
The few that can overcome this challenge will reap huge rewards but many will fall at this hurdle
It is high-value expertise that the mining industry is bereft of Only a handful of companies have significantly invested in their mineral and chemical processing know-how
Supply forecast models take into account the abundance of new supply of critical minerals slated to come on-stream in the next number of years But these figures do not consider whether the supply can be used in the markets that are short ndash technical grade lithium carbonate for batteries heavy rare earths for high strength magnets spherical graphite for batteries
Like China with rare earths today whoever holds the technol-ogy cards will lead the pack
Unless this is addressed across the board the problems fac-ing world supply of critical materials in green energy could be morehellip wellhellip critical than first thought
Simon Moores Publication Manager Critical Materials for Green Energysmooresindmincom
Miners need to think like chemists to get a grip on the green energy revolution
Redefining mining
Comment | Critical Materials
7
Now itrsquos time for our grinding technology For further information please call +4921153530 or visit wwwloeschecom
TO REACH A CERTAIN LEVEL OF PERFECTION IT NEEDS 3000 YEARS
AZ_A4_Hoch_2010_perfectionindd 1 20082010 101728 Uhr
In contrast to what is commonly asserted securing specialty metal supply has little to do with physical scarcity or lopsided geological distributions that hand control of these resources to a small number of countries Instead the key problem is a demand explosion has been confronting a tiny industry still in the early stages of development The sector suddenly needs to be scaled at tremendous speed if markets are to balance The result is severe growing pains
Research into specialty metals has led to the development of new materials with astonishing properties that are vastly superior to traditional materials and we are still only beginning to understand their enormous potential The revolution rare earths have brought to magnet technologies over the past two decades is just one example Industry sectors like consumer electronics aerospace chemicals and automotives require rapidly growing amounts as they apply speciality metals ever more widely
Global warming brings an added ur-gency because many green technolo-giesmdashlike wind and solar energymdashare particularly reliant on speciality metals These metals are also a key to bringing about a revolution in resource efficiency allowing us to do more with less A few ki-lograms of specialty metals can for example economise tons of steel in bridges and buildings which in turn cuts down on energy and carbon En-suring an adequate global supply is not simply a question of resolving a short-term supply crunch It is core to long-term prosperity and environmental security
Substitution and recycling are often advocated as solutions Both approaches have their merits but their potential contribu-tions to solving the specialty metals challenge are often overesti-mated New products containing specialty metals spill from RampD labs much faster than they are substituted out of existing appli-cations Meanwhile specialty metals are only now beginning to be deployed on a large scale It will often take years before large amounts of new supply become available for recycling
Bringing substantial supply of virgin material on line is therefore essential but the expansion of supply is not proceeding unim-peded Between 2005 and 2010 lithium producers globally man-aged to add less than 20 to annual output compared to over 50 for iron ore Things are even worse for the coveted rare earth neodymium For the same period supply grew less than 10 trailing demand by wide margins Estimates suggest that demand for neodymium is set to increase by another 80 by 2015 as the
permanent magnet revolution takes hold No wonder markets are panicking
Reasons for the stuttering supply response are complex but they have little to do with a lack of metal in the ground Paradoxi-cally despite splendid growth prospects investing in new supply of speciality material supply remains a very risky business A ma-jor problem lies in estimating future demand which depends on the volatile development and market penetration of emerging tech-nologies This is a huge issue in small markets where few new projects can make a major impact on aggregate supply especially
in combination with high capital requirements and long peri-ods for investment to mature Add oligopolistic com-
petition the need for challenging downstream processing capabilities murky trading struc-
tures and occasional political meddling and specialty metals become a case study of market failures par excellence
Consequently speciality metal markets have been expanding through a series of sudden booms followed by brutal busts This rollercoaster is not one for the faint-hearted and large mining companies and many mainstream investors have
been reluctant to get involved So despite the hype much needed long-term financ-
ing is still lacking which is the single biggest barrier to generating secure supply
But progress is being made Complacent down-stream industries are beginning to realize that on their
own specialty metals producers are unlikely to meet the supply challenge As result German industry giants like Siemens and Thyssen-Krupp have recently signed agreements with special-ty metal miners following in the footsteps of Korean and Japanese manufacturers like POSCO and Toyota This shares risks creates new investments and brings much-needed planning security for upstream miners and downstream manufacturers alike
Governments have also finally put specialty metals on the crowd-ed global policy agenda However the debate is still dominated by mutual finger pointing and focused on competition rather than co-operation Progress can be made by creating more transparency in markets and cooperating more actively on supply development and RampD for recycling and substitution Politicians need to realise that a reliable supply of specialty metals is in the shared interest of producing and consuming countries alike
Jaakko Kooroshy Research Fellow - Environment and Development Programme Chatham House
Niche critical material industries play catch up with rapid adoption of new technologies
Growing pains
Comment | Trends
9
verywhere we look consum-ers tell us that they want to buy green products governments
want a green economy producers are committing to green production and companies are pursuing climate capi-talism Amidst this consumer demand for lsquogreenrsquo lies the question What does green mean
Green can stand for a host of attributes from recyclable to nonpolluting to en-ergy efficient But regardless of the defi-nition only a minority of todayrsquos con-sumers will pay a premium for a green product For example some consumers pay an incremental cost of $6225 to own a Toyota Prius rather than a Toyota Corolla1 In the same way some shop-pers are willing to pay more for organi-cally grown food If all else is equal a majority of purchasers will choose the green product But most purchasersmdash
consumer or otherwisemdashwill not pay a higher price or premium
The same is true throughout industry green can refer to a companyrsquos prod-ucts or to its operations or to some sort of corporate contribution to a lo-cal community or environmental cause And that is the problem when a word like lsquogreenrsquo starts to mean everything it ends up meaning nothing The US Fed-eral Trade Commission (FTC) updated its so-called lsquogreen guidesrsquo in 2010 in an effort to put more definition around
green marketing claims and to prevent abuses But the FTC focus is mainly on consumer marketing and very little if anything is specified for companies mainly engaged in business-to-business (B2B) marketing Requirements in other markets such as the EU are more strin-gent but also skew toward consumers more than businesses
So companies are increasingly taking matters into their own hands And that means analysing the full lifecycle impli-cations of their products and managing
In a world moving towards cleaner economies industry and governments are all vying for green credentials But a lack of reliable standards threatens to undermine the truly green players Luka Erceg of Simbol Materials outlines the roadmap to defining what it means to be green from consumers to mineral producers
Trends | Defining Green
10 INDUSTRIAL MINERALS | wwwindmincom
What does green mean
their supply chain to reduce resource consumption and pollution
A consumer-driven movementConsumers are leading the movement to green So naturally producers of consumer products are leading the move to greener production If they can claim that their products are greenmdashhowever they choose to define itmdashthey will since it gives them a leg up in the marketplace
Because the definition of green is elu-sive at present even consumer-product companies are not equipped or moti-vated to pursue lsquogreennessrsquo at optimum levels Right now when they are strug-gling to capture a price premium to cover the higher cost of going green these companies generally are not pres-suring or paying their suppliers to adopt greener production methods
Clean-energy and ndashtechnology com-panies view themselves as green al-ready since they are leading the move-ment away from fossil fuels When they choose suppliers they focus on price and performancemdashnot green attributes (Although they value the positive PR that green can bring)
Material producers especially those on the upstream end of the supply chain such as raw-material produc-ers are further behind in making their operations supply chain and products greener Even those that want to mea-sure the energy and carbon footprint of their supply chain have not done so be-cause they are unclear what the metrics should be what the value is and how much it will cost
Most materials producers are not yet subject to market-based price signals for lessening the environmental impact of their operations Those who do con-sider it usually do so under regulation-based price signals
Recently some companies such as Walmart have begun to ask their sup-pliers to submit information about their environmental performance according to specific standards established by the company Although Walmart does not currently require the adoption of green-er production methods its new policies
indicate the beginning of a movement to connect consumer price signals to manufacturing
Over time Walmart will be able to collect valuable data about consumersrsquo green tastes and preferences Ultimate-ly we can expect those price signals to inform Walmartrsquos purchasing behavior And even longer term these kinds of price signals will move the entire sup-ply chain to green
These forward-looking companies calculate and report their total environ-mental footprint not only as a company but also throughout the life cycle of their products Life-cycle analysis of course requires obtaining relevant information from their supply chain
Likewise improving their numbers depends at least in part on requiring each member in the supply chain to improve its green performance Or it means changing to suppliers with more sustainable practices
We believe that over time an increas-ing number of supply-chain companies will be required by their customers to green up They may even be paid a pre-mium to do so
Defining greenBut even if the price signals that lead to economic incentives were put in place suppliers must overcome another sig-nificant obstacle first standards Or put more specifically the lack of clear veri-fiable standards
The first question is What do we mean by green The answers are all over the map with heavy consumer majorities identifying a dozen or more definitions of green We cannot develop useful standards without clearly defin-ing green
Once we define green (and of course the definition may vary from industry
to industry) we must set standards that are achievable and verifiable Again it is not that no one has proposed stan-dardsmdashquite the opposite A 2008 UK Ecolabelling study identified 469 stan-dards across 10 industry categories2
This is clearly dauntingmdashand coun-terproductive Without clear standards companies will be reluctant to invest in sustainable production
Finally we must identify third parties who can reliably validate green claims
A real-life exampleOur US-based company Simbol Ma-terials for example has developed an innovative green sustainable pro-cess to produce critical materials for
high-technology energy defence communication and industrial applica-tions Our process for extracting miner-als from geothermal brines is far superi-or environmentally to other production methods But right now because of the absence of industry standards you have to take our word for it
Unlike most other green processes it also is cost competitive This unusual vantage point enables Simbol Materials to look at green more objectively than many manufacturers since meeting green standards does not increase our costs
It allows us instead to focus on defin-ing green and the standards for greenmdashespecially upstream in the supply chain where companies like ours work
We seek to contribute to the dialogue about green helping to define it and to develop useful standards for all materi-als producers
The first order of business as we have said is defining green
Currently the word is widely used to describe something designed and constructed with minimal negative
11
ldquoThat is the problem when a word like lsquogreenrsquo starts to mean everything it ends up meaning nothingrdquo
impact to the environmentmdashideally using resources in a sustainable man-ner We agree with that definition but only as a starting point
In our business we assess green on multiple fronts First are our products used to produce something consid-ered green At Simbol Materials the answer is both yes and no For example our lithium products will be used in the batteries for electric vehicles as well as in a variety of applications from por-table consumer electronics pharmaceu-ticals to greases and glass
But the ultimate use of our products is not really under our control So we look at the sustainability of our production methods which are
bull Carbon footprint Does our process emit zero or less carbon dioxide (or other noxious emissions) than com-petitive processes
bull Waste Does our process produce less waste and less-hazardous waste than competitive processes
bull Recyclability Does our process per-mit the reuse of components such as natural resources or of the products themselves
bull Energy consumption Is our process energy efficient Is the type of energy we use greener than our competi-torsrsquo
Fortunately for Simbol Materials the answers to the above questions are all yes But the same is not true for our in-dustry as a whole
To better define what green ismdashand to develop useful standards we believe government and industry must answer the following questions
bull What are the standards for greenbull Who determines if a product is
greenbull How can we assess the value of
greenbull Will customers pay a premium for
something greenbull How much value can be captured for
a green productbull Who captures the value of green in
the supply chain
Customers shy away from green pur-chasing until they see that it can be cost-competitive Generally they believe going green requires costly compliance and monitoring programs Better stan-dards and third-party verification could assuage their fears
Unfortunately standards at the raw-materials level are still in a nascent stage and downstream customers are not ex-erting pressure on manufacturers to de-velop standards Greenpeace conducts an annual green-electronics survey and Walmart is developing a sustainability index that will apply to materials pro-ducers But that is about it
Ultimately the USA ndashindeed the world ndash will co-operate to build a clean economy This will require not only de-fining green and setting verifiable stan-dards but also finding ways to recapture the value of green in products and ser-vices And behind all this will lay long-term and consistent public policy that creates market clarity and certainty
Businesses like ours are already lay-ing the foundation
Luka Erceg is president and CEO of Simbol Materials a USA-based com-pany that is pioneering a new technique to extract the battery materials lithium manganese and zinc from geothermal brine
References 1 Manget J Roche C and Munnich F Capturing the Green Advantage for Consumer Companies Boston Consult-ing Group Inc January 20092 Cook G Chrysostomidis Y Cad-man J Wasilewski C and Wililams P Mapping and analysis of sustainable product standards Environmental Re-source Management Ltd March 2008 3 Rautner M and Harrel C Green Electronicshellip The Search Continues Results of the Green Electronics Survey Greenpeace International December 2008 4 Denend L and Plambeck EL Wal-Martrsquos Sustainability Strat-egy Stanford Graduate School of Business Stanford University April 2007
13
Source Dupont (solar panels) Vestas (wind turbines) Nissan (zero emission vehicles)
New Developments for Lithium and REE Mineral Deposits
DORFNER Analysenzentrum und Anlagenplanungsgesellschaft mbHScharhof 1 middot 92242 Hirschau GermanyFon +49 9622 82-162 anzaplandorfnercomwwwanzaplancom
ANZAPLAN is offering a complete service package that extends from state-of-the-art innovative analytical methods to processing concepts for raw materials for the high-tech industry from mineral deposit evaluation to ready-to-implement marketing concepts with a special focus on
New concepts in Lithium and REE minerals processing
Full feasibility studies and engineering
Evaluation of Lithium and REE mineral deposits
Independent from any machinery manufacturer ANZAPLAN is able to maxi-mize the customerrsquos value by offering tailor-made innovative processing solutions
Bene t from our unique pilot plant and internationally accredited laboratory
Anz_Ind_Minerals_291x216_AK4indd 1 29072011 113111 Uhr
Trends | Vertical Integration
ver the last three decades as Wall Street and management theorists encouraged companies
to focus on their core competencies the mining metals and minerals industry became less vertically integrated
Recent events however have indicated a growing trend towards the vertical in-tegration of yesteryear
Vertical integration strategies vary but recent trends show that it has been large-ly upstream as metals companies and end-users seek to add mining assets and miners add infrastructure reintroducing the question of lsquowhat makes a mining companyrsquo
Vertical integration trends have been shaped by an increase in global demand for metals and the growing importance of securing stable supplies of increas-ingly scarce resources Metals compa-nies have looked to vertically integrate primarily to secure alternative sources of raw material supply to facilitate their own continued operation Additional objectives often include gaining greater control over the price of production in-
puts and to provide future growth pros-pects
Integration exposes companies to new dimensions of market risk in different sectors of the industry and potentially decreases flexibility to react to changing market conditions It soaks up significant capital which could otherwise be de-ployed on growing the existing business
Integrating often requires MampA as or-ganic vertical growth is often impossible or impractical and deals can be risky and often do not generate the expected value Vertically integrating can stretch management into new areas of focus and could simply add too much complexity to an organisation
Despite these risks the industry is vertically integrating albeit in differ-ent ways and for different reasons The steel industry has seen considerable ver-
tical integration as producers drive for greater self-sufficiency of raw materials either due to increasingly tight supply of inputs or increasing frustration with the major minersrsquo ability to dictate price and pricing terms This strategy seeks to reduce the market power of the major iron ore producers through decreased re-liance on third-party suppliers
An example of this strategy is Arcelor-Mittal which is significantly increasing its in-house iron ore and coal business as part of a strategy to double iron ore pro-duction to 100m tpa Many other major steel companies have publicly stated their intentions to increase iron-ore and coking coal self-sufficiency
bull Taiwanrsquos China Steel plans to increase iron ore self-sufficiency from 2 to 30 by 2015
PricewaterhouseCoopersrsquo UK Mining Leader Jason Burkitt looks at the returning trend of vertical integration that is seeing downstream players acquiring strategic raw material sources
Vertical integration of yesteryear looms
15
bull POSCO targets 50 raw material self-sufficiency by 2014 and
bull Tata Steel plans to reach 100 iron ore and 50 coking coal self-suffic-iencyWhile these stated desires are clear
only time will tell whether these compa-nies and others are able to successfully and profitably deliver these strategies
Recent vertical integration has also included end-users of mining products acquiring upstream assets
Many power producers including Huadian of China and Tata Power of In-dia have made major coal mining acqui-sitions Amongst zinc smelters Nyrstar has been active in acquiring mining as-sets including their 2011 deal for Can-adarsquos Farallon Mining which increased its self-supplied zinc concentrate usage to 31
This trend will likely also apply to trad-ers as they increasingly look to build up upstream holdings seen by Glencore in their run up to a potential IPO and China Minmetals in their acquisition of assets from Oz Minerals and recent attempt for Equinox
We are beginning to see companies also look at other ways of achieving their integration objectives such as combin-
ing strategic investment and off-take or partnership agreements to lower the risk associated with integration but still reap similar benefits A number of companies have adopted this approach taking mi-nority stakes or providing initial funding to major projects
Examples include China Railwayrsquos 125 equity stake in African Minerals with a 20 year off-take agreement and JFE Steelrsquos 20 investment in the By-erwen Coal project with a long-term off-take agreement
In contrast to other miners Vale has taken a 27 stake in the Brazilian steel production assets owned by Thyssen-Krupp CSA This equity investment is combined with an exclusive iron ore supply agreement solidifying a domes-tic buyer for Valersquos Brazilian iron ore
Although vertical integration strategies vary amongst the miners generally there is no desire to increase their presence in metals manufacturing or sales Where integration has occurred the focus is primarily on infrastructure assets largely for the same motivation as described above ndash ensuring security of access to key production and transport needs Vale for example is adding a number of bulk iron ore ships to its in-house fleet
Overall trends in vertical integration reflect the changing nature of the indus-try particularly as customers are becom-ing competitors to their current suppli-ers For companies moving upstream in the quest for self-sufficiency the mines being acquired are generally not Tier one assets and are usually in the devel-opment phase
With the priority for new entrants of-ten being security of supply lower tier assets coming on stream will shift the industryrsquos cost-curve While traditional mining houses are not expected to ver-tically integrate downstream many will likely continue to integrate into infra-structure
In metals tightening supplies for raw materials and increasingly variable com-modity prices will continue to drive pro-ducers upstream either through direct ownership and control or through mi-nority ownership and strategic off-take agreements In a supply-constrained world for many companies there is no alternative
What remains to be seen is whether vertical integration can deliver sustain-able value and how the balance between miners metals companies and the mar-kets they serve will change
Clockwise Jason Burkitt PricewaterhouseCoopersrsquo UK Mining Leader BHP Billitonrsquos iron ore mining and logistics operations POSCO Steel seeking entry into the lithium market BHPrsquos Jansen Potash Project in Canada Sources PWC BHP Billiton Posco
17
hina has long bucked many global economic and industrial trends Lithium is no differ-
ent While the world in the mid-1990s became reliant on lower cost lithium derived from South American brine China continued using spodumene concentrate as its primary source
It is a trend that has not really changed and one totally at odds with global consumption patterns
Chinarsquos lithium industry has been active since the 1950s but only in the 1980s became significant following a rise in demand for consumer driven goods
Lithium was sourced from a spodumene and lepidolite mine locat-ed in the northern part of Xinjiang and Jiangxi provinces As the 1980s drew to a close imported spodumene from Australia became the main raw mate-rial source for the Chinese lithium in-dustry together with smaller quantities of spodumene from Sichuan province
This situation was turned on its head in the mid-1990s when Chilersquos SQM started to produce technical grade lith-ium carbonate priced below $2000tonne This hit most spodumene based lithium producers ndash chemical conver-tors ndash very hard and only a handful survived
Today owing to rapid market devel-opment of the lithium-ion battery and various pharmaceutical applications some entrepreneurs have started to
venture into the downstream lithium business
In the meantime mothballed spod-umene mines have been restarted in addition to new brine operations fol-lowing a lithium carbonate price rise to over the $4000tonne threshold
Limited sources downstream focus Lithium brine production is mainly lo-cated in the remote Tibet and Qinghai provinces Projects in East Tajinaier Qinghai province and Zabuye Tibet started as far back as the early 1990s before industry leaders SQM and FMC entered the marketplace
These lithium projects fell far behind their original production targets how-ever Zabuye struggled with a lack of infrastructure and difficulty in operat-ing at high altitudes Qinghairsquos lithium production was delayed due to chal-lenges removing the high magnesium content
Qinghai Lithium now has the ability to make good technical grade lithium carbonate from high magnesium-lithium ratio brine but only in limited quantities
The majority of active spodumene mines are located in Sichuan province
The reserves in this region hold Li2O contents between 1-15 and are pro-ducing spodumene concentrate with Li2O levels of 55 Most of the mines are owned by lithium chemical produc-ers as a feedstock source China has no independent spodumene supplier
A lepidolite mine located in Yichuan Jiangxi province was used to supply raw material for producing lithium hydroxide in the late-1990s for the do-mestic ceramic industry
China is now experiencing a new wave of lithium expansions in the wake of lithium-ion battery demand from portable electronics and the promise of an electric vehicle future
Chinarsquos conventional end uses for lithium include glass ceramics lithi-um-bromide absorption air-condition-ers aluminium smelting steel cast-ing protecting powder and lubricant grease
The country is experiencing growth in many of these areas particularly the glass industry a trend which is oppo-site to industry outside of Asia
Lithium processing companies in this sector are Tianqi Lithium Xinji-ang Lithium Citic Guoan and Zabuye Ganfeng Lithium is the leading pro-ducer of lithium chloride in China
Ganfeng Lithiumrsquos Wang Xiaoshen explores Chinarsquos expanding lithium industry its reliance on spodumene imports and a government-backed move towards high value exports
Rise of Chinese lithium
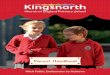
Ganfeng Lithiumrsquos revenues Chinese imports amp exports of lithium carbonate
6m
5m
4m
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
3m
2m
1m
0
US
$
8000
2006
2007
2008
2009
2010
6000
4000
2000
0
tonn
es
Export QtyImport Qty
Lithium | China
18 INDUSTRIAL MINERALS | wwwindmincom
Jiangxi province-based Ganfeng Lithium has established a leading po-sition of producing lithium metal and derivative products high purity lithi-um carbonate and lithium-fluoride for electrolyte production and other spe-cialties The company was listed on Shenzhen Stock Exchange in August 2010 ndash the first pure lithium company to be listed in China
Tianqi used to have the majority share of battery grade lithium carbon-ate in the domestic cathode market but now this is shared by Ganfeng Lithium and Pan Asia Lithium
Both Ganfeng Lithium and Tianqi are importing raw material Tianqi is 100 reliant on spodumene from Tali-son in Australia although the company has announced an investment into a fully owned spodumene mine in Sich-uan province and a holding in a pre-production project in Canada owned by Nemaska Exploration
The company has increased its num-ber of raw material sources to include concentrated lithium brine spodumene lepidolite and recycled material The use of spodumene and lepidolite are the new measurements to increase the source of lithium
It has also started securing interna-tional raw materials sources through an investment in Argentine brine de-veloper International Lithium Corp
Chinarsquos lithium industry is in a unique position and is unlike other major markets in Japan and South Ko-rea China has a large lithium chemical production capacity which often ex-ceeds domestic demand This enables the country to cope with demand in-creases while remaining competitive
With a significant VAT barrier on im-ports and exports Chinese companies are reluctant to trade outside of the countryrsquos borders
Australiarsquos Talison Lithium the worldrsquos leading spodumene miner relies on the Chinese market as its business driver An expected boom in demand resulted in an expansion of its Greenbushes mine to 320000tpa A second phase expansion has also been approved which will take concentrate
capacity to 720000 tpa and make Tali-son Lithium the worldrsquos largest lith-ium carbonate equivalent producer at 110000 tpa
Exporting higher value China is moving towards exports of higher value products across all indus-tries For example lithium battery ex-ports enjoy a 17 tax refund whereas for basic lithium chemicals it is 0 some products even have an export tax
As a result Chinese exports of higher-value lithium chemicals will increase
Consolidation in the industry will also become a rising trend Small lith-ium companies in niche markets will merge with bigger lithium players par-ticularly those publically listed with fi-nancial clout
With the high hopes for EV demand and energy storage the lithium indus-try has attracted significant investment in recent years The existing players will increase their capacities Brine projects in Qinghai and Tibet will have a significant increase in output over the next 2-3 years
Galaxy Resources will be produc-ing battery-grade lithium carbonate at its Jiangsu chemical plant using spodumene concentrate source from its Mt Cattlin mine in Australia This will be Chinarsquos first purpose built battery grade lithium plant Production from new spodumene projects will also en-ter the market soon
With the Chinese Government keen to support new energy industries Chi-na will maintain its growth status in lithium
19
ldquoConsolidation in the industry will increase small lithium companies in niche markets will merge with bigger lithium players particularly those publicly listedrdquo Wang Xiaoshen Vice Chairman and Vice Executive President of Ganfeng Lithium
20 INDUSTRIAL MINERALS | wwwindmincom
Print + Online + EventsAdvertising is published in print and online with links for maximum exposure
For advertising and editorial opportunities contactSimon Moores
Publication Manager+44 20 7827 6473 smooresindmincom
Ismene ClarkeAdvertising Manager
+44 20 7827 5252 iclarkeindmincom
BOOK NOW400
all inclusive
Building on the success of the inaugural 2010 IM Moving Minerals Roundtable Industrial Minerals announces its second Roundtable for 2011
With a focus on logistic strategies solutions and security of supply for key performance minerals in the filler and pigment refractory and oilfield markets the IM Moving Minerals Roundtable 2011 will appeal to all those in the supply chain for these key mineral commodities
Mine to Market Strategies Solutions Security
FIlleR MINeRals ReFRactORy MINeRals OIlFIeld MINeRals
NH Barbizon Palace Hotel ndash amsterdam
FILLER amp PIGMENT MINERALSmiddot calcium carbonatemiddot talcmiddot Kaolinmiddot ti-minerals
REFRACTORY MINERALSmiddot aluminosilicatesmiddot Bauxitemiddot Graphitemiddot Magnesia
OILFIELD MINERALSmiddot Barytesmiddot Bentonitemiddot Frac sandmiddot calcium chloride
to register and for sponsorshipexhibits contact Ismene Clarke
Advertisement Manager IM iclarkeindmincom
T +44 (0) 20 7827 5252
For presentations contact Mike OrsquoDriscoll
Editor IM modriscollindmincom
T +44 (0) 20 7827 6444
SPONSORS
Lithium | Jadarite
uropean lithium supply has evaded the spotlight in recent years Ex-ploration activity has focused on
Canada Australia and the USA While much debate has centered on brine
and spodumene lithium sources Rio Tinto has been developing a different lithium de-posit based on a newly discovered mineral jadarite in the eastern European country of Serbia
Serbian and American geologists work-ing for Rio Tinto discovered the deposit in 2004 near the town of Loznica They dis-covered the mineral jadarite in 2007 and Serbiarsquos Jadar basin is the only place in the world where the mineral can be found
Jadarite shot to fame when discovered as it had the exact chemical composition as the fictional mineral kryptonite from the Superman series
Due to its high lithium and borate con-centrations ndash and an assessed geological resource of more than 200m tonnes ndash Ja-dar has been ranked as one of the largest lithium deposits in the world
The deposit is geographically contained within three discrete vertically stacked zones Rio Tinto Minerals has focused its studies on the highest grade and larg-est zone called the Lower Jadarite Zone and has declared an inferred resource of 1253m tonnes with a weighted average Li2O concentration of 18 and 162m tonnes B2O3 for the lower zone only
If developed the deposit has the potential to supply more than 20 of global lithium demand
Lithium has many applications from medical uses to batteries to ceramics and aircraft alloys
The fastest growing application is lith-ium batteries for hybrid and electric cars The world market for hybrid vehicles is predicted to increase to more than 11m ve-
hicles a year by 2020 or about 23 times the market size in 2008
The deposit also contains borates Rio Tinto Minerals produces nearly 40 of the worldrsquos demand for refined borates from its mines in California and Argentina Ore from these mines is processed locally and further refining takes place in France and California The company also oper-ates shipping facilities in California the Netherlands Spain Malaysia and China as well as a global network of sales offices and stock points
Borates are essential micronutrients for all plants and boron deficiency affects almost all major crops grown around the world Without borate fertilisers crop yields and quality can be greatly reduced
Borates are also key ingredients in glass production including insulation fiberglass that keeps buildings energy-efficient tex-tile fiberglass used in windmill blades and
glass components of televisions comput-ers solar heating devices and heat resistant cookware
Rio Tinto Mineralsrsquo team is working closely with Serbiarsquos Ministry of the En-vironment Mines and Spatial Planning community members and other stakehold-ers as the Jadar project progresses
Leaders also signed a MOU with Lozni-ca Municipality reinforcing an ongoing agreement to co-operate and share infor-mation to support development of the proj-ect
At present Jadar is in the prefeasibility stage which includes research aimed to better understand the deposit pilot-testing recovery and processing methods con-ducting mining trade-off studies and col-laborating with Serbian experts to conduct the extensive environmental and socioeco-nomic analysis that lays the groundwork for efficient and responsible development
If developed production could com-mence within the next six years
Rio Tintorsquos strategy to invest in large long-term cost competitive mines means that the company operates on extended time horizons These long-term commit-ments provide opportunities to plan imple-ment and deliver sustainable contributions to social wellbeing environmental stew-ardship and economic prosperity every-where the company operates
Rio Tinto outlines its progress to commercialise lithium production from the newly discovered mineral jadarite
Serbian lithium under focus
21
Senior geologist Vladisav Eric examines a core sample of jadarite Source Rio Tinto
The profiles of lithium and vanadium have increased significantly over the last five years owing to their use in emerging battery technologies
The movement to cleaner green econ-omies relies on a reduction in fossil fuel consumption particularly oil and gas In order to achieve this industry and gov-ernments are turning to battery storage to make new electricity sources ndash such as wind and solar ndash more manageable
The rise of battery technology over the last decade has seen designs that are increasingly based on the minerals lithium and vanadium But as the tech-nology adoption gathers pace the sup-ply of these critical minerals is at risk of falling short
Lithium In 2010 the size of global lithium in-dustry (including both chemicals and minerals) was about 125000tpa of lith-ium carbonate equivalent (LCE) with a compound average growth rate of 6 pa throughout the decade
In 2000 the market was about 70000tpa and the use of lithium in batteries repre-sented 5-7 whereas the use of lithium
in batteries in 2010 was estimated at 20-25 of the market Throughout the last decade the market for lithium in batter-ies has grown at 20-25 pa ndash the battery sector has driven the industry for the last 11 years
Lithium has been studied as a cath-ode and electrolyte for both primary and re-chargeable batteries for almost a century but its reactivity proved to be a double-edged sword as it was a barrier to the development of batteries that meet todayrsquos high standards of occupational health and safety But due to the pio-neering work of Japanese and American chemists these issues are now a concern of the past
Cost has limited primary and second-ary lithium batteries until the last few years where weight and longevity were paramount Improvements in manufac-turing techniques now produce a reliable battery at a reasonable cost and resulting demand is taking off
Today lithium-based batteries are found in computers mobile phones portable audio-visual equipment power tools electric bikes and electric vehicles The overall growth of this sector in this
decade is forecast to be 25-30pa ndash a doubling of demand every three years On this basis the lithium battery sector could grow from 20-25000 tpa LCE in 2010 to 180-220000tpa in 2020 a huge proportion of a total lithium market of 240-280000tpa LCE
This rapid acceleration of anticipated growth has resulted in fears of a supply shortage
Reed Resources through the devel-opment of the Mt Marion SpodumeneLithium Project is in a position to ar-rest the looming shortfall in supply The company aims to become a preferred supplier of spodumene to the Chinese lithium carbonate industry within 12 months This is through advanced plans to participate in the downstream produc-tion of lithium chemicals for the battery industry
As with many developing technolo-gies it is China that will be leading the market in the coming years in terms of both consumption and production Chi-narsquos over-arching strategy includes
bull To become a world leader in green technologies and low carbon energy
bull To reduce dependence on oil ndash particu-larly for transport
bull Investment of significant technologi-cal and financial resources in the de-velopment of renewable energy with a focus on wind turbines backed-up by mass energy storage
bull Electric and hybrid vehicles to consti-tute at least 25 of vehicles by 2020 and 50 by 2030 to be backed up by a comprehensive system of re-charging platformsstations
bull Lithium battery power to replace lead acid powered E-Bikes as soon as prac-ticable assisted by the gradual closure of lead acid battery manufacture
For much of the past decade growth in the lithium market has been lagging the forecast of both consumers and produc-ers However in the past 12-18 months there has been a significant turnaround such that consumer and producer fore-casts are now lagging actual demand Inevitably this will lead to increased prices for lithium carbonate Roskill In-
22 INDUSTRIAL MINERALS | wwwindmincom
Lithium and vanadium rise as economies move from fossil fuels to battery technology by Dudley Kingsnorth and Chris Reed of Reed Resources
Battery bounce
Lithium | Lithium + Vanadium
formation Services is forecasting prices of $6-7000tonne in the short to medi-um term compared with present prices of $4500-5500tonne
Reed Resources and partner Mineral Resources Ltd one of Australiarsquos larg-est mining services companies is bring-ing the Mt Marion Lithium Project into production in H1 2012 Mt Marion will initially produce 200000 tpa of chemi-cal grade spodumene is totally uncon-tracted and the partners are ready to dis-cuss cooperative agreements with new and existing mineral converters
VanadiumIn 2010 the size of global vanadium industry was around 64000 tonnes or 250m lbs of vanadium pentoxide equivalent It experienced a compound average growth rate of 6 pa through-out the decade
Increasing levels of steel production over the last decade ndash particularly in China ndash have caused a structural shift upwards in vanadium pricing levels However it has not been plain sailing
The global financial crisis interrupted its day in the sun and the recovery was short lived as leading western producers
Evraz and Xstrata returned to full pro-duction and dominant Chinese producer Pangang delivered staged expansions ahead of time
In mid-2010 against the backdrop of recovering Western steel production levels and Chinese steelmakers moving to higher V-content in rebar prices fell and have moved sideways ever since Why this disconnection from steel (in-dicators) and break of this strong posi-tive correlation Leading market com-mentators opine that prices will trend up driven by growth in all the majors sources of vanadium demand Targets range from $10-18lb over the next five years
At Reed Resources we are comfort-able with the medium and long term fundamentals of the market particularly the non-steel applications Each new generation of aircraft contains more lightweight titanium alloys in response to demand for greater fuel efficiency
Another developing technology that could have major implications for va-nadium demand is the Vanadium Redox Battery (VRB) The VRB is an example of chemical storage of energy that is the storage of energy in a vanadium bearing
solution then discharging the energy through ion exchange (membrane) units The size of the tankage dictates storage capacity and the number of discharge units the power output
The beauty of this Australian inven-tion is that the number of deep discharge cycles has been measured at between 10 and 20 thousand times (or over 25 years with daily chargedischarge)
There is a limit to concentration of va-nadium in solution (a practical energy to volume limitation) 1 MWh of storage capacity requires about 60 cubic metres of solution containing 9-95 tonnes of V2O5 The largest battery seen recently in a visit to China was 2MW8MWh but they were building 5MW30MWh requiring some 270 tonnes or 600000 pounds of V2O5 The driving force be-hind this in China is the ~200bn Yuan spent on renewable energy last year Without storage approximately 70 of wind energy is typically lost
The lithium-vanadium battery is an exciting prospect Like the 57 varieties of Heinz sauces so too are the different chemistries of lithium batteries Unless another element is found the lithium-vanadium battery has the highest theo-retical voltage output (power) and en-ergy density (range)
Supporting this postulation are ex-amples from Subaru (G4E) and Audi (A2) Audi in partnership with German battery maker DBM Energy and utility Lekker Erenrgie drove an all electric A2 a record 603km on a single charge In addition its battery can be fully re-charged in 6 minutes from a standard 240V source
Chinarsquos BYD Japanrsquos GS Yuasa and the USArsquos Valence Technologies are all developing batteries based on lithium-Vanadium chemistry
Reed Resources is in the financing and approvals phase of our Barrambie Vana-dium Project Australiarsquos richest vana-dium reserve and subject to financing we aim to be in production in 201415 producing around 25m lbs a year of high-purity vanadium pentoxide
Reed Resources is an Australian lithium and vanadium development company
23
1 Lead-Acid The most economical battery for large power applications where weight is not a major consideration
2 Nickel-Cadmium Economical with a long life but are being phased out due to the toxicity of cadmium
3 Nickel-Metal Hydride Capable of delivering high density energy compared with nickel-cadmium but they do not have a long life This has been further complicated by supply doubts of a key input material rare earths which is providing impetus to the development of the lithium-ion batteries
4 Lithium-Ion The fastest growing secondary battery owing to its capability to deliver high density energy with a high power to weight ratio However the required design for adequate consumer safety means that it is not a low cost option Re-search into improved manufacturing techniques is steadily reducing the cost
5 Lithium-Ion Polymer This adaption of the lithium-ion battery is a more cost effective option possessing a higher energy density that can be manufactured in physical shapes and that are more compatible with the demands of todayrsquos portable audio-visual equipment
Major secondary batteries
Industrial Minerals Could you provide a brief overview of where Rincon Lithium is at Mike Tamlin Rincon Lithium is in transition from a development project to a commercial business Rincon Lith-ium will produce battery grade gt995 Li2CO3 with first commercial shipments to customers in early 2012 Plant com-missioning has been conducted and pro-duction is in early stabilisation phases in which attention to quality consistency and reliability has priority
Early production before optimisation work resulted in gt995 grade prod-uct Lithium carbonate will be the sole product until the commissioning of by-
product facilities that include potassium chloride
IM Industrial Minerals first re-ported on the Rincon Salar devel-opment in the early 2000s It has been a long road to get to this point What have been the main hurdles for Rincon Lithium since acquir-ing the project from Admiralty Re-sources in 2008MT The Sentient Group acquired the project in late December 2008 when the project was under-funded and develop-ment was virtually at standstill The most intense period of the development of Rincon has been in the period since then
Sentient has provided the funding that is critical to any successful project de-velopment This period has seen the con-
struction and operation of a pilot plant followed by the construction of a small capacity commercial scale plant It has also incorporated the acquisition and con-solidation of the extensive lithium sodi-um sulphate and water tenement package the will underwrite the long-term security of production at large volumes The first large capacity expansion is in feasibility planning and early design phases and the company has built and mobilised the pro-duction team
IM There have been a lot of lithi-um junior companies entering the industry since 2009 At its peak more than 100 companies owned lithium tenements What are your thoughts on this boom in interest MT The future demand from the EV
24 INDUSTRIAL MINERALS | wwwindmincom
With the race for lithium slowing focus is moving to the complex manufacture of the battery raw material lithium carbonate Industrial Minerals spoke with Rincon Lithiumrsquos general manager Mike Tamlin on why he believes only a fraction of new companies will begin production and how even less will be profitable
Lithiumrsquos long game
Lithium | Carbonate
Main picture Brine evaporation ponds in the Salar del Rincon Argentina Source Rincon Lithium
industry will need considerable expan-sion in production capacity That in turn will demand large scale capital invest-ment in new plant and resource develop-ment
Exploration and development has a long lead time so the new-found inter-est is timely That said the usual rule of thumb in resources development is that only about 10 of potential resources ever reach production and only 3 are commercially stable and profitable so the odds are stacked against more than a few of these juniors surviving
Rincon Lithium has developed the project in an orderly and thorough way to ensure that it will be a stable large ca-pacity producer for the long term
IM Does it accurately reflect the prospects of the EV industry or is it overhypedMT The potential of the EV industry is best summarised by the massive de-velopment investment by the major car-makers worldwide
The auto industry and battery manu-facturers need reliable and secure un-constrained lithium supply over the long term The lithium industry needs to re-spond in a measured and credible way that fulfils the needs of its ultimate cus-tomers
IM Has the complexity of pro-ducing a suitable and consistent lithium carbonate grade for EV batteries been underestimatedMT Very much so at the junior end and less so at the established end of the industry Rincon has been through an extensive resource development and process development phase and knows just how difficult and exhausting the de-velopment process is
Fortunately Rincon Lithium has not had the funding constraints recently that it suffered in its early days and has been able to deal with this complexity
Process development requires con-siderable time money and technical know-how Operating a production fa-cility reliably and consistently requires well organised well-funded and skilled people and technical resources
Optimising and stabilising production after commissioning takes some time to achieve the reliability needed Future demand will require production on a significantly larger scale than before re-quiring more investment even for exist-ing major producers
IM Is the price of lithium carbon-ate really as irrelevant as many say MT It may be the smallest input cost to the battery producer but the cathode manufacturer which purchases the mate-rial would have a different view
Price always matters in the commer-cial world of which lithium production cathode production and car making are integral parts Price stability is probably more important than absolute price
Price always matters to the high cost producers in any industry because the natural price floor is near the cost of the highest cost producers In that re-spect brine resources that are suitable for commercial production and are well managed have the edge over hard rock production sources
IM Is there room for a lithium brine producer in a spodumene-feedstock dominated China MT Hard rock production inherently consumes more fossil fuels emits more carbon and is generally more energy intensive than production from brine resources
There are many reasons why solar pond brine resource lithium would be a superior source in environmental terms in China as they are elsewhere There is no commercial reason to exclude pro-duction from Chinese brine resources There are several reasons associated
with difficult brine chemistry and very challenging logistics that explain why Chinese production is dominated by hard rock resources
IM Unlike other critical materials like rare earths lithium has steady supply from a number of different sources outside of China Some commentators have suggested that it should not be deemed criti-cal or strategic Would you agree with thisMT Suppliers are rarely the right peo-ple to ask if they are critical or strategic However I suspect critical or strategic should be determined by the importance of their end use rather than the supply concentration
Lithium will be a very important raw material to EV producers even though lithium resources are not limited Devel-oped viable and active lithium sources will be far fewer in number than the un-developed resource base
Concentration of supply can become a threat to supply security in some situa-tions like it has in rare earths but that is a different issue It is not the same for lithium
IM Do you think China is the deal-maker or breaker for global EV adoptionMT Making EVs more affordable is more a universal issue that could be a barrier to EV commercial success
China will be one of the important markets due to its size and the govern-ment financial support for EV adoption
IM On a global scale how impor-tant are governments to the adop-tion of EVs which at present are not cost efficient MT Governments have an important role to play However in the current financial circumstances worldwide governments in many countries appear to have limited resources to subsidise EVs
Sooner or later unit costs of EVs have to be reduced through engineering man-ufacturing improvements and economy of scale
25
ldquoLithium price stability is probably
more important than absolute pricerdquo
Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

Mine to Market lithium production in Argentina to its use in EV batteries
Salar del Rincon Argentina
Battery Grade Lithium Carbonate
(gt995) from Argentina
Rincon Lithium Limited has purpose-built operations at Salar del Rincon to serve the needs of EV Battery materials producers The main features of Rinconrsquos production are
asymp Long-life resource at high production capacity
asymp Supply chain security through ownership of the raw materials and major reagents
asymp Reliable and consistent product quality
asymp Efficient high recovery production process
asymp Reliable delivery is afforded by local distribution warehouses
Sydney Office Mr Mike Tamlin264 George St Sydney NSW 2000 Australia
Tel +61 2 8243 2905 Fax +61 2 8243 2990Email inforinconlithiumcom
Tokyo Office Mr Kaz Machida33-14-404 Yoyogi 3 Chome Shibuya-ku
Tokyo 151-0053 Japan
Tel +81 3 5304 5410 Fax +81 3 5304 5499Email kmachidarinconlithiumcom
+19252267400simbolmaterialscom
QualitySustainabilityChoice
Empowering the clean energy
economy
Simbol IM ad 8_26indd 1 82611 13656 PM
5
Contents
Critical Materials for Green EnergywwwindmincomCMGE
Publication Manager Simon MooresEmail smooresindmincomTel +44 (0) 20 7827 6473
Advertising Manager Ismene Clarke Email iclarkeindmincomTel +44 (0) 20 7827 5252
Editorial Consultant Jessica RobertsEmail jrobertsindmincom Tel +44 (20) 7827 6019
Editorial Design Paul Rackstraw Email paulrackstrawdesigncouk
Free to all Industrial Minerals subscribersAdditional copies pound200
wwwindmincom
copy Metal Bulletin Ltd 2011 All rights reserved No part of this publication (text data or graphic) may be reproduced stored in a data retrieval system or transmit-ted in any form whatsoever or by any means (electronic mechanical photocopying recording or otherwise) without obtaining Metal BuIletin Ltdrsquos prior written consent Unauthorised andor unlicensed copying of any part of this publication is in violation of copyright law Violators may be subject to legal proceedings and liable for substantial monetary damages per infringement as well as costs and legal feesISSN 00 19-8544
Member of the audit Bureau of circulation
Trends 7 Redefining mining 9 Growing pains 10 What does green mean 15 Vertical integration of yesteryear looms
Lithium 18 The rise of Chinese lithium21 Serbian lithium under focus22 Battery bounce for lithium amp vanadium 24 Lithiumrsquos long game 28 The chemistry behind Li-ion 32 Qatar to unlock EVs with LNG blueprint
Rare earths 35 WTO no quick fix 36 Processing 101 40 Rare earths rise in Australia
Graphite 43 China refocuses on lithium-ion dominance 47 Natural graphite faces battle for Li-ionrsquos share 49 How graphite trading is changing
50 Advertisers
ContributorsJaakko Kooroshy p9Research Fellow for the Energy Environment and
Development Programme at the world-leading
think tank Chatham House London
Luka Erceg p10Founder President and CEO of Simbol Materials
a pioneering company in extracting critical battery
materials from geothermal brine
Jason Burkitt p15UK Mining Leader at London-based Pricewater-
houseCoopers a leading advisor to the global min-
ing industry
Dudley Kingsnorth p22Over 40 years experience in international mining a
world leading expert in lithium and rare earths
Christopher Reed p22Managing Director of Australia based Reed Re-
sources a lithium and vanadium development
company
FMC Corp p28Various Authors from the leading lithium producer
and cathode manufacturer
Mark Watts p35Industrial Mineralsrsquo Online News Editor specialis-
ing in criticalstrategic minerals particularly rare
earths
Kidela Capital Group p36Canada-based communications company special-
ising in the resources sector
The emergence of green energy markets is threatening to redefine what is it to be a miner The worldrsquos biggest mining corporations still operate in the familiar sense and do so on a grand global scale BHP Billiton Vale Rio Tinto - the worldrsquos big three - turn increasingly handsome profits from lower value high bulk miner-als like iron ore coal and bauxite
But niche mineral suppliers targeting green markets face differ-ent challenges entirely ndash they have to be experts in mining and chemical processing
Lithium is dominated by chemical companies such as SQM Chemetall and FMC Lithium All three players extract lithium from landlocked brine in South America using complex phase chem-istry When SQM commercialised this technology in 1996 it put most miners out of business
Emerging rare earths producers are less concerned with mining than processing technology to sepa-rate the 17 light and heavy elements central to some of the worldrsquos most important products It comes as little surprise that the most severe shortage is in heavy rare earths ndash the most technically difficult to produce
Graphite on the face of it is closer to traditional mining with well estab-lished extraction and beneficiation techniques But industry innova-tion lies in value-added products graphite made suitable for green markets such as electric vehicle (EV) batteries through chemical processing
This complexity is a far cry from mining as we know it and there is a strong feeling it has been lost on many junior miners that have scrambled in recent years to secure untapped resources of critical or strategic minerals
Recent exploration activity in North America and Europe has focused on raw materials deemed critical Driven by Chinarsquos min-eral export restrictions and a lack of new supply elsewhere gov-ernments around the world have increased their focus on these irreplaceable minerals
The lithium exploration boom on the back of EV battery potential is now calming as the serious juniors come to the fore to enter a market dominated by a handful of producers Rare earth explora-tion on the other hand continues to surge as the world battles immediate supply restrictions
Chinarsquos continuing limits on exports is suffocating global rare earth output indispensable to some of our most important
industries like petroleum refining high strength magnets and flat screen TVs
This problem is not going to vanish or solve itself either ndash China controls 95 of supply in a transitional economy that will be con-suming increasing tonnages
Graphite is another mineral that could soon go the way of lithium and rare earths While the industry is at a different stage of devel-opment ndash its many uses such as refractories car brake pads and pencils has ensured plenty of mines exist worldwide ndash grades of graphite used in lithium-ion batteries is not widespread
Spherical graphite is the highly processed material in demand that sells for $8000tonne Produced from a specific porosity of flake graphite it is not as simple as digging a ready-to-use product from the ground Many argue the world does not have enough to
supply a reasonable demand spike The situation graphite faces is one
that asks questions of lithium and rare earths On one hand you have a rush build a mine and increase mineral supply but the focus should be on developing the processing techniques to produce a consistent and suitable end product Many companies in the afore mentioned industries today have taken dec- ades to develop their proprietary technology
The few that can overcome this challenge will reap huge rewards but many will fall at this hurdle
It is high-value expertise that the mining industry is bereft of Only a handful of companies have significantly invested in their mineral and chemical processing know-how
Supply forecast models take into account the abundance of new supply of critical minerals slated to come on-stream in the next number of years But these figures do not consider whether the supply can be used in the markets that are short ndash technical grade lithium carbonate for batteries heavy rare earths for high strength magnets spherical graphite for batteries
Like China with rare earths today whoever holds the technol-ogy cards will lead the pack
Unless this is addressed across the board the problems fac-ing world supply of critical materials in green energy could be morehellip wellhellip critical than first thought
Simon Moores Publication Manager Critical Materials for Green Energysmooresindmincom
Miners need to think like chemists to get a grip on the green energy revolution
Redefining mining
Comment | Critical Materials
7
Now itrsquos time for our grinding technology For further information please call +4921153530 or visit wwwloeschecom
TO REACH A CERTAIN LEVEL OF PERFECTION IT NEEDS 3000 YEARS
AZ_A4_Hoch_2010_perfectionindd 1 20082010 101728 Uhr
In contrast to what is commonly asserted securing specialty metal supply has little to do with physical scarcity or lopsided geological distributions that hand control of these resources to a small number of countries Instead the key problem is a demand explosion has been confronting a tiny industry still in the early stages of development The sector suddenly needs to be scaled at tremendous speed if markets are to balance The result is severe growing pains
Research into specialty metals has led to the development of new materials with astonishing properties that are vastly superior to traditional materials and we are still only beginning to understand their enormous potential The revolution rare earths have brought to magnet technologies over the past two decades is just one example Industry sectors like consumer electronics aerospace chemicals and automotives require rapidly growing amounts as they apply speciality metals ever more widely
Global warming brings an added ur-gency because many green technolo-giesmdashlike wind and solar energymdashare particularly reliant on speciality metals These metals are also a key to bringing about a revolution in resource efficiency allowing us to do more with less A few ki-lograms of specialty metals can for example economise tons of steel in bridges and buildings which in turn cuts down on energy and carbon En-suring an adequate global supply is not simply a question of resolving a short-term supply crunch It is core to long-term prosperity and environmental security
Substitution and recycling are often advocated as solutions Both approaches have their merits but their potential contribu-tions to solving the specialty metals challenge are often overesti-mated New products containing specialty metals spill from RampD labs much faster than they are substituted out of existing appli-cations Meanwhile specialty metals are only now beginning to be deployed on a large scale It will often take years before large amounts of new supply become available for recycling
Bringing substantial supply of virgin material on line is therefore essential but the expansion of supply is not proceeding unim-peded Between 2005 and 2010 lithium producers globally man-aged to add less than 20 to annual output compared to over 50 for iron ore Things are even worse for the coveted rare earth neodymium For the same period supply grew less than 10 trailing demand by wide margins Estimates suggest that demand for neodymium is set to increase by another 80 by 2015 as the
permanent magnet revolution takes hold No wonder markets are panicking
Reasons for the stuttering supply response are complex but they have little to do with a lack of metal in the ground Paradoxi-cally despite splendid growth prospects investing in new supply of speciality material supply remains a very risky business A ma-jor problem lies in estimating future demand which depends on the volatile development and market penetration of emerging tech-nologies This is a huge issue in small markets where few new projects can make a major impact on aggregate supply especially
in combination with high capital requirements and long peri-ods for investment to mature Add oligopolistic com-
petition the need for challenging downstream processing capabilities murky trading struc-
tures and occasional political meddling and specialty metals become a case study of market failures par excellence
Consequently speciality metal markets have been expanding through a series of sudden booms followed by brutal busts This rollercoaster is not one for the faint-hearted and large mining companies and many mainstream investors have
been reluctant to get involved So despite the hype much needed long-term financ-
ing is still lacking which is the single biggest barrier to generating secure supply
But progress is being made Complacent down-stream industries are beginning to realize that on their
own specialty metals producers are unlikely to meet the supply challenge As result German industry giants like Siemens and Thyssen-Krupp have recently signed agreements with special-ty metal miners following in the footsteps of Korean and Japanese manufacturers like POSCO and Toyota This shares risks creates new investments and brings much-needed planning security for upstream miners and downstream manufacturers alike
Governments have also finally put specialty metals on the crowd-ed global policy agenda However the debate is still dominated by mutual finger pointing and focused on competition rather than co-operation Progress can be made by creating more transparency in markets and cooperating more actively on supply development and RampD for recycling and substitution Politicians need to realise that a reliable supply of specialty metals is in the shared interest of producing and consuming countries alike
Jaakko Kooroshy Research Fellow - Environment and Development Programme Chatham House
Niche critical material industries play catch up with rapid adoption of new technologies
Growing pains
Comment | Trends
9
verywhere we look consum-ers tell us that they want to buy green products governments
want a green economy producers are committing to green production and companies are pursuing climate capi-talism Amidst this consumer demand for lsquogreenrsquo lies the question What does green mean
Green can stand for a host of attributes from recyclable to nonpolluting to en-ergy efficient But regardless of the defi-nition only a minority of todayrsquos con-sumers will pay a premium for a green product For example some consumers pay an incremental cost of $6225 to own a Toyota Prius rather than a Toyota Corolla1 In the same way some shop-pers are willing to pay more for organi-cally grown food If all else is equal a majority of purchasers will choose the green product But most purchasersmdash
consumer or otherwisemdashwill not pay a higher price or premium
The same is true throughout industry green can refer to a companyrsquos prod-ucts or to its operations or to some sort of corporate contribution to a lo-cal community or environmental cause And that is the problem when a word like lsquogreenrsquo starts to mean everything it ends up meaning nothing The US Fed-eral Trade Commission (FTC) updated its so-called lsquogreen guidesrsquo in 2010 in an effort to put more definition around
green marketing claims and to prevent abuses But the FTC focus is mainly on consumer marketing and very little if anything is specified for companies mainly engaged in business-to-business (B2B) marketing Requirements in other markets such as the EU are more strin-gent but also skew toward consumers more than businesses
So companies are increasingly taking matters into their own hands And that means analysing the full lifecycle impli-cations of their products and managing
In a world moving towards cleaner economies industry and governments are all vying for green credentials But a lack of reliable standards threatens to undermine the truly green players Luka Erceg of Simbol Materials outlines the roadmap to defining what it means to be green from consumers to mineral producers
Trends | Defining Green
10 INDUSTRIAL MINERALS | wwwindmincom
What does green mean
their supply chain to reduce resource consumption and pollution
A consumer-driven movementConsumers are leading the movement to green So naturally producers of consumer products are leading the move to greener production If they can claim that their products are greenmdashhowever they choose to define itmdashthey will since it gives them a leg up in the marketplace
Because the definition of green is elu-sive at present even consumer-product companies are not equipped or moti-vated to pursue lsquogreennessrsquo at optimum levels Right now when they are strug-gling to capture a price premium to cover the higher cost of going green these companies generally are not pres-suring or paying their suppliers to adopt greener production methods
Clean-energy and ndashtechnology com-panies view themselves as green al-ready since they are leading the move-ment away from fossil fuels When they choose suppliers they focus on price and performancemdashnot green attributes (Although they value the positive PR that green can bring)
Material producers especially those on the upstream end of the supply chain such as raw-material produc-ers are further behind in making their operations supply chain and products greener Even those that want to mea-sure the energy and carbon footprint of their supply chain have not done so be-cause they are unclear what the metrics should be what the value is and how much it will cost
Most materials producers are not yet subject to market-based price signals for lessening the environmental impact of their operations Those who do con-sider it usually do so under regulation-based price signals
Recently some companies such as Walmart have begun to ask their sup-pliers to submit information about their environmental performance according to specific standards established by the company Although Walmart does not currently require the adoption of green-er production methods its new policies
indicate the beginning of a movement to connect consumer price signals to manufacturing
Over time Walmart will be able to collect valuable data about consumersrsquo green tastes and preferences Ultimate-ly we can expect those price signals to inform Walmartrsquos purchasing behavior And even longer term these kinds of price signals will move the entire sup-ply chain to green
These forward-looking companies calculate and report their total environ-mental footprint not only as a company but also throughout the life cycle of their products Life-cycle analysis of course requires obtaining relevant information from their supply chain
Likewise improving their numbers depends at least in part on requiring each member in the supply chain to improve its green performance Or it means changing to suppliers with more sustainable practices
We believe that over time an increas-ing number of supply-chain companies will be required by their customers to green up They may even be paid a pre-mium to do so
Defining greenBut even if the price signals that lead to economic incentives were put in place suppliers must overcome another sig-nificant obstacle first standards Or put more specifically the lack of clear veri-fiable standards
The first question is What do we mean by green The answers are all over the map with heavy consumer majorities identifying a dozen or more definitions of green We cannot develop useful standards without clearly defin-ing green
Once we define green (and of course the definition may vary from industry
to industry) we must set standards that are achievable and verifiable Again it is not that no one has proposed stan-dardsmdashquite the opposite A 2008 UK Ecolabelling study identified 469 stan-dards across 10 industry categories2
This is clearly dauntingmdashand coun-terproductive Without clear standards companies will be reluctant to invest in sustainable production
Finally we must identify third parties who can reliably validate green claims
A real-life exampleOur US-based company Simbol Ma-terials for example has developed an innovative green sustainable pro-cess to produce critical materials for
high-technology energy defence communication and industrial applica-tions Our process for extracting miner-als from geothermal brines is far superi-or environmentally to other production methods But right now because of the absence of industry standards you have to take our word for it
Unlike most other green processes it also is cost competitive This unusual vantage point enables Simbol Materials to look at green more objectively than many manufacturers since meeting green standards does not increase our costs
It allows us instead to focus on defin-ing green and the standards for greenmdashespecially upstream in the supply chain where companies like ours work
We seek to contribute to the dialogue about green helping to define it and to develop useful standards for all materi-als producers
The first order of business as we have said is defining green
Currently the word is widely used to describe something designed and constructed with minimal negative
11
ldquoThat is the problem when a word like lsquogreenrsquo starts to mean everything it ends up meaning nothingrdquo
impact to the environmentmdashideally using resources in a sustainable man-ner We agree with that definition but only as a starting point
In our business we assess green on multiple fronts First are our products used to produce something consid-ered green At Simbol Materials the answer is both yes and no For example our lithium products will be used in the batteries for electric vehicles as well as in a variety of applications from por-table consumer electronics pharmaceu-ticals to greases and glass
But the ultimate use of our products is not really under our control So we look at the sustainability of our production methods which are
bull Carbon footprint Does our process emit zero or less carbon dioxide (or other noxious emissions) than com-petitive processes
bull Waste Does our process produce less waste and less-hazardous waste than competitive processes
bull Recyclability Does our process per-mit the reuse of components such as natural resources or of the products themselves
bull Energy consumption Is our process energy efficient Is the type of energy we use greener than our competi-torsrsquo
Fortunately for Simbol Materials the answers to the above questions are all yes But the same is not true for our in-dustry as a whole
To better define what green ismdashand to develop useful standards we believe government and industry must answer the following questions
bull What are the standards for greenbull Who determines if a product is
greenbull How can we assess the value of
greenbull Will customers pay a premium for
something greenbull How much value can be captured for
a green productbull Who captures the value of green in
the supply chain
Customers shy away from green pur-chasing until they see that it can be cost-competitive Generally they believe going green requires costly compliance and monitoring programs Better stan-dards and third-party verification could assuage their fears
Unfortunately standards at the raw-materials level are still in a nascent stage and downstream customers are not ex-erting pressure on manufacturers to de-velop standards Greenpeace conducts an annual green-electronics survey and Walmart is developing a sustainability index that will apply to materials pro-ducers But that is about it
Ultimately the USA ndashindeed the world ndash will co-operate to build a clean economy This will require not only de-fining green and setting verifiable stan-dards but also finding ways to recapture the value of green in products and ser-vices And behind all this will lay long-term and consistent public policy that creates market clarity and certainty
Businesses like ours are already lay-ing the foundation
Luka Erceg is president and CEO of Simbol Materials a USA-based com-pany that is pioneering a new technique to extract the battery materials lithium manganese and zinc from geothermal brine
References 1 Manget J Roche C and Munnich F Capturing the Green Advantage for Consumer Companies Boston Consult-ing Group Inc January 20092 Cook G Chrysostomidis Y Cad-man J Wasilewski C and Wililams P Mapping and analysis of sustainable product standards Environmental Re-source Management Ltd March 2008 3 Rautner M and Harrel C Green Electronicshellip The Search Continues Results of the Green Electronics Survey Greenpeace International December 2008 4 Denend L and Plambeck EL Wal-Martrsquos Sustainability Strat-egy Stanford Graduate School of Business Stanford University April 2007
13
Source Dupont (solar panels) Vestas (wind turbines) Nissan (zero emission vehicles)
New Developments for Lithium and REE Mineral Deposits
DORFNER Analysenzentrum und Anlagenplanungsgesellschaft mbHScharhof 1 middot 92242 Hirschau GermanyFon +49 9622 82-162 anzaplandorfnercomwwwanzaplancom
ANZAPLAN is offering a complete service package that extends from state-of-the-art innovative analytical methods to processing concepts for raw materials for the high-tech industry from mineral deposit evaluation to ready-to-implement marketing concepts with a special focus on
New concepts in Lithium and REE minerals processing
Full feasibility studies and engineering
Evaluation of Lithium and REE mineral deposits
Independent from any machinery manufacturer ANZAPLAN is able to maxi-mize the customerrsquos value by offering tailor-made innovative processing solutions
Bene t from our unique pilot plant and internationally accredited laboratory
Anz_Ind_Minerals_291x216_AK4indd 1 29072011 113111 Uhr
Trends | Vertical Integration
ver the last three decades as Wall Street and management theorists encouraged companies
to focus on their core competencies the mining metals and minerals industry became less vertically integrated
Recent events however have indicated a growing trend towards the vertical in-tegration of yesteryear
Vertical integration strategies vary but recent trends show that it has been large-ly upstream as metals companies and end-users seek to add mining assets and miners add infrastructure reintroducing the question of lsquowhat makes a mining companyrsquo
Vertical integration trends have been shaped by an increase in global demand for metals and the growing importance of securing stable supplies of increas-ingly scarce resources Metals compa-nies have looked to vertically integrate primarily to secure alternative sources of raw material supply to facilitate their own continued operation Additional objectives often include gaining greater control over the price of production in-
puts and to provide future growth pros-pects
Integration exposes companies to new dimensions of market risk in different sectors of the industry and potentially decreases flexibility to react to changing market conditions It soaks up significant capital which could otherwise be de-ployed on growing the existing business
Integrating often requires MampA as or-ganic vertical growth is often impossible or impractical and deals can be risky and often do not generate the expected value Vertically integrating can stretch management into new areas of focus and could simply add too much complexity to an organisation
Despite these risks the industry is vertically integrating albeit in differ-ent ways and for different reasons The steel industry has seen considerable ver-
tical integration as producers drive for greater self-sufficiency of raw materials either due to increasingly tight supply of inputs or increasing frustration with the major minersrsquo ability to dictate price and pricing terms This strategy seeks to reduce the market power of the major iron ore producers through decreased re-liance on third-party suppliers
An example of this strategy is Arcelor-Mittal which is significantly increasing its in-house iron ore and coal business as part of a strategy to double iron ore pro-duction to 100m tpa Many other major steel companies have publicly stated their intentions to increase iron-ore and coking coal self-sufficiency
bull Taiwanrsquos China Steel plans to increase iron ore self-sufficiency from 2 to 30 by 2015
PricewaterhouseCoopersrsquo UK Mining Leader Jason Burkitt looks at the returning trend of vertical integration that is seeing downstream players acquiring strategic raw material sources
Vertical integration of yesteryear looms
15
bull POSCO targets 50 raw material self-sufficiency by 2014 and
bull Tata Steel plans to reach 100 iron ore and 50 coking coal self-suffic-iencyWhile these stated desires are clear
only time will tell whether these compa-nies and others are able to successfully and profitably deliver these strategies
Recent vertical integration has also included end-users of mining products acquiring upstream assets
Many power producers including Huadian of China and Tata Power of In-dia have made major coal mining acqui-sitions Amongst zinc smelters Nyrstar has been active in acquiring mining as-sets including their 2011 deal for Can-adarsquos Farallon Mining which increased its self-supplied zinc concentrate usage to 31
This trend will likely also apply to trad-ers as they increasingly look to build up upstream holdings seen by Glencore in their run up to a potential IPO and China Minmetals in their acquisition of assets from Oz Minerals and recent attempt for Equinox
We are beginning to see companies also look at other ways of achieving their integration objectives such as combin-
ing strategic investment and off-take or partnership agreements to lower the risk associated with integration but still reap similar benefits A number of companies have adopted this approach taking mi-nority stakes or providing initial funding to major projects
Examples include China Railwayrsquos 125 equity stake in African Minerals with a 20 year off-take agreement and JFE Steelrsquos 20 investment in the By-erwen Coal project with a long-term off-take agreement
In contrast to other miners Vale has taken a 27 stake in the Brazilian steel production assets owned by Thyssen-Krupp CSA This equity investment is combined with an exclusive iron ore supply agreement solidifying a domes-tic buyer for Valersquos Brazilian iron ore
Although vertical integration strategies vary amongst the miners generally there is no desire to increase their presence in metals manufacturing or sales Where integration has occurred the focus is primarily on infrastructure assets largely for the same motivation as described above ndash ensuring security of access to key production and transport needs Vale for example is adding a number of bulk iron ore ships to its in-house fleet
Overall trends in vertical integration reflect the changing nature of the indus-try particularly as customers are becom-ing competitors to their current suppli-ers For companies moving upstream in the quest for self-sufficiency the mines being acquired are generally not Tier one assets and are usually in the devel-opment phase
With the priority for new entrants of-ten being security of supply lower tier assets coming on stream will shift the industryrsquos cost-curve While traditional mining houses are not expected to ver-tically integrate downstream many will likely continue to integrate into infra-structure
In metals tightening supplies for raw materials and increasingly variable com-modity prices will continue to drive pro-ducers upstream either through direct ownership and control or through mi-nority ownership and strategic off-take agreements In a supply-constrained world for many companies there is no alternative
What remains to be seen is whether vertical integration can deliver sustain-able value and how the balance between miners metals companies and the mar-kets they serve will change
Clockwise Jason Burkitt PricewaterhouseCoopersrsquo UK Mining Leader BHP Billitonrsquos iron ore mining and logistics operations POSCO Steel seeking entry into the lithium market BHPrsquos Jansen Potash Project in Canada Sources PWC BHP Billiton Posco
17
hina has long bucked many global economic and industrial trends Lithium is no differ-
ent While the world in the mid-1990s became reliant on lower cost lithium derived from South American brine China continued using spodumene concentrate as its primary source
It is a trend that has not really changed and one totally at odds with global consumption patterns
Chinarsquos lithium industry has been active since the 1950s but only in the 1980s became significant following a rise in demand for consumer driven goods
Lithium was sourced from a spodumene and lepidolite mine locat-ed in the northern part of Xinjiang and Jiangxi provinces As the 1980s drew to a close imported spodumene from Australia became the main raw mate-rial source for the Chinese lithium in-dustry together with smaller quantities of spodumene from Sichuan province
This situation was turned on its head in the mid-1990s when Chilersquos SQM started to produce technical grade lith-ium carbonate priced below $2000tonne This hit most spodumene based lithium producers ndash chemical conver-tors ndash very hard and only a handful survived
Today owing to rapid market devel-opment of the lithium-ion battery and various pharmaceutical applications some entrepreneurs have started to
venture into the downstream lithium business
In the meantime mothballed spod-umene mines have been restarted in addition to new brine operations fol-lowing a lithium carbonate price rise to over the $4000tonne threshold
Limited sources downstream focus Lithium brine production is mainly lo-cated in the remote Tibet and Qinghai provinces Projects in East Tajinaier Qinghai province and Zabuye Tibet started as far back as the early 1990s before industry leaders SQM and FMC entered the marketplace
These lithium projects fell far behind their original production targets how-ever Zabuye struggled with a lack of infrastructure and difficulty in operat-ing at high altitudes Qinghairsquos lithium production was delayed due to chal-lenges removing the high magnesium content
Qinghai Lithium now has the ability to make good technical grade lithium carbonate from high magnesium-lithium ratio brine but only in limited quantities
The majority of active spodumene mines are located in Sichuan province
The reserves in this region hold Li2O contents between 1-15 and are pro-ducing spodumene concentrate with Li2O levels of 55 Most of the mines are owned by lithium chemical produc-ers as a feedstock source China has no independent spodumene supplier
A lepidolite mine located in Yichuan Jiangxi province was used to supply raw material for producing lithium hydroxide in the late-1990s for the do-mestic ceramic industry
China is now experiencing a new wave of lithium expansions in the wake of lithium-ion battery demand from portable electronics and the promise of an electric vehicle future
Chinarsquos conventional end uses for lithium include glass ceramics lithi-um-bromide absorption air-condition-ers aluminium smelting steel cast-ing protecting powder and lubricant grease
The country is experiencing growth in many of these areas particularly the glass industry a trend which is oppo-site to industry outside of Asia
Lithium processing companies in this sector are Tianqi Lithium Xinji-ang Lithium Citic Guoan and Zabuye Ganfeng Lithium is the leading pro-ducer of lithium chloride in China
Ganfeng Lithiumrsquos Wang Xiaoshen explores Chinarsquos expanding lithium industry its reliance on spodumene imports and a government-backed move towards high value exports
Rise of Chinese lithium
Ganfeng Lithiumrsquos revenues Chinese imports amp exports of lithium carbonate
6m
5m
4m
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
3m
2m
1m
0
US
$
8000
2006
2007
2008
2009
2010
6000
4000
2000
0
tonn
es
Export QtyImport Qty
Lithium | China
18 INDUSTRIAL MINERALS | wwwindmincom
Jiangxi province-based Ganfeng Lithium has established a leading po-sition of producing lithium metal and derivative products high purity lithi-um carbonate and lithium-fluoride for electrolyte production and other spe-cialties The company was listed on Shenzhen Stock Exchange in August 2010 ndash the first pure lithium company to be listed in China
Tianqi used to have the majority share of battery grade lithium carbon-ate in the domestic cathode market but now this is shared by Ganfeng Lithium and Pan Asia Lithium
Both Ganfeng Lithium and Tianqi are importing raw material Tianqi is 100 reliant on spodumene from Tali-son in Australia although the company has announced an investment into a fully owned spodumene mine in Sich-uan province and a holding in a pre-production project in Canada owned by Nemaska Exploration
The company has increased its num-ber of raw material sources to include concentrated lithium brine spodumene lepidolite and recycled material The use of spodumene and lepidolite are the new measurements to increase the source of lithium
It has also started securing interna-tional raw materials sources through an investment in Argentine brine de-veloper International Lithium Corp
Chinarsquos lithium industry is in a unique position and is unlike other major markets in Japan and South Ko-rea China has a large lithium chemical production capacity which often ex-ceeds domestic demand This enables the country to cope with demand in-creases while remaining competitive
With a significant VAT barrier on im-ports and exports Chinese companies are reluctant to trade outside of the countryrsquos borders
Australiarsquos Talison Lithium the worldrsquos leading spodumene miner relies on the Chinese market as its business driver An expected boom in demand resulted in an expansion of its Greenbushes mine to 320000tpa A second phase expansion has also been approved which will take concentrate
capacity to 720000 tpa and make Tali-son Lithium the worldrsquos largest lith-ium carbonate equivalent producer at 110000 tpa
Exporting higher value China is moving towards exports of higher value products across all indus-tries For example lithium battery ex-ports enjoy a 17 tax refund whereas for basic lithium chemicals it is 0 some products even have an export tax
As a result Chinese exports of higher-value lithium chemicals will increase
Consolidation in the industry will also become a rising trend Small lith-ium companies in niche markets will merge with bigger lithium players par-ticularly those publically listed with fi-nancial clout
With the high hopes for EV demand and energy storage the lithium indus-try has attracted significant investment in recent years The existing players will increase their capacities Brine projects in Qinghai and Tibet will have a significant increase in output over the next 2-3 years
Galaxy Resources will be produc-ing battery-grade lithium carbonate at its Jiangsu chemical plant using spodumene concentrate source from its Mt Cattlin mine in Australia This will be Chinarsquos first purpose built battery grade lithium plant Production from new spodumene projects will also en-ter the market soon
With the Chinese Government keen to support new energy industries Chi-na will maintain its growth status in lithium
19
ldquoConsolidation in the industry will increase small lithium companies in niche markets will merge with bigger lithium players particularly those publicly listedrdquo Wang Xiaoshen Vice Chairman and Vice Executive President of Ganfeng Lithium
20 INDUSTRIAL MINERALS | wwwindmincom
Print + Online + EventsAdvertising is published in print and online with links for maximum exposure
For advertising and editorial opportunities contactSimon Moores
Publication Manager+44 20 7827 6473 smooresindmincom
Ismene ClarkeAdvertising Manager
+44 20 7827 5252 iclarkeindmincom
BOOK NOW400
all inclusive
Building on the success of the inaugural 2010 IM Moving Minerals Roundtable Industrial Minerals announces its second Roundtable for 2011
With a focus on logistic strategies solutions and security of supply for key performance minerals in the filler and pigment refractory and oilfield markets the IM Moving Minerals Roundtable 2011 will appeal to all those in the supply chain for these key mineral commodities
Mine to Market Strategies Solutions Security
FIlleR MINeRals ReFRactORy MINeRals OIlFIeld MINeRals
NH Barbizon Palace Hotel ndash amsterdam
FILLER amp PIGMENT MINERALSmiddot calcium carbonatemiddot talcmiddot Kaolinmiddot ti-minerals
REFRACTORY MINERALSmiddot aluminosilicatesmiddot Bauxitemiddot Graphitemiddot Magnesia
OILFIELD MINERALSmiddot Barytesmiddot Bentonitemiddot Frac sandmiddot calcium chloride
to register and for sponsorshipexhibits contact Ismene Clarke
Advertisement Manager IM iclarkeindmincom
T +44 (0) 20 7827 5252
For presentations contact Mike OrsquoDriscoll
Editor IM modriscollindmincom
T +44 (0) 20 7827 6444
SPONSORS
Lithium | Jadarite
uropean lithium supply has evaded the spotlight in recent years Ex-ploration activity has focused on
Canada Australia and the USA While much debate has centered on brine
and spodumene lithium sources Rio Tinto has been developing a different lithium de-posit based on a newly discovered mineral jadarite in the eastern European country of Serbia
Serbian and American geologists work-ing for Rio Tinto discovered the deposit in 2004 near the town of Loznica They dis-covered the mineral jadarite in 2007 and Serbiarsquos Jadar basin is the only place in the world where the mineral can be found
Jadarite shot to fame when discovered as it had the exact chemical composition as the fictional mineral kryptonite from the Superman series
Due to its high lithium and borate con-centrations ndash and an assessed geological resource of more than 200m tonnes ndash Ja-dar has been ranked as one of the largest lithium deposits in the world
The deposit is geographically contained within three discrete vertically stacked zones Rio Tinto Minerals has focused its studies on the highest grade and larg-est zone called the Lower Jadarite Zone and has declared an inferred resource of 1253m tonnes with a weighted average Li2O concentration of 18 and 162m tonnes B2O3 for the lower zone only
If developed the deposit has the potential to supply more than 20 of global lithium demand
Lithium has many applications from medical uses to batteries to ceramics and aircraft alloys
The fastest growing application is lith-ium batteries for hybrid and electric cars The world market for hybrid vehicles is predicted to increase to more than 11m ve-
hicles a year by 2020 or about 23 times the market size in 2008
The deposit also contains borates Rio Tinto Minerals produces nearly 40 of the worldrsquos demand for refined borates from its mines in California and Argentina Ore from these mines is processed locally and further refining takes place in France and California The company also oper-ates shipping facilities in California the Netherlands Spain Malaysia and China as well as a global network of sales offices and stock points
Borates are essential micronutrients for all plants and boron deficiency affects almost all major crops grown around the world Without borate fertilisers crop yields and quality can be greatly reduced
Borates are also key ingredients in glass production including insulation fiberglass that keeps buildings energy-efficient tex-tile fiberglass used in windmill blades and
glass components of televisions comput-ers solar heating devices and heat resistant cookware
Rio Tinto Mineralsrsquo team is working closely with Serbiarsquos Ministry of the En-vironment Mines and Spatial Planning community members and other stakehold-ers as the Jadar project progresses
Leaders also signed a MOU with Lozni-ca Municipality reinforcing an ongoing agreement to co-operate and share infor-mation to support development of the proj-ect
At present Jadar is in the prefeasibility stage which includes research aimed to better understand the deposit pilot-testing recovery and processing methods con-ducting mining trade-off studies and col-laborating with Serbian experts to conduct the extensive environmental and socioeco-nomic analysis that lays the groundwork for efficient and responsible development
If developed production could com-mence within the next six years
Rio Tintorsquos strategy to invest in large long-term cost competitive mines means that the company operates on extended time horizons These long-term commit-ments provide opportunities to plan imple-ment and deliver sustainable contributions to social wellbeing environmental stew-ardship and economic prosperity every-where the company operates
Rio Tinto outlines its progress to commercialise lithium production from the newly discovered mineral jadarite
Serbian lithium under focus
21
Senior geologist Vladisav Eric examines a core sample of jadarite Source Rio Tinto
The profiles of lithium and vanadium have increased significantly over the last five years owing to their use in emerging battery technologies
The movement to cleaner green econ-omies relies on a reduction in fossil fuel consumption particularly oil and gas In order to achieve this industry and gov-ernments are turning to battery storage to make new electricity sources ndash such as wind and solar ndash more manageable
The rise of battery technology over the last decade has seen designs that are increasingly based on the minerals lithium and vanadium But as the tech-nology adoption gathers pace the sup-ply of these critical minerals is at risk of falling short
Lithium In 2010 the size of global lithium in-dustry (including both chemicals and minerals) was about 125000tpa of lith-ium carbonate equivalent (LCE) with a compound average growth rate of 6 pa throughout the decade
In 2000 the market was about 70000tpa and the use of lithium in batteries repre-sented 5-7 whereas the use of lithium
in batteries in 2010 was estimated at 20-25 of the market Throughout the last decade the market for lithium in batter-ies has grown at 20-25 pa ndash the battery sector has driven the industry for the last 11 years
Lithium has been studied as a cath-ode and electrolyte for both primary and re-chargeable batteries for almost a century but its reactivity proved to be a double-edged sword as it was a barrier to the development of batteries that meet todayrsquos high standards of occupational health and safety But due to the pio-neering work of Japanese and American chemists these issues are now a concern of the past
Cost has limited primary and second-ary lithium batteries until the last few years where weight and longevity were paramount Improvements in manufac-turing techniques now produce a reliable battery at a reasonable cost and resulting demand is taking off
Today lithium-based batteries are found in computers mobile phones portable audio-visual equipment power tools electric bikes and electric vehicles The overall growth of this sector in this
decade is forecast to be 25-30pa ndash a doubling of demand every three years On this basis the lithium battery sector could grow from 20-25000 tpa LCE in 2010 to 180-220000tpa in 2020 a huge proportion of a total lithium market of 240-280000tpa LCE
This rapid acceleration of anticipated growth has resulted in fears of a supply shortage
Reed Resources through the devel-opment of the Mt Marion SpodumeneLithium Project is in a position to ar-rest the looming shortfall in supply The company aims to become a preferred supplier of spodumene to the Chinese lithium carbonate industry within 12 months This is through advanced plans to participate in the downstream produc-tion of lithium chemicals for the battery industry
As with many developing technolo-gies it is China that will be leading the market in the coming years in terms of both consumption and production Chi-narsquos over-arching strategy includes
bull To become a world leader in green technologies and low carbon energy
bull To reduce dependence on oil ndash particu-larly for transport
bull Investment of significant technologi-cal and financial resources in the de-velopment of renewable energy with a focus on wind turbines backed-up by mass energy storage
bull Electric and hybrid vehicles to consti-tute at least 25 of vehicles by 2020 and 50 by 2030 to be backed up by a comprehensive system of re-charging platformsstations
bull Lithium battery power to replace lead acid powered E-Bikes as soon as prac-ticable assisted by the gradual closure of lead acid battery manufacture
For much of the past decade growth in the lithium market has been lagging the forecast of both consumers and produc-ers However in the past 12-18 months there has been a significant turnaround such that consumer and producer fore-casts are now lagging actual demand Inevitably this will lead to increased prices for lithium carbonate Roskill In-
22 INDUSTRIAL MINERALS | wwwindmincom
Lithium and vanadium rise as economies move from fossil fuels to battery technology by Dudley Kingsnorth and Chris Reed of Reed Resources
Battery bounce
Lithium | Lithium + Vanadium
formation Services is forecasting prices of $6-7000tonne in the short to medi-um term compared with present prices of $4500-5500tonne
Reed Resources and partner Mineral Resources Ltd one of Australiarsquos larg-est mining services companies is bring-ing the Mt Marion Lithium Project into production in H1 2012 Mt Marion will initially produce 200000 tpa of chemi-cal grade spodumene is totally uncon-tracted and the partners are ready to dis-cuss cooperative agreements with new and existing mineral converters
VanadiumIn 2010 the size of global vanadium industry was around 64000 tonnes or 250m lbs of vanadium pentoxide equivalent It experienced a compound average growth rate of 6 pa through-out the decade
Increasing levels of steel production over the last decade ndash particularly in China ndash have caused a structural shift upwards in vanadium pricing levels However it has not been plain sailing
The global financial crisis interrupted its day in the sun and the recovery was short lived as leading western producers
Evraz and Xstrata returned to full pro-duction and dominant Chinese producer Pangang delivered staged expansions ahead of time
In mid-2010 against the backdrop of recovering Western steel production levels and Chinese steelmakers moving to higher V-content in rebar prices fell and have moved sideways ever since Why this disconnection from steel (in-dicators) and break of this strong posi-tive correlation Leading market com-mentators opine that prices will trend up driven by growth in all the majors sources of vanadium demand Targets range from $10-18lb over the next five years
At Reed Resources we are comfort-able with the medium and long term fundamentals of the market particularly the non-steel applications Each new generation of aircraft contains more lightweight titanium alloys in response to demand for greater fuel efficiency
Another developing technology that could have major implications for va-nadium demand is the Vanadium Redox Battery (VRB) The VRB is an example of chemical storage of energy that is the storage of energy in a vanadium bearing
solution then discharging the energy through ion exchange (membrane) units The size of the tankage dictates storage capacity and the number of discharge units the power output
The beauty of this Australian inven-tion is that the number of deep discharge cycles has been measured at between 10 and 20 thousand times (or over 25 years with daily chargedischarge)
There is a limit to concentration of va-nadium in solution (a practical energy to volume limitation) 1 MWh of storage capacity requires about 60 cubic metres of solution containing 9-95 tonnes of V2O5 The largest battery seen recently in a visit to China was 2MW8MWh but they were building 5MW30MWh requiring some 270 tonnes or 600000 pounds of V2O5 The driving force be-hind this in China is the ~200bn Yuan spent on renewable energy last year Without storage approximately 70 of wind energy is typically lost
The lithium-vanadium battery is an exciting prospect Like the 57 varieties of Heinz sauces so too are the different chemistries of lithium batteries Unless another element is found the lithium-vanadium battery has the highest theo-retical voltage output (power) and en-ergy density (range)
Supporting this postulation are ex-amples from Subaru (G4E) and Audi (A2) Audi in partnership with German battery maker DBM Energy and utility Lekker Erenrgie drove an all electric A2 a record 603km on a single charge In addition its battery can be fully re-charged in 6 minutes from a standard 240V source
Chinarsquos BYD Japanrsquos GS Yuasa and the USArsquos Valence Technologies are all developing batteries based on lithium-Vanadium chemistry
Reed Resources is in the financing and approvals phase of our Barrambie Vana-dium Project Australiarsquos richest vana-dium reserve and subject to financing we aim to be in production in 201415 producing around 25m lbs a year of high-purity vanadium pentoxide
Reed Resources is an Australian lithium and vanadium development company
23
1 Lead-Acid The most economical battery for large power applications where weight is not a major consideration
2 Nickel-Cadmium Economical with a long life but are being phased out due to the toxicity of cadmium
3 Nickel-Metal Hydride Capable of delivering high density energy compared with nickel-cadmium but they do not have a long life This has been further complicated by supply doubts of a key input material rare earths which is providing impetus to the development of the lithium-ion batteries
4 Lithium-Ion The fastest growing secondary battery owing to its capability to deliver high density energy with a high power to weight ratio However the required design for adequate consumer safety means that it is not a low cost option Re-search into improved manufacturing techniques is steadily reducing the cost
5 Lithium-Ion Polymer This adaption of the lithium-ion battery is a more cost effective option possessing a higher energy density that can be manufactured in physical shapes and that are more compatible with the demands of todayrsquos portable audio-visual equipment
Major secondary batteries
Industrial Minerals Could you provide a brief overview of where Rincon Lithium is at Mike Tamlin Rincon Lithium is in transition from a development project to a commercial business Rincon Lith-ium will produce battery grade gt995 Li2CO3 with first commercial shipments to customers in early 2012 Plant com-missioning has been conducted and pro-duction is in early stabilisation phases in which attention to quality consistency and reliability has priority
Early production before optimisation work resulted in gt995 grade prod-uct Lithium carbonate will be the sole product until the commissioning of by-
product facilities that include potassium chloride
IM Industrial Minerals first re-ported on the Rincon Salar devel-opment in the early 2000s It has been a long road to get to this point What have been the main hurdles for Rincon Lithium since acquir-ing the project from Admiralty Re-sources in 2008MT The Sentient Group acquired the project in late December 2008 when the project was under-funded and develop-ment was virtually at standstill The most intense period of the development of Rincon has been in the period since then
Sentient has provided the funding that is critical to any successful project de-velopment This period has seen the con-
struction and operation of a pilot plant followed by the construction of a small capacity commercial scale plant It has also incorporated the acquisition and con-solidation of the extensive lithium sodi-um sulphate and water tenement package the will underwrite the long-term security of production at large volumes The first large capacity expansion is in feasibility planning and early design phases and the company has built and mobilised the pro-duction team
IM There have been a lot of lithi-um junior companies entering the industry since 2009 At its peak more than 100 companies owned lithium tenements What are your thoughts on this boom in interest MT The future demand from the EV
24 INDUSTRIAL MINERALS | wwwindmincom
With the race for lithium slowing focus is moving to the complex manufacture of the battery raw material lithium carbonate Industrial Minerals spoke with Rincon Lithiumrsquos general manager Mike Tamlin on why he believes only a fraction of new companies will begin production and how even less will be profitable
Lithiumrsquos long game
Lithium | Carbonate
Main picture Brine evaporation ponds in the Salar del Rincon Argentina Source Rincon Lithium
industry will need considerable expan-sion in production capacity That in turn will demand large scale capital invest-ment in new plant and resource develop-ment
Exploration and development has a long lead time so the new-found inter-est is timely That said the usual rule of thumb in resources development is that only about 10 of potential resources ever reach production and only 3 are commercially stable and profitable so the odds are stacked against more than a few of these juniors surviving
Rincon Lithium has developed the project in an orderly and thorough way to ensure that it will be a stable large ca-pacity producer for the long term
IM Does it accurately reflect the prospects of the EV industry or is it overhypedMT The potential of the EV industry is best summarised by the massive de-velopment investment by the major car-makers worldwide
The auto industry and battery manu-facturers need reliable and secure un-constrained lithium supply over the long term The lithium industry needs to re-spond in a measured and credible way that fulfils the needs of its ultimate cus-tomers
IM Has the complexity of pro-ducing a suitable and consistent lithium carbonate grade for EV batteries been underestimatedMT Very much so at the junior end and less so at the established end of the industry Rincon has been through an extensive resource development and process development phase and knows just how difficult and exhausting the de-velopment process is
Fortunately Rincon Lithium has not had the funding constraints recently that it suffered in its early days and has been able to deal with this complexity
Process development requires con-siderable time money and technical know-how Operating a production fa-cility reliably and consistently requires well organised well-funded and skilled people and technical resources
Optimising and stabilising production after commissioning takes some time to achieve the reliability needed Future demand will require production on a significantly larger scale than before re-quiring more investment even for exist-ing major producers
IM Is the price of lithium carbon-ate really as irrelevant as many say MT It may be the smallest input cost to the battery producer but the cathode manufacturer which purchases the mate-rial would have a different view
Price always matters in the commer-cial world of which lithium production cathode production and car making are integral parts Price stability is probably more important than absolute price
Price always matters to the high cost producers in any industry because the natural price floor is near the cost of the highest cost producers In that re-spect brine resources that are suitable for commercial production and are well managed have the edge over hard rock production sources
IM Is there room for a lithium brine producer in a spodumene-feedstock dominated China MT Hard rock production inherently consumes more fossil fuels emits more carbon and is generally more energy intensive than production from brine resources
There are many reasons why solar pond brine resource lithium would be a superior source in environmental terms in China as they are elsewhere There is no commercial reason to exclude pro-duction from Chinese brine resources There are several reasons associated
with difficult brine chemistry and very challenging logistics that explain why Chinese production is dominated by hard rock resources
IM Unlike other critical materials like rare earths lithium has steady supply from a number of different sources outside of China Some commentators have suggested that it should not be deemed criti-cal or strategic Would you agree with thisMT Suppliers are rarely the right peo-ple to ask if they are critical or strategic However I suspect critical or strategic should be determined by the importance of their end use rather than the supply concentration
Lithium will be a very important raw material to EV producers even though lithium resources are not limited Devel-oped viable and active lithium sources will be far fewer in number than the un-developed resource base
Concentration of supply can become a threat to supply security in some situa-tions like it has in rare earths but that is a different issue It is not the same for lithium
IM Do you think China is the deal-maker or breaker for global EV adoptionMT Making EVs more affordable is more a universal issue that could be a barrier to EV commercial success
China will be one of the important markets due to its size and the govern-ment financial support for EV adoption
IM On a global scale how impor-tant are governments to the adop-tion of EVs which at present are not cost efficient MT Governments have an important role to play However in the current financial circumstances worldwide governments in many countries appear to have limited resources to subsidise EVs
Sooner or later unit costs of EVs have to be reduced through engineering man-ufacturing improvements and economy of scale
25
ldquoLithium price stability is probably
more important than absolute pricerdquo
Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

Battery Grade Lithium Carbonate
(gt995) from Argentina
Rincon Lithium Limited has purpose-built operations at Salar del Rincon to serve the needs of EV Battery materials producers The main features of Rinconrsquos production are
asymp Long-life resource at high production capacity
asymp Supply chain security through ownership of the raw materials and major reagents
asymp Reliable and consistent product quality
asymp Efficient high recovery production process
asymp Reliable delivery is afforded by local distribution warehouses
Sydney Office Mr Mike Tamlin264 George St Sydney NSW 2000 Australia
Tel +61 2 8243 2905 Fax +61 2 8243 2990Email inforinconlithiumcom
Tokyo Office Mr Kaz Machida33-14-404 Yoyogi 3 Chome Shibuya-ku
Tokyo 151-0053 Japan
Tel +81 3 5304 5410 Fax +81 3 5304 5499Email kmachidarinconlithiumcom
+19252267400simbolmaterialscom
QualitySustainabilityChoice
Empowering the clean energy
economy
Simbol IM ad 8_26indd 1 82611 13656 PM
5
Contents
Critical Materials for Green EnergywwwindmincomCMGE
Publication Manager Simon MooresEmail smooresindmincomTel +44 (0) 20 7827 6473
Advertising Manager Ismene Clarke Email iclarkeindmincomTel +44 (0) 20 7827 5252
Editorial Consultant Jessica RobertsEmail jrobertsindmincom Tel +44 (20) 7827 6019
Editorial Design Paul Rackstraw Email paulrackstrawdesigncouk
Free to all Industrial Minerals subscribersAdditional copies pound200
wwwindmincom
copy Metal Bulletin Ltd 2011 All rights reserved No part of this publication (text data or graphic) may be reproduced stored in a data retrieval system or transmit-ted in any form whatsoever or by any means (electronic mechanical photocopying recording or otherwise) without obtaining Metal BuIletin Ltdrsquos prior written consent Unauthorised andor unlicensed copying of any part of this publication is in violation of copyright law Violators may be subject to legal proceedings and liable for substantial monetary damages per infringement as well as costs and legal feesISSN 00 19-8544
Member of the audit Bureau of circulation
Trends 7 Redefining mining 9 Growing pains 10 What does green mean 15 Vertical integration of yesteryear looms
Lithium 18 The rise of Chinese lithium21 Serbian lithium under focus22 Battery bounce for lithium amp vanadium 24 Lithiumrsquos long game 28 The chemistry behind Li-ion 32 Qatar to unlock EVs with LNG blueprint
Rare earths 35 WTO no quick fix 36 Processing 101 40 Rare earths rise in Australia
Graphite 43 China refocuses on lithium-ion dominance 47 Natural graphite faces battle for Li-ionrsquos share 49 How graphite trading is changing
50 Advertisers
ContributorsJaakko Kooroshy p9Research Fellow for the Energy Environment and
Development Programme at the world-leading
think tank Chatham House London
Luka Erceg p10Founder President and CEO of Simbol Materials
a pioneering company in extracting critical battery
materials from geothermal brine
Jason Burkitt p15UK Mining Leader at London-based Pricewater-
houseCoopers a leading advisor to the global min-
ing industry
Dudley Kingsnorth p22Over 40 years experience in international mining a
world leading expert in lithium and rare earths
Christopher Reed p22Managing Director of Australia based Reed Re-
sources a lithium and vanadium development
company
FMC Corp p28Various Authors from the leading lithium producer
and cathode manufacturer
Mark Watts p35Industrial Mineralsrsquo Online News Editor specialis-
ing in criticalstrategic minerals particularly rare
earths
Kidela Capital Group p36Canada-based communications company special-
ising in the resources sector
The emergence of green energy markets is threatening to redefine what is it to be a miner The worldrsquos biggest mining corporations still operate in the familiar sense and do so on a grand global scale BHP Billiton Vale Rio Tinto - the worldrsquos big three - turn increasingly handsome profits from lower value high bulk miner-als like iron ore coal and bauxite
But niche mineral suppliers targeting green markets face differ-ent challenges entirely ndash they have to be experts in mining and chemical processing
Lithium is dominated by chemical companies such as SQM Chemetall and FMC Lithium All three players extract lithium from landlocked brine in South America using complex phase chem-istry When SQM commercialised this technology in 1996 it put most miners out of business
Emerging rare earths producers are less concerned with mining than processing technology to sepa-rate the 17 light and heavy elements central to some of the worldrsquos most important products It comes as little surprise that the most severe shortage is in heavy rare earths ndash the most technically difficult to produce
Graphite on the face of it is closer to traditional mining with well estab-lished extraction and beneficiation techniques But industry innova-tion lies in value-added products graphite made suitable for green markets such as electric vehicle (EV) batteries through chemical processing
This complexity is a far cry from mining as we know it and there is a strong feeling it has been lost on many junior miners that have scrambled in recent years to secure untapped resources of critical or strategic minerals
Recent exploration activity in North America and Europe has focused on raw materials deemed critical Driven by Chinarsquos min-eral export restrictions and a lack of new supply elsewhere gov-ernments around the world have increased their focus on these irreplaceable minerals
The lithium exploration boom on the back of EV battery potential is now calming as the serious juniors come to the fore to enter a market dominated by a handful of producers Rare earth explora-tion on the other hand continues to surge as the world battles immediate supply restrictions
Chinarsquos continuing limits on exports is suffocating global rare earth output indispensable to some of our most important
industries like petroleum refining high strength magnets and flat screen TVs
This problem is not going to vanish or solve itself either ndash China controls 95 of supply in a transitional economy that will be con-suming increasing tonnages
Graphite is another mineral that could soon go the way of lithium and rare earths While the industry is at a different stage of devel-opment ndash its many uses such as refractories car brake pads and pencils has ensured plenty of mines exist worldwide ndash grades of graphite used in lithium-ion batteries is not widespread
Spherical graphite is the highly processed material in demand that sells for $8000tonne Produced from a specific porosity of flake graphite it is not as simple as digging a ready-to-use product from the ground Many argue the world does not have enough to
supply a reasonable demand spike The situation graphite faces is one
that asks questions of lithium and rare earths On one hand you have a rush build a mine and increase mineral supply but the focus should be on developing the processing techniques to produce a consistent and suitable end product Many companies in the afore mentioned industries today have taken dec- ades to develop their proprietary technology
The few that can overcome this challenge will reap huge rewards but many will fall at this hurdle
It is high-value expertise that the mining industry is bereft of Only a handful of companies have significantly invested in their mineral and chemical processing know-how
Supply forecast models take into account the abundance of new supply of critical minerals slated to come on-stream in the next number of years But these figures do not consider whether the supply can be used in the markets that are short ndash technical grade lithium carbonate for batteries heavy rare earths for high strength magnets spherical graphite for batteries
Like China with rare earths today whoever holds the technol-ogy cards will lead the pack
Unless this is addressed across the board the problems fac-ing world supply of critical materials in green energy could be morehellip wellhellip critical than first thought
Simon Moores Publication Manager Critical Materials for Green Energysmooresindmincom
Miners need to think like chemists to get a grip on the green energy revolution
Redefining mining
Comment | Critical Materials
7
Now itrsquos time for our grinding technology For further information please call +4921153530 or visit wwwloeschecom
TO REACH A CERTAIN LEVEL OF PERFECTION IT NEEDS 3000 YEARS
AZ_A4_Hoch_2010_perfectionindd 1 20082010 101728 Uhr
In contrast to what is commonly asserted securing specialty metal supply has little to do with physical scarcity or lopsided geological distributions that hand control of these resources to a small number of countries Instead the key problem is a demand explosion has been confronting a tiny industry still in the early stages of development The sector suddenly needs to be scaled at tremendous speed if markets are to balance The result is severe growing pains
Research into specialty metals has led to the development of new materials with astonishing properties that are vastly superior to traditional materials and we are still only beginning to understand their enormous potential The revolution rare earths have brought to magnet technologies over the past two decades is just one example Industry sectors like consumer electronics aerospace chemicals and automotives require rapidly growing amounts as they apply speciality metals ever more widely
Global warming brings an added ur-gency because many green technolo-giesmdashlike wind and solar energymdashare particularly reliant on speciality metals These metals are also a key to bringing about a revolution in resource efficiency allowing us to do more with less A few ki-lograms of specialty metals can for example economise tons of steel in bridges and buildings which in turn cuts down on energy and carbon En-suring an adequate global supply is not simply a question of resolving a short-term supply crunch It is core to long-term prosperity and environmental security
Substitution and recycling are often advocated as solutions Both approaches have their merits but their potential contribu-tions to solving the specialty metals challenge are often overesti-mated New products containing specialty metals spill from RampD labs much faster than they are substituted out of existing appli-cations Meanwhile specialty metals are only now beginning to be deployed on a large scale It will often take years before large amounts of new supply become available for recycling
Bringing substantial supply of virgin material on line is therefore essential but the expansion of supply is not proceeding unim-peded Between 2005 and 2010 lithium producers globally man-aged to add less than 20 to annual output compared to over 50 for iron ore Things are even worse for the coveted rare earth neodymium For the same period supply grew less than 10 trailing demand by wide margins Estimates suggest that demand for neodymium is set to increase by another 80 by 2015 as the
permanent magnet revolution takes hold No wonder markets are panicking
Reasons for the stuttering supply response are complex but they have little to do with a lack of metal in the ground Paradoxi-cally despite splendid growth prospects investing in new supply of speciality material supply remains a very risky business A ma-jor problem lies in estimating future demand which depends on the volatile development and market penetration of emerging tech-nologies This is a huge issue in small markets where few new projects can make a major impact on aggregate supply especially
in combination with high capital requirements and long peri-ods for investment to mature Add oligopolistic com-
petition the need for challenging downstream processing capabilities murky trading struc-
tures and occasional political meddling and specialty metals become a case study of market failures par excellence
Consequently speciality metal markets have been expanding through a series of sudden booms followed by brutal busts This rollercoaster is not one for the faint-hearted and large mining companies and many mainstream investors have
been reluctant to get involved So despite the hype much needed long-term financ-
ing is still lacking which is the single biggest barrier to generating secure supply
But progress is being made Complacent down-stream industries are beginning to realize that on their
own specialty metals producers are unlikely to meet the supply challenge As result German industry giants like Siemens and Thyssen-Krupp have recently signed agreements with special-ty metal miners following in the footsteps of Korean and Japanese manufacturers like POSCO and Toyota This shares risks creates new investments and brings much-needed planning security for upstream miners and downstream manufacturers alike
Governments have also finally put specialty metals on the crowd-ed global policy agenda However the debate is still dominated by mutual finger pointing and focused on competition rather than co-operation Progress can be made by creating more transparency in markets and cooperating more actively on supply development and RampD for recycling and substitution Politicians need to realise that a reliable supply of specialty metals is in the shared interest of producing and consuming countries alike
Jaakko Kooroshy Research Fellow - Environment and Development Programme Chatham House
Niche critical material industries play catch up with rapid adoption of new technologies
Growing pains
Comment | Trends
9
verywhere we look consum-ers tell us that they want to buy green products governments
want a green economy producers are committing to green production and companies are pursuing climate capi-talism Amidst this consumer demand for lsquogreenrsquo lies the question What does green mean
Green can stand for a host of attributes from recyclable to nonpolluting to en-ergy efficient But regardless of the defi-nition only a minority of todayrsquos con-sumers will pay a premium for a green product For example some consumers pay an incremental cost of $6225 to own a Toyota Prius rather than a Toyota Corolla1 In the same way some shop-pers are willing to pay more for organi-cally grown food If all else is equal a majority of purchasers will choose the green product But most purchasersmdash
consumer or otherwisemdashwill not pay a higher price or premium
The same is true throughout industry green can refer to a companyrsquos prod-ucts or to its operations or to some sort of corporate contribution to a lo-cal community or environmental cause And that is the problem when a word like lsquogreenrsquo starts to mean everything it ends up meaning nothing The US Fed-eral Trade Commission (FTC) updated its so-called lsquogreen guidesrsquo in 2010 in an effort to put more definition around
green marketing claims and to prevent abuses But the FTC focus is mainly on consumer marketing and very little if anything is specified for companies mainly engaged in business-to-business (B2B) marketing Requirements in other markets such as the EU are more strin-gent but also skew toward consumers more than businesses
So companies are increasingly taking matters into their own hands And that means analysing the full lifecycle impli-cations of their products and managing
In a world moving towards cleaner economies industry and governments are all vying for green credentials But a lack of reliable standards threatens to undermine the truly green players Luka Erceg of Simbol Materials outlines the roadmap to defining what it means to be green from consumers to mineral producers
Trends | Defining Green
10 INDUSTRIAL MINERALS | wwwindmincom
What does green mean
their supply chain to reduce resource consumption and pollution
A consumer-driven movementConsumers are leading the movement to green So naturally producers of consumer products are leading the move to greener production If they can claim that their products are greenmdashhowever they choose to define itmdashthey will since it gives them a leg up in the marketplace
Because the definition of green is elu-sive at present even consumer-product companies are not equipped or moti-vated to pursue lsquogreennessrsquo at optimum levels Right now when they are strug-gling to capture a price premium to cover the higher cost of going green these companies generally are not pres-suring or paying their suppliers to adopt greener production methods
Clean-energy and ndashtechnology com-panies view themselves as green al-ready since they are leading the move-ment away from fossil fuels When they choose suppliers they focus on price and performancemdashnot green attributes (Although they value the positive PR that green can bring)
Material producers especially those on the upstream end of the supply chain such as raw-material produc-ers are further behind in making their operations supply chain and products greener Even those that want to mea-sure the energy and carbon footprint of their supply chain have not done so be-cause they are unclear what the metrics should be what the value is and how much it will cost
Most materials producers are not yet subject to market-based price signals for lessening the environmental impact of their operations Those who do con-sider it usually do so under regulation-based price signals
Recently some companies such as Walmart have begun to ask their sup-pliers to submit information about their environmental performance according to specific standards established by the company Although Walmart does not currently require the adoption of green-er production methods its new policies
indicate the beginning of a movement to connect consumer price signals to manufacturing
Over time Walmart will be able to collect valuable data about consumersrsquo green tastes and preferences Ultimate-ly we can expect those price signals to inform Walmartrsquos purchasing behavior And even longer term these kinds of price signals will move the entire sup-ply chain to green
These forward-looking companies calculate and report their total environ-mental footprint not only as a company but also throughout the life cycle of their products Life-cycle analysis of course requires obtaining relevant information from their supply chain
Likewise improving their numbers depends at least in part on requiring each member in the supply chain to improve its green performance Or it means changing to suppliers with more sustainable practices
We believe that over time an increas-ing number of supply-chain companies will be required by their customers to green up They may even be paid a pre-mium to do so
Defining greenBut even if the price signals that lead to economic incentives were put in place suppliers must overcome another sig-nificant obstacle first standards Or put more specifically the lack of clear veri-fiable standards
The first question is What do we mean by green The answers are all over the map with heavy consumer majorities identifying a dozen or more definitions of green We cannot develop useful standards without clearly defin-ing green
Once we define green (and of course the definition may vary from industry
to industry) we must set standards that are achievable and verifiable Again it is not that no one has proposed stan-dardsmdashquite the opposite A 2008 UK Ecolabelling study identified 469 stan-dards across 10 industry categories2
This is clearly dauntingmdashand coun-terproductive Without clear standards companies will be reluctant to invest in sustainable production
Finally we must identify third parties who can reliably validate green claims
A real-life exampleOur US-based company Simbol Ma-terials for example has developed an innovative green sustainable pro-cess to produce critical materials for
high-technology energy defence communication and industrial applica-tions Our process for extracting miner-als from geothermal brines is far superi-or environmentally to other production methods But right now because of the absence of industry standards you have to take our word for it
Unlike most other green processes it also is cost competitive This unusual vantage point enables Simbol Materials to look at green more objectively than many manufacturers since meeting green standards does not increase our costs
It allows us instead to focus on defin-ing green and the standards for greenmdashespecially upstream in the supply chain where companies like ours work
We seek to contribute to the dialogue about green helping to define it and to develop useful standards for all materi-als producers
The first order of business as we have said is defining green
Currently the word is widely used to describe something designed and constructed with minimal negative
11
ldquoThat is the problem when a word like lsquogreenrsquo starts to mean everything it ends up meaning nothingrdquo
impact to the environmentmdashideally using resources in a sustainable man-ner We agree with that definition but only as a starting point
In our business we assess green on multiple fronts First are our products used to produce something consid-ered green At Simbol Materials the answer is both yes and no For example our lithium products will be used in the batteries for electric vehicles as well as in a variety of applications from por-table consumer electronics pharmaceu-ticals to greases and glass
But the ultimate use of our products is not really under our control So we look at the sustainability of our production methods which are
bull Carbon footprint Does our process emit zero or less carbon dioxide (or other noxious emissions) than com-petitive processes
bull Waste Does our process produce less waste and less-hazardous waste than competitive processes
bull Recyclability Does our process per-mit the reuse of components such as natural resources or of the products themselves
bull Energy consumption Is our process energy efficient Is the type of energy we use greener than our competi-torsrsquo
Fortunately for Simbol Materials the answers to the above questions are all yes But the same is not true for our in-dustry as a whole
To better define what green ismdashand to develop useful standards we believe government and industry must answer the following questions
bull What are the standards for greenbull Who determines if a product is
greenbull How can we assess the value of
greenbull Will customers pay a premium for
something greenbull How much value can be captured for
a green productbull Who captures the value of green in
the supply chain
Customers shy away from green pur-chasing until they see that it can be cost-competitive Generally they believe going green requires costly compliance and monitoring programs Better stan-dards and third-party verification could assuage their fears
Unfortunately standards at the raw-materials level are still in a nascent stage and downstream customers are not ex-erting pressure on manufacturers to de-velop standards Greenpeace conducts an annual green-electronics survey and Walmart is developing a sustainability index that will apply to materials pro-ducers But that is about it
Ultimately the USA ndashindeed the world ndash will co-operate to build a clean economy This will require not only de-fining green and setting verifiable stan-dards but also finding ways to recapture the value of green in products and ser-vices And behind all this will lay long-term and consistent public policy that creates market clarity and certainty
Businesses like ours are already lay-ing the foundation
Luka Erceg is president and CEO of Simbol Materials a USA-based com-pany that is pioneering a new technique to extract the battery materials lithium manganese and zinc from geothermal brine
References 1 Manget J Roche C and Munnich F Capturing the Green Advantage for Consumer Companies Boston Consult-ing Group Inc January 20092 Cook G Chrysostomidis Y Cad-man J Wasilewski C and Wililams P Mapping and analysis of sustainable product standards Environmental Re-source Management Ltd March 2008 3 Rautner M and Harrel C Green Electronicshellip The Search Continues Results of the Green Electronics Survey Greenpeace International December 2008 4 Denend L and Plambeck EL Wal-Martrsquos Sustainability Strat-egy Stanford Graduate School of Business Stanford University April 2007
13
Source Dupont (solar panels) Vestas (wind turbines) Nissan (zero emission vehicles)
New Developments for Lithium and REE Mineral Deposits
DORFNER Analysenzentrum und Anlagenplanungsgesellschaft mbHScharhof 1 middot 92242 Hirschau GermanyFon +49 9622 82-162 anzaplandorfnercomwwwanzaplancom
ANZAPLAN is offering a complete service package that extends from state-of-the-art innovative analytical methods to processing concepts for raw materials for the high-tech industry from mineral deposit evaluation to ready-to-implement marketing concepts with a special focus on
New concepts in Lithium and REE minerals processing
Full feasibility studies and engineering
Evaluation of Lithium and REE mineral deposits
Independent from any machinery manufacturer ANZAPLAN is able to maxi-mize the customerrsquos value by offering tailor-made innovative processing solutions
Bene t from our unique pilot plant and internationally accredited laboratory
Anz_Ind_Minerals_291x216_AK4indd 1 29072011 113111 Uhr
Trends | Vertical Integration
ver the last three decades as Wall Street and management theorists encouraged companies
to focus on their core competencies the mining metals and minerals industry became less vertically integrated
Recent events however have indicated a growing trend towards the vertical in-tegration of yesteryear
Vertical integration strategies vary but recent trends show that it has been large-ly upstream as metals companies and end-users seek to add mining assets and miners add infrastructure reintroducing the question of lsquowhat makes a mining companyrsquo
Vertical integration trends have been shaped by an increase in global demand for metals and the growing importance of securing stable supplies of increas-ingly scarce resources Metals compa-nies have looked to vertically integrate primarily to secure alternative sources of raw material supply to facilitate their own continued operation Additional objectives often include gaining greater control over the price of production in-
puts and to provide future growth pros-pects
Integration exposes companies to new dimensions of market risk in different sectors of the industry and potentially decreases flexibility to react to changing market conditions It soaks up significant capital which could otherwise be de-ployed on growing the existing business
Integrating often requires MampA as or-ganic vertical growth is often impossible or impractical and deals can be risky and often do not generate the expected value Vertically integrating can stretch management into new areas of focus and could simply add too much complexity to an organisation
Despite these risks the industry is vertically integrating albeit in differ-ent ways and for different reasons The steel industry has seen considerable ver-
tical integration as producers drive for greater self-sufficiency of raw materials either due to increasingly tight supply of inputs or increasing frustration with the major minersrsquo ability to dictate price and pricing terms This strategy seeks to reduce the market power of the major iron ore producers through decreased re-liance on third-party suppliers
An example of this strategy is Arcelor-Mittal which is significantly increasing its in-house iron ore and coal business as part of a strategy to double iron ore pro-duction to 100m tpa Many other major steel companies have publicly stated their intentions to increase iron-ore and coking coal self-sufficiency
bull Taiwanrsquos China Steel plans to increase iron ore self-sufficiency from 2 to 30 by 2015
PricewaterhouseCoopersrsquo UK Mining Leader Jason Burkitt looks at the returning trend of vertical integration that is seeing downstream players acquiring strategic raw material sources
Vertical integration of yesteryear looms
15
bull POSCO targets 50 raw material self-sufficiency by 2014 and
bull Tata Steel plans to reach 100 iron ore and 50 coking coal self-suffic-iencyWhile these stated desires are clear
only time will tell whether these compa-nies and others are able to successfully and profitably deliver these strategies
Recent vertical integration has also included end-users of mining products acquiring upstream assets
Many power producers including Huadian of China and Tata Power of In-dia have made major coal mining acqui-sitions Amongst zinc smelters Nyrstar has been active in acquiring mining as-sets including their 2011 deal for Can-adarsquos Farallon Mining which increased its self-supplied zinc concentrate usage to 31
This trend will likely also apply to trad-ers as they increasingly look to build up upstream holdings seen by Glencore in their run up to a potential IPO and China Minmetals in their acquisition of assets from Oz Minerals and recent attempt for Equinox
We are beginning to see companies also look at other ways of achieving their integration objectives such as combin-
ing strategic investment and off-take or partnership agreements to lower the risk associated with integration but still reap similar benefits A number of companies have adopted this approach taking mi-nority stakes or providing initial funding to major projects
Examples include China Railwayrsquos 125 equity stake in African Minerals with a 20 year off-take agreement and JFE Steelrsquos 20 investment in the By-erwen Coal project with a long-term off-take agreement
In contrast to other miners Vale has taken a 27 stake in the Brazilian steel production assets owned by Thyssen-Krupp CSA This equity investment is combined with an exclusive iron ore supply agreement solidifying a domes-tic buyer for Valersquos Brazilian iron ore
Although vertical integration strategies vary amongst the miners generally there is no desire to increase their presence in metals manufacturing or sales Where integration has occurred the focus is primarily on infrastructure assets largely for the same motivation as described above ndash ensuring security of access to key production and transport needs Vale for example is adding a number of bulk iron ore ships to its in-house fleet
Overall trends in vertical integration reflect the changing nature of the indus-try particularly as customers are becom-ing competitors to their current suppli-ers For companies moving upstream in the quest for self-sufficiency the mines being acquired are generally not Tier one assets and are usually in the devel-opment phase
With the priority for new entrants of-ten being security of supply lower tier assets coming on stream will shift the industryrsquos cost-curve While traditional mining houses are not expected to ver-tically integrate downstream many will likely continue to integrate into infra-structure
In metals tightening supplies for raw materials and increasingly variable com-modity prices will continue to drive pro-ducers upstream either through direct ownership and control or through mi-nority ownership and strategic off-take agreements In a supply-constrained world for many companies there is no alternative
What remains to be seen is whether vertical integration can deliver sustain-able value and how the balance between miners metals companies and the mar-kets they serve will change
Clockwise Jason Burkitt PricewaterhouseCoopersrsquo UK Mining Leader BHP Billitonrsquos iron ore mining and logistics operations POSCO Steel seeking entry into the lithium market BHPrsquos Jansen Potash Project in Canada Sources PWC BHP Billiton Posco
17
hina has long bucked many global economic and industrial trends Lithium is no differ-
ent While the world in the mid-1990s became reliant on lower cost lithium derived from South American brine China continued using spodumene concentrate as its primary source
It is a trend that has not really changed and one totally at odds with global consumption patterns
Chinarsquos lithium industry has been active since the 1950s but only in the 1980s became significant following a rise in demand for consumer driven goods
Lithium was sourced from a spodumene and lepidolite mine locat-ed in the northern part of Xinjiang and Jiangxi provinces As the 1980s drew to a close imported spodumene from Australia became the main raw mate-rial source for the Chinese lithium in-dustry together with smaller quantities of spodumene from Sichuan province
This situation was turned on its head in the mid-1990s when Chilersquos SQM started to produce technical grade lith-ium carbonate priced below $2000tonne This hit most spodumene based lithium producers ndash chemical conver-tors ndash very hard and only a handful survived
Today owing to rapid market devel-opment of the lithium-ion battery and various pharmaceutical applications some entrepreneurs have started to
venture into the downstream lithium business
In the meantime mothballed spod-umene mines have been restarted in addition to new brine operations fol-lowing a lithium carbonate price rise to over the $4000tonne threshold
Limited sources downstream focus Lithium brine production is mainly lo-cated in the remote Tibet and Qinghai provinces Projects in East Tajinaier Qinghai province and Zabuye Tibet started as far back as the early 1990s before industry leaders SQM and FMC entered the marketplace
These lithium projects fell far behind their original production targets how-ever Zabuye struggled with a lack of infrastructure and difficulty in operat-ing at high altitudes Qinghairsquos lithium production was delayed due to chal-lenges removing the high magnesium content
Qinghai Lithium now has the ability to make good technical grade lithium carbonate from high magnesium-lithium ratio brine but only in limited quantities
The majority of active spodumene mines are located in Sichuan province
The reserves in this region hold Li2O contents between 1-15 and are pro-ducing spodumene concentrate with Li2O levels of 55 Most of the mines are owned by lithium chemical produc-ers as a feedstock source China has no independent spodumene supplier
A lepidolite mine located in Yichuan Jiangxi province was used to supply raw material for producing lithium hydroxide in the late-1990s for the do-mestic ceramic industry
China is now experiencing a new wave of lithium expansions in the wake of lithium-ion battery demand from portable electronics and the promise of an electric vehicle future
Chinarsquos conventional end uses for lithium include glass ceramics lithi-um-bromide absorption air-condition-ers aluminium smelting steel cast-ing protecting powder and lubricant grease
The country is experiencing growth in many of these areas particularly the glass industry a trend which is oppo-site to industry outside of Asia
Lithium processing companies in this sector are Tianqi Lithium Xinji-ang Lithium Citic Guoan and Zabuye Ganfeng Lithium is the leading pro-ducer of lithium chloride in China
Ganfeng Lithiumrsquos Wang Xiaoshen explores Chinarsquos expanding lithium industry its reliance on spodumene imports and a government-backed move towards high value exports
Rise of Chinese lithium
Ganfeng Lithiumrsquos revenues Chinese imports amp exports of lithium carbonate
6m
5m
4m
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
3m
2m
1m
0
US
$
8000
2006
2007
2008
2009
2010
6000
4000
2000
0
tonn
es
Export QtyImport Qty
Lithium | China
18 INDUSTRIAL MINERALS | wwwindmincom
Jiangxi province-based Ganfeng Lithium has established a leading po-sition of producing lithium metal and derivative products high purity lithi-um carbonate and lithium-fluoride for electrolyte production and other spe-cialties The company was listed on Shenzhen Stock Exchange in August 2010 ndash the first pure lithium company to be listed in China
Tianqi used to have the majority share of battery grade lithium carbon-ate in the domestic cathode market but now this is shared by Ganfeng Lithium and Pan Asia Lithium
Both Ganfeng Lithium and Tianqi are importing raw material Tianqi is 100 reliant on spodumene from Tali-son in Australia although the company has announced an investment into a fully owned spodumene mine in Sich-uan province and a holding in a pre-production project in Canada owned by Nemaska Exploration
The company has increased its num-ber of raw material sources to include concentrated lithium brine spodumene lepidolite and recycled material The use of spodumene and lepidolite are the new measurements to increase the source of lithium
It has also started securing interna-tional raw materials sources through an investment in Argentine brine de-veloper International Lithium Corp
Chinarsquos lithium industry is in a unique position and is unlike other major markets in Japan and South Ko-rea China has a large lithium chemical production capacity which often ex-ceeds domestic demand This enables the country to cope with demand in-creases while remaining competitive
With a significant VAT barrier on im-ports and exports Chinese companies are reluctant to trade outside of the countryrsquos borders
Australiarsquos Talison Lithium the worldrsquos leading spodumene miner relies on the Chinese market as its business driver An expected boom in demand resulted in an expansion of its Greenbushes mine to 320000tpa A second phase expansion has also been approved which will take concentrate
capacity to 720000 tpa and make Tali-son Lithium the worldrsquos largest lith-ium carbonate equivalent producer at 110000 tpa
Exporting higher value China is moving towards exports of higher value products across all indus-tries For example lithium battery ex-ports enjoy a 17 tax refund whereas for basic lithium chemicals it is 0 some products even have an export tax
As a result Chinese exports of higher-value lithium chemicals will increase
Consolidation in the industry will also become a rising trend Small lith-ium companies in niche markets will merge with bigger lithium players par-ticularly those publically listed with fi-nancial clout
With the high hopes for EV demand and energy storage the lithium indus-try has attracted significant investment in recent years The existing players will increase their capacities Brine projects in Qinghai and Tibet will have a significant increase in output over the next 2-3 years
Galaxy Resources will be produc-ing battery-grade lithium carbonate at its Jiangsu chemical plant using spodumene concentrate source from its Mt Cattlin mine in Australia This will be Chinarsquos first purpose built battery grade lithium plant Production from new spodumene projects will also en-ter the market soon
With the Chinese Government keen to support new energy industries Chi-na will maintain its growth status in lithium
19
ldquoConsolidation in the industry will increase small lithium companies in niche markets will merge with bigger lithium players particularly those publicly listedrdquo Wang Xiaoshen Vice Chairman and Vice Executive President of Ganfeng Lithium
20 INDUSTRIAL MINERALS | wwwindmincom
Print + Online + EventsAdvertising is published in print and online with links for maximum exposure
For advertising and editorial opportunities contactSimon Moores
Publication Manager+44 20 7827 6473 smooresindmincom
Ismene ClarkeAdvertising Manager
+44 20 7827 5252 iclarkeindmincom
BOOK NOW400
all inclusive
Building on the success of the inaugural 2010 IM Moving Minerals Roundtable Industrial Minerals announces its second Roundtable for 2011
With a focus on logistic strategies solutions and security of supply for key performance minerals in the filler and pigment refractory and oilfield markets the IM Moving Minerals Roundtable 2011 will appeal to all those in the supply chain for these key mineral commodities
Mine to Market Strategies Solutions Security
FIlleR MINeRals ReFRactORy MINeRals OIlFIeld MINeRals
NH Barbizon Palace Hotel ndash amsterdam
FILLER amp PIGMENT MINERALSmiddot calcium carbonatemiddot talcmiddot Kaolinmiddot ti-minerals
REFRACTORY MINERALSmiddot aluminosilicatesmiddot Bauxitemiddot Graphitemiddot Magnesia
OILFIELD MINERALSmiddot Barytesmiddot Bentonitemiddot Frac sandmiddot calcium chloride
to register and for sponsorshipexhibits contact Ismene Clarke
Advertisement Manager IM iclarkeindmincom
T +44 (0) 20 7827 5252
For presentations contact Mike OrsquoDriscoll
Editor IM modriscollindmincom
T +44 (0) 20 7827 6444
SPONSORS
Lithium | Jadarite
uropean lithium supply has evaded the spotlight in recent years Ex-ploration activity has focused on
Canada Australia and the USA While much debate has centered on brine
and spodumene lithium sources Rio Tinto has been developing a different lithium de-posit based on a newly discovered mineral jadarite in the eastern European country of Serbia
Serbian and American geologists work-ing for Rio Tinto discovered the deposit in 2004 near the town of Loznica They dis-covered the mineral jadarite in 2007 and Serbiarsquos Jadar basin is the only place in the world where the mineral can be found
Jadarite shot to fame when discovered as it had the exact chemical composition as the fictional mineral kryptonite from the Superman series
Due to its high lithium and borate con-centrations ndash and an assessed geological resource of more than 200m tonnes ndash Ja-dar has been ranked as one of the largest lithium deposits in the world
The deposit is geographically contained within three discrete vertically stacked zones Rio Tinto Minerals has focused its studies on the highest grade and larg-est zone called the Lower Jadarite Zone and has declared an inferred resource of 1253m tonnes with a weighted average Li2O concentration of 18 and 162m tonnes B2O3 for the lower zone only
If developed the deposit has the potential to supply more than 20 of global lithium demand
Lithium has many applications from medical uses to batteries to ceramics and aircraft alloys
The fastest growing application is lith-ium batteries for hybrid and electric cars The world market for hybrid vehicles is predicted to increase to more than 11m ve-
hicles a year by 2020 or about 23 times the market size in 2008
The deposit also contains borates Rio Tinto Minerals produces nearly 40 of the worldrsquos demand for refined borates from its mines in California and Argentina Ore from these mines is processed locally and further refining takes place in France and California The company also oper-ates shipping facilities in California the Netherlands Spain Malaysia and China as well as a global network of sales offices and stock points
Borates are essential micronutrients for all plants and boron deficiency affects almost all major crops grown around the world Without borate fertilisers crop yields and quality can be greatly reduced
Borates are also key ingredients in glass production including insulation fiberglass that keeps buildings energy-efficient tex-tile fiberglass used in windmill blades and
glass components of televisions comput-ers solar heating devices and heat resistant cookware
Rio Tinto Mineralsrsquo team is working closely with Serbiarsquos Ministry of the En-vironment Mines and Spatial Planning community members and other stakehold-ers as the Jadar project progresses
Leaders also signed a MOU with Lozni-ca Municipality reinforcing an ongoing agreement to co-operate and share infor-mation to support development of the proj-ect
At present Jadar is in the prefeasibility stage which includes research aimed to better understand the deposit pilot-testing recovery and processing methods con-ducting mining trade-off studies and col-laborating with Serbian experts to conduct the extensive environmental and socioeco-nomic analysis that lays the groundwork for efficient and responsible development
If developed production could com-mence within the next six years
Rio Tintorsquos strategy to invest in large long-term cost competitive mines means that the company operates on extended time horizons These long-term commit-ments provide opportunities to plan imple-ment and deliver sustainable contributions to social wellbeing environmental stew-ardship and economic prosperity every-where the company operates
Rio Tinto outlines its progress to commercialise lithium production from the newly discovered mineral jadarite
Serbian lithium under focus
21
Senior geologist Vladisav Eric examines a core sample of jadarite Source Rio Tinto
The profiles of lithium and vanadium have increased significantly over the last five years owing to their use in emerging battery technologies
The movement to cleaner green econ-omies relies on a reduction in fossil fuel consumption particularly oil and gas In order to achieve this industry and gov-ernments are turning to battery storage to make new electricity sources ndash such as wind and solar ndash more manageable
The rise of battery technology over the last decade has seen designs that are increasingly based on the minerals lithium and vanadium But as the tech-nology adoption gathers pace the sup-ply of these critical minerals is at risk of falling short
Lithium In 2010 the size of global lithium in-dustry (including both chemicals and minerals) was about 125000tpa of lith-ium carbonate equivalent (LCE) with a compound average growth rate of 6 pa throughout the decade
In 2000 the market was about 70000tpa and the use of lithium in batteries repre-sented 5-7 whereas the use of lithium
in batteries in 2010 was estimated at 20-25 of the market Throughout the last decade the market for lithium in batter-ies has grown at 20-25 pa ndash the battery sector has driven the industry for the last 11 years
Lithium has been studied as a cath-ode and electrolyte for both primary and re-chargeable batteries for almost a century but its reactivity proved to be a double-edged sword as it was a barrier to the development of batteries that meet todayrsquos high standards of occupational health and safety But due to the pio-neering work of Japanese and American chemists these issues are now a concern of the past
Cost has limited primary and second-ary lithium batteries until the last few years where weight and longevity were paramount Improvements in manufac-turing techniques now produce a reliable battery at a reasonable cost and resulting demand is taking off
Today lithium-based batteries are found in computers mobile phones portable audio-visual equipment power tools electric bikes and electric vehicles The overall growth of this sector in this
decade is forecast to be 25-30pa ndash a doubling of demand every three years On this basis the lithium battery sector could grow from 20-25000 tpa LCE in 2010 to 180-220000tpa in 2020 a huge proportion of a total lithium market of 240-280000tpa LCE
This rapid acceleration of anticipated growth has resulted in fears of a supply shortage
Reed Resources through the devel-opment of the Mt Marion SpodumeneLithium Project is in a position to ar-rest the looming shortfall in supply The company aims to become a preferred supplier of spodumene to the Chinese lithium carbonate industry within 12 months This is through advanced plans to participate in the downstream produc-tion of lithium chemicals for the battery industry
As with many developing technolo-gies it is China that will be leading the market in the coming years in terms of both consumption and production Chi-narsquos over-arching strategy includes
bull To become a world leader in green technologies and low carbon energy
bull To reduce dependence on oil ndash particu-larly for transport
bull Investment of significant technologi-cal and financial resources in the de-velopment of renewable energy with a focus on wind turbines backed-up by mass energy storage
bull Electric and hybrid vehicles to consti-tute at least 25 of vehicles by 2020 and 50 by 2030 to be backed up by a comprehensive system of re-charging platformsstations
bull Lithium battery power to replace lead acid powered E-Bikes as soon as prac-ticable assisted by the gradual closure of lead acid battery manufacture
For much of the past decade growth in the lithium market has been lagging the forecast of both consumers and produc-ers However in the past 12-18 months there has been a significant turnaround such that consumer and producer fore-casts are now lagging actual demand Inevitably this will lead to increased prices for lithium carbonate Roskill In-
22 INDUSTRIAL MINERALS | wwwindmincom
Lithium and vanadium rise as economies move from fossil fuels to battery technology by Dudley Kingsnorth and Chris Reed of Reed Resources
Battery bounce
Lithium | Lithium + Vanadium
formation Services is forecasting prices of $6-7000tonne in the short to medi-um term compared with present prices of $4500-5500tonne
Reed Resources and partner Mineral Resources Ltd one of Australiarsquos larg-est mining services companies is bring-ing the Mt Marion Lithium Project into production in H1 2012 Mt Marion will initially produce 200000 tpa of chemi-cal grade spodumene is totally uncon-tracted and the partners are ready to dis-cuss cooperative agreements with new and existing mineral converters
VanadiumIn 2010 the size of global vanadium industry was around 64000 tonnes or 250m lbs of vanadium pentoxide equivalent It experienced a compound average growth rate of 6 pa through-out the decade
Increasing levels of steel production over the last decade ndash particularly in China ndash have caused a structural shift upwards in vanadium pricing levels However it has not been plain sailing
The global financial crisis interrupted its day in the sun and the recovery was short lived as leading western producers
Evraz and Xstrata returned to full pro-duction and dominant Chinese producer Pangang delivered staged expansions ahead of time
In mid-2010 against the backdrop of recovering Western steel production levels and Chinese steelmakers moving to higher V-content in rebar prices fell and have moved sideways ever since Why this disconnection from steel (in-dicators) and break of this strong posi-tive correlation Leading market com-mentators opine that prices will trend up driven by growth in all the majors sources of vanadium demand Targets range from $10-18lb over the next five years
At Reed Resources we are comfort-able with the medium and long term fundamentals of the market particularly the non-steel applications Each new generation of aircraft contains more lightweight titanium alloys in response to demand for greater fuel efficiency
Another developing technology that could have major implications for va-nadium demand is the Vanadium Redox Battery (VRB) The VRB is an example of chemical storage of energy that is the storage of energy in a vanadium bearing
solution then discharging the energy through ion exchange (membrane) units The size of the tankage dictates storage capacity and the number of discharge units the power output
The beauty of this Australian inven-tion is that the number of deep discharge cycles has been measured at between 10 and 20 thousand times (or over 25 years with daily chargedischarge)
There is a limit to concentration of va-nadium in solution (a practical energy to volume limitation) 1 MWh of storage capacity requires about 60 cubic metres of solution containing 9-95 tonnes of V2O5 The largest battery seen recently in a visit to China was 2MW8MWh but they were building 5MW30MWh requiring some 270 tonnes or 600000 pounds of V2O5 The driving force be-hind this in China is the ~200bn Yuan spent on renewable energy last year Without storage approximately 70 of wind energy is typically lost
The lithium-vanadium battery is an exciting prospect Like the 57 varieties of Heinz sauces so too are the different chemistries of lithium batteries Unless another element is found the lithium-vanadium battery has the highest theo-retical voltage output (power) and en-ergy density (range)
Supporting this postulation are ex-amples from Subaru (G4E) and Audi (A2) Audi in partnership with German battery maker DBM Energy and utility Lekker Erenrgie drove an all electric A2 a record 603km on a single charge In addition its battery can be fully re-charged in 6 minutes from a standard 240V source
Chinarsquos BYD Japanrsquos GS Yuasa and the USArsquos Valence Technologies are all developing batteries based on lithium-Vanadium chemistry
Reed Resources is in the financing and approvals phase of our Barrambie Vana-dium Project Australiarsquos richest vana-dium reserve and subject to financing we aim to be in production in 201415 producing around 25m lbs a year of high-purity vanadium pentoxide
Reed Resources is an Australian lithium and vanadium development company
23
1 Lead-Acid The most economical battery for large power applications where weight is not a major consideration
2 Nickel-Cadmium Economical with a long life but are being phased out due to the toxicity of cadmium
3 Nickel-Metal Hydride Capable of delivering high density energy compared with nickel-cadmium but they do not have a long life This has been further complicated by supply doubts of a key input material rare earths which is providing impetus to the development of the lithium-ion batteries
4 Lithium-Ion The fastest growing secondary battery owing to its capability to deliver high density energy with a high power to weight ratio However the required design for adequate consumer safety means that it is not a low cost option Re-search into improved manufacturing techniques is steadily reducing the cost
5 Lithium-Ion Polymer This adaption of the lithium-ion battery is a more cost effective option possessing a higher energy density that can be manufactured in physical shapes and that are more compatible with the demands of todayrsquos portable audio-visual equipment
Major secondary batteries
Industrial Minerals Could you provide a brief overview of where Rincon Lithium is at Mike Tamlin Rincon Lithium is in transition from a development project to a commercial business Rincon Lith-ium will produce battery grade gt995 Li2CO3 with first commercial shipments to customers in early 2012 Plant com-missioning has been conducted and pro-duction is in early stabilisation phases in which attention to quality consistency and reliability has priority
Early production before optimisation work resulted in gt995 grade prod-uct Lithium carbonate will be the sole product until the commissioning of by-
product facilities that include potassium chloride
IM Industrial Minerals first re-ported on the Rincon Salar devel-opment in the early 2000s It has been a long road to get to this point What have been the main hurdles for Rincon Lithium since acquir-ing the project from Admiralty Re-sources in 2008MT The Sentient Group acquired the project in late December 2008 when the project was under-funded and develop-ment was virtually at standstill The most intense period of the development of Rincon has been in the period since then
Sentient has provided the funding that is critical to any successful project de-velopment This period has seen the con-
struction and operation of a pilot plant followed by the construction of a small capacity commercial scale plant It has also incorporated the acquisition and con-solidation of the extensive lithium sodi-um sulphate and water tenement package the will underwrite the long-term security of production at large volumes The first large capacity expansion is in feasibility planning and early design phases and the company has built and mobilised the pro-duction team
IM There have been a lot of lithi-um junior companies entering the industry since 2009 At its peak more than 100 companies owned lithium tenements What are your thoughts on this boom in interest MT The future demand from the EV
24 INDUSTRIAL MINERALS | wwwindmincom
With the race for lithium slowing focus is moving to the complex manufacture of the battery raw material lithium carbonate Industrial Minerals spoke with Rincon Lithiumrsquos general manager Mike Tamlin on why he believes only a fraction of new companies will begin production and how even less will be profitable
Lithiumrsquos long game
Lithium | Carbonate
Main picture Brine evaporation ponds in the Salar del Rincon Argentina Source Rincon Lithium
industry will need considerable expan-sion in production capacity That in turn will demand large scale capital invest-ment in new plant and resource develop-ment
Exploration and development has a long lead time so the new-found inter-est is timely That said the usual rule of thumb in resources development is that only about 10 of potential resources ever reach production and only 3 are commercially stable and profitable so the odds are stacked against more than a few of these juniors surviving
Rincon Lithium has developed the project in an orderly and thorough way to ensure that it will be a stable large ca-pacity producer for the long term
IM Does it accurately reflect the prospects of the EV industry or is it overhypedMT The potential of the EV industry is best summarised by the massive de-velopment investment by the major car-makers worldwide
The auto industry and battery manu-facturers need reliable and secure un-constrained lithium supply over the long term The lithium industry needs to re-spond in a measured and credible way that fulfils the needs of its ultimate cus-tomers
IM Has the complexity of pro-ducing a suitable and consistent lithium carbonate grade for EV batteries been underestimatedMT Very much so at the junior end and less so at the established end of the industry Rincon has been through an extensive resource development and process development phase and knows just how difficult and exhausting the de-velopment process is
Fortunately Rincon Lithium has not had the funding constraints recently that it suffered in its early days and has been able to deal with this complexity
Process development requires con-siderable time money and technical know-how Operating a production fa-cility reliably and consistently requires well organised well-funded and skilled people and technical resources
Optimising and stabilising production after commissioning takes some time to achieve the reliability needed Future demand will require production on a significantly larger scale than before re-quiring more investment even for exist-ing major producers
IM Is the price of lithium carbon-ate really as irrelevant as many say MT It may be the smallest input cost to the battery producer but the cathode manufacturer which purchases the mate-rial would have a different view
Price always matters in the commer-cial world of which lithium production cathode production and car making are integral parts Price stability is probably more important than absolute price
Price always matters to the high cost producers in any industry because the natural price floor is near the cost of the highest cost producers In that re-spect brine resources that are suitable for commercial production and are well managed have the edge over hard rock production sources
IM Is there room for a lithium brine producer in a spodumene-feedstock dominated China MT Hard rock production inherently consumes more fossil fuels emits more carbon and is generally more energy intensive than production from brine resources
There are many reasons why solar pond brine resource lithium would be a superior source in environmental terms in China as they are elsewhere There is no commercial reason to exclude pro-duction from Chinese brine resources There are several reasons associated
with difficult brine chemistry and very challenging logistics that explain why Chinese production is dominated by hard rock resources
IM Unlike other critical materials like rare earths lithium has steady supply from a number of different sources outside of China Some commentators have suggested that it should not be deemed criti-cal or strategic Would you agree with thisMT Suppliers are rarely the right peo-ple to ask if they are critical or strategic However I suspect critical or strategic should be determined by the importance of their end use rather than the supply concentration
Lithium will be a very important raw material to EV producers even though lithium resources are not limited Devel-oped viable and active lithium sources will be far fewer in number than the un-developed resource base
Concentration of supply can become a threat to supply security in some situa-tions like it has in rare earths but that is a different issue It is not the same for lithium
IM Do you think China is the deal-maker or breaker for global EV adoptionMT Making EVs more affordable is more a universal issue that could be a barrier to EV commercial success
China will be one of the important markets due to its size and the govern-ment financial support for EV adoption
IM On a global scale how impor-tant are governments to the adop-tion of EVs which at present are not cost efficient MT Governments have an important role to play However in the current financial circumstances worldwide governments in many countries appear to have limited resources to subsidise EVs
Sooner or later unit costs of EVs have to be reduced through engineering man-ufacturing improvements and economy of scale
25
ldquoLithium price stability is probably
more important than absolute pricerdquo
Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

+19252267400simbolmaterialscom
QualitySustainabilityChoice
Empowering the clean energy
economy
Simbol IM ad 8_26indd 1 82611 13656 PM
5
Contents
Critical Materials for Green EnergywwwindmincomCMGE
Publication Manager Simon MooresEmail smooresindmincomTel +44 (0) 20 7827 6473
Advertising Manager Ismene Clarke Email iclarkeindmincomTel +44 (0) 20 7827 5252
Editorial Consultant Jessica RobertsEmail jrobertsindmincom Tel +44 (20) 7827 6019
Editorial Design Paul Rackstraw Email paulrackstrawdesigncouk
Free to all Industrial Minerals subscribersAdditional copies pound200
wwwindmincom
copy Metal Bulletin Ltd 2011 All rights reserved No part of this publication (text data or graphic) may be reproduced stored in a data retrieval system or transmit-ted in any form whatsoever or by any means (electronic mechanical photocopying recording or otherwise) without obtaining Metal BuIletin Ltdrsquos prior written consent Unauthorised andor unlicensed copying of any part of this publication is in violation of copyright law Violators may be subject to legal proceedings and liable for substantial monetary damages per infringement as well as costs and legal feesISSN 00 19-8544
Member of the audit Bureau of circulation
Trends 7 Redefining mining 9 Growing pains 10 What does green mean 15 Vertical integration of yesteryear looms
Lithium 18 The rise of Chinese lithium21 Serbian lithium under focus22 Battery bounce for lithium amp vanadium 24 Lithiumrsquos long game 28 The chemistry behind Li-ion 32 Qatar to unlock EVs with LNG blueprint
Rare earths 35 WTO no quick fix 36 Processing 101 40 Rare earths rise in Australia
Graphite 43 China refocuses on lithium-ion dominance 47 Natural graphite faces battle for Li-ionrsquos share 49 How graphite trading is changing
50 Advertisers
ContributorsJaakko Kooroshy p9Research Fellow for the Energy Environment and
Development Programme at the world-leading
think tank Chatham House London
Luka Erceg p10Founder President and CEO of Simbol Materials
a pioneering company in extracting critical battery
materials from geothermal brine
Jason Burkitt p15UK Mining Leader at London-based Pricewater-
houseCoopers a leading advisor to the global min-
ing industry
Dudley Kingsnorth p22Over 40 years experience in international mining a
world leading expert in lithium and rare earths
Christopher Reed p22Managing Director of Australia based Reed Re-
sources a lithium and vanadium development
company
FMC Corp p28Various Authors from the leading lithium producer
and cathode manufacturer
Mark Watts p35Industrial Mineralsrsquo Online News Editor specialis-
ing in criticalstrategic minerals particularly rare
earths
Kidela Capital Group p36Canada-based communications company special-
ising in the resources sector
The emergence of green energy markets is threatening to redefine what is it to be a miner The worldrsquos biggest mining corporations still operate in the familiar sense and do so on a grand global scale BHP Billiton Vale Rio Tinto - the worldrsquos big three - turn increasingly handsome profits from lower value high bulk miner-als like iron ore coal and bauxite
But niche mineral suppliers targeting green markets face differ-ent challenges entirely ndash they have to be experts in mining and chemical processing
Lithium is dominated by chemical companies such as SQM Chemetall and FMC Lithium All three players extract lithium from landlocked brine in South America using complex phase chem-istry When SQM commercialised this technology in 1996 it put most miners out of business
Emerging rare earths producers are less concerned with mining than processing technology to sepa-rate the 17 light and heavy elements central to some of the worldrsquos most important products It comes as little surprise that the most severe shortage is in heavy rare earths ndash the most technically difficult to produce
Graphite on the face of it is closer to traditional mining with well estab-lished extraction and beneficiation techniques But industry innova-tion lies in value-added products graphite made suitable for green markets such as electric vehicle (EV) batteries through chemical processing
This complexity is a far cry from mining as we know it and there is a strong feeling it has been lost on many junior miners that have scrambled in recent years to secure untapped resources of critical or strategic minerals
Recent exploration activity in North America and Europe has focused on raw materials deemed critical Driven by Chinarsquos min-eral export restrictions and a lack of new supply elsewhere gov-ernments around the world have increased their focus on these irreplaceable minerals
The lithium exploration boom on the back of EV battery potential is now calming as the serious juniors come to the fore to enter a market dominated by a handful of producers Rare earth explora-tion on the other hand continues to surge as the world battles immediate supply restrictions
Chinarsquos continuing limits on exports is suffocating global rare earth output indispensable to some of our most important
industries like petroleum refining high strength magnets and flat screen TVs
This problem is not going to vanish or solve itself either ndash China controls 95 of supply in a transitional economy that will be con-suming increasing tonnages
Graphite is another mineral that could soon go the way of lithium and rare earths While the industry is at a different stage of devel-opment ndash its many uses such as refractories car brake pads and pencils has ensured plenty of mines exist worldwide ndash grades of graphite used in lithium-ion batteries is not widespread
Spherical graphite is the highly processed material in demand that sells for $8000tonne Produced from a specific porosity of flake graphite it is not as simple as digging a ready-to-use product from the ground Many argue the world does not have enough to
supply a reasonable demand spike The situation graphite faces is one
that asks questions of lithium and rare earths On one hand you have a rush build a mine and increase mineral supply but the focus should be on developing the processing techniques to produce a consistent and suitable end product Many companies in the afore mentioned industries today have taken dec- ades to develop their proprietary technology
The few that can overcome this challenge will reap huge rewards but many will fall at this hurdle
It is high-value expertise that the mining industry is bereft of Only a handful of companies have significantly invested in their mineral and chemical processing know-how
Supply forecast models take into account the abundance of new supply of critical minerals slated to come on-stream in the next number of years But these figures do not consider whether the supply can be used in the markets that are short ndash technical grade lithium carbonate for batteries heavy rare earths for high strength magnets spherical graphite for batteries
Like China with rare earths today whoever holds the technol-ogy cards will lead the pack
Unless this is addressed across the board the problems fac-ing world supply of critical materials in green energy could be morehellip wellhellip critical than first thought
Simon Moores Publication Manager Critical Materials for Green Energysmooresindmincom
Miners need to think like chemists to get a grip on the green energy revolution
Redefining mining
Comment | Critical Materials
7
Now itrsquos time for our grinding technology For further information please call +4921153530 or visit wwwloeschecom
TO REACH A CERTAIN LEVEL OF PERFECTION IT NEEDS 3000 YEARS
AZ_A4_Hoch_2010_perfectionindd 1 20082010 101728 Uhr
In contrast to what is commonly asserted securing specialty metal supply has little to do with physical scarcity or lopsided geological distributions that hand control of these resources to a small number of countries Instead the key problem is a demand explosion has been confronting a tiny industry still in the early stages of development The sector suddenly needs to be scaled at tremendous speed if markets are to balance The result is severe growing pains
Research into specialty metals has led to the development of new materials with astonishing properties that are vastly superior to traditional materials and we are still only beginning to understand their enormous potential The revolution rare earths have brought to magnet technologies over the past two decades is just one example Industry sectors like consumer electronics aerospace chemicals and automotives require rapidly growing amounts as they apply speciality metals ever more widely
Global warming brings an added ur-gency because many green technolo-giesmdashlike wind and solar energymdashare particularly reliant on speciality metals These metals are also a key to bringing about a revolution in resource efficiency allowing us to do more with less A few ki-lograms of specialty metals can for example economise tons of steel in bridges and buildings which in turn cuts down on energy and carbon En-suring an adequate global supply is not simply a question of resolving a short-term supply crunch It is core to long-term prosperity and environmental security
Substitution and recycling are often advocated as solutions Both approaches have their merits but their potential contribu-tions to solving the specialty metals challenge are often overesti-mated New products containing specialty metals spill from RampD labs much faster than they are substituted out of existing appli-cations Meanwhile specialty metals are only now beginning to be deployed on a large scale It will often take years before large amounts of new supply become available for recycling
Bringing substantial supply of virgin material on line is therefore essential but the expansion of supply is not proceeding unim-peded Between 2005 and 2010 lithium producers globally man-aged to add less than 20 to annual output compared to over 50 for iron ore Things are even worse for the coveted rare earth neodymium For the same period supply grew less than 10 trailing demand by wide margins Estimates suggest that demand for neodymium is set to increase by another 80 by 2015 as the
permanent magnet revolution takes hold No wonder markets are panicking
Reasons for the stuttering supply response are complex but they have little to do with a lack of metal in the ground Paradoxi-cally despite splendid growth prospects investing in new supply of speciality material supply remains a very risky business A ma-jor problem lies in estimating future demand which depends on the volatile development and market penetration of emerging tech-nologies This is a huge issue in small markets where few new projects can make a major impact on aggregate supply especially
in combination with high capital requirements and long peri-ods for investment to mature Add oligopolistic com-
petition the need for challenging downstream processing capabilities murky trading struc-
tures and occasional political meddling and specialty metals become a case study of market failures par excellence
Consequently speciality metal markets have been expanding through a series of sudden booms followed by brutal busts This rollercoaster is not one for the faint-hearted and large mining companies and many mainstream investors have
been reluctant to get involved So despite the hype much needed long-term financ-
ing is still lacking which is the single biggest barrier to generating secure supply
But progress is being made Complacent down-stream industries are beginning to realize that on their
own specialty metals producers are unlikely to meet the supply challenge As result German industry giants like Siemens and Thyssen-Krupp have recently signed agreements with special-ty metal miners following in the footsteps of Korean and Japanese manufacturers like POSCO and Toyota This shares risks creates new investments and brings much-needed planning security for upstream miners and downstream manufacturers alike
Governments have also finally put specialty metals on the crowd-ed global policy agenda However the debate is still dominated by mutual finger pointing and focused on competition rather than co-operation Progress can be made by creating more transparency in markets and cooperating more actively on supply development and RampD for recycling and substitution Politicians need to realise that a reliable supply of specialty metals is in the shared interest of producing and consuming countries alike
Jaakko Kooroshy Research Fellow - Environment and Development Programme Chatham House
Niche critical material industries play catch up with rapid adoption of new technologies
Growing pains
Comment | Trends
9
verywhere we look consum-ers tell us that they want to buy green products governments
want a green economy producers are committing to green production and companies are pursuing climate capi-talism Amidst this consumer demand for lsquogreenrsquo lies the question What does green mean
Green can stand for a host of attributes from recyclable to nonpolluting to en-ergy efficient But regardless of the defi-nition only a minority of todayrsquos con-sumers will pay a premium for a green product For example some consumers pay an incremental cost of $6225 to own a Toyota Prius rather than a Toyota Corolla1 In the same way some shop-pers are willing to pay more for organi-cally grown food If all else is equal a majority of purchasers will choose the green product But most purchasersmdash
consumer or otherwisemdashwill not pay a higher price or premium
The same is true throughout industry green can refer to a companyrsquos prod-ucts or to its operations or to some sort of corporate contribution to a lo-cal community or environmental cause And that is the problem when a word like lsquogreenrsquo starts to mean everything it ends up meaning nothing The US Fed-eral Trade Commission (FTC) updated its so-called lsquogreen guidesrsquo in 2010 in an effort to put more definition around
green marketing claims and to prevent abuses But the FTC focus is mainly on consumer marketing and very little if anything is specified for companies mainly engaged in business-to-business (B2B) marketing Requirements in other markets such as the EU are more strin-gent but also skew toward consumers more than businesses
So companies are increasingly taking matters into their own hands And that means analysing the full lifecycle impli-cations of their products and managing
In a world moving towards cleaner economies industry and governments are all vying for green credentials But a lack of reliable standards threatens to undermine the truly green players Luka Erceg of Simbol Materials outlines the roadmap to defining what it means to be green from consumers to mineral producers
Trends | Defining Green
10 INDUSTRIAL MINERALS | wwwindmincom
What does green mean
their supply chain to reduce resource consumption and pollution
A consumer-driven movementConsumers are leading the movement to green So naturally producers of consumer products are leading the move to greener production If they can claim that their products are greenmdashhowever they choose to define itmdashthey will since it gives them a leg up in the marketplace
Because the definition of green is elu-sive at present even consumer-product companies are not equipped or moti-vated to pursue lsquogreennessrsquo at optimum levels Right now when they are strug-gling to capture a price premium to cover the higher cost of going green these companies generally are not pres-suring or paying their suppliers to adopt greener production methods
Clean-energy and ndashtechnology com-panies view themselves as green al-ready since they are leading the move-ment away from fossil fuels When they choose suppliers they focus on price and performancemdashnot green attributes (Although they value the positive PR that green can bring)
Material producers especially those on the upstream end of the supply chain such as raw-material produc-ers are further behind in making their operations supply chain and products greener Even those that want to mea-sure the energy and carbon footprint of their supply chain have not done so be-cause they are unclear what the metrics should be what the value is and how much it will cost
Most materials producers are not yet subject to market-based price signals for lessening the environmental impact of their operations Those who do con-sider it usually do so under regulation-based price signals
Recently some companies such as Walmart have begun to ask their sup-pliers to submit information about their environmental performance according to specific standards established by the company Although Walmart does not currently require the adoption of green-er production methods its new policies
indicate the beginning of a movement to connect consumer price signals to manufacturing
Over time Walmart will be able to collect valuable data about consumersrsquo green tastes and preferences Ultimate-ly we can expect those price signals to inform Walmartrsquos purchasing behavior And even longer term these kinds of price signals will move the entire sup-ply chain to green
These forward-looking companies calculate and report their total environ-mental footprint not only as a company but also throughout the life cycle of their products Life-cycle analysis of course requires obtaining relevant information from their supply chain
Likewise improving their numbers depends at least in part on requiring each member in the supply chain to improve its green performance Or it means changing to suppliers with more sustainable practices
We believe that over time an increas-ing number of supply-chain companies will be required by their customers to green up They may even be paid a pre-mium to do so
Defining greenBut even if the price signals that lead to economic incentives were put in place suppliers must overcome another sig-nificant obstacle first standards Or put more specifically the lack of clear veri-fiable standards
The first question is What do we mean by green The answers are all over the map with heavy consumer majorities identifying a dozen or more definitions of green We cannot develop useful standards without clearly defin-ing green
Once we define green (and of course the definition may vary from industry
to industry) we must set standards that are achievable and verifiable Again it is not that no one has proposed stan-dardsmdashquite the opposite A 2008 UK Ecolabelling study identified 469 stan-dards across 10 industry categories2
This is clearly dauntingmdashand coun-terproductive Without clear standards companies will be reluctant to invest in sustainable production
Finally we must identify third parties who can reliably validate green claims
A real-life exampleOur US-based company Simbol Ma-terials for example has developed an innovative green sustainable pro-cess to produce critical materials for
high-technology energy defence communication and industrial applica-tions Our process for extracting miner-als from geothermal brines is far superi-or environmentally to other production methods But right now because of the absence of industry standards you have to take our word for it
Unlike most other green processes it also is cost competitive This unusual vantage point enables Simbol Materials to look at green more objectively than many manufacturers since meeting green standards does not increase our costs
It allows us instead to focus on defin-ing green and the standards for greenmdashespecially upstream in the supply chain where companies like ours work
We seek to contribute to the dialogue about green helping to define it and to develop useful standards for all materi-als producers
The first order of business as we have said is defining green
Currently the word is widely used to describe something designed and constructed with minimal negative
11
ldquoThat is the problem when a word like lsquogreenrsquo starts to mean everything it ends up meaning nothingrdquo
impact to the environmentmdashideally using resources in a sustainable man-ner We agree with that definition but only as a starting point
In our business we assess green on multiple fronts First are our products used to produce something consid-ered green At Simbol Materials the answer is both yes and no For example our lithium products will be used in the batteries for electric vehicles as well as in a variety of applications from por-table consumer electronics pharmaceu-ticals to greases and glass
But the ultimate use of our products is not really under our control So we look at the sustainability of our production methods which are
bull Carbon footprint Does our process emit zero or less carbon dioxide (or other noxious emissions) than com-petitive processes
bull Waste Does our process produce less waste and less-hazardous waste than competitive processes
bull Recyclability Does our process per-mit the reuse of components such as natural resources or of the products themselves
bull Energy consumption Is our process energy efficient Is the type of energy we use greener than our competi-torsrsquo
Fortunately for Simbol Materials the answers to the above questions are all yes But the same is not true for our in-dustry as a whole
To better define what green ismdashand to develop useful standards we believe government and industry must answer the following questions
bull What are the standards for greenbull Who determines if a product is
greenbull How can we assess the value of
greenbull Will customers pay a premium for
something greenbull How much value can be captured for
a green productbull Who captures the value of green in
the supply chain
Customers shy away from green pur-chasing until they see that it can be cost-competitive Generally they believe going green requires costly compliance and monitoring programs Better stan-dards and third-party verification could assuage their fears
Unfortunately standards at the raw-materials level are still in a nascent stage and downstream customers are not ex-erting pressure on manufacturers to de-velop standards Greenpeace conducts an annual green-electronics survey and Walmart is developing a sustainability index that will apply to materials pro-ducers But that is about it
Ultimately the USA ndashindeed the world ndash will co-operate to build a clean economy This will require not only de-fining green and setting verifiable stan-dards but also finding ways to recapture the value of green in products and ser-vices And behind all this will lay long-term and consistent public policy that creates market clarity and certainty
Businesses like ours are already lay-ing the foundation
Luka Erceg is president and CEO of Simbol Materials a USA-based com-pany that is pioneering a new technique to extract the battery materials lithium manganese and zinc from geothermal brine
References 1 Manget J Roche C and Munnich F Capturing the Green Advantage for Consumer Companies Boston Consult-ing Group Inc January 20092 Cook G Chrysostomidis Y Cad-man J Wasilewski C and Wililams P Mapping and analysis of sustainable product standards Environmental Re-source Management Ltd March 2008 3 Rautner M and Harrel C Green Electronicshellip The Search Continues Results of the Green Electronics Survey Greenpeace International December 2008 4 Denend L and Plambeck EL Wal-Martrsquos Sustainability Strat-egy Stanford Graduate School of Business Stanford University April 2007
13
Source Dupont (solar panels) Vestas (wind turbines) Nissan (zero emission vehicles)
New Developments for Lithium and REE Mineral Deposits
DORFNER Analysenzentrum und Anlagenplanungsgesellschaft mbHScharhof 1 middot 92242 Hirschau GermanyFon +49 9622 82-162 anzaplandorfnercomwwwanzaplancom
ANZAPLAN is offering a complete service package that extends from state-of-the-art innovative analytical methods to processing concepts for raw materials for the high-tech industry from mineral deposit evaluation to ready-to-implement marketing concepts with a special focus on
New concepts in Lithium and REE minerals processing
Full feasibility studies and engineering
Evaluation of Lithium and REE mineral deposits
Independent from any machinery manufacturer ANZAPLAN is able to maxi-mize the customerrsquos value by offering tailor-made innovative processing solutions
Bene t from our unique pilot plant and internationally accredited laboratory
Anz_Ind_Minerals_291x216_AK4indd 1 29072011 113111 Uhr
Trends | Vertical Integration
ver the last three decades as Wall Street and management theorists encouraged companies
to focus on their core competencies the mining metals and minerals industry became less vertically integrated
Recent events however have indicated a growing trend towards the vertical in-tegration of yesteryear
Vertical integration strategies vary but recent trends show that it has been large-ly upstream as metals companies and end-users seek to add mining assets and miners add infrastructure reintroducing the question of lsquowhat makes a mining companyrsquo
Vertical integration trends have been shaped by an increase in global demand for metals and the growing importance of securing stable supplies of increas-ingly scarce resources Metals compa-nies have looked to vertically integrate primarily to secure alternative sources of raw material supply to facilitate their own continued operation Additional objectives often include gaining greater control over the price of production in-
puts and to provide future growth pros-pects
Integration exposes companies to new dimensions of market risk in different sectors of the industry and potentially decreases flexibility to react to changing market conditions It soaks up significant capital which could otherwise be de-ployed on growing the existing business
Integrating often requires MampA as or-ganic vertical growth is often impossible or impractical and deals can be risky and often do not generate the expected value Vertically integrating can stretch management into new areas of focus and could simply add too much complexity to an organisation
Despite these risks the industry is vertically integrating albeit in differ-ent ways and for different reasons The steel industry has seen considerable ver-
tical integration as producers drive for greater self-sufficiency of raw materials either due to increasingly tight supply of inputs or increasing frustration with the major minersrsquo ability to dictate price and pricing terms This strategy seeks to reduce the market power of the major iron ore producers through decreased re-liance on third-party suppliers
An example of this strategy is Arcelor-Mittal which is significantly increasing its in-house iron ore and coal business as part of a strategy to double iron ore pro-duction to 100m tpa Many other major steel companies have publicly stated their intentions to increase iron-ore and coking coal self-sufficiency
bull Taiwanrsquos China Steel plans to increase iron ore self-sufficiency from 2 to 30 by 2015
PricewaterhouseCoopersrsquo UK Mining Leader Jason Burkitt looks at the returning trend of vertical integration that is seeing downstream players acquiring strategic raw material sources
Vertical integration of yesteryear looms
15
bull POSCO targets 50 raw material self-sufficiency by 2014 and
bull Tata Steel plans to reach 100 iron ore and 50 coking coal self-suffic-iencyWhile these stated desires are clear
only time will tell whether these compa-nies and others are able to successfully and profitably deliver these strategies
Recent vertical integration has also included end-users of mining products acquiring upstream assets
Many power producers including Huadian of China and Tata Power of In-dia have made major coal mining acqui-sitions Amongst zinc smelters Nyrstar has been active in acquiring mining as-sets including their 2011 deal for Can-adarsquos Farallon Mining which increased its self-supplied zinc concentrate usage to 31
This trend will likely also apply to trad-ers as they increasingly look to build up upstream holdings seen by Glencore in their run up to a potential IPO and China Minmetals in their acquisition of assets from Oz Minerals and recent attempt for Equinox
We are beginning to see companies also look at other ways of achieving their integration objectives such as combin-
ing strategic investment and off-take or partnership agreements to lower the risk associated with integration but still reap similar benefits A number of companies have adopted this approach taking mi-nority stakes or providing initial funding to major projects
Examples include China Railwayrsquos 125 equity stake in African Minerals with a 20 year off-take agreement and JFE Steelrsquos 20 investment in the By-erwen Coal project with a long-term off-take agreement
In contrast to other miners Vale has taken a 27 stake in the Brazilian steel production assets owned by Thyssen-Krupp CSA This equity investment is combined with an exclusive iron ore supply agreement solidifying a domes-tic buyer for Valersquos Brazilian iron ore
Although vertical integration strategies vary amongst the miners generally there is no desire to increase their presence in metals manufacturing or sales Where integration has occurred the focus is primarily on infrastructure assets largely for the same motivation as described above ndash ensuring security of access to key production and transport needs Vale for example is adding a number of bulk iron ore ships to its in-house fleet
Overall trends in vertical integration reflect the changing nature of the indus-try particularly as customers are becom-ing competitors to their current suppli-ers For companies moving upstream in the quest for self-sufficiency the mines being acquired are generally not Tier one assets and are usually in the devel-opment phase
With the priority for new entrants of-ten being security of supply lower tier assets coming on stream will shift the industryrsquos cost-curve While traditional mining houses are not expected to ver-tically integrate downstream many will likely continue to integrate into infra-structure
In metals tightening supplies for raw materials and increasingly variable com-modity prices will continue to drive pro-ducers upstream either through direct ownership and control or through mi-nority ownership and strategic off-take agreements In a supply-constrained world for many companies there is no alternative
What remains to be seen is whether vertical integration can deliver sustain-able value and how the balance between miners metals companies and the mar-kets they serve will change
Clockwise Jason Burkitt PricewaterhouseCoopersrsquo UK Mining Leader BHP Billitonrsquos iron ore mining and logistics operations POSCO Steel seeking entry into the lithium market BHPrsquos Jansen Potash Project in Canada Sources PWC BHP Billiton Posco
17
hina has long bucked many global economic and industrial trends Lithium is no differ-
ent While the world in the mid-1990s became reliant on lower cost lithium derived from South American brine China continued using spodumene concentrate as its primary source
It is a trend that has not really changed and one totally at odds with global consumption patterns
Chinarsquos lithium industry has been active since the 1950s but only in the 1980s became significant following a rise in demand for consumer driven goods
Lithium was sourced from a spodumene and lepidolite mine locat-ed in the northern part of Xinjiang and Jiangxi provinces As the 1980s drew to a close imported spodumene from Australia became the main raw mate-rial source for the Chinese lithium in-dustry together with smaller quantities of spodumene from Sichuan province
This situation was turned on its head in the mid-1990s when Chilersquos SQM started to produce technical grade lith-ium carbonate priced below $2000tonne This hit most spodumene based lithium producers ndash chemical conver-tors ndash very hard and only a handful survived
Today owing to rapid market devel-opment of the lithium-ion battery and various pharmaceutical applications some entrepreneurs have started to
venture into the downstream lithium business
In the meantime mothballed spod-umene mines have been restarted in addition to new brine operations fol-lowing a lithium carbonate price rise to over the $4000tonne threshold
Limited sources downstream focus Lithium brine production is mainly lo-cated in the remote Tibet and Qinghai provinces Projects in East Tajinaier Qinghai province and Zabuye Tibet started as far back as the early 1990s before industry leaders SQM and FMC entered the marketplace
These lithium projects fell far behind their original production targets how-ever Zabuye struggled with a lack of infrastructure and difficulty in operat-ing at high altitudes Qinghairsquos lithium production was delayed due to chal-lenges removing the high magnesium content
Qinghai Lithium now has the ability to make good technical grade lithium carbonate from high magnesium-lithium ratio brine but only in limited quantities
The majority of active spodumene mines are located in Sichuan province
The reserves in this region hold Li2O contents between 1-15 and are pro-ducing spodumene concentrate with Li2O levels of 55 Most of the mines are owned by lithium chemical produc-ers as a feedstock source China has no independent spodumene supplier
A lepidolite mine located in Yichuan Jiangxi province was used to supply raw material for producing lithium hydroxide in the late-1990s for the do-mestic ceramic industry
China is now experiencing a new wave of lithium expansions in the wake of lithium-ion battery demand from portable electronics and the promise of an electric vehicle future
Chinarsquos conventional end uses for lithium include glass ceramics lithi-um-bromide absorption air-condition-ers aluminium smelting steel cast-ing protecting powder and lubricant grease
The country is experiencing growth in many of these areas particularly the glass industry a trend which is oppo-site to industry outside of Asia
Lithium processing companies in this sector are Tianqi Lithium Xinji-ang Lithium Citic Guoan and Zabuye Ganfeng Lithium is the leading pro-ducer of lithium chloride in China
Ganfeng Lithiumrsquos Wang Xiaoshen explores Chinarsquos expanding lithium industry its reliance on spodumene imports and a government-backed move towards high value exports
Rise of Chinese lithium
Ganfeng Lithiumrsquos revenues Chinese imports amp exports of lithium carbonate
6m
5m
4m
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
3m
2m
1m
0
US
$
8000
2006
2007
2008
2009
2010
6000
4000
2000
0
tonn
es
Export QtyImport Qty
Lithium | China
18 INDUSTRIAL MINERALS | wwwindmincom
Jiangxi province-based Ganfeng Lithium has established a leading po-sition of producing lithium metal and derivative products high purity lithi-um carbonate and lithium-fluoride for electrolyte production and other spe-cialties The company was listed on Shenzhen Stock Exchange in August 2010 ndash the first pure lithium company to be listed in China
Tianqi used to have the majority share of battery grade lithium carbon-ate in the domestic cathode market but now this is shared by Ganfeng Lithium and Pan Asia Lithium
Both Ganfeng Lithium and Tianqi are importing raw material Tianqi is 100 reliant on spodumene from Tali-son in Australia although the company has announced an investment into a fully owned spodumene mine in Sich-uan province and a holding in a pre-production project in Canada owned by Nemaska Exploration
The company has increased its num-ber of raw material sources to include concentrated lithium brine spodumene lepidolite and recycled material The use of spodumene and lepidolite are the new measurements to increase the source of lithium
It has also started securing interna-tional raw materials sources through an investment in Argentine brine de-veloper International Lithium Corp
Chinarsquos lithium industry is in a unique position and is unlike other major markets in Japan and South Ko-rea China has a large lithium chemical production capacity which often ex-ceeds domestic demand This enables the country to cope with demand in-creases while remaining competitive
With a significant VAT barrier on im-ports and exports Chinese companies are reluctant to trade outside of the countryrsquos borders
Australiarsquos Talison Lithium the worldrsquos leading spodumene miner relies on the Chinese market as its business driver An expected boom in demand resulted in an expansion of its Greenbushes mine to 320000tpa A second phase expansion has also been approved which will take concentrate
capacity to 720000 tpa and make Tali-son Lithium the worldrsquos largest lith-ium carbonate equivalent producer at 110000 tpa
Exporting higher value China is moving towards exports of higher value products across all indus-tries For example lithium battery ex-ports enjoy a 17 tax refund whereas for basic lithium chemicals it is 0 some products even have an export tax
As a result Chinese exports of higher-value lithium chemicals will increase
Consolidation in the industry will also become a rising trend Small lith-ium companies in niche markets will merge with bigger lithium players par-ticularly those publically listed with fi-nancial clout
With the high hopes for EV demand and energy storage the lithium indus-try has attracted significant investment in recent years The existing players will increase their capacities Brine projects in Qinghai and Tibet will have a significant increase in output over the next 2-3 years
Galaxy Resources will be produc-ing battery-grade lithium carbonate at its Jiangsu chemical plant using spodumene concentrate source from its Mt Cattlin mine in Australia This will be Chinarsquos first purpose built battery grade lithium plant Production from new spodumene projects will also en-ter the market soon
With the Chinese Government keen to support new energy industries Chi-na will maintain its growth status in lithium
19
ldquoConsolidation in the industry will increase small lithium companies in niche markets will merge with bigger lithium players particularly those publicly listedrdquo Wang Xiaoshen Vice Chairman and Vice Executive President of Ganfeng Lithium
20 INDUSTRIAL MINERALS | wwwindmincom
Print + Online + EventsAdvertising is published in print and online with links for maximum exposure
For advertising and editorial opportunities contactSimon Moores
Publication Manager+44 20 7827 6473 smooresindmincom
Ismene ClarkeAdvertising Manager
+44 20 7827 5252 iclarkeindmincom
BOOK NOW400
all inclusive
Building on the success of the inaugural 2010 IM Moving Minerals Roundtable Industrial Minerals announces its second Roundtable for 2011
With a focus on logistic strategies solutions and security of supply for key performance minerals in the filler and pigment refractory and oilfield markets the IM Moving Minerals Roundtable 2011 will appeal to all those in the supply chain for these key mineral commodities
Mine to Market Strategies Solutions Security
FIlleR MINeRals ReFRactORy MINeRals OIlFIeld MINeRals
NH Barbizon Palace Hotel ndash amsterdam
FILLER amp PIGMENT MINERALSmiddot calcium carbonatemiddot talcmiddot Kaolinmiddot ti-minerals
REFRACTORY MINERALSmiddot aluminosilicatesmiddot Bauxitemiddot Graphitemiddot Magnesia
OILFIELD MINERALSmiddot Barytesmiddot Bentonitemiddot Frac sandmiddot calcium chloride
to register and for sponsorshipexhibits contact Ismene Clarke
Advertisement Manager IM iclarkeindmincom
T +44 (0) 20 7827 5252
For presentations contact Mike OrsquoDriscoll
Editor IM modriscollindmincom
T +44 (0) 20 7827 6444
SPONSORS
Lithium | Jadarite
uropean lithium supply has evaded the spotlight in recent years Ex-ploration activity has focused on
Canada Australia and the USA While much debate has centered on brine
and spodumene lithium sources Rio Tinto has been developing a different lithium de-posit based on a newly discovered mineral jadarite in the eastern European country of Serbia
Serbian and American geologists work-ing for Rio Tinto discovered the deposit in 2004 near the town of Loznica They dis-covered the mineral jadarite in 2007 and Serbiarsquos Jadar basin is the only place in the world where the mineral can be found
Jadarite shot to fame when discovered as it had the exact chemical composition as the fictional mineral kryptonite from the Superman series
Due to its high lithium and borate con-centrations ndash and an assessed geological resource of more than 200m tonnes ndash Ja-dar has been ranked as one of the largest lithium deposits in the world
The deposit is geographically contained within three discrete vertically stacked zones Rio Tinto Minerals has focused its studies on the highest grade and larg-est zone called the Lower Jadarite Zone and has declared an inferred resource of 1253m tonnes with a weighted average Li2O concentration of 18 and 162m tonnes B2O3 for the lower zone only
If developed the deposit has the potential to supply more than 20 of global lithium demand
Lithium has many applications from medical uses to batteries to ceramics and aircraft alloys
The fastest growing application is lith-ium batteries for hybrid and electric cars The world market for hybrid vehicles is predicted to increase to more than 11m ve-
hicles a year by 2020 or about 23 times the market size in 2008
The deposit also contains borates Rio Tinto Minerals produces nearly 40 of the worldrsquos demand for refined borates from its mines in California and Argentina Ore from these mines is processed locally and further refining takes place in France and California The company also oper-ates shipping facilities in California the Netherlands Spain Malaysia and China as well as a global network of sales offices and stock points
Borates are essential micronutrients for all plants and boron deficiency affects almost all major crops grown around the world Without borate fertilisers crop yields and quality can be greatly reduced
Borates are also key ingredients in glass production including insulation fiberglass that keeps buildings energy-efficient tex-tile fiberglass used in windmill blades and
glass components of televisions comput-ers solar heating devices and heat resistant cookware
Rio Tinto Mineralsrsquo team is working closely with Serbiarsquos Ministry of the En-vironment Mines and Spatial Planning community members and other stakehold-ers as the Jadar project progresses
Leaders also signed a MOU with Lozni-ca Municipality reinforcing an ongoing agreement to co-operate and share infor-mation to support development of the proj-ect
At present Jadar is in the prefeasibility stage which includes research aimed to better understand the deposit pilot-testing recovery and processing methods con-ducting mining trade-off studies and col-laborating with Serbian experts to conduct the extensive environmental and socioeco-nomic analysis that lays the groundwork for efficient and responsible development
If developed production could com-mence within the next six years
Rio Tintorsquos strategy to invest in large long-term cost competitive mines means that the company operates on extended time horizons These long-term commit-ments provide opportunities to plan imple-ment and deliver sustainable contributions to social wellbeing environmental stew-ardship and economic prosperity every-where the company operates
Rio Tinto outlines its progress to commercialise lithium production from the newly discovered mineral jadarite
Serbian lithium under focus
21
Senior geologist Vladisav Eric examines a core sample of jadarite Source Rio Tinto
The profiles of lithium and vanadium have increased significantly over the last five years owing to their use in emerging battery technologies
The movement to cleaner green econ-omies relies on a reduction in fossil fuel consumption particularly oil and gas In order to achieve this industry and gov-ernments are turning to battery storage to make new electricity sources ndash such as wind and solar ndash more manageable
The rise of battery technology over the last decade has seen designs that are increasingly based on the minerals lithium and vanadium But as the tech-nology adoption gathers pace the sup-ply of these critical minerals is at risk of falling short
Lithium In 2010 the size of global lithium in-dustry (including both chemicals and minerals) was about 125000tpa of lith-ium carbonate equivalent (LCE) with a compound average growth rate of 6 pa throughout the decade
In 2000 the market was about 70000tpa and the use of lithium in batteries repre-sented 5-7 whereas the use of lithium
in batteries in 2010 was estimated at 20-25 of the market Throughout the last decade the market for lithium in batter-ies has grown at 20-25 pa ndash the battery sector has driven the industry for the last 11 years
Lithium has been studied as a cath-ode and electrolyte for both primary and re-chargeable batteries for almost a century but its reactivity proved to be a double-edged sword as it was a barrier to the development of batteries that meet todayrsquos high standards of occupational health and safety But due to the pio-neering work of Japanese and American chemists these issues are now a concern of the past
Cost has limited primary and second-ary lithium batteries until the last few years where weight and longevity were paramount Improvements in manufac-turing techniques now produce a reliable battery at a reasonable cost and resulting demand is taking off
Today lithium-based batteries are found in computers mobile phones portable audio-visual equipment power tools electric bikes and electric vehicles The overall growth of this sector in this
decade is forecast to be 25-30pa ndash a doubling of demand every three years On this basis the lithium battery sector could grow from 20-25000 tpa LCE in 2010 to 180-220000tpa in 2020 a huge proportion of a total lithium market of 240-280000tpa LCE
This rapid acceleration of anticipated growth has resulted in fears of a supply shortage
Reed Resources through the devel-opment of the Mt Marion SpodumeneLithium Project is in a position to ar-rest the looming shortfall in supply The company aims to become a preferred supplier of spodumene to the Chinese lithium carbonate industry within 12 months This is through advanced plans to participate in the downstream produc-tion of lithium chemicals for the battery industry
As with many developing technolo-gies it is China that will be leading the market in the coming years in terms of both consumption and production Chi-narsquos over-arching strategy includes
bull To become a world leader in green technologies and low carbon energy
bull To reduce dependence on oil ndash particu-larly for transport
bull Investment of significant technologi-cal and financial resources in the de-velopment of renewable energy with a focus on wind turbines backed-up by mass energy storage
bull Electric and hybrid vehicles to consti-tute at least 25 of vehicles by 2020 and 50 by 2030 to be backed up by a comprehensive system of re-charging platformsstations
bull Lithium battery power to replace lead acid powered E-Bikes as soon as prac-ticable assisted by the gradual closure of lead acid battery manufacture
For much of the past decade growth in the lithium market has been lagging the forecast of both consumers and produc-ers However in the past 12-18 months there has been a significant turnaround such that consumer and producer fore-casts are now lagging actual demand Inevitably this will lead to increased prices for lithium carbonate Roskill In-
22 INDUSTRIAL MINERALS | wwwindmincom
Lithium and vanadium rise as economies move from fossil fuels to battery technology by Dudley Kingsnorth and Chris Reed of Reed Resources
Battery bounce
Lithium | Lithium + Vanadium
formation Services is forecasting prices of $6-7000tonne in the short to medi-um term compared with present prices of $4500-5500tonne
Reed Resources and partner Mineral Resources Ltd one of Australiarsquos larg-est mining services companies is bring-ing the Mt Marion Lithium Project into production in H1 2012 Mt Marion will initially produce 200000 tpa of chemi-cal grade spodumene is totally uncon-tracted and the partners are ready to dis-cuss cooperative agreements with new and existing mineral converters
VanadiumIn 2010 the size of global vanadium industry was around 64000 tonnes or 250m lbs of vanadium pentoxide equivalent It experienced a compound average growth rate of 6 pa through-out the decade
Increasing levels of steel production over the last decade ndash particularly in China ndash have caused a structural shift upwards in vanadium pricing levels However it has not been plain sailing
The global financial crisis interrupted its day in the sun and the recovery was short lived as leading western producers
Evraz and Xstrata returned to full pro-duction and dominant Chinese producer Pangang delivered staged expansions ahead of time
In mid-2010 against the backdrop of recovering Western steel production levels and Chinese steelmakers moving to higher V-content in rebar prices fell and have moved sideways ever since Why this disconnection from steel (in-dicators) and break of this strong posi-tive correlation Leading market com-mentators opine that prices will trend up driven by growth in all the majors sources of vanadium demand Targets range from $10-18lb over the next five years
At Reed Resources we are comfort-able with the medium and long term fundamentals of the market particularly the non-steel applications Each new generation of aircraft contains more lightweight titanium alloys in response to demand for greater fuel efficiency
Another developing technology that could have major implications for va-nadium demand is the Vanadium Redox Battery (VRB) The VRB is an example of chemical storage of energy that is the storage of energy in a vanadium bearing
solution then discharging the energy through ion exchange (membrane) units The size of the tankage dictates storage capacity and the number of discharge units the power output
The beauty of this Australian inven-tion is that the number of deep discharge cycles has been measured at between 10 and 20 thousand times (or over 25 years with daily chargedischarge)
There is a limit to concentration of va-nadium in solution (a practical energy to volume limitation) 1 MWh of storage capacity requires about 60 cubic metres of solution containing 9-95 tonnes of V2O5 The largest battery seen recently in a visit to China was 2MW8MWh but they were building 5MW30MWh requiring some 270 tonnes or 600000 pounds of V2O5 The driving force be-hind this in China is the ~200bn Yuan spent on renewable energy last year Without storage approximately 70 of wind energy is typically lost
The lithium-vanadium battery is an exciting prospect Like the 57 varieties of Heinz sauces so too are the different chemistries of lithium batteries Unless another element is found the lithium-vanadium battery has the highest theo-retical voltage output (power) and en-ergy density (range)
Supporting this postulation are ex-amples from Subaru (G4E) and Audi (A2) Audi in partnership with German battery maker DBM Energy and utility Lekker Erenrgie drove an all electric A2 a record 603km on a single charge In addition its battery can be fully re-charged in 6 minutes from a standard 240V source
Chinarsquos BYD Japanrsquos GS Yuasa and the USArsquos Valence Technologies are all developing batteries based on lithium-Vanadium chemistry
Reed Resources is in the financing and approvals phase of our Barrambie Vana-dium Project Australiarsquos richest vana-dium reserve and subject to financing we aim to be in production in 201415 producing around 25m lbs a year of high-purity vanadium pentoxide
Reed Resources is an Australian lithium and vanadium development company
23
1 Lead-Acid The most economical battery for large power applications where weight is not a major consideration
2 Nickel-Cadmium Economical with a long life but are being phased out due to the toxicity of cadmium
3 Nickel-Metal Hydride Capable of delivering high density energy compared with nickel-cadmium but they do not have a long life This has been further complicated by supply doubts of a key input material rare earths which is providing impetus to the development of the lithium-ion batteries
4 Lithium-Ion The fastest growing secondary battery owing to its capability to deliver high density energy with a high power to weight ratio However the required design for adequate consumer safety means that it is not a low cost option Re-search into improved manufacturing techniques is steadily reducing the cost
5 Lithium-Ion Polymer This adaption of the lithium-ion battery is a more cost effective option possessing a higher energy density that can be manufactured in physical shapes and that are more compatible with the demands of todayrsquos portable audio-visual equipment
Major secondary batteries
Industrial Minerals Could you provide a brief overview of where Rincon Lithium is at Mike Tamlin Rincon Lithium is in transition from a development project to a commercial business Rincon Lith-ium will produce battery grade gt995 Li2CO3 with first commercial shipments to customers in early 2012 Plant com-missioning has been conducted and pro-duction is in early stabilisation phases in which attention to quality consistency and reliability has priority
Early production before optimisation work resulted in gt995 grade prod-uct Lithium carbonate will be the sole product until the commissioning of by-
product facilities that include potassium chloride
IM Industrial Minerals first re-ported on the Rincon Salar devel-opment in the early 2000s It has been a long road to get to this point What have been the main hurdles for Rincon Lithium since acquir-ing the project from Admiralty Re-sources in 2008MT The Sentient Group acquired the project in late December 2008 when the project was under-funded and develop-ment was virtually at standstill The most intense period of the development of Rincon has been in the period since then
Sentient has provided the funding that is critical to any successful project de-velopment This period has seen the con-
struction and operation of a pilot plant followed by the construction of a small capacity commercial scale plant It has also incorporated the acquisition and con-solidation of the extensive lithium sodi-um sulphate and water tenement package the will underwrite the long-term security of production at large volumes The first large capacity expansion is in feasibility planning and early design phases and the company has built and mobilised the pro-duction team
IM There have been a lot of lithi-um junior companies entering the industry since 2009 At its peak more than 100 companies owned lithium tenements What are your thoughts on this boom in interest MT The future demand from the EV
24 INDUSTRIAL MINERALS | wwwindmincom
With the race for lithium slowing focus is moving to the complex manufacture of the battery raw material lithium carbonate Industrial Minerals spoke with Rincon Lithiumrsquos general manager Mike Tamlin on why he believes only a fraction of new companies will begin production and how even less will be profitable
Lithiumrsquos long game
Lithium | Carbonate
Main picture Brine evaporation ponds in the Salar del Rincon Argentina Source Rincon Lithium
industry will need considerable expan-sion in production capacity That in turn will demand large scale capital invest-ment in new plant and resource develop-ment
Exploration and development has a long lead time so the new-found inter-est is timely That said the usual rule of thumb in resources development is that only about 10 of potential resources ever reach production and only 3 are commercially stable and profitable so the odds are stacked against more than a few of these juniors surviving
Rincon Lithium has developed the project in an orderly and thorough way to ensure that it will be a stable large ca-pacity producer for the long term
IM Does it accurately reflect the prospects of the EV industry or is it overhypedMT The potential of the EV industry is best summarised by the massive de-velopment investment by the major car-makers worldwide
The auto industry and battery manu-facturers need reliable and secure un-constrained lithium supply over the long term The lithium industry needs to re-spond in a measured and credible way that fulfils the needs of its ultimate cus-tomers
IM Has the complexity of pro-ducing a suitable and consistent lithium carbonate grade for EV batteries been underestimatedMT Very much so at the junior end and less so at the established end of the industry Rincon has been through an extensive resource development and process development phase and knows just how difficult and exhausting the de-velopment process is
Fortunately Rincon Lithium has not had the funding constraints recently that it suffered in its early days and has been able to deal with this complexity
Process development requires con-siderable time money and technical know-how Operating a production fa-cility reliably and consistently requires well organised well-funded and skilled people and technical resources
Optimising and stabilising production after commissioning takes some time to achieve the reliability needed Future demand will require production on a significantly larger scale than before re-quiring more investment even for exist-ing major producers
IM Is the price of lithium carbon-ate really as irrelevant as many say MT It may be the smallest input cost to the battery producer but the cathode manufacturer which purchases the mate-rial would have a different view
Price always matters in the commer-cial world of which lithium production cathode production and car making are integral parts Price stability is probably more important than absolute price
Price always matters to the high cost producers in any industry because the natural price floor is near the cost of the highest cost producers In that re-spect brine resources that are suitable for commercial production and are well managed have the edge over hard rock production sources
IM Is there room for a lithium brine producer in a spodumene-feedstock dominated China MT Hard rock production inherently consumes more fossil fuels emits more carbon and is generally more energy intensive than production from brine resources
There are many reasons why solar pond brine resource lithium would be a superior source in environmental terms in China as they are elsewhere There is no commercial reason to exclude pro-duction from Chinese brine resources There are several reasons associated
with difficult brine chemistry and very challenging logistics that explain why Chinese production is dominated by hard rock resources
IM Unlike other critical materials like rare earths lithium has steady supply from a number of different sources outside of China Some commentators have suggested that it should not be deemed criti-cal or strategic Would you agree with thisMT Suppliers are rarely the right peo-ple to ask if they are critical or strategic However I suspect critical or strategic should be determined by the importance of their end use rather than the supply concentration
Lithium will be a very important raw material to EV producers even though lithium resources are not limited Devel-oped viable and active lithium sources will be far fewer in number than the un-developed resource base
Concentration of supply can become a threat to supply security in some situa-tions like it has in rare earths but that is a different issue It is not the same for lithium
IM Do you think China is the deal-maker or breaker for global EV adoptionMT Making EVs more affordable is more a universal issue that could be a barrier to EV commercial success
China will be one of the important markets due to its size and the govern-ment financial support for EV adoption
IM On a global scale how impor-tant are governments to the adop-tion of EVs which at present are not cost efficient MT Governments have an important role to play However in the current financial circumstances worldwide governments in many countries appear to have limited resources to subsidise EVs
Sooner or later unit costs of EVs have to be reduced through engineering man-ufacturing improvements and economy of scale
25
ldquoLithium price stability is probably
more important than absolute pricerdquo
Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

5
Contents
Critical Materials for Green EnergywwwindmincomCMGE
Publication Manager Simon MooresEmail smooresindmincomTel +44 (0) 20 7827 6473
Advertising Manager Ismene Clarke Email iclarkeindmincomTel +44 (0) 20 7827 5252
Editorial Consultant Jessica RobertsEmail jrobertsindmincom Tel +44 (20) 7827 6019
Editorial Design Paul Rackstraw Email paulrackstrawdesigncouk
Free to all Industrial Minerals subscribersAdditional copies pound200
wwwindmincom
copy Metal Bulletin Ltd 2011 All rights reserved No part of this publication (text data or graphic) may be reproduced stored in a data retrieval system or transmit-ted in any form whatsoever or by any means (electronic mechanical photocopying recording or otherwise) without obtaining Metal BuIletin Ltdrsquos prior written consent Unauthorised andor unlicensed copying of any part of this publication is in violation of copyright law Violators may be subject to legal proceedings and liable for substantial monetary damages per infringement as well as costs and legal feesISSN 00 19-8544
Member of the audit Bureau of circulation
Trends 7 Redefining mining 9 Growing pains 10 What does green mean 15 Vertical integration of yesteryear looms
Lithium 18 The rise of Chinese lithium21 Serbian lithium under focus22 Battery bounce for lithium amp vanadium 24 Lithiumrsquos long game 28 The chemistry behind Li-ion 32 Qatar to unlock EVs with LNG blueprint
Rare earths 35 WTO no quick fix 36 Processing 101 40 Rare earths rise in Australia
Graphite 43 China refocuses on lithium-ion dominance 47 Natural graphite faces battle for Li-ionrsquos share 49 How graphite trading is changing
50 Advertisers
ContributorsJaakko Kooroshy p9Research Fellow for the Energy Environment and
Development Programme at the world-leading
think tank Chatham House London
Luka Erceg p10Founder President and CEO of Simbol Materials
a pioneering company in extracting critical battery
materials from geothermal brine
Jason Burkitt p15UK Mining Leader at London-based Pricewater-
houseCoopers a leading advisor to the global min-
ing industry
Dudley Kingsnorth p22Over 40 years experience in international mining a
world leading expert in lithium and rare earths
Christopher Reed p22Managing Director of Australia based Reed Re-
sources a lithium and vanadium development
company
FMC Corp p28Various Authors from the leading lithium producer
and cathode manufacturer
Mark Watts p35Industrial Mineralsrsquo Online News Editor specialis-
ing in criticalstrategic minerals particularly rare
earths
Kidela Capital Group p36Canada-based communications company special-
ising in the resources sector
The emergence of green energy markets is threatening to redefine what is it to be a miner The worldrsquos biggest mining corporations still operate in the familiar sense and do so on a grand global scale BHP Billiton Vale Rio Tinto - the worldrsquos big three - turn increasingly handsome profits from lower value high bulk miner-als like iron ore coal and bauxite
But niche mineral suppliers targeting green markets face differ-ent challenges entirely ndash they have to be experts in mining and chemical processing
Lithium is dominated by chemical companies such as SQM Chemetall and FMC Lithium All three players extract lithium from landlocked brine in South America using complex phase chem-istry When SQM commercialised this technology in 1996 it put most miners out of business
Emerging rare earths producers are less concerned with mining than processing technology to sepa-rate the 17 light and heavy elements central to some of the worldrsquos most important products It comes as little surprise that the most severe shortage is in heavy rare earths ndash the most technically difficult to produce
Graphite on the face of it is closer to traditional mining with well estab-lished extraction and beneficiation techniques But industry innova-tion lies in value-added products graphite made suitable for green markets such as electric vehicle (EV) batteries through chemical processing
This complexity is a far cry from mining as we know it and there is a strong feeling it has been lost on many junior miners that have scrambled in recent years to secure untapped resources of critical or strategic minerals
Recent exploration activity in North America and Europe has focused on raw materials deemed critical Driven by Chinarsquos min-eral export restrictions and a lack of new supply elsewhere gov-ernments around the world have increased their focus on these irreplaceable minerals
The lithium exploration boom on the back of EV battery potential is now calming as the serious juniors come to the fore to enter a market dominated by a handful of producers Rare earth explora-tion on the other hand continues to surge as the world battles immediate supply restrictions
Chinarsquos continuing limits on exports is suffocating global rare earth output indispensable to some of our most important
industries like petroleum refining high strength magnets and flat screen TVs
This problem is not going to vanish or solve itself either ndash China controls 95 of supply in a transitional economy that will be con-suming increasing tonnages
Graphite is another mineral that could soon go the way of lithium and rare earths While the industry is at a different stage of devel-opment ndash its many uses such as refractories car brake pads and pencils has ensured plenty of mines exist worldwide ndash grades of graphite used in lithium-ion batteries is not widespread
Spherical graphite is the highly processed material in demand that sells for $8000tonne Produced from a specific porosity of flake graphite it is not as simple as digging a ready-to-use product from the ground Many argue the world does not have enough to
supply a reasonable demand spike The situation graphite faces is one
that asks questions of lithium and rare earths On one hand you have a rush build a mine and increase mineral supply but the focus should be on developing the processing techniques to produce a consistent and suitable end product Many companies in the afore mentioned industries today have taken dec- ades to develop their proprietary technology
The few that can overcome this challenge will reap huge rewards but many will fall at this hurdle
It is high-value expertise that the mining industry is bereft of Only a handful of companies have significantly invested in their mineral and chemical processing know-how
Supply forecast models take into account the abundance of new supply of critical minerals slated to come on-stream in the next number of years But these figures do not consider whether the supply can be used in the markets that are short ndash technical grade lithium carbonate for batteries heavy rare earths for high strength magnets spherical graphite for batteries
Like China with rare earths today whoever holds the technol-ogy cards will lead the pack
Unless this is addressed across the board the problems fac-ing world supply of critical materials in green energy could be morehellip wellhellip critical than first thought
Simon Moores Publication Manager Critical Materials for Green Energysmooresindmincom
Miners need to think like chemists to get a grip on the green energy revolution
Redefining mining
Comment | Critical Materials
7
Now itrsquos time for our grinding technology For further information please call +4921153530 or visit wwwloeschecom
TO REACH A CERTAIN LEVEL OF PERFECTION IT NEEDS 3000 YEARS
AZ_A4_Hoch_2010_perfectionindd 1 20082010 101728 Uhr
In contrast to what is commonly asserted securing specialty metal supply has little to do with physical scarcity or lopsided geological distributions that hand control of these resources to a small number of countries Instead the key problem is a demand explosion has been confronting a tiny industry still in the early stages of development The sector suddenly needs to be scaled at tremendous speed if markets are to balance The result is severe growing pains
Research into specialty metals has led to the development of new materials with astonishing properties that are vastly superior to traditional materials and we are still only beginning to understand their enormous potential The revolution rare earths have brought to magnet technologies over the past two decades is just one example Industry sectors like consumer electronics aerospace chemicals and automotives require rapidly growing amounts as they apply speciality metals ever more widely
Global warming brings an added ur-gency because many green technolo-giesmdashlike wind and solar energymdashare particularly reliant on speciality metals These metals are also a key to bringing about a revolution in resource efficiency allowing us to do more with less A few ki-lograms of specialty metals can for example economise tons of steel in bridges and buildings which in turn cuts down on energy and carbon En-suring an adequate global supply is not simply a question of resolving a short-term supply crunch It is core to long-term prosperity and environmental security
Substitution and recycling are often advocated as solutions Both approaches have their merits but their potential contribu-tions to solving the specialty metals challenge are often overesti-mated New products containing specialty metals spill from RampD labs much faster than they are substituted out of existing appli-cations Meanwhile specialty metals are only now beginning to be deployed on a large scale It will often take years before large amounts of new supply become available for recycling
Bringing substantial supply of virgin material on line is therefore essential but the expansion of supply is not proceeding unim-peded Between 2005 and 2010 lithium producers globally man-aged to add less than 20 to annual output compared to over 50 for iron ore Things are even worse for the coveted rare earth neodymium For the same period supply grew less than 10 trailing demand by wide margins Estimates suggest that demand for neodymium is set to increase by another 80 by 2015 as the
permanent magnet revolution takes hold No wonder markets are panicking
Reasons for the stuttering supply response are complex but they have little to do with a lack of metal in the ground Paradoxi-cally despite splendid growth prospects investing in new supply of speciality material supply remains a very risky business A ma-jor problem lies in estimating future demand which depends on the volatile development and market penetration of emerging tech-nologies This is a huge issue in small markets where few new projects can make a major impact on aggregate supply especially
in combination with high capital requirements and long peri-ods for investment to mature Add oligopolistic com-
petition the need for challenging downstream processing capabilities murky trading struc-
tures and occasional political meddling and specialty metals become a case study of market failures par excellence
Consequently speciality metal markets have been expanding through a series of sudden booms followed by brutal busts This rollercoaster is not one for the faint-hearted and large mining companies and many mainstream investors have
been reluctant to get involved So despite the hype much needed long-term financ-
ing is still lacking which is the single biggest barrier to generating secure supply
But progress is being made Complacent down-stream industries are beginning to realize that on their
own specialty metals producers are unlikely to meet the supply challenge As result German industry giants like Siemens and Thyssen-Krupp have recently signed agreements with special-ty metal miners following in the footsteps of Korean and Japanese manufacturers like POSCO and Toyota This shares risks creates new investments and brings much-needed planning security for upstream miners and downstream manufacturers alike
Governments have also finally put specialty metals on the crowd-ed global policy agenda However the debate is still dominated by mutual finger pointing and focused on competition rather than co-operation Progress can be made by creating more transparency in markets and cooperating more actively on supply development and RampD for recycling and substitution Politicians need to realise that a reliable supply of specialty metals is in the shared interest of producing and consuming countries alike
Jaakko Kooroshy Research Fellow - Environment and Development Programme Chatham House
Niche critical material industries play catch up with rapid adoption of new technologies
Growing pains
Comment | Trends
9
verywhere we look consum-ers tell us that they want to buy green products governments
want a green economy producers are committing to green production and companies are pursuing climate capi-talism Amidst this consumer demand for lsquogreenrsquo lies the question What does green mean
Green can stand for a host of attributes from recyclable to nonpolluting to en-ergy efficient But regardless of the defi-nition only a minority of todayrsquos con-sumers will pay a premium for a green product For example some consumers pay an incremental cost of $6225 to own a Toyota Prius rather than a Toyota Corolla1 In the same way some shop-pers are willing to pay more for organi-cally grown food If all else is equal a majority of purchasers will choose the green product But most purchasersmdash
consumer or otherwisemdashwill not pay a higher price or premium
The same is true throughout industry green can refer to a companyrsquos prod-ucts or to its operations or to some sort of corporate contribution to a lo-cal community or environmental cause And that is the problem when a word like lsquogreenrsquo starts to mean everything it ends up meaning nothing The US Fed-eral Trade Commission (FTC) updated its so-called lsquogreen guidesrsquo in 2010 in an effort to put more definition around
green marketing claims and to prevent abuses But the FTC focus is mainly on consumer marketing and very little if anything is specified for companies mainly engaged in business-to-business (B2B) marketing Requirements in other markets such as the EU are more strin-gent but also skew toward consumers more than businesses
So companies are increasingly taking matters into their own hands And that means analysing the full lifecycle impli-cations of their products and managing
In a world moving towards cleaner economies industry and governments are all vying for green credentials But a lack of reliable standards threatens to undermine the truly green players Luka Erceg of Simbol Materials outlines the roadmap to defining what it means to be green from consumers to mineral producers
Trends | Defining Green
10 INDUSTRIAL MINERALS | wwwindmincom
What does green mean
their supply chain to reduce resource consumption and pollution
A consumer-driven movementConsumers are leading the movement to green So naturally producers of consumer products are leading the move to greener production If they can claim that their products are greenmdashhowever they choose to define itmdashthey will since it gives them a leg up in the marketplace
Because the definition of green is elu-sive at present even consumer-product companies are not equipped or moti-vated to pursue lsquogreennessrsquo at optimum levels Right now when they are strug-gling to capture a price premium to cover the higher cost of going green these companies generally are not pres-suring or paying their suppliers to adopt greener production methods
Clean-energy and ndashtechnology com-panies view themselves as green al-ready since they are leading the move-ment away from fossil fuels When they choose suppliers they focus on price and performancemdashnot green attributes (Although they value the positive PR that green can bring)
Material producers especially those on the upstream end of the supply chain such as raw-material produc-ers are further behind in making their operations supply chain and products greener Even those that want to mea-sure the energy and carbon footprint of their supply chain have not done so be-cause they are unclear what the metrics should be what the value is and how much it will cost
Most materials producers are not yet subject to market-based price signals for lessening the environmental impact of their operations Those who do con-sider it usually do so under regulation-based price signals
Recently some companies such as Walmart have begun to ask their sup-pliers to submit information about their environmental performance according to specific standards established by the company Although Walmart does not currently require the adoption of green-er production methods its new policies
indicate the beginning of a movement to connect consumer price signals to manufacturing
Over time Walmart will be able to collect valuable data about consumersrsquo green tastes and preferences Ultimate-ly we can expect those price signals to inform Walmartrsquos purchasing behavior And even longer term these kinds of price signals will move the entire sup-ply chain to green
These forward-looking companies calculate and report their total environ-mental footprint not only as a company but also throughout the life cycle of their products Life-cycle analysis of course requires obtaining relevant information from their supply chain
Likewise improving their numbers depends at least in part on requiring each member in the supply chain to improve its green performance Or it means changing to suppliers with more sustainable practices
We believe that over time an increas-ing number of supply-chain companies will be required by their customers to green up They may even be paid a pre-mium to do so
Defining greenBut even if the price signals that lead to economic incentives were put in place suppliers must overcome another sig-nificant obstacle first standards Or put more specifically the lack of clear veri-fiable standards
The first question is What do we mean by green The answers are all over the map with heavy consumer majorities identifying a dozen or more definitions of green We cannot develop useful standards without clearly defin-ing green
Once we define green (and of course the definition may vary from industry
to industry) we must set standards that are achievable and verifiable Again it is not that no one has proposed stan-dardsmdashquite the opposite A 2008 UK Ecolabelling study identified 469 stan-dards across 10 industry categories2
This is clearly dauntingmdashand coun-terproductive Without clear standards companies will be reluctant to invest in sustainable production
Finally we must identify third parties who can reliably validate green claims
A real-life exampleOur US-based company Simbol Ma-terials for example has developed an innovative green sustainable pro-cess to produce critical materials for
high-technology energy defence communication and industrial applica-tions Our process for extracting miner-als from geothermal brines is far superi-or environmentally to other production methods But right now because of the absence of industry standards you have to take our word for it
Unlike most other green processes it also is cost competitive This unusual vantage point enables Simbol Materials to look at green more objectively than many manufacturers since meeting green standards does not increase our costs
It allows us instead to focus on defin-ing green and the standards for greenmdashespecially upstream in the supply chain where companies like ours work
We seek to contribute to the dialogue about green helping to define it and to develop useful standards for all materi-als producers
The first order of business as we have said is defining green
Currently the word is widely used to describe something designed and constructed with minimal negative
11
ldquoThat is the problem when a word like lsquogreenrsquo starts to mean everything it ends up meaning nothingrdquo
impact to the environmentmdashideally using resources in a sustainable man-ner We agree with that definition but only as a starting point
In our business we assess green on multiple fronts First are our products used to produce something consid-ered green At Simbol Materials the answer is both yes and no For example our lithium products will be used in the batteries for electric vehicles as well as in a variety of applications from por-table consumer electronics pharmaceu-ticals to greases and glass
But the ultimate use of our products is not really under our control So we look at the sustainability of our production methods which are
bull Carbon footprint Does our process emit zero or less carbon dioxide (or other noxious emissions) than com-petitive processes
bull Waste Does our process produce less waste and less-hazardous waste than competitive processes
bull Recyclability Does our process per-mit the reuse of components such as natural resources or of the products themselves
bull Energy consumption Is our process energy efficient Is the type of energy we use greener than our competi-torsrsquo
Fortunately for Simbol Materials the answers to the above questions are all yes But the same is not true for our in-dustry as a whole
To better define what green ismdashand to develop useful standards we believe government and industry must answer the following questions
bull What are the standards for greenbull Who determines if a product is
greenbull How can we assess the value of
greenbull Will customers pay a premium for
something greenbull How much value can be captured for
a green productbull Who captures the value of green in
the supply chain
Customers shy away from green pur-chasing until they see that it can be cost-competitive Generally they believe going green requires costly compliance and monitoring programs Better stan-dards and third-party verification could assuage their fears
Unfortunately standards at the raw-materials level are still in a nascent stage and downstream customers are not ex-erting pressure on manufacturers to de-velop standards Greenpeace conducts an annual green-electronics survey and Walmart is developing a sustainability index that will apply to materials pro-ducers But that is about it
Ultimately the USA ndashindeed the world ndash will co-operate to build a clean economy This will require not only de-fining green and setting verifiable stan-dards but also finding ways to recapture the value of green in products and ser-vices And behind all this will lay long-term and consistent public policy that creates market clarity and certainty
Businesses like ours are already lay-ing the foundation
Luka Erceg is president and CEO of Simbol Materials a USA-based com-pany that is pioneering a new technique to extract the battery materials lithium manganese and zinc from geothermal brine
References 1 Manget J Roche C and Munnich F Capturing the Green Advantage for Consumer Companies Boston Consult-ing Group Inc January 20092 Cook G Chrysostomidis Y Cad-man J Wasilewski C and Wililams P Mapping and analysis of sustainable product standards Environmental Re-source Management Ltd March 2008 3 Rautner M and Harrel C Green Electronicshellip The Search Continues Results of the Green Electronics Survey Greenpeace International December 2008 4 Denend L and Plambeck EL Wal-Martrsquos Sustainability Strat-egy Stanford Graduate School of Business Stanford University April 2007
13
Source Dupont (solar panels) Vestas (wind turbines) Nissan (zero emission vehicles)
New Developments for Lithium and REE Mineral Deposits
DORFNER Analysenzentrum und Anlagenplanungsgesellschaft mbHScharhof 1 middot 92242 Hirschau GermanyFon +49 9622 82-162 anzaplandorfnercomwwwanzaplancom
ANZAPLAN is offering a complete service package that extends from state-of-the-art innovative analytical methods to processing concepts for raw materials for the high-tech industry from mineral deposit evaluation to ready-to-implement marketing concepts with a special focus on
New concepts in Lithium and REE minerals processing
Full feasibility studies and engineering
Evaluation of Lithium and REE mineral deposits
Independent from any machinery manufacturer ANZAPLAN is able to maxi-mize the customerrsquos value by offering tailor-made innovative processing solutions
Bene t from our unique pilot plant and internationally accredited laboratory
Anz_Ind_Minerals_291x216_AK4indd 1 29072011 113111 Uhr
Trends | Vertical Integration
ver the last three decades as Wall Street and management theorists encouraged companies
to focus on their core competencies the mining metals and minerals industry became less vertically integrated
Recent events however have indicated a growing trend towards the vertical in-tegration of yesteryear
Vertical integration strategies vary but recent trends show that it has been large-ly upstream as metals companies and end-users seek to add mining assets and miners add infrastructure reintroducing the question of lsquowhat makes a mining companyrsquo
Vertical integration trends have been shaped by an increase in global demand for metals and the growing importance of securing stable supplies of increas-ingly scarce resources Metals compa-nies have looked to vertically integrate primarily to secure alternative sources of raw material supply to facilitate their own continued operation Additional objectives often include gaining greater control over the price of production in-
puts and to provide future growth pros-pects
Integration exposes companies to new dimensions of market risk in different sectors of the industry and potentially decreases flexibility to react to changing market conditions It soaks up significant capital which could otherwise be de-ployed on growing the existing business
Integrating often requires MampA as or-ganic vertical growth is often impossible or impractical and deals can be risky and often do not generate the expected value Vertically integrating can stretch management into new areas of focus and could simply add too much complexity to an organisation
Despite these risks the industry is vertically integrating albeit in differ-ent ways and for different reasons The steel industry has seen considerable ver-
tical integration as producers drive for greater self-sufficiency of raw materials either due to increasingly tight supply of inputs or increasing frustration with the major minersrsquo ability to dictate price and pricing terms This strategy seeks to reduce the market power of the major iron ore producers through decreased re-liance on third-party suppliers
An example of this strategy is Arcelor-Mittal which is significantly increasing its in-house iron ore and coal business as part of a strategy to double iron ore pro-duction to 100m tpa Many other major steel companies have publicly stated their intentions to increase iron-ore and coking coal self-sufficiency
bull Taiwanrsquos China Steel plans to increase iron ore self-sufficiency from 2 to 30 by 2015
PricewaterhouseCoopersrsquo UK Mining Leader Jason Burkitt looks at the returning trend of vertical integration that is seeing downstream players acquiring strategic raw material sources
Vertical integration of yesteryear looms
15
bull POSCO targets 50 raw material self-sufficiency by 2014 and
bull Tata Steel plans to reach 100 iron ore and 50 coking coal self-suffic-iencyWhile these stated desires are clear
only time will tell whether these compa-nies and others are able to successfully and profitably deliver these strategies
Recent vertical integration has also included end-users of mining products acquiring upstream assets
Many power producers including Huadian of China and Tata Power of In-dia have made major coal mining acqui-sitions Amongst zinc smelters Nyrstar has been active in acquiring mining as-sets including their 2011 deal for Can-adarsquos Farallon Mining which increased its self-supplied zinc concentrate usage to 31
This trend will likely also apply to trad-ers as they increasingly look to build up upstream holdings seen by Glencore in their run up to a potential IPO and China Minmetals in their acquisition of assets from Oz Minerals and recent attempt for Equinox
We are beginning to see companies also look at other ways of achieving their integration objectives such as combin-
ing strategic investment and off-take or partnership agreements to lower the risk associated with integration but still reap similar benefits A number of companies have adopted this approach taking mi-nority stakes or providing initial funding to major projects
Examples include China Railwayrsquos 125 equity stake in African Minerals with a 20 year off-take agreement and JFE Steelrsquos 20 investment in the By-erwen Coal project with a long-term off-take agreement
In contrast to other miners Vale has taken a 27 stake in the Brazilian steel production assets owned by Thyssen-Krupp CSA This equity investment is combined with an exclusive iron ore supply agreement solidifying a domes-tic buyer for Valersquos Brazilian iron ore
Although vertical integration strategies vary amongst the miners generally there is no desire to increase their presence in metals manufacturing or sales Where integration has occurred the focus is primarily on infrastructure assets largely for the same motivation as described above ndash ensuring security of access to key production and transport needs Vale for example is adding a number of bulk iron ore ships to its in-house fleet
Overall trends in vertical integration reflect the changing nature of the indus-try particularly as customers are becom-ing competitors to their current suppli-ers For companies moving upstream in the quest for self-sufficiency the mines being acquired are generally not Tier one assets and are usually in the devel-opment phase
With the priority for new entrants of-ten being security of supply lower tier assets coming on stream will shift the industryrsquos cost-curve While traditional mining houses are not expected to ver-tically integrate downstream many will likely continue to integrate into infra-structure
In metals tightening supplies for raw materials and increasingly variable com-modity prices will continue to drive pro-ducers upstream either through direct ownership and control or through mi-nority ownership and strategic off-take agreements In a supply-constrained world for many companies there is no alternative
What remains to be seen is whether vertical integration can deliver sustain-able value and how the balance between miners metals companies and the mar-kets they serve will change
Clockwise Jason Burkitt PricewaterhouseCoopersrsquo UK Mining Leader BHP Billitonrsquos iron ore mining and logistics operations POSCO Steel seeking entry into the lithium market BHPrsquos Jansen Potash Project in Canada Sources PWC BHP Billiton Posco
17
hina has long bucked many global economic and industrial trends Lithium is no differ-
ent While the world in the mid-1990s became reliant on lower cost lithium derived from South American brine China continued using spodumene concentrate as its primary source
It is a trend that has not really changed and one totally at odds with global consumption patterns
Chinarsquos lithium industry has been active since the 1950s but only in the 1980s became significant following a rise in demand for consumer driven goods
Lithium was sourced from a spodumene and lepidolite mine locat-ed in the northern part of Xinjiang and Jiangxi provinces As the 1980s drew to a close imported spodumene from Australia became the main raw mate-rial source for the Chinese lithium in-dustry together with smaller quantities of spodumene from Sichuan province
This situation was turned on its head in the mid-1990s when Chilersquos SQM started to produce technical grade lith-ium carbonate priced below $2000tonne This hit most spodumene based lithium producers ndash chemical conver-tors ndash very hard and only a handful survived
Today owing to rapid market devel-opment of the lithium-ion battery and various pharmaceutical applications some entrepreneurs have started to
venture into the downstream lithium business
In the meantime mothballed spod-umene mines have been restarted in addition to new brine operations fol-lowing a lithium carbonate price rise to over the $4000tonne threshold
Limited sources downstream focus Lithium brine production is mainly lo-cated in the remote Tibet and Qinghai provinces Projects in East Tajinaier Qinghai province and Zabuye Tibet started as far back as the early 1990s before industry leaders SQM and FMC entered the marketplace
These lithium projects fell far behind their original production targets how-ever Zabuye struggled with a lack of infrastructure and difficulty in operat-ing at high altitudes Qinghairsquos lithium production was delayed due to chal-lenges removing the high magnesium content
Qinghai Lithium now has the ability to make good technical grade lithium carbonate from high magnesium-lithium ratio brine but only in limited quantities
The majority of active spodumene mines are located in Sichuan province
The reserves in this region hold Li2O contents between 1-15 and are pro-ducing spodumene concentrate with Li2O levels of 55 Most of the mines are owned by lithium chemical produc-ers as a feedstock source China has no independent spodumene supplier
A lepidolite mine located in Yichuan Jiangxi province was used to supply raw material for producing lithium hydroxide in the late-1990s for the do-mestic ceramic industry
China is now experiencing a new wave of lithium expansions in the wake of lithium-ion battery demand from portable electronics and the promise of an electric vehicle future
Chinarsquos conventional end uses for lithium include glass ceramics lithi-um-bromide absorption air-condition-ers aluminium smelting steel cast-ing protecting powder and lubricant grease
The country is experiencing growth in many of these areas particularly the glass industry a trend which is oppo-site to industry outside of Asia
Lithium processing companies in this sector are Tianqi Lithium Xinji-ang Lithium Citic Guoan and Zabuye Ganfeng Lithium is the leading pro-ducer of lithium chloride in China
Ganfeng Lithiumrsquos Wang Xiaoshen explores Chinarsquos expanding lithium industry its reliance on spodumene imports and a government-backed move towards high value exports
Rise of Chinese lithium
Ganfeng Lithiumrsquos revenues Chinese imports amp exports of lithium carbonate
6m
5m
4m
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
3m
2m
1m
0
US
$
8000
2006
2007
2008
2009
2010
6000
4000
2000
0
tonn
es
Export QtyImport Qty
Lithium | China
18 INDUSTRIAL MINERALS | wwwindmincom
Jiangxi province-based Ganfeng Lithium has established a leading po-sition of producing lithium metal and derivative products high purity lithi-um carbonate and lithium-fluoride for electrolyte production and other spe-cialties The company was listed on Shenzhen Stock Exchange in August 2010 ndash the first pure lithium company to be listed in China
Tianqi used to have the majority share of battery grade lithium carbon-ate in the domestic cathode market but now this is shared by Ganfeng Lithium and Pan Asia Lithium
Both Ganfeng Lithium and Tianqi are importing raw material Tianqi is 100 reliant on spodumene from Tali-son in Australia although the company has announced an investment into a fully owned spodumene mine in Sich-uan province and a holding in a pre-production project in Canada owned by Nemaska Exploration
The company has increased its num-ber of raw material sources to include concentrated lithium brine spodumene lepidolite and recycled material The use of spodumene and lepidolite are the new measurements to increase the source of lithium
It has also started securing interna-tional raw materials sources through an investment in Argentine brine de-veloper International Lithium Corp
Chinarsquos lithium industry is in a unique position and is unlike other major markets in Japan and South Ko-rea China has a large lithium chemical production capacity which often ex-ceeds domestic demand This enables the country to cope with demand in-creases while remaining competitive
With a significant VAT barrier on im-ports and exports Chinese companies are reluctant to trade outside of the countryrsquos borders
Australiarsquos Talison Lithium the worldrsquos leading spodumene miner relies on the Chinese market as its business driver An expected boom in demand resulted in an expansion of its Greenbushes mine to 320000tpa A second phase expansion has also been approved which will take concentrate
capacity to 720000 tpa and make Tali-son Lithium the worldrsquos largest lith-ium carbonate equivalent producer at 110000 tpa
Exporting higher value China is moving towards exports of higher value products across all indus-tries For example lithium battery ex-ports enjoy a 17 tax refund whereas for basic lithium chemicals it is 0 some products even have an export tax
As a result Chinese exports of higher-value lithium chemicals will increase
Consolidation in the industry will also become a rising trend Small lith-ium companies in niche markets will merge with bigger lithium players par-ticularly those publically listed with fi-nancial clout
With the high hopes for EV demand and energy storage the lithium indus-try has attracted significant investment in recent years The existing players will increase their capacities Brine projects in Qinghai and Tibet will have a significant increase in output over the next 2-3 years
Galaxy Resources will be produc-ing battery-grade lithium carbonate at its Jiangsu chemical plant using spodumene concentrate source from its Mt Cattlin mine in Australia This will be Chinarsquos first purpose built battery grade lithium plant Production from new spodumene projects will also en-ter the market soon
With the Chinese Government keen to support new energy industries Chi-na will maintain its growth status in lithium
19
ldquoConsolidation in the industry will increase small lithium companies in niche markets will merge with bigger lithium players particularly those publicly listedrdquo Wang Xiaoshen Vice Chairman and Vice Executive President of Ganfeng Lithium
20 INDUSTRIAL MINERALS | wwwindmincom
Print + Online + EventsAdvertising is published in print and online with links for maximum exposure
For advertising and editorial opportunities contactSimon Moores
Publication Manager+44 20 7827 6473 smooresindmincom
Ismene ClarkeAdvertising Manager
+44 20 7827 5252 iclarkeindmincom
BOOK NOW400
all inclusive
Building on the success of the inaugural 2010 IM Moving Minerals Roundtable Industrial Minerals announces its second Roundtable for 2011
With a focus on logistic strategies solutions and security of supply for key performance minerals in the filler and pigment refractory and oilfield markets the IM Moving Minerals Roundtable 2011 will appeal to all those in the supply chain for these key mineral commodities
Mine to Market Strategies Solutions Security
FIlleR MINeRals ReFRactORy MINeRals OIlFIeld MINeRals
NH Barbizon Palace Hotel ndash amsterdam
FILLER amp PIGMENT MINERALSmiddot calcium carbonatemiddot talcmiddot Kaolinmiddot ti-minerals
REFRACTORY MINERALSmiddot aluminosilicatesmiddot Bauxitemiddot Graphitemiddot Magnesia
OILFIELD MINERALSmiddot Barytesmiddot Bentonitemiddot Frac sandmiddot calcium chloride
to register and for sponsorshipexhibits contact Ismene Clarke
Advertisement Manager IM iclarkeindmincom
T +44 (0) 20 7827 5252
For presentations contact Mike OrsquoDriscoll
Editor IM modriscollindmincom
T +44 (0) 20 7827 6444
SPONSORS
Lithium | Jadarite
uropean lithium supply has evaded the spotlight in recent years Ex-ploration activity has focused on
Canada Australia and the USA While much debate has centered on brine
and spodumene lithium sources Rio Tinto has been developing a different lithium de-posit based on a newly discovered mineral jadarite in the eastern European country of Serbia
Serbian and American geologists work-ing for Rio Tinto discovered the deposit in 2004 near the town of Loznica They dis-covered the mineral jadarite in 2007 and Serbiarsquos Jadar basin is the only place in the world where the mineral can be found
Jadarite shot to fame when discovered as it had the exact chemical composition as the fictional mineral kryptonite from the Superman series
Due to its high lithium and borate con-centrations ndash and an assessed geological resource of more than 200m tonnes ndash Ja-dar has been ranked as one of the largest lithium deposits in the world
The deposit is geographically contained within three discrete vertically stacked zones Rio Tinto Minerals has focused its studies on the highest grade and larg-est zone called the Lower Jadarite Zone and has declared an inferred resource of 1253m tonnes with a weighted average Li2O concentration of 18 and 162m tonnes B2O3 for the lower zone only
If developed the deposit has the potential to supply more than 20 of global lithium demand
Lithium has many applications from medical uses to batteries to ceramics and aircraft alloys
The fastest growing application is lith-ium batteries for hybrid and electric cars The world market for hybrid vehicles is predicted to increase to more than 11m ve-
hicles a year by 2020 or about 23 times the market size in 2008
The deposit also contains borates Rio Tinto Minerals produces nearly 40 of the worldrsquos demand for refined borates from its mines in California and Argentina Ore from these mines is processed locally and further refining takes place in France and California The company also oper-ates shipping facilities in California the Netherlands Spain Malaysia and China as well as a global network of sales offices and stock points
Borates are essential micronutrients for all plants and boron deficiency affects almost all major crops grown around the world Without borate fertilisers crop yields and quality can be greatly reduced
Borates are also key ingredients in glass production including insulation fiberglass that keeps buildings energy-efficient tex-tile fiberglass used in windmill blades and
glass components of televisions comput-ers solar heating devices and heat resistant cookware
Rio Tinto Mineralsrsquo team is working closely with Serbiarsquos Ministry of the En-vironment Mines and Spatial Planning community members and other stakehold-ers as the Jadar project progresses
Leaders also signed a MOU with Lozni-ca Municipality reinforcing an ongoing agreement to co-operate and share infor-mation to support development of the proj-ect
At present Jadar is in the prefeasibility stage which includes research aimed to better understand the deposit pilot-testing recovery and processing methods con-ducting mining trade-off studies and col-laborating with Serbian experts to conduct the extensive environmental and socioeco-nomic analysis that lays the groundwork for efficient and responsible development
If developed production could com-mence within the next six years
Rio Tintorsquos strategy to invest in large long-term cost competitive mines means that the company operates on extended time horizons These long-term commit-ments provide opportunities to plan imple-ment and deliver sustainable contributions to social wellbeing environmental stew-ardship and economic prosperity every-where the company operates
Rio Tinto outlines its progress to commercialise lithium production from the newly discovered mineral jadarite
Serbian lithium under focus
21
Senior geologist Vladisav Eric examines a core sample of jadarite Source Rio Tinto
The profiles of lithium and vanadium have increased significantly over the last five years owing to their use in emerging battery technologies
The movement to cleaner green econ-omies relies on a reduction in fossil fuel consumption particularly oil and gas In order to achieve this industry and gov-ernments are turning to battery storage to make new electricity sources ndash such as wind and solar ndash more manageable
The rise of battery technology over the last decade has seen designs that are increasingly based on the minerals lithium and vanadium But as the tech-nology adoption gathers pace the sup-ply of these critical minerals is at risk of falling short
Lithium In 2010 the size of global lithium in-dustry (including both chemicals and minerals) was about 125000tpa of lith-ium carbonate equivalent (LCE) with a compound average growth rate of 6 pa throughout the decade
In 2000 the market was about 70000tpa and the use of lithium in batteries repre-sented 5-7 whereas the use of lithium
in batteries in 2010 was estimated at 20-25 of the market Throughout the last decade the market for lithium in batter-ies has grown at 20-25 pa ndash the battery sector has driven the industry for the last 11 years
Lithium has been studied as a cath-ode and electrolyte for both primary and re-chargeable batteries for almost a century but its reactivity proved to be a double-edged sword as it was a barrier to the development of batteries that meet todayrsquos high standards of occupational health and safety But due to the pio-neering work of Japanese and American chemists these issues are now a concern of the past
Cost has limited primary and second-ary lithium batteries until the last few years where weight and longevity were paramount Improvements in manufac-turing techniques now produce a reliable battery at a reasonable cost and resulting demand is taking off
Today lithium-based batteries are found in computers mobile phones portable audio-visual equipment power tools electric bikes and electric vehicles The overall growth of this sector in this
decade is forecast to be 25-30pa ndash a doubling of demand every three years On this basis the lithium battery sector could grow from 20-25000 tpa LCE in 2010 to 180-220000tpa in 2020 a huge proportion of a total lithium market of 240-280000tpa LCE
This rapid acceleration of anticipated growth has resulted in fears of a supply shortage
Reed Resources through the devel-opment of the Mt Marion SpodumeneLithium Project is in a position to ar-rest the looming shortfall in supply The company aims to become a preferred supplier of spodumene to the Chinese lithium carbonate industry within 12 months This is through advanced plans to participate in the downstream produc-tion of lithium chemicals for the battery industry
As with many developing technolo-gies it is China that will be leading the market in the coming years in terms of both consumption and production Chi-narsquos over-arching strategy includes
bull To become a world leader in green technologies and low carbon energy
bull To reduce dependence on oil ndash particu-larly for transport
bull Investment of significant technologi-cal and financial resources in the de-velopment of renewable energy with a focus on wind turbines backed-up by mass energy storage
bull Electric and hybrid vehicles to consti-tute at least 25 of vehicles by 2020 and 50 by 2030 to be backed up by a comprehensive system of re-charging platformsstations
bull Lithium battery power to replace lead acid powered E-Bikes as soon as prac-ticable assisted by the gradual closure of lead acid battery manufacture
For much of the past decade growth in the lithium market has been lagging the forecast of both consumers and produc-ers However in the past 12-18 months there has been a significant turnaround such that consumer and producer fore-casts are now lagging actual demand Inevitably this will lead to increased prices for lithium carbonate Roskill In-
22 INDUSTRIAL MINERALS | wwwindmincom
Lithium and vanadium rise as economies move from fossil fuels to battery technology by Dudley Kingsnorth and Chris Reed of Reed Resources
Battery bounce
Lithium | Lithium + Vanadium
formation Services is forecasting prices of $6-7000tonne in the short to medi-um term compared with present prices of $4500-5500tonne
Reed Resources and partner Mineral Resources Ltd one of Australiarsquos larg-est mining services companies is bring-ing the Mt Marion Lithium Project into production in H1 2012 Mt Marion will initially produce 200000 tpa of chemi-cal grade spodumene is totally uncon-tracted and the partners are ready to dis-cuss cooperative agreements with new and existing mineral converters
VanadiumIn 2010 the size of global vanadium industry was around 64000 tonnes or 250m lbs of vanadium pentoxide equivalent It experienced a compound average growth rate of 6 pa through-out the decade
Increasing levels of steel production over the last decade ndash particularly in China ndash have caused a structural shift upwards in vanadium pricing levels However it has not been plain sailing
The global financial crisis interrupted its day in the sun and the recovery was short lived as leading western producers
Evraz and Xstrata returned to full pro-duction and dominant Chinese producer Pangang delivered staged expansions ahead of time
In mid-2010 against the backdrop of recovering Western steel production levels and Chinese steelmakers moving to higher V-content in rebar prices fell and have moved sideways ever since Why this disconnection from steel (in-dicators) and break of this strong posi-tive correlation Leading market com-mentators opine that prices will trend up driven by growth in all the majors sources of vanadium demand Targets range from $10-18lb over the next five years
At Reed Resources we are comfort-able with the medium and long term fundamentals of the market particularly the non-steel applications Each new generation of aircraft contains more lightweight titanium alloys in response to demand for greater fuel efficiency
Another developing technology that could have major implications for va-nadium demand is the Vanadium Redox Battery (VRB) The VRB is an example of chemical storage of energy that is the storage of energy in a vanadium bearing
solution then discharging the energy through ion exchange (membrane) units The size of the tankage dictates storage capacity and the number of discharge units the power output
The beauty of this Australian inven-tion is that the number of deep discharge cycles has been measured at between 10 and 20 thousand times (or over 25 years with daily chargedischarge)
There is a limit to concentration of va-nadium in solution (a practical energy to volume limitation) 1 MWh of storage capacity requires about 60 cubic metres of solution containing 9-95 tonnes of V2O5 The largest battery seen recently in a visit to China was 2MW8MWh but they were building 5MW30MWh requiring some 270 tonnes or 600000 pounds of V2O5 The driving force be-hind this in China is the ~200bn Yuan spent on renewable energy last year Without storage approximately 70 of wind energy is typically lost
The lithium-vanadium battery is an exciting prospect Like the 57 varieties of Heinz sauces so too are the different chemistries of lithium batteries Unless another element is found the lithium-vanadium battery has the highest theo-retical voltage output (power) and en-ergy density (range)
Supporting this postulation are ex-amples from Subaru (G4E) and Audi (A2) Audi in partnership with German battery maker DBM Energy and utility Lekker Erenrgie drove an all electric A2 a record 603km on a single charge In addition its battery can be fully re-charged in 6 minutes from a standard 240V source
Chinarsquos BYD Japanrsquos GS Yuasa and the USArsquos Valence Technologies are all developing batteries based on lithium-Vanadium chemistry
Reed Resources is in the financing and approvals phase of our Barrambie Vana-dium Project Australiarsquos richest vana-dium reserve and subject to financing we aim to be in production in 201415 producing around 25m lbs a year of high-purity vanadium pentoxide
Reed Resources is an Australian lithium and vanadium development company
23
1 Lead-Acid The most economical battery for large power applications where weight is not a major consideration
2 Nickel-Cadmium Economical with a long life but are being phased out due to the toxicity of cadmium
3 Nickel-Metal Hydride Capable of delivering high density energy compared with nickel-cadmium but they do not have a long life This has been further complicated by supply doubts of a key input material rare earths which is providing impetus to the development of the lithium-ion batteries
4 Lithium-Ion The fastest growing secondary battery owing to its capability to deliver high density energy with a high power to weight ratio However the required design for adequate consumer safety means that it is not a low cost option Re-search into improved manufacturing techniques is steadily reducing the cost
5 Lithium-Ion Polymer This adaption of the lithium-ion battery is a more cost effective option possessing a higher energy density that can be manufactured in physical shapes and that are more compatible with the demands of todayrsquos portable audio-visual equipment
Major secondary batteries
Industrial Minerals Could you provide a brief overview of where Rincon Lithium is at Mike Tamlin Rincon Lithium is in transition from a development project to a commercial business Rincon Lith-ium will produce battery grade gt995 Li2CO3 with first commercial shipments to customers in early 2012 Plant com-missioning has been conducted and pro-duction is in early stabilisation phases in which attention to quality consistency and reliability has priority
Early production before optimisation work resulted in gt995 grade prod-uct Lithium carbonate will be the sole product until the commissioning of by-
product facilities that include potassium chloride
IM Industrial Minerals first re-ported on the Rincon Salar devel-opment in the early 2000s It has been a long road to get to this point What have been the main hurdles for Rincon Lithium since acquir-ing the project from Admiralty Re-sources in 2008MT The Sentient Group acquired the project in late December 2008 when the project was under-funded and develop-ment was virtually at standstill The most intense period of the development of Rincon has been in the period since then
Sentient has provided the funding that is critical to any successful project de-velopment This period has seen the con-
struction and operation of a pilot plant followed by the construction of a small capacity commercial scale plant It has also incorporated the acquisition and con-solidation of the extensive lithium sodi-um sulphate and water tenement package the will underwrite the long-term security of production at large volumes The first large capacity expansion is in feasibility planning and early design phases and the company has built and mobilised the pro-duction team
IM There have been a lot of lithi-um junior companies entering the industry since 2009 At its peak more than 100 companies owned lithium tenements What are your thoughts on this boom in interest MT The future demand from the EV
24 INDUSTRIAL MINERALS | wwwindmincom
With the race for lithium slowing focus is moving to the complex manufacture of the battery raw material lithium carbonate Industrial Minerals spoke with Rincon Lithiumrsquos general manager Mike Tamlin on why he believes only a fraction of new companies will begin production and how even less will be profitable
Lithiumrsquos long game
Lithium | Carbonate
Main picture Brine evaporation ponds in the Salar del Rincon Argentina Source Rincon Lithium
industry will need considerable expan-sion in production capacity That in turn will demand large scale capital invest-ment in new plant and resource develop-ment
Exploration and development has a long lead time so the new-found inter-est is timely That said the usual rule of thumb in resources development is that only about 10 of potential resources ever reach production and only 3 are commercially stable and profitable so the odds are stacked against more than a few of these juniors surviving
Rincon Lithium has developed the project in an orderly and thorough way to ensure that it will be a stable large ca-pacity producer for the long term
IM Does it accurately reflect the prospects of the EV industry or is it overhypedMT The potential of the EV industry is best summarised by the massive de-velopment investment by the major car-makers worldwide
The auto industry and battery manu-facturers need reliable and secure un-constrained lithium supply over the long term The lithium industry needs to re-spond in a measured and credible way that fulfils the needs of its ultimate cus-tomers
IM Has the complexity of pro-ducing a suitable and consistent lithium carbonate grade for EV batteries been underestimatedMT Very much so at the junior end and less so at the established end of the industry Rincon has been through an extensive resource development and process development phase and knows just how difficult and exhausting the de-velopment process is
Fortunately Rincon Lithium has not had the funding constraints recently that it suffered in its early days and has been able to deal with this complexity
Process development requires con-siderable time money and technical know-how Operating a production fa-cility reliably and consistently requires well organised well-funded and skilled people and technical resources
Optimising and stabilising production after commissioning takes some time to achieve the reliability needed Future demand will require production on a significantly larger scale than before re-quiring more investment even for exist-ing major producers
IM Is the price of lithium carbon-ate really as irrelevant as many say MT It may be the smallest input cost to the battery producer but the cathode manufacturer which purchases the mate-rial would have a different view
Price always matters in the commer-cial world of which lithium production cathode production and car making are integral parts Price stability is probably more important than absolute price
Price always matters to the high cost producers in any industry because the natural price floor is near the cost of the highest cost producers In that re-spect brine resources that are suitable for commercial production and are well managed have the edge over hard rock production sources
IM Is there room for a lithium brine producer in a spodumene-feedstock dominated China MT Hard rock production inherently consumes more fossil fuels emits more carbon and is generally more energy intensive than production from brine resources
There are many reasons why solar pond brine resource lithium would be a superior source in environmental terms in China as they are elsewhere There is no commercial reason to exclude pro-duction from Chinese brine resources There are several reasons associated
with difficult brine chemistry and very challenging logistics that explain why Chinese production is dominated by hard rock resources
IM Unlike other critical materials like rare earths lithium has steady supply from a number of different sources outside of China Some commentators have suggested that it should not be deemed criti-cal or strategic Would you agree with thisMT Suppliers are rarely the right peo-ple to ask if they are critical or strategic However I suspect critical or strategic should be determined by the importance of their end use rather than the supply concentration
Lithium will be a very important raw material to EV producers even though lithium resources are not limited Devel-oped viable and active lithium sources will be far fewer in number than the un-developed resource base
Concentration of supply can become a threat to supply security in some situa-tions like it has in rare earths but that is a different issue It is not the same for lithium
IM Do you think China is the deal-maker or breaker for global EV adoptionMT Making EVs more affordable is more a universal issue that could be a barrier to EV commercial success
China will be one of the important markets due to its size and the govern-ment financial support for EV adoption
IM On a global scale how impor-tant are governments to the adop-tion of EVs which at present are not cost efficient MT Governments have an important role to play However in the current financial circumstances worldwide governments in many countries appear to have limited resources to subsidise EVs
Sooner or later unit costs of EVs have to be reduced through engineering man-ufacturing improvements and economy of scale
25
ldquoLithium price stability is probably
more important than absolute pricerdquo
Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

The emergence of green energy markets is threatening to redefine what is it to be a miner The worldrsquos biggest mining corporations still operate in the familiar sense and do so on a grand global scale BHP Billiton Vale Rio Tinto - the worldrsquos big three - turn increasingly handsome profits from lower value high bulk miner-als like iron ore coal and bauxite
But niche mineral suppliers targeting green markets face differ-ent challenges entirely ndash they have to be experts in mining and chemical processing
Lithium is dominated by chemical companies such as SQM Chemetall and FMC Lithium All three players extract lithium from landlocked brine in South America using complex phase chem-istry When SQM commercialised this technology in 1996 it put most miners out of business
Emerging rare earths producers are less concerned with mining than processing technology to sepa-rate the 17 light and heavy elements central to some of the worldrsquos most important products It comes as little surprise that the most severe shortage is in heavy rare earths ndash the most technically difficult to produce
Graphite on the face of it is closer to traditional mining with well estab-lished extraction and beneficiation techniques But industry innova-tion lies in value-added products graphite made suitable for green markets such as electric vehicle (EV) batteries through chemical processing
This complexity is a far cry from mining as we know it and there is a strong feeling it has been lost on many junior miners that have scrambled in recent years to secure untapped resources of critical or strategic minerals
Recent exploration activity in North America and Europe has focused on raw materials deemed critical Driven by Chinarsquos min-eral export restrictions and a lack of new supply elsewhere gov-ernments around the world have increased their focus on these irreplaceable minerals
The lithium exploration boom on the back of EV battery potential is now calming as the serious juniors come to the fore to enter a market dominated by a handful of producers Rare earth explora-tion on the other hand continues to surge as the world battles immediate supply restrictions
Chinarsquos continuing limits on exports is suffocating global rare earth output indispensable to some of our most important
industries like petroleum refining high strength magnets and flat screen TVs
This problem is not going to vanish or solve itself either ndash China controls 95 of supply in a transitional economy that will be con-suming increasing tonnages
Graphite is another mineral that could soon go the way of lithium and rare earths While the industry is at a different stage of devel-opment ndash its many uses such as refractories car brake pads and pencils has ensured plenty of mines exist worldwide ndash grades of graphite used in lithium-ion batteries is not widespread
Spherical graphite is the highly processed material in demand that sells for $8000tonne Produced from a specific porosity of flake graphite it is not as simple as digging a ready-to-use product from the ground Many argue the world does not have enough to
supply a reasonable demand spike The situation graphite faces is one
that asks questions of lithium and rare earths On one hand you have a rush build a mine and increase mineral supply but the focus should be on developing the processing techniques to produce a consistent and suitable end product Many companies in the afore mentioned industries today have taken dec- ades to develop their proprietary technology
The few that can overcome this challenge will reap huge rewards but many will fall at this hurdle
It is high-value expertise that the mining industry is bereft of Only a handful of companies have significantly invested in their mineral and chemical processing know-how
Supply forecast models take into account the abundance of new supply of critical minerals slated to come on-stream in the next number of years But these figures do not consider whether the supply can be used in the markets that are short ndash technical grade lithium carbonate for batteries heavy rare earths for high strength magnets spherical graphite for batteries
Like China with rare earths today whoever holds the technol-ogy cards will lead the pack
Unless this is addressed across the board the problems fac-ing world supply of critical materials in green energy could be morehellip wellhellip critical than first thought
Simon Moores Publication Manager Critical Materials for Green Energysmooresindmincom
Miners need to think like chemists to get a grip on the green energy revolution
Redefining mining
Comment | Critical Materials
7
Now itrsquos time for our grinding technology For further information please call +4921153530 or visit wwwloeschecom
TO REACH A CERTAIN LEVEL OF PERFECTION IT NEEDS 3000 YEARS
AZ_A4_Hoch_2010_perfectionindd 1 20082010 101728 Uhr
In contrast to what is commonly asserted securing specialty metal supply has little to do with physical scarcity or lopsided geological distributions that hand control of these resources to a small number of countries Instead the key problem is a demand explosion has been confronting a tiny industry still in the early stages of development The sector suddenly needs to be scaled at tremendous speed if markets are to balance The result is severe growing pains
Research into specialty metals has led to the development of new materials with astonishing properties that are vastly superior to traditional materials and we are still only beginning to understand their enormous potential The revolution rare earths have brought to magnet technologies over the past two decades is just one example Industry sectors like consumer electronics aerospace chemicals and automotives require rapidly growing amounts as they apply speciality metals ever more widely
Global warming brings an added ur-gency because many green technolo-giesmdashlike wind and solar energymdashare particularly reliant on speciality metals These metals are also a key to bringing about a revolution in resource efficiency allowing us to do more with less A few ki-lograms of specialty metals can for example economise tons of steel in bridges and buildings which in turn cuts down on energy and carbon En-suring an adequate global supply is not simply a question of resolving a short-term supply crunch It is core to long-term prosperity and environmental security
Substitution and recycling are often advocated as solutions Both approaches have their merits but their potential contribu-tions to solving the specialty metals challenge are often overesti-mated New products containing specialty metals spill from RampD labs much faster than they are substituted out of existing appli-cations Meanwhile specialty metals are only now beginning to be deployed on a large scale It will often take years before large amounts of new supply become available for recycling
Bringing substantial supply of virgin material on line is therefore essential but the expansion of supply is not proceeding unim-peded Between 2005 and 2010 lithium producers globally man-aged to add less than 20 to annual output compared to over 50 for iron ore Things are even worse for the coveted rare earth neodymium For the same period supply grew less than 10 trailing demand by wide margins Estimates suggest that demand for neodymium is set to increase by another 80 by 2015 as the
permanent magnet revolution takes hold No wonder markets are panicking
Reasons for the stuttering supply response are complex but they have little to do with a lack of metal in the ground Paradoxi-cally despite splendid growth prospects investing in new supply of speciality material supply remains a very risky business A ma-jor problem lies in estimating future demand which depends on the volatile development and market penetration of emerging tech-nologies This is a huge issue in small markets where few new projects can make a major impact on aggregate supply especially
in combination with high capital requirements and long peri-ods for investment to mature Add oligopolistic com-
petition the need for challenging downstream processing capabilities murky trading struc-
tures and occasional political meddling and specialty metals become a case study of market failures par excellence
Consequently speciality metal markets have been expanding through a series of sudden booms followed by brutal busts This rollercoaster is not one for the faint-hearted and large mining companies and many mainstream investors have
been reluctant to get involved So despite the hype much needed long-term financ-
ing is still lacking which is the single biggest barrier to generating secure supply
But progress is being made Complacent down-stream industries are beginning to realize that on their
own specialty metals producers are unlikely to meet the supply challenge As result German industry giants like Siemens and Thyssen-Krupp have recently signed agreements with special-ty metal miners following in the footsteps of Korean and Japanese manufacturers like POSCO and Toyota This shares risks creates new investments and brings much-needed planning security for upstream miners and downstream manufacturers alike
Governments have also finally put specialty metals on the crowd-ed global policy agenda However the debate is still dominated by mutual finger pointing and focused on competition rather than co-operation Progress can be made by creating more transparency in markets and cooperating more actively on supply development and RampD for recycling and substitution Politicians need to realise that a reliable supply of specialty metals is in the shared interest of producing and consuming countries alike
Jaakko Kooroshy Research Fellow - Environment and Development Programme Chatham House
Niche critical material industries play catch up with rapid adoption of new technologies
Growing pains
Comment | Trends
9
verywhere we look consum-ers tell us that they want to buy green products governments
want a green economy producers are committing to green production and companies are pursuing climate capi-talism Amidst this consumer demand for lsquogreenrsquo lies the question What does green mean
Green can stand for a host of attributes from recyclable to nonpolluting to en-ergy efficient But regardless of the defi-nition only a minority of todayrsquos con-sumers will pay a premium for a green product For example some consumers pay an incremental cost of $6225 to own a Toyota Prius rather than a Toyota Corolla1 In the same way some shop-pers are willing to pay more for organi-cally grown food If all else is equal a majority of purchasers will choose the green product But most purchasersmdash
consumer or otherwisemdashwill not pay a higher price or premium
The same is true throughout industry green can refer to a companyrsquos prod-ucts or to its operations or to some sort of corporate contribution to a lo-cal community or environmental cause And that is the problem when a word like lsquogreenrsquo starts to mean everything it ends up meaning nothing The US Fed-eral Trade Commission (FTC) updated its so-called lsquogreen guidesrsquo in 2010 in an effort to put more definition around
green marketing claims and to prevent abuses But the FTC focus is mainly on consumer marketing and very little if anything is specified for companies mainly engaged in business-to-business (B2B) marketing Requirements in other markets such as the EU are more strin-gent but also skew toward consumers more than businesses
So companies are increasingly taking matters into their own hands And that means analysing the full lifecycle impli-cations of their products and managing
In a world moving towards cleaner economies industry and governments are all vying for green credentials But a lack of reliable standards threatens to undermine the truly green players Luka Erceg of Simbol Materials outlines the roadmap to defining what it means to be green from consumers to mineral producers
Trends | Defining Green
10 INDUSTRIAL MINERALS | wwwindmincom
What does green mean
their supply chain to reduce resource consumption and pollution
A consumer-driven movementConsumers are leading the movement to green So naturally producers of consumer products are leading the move to greener production If they can claim that their products are greenmdashhowever they choose to define itmdashthey will since it gives them a leg up in the marketplace
Because the definition of green is elu-sive at present even consumer-product companies are not equipped or moti-vated to pursue lsquogreennessrsquo at optimum levels Right now when they are strug-gling to capture a price premium to cover the higher cost of going green these companies generally are not pres-suring or paying their suppliers to adopt greener production methods
Clean-energy and ndashtechnology com-panies view themselves as green al-ready since they are leading the move-ment away from fossil fuels When they choose suppliers they focus on price and performancemdashnot green attributes (Although they value the positive PR that green can bring)
Material producers especially those on the upstream end of the supply chain such as raw-material produc-ers are further behind in making their operations supply chain and products greener Even those that want to mea-sure the energy and carbon footprint of their supply chain have not done so be-cause they are unclear what the metrics should be what the value is and how much it will cost
Most materials producers are not yet subject to market-based price signals for lessening the environmental impact of their operations Those who do con-sider it usually do so under regulation-based price signals
Recently some companies such as Walmart have begun to ask their sup-pliers to submit information about their environmental performance according to specific standards established by the company Although Walmart does not currently require the adoption of green-er production methods its new policies
indicate the beginning of a movement to connect consumer price signals to manufacturing
Over time Walmart will be able to collect valuable data about consumersrsquo green tastes and preferences Ultimate-ly we can expect those price signals to inform Walmartrsquos purchasing behavior And even longer term these kinds of price signals will move the entire sup-ply chain to green
These forward-looking companies calculate and report their total environ-mental footprint not only as a company but also throughout the life cycle of their products Life-cycle analysis of course requires obtaining relevant information from their supply chain
Likewise improving their numbers depends at least in part on requiring each member in the supply chain to improve its green performance Or it means changing to suppliers with more sustainable practices
We believe that over time an increas-ing number of supply-chain companies will be required by their customers to green up They may even be paid a pre-mium to do so
Defining greenBut even if the price signals that lead to economic incentives were put in place suppliers must overcome another sig-nificant obstacle first standards Or put more specifically the lack of clear veri-fiable standards
The first question is What do we mean by green The answers are all over the map with heavy consumer majorities identifying a dozen or more definitions of green We cannot develop useful standards without clearly defin-ing green
Once we define green (and of course the definition may vary from industry
to industry) we must set standards that are achievable and verifiable Again it is not that no one has proposed stan-dardsmdashquite the opposite A 2008 UK Ecolabelling study identified 469 stan-dards across 10 industry categories2
This is clearly dauntingmdashand coun-terproductive Without clear standards companies will be reluctant to invest in sustainable production
Finally we must identify third parties who can reliably validate green claims
A real-life exampleOur US-based company Simbol Ma-terials for example has developed an innovative green sustainable pro-cess to produce critical materials for
high-technology energy defence communication and industrial applica-tions Our process for extracting miner-als from geothermal brines is far superi-or environmentally to other production methods But right now because of the absence of industry standards you have to take our word for it
Unlike most other green processes it also is cost competitive This unusual vantage point enables Simbol Materials to look at green more objectively than many manufacturers since meeting green standards does not increase our costs
It allows us instead to focus on defin-ing green and the standards for greenmdashespecially upstream in the supply chain where companies like ours work
We seek to contribute to the dialogue about green helping to define it and to develop useful standards for all materi-als producers
The first order of business as we have said is defining green
Currently the word is widely used to describe something designed and constructed with minimal negative
11
ldquoThat is the problem when a word like lsquogreenrsquo starts to mean everything it ends up meaning nothingrdquo
impact to the environmentmdashideally using resources in a sustainable man-ner We agree with that definition but only as a starting point
In our business we assess green on multiple fronts First are our products used to produce something consid-ered green At Simbol Materials the answer is both yes and no For example our lithium products will be used in the batteries for electric vehicles as well as in a variety of applications from por-table consumer electronics pharmaceu-ticals to greases and glass
But the ultimate use of our products is not really under our control So we look at the sustainability of our production methods which are
bull Carbon footprint Does our process emit zero or less carbon dioxide (or other noxious emissions) than com-petitive processes
bull Waste Does our process produce less waste and less-hazardous waste than competitive processes
bull Recyclability Does our process per-mit the reuse of components such as natural resources or of the products themselves
bull Energy consumption Is our process energy efficient Is the type of energy we use greener than our competi-torsrsquo
Fortunately for Simbol Materials the answers to the above questions are all yes But the same is not true for our in-dustry as a whole
To better define what green ismdashand to develop useful standards we believe government and industry must answer the following questions
bull What are the standards for greenbull Who determines if a product is
greenbull How can we assess the value of
greenbull Will customers pay a premium for
something greenbull How much value can be captured for
a green productbull Who captures the value of green in
the supply chain
Customers shy away from green pur-chasing until they see that it can be cost-competitive Generally they believe going green requires costly compliance and monitoring programs Better stan-dards and third-party verification could assuage their fears
Unfortunately standards at the raw-materials level are still in a nascent stage and downstream customers are not ex-erting pressure on manufacturers to de-velop standards Greenpeace conducts an annual green-electronics survey and Walmart is developing a sustainability index that will apply to materials pro-ducers But that is about it
Ultimately the USA ndashindeed the world ndash will co-operate to build a clean economy This will require not only de-fining green and setting verifiable stan-dards but also finding ways to recapture the value of green in products and ser-vices And behind all this will lay long-term and consistent public policy that creates market clarity and certainty
Businesses like ours are already lay-ing the foundation
Luka Erceg is president and CEO of Simbol Materials a USA-based com-pany that is pioneering a new technique to extract the battery materials lithium manganese and zinc from geothermal brine
References 1 Manget J Roche C and Munnich F Capturing the Green Advantage for Consumer Companies Boston Consult-ing Group Inc January 20092 Cook G Chrysostomidis Y Cad-man J Wasilewski C and Wililams P Mapping and analysis of sustainable product standards Environmental Re-source Management Ltd March 2008 3 Rautner M and Harrel C Green Electronicshellip The Search Continues Results of the Green Electronics Survey Greenpeace International December 2008 4 Denend L and Plambeck EL Wal-Martrsquos Sustainability Strat-egy Stanford Graduate School of Business Stanford University April 2007
13
Source Dupont (solar panels) Vestas (wind turbines) Nissan (zero emission vehicles)
New Developments for Lithium and REE Mineral Deposits
DORFNER Analysenzentrum und Anlagenplanungsgesellschaft mbHScharhof 1 middot 92242 Hirschau GermanyFon +49 9622 82-162 anzaplandorfnercomwwwanzaplancom
ANZAPLAN is offering a complete service package that extends from state-of-the-art innovative analytical methods to processing concepts for raw materials for the high-tech industry from mineral deposit evaluation to ready-to-implement marketing concepts with a special focus on
New concepts in Lithium and REE minerals processing
Full feasibility studies and engineering
Evaluation of Lithium and REE mineral deposits
Independent from any machinery manufacturer ANZAPLAN is able to maxi-mize the customerrsquos value by offering tailor-made innovative processing solutions
Bene t from our unique pilot plant and internationally accredited laboratory
Anz_Ind_Minerals_291x216_AK4indd 1 29072011 113111 Uhr
Trends | Vertical Integration
ver the last three decades as Wall Street and management theorists encouraged companies
to focus on their core competencies the mining metals and minerals industry became less vertically integrated
Recent events however have indicated a growing trend towards the vertical in-tegration of yesteryear
Vertical integration strategies vary but recent trends show that it has been large-ly upstream as metals companies and end-users seek to add mining assets and miners add infrastructure reintroducing the question of lsquowhat makes a mining companyrsquo
Vertical integration trends have been shaped by an increase in global demand for metals and the growing importance of securing stable supplies of increas-ingly scarce resources Metals compa-nies have looked to vertically integrate primarily to secure alternative sources of raw material supply to facilitate their own continued operation Additional objectives often include gaining greater control over the price of production in-
puts and to provide future growth pros-pects
Integration exposes companies to new dimensions of market risk in different sectors of the industry and potentially decreases flexibility to react to changing market conditions It soaks up significant capital which could otherwise be de-ployed on growing the existing business
Integrating often requires MampA as or-ganic vertical growth is often impossible or impractical and deals can be risky and often do not generate the expected value Vertically integrating can stretch management into new areas of focus and could simply add too much complexity to an organisation
Despite these risks the industry is vertically integrating albeit in differ-ent ways and for different reasons The steel industry has seen considerable ver-
tical integration as producers drive for greater self-sufficiency of raw materials either due to increasingly tight supply of inputs or increasing frustration with the major minersrsquo ability to dictate price and pricing terms This strategy seeks to reduce the market power of the major iron ore producers through decreased re-liance on third-party suppliers
An example of this strategy is Arcelor-Mittal which is significantly increasing its in-house iron ore and coal business as part of a strategy to double iron ore pro-duction to 100m tpa Many other major steel companies have publicly stated their intentions to increase iron-ore and coking coal self-sufficiency
bull Taiwanrsquos China Steel plans to increase iron ore self-sufficiency from 2 to 30 by 2015
PricewaterhouseCoopersrsquo UK Mining Leader Jason Burkitt looks at the returning trend of vertical integration that is seeing downstream players acquiring strategic raw material sources
Vertical integration of yesteryear looms
15
bull POSCO targets 50 raw material self-sufficiency by 2014 and
bull Tata Steel plans to reach 100 iron ore and 50 coking coal self-suffic-iencyWhile these stated desires are clear
only time will tell whether these compa-nies and others are able to successfully and profitably deliver these strategies
Recent vertical integration has also included end-users of mining products acquiring upstream assets
Many power producers including Huadian of China and Tata Power of In-dia have made major coal mining acqui-sitions Amongst zinc smelters Nyrstar has been active in acquiring mining as-sets including their 2011 deal for Can-adarsquos Farallon Mining which increased its self-supplied zinc concentrate usage to 31
This trend will likely also apply to trad-ers as they increasingly look to build up upstream holdings seen by Glencore in their run up to a potential IPO and China Minmetals in their acquisition of assets from Oz Minerals and recent attempt for Equinox
We are beginning to see companies also look at other ways of achieving their integration objectives such as combin-
ing strategic investment and off-take or partnership agreements to lower the risk associated with integration but still reap similar benefits A number of companies have adopted this approach taking mi-nority stakes or providing initial funding to major projects
Examples include China Railwayrsquos 125 equity stake in African Minerals with a 20 year off-take agreement and JFE Steelrsquos 20 investment in the By-erwen Coal project with a long-term off-take agreement
In contrast to other miners Vale has taken a 27 stake in the Brazilian steel production assets owned by Thyssen-Krupp CSA This equity investment is combined with an exclusive iron ore supply agreement solidifying a domes-tic buyer for Valersquos Brazilian iron ore
Although vertical integration strategies vary amongst the miners generally there is no desire to increase their presence in metals manufacturing or sales Where integration has occurred the focus is primarily on infrastructure assets largely for the same motivation as described above ndash ensuring security of access to key production and transport needs Vale for example is adding a number of bulk iron ore ships to its in-house fleet
Overall trends in vertical integration reflect the changing nature of the indus-try particularly as customers are becom-ing competitors to their current suppli-ers For companies moving upstream in the quest for self-sufficiency the mines being acquired are generally not Tier one assets and are usually in the devel-opment phase
With the priority for new entrants of-ten being security of supply lower tier assets coming on stream will shift the industryrsquos cost-curve While traditional mining houses are not expected to ver-tically integrate downstream many will likely continue to integrate into infra-structure
In metals tightening supplies for raw materials and increasingly variable com-modity prices will continue to drive pro-ducers upstream either through direct ownership and control or through mi-nority ownership and strategic off-take agreements In a supply-constrained world for many companies there is no alternative
What remains to be seen is whether vertical integration can deliver sustain-able value and how the balance between miners metals companies and the mar-kets they serve will change
Clockwise Jason Burkitt PricewaterhouseCoopersrsquo UK Mining Leader BHP Billitonrsquos iron ore mining and logistics operations POSCO Steel seeking entry into the lithium market BHPrsquos Jansen Potash Project in Canada Sources PWC BHP Billiton Posco
17
hina has long bucked many global economic and industrial trends Lithium is no differ-
ent While the world in the mid-1990s became reliant on lower cost lithium derived from South American brine China continued using spodumene concentrate as its primary source
It is a trend that has not really changed and one totally at odds with global consumption patterns
Chinarsquos lithium industry has been active since the 1950s but only in the 1980s became significant following a rise in demand for consumer driven goods
Lithium was sourced from a spodumene and lepidolite mine locat-ed in the northern part of Xinjiang and Jiangxi provinces As the 1980s drew to a close imported spodumene from Australia became the main raw mate-rial source for the Chinese lithium in-dustry together with smaller quantities of spodumene from Sichuan province
This situation was turned on its head in the mid-1990s when Chilersquos SQM started to produce technical grade lith-ium carbonate priced below $2000tonne This hit most spodumene based lithium producers ndash chemical conver-tors ndash very hard and only a handful survived
Today owing to rapid market devel-opment of the lithium-ion battery and various pharmaceutical applications some entrepreneurs have started to
venture into the downstream lithium business
In the meantime mothballed spod-umene mines have been restarted in addition to new brine operations fol-lowing a lithium carbonate price rise to over the $4000tonne threshold
Limited sources downstream focus Lithium brine production is mainly lo-cated in the remote Tibet and Qinghai provinces Projects in East Tajinaier Qinghai province and Zabuye Tibet started as far back as the early 1990s before industry leaders SQM and FMC entered the marketplace
These lithium projects fell far behind their original production targets how-ever Zabuye struggled with a lack of infrastructure and difficulty in operat-ing at high altitudes Qinghairsquos lithium production was delayed due to chal-lenges removing the high magnesium content
Qinghai Lithium now has the ability to make good technical grade lithium carbonate from high magnesium-lithium ratio brine but only in limited quantities
The majority of active spodumene mines are located in Sichuan province
The reserves in this region hold Li2O contents between 1-15 and are pro-ducing spodumene concentrate with Li2O levels of 55 Most of the mines are owned by lithium chemical produc-ers as a feedstock source China has no independent spodumene supplier
A lepidolite mine located in Yichuan Jiangxi province was used to supply raw material for producing lithium hydroxide in the late-1990s for the do-mestic ceramic industry
China is now experiencing a new wave of lithium expansions in the wake of lithium-ion battery demand from portable electronics and the promise of an electric vehicle future
Chinarsquos conventional end uses for lithium include glass ceramics lithi-um-bromide absorption air-condition-ers aluminium smelting steel cast-ing protecting powder and lubricant grease
The country is experiencing growth in many of these areas particularly the glass industry a trend which is oppo-site to industry outside of Asia
Lithium processing companies in this sector are Tianqi Lithium Xinji-ang Lithium Citic Guoan and Zabuye Ganfeng Lithium is the leading pro-ducer of lithium chloride in China
Ganfeng Lithiumrsquos Wang Xiaoshen explores Chinarsquos expanding lithium industry its reliance on spodumene imports and a government-backed move towards high value exports
Rise of Chinese lithium
Ganfeng Lithiumrsquos revenues Chinese imports amp exports of lithium carbonate
6m
5m
4m
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
3m
2m
1m
0
US
$
8000
2006
2007
2008
2009
2010
6000
4000
2000
0
tonn
es
Export QtyImport Qty
Lithium | China
18 INDUSTRIAL MINERALS | wwwindmincom
Jiangxi province-based Ganfeng Lithium has established a leading po-sition of producing lithium metal and derivative products high purity lithi-um carbonate and lithium-fluoride for electrolyte production and other spe-cialties The company was listed on Shenzhen Stock Exchange in August 2010 ndash the first pure lithium company to be listed in China
Tianqi used to have the majority share of battery grade lithium carbon-ate in the domestic cathode market but now this is shared by Ganfeng Lithium and Pan Asia Lithium
Both Ganfeng Lithium and Tianqi are importing raw material Tianqi is 100 reliant on spodumene from Tali-son in Australia although the company has announced an investment into a fully owned spodumene mine in Sich-uan province and a holding in a pre-production project in Canada owned by Nemaska Exploration
The company has increased its num-ber of raw material sources to include concentrated lithium brine spodumene lepidolite and recycled material The use of spodumene and lepidolite are the new measurements to increase the source of lithium
It has also started securing interna-tional raw materials sources through an investment in Argentine brine de-veloper International Lithium Corp
Chinarsquos lithium industry is in a unique position and is unlike other major markets in Japan and South Ko-rea China has a large lithium chemical production capacity which often ex-ceeds domestic demand This enables the country to cope with demand in-creases while remaining competitive
With a significant VAT barrier on im-ports and exports Chinese companies are reluctant to trade outside of the countryrsquos borders
Australiarsquos Talison Lithium the worldrsquos leading spodumene miner relies on the Chinese market as its business driver An expected boom in demand resulted in an expansion of its Greenbushes mine to 320000tpa A second phase expansion has also been approved which will take concentrate
capacity to 720000 tpa and make Tali-son Lithium the worldrsquos largest lith-ium carbonate equivalent producer at 110000 tpa
Exporting higher value China is moving towards exports of higher value products across all indus-tries For example lithium battery ex-ports enjoy a 17 tax refund whereas for basic lithium chemicals it is 0 some products even have an export tax
As a result Chinese exports of higher-value lithium chemicals will increase
Consolidation in the industry will also become a rising trend Small lith-ium companies in niche markets will merge with bigger lithium players par-ticularly those publically listed with fi-nancial clout
With the high hopes for EV demand and energy storage the lithium indus-try has attracted significant investment in recent years The existing players will increase their capacities Brine projects in Qinghai and Tibet will have a significant increase in output over the next 2-3 years
Galaxy Resources will be produc-ing battery-grade lithium carbonate at its Jiangsu chemical plant using spodumene concentrate source from its Mt Cattlin mine in Australia This will be Chinarsquos first purpose built battery grade lithium plant Production from new spodumene projects will also en-ter the market soon
With the Chinese Government keen to support new energy industries Chi-na will maintain its growth status in lithium
19
ldquoConsolidation in the industry will increase small lithium companies in niche markets will merge with bigger lithium players particularly those publicly listedrdquo Wang Xiaoshen Vice Chairman and Vice Executive President of Ganfeng Lithium
20 INDUSTRIAL MINERALS | wwwindmincom
Print + Online + EventsAdvertising is published in print and online with links for maximum exposure
For advertising and editorial opportunities contactSimon Moores
Publication Manager+44 20 7827 6473 smooresindmincom
Ismene ClarkeAdvertising Manager
+44 20 7827 5252 iclarkeindmincom
BOOK NOW400
all inclusive
Building on the success of the inaugural 2010 IM Moving Minerals Roundtable Industrial Minerals announces its second Roundtable for 2011
With a focus on logistic strategies solutions and security of supply for key performance minerals in the filler and pigment refractory and oilfield markets the IM Moving Minerals Roundtable 2011 will appeal to all those in the supply chain for these key mineral commodities
Mine to Market Strategies Solutions Security
FIlleR MINeRals ReFRactORy MINeRals OIlFIeld MINeRals
NH Barbizon Palace Hotel ndash amsterdam
FILLER amp PIGMENT MINERALSmiddot calcium carbonatemiddot talcmiddot Kaolinmiddot ti-minerals
REFRACTORY MINERALSmiddot aluminosilicatesmiddot Bauxitemiddot Graphitemiddot Magnesia
OILFIELD MINERALSmiddot Barytesmiddot Bentonitemiddot Frac sandmiddot calcium chloride
to register and for sponsorshipexhibits contact Ismene Clarke
Advertisement Manager IM iclarkeindmincom
T +44 (0) 20 7827 5252
For presentations contact Mike OrsquoDriscoll
Editor IM modriscollindmincom
T +44 (0) 20 7827 6444
SPONSORS
Lithium | Jadarite
uropean lithium supply has evaded the spotlight in recent years Ex-ploration activity has focused on
Canada Australia and the USA While much debate has centered on brine
and spodumene lithium sources Rio Tinto has been developing a different lithium de-posit based on a newly discovered mineral jadarite in the eastern European country of Serbia
Serbian and American geologists work-ing for Rio Tinto discovered the deposit in 2004 near the town of Loznica They dis-covered the mineral jadarite in 2007 and Serbiarsquos Jadar basin is the only place in the world where the mineral can be found
Jadarite shot to fame when discovered as it had the exact chemical composition as the fictional mineral kryptonite from the Superman series
Due to its high lithium and borate con-centrations ndash and an assessed geological resource of more than 200m tonnes ndash Ja-dar has been ranked as one of the largest lithium deposits in the world
The deposit is geographically contained within three discrete vertically stacked zones Rio Tinto Minerals has focused its studies on the highest grade and larg-est zone called the Lower Jadarite Zone and has declared an inferred resource of 1253m tonnes with a weighted average Li2O concentration of 18 and 162m tonnes B2O3 for the lower zone only
If developed the deposit has the potential to supply more than 20 of global lithium demand
Lithium has many applications from medical uses to batteries to ceramics and aircraft alloys
The fastest growing application is lith-ium batteries for hybrid and electric cars The world market for hybrid vehicles is predicted to increase to more than 11m ve-
hicles a year by 2020 or about 23 times the market size in 2008
The deposit also contains borates Rio Tinto Minerals produces nearly 40 of the worldrsquos demand for refined borates from its mines in California and Argentina Ore from these mines is processed locally and further refining takes place in France and California The company also oper-ates shipping facilities in California the Netherlands Spain Malaysia and China as well as a global network of sales offices and stock points
Borates are essential micronutrients for all plants and boron deficiency affects almost all major crops grown around the world Without borate fertilisers crop yields and quality can be greatly reduced
Borates are also key ingredients in glass production including insulation fiberglass that keeps buildings energy-efficient tex-tile fiberglass used in windmill blades and
glass components of televisions comput-ers solar heating devices and heat resistant cookware
Rio Tinto Mineralsrsquo team is working closely with Serbiarsquos Ministry of the En-vironment Mines and Spatial Planning community members and other stakehold-ers as the Jadar project progresses
Leaders also signed a MOU with Lozni-ca Municipality reinforcing an ongoing agreement to co-operate and share infor-mation to support development of the proj-ect
At present Jadar is in the prefeasibility stage which includes research aimed to better understand the deposit pilot-testing recovery and processing methods con-ducting mining trade-off studies and col-laborating with Serbian experts to conduct the extensive environmental and socioeco-nomic analysis that lays the groundwork for efficient and responsible development
If developed production could com-mence within the next six years
Rio Tintorsquos strategy to invest in large long-term cost competitive mines means that the company operates on extended time horizons These long-term commit-ments provide opportunities to plan imple-ment and deliver sustainable contributions to social wellbeing environmental stew-ardship and economic prosperity every-where the company operates
Rio Tinto outlines its progress to commercialise lithium production from the newly discovered mineral jadarite
Serbian lithium under focus
21
Senior geologist Vladisav Eric examines a core sample of jadarite Source Rio Tinto
The profiles of lithium and vanadium have increased significantly over the last five years owing to their use in emerging battery technologies
The movement to cleaner green econ-omies relies on a reduction in fossil fuel consumption particularly oil and gas In order to achieve this industry and gov-ernments are turning to battery storage to make new electricity sources ndash such as wind and solar ndash more manageable
The rise of battery technology over the last decade has seen designs that are increasingly based on the minerals lithium and vanadium But as the tech-nology adoption gathers pace the sup-ply of these critical minerals is at risk of falling short
Lithium In 2010 the size of global lithium in-dustry (including both chemicals and minerals) was about 125000tpa of lith-ium carbonate equivalent (LCE) with a compound average growth rate of 6 pa throughout the decade
In 2000 the market was about 70000tpa and the use of lithium in batteries repre-sented 5-7 whereas the use of lithium
in batteries in 2010 was estimated at 20-25 of the market Throughout the last decade the market for lithium in batter-ies has grown at 20-25 pa ndash the battery sector has driven the industry for the last 11 years
Lithium has been studied as a cath-ode and electrolyte for both primary and re-chargeable batteries for almost a century but its reactivity proved to be a double-edged sword as it was a barrier to the development of batteries that meet todayrsquos high standards of occupational health and safety But due to the pio-neering work of Japanese and American chemists these issues are now a concern of the past
Cost has limited primary and second-ary lithium batteries until the last few years where weight and longevity were paramount Improvements in manufac-turing techniques now produce a reliable battery at a reasonable cost and resulting demand is taking off
Today lithium-based batteries are found in computers mobile phones portable audio-visual equipment power tools electric bikes and electric vehicles The overall growth of this sector in this
decade is forecast to be 25-30pa ndash a doubling of demand every three years On this basis the lithium battery sector could grow from 20-25000 tpa LCE in 2010 to 180-220000tpa in 2020 a huge proportion of a total lithium market of 240-280000tpa LCE
This rapid acceleration of anticipated growth has resulted in fears of a supply shortage
Reed Resources through the devel-opment of the Mt Marion SpodumeneLithium Project is in a position to ar-rest the looming shortfall in supply The company aims to become a preferred supplier of spodumene to the Chinese lithium carbonate industry within 12 months This is through advanced plans to participate in the downstream produc-tion of lithium chemicals for the battery industry
As with many developing technolo-gies it is China that will be leading the market in the coming years in terms of both consumption and production Chi-narsquos over-arching strategy includes
bull To become a world leader in green technologies and low carbon energy
bull To reduce dependence on oil ndash particu-larly for transport
bull Investment of significant technologi-cal and financial resources in the de-velopment of renewable energy with a focus on wind turbines backed-up by mass energy storage
bull Electric and hybrid vehicles to consti-tute at least 25 of vehicles by 2020 and 50 by 2030 to be backed up by a comprehensive system of re-charging platformsstations
bull Lithium battery power to replace lead acid powered E-Bikes as soon as prac-ticable assisted by the gradual closure of lead acid battery manufacture
For much of the past decade growth in the lithium market has been lagging the forecast of both consumers and produc-ers However in the past 12-18 months there has been a significant turnaround such that consumer and producer fore-casts are now lagging actual demand Inevitably this will lead to increased prices for lithium carbonate Roskill In-
22 INDUSTRIAL MINERALS | wwwindmincom
Lithium and vanadium rise as economies move from fossil fuels to battery technology by Dudley Kingsnorth and Chris Reed of Reed Resources
Battery bounce
Lithium | Lithium + Vanadium
formation Services is forecasting prices of $6-7000tonne in the short to medi-um term compared with present prices of $4500-5500tonne
Reed Resources and partner Mineral Resources Ltd one of Australiarsquos larg-est mining services companies is bring-ing the Mt Marion Lithium Project into production in H1 2012 Mt Marion will initially produce 200000 tpa of chemi-cal grade spodumene is totally uncon-tracted and the partners are ready to dis-cuss cooperative agreements with new and existing mineral converters
VanadiumIn 2010 the size of global vanadium industry was around 64000 tonnes or 250m lbs of vanadium pentoxide equivalent It experienced a compound average growth rate of 6 pa through-out the decade
Increasing levels of steel production over the last decade ndash particularly in China ndash have caused a structural shift upwards in vanadium pricing levels However it has not been plain sailing
The global financial crisis interrupted its day in the sun and the recovery was short lived as leading western producers
Evraz and Xstrata returned to full pro-duction and dominant Chinese producer Pangang delivered staged expansions ahead of time
In mid-2010 against the backdrop of recovering Western steel production levels and Chinese steelmakers moving to higher V-content in rebar prices fell and have moved sideways ever since Why this disconnection from steel (in-dicators) and break of this strong posi-tive correlation Leading market com-mentators opine that prices will trend up driven by growth in all the majors sources of vanadium demand Targets range from $10-18lb over the next five years
At Reed Resources we are comfort-able with the medium and long term fundamentals of the market particularly the non-steel applications Each new generation of aircraft contains more lightweight titanium alloys in response to demand for greater fuel efficiency
Another developing technology that could have major implications for va-nadium demand is the Vanadium Redox Battery (VRB) The VRB is an example of chemical storage of energy that is the storage of energy in a vanadium bearing
solution then discharging the energy through ion exchange (membrane) units The size of the tankage dictates storage capacity and the number of discharge units the power output
The beauty of this Australian inven-tion is that the number of deep discharge cycles has been measured at between 10 and 20 thousand times (or over 25 years with daily chargedischarge)
There is a limit to concentration of va-nadium in solution (a practical energy to volume limitation) 1 MWh of storage capacity requires about 60 cubic metres of solution containing 9-95 tonnes of V2O5 The largest battery seen recently in a visit to China was 2MW8MWh but they were building 5MW30MWh requiring some 270 tonnes or 600000 pounds of V2O5 The driving force be-hind this in China is the ~200bn Yuan spent on renewable energy last year Without storage approximately 70 of wind energy is typically lost
The lithium-vanadium battery is an exciting prospect Like the 57 varieties of Heinz sauces so too are the different chemistries of lithium batteries Unless another element is found the lithium-vanadium battery has the highest theo-retical voltage output (power) and en-ergy density (range)
Supporting this postulation are ex-amples from Subaru (G4E) and Audi (A2) Audi in partnership with German battery maker DBM Energy and utility Lekker Erenrgie drove an all electric A2 a record 603km on a single charge In addition its battery can be fully re-charged in 6 minutes from a standard 240V source
Chinarsquos BYD Japanrsquos GS Yuasa and the USArsquos Valence Technologies are all developing batteries based on lithium-Vanadium chemistry
Reed Resources is in the financing and approvals phase of our Barrambie Vana-dium Project Australiarsquos richest vana-dium reserve and subject to financing we aim to be in production in 201415 producing around 25m lbs a year of high-purity vanadium pentoxide
Reed Resources is an Australian lithium and vanadium development company
23
1 Lead-Acid The most economical battery for large power applications where weight is not a major consideration
2 Nickel-Cadmium Economical with a long life but are being phased out due to the toxicity of cadmium
3 Nickel-Metal Hydride Capable of delivering high density energy compared with nickel-cadmium but they do not have a long life This has been further complicated by supply doubts of a key input material rare earths which is providing impetus to the development of the lithium-ion batteries
4 Lithium-Ion The fastest growing secondary battery owing to its capability to deliver high density energy with a high power to weight ratio However the required design for adequate consumer safety means that it is not a low cost option Re-search into improved manufacturing techniques is steadily reducing the cost
5 Lithium-Ion Polymer This adaption of the lithium-ion battery is a more cost effective option possessing a higher energy density that can be manufactured in physical shapes and that are more compatible with the demands of todayrsquos portable audio-visual equipment
Major secondary batteries
Industrial Minerals Could you provide a brief overview of where Rincon Lithium is at Mike Tamlin Rincon Lithium is in transition from a development project to a commercial business Rincon Lith-ium will produce battery grade gt995 Li2CO3 with first commercial shipments to customers in early 2012 Plant com-missioning has been conducted and pro-duction is in early stabilisation phases in which attention to quality consistency and reliability has priority
Early production before optimisation work resulted in gt995 grade prod-uct Lithium carbonate will be the sole product until the commissioning of by-
product facilities that include potassium chloride
IM Industrial Minerals first re-ported on the Rincon Salar devel-opment in the early 2000s It has been a long road to get to this point What have been the main hurdles for Rincon Lithium since acquir-ing the project from Admiralty Re-sources in 2008MT The Sentient Group acquired the project in late December 2008 when the project was under-funded and develop-ment was virtually at standstill The most intense period of the development of Rincon has been in the period since then
Sentient has provided the funding that is critical to any successful project de-velopment This period has seen the con-
struction and operation of a pilot plant followed by the construction of a small capacity commercial scale plant It has also incorporated the acquisition and con-solidation of the extensive lithium sodi-um sulphate and water tenement package the will underwrite the long-term security of production at large volumes The first large capacity expansion is in feasibility planning and early design phases and the company has built and mobilised the pro-duction team
IM There have been a lot of lithi-um junior companies entering the industry since 2009 At its peak more than 100 companies owned lithium tenements What are your thoughts on this boom in interest MT The future demand from the EV
24 INDUSTRIAL MINERALS | wwwindmincom
With the race for lithium slowing focus is moving to the complex manufacture of the battery raw material lithium carbonate Industrial Minerals spoke with Rincon Lithiumrsquos general manager Mike Tamlin on why he believes only a fraction of new companies will begin production and how even less will be profitable
Lithiumrsquos long game
Lithium | Carbonate
Main picture Brine evaporation ponds in the Salar del Rincon Argentina Source Rincon Lithium
industry will need considerable expan-sion in production capacity That in turn will demand large scale capital invest-ment in new plant and resource develop-ment
Exploration and development has a long lead time so the new-found inter-est is timely That said the usual rule of thumb in resources development is that only about 10 of potential resources ever reach production and only 3 are commercially stable and profitable so the odds are stacked against more than a few of these juniors surviving
Rincon Lithium has developed the project in an orderly and thorough way to ensure that it will be a stable large ca-pacity producer for the long term
IM Does it accurately reflect the prospects of the EV industry or is it overhypedMT The potential of the EV industry is best summarised by the massive de-velopment investment by the major car-makers worldwide
The auto industry and battery manu-facturers need reliable and secure un-constrained lithium supply over the long term The lithium industry needs to re-spond in a measured and credible way that fulfils the needs of its ultimate cus-tomers
IM Has the complexity of pro-ducing a suitable and consistent lithium carbonate grade for EV batteries been underestimatedMT Very much so at the junior end and less so at the established end of the industry Rincon has been through an extensive resource development and process development phase and knows just how difficult and exhausting the de-velopment process is
Fortunately Rincon Lithium has not had the funding constraints recently that it suffered in its early days and has been able to deal with this complexity
Process development requires con-siderable time money and technical know-how Operating a production fa-cility reliably and consistently requires well organised well-funded and skilled people and technical resources
Optimising and stabilising production after commissioning takes some time to achieve the reliability needed Future demand will require production on a significantly larger scale than before re-quiring more investment even for exist-ing major producers
IM Is the price of lithium carbon-ate really as irrelevant as many say MT It may be the smallest input cost to the battery producer but the cathode manufacturer which purchases the mate-rial would have a different view
Price always matters in the commer-cial world of which lithium production cathode production and car making are integral parts Price stability is probably more important than absolute price
Price always matters to the high cost producers in any industry because the natural price floor is near the cost of the highest cost producers In that re-spect brine resources that are suitable for commercial production and are well managed have the edge over hard rock production sources
IM Is there room for a lithium brine producer in a spodumene-feedstock dominated China MT Hard rock production inherently consumes more fossil fuels emits more carbon and is generally more energy intensive than production from brine resources
There are many reasons why solar pond brine resource lithium would be a superior source in environmental terms in China as they are elsewhere There is no commercial reason to exclude pro-duction from Chinese brine resources There are several reasons associated
with difficult brine chemistry and very challenging logistics that explain why Chinese production is dominated by hard rock resources
IM Unlike other critical materials like rare earths lithium has steady supply from a number of different sources outside of China Some commentators have suggested that it should not be deemed criti-cal or strategic Would you agree with thisMT Suppliers are rarely the right peo-ple to ask if they are critical or strategic However I suspect critical or strategic should be determined by the importance of their end use rather than the supply concentration
Lithium will be a very important raw material to EV producers even though lithium resources are not limited Devel-oped viable and active lithium sources will be far fewer in number than the un-developed resource base
Concentration of supply can become a threat to supply security in some situa-tions like it has in rare earths but that is a different issue It is not the same for lithium
IM Do you think China is the deal-maker or breaker for global EV adoptionMT Making EVs more affordable is more a universal issue that could be a barrier to EV commercial success
China will be one of the important markets due to its size and the govern-ment financial support for EV adoption
IM On a global scale how impor-tant are governments to the adop-tion of EVs which at present are not cost efficient MT Governments have an important role to play However in the current financial circumstances worldwide governments in many countries appear to have limited resources to subsidise EVs
Sooner or later unit costs of EVs have to be reduced through engineering man-ufacturing improvements and economy of scale
25
ldquoLithium price stability is probably
more important than absolute pricerdquo
Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

Now itrsquos time for our grinding technology For further information please call +4921153530 or visit wwwloeschecom
TO REACH A CERTAIN LEVEL OF PERFECTION IT NEEDS 3000 YEARS
AZ_A4_Hoch_2010_perfectionindd 1 20082010 101728 Uhr
In contrast to what is commonly asserted securing specialty metal supply has little to do with physical scarcity or lopsided geological distributions that hand control of these resources to a small number of countries Instead the key problem is a demand explosion has been confronting a tiny industry still in the early stages of development The sector suddenly needs to be scaled at tremendous speed if markets are to balance The result is severe growing pains
Research into specialty metals has led to the development of new materials with astonishing properties that are vastly superior to traditional materials and we are still only beginning to understand their enormous potential The revolution rare earths have brought to magnet technologies over the past two decades is just one example Industry sectors like consumer electronics aerospace chemicals and automotives require rapidly growing amounts as they apply speciality metals ever more widely
Global warming brings an added ur-gency because many green technolo-giesmdashlike wind and solar energymdashare particularly reliant on speciality metals These metals are also a key to bringing about a revolution in resource efficiency allowing us to do more with less A few ki-lograms of specialty metals can for example economise tons of steel in bridges and buildings which in turn cuts down on energy and carbon En-suring an adequate global supply is not simply a question of resolving a short-term supply crunch It is core to long-term prosperity and environmental security
Substitution and recycling are often advocated as solutions Both approaches have their merits but their potential contribu-tions to solving the specialty metals challenge are often overesti-mated New products containing specialty metals spill from RampD labs much faster than they are substituted out of existing appli-cations Meanwhile specialty metals are only now beginning to be deployed on a large scale It will often take years before large amounts of new supply become available for recycling
Bringing substantial supply of virgin material on line is therefore essential but the expansion of supply is not proceeding unim-peded Between 2005 and 2010 lithium producers globally man-aged to add less than 20 to annual output compared to over 50 for iron ore Things are even worse for the coveted rare earth neodymium For the same period supply grew less than 10 trailing demand by wide margins Estimates suggest that demand for neodymium is set to increase by another 80 by 2015 as the
permanent magnet revolution takes hold No wonder markets are panicking
Reasons for the stuttering supply response are complex but they have little to do with a lack of metal in the ground Paradoxi-cally despite splendid growth prospects investing in new supply of speciality material supply remains a very risky business A ma-jor problem lies in estimating future demand which depends on the volatile development and market penetration of emerging tech-nologies This is a huge issue in small markets where few new projects can make a major impact on aggregate supply especially
in combination with high capital requirements and long peri-ods for investment to mature Add oligopolistic com-
petition the need for challenging downstream processing capabilities murky trading struc-
tures and occasional political meddling and specialty metals become a case study of market failures par excellence
Consequently speciality metal markets have been expanding through a series of sudden booms followed by brutal busts This rollercoaster is not one for the faint-hearted and large mining companies and many mainstream investors have
been reluctant to get involved So despite the hype much needed long-term financ-
ing is still lacking which is the single biggest barrier to generating secure supply
But progress is being made Complacent down-stream industries are beginning to realize that on their
own specialty metals producers are unlikely to meet the supply challenge As result German industry giants like Siemens and Thyssen-Krupp have recently signed agreements with special-ty metal miners following in the footsteps of Korean and Japanese manufacturers like POSCO and Toyota This shares risks creates new investments and brings much-needed planning security for upstream miners and downstream manufacturers alike
Governments have also finally put specialty metals on the crowd-ed global policy agenda However the debate is still dominated by mutual finger pointing and focused on competition rather than co-operation Progress can be made by creating more transparency in markets and cooperating more actively on supply development and RampD for recycling and substitution Politicians need to realise that a reliable supply of specialty metals is in the shared interest of producing and consuming countries alike
Jaakko Kooroshy Research Fellow - Environment and Development Programme Chatham House
Niche critical material industries play catch up with rapid adoption of new technologies
Growing pains
Comment | Trends
9
verywhere we look consum-ers tell us that they want to buy green products governments
want a green economy producers are committing to green production and companies are pursuing climate capi-talism Amidst this consumer demand for lsquogreenrsquo lies the question What does green mean
Green can stand for a host of attributes from recyclable to nonpolluting to en-ergy efficient But regardless of the defi-nition only a minority of todayrsquos con-sumers will pay a premium for a green product For example some consumers pay an incremental cost of $6225 to own a Toyota Prius rather than a Toyota Corolla1 In the same way some shop-pers are willing to pay more for organi-cally grown food If all else is equal a majority of purchasers will choose the green product But most purchasersmdash
consumer or otherwisemdashwill not pay a higher price or premium
The same is true throughout industry green can refer to a companyrsquos prod-ucts or to its operations or to some sort of corporate contribution to a lo-cal community or environmental cause And that is the problem when a word like lsquogreenrsquo starts to mean everything it ends up meaning nothing The US Fed-eral Trade Commission (FTC) updated its so-called lsquogreen guidesrsquo in 2010 in an effort to put more definition around
green marketing claims and to prevent abuses But the FTC focus is mainly on consumer marketing and very little if anything is specified for companies mainly engaged in business-to-business (B2B) marketing Requirements in other markets such as the EU are more strin-gent but also skew toward consumers more than businesses
So companies are increasingly taking matters into their own hands And that means analysing the full lifecycle impli-cations of their products and managing
In a world moving towards cleaner economies industry and governments are all vying for green credentials But a lack of reliable standards threatens to undermine the truly green players Luka Erceg of Simbol Materials outlines the roadmap to defining what it means to be green from consumers to mineral producers
Trends | Defining Green
10 INDUSTRIAL MINERALS | wwwindmincom
What does green mean
their supply chain to reduce resource consumption and pollution
A consumer-driven movementConsumers are leading the movement to green So naturally producers of consumer products are leading the move to greener production If they can claim that their products are greenmdashhowever they choose to define itmdashthey will since it gives them a leg up in the marketplace
Because the definition of green is elu-sive at present even consumer-product companies are not equipped or moti-vated to pursue lsquogreennessrsquo at optimum levels Right now when they are strug-gling to capture a price premium to cover the higher cost of going green these companies generally are not pres-suring or paying their suppliers to adopt greener production methods
Clean-energy and ndashtechnology com-panies view themselves as green al-ready since they are leading the move-ment away from fossil fuels When they choose suppliers they focus on price and performancemdashnot green attributes (Although they value the positive PR that green can bring)
Material producers especially those on the upstream end of the supply chain such as raw-material produc-ers are further behind in making their operations supply chain and products greener Even those that want to mea-sure the energy and carbon footprint of their supply chain have not done so be-cause they are unclear what the metrics should be what the value is and how much it will cost
Most materials producers are not yet subject to market-based price signals for lessening the environmental impact of their operations Those who do con-sider it usually do so under regulation-based price signals
Recently some companies such as Walmart have begun to ask their sup-pliers to submit information about their environmental performance according to specific standards established by the company Although Walmart does not currently require the adoption of green-er production methods its new policies
indicate the beginning of a movement to connect consumer price signals to manufacturing
Over time Walmart will be able to collect valuable data about consumersrsquo green tastes and preferences Ultimate-ly we can expect those price signals to inform Walmartrsquos purchasing behavior And even longer term these kinds of price signals will move the entire sup-ply chain to green
These forward-looking companies calculate and report their total environ-mental footprint not only as a company but also throughout the life cycle of their products Life-cycle analysis of course requires obtaining relevant information from their supply chain
Likewise improving their numbers depends at least in part on requiring each member in the supply chain to improve its green performance Or it means changing to suppliers with more sustainable practices
We believe that over time an increas-ing number of supply-chain companies will be required by their customers to green up They may even be paid a pre-mium to do so
Defining greenBut even if the price signals that lead to economic incentives were put in place suppliers must overcome another sig-nificant obstacle first standards Or put more specifically the lack of clear veri-fiable standards
The first question is What do we mean by green The answers are all over the map with heavy consumer majorities identifying a dozen or more definitions of green We cannot develop useful standards without clearly defin-ing green
Once we define green (and of course the definition may vary from industry
to industry) we must set standards that are achievable and verifiable Again it is not that no one has proposed stan-dardsmdashquite the opposite A 2008 UK Ecolabelling study identified 469 stan-dards across 10 industry categories2
This is clearly dauntingmdashand coun-terproductive Without clear standards companies will be reluctant to invest in sustainable production
Finally we must identify third parties who can reliably validate green claims
A real-life exampleOur US-based company Simbol Ma-terials for example has developed an innovative green sustainable pro-cess to produce critical materials for
high-technology energy defence communication and industrial applica-tions Our process for extracting miner-als from geothermal brines is far superi-or environmentally to other production methods But right now because of the absence of industry standards you have to take our word for it
Unlike most other green processes it also is cost competitive This unusual vantage point enables Simbol Materials to look at green more objectively than many manufacturers since meeting green standards does not increase our costs
It allows us instead to focus on defin-ing green and the standards for greenmdashespecially upstream in the supply chain where companies like ours work
We seek to contribute to the dialogue about green helping to define it and to develop useful standards for all materi-als producers
The first order of business as we have said is defining green
Currently the word is widely used to describe something designed and constructed with minimal negative
11
ldquoThat is the problem when a word like lsquogreenrsquo starts to mean everything it ends up meaning nothingrdquo
impact to the environmentmdashideally using resources in a sustainable man-ner We agree with that definition but only as a starting point
In our business we assess green on multiple fronts First are our products used to produce something consid-ered green At Simbol Materials the answer is both yes and no For example our lithium products will be used in the batteries for electric vehicles as well as in a variety of applications from por-table consumer electronics pharmaceu-ticals to greases and glass
But the ultimate use of our products is not really under our control So we look at the sustainability of our production methods which are
bull Carbon footprint Does our process emit zero or less carbon dioxide (or other noxious emissions) than com-petitive processes
bull Waste Does our process produce less waste and less-hazardous waste than competitive processes
bull Recyclability Does our process per-mit the reuse of components such as natural resources or of the products themselves
bull Energy consumption Is our process energy efficient Is the type of energy we use greener than our competi-torsrsquo
Fortunately for Simbol Materials the answers to the above questions are all yes But the same is not true for our in-dustry as a whole
To better define what green ismdashand to develop useful standards we believe government and industry must answer the following questions
bull What are the standards for greenbull Who determines if a product is
greenbull How can we assess the value of
greenbull Will customers pay a premium for
something greenbull How much value can be captured for
a green productbull Who captures the value of green in
the supply chain
Customers shy away from green pur-chasing until they see that it can be cost-competitive Generally they believe going green requires costly compliance and monitoring programs Better stan-dards and third-party verification could assuage their fears
Unfortunately standards at the raw-materials level are still in a nascent stage and downstream customers are not ex-erting pressure on manufacturers to de-velop standards Greenpeace conducts an annual green-electronics survey and Walmart is developing a sustainability index that will apply to materials pro-ducers But that is about it
Ultimately the USA ndashindeed the world ndash will co-operate to build a clean economy This will require not only de-fining green and setting verifiable stan-dards but also finding ways to recapture the value of green in products and ser-vices And behind all this will lay long-term and consistent public policy that creates market clarity and certainty
Businesses like ours are already lay-ing the foundation
Luka Erceg is president and CEO of Simbol Materials a USA-based com-pany that is pioneering a new technique to extract the battery materials lithium manganese and zinc from geothermal brine
References 1 Manget J Roche C and Munnich F Capturing the Green Advantage for Consumer Companies Boston Consult-ing Group Inc January 20092 Cook G Chrysostomidis Y Cad-man J Wasilewski C and Wililams P Mapping and analysis of sustainable product standards Environmental Re-source Management Ltd March 2008 3 Rautner M and Harrel C Green Electronicshellip The Search Continues Results of the Green Electronics Survey Greenpeace International December 2008 4 Denend L and Plambeck EL Wal-Martrsquos Sustainability Strat-egy Stanford Graduate School of Business Stanford University April 2007
13
Source Dupont (solar panels) Vestas (wind turbines) Nissan (zero emission vehicles)
New Developments for Lithium and REE Mineral Deposits
DORFNER Analysenzentrum und Anlagenplanungsgesellschaft mbHScharhof 1 middot 92242 Hirschau GermanyFon +49 9622 82-162 anzaplandorfnercomwwwanzaplancom
ANZAPLAN is offering a complete service package that extends from state-of-the-art innovative analytical methods to processing concepts for raw materials for the high-tech industry from mineral deposit evaluation to ready-to-implement marketing concepts with a special focus on
New concepts in Lithium and REE minerals processing
Full feasibility studies and engineering
Evaluation of Lithium and REE mineral deposits
Independent from any machinery manufacturer ANZAPLAN is able to maxi-mize the customerrsquos value by offering tailor-made innovative processing solutions
Bene t from our unique pilot plant and internationally accredited laboratory
Anz_Ind_Minerals_291x216_AK4indd 1 29072011 113111 Uhr
Trends | Vertical Integration
ver the last three decades as Wall Street and management theorists encouraged companies
to focus on their core competencies the mining metals and minerals industry became less vertically integrated
Recent events however have indicated a growing trend towards the vertical in-tegration of yesteryear
Vertical integration strategies vary but recent trends show that it has been large-ly upstream as metals companies and end-users seek to add mining assets and miners add infrastructure reintroducing the question of lsquowhat makes a mining companyrsquo
Vertical integration trends have been shaped by an increase in global demand for metals and the growing importance of securing stable supplies of increas-ingly scarce resources Metals compa-nies have looked to vertically integrate primarily to secure alternative sources of raw material supply to facilitate their own continued operation Additional objectives often include gaining greater control over the price of production in-
puts and to provide future growth pros-pects
Integration exposes companies to new dimensions of market risk in different sectors of the industry and potentially decreases flexibility to react to changing market conditions It soaks up significant capital which could otherwise be de-ployed on growing the existing business
Integrating often requires MampA as or-ganic vertical growth is often impossible or impractical and deals can be risky and often do not generate the expected value Vertically integrating can stretch management into new areas of focus and could simply add too much complexity to an organisation
Despite these risks the industry is vertically integrating albeit in differ-ent ways and for different reasons The steel industry has seen considerable ver-
tical integration as producers drive for greater self-sufficiency of raw materials either due to increasingly tight supply of inputs or increasing frustration with the major minersrsquo ability to dictate price and pricing terms This strategy seeks to reduce the market power of the major iron ore producers through decreased re-liance on third-party suppliers
An example of this strategy is Arcelor-Mittal which is significantly increasing its in-house iron ore and coal business as part of a strategy to double iron ore pro-duction to 100m tpa Many other major steel companies have publicly stated their intentions to increase iron-ore and coking coal self-sufficiency
bull Taiwanrsquos China Steel plans to increase iron ore self-sufficiency from 2 to 30 by 2015
PricewaterhouseCoopersrsquo UK Mining Leader Jason Burkitt looks at the returning trend of vertical integration that is seeing downstream players acquiring strategic raw material sources
Vertical integration of yesteryear looms
15
bull POSCO targets 50 raw material self-sufficiency by 2014 and
bull Tata Steel plans to reach 100 iron ore and 50 coking coal self-suffic-iencyWhile these stated desires are clear
only time will tell whether these compa-nies and others are able to successfully and profitably deliver these strategies
Recent vertical integration has also included end-users of mining products acquiring upstream assets
Many power producers including Huadian of China and Tata Power of In-dia have made major coal mining acqui-sitions Amongst zinc smelters Nyrstar has been active in acquiring mining as-sets including their 2011 deal for Can-adarsquos Farallon Mining which increased its self-supplied zinc concentrate usage to 31
This trend will likely also apply to trad-ers as they increasingly look to build up upstream holdings seen by Glencore in their run up to a potential IPO and China Minmetals in their acquisition of assets from Oz Minerals and recent attempt for Equinox
We are beginning to see companies also look at other ways of achieving their integration objectives such as combin-
ing strategic investment and off-take or partnership agreements to lower the risk associated with integration but still reap similar benefits A number of companies have adopted this approach taking mi-nority stakes or providing initial funding to major projects
Examples include China Railwayrsquos 125 equity stake in African Minerals with a 20 year off-take agreement and JFE Steelrsquos 20 investment in the By-erwen Coal project with a long-term off-take agreement
In contrast to other miners Vale has taken a 27 stake in the Brazilian steel production assets owned by Thyssen-Krupp CSA This equity investment is combined with an exclusive iron ore supply agreement solidifying a domes-tic buyer for Valersquos Brazilian iron ore
Although vertical integration strategies vary amongst the miners generally there is no desire to increase their presence in metals manufacturing or sales Where integration has occurred the focus is primarily on infrastructure assets largely for the same motivation as described above ndash ensuring security of access to key production and transport needs Vale for example is adding a number of bulk iron ore ships to its in-house fleet
Overall trends in vertical integration reflect the changing nature of the indus-try particularly as customers are becom-ing competitors to their current suppli-ers For companies moving upstream in the quest for self-sufficiency the mines being acquired are generally not Tier one assets and are usually in the devel-opment phase
With the priority for new entrants of-ten being security of supply lower tier assets coming on stream will shift the industryrsquos cost-curve While traditional mining houses are not expected to ver-tically integrate downstream many will likely continue to integrate into infra-structure
In metals tightening supplies for raw materials and increasingly variable com-modity prices will continue to drive pro-ducers upstream either through direct ownership and control or through mi-nority ownership and strategic off-take agreements In a supply-constrained world for many companies there is no alternative
What remains to be seen is whether vertical integration can deliver sustain-able value and how the balance between miners metals companies and the mar-kets they serve will change
Clockwise Jason Burkitt PricewaterhouseCoopersrsquo UK Mining Leader BHP Billitonrsquos iron ore mining and logistics operations POSCO Steel seeking entry into the lithium market BHPrsquos Jansen Potash Project in Canada Sources PWC BHP Billiton Posco
17
hina has long bucked many global economic and industrial trends Lithium is no differ-
ent While the world in the mid-1990s became reliant on lower cost lithium derived from South American brine China continued using spodumene concentrate as its primary source
It is a trend that has not really changed and one totally at odds with global consumption patterns
Chinarsquos lithium industry has been active since the 1950s but only in the 1980s became significant following a rise in demand for consumer driven goods
Lithium was sourced from a spodumene and lepidolite mine locat-ed in the northern part of Xinjiang and Jiangxi provinces As the 1980s drew to a close imported spodumene from Australia became the main raw mate-rial source for the Chinese lithium in-dustry together with smaller quantities of spodumene from Sichuan province
This situation was turned on its head in the mid-1990s when Chilersquos SQM started to produce technical grade lith-ium carbonate priced below $2000tonne This hit most spodumene based lithium producers ndash chemical conver-tors ndash very hard and only a handful survived
Today owing to rapid market devel-opment of the lithium-ion battery and various pharmaceutical applications some entrepreneurs have started to
venture into the downstream lithium business
In the meantime mothballed spod-umene mines have been restarted in addition to new brine operations fol-lowing a lithium carbonate price rise to over the $4000tonne threshold
Limited sources downstream focus Lithium brine production is mainly lo-cated in the remote Tibet and Qinghai provinces Projects in East Tajinaier Qinghai province and Zabuye Tibet started as far back as the early 1990s before industry leaders SQM and FMC entered the marketplace
These lithium projects fell far behind their original production targets how-ever Zabuye struggled with a lack of infrastructure and difficulty in operat-ing at high altitudes Qinghairsquos lithium production was delayed due to chal-lenges removing the high magnesium content
Qinghai Lithium now has the ability to make good technical grade lithium carbonate from high magnesium-lithium ratio brine but only in limited quantities
The majority of active spodumene mines are located in Sichuan province
The reserves in this region hold Li2O contents between 1-15 and are pro-ducing spodumene concentrate with Li2O levels of 55 Most of the mines are owned by lithium chemical produc-ers as a feedstock source China has no independent spodumene supplier
A lepidolite mine located in Yichuan Jiangxi province was used to supply raw material for producing lithium hydroxide in the late-1990s for the do-mestic ceramic industry
China is now experiencing a new wave of lithium expansions in the wake of lithium-ion battery demand from portable electronics and the promise of an electric vehicle future
Chinarsquos conventional end uses for lithium include glass ceramics lithi-um-bromide absorption air-condition-ers aluminium smelting steel cast-ing protecting powder and lubricant grease
The country is experiencing growth in many of these areas particularly the glass industry a trend which is oppo-site to industry outside of Asia
Lithium processing companies in this sector are Tianqi Lithium Xinji-ang Lithium Citic Guoan and Zabuye Ganfeng Lithium is the leading pro-ducer of lithium chloride in China
Ganfeng Lithiumrsquos Wang Xiaoshen explores Chinarsquos expanding lithium industry its reliance on spodumene imports and a government-backed move towards high value exports
Rise of Chinese lithium
Ganfeng Lithiumrsquos revenues Chinese imports amp exports of lithium carbonate
6m
5m
4m
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
3m
2m
1m
0
US
$
8000
2006
2007
2008
2009
2010
6000
4000
2000
0
tonn
es
Export QtyImport Qty
Lithium | China
18 INDUSTRIAL MINERALS | wwwindmincom
Jiangxi province-based Ganfeng Lithium has established a leading po-sition of producing lithium metal and derivative products high purity lithi-um carbonate and lithium-fluoride for electrolyte production and other spe-cialties The company was listed on Shenzhen Stock Exchange in August 2010 ndash the first pure lithium company to be listed in China
Tianqi used to have the majority share of battery grade lithium carbon-ate in the domestic cathode market but now this is shared by Ganfeng Lithium and Pan Asia Lithium
Both Ganfeng Lithium and Tianqi are importing raw material Tianqi is 100 reliant on spodumene from Tali-son in Australia although the company has announced an investment into a fully owned spodumene mine in Sich-uan province and a holding in a pre-production project in Canada owned by Nemaska Exploration
The company has increased its num-ber of raw material sources to include concentrated lithium brine spodumene lepidolite and recycled material The use of spodumene and lepidolite are the new measurements to increase the source of lithium
It has also started securing interna-tional raw materials sources through an investment in Argentine brine de-veloper International Lithium Corp
Chinarsquos lithium industry is in a unique position and is unlike other major markets in Japan and South Ko-rea China has a large lithium chemical production capacity which often ex-ceeds domestic demand This enables the country to cope with demand in-creases while remaining competitive
With a significant VAT barrier on im-ports and exports Chinese companies are reluctant to trade outside of the countryrsquos borders
Australiarsquos Talison Lithium the worldrsquos leading spodumene miner relies on the Chinese market as its business driver An expected boom in demand resulted in an expansion of its Greenbushes mine to 320000tpa A second phase expansion has also been approved which will take concentrate
capacity to 720000 tpa and make Tali-son Lithium the worldrsquos largest lith-ium carbonate equivalent producer at 110000 tpa
Exporting higher value China is moving towards exports of higher value products across all indus-tries For example lithium battery ex-ports enjoy a 17 tax refund whereas for basic lithium chemicals it is 0 some products even have an export tax
As a result Chinese exports of higher-value lithium chemicals will increase
Consolidation in the industry will also become a rising trend Small lith-ium companies in niche markets will merge with bigger lithium players par-ticularly those publically listed with fi-nancial clout
With the high hopes for EV demand and energy storage the lithium indus-try has attracted significant investment in recent years The existing players will increase their capacities Brine projects in Qinghai and Tibet will have a significant increase in output over the next 2-3 years
Galaxy Resources will be produc-ing battery-grade lithium carbonate at its Jiangsu chemical plant using spodumene concentrate source from its Mt Cattlin mine in Australia This will be Chinarsquos first purpose built battery grade lithium plant Production from new spodumene projects will also en-ter the market soon
With the Chinese Government keen to support new energy industries Chi-na will maintain its growth status in lithium
19
ldquoConsolidation in the industry will increase small lithium companies in niche markets will merge with bigger lithium players particularly those publicly listedrdquo Wang Xiaoshen Vice Chairman and Vice Executive President of Ganfeng Lithium
20 INDUSTRIAL MINERALS | wwwindmincom
Print + Online + EventsAdvertising is published in print and online with links for maximum exposure
For advertising and editorial opportunities contactSimon Moores
Publication Manager+44 20 7827 6473 smooresindmincom
Ismene ClarkeAdvertising Manager
+44 20 7827 5252 iclarkeindmincom
BOOK NOW400
all inclusive
Building on the success of the inaugural 2010 IM Moving Minerals Roundtable Industrial Minerals announces its second Roundtable for 2011
With a focus on logistic strategies solutions and security of supply for key performance minerals in the filler and pigment refractory and oilfield markets the IM Moving Minerals Roundtable 2011 will appeal to all those in the supply chain for these key mineral commodities
Mine to Market Strategies Solutions Security
FIlleR MINeRals ReFRactORy MINeRals OIlFIeld MINeRals
NH Barbizon Palace Hotel ndash amsterdam
FILLER amp PIGMENT MINERALSmiddot calcium carbonatemiddot talcmiddot Kaolinmiddot ti-minerals
REFRACTORY MINERALSmiddot aluminosilicatesmiddot Bauxitemiddot Graphitemiddot Magnesia
OILFIELD MINERALSmiddot Barytesmiddot Bentonitemiddot Frac sandmiddot calcium chloride
to register and for sponsorshipexhibits contact Ismene Clarke
Advertisement Manager IM iclarkeindmincom
T +44 (0) 20 7827 5252
For presentations contact Mike OrsquoDriscoll
Editor IM modriscollindmincom
T +44 (0) 20 7827 6444
SPONSORS
Lithium | Jadarite
uropean lithium supply has evaded the spotlight in recent years Ex-ploration activity has focused on
Canada Australia and the USA While much debate has centered on brine
and spodumene lithium sources Rio Tinto has been developing a different lithium de-posit based on a newly discovered mineral jadarite in the eastern European country of Serbia
Serbian and American geologists work-ing for Rio Tinto discovered the deposit in 2004 near the town of Loznica They dis-covered the mineral jadarite in 2007 and Serbiarsquos Jadar basin is the only place in the world where the mineral can be found
Jadarite shot to fame when discovered as it had the exact chemical composition as the fictional mineral kryptonite from the Superman series
Due to its high lithium and borate con-centrations ndash and an assessed geological resource of more than 200m tonnes ndash Ja-dar has been ranked as one of the largest lithium deposits in the world
The deposit is geographically contained within three discrete vertically stacked zones Rio Tinto Minerals has focused its studies on the highest grade and larg-est zone called the Lower Jadarite Zone and has declared an inferred resource of 1253m tonnes with a weighted average Li2O concentration of 18 and 162m tonnes B2O3 for the lower zone only
If developed the deposit has the potential to supply more than 20 of global lithium demand
Lithium has many applications from medical uses to batteries to ceramics and aircraft alloys
The fastest growing application is lith-ium batteries for hybrid and electric cars The world market for hybrid vehicles is predicted to increase to more than 11m ve-
hicles a year by 2020 or about 23 times the market size in 2008
The deposit also contains borates Rio Tinto Minerals produces nearly 40 of the worldrsquos demand for refined borates from its mines in California and Argentina Ore from these mines is processed locally and further refining takes place in France and California The company also oper-ates shipping facilities in California the Netherlands Spain Malaysia and China as well as a global network of sales offices and stock points
Borates are essential micronutrients for all plants and boron deficiency affects almost all major crops grown around the world Without borate fertilisers crop yields and quality can be greatly reduced
Borates are also key ingredients in glass production including insulation fiberglass that keeps buildings energy-efficient tex-tile fiberglass used in windmill blades and
glass components of televisions comput-ers solar heating devices and heat resistant cookware
Rio Tinto Mineralsrsquo team is working closely with Serbiarsquos Ministry of the En-vironment Mines and Spatial Planning community members and other stakehold-ers as the Jadar project progresses
Leaders also signed a MOU with Lozni-ca Municipality reinforcing an ongoing agreement to co-operate and share infor-mation to support development of the proj-ect
At present Jadar is in the prefeasibility stage which includes research aimed to better understand the deposit pilot-testing recovery and processing methods con-ducting mining trade-off studies and col-laborating with Serbian experts to conduct the extensive environmental and socioeco-nomic analysis that lays the groundwork for efficient and responsible development
If developed production could com-mence within the next six years
Rio Tintorsquos strategy to invest in large long-term cost competitive mines means that the company operates on extended time horizons These long-term commit-ments provide opportunities to plan imple-ment and deliver sustainable contributions to social wellbeing environmental stew-ardship and economic prosperity every-where the company operates
Rio Tinto outlines its progress to commercialise lithium production from the newly discovered mineral jadarite
Serbian lithium under focus
21
Senior geologist Vladisav Eric examines a core sample of jadarite Source Rio Tinto
The profiles of lithium and vanadium have increased significantly over the last five years owing to their use in emerging battery technologies
The movement to cleaner green econ-omies relies on a reduction in fossil fuel consumption particularly oil and gas In order to achieve this industry and gov-ernments are turning to battery storage to make new electricity sources ndash such as wind and solar ndash more manageable
The rise of battery technology over the last decade has seen designs that are increasingly based on the minerals lithium and vanadium But as the tech-nology adoption gathers pace the sup-ply of these critical minerals is at risk of falling short
Lithium In 2010 the size of global lithium in-dustry (including both chemicals and minerals) was about 125000tpa of lith-ium carbonate equivalent (LCE) with a compound average growth rate of 6 pa throughout the decade
In 2000 the market was about 70000tpa and the use of lithium in batteries repre-sented 5-7 whereas the use of lithium
in batteries in 2010 was estimated at 20-25 of the market Throughout the last decade the market for lithium in batter-ies has grown at 20-25 pa ndash the battery sector has driven the industry for the last 11 years
Lithium has been studied as a cath-ode and electrolyte for both primary and re-chargeable batteries for almost a century but its reactivity proved to be a double-edged sword as it was a barrier to the development of batteries that meet todayrsquos high standards of occupational health and safety But due to the pio-neering work of Japanese and American chemists these issues are now a concern of the past
Cost has limited primary and second-ary lithium batteries until the last few years where weight and longevity were paramount Improvements in manufac-turing techniques now produce a reliable battery at a reasonable cost and resulting demand is taking off
Today lithium-based batteries are found in computers mobile phones portable audio-visual equipment power tools electric bikes and electric vehicles The overall growth of this sector in this
decade is forecast to be 25-30pa ndash a doubling of demand every three years On this basis the lithium battery sector could grow from 20-25000 tpa LCE in 2010 to 180-220000tpa in 2020 a huge proportion of a total lithium market of 240-280000tpa LCE
This rapid acceleration of anticipated growth has resulted in fears of a supply shortage
Reed Resources through the devel-opment of the Mt Marion SpodumeneLithium Project is in a position to ar-rest the looming shortfall in supply The company aims to become a preferred supplier of spodumene to the Chinese lithium carbonate industry within 12 months This is through advanced plans to participate in the downstream produc-tion of lithium chemicals for the battery industry
As with many developing technolo-gies it is China that will be leading the market in the coming years in terms of both consumption and production Chi-narsquos over-arching strategy includes
bull To become a world leader in green technologies and low carbon energy
bull To reduce dependence on oil ndash particu-larly for transport
bull Investment of significant technologi-cal and financial resources in the de-velopment of renewable energy with a focus on wind turbines backed-up by mass energy storage
bull Electric and hybrid vehicles to consti-tute at least 25 of vehicles by 2020 and 50 by 2030 to be backed up by a comprehensive system of re-charging platformsstations
bull Lithium battery power to replace lead acid powered E-Bikes as soon as prac-ticable assisted by the gradual closure of lead acid battery manufacture
For much of the past decade growth in the lithium market has been lagging the forecast of both consumers and produc-ers However in the past 12-18 months there has been a significant turnaround such that consumer and producer fore-casts are now lagging actual demand Inevitably this will lead to increased prices for lithium carbonate Roskill In-
22 INDUSTRIAL MINERALS | wwwindmincom
Lithium and vanadium rise as economies move from fossil fuels to battery technology by Dudley Kingsnorth and Chris Reed of Reed Resources
Battery bounce
Lithium | Lithium + Vanadium
formation Services is forecasting prices of $6-7000tonne in the short to medi-um term compared with present prices of $4500-5500tonne
Reed Resources and partner Mineral Resources Ltd one of Australiarsquos larg-est mining services companies is bring-ing the Mt Marion Lithium Project into production in H1 2012 Mt Marion will initially produce 200000 tpa of chemi-cal grade spodumene is totally uncon-tracted and the partners are ready to dis-cuss cooperative agreements with new and existing mineral converters
VanadiumIn 2010 the size of global vanadium industry was around 64000 tonnes or 250m lbs of vanadium pentoxide equivalent It experienced a compound average growth rate of 6 pa through-out the decade
Increasing levels of steel production over the last decade ndash particularly in China ndash have caused a structural shift upwards in vanadium pricing levels However it has not been plain sailing
The global financial crisis interrupted its day in the sun and the recovery was short lived as leading western producers
Evraz and Xstrata returned to full pro-duction and dominant Chinese producer Pangang delivered staged expansions ahead of time
In mid-2010 against the backdrop of recovering Western steel production levels and Chinese steelmakers moving to higher V-content in rebar prices fell and have moved sideways ever since Why this disconnection from steel (in-dicators) and break of this strong posi-tive correlation Leading market com-mentators opine that prices will trend up driven by growth in all the majors sources of vanadium demand Targets range from $10-18lb over the next five years
At Reed Resources we are comfort-able with the medium and long term fundamentals of the market particularly the non-steel applications Each new generation of aircraft contains more lightweight titanium alloys in response to demand for greater fuel efficiency
Another developing technology that could have major implications for va-nadium demand is the Vanadium Redox Battery (VRB) The VRB is an example of chemical storage of energy that is the storage of energy in a vanadium bearing
solution then discharging the energy through ion exchange (membrane) units The size of the tankage dictates storage capacity and the number of discharge units the power output
The beauty of this Australian inven-tion is that the number of deep discharge cycles has been measured at between 10 and 20 thousand times (or over 25 years with daily chargedischarge)
There is a limit to concentration of va-nadium in solution (a practical energy to volume limitation) 1 MWh of storage capacity requires about 60 cubic metres of solution containing 9-95 tonnes of V2O5 The largest battery seen recently in a visit to China was 2MW8MWh but they were building 5MW30MWh requiring some 270 tonnes or 600000 pounds of V2O5 The driving force be-hind this in China is the ~200bn Yuan spent on renewable energy last year Without storage approximately 70 of wind energy is typically lost
The lithium-vanadium battery is an exciting prospect Like the 57 varieties of Heinz sauces so too are the different chemistries of lithium batteries Unless another element is found the lithium-vanadium battery has the highest theo-retical voltage output (power) and en-ergy density (range)
Supporting this postulation are ex-amples from Subaru (G4E) and Audi (A2) Audi in partnership with German battery maker DBM Energy and utility Lekker Erenrgie drove an all electric A2 a record 603km on a single charge In addition its battery can be fully re-charged in 6 minutes from a standard 240V source
Chinarsquos BYD Japanrsquos GS Yuasa and the USArsquos Valence Technologies are all developing batteries based on lithium-Vanadium chemistry
Reed Resources is in the financing and approvals phase of our Barrambie Vana-dium Project Australiarsquos richest vana-dium reserve and subject to financing we aim to be in production in 201415 producing around 25m lbs a year of high-purity vanadium pentoxide
Reed Resources is an Australian lithium and vanadium development company
23
1 Lead-Acid The most economical battery for large power applications where weight is not a major consideration
2 Nickel-Cadmium Economical with a long life but are being phased out due to the toxicity of cadmium
3 Nickel-Metal Hydride Capable of delivering high density energy compared with nickel-cadmium but they do not have a long life This has been further complicated by supply doubts of a key input material rare earths which is providing impetus to the development of the lithium-ion batteries
4 Lithium-Ion The fastest growing secondary battery owing to its capability to deliver high density energy with a high power to weight ratio However the required design for adequate consumer safety means that it is not a low cost option Re-search into improved manufacturing techniques is steadily reducing the cost
5 Lithium-Ion Polymer This adaption of the lithium-ion battery is a more cost effective option possessing a higher energy density that can be manufactured in physical shapes and that are more compatible with the demands of todayrsquos portable audio-visual equipment
Major secondary batteries
Industrial Minerals Could you provide a brief overview of where Rincon Lithium is at Mike Tamlin Rincon Lithium is in transition from a development project to a commercial business Rincon Lith-ium will produce battery grade gt995 Li2CO3 with first commercial shipments to customers in early 2012 Plant com-missioning has been conducted and pro-duction is in early stabilisation phases in which attention to quality consistency and reliability has priority
Early production before optimisation work resulted in gt995 grade prod-uct Lithium carbonate will be the sole product until the commissioning of by-
product facilities that include potassium chloride
IM Industrial Minerals first re-ported on the Rincon Salar devel-opment in the early 2000s It has been a long road to get to this point What have been the main hurdles for Rincon Lithium since acquir-ing the project from Admiralty Re-sources in 2008MT The Sentient Group acquired the project in late December 2008 when the project was under-funded and develop-ment was virtually at standstill The most intense period of the development of Rincon has been in the period since then
Sentient has provided the funding that is critical to any successful project de-velopment This period has seen the con-
struction and operation of a pilot plant followed by the construction of a small capacity commercial scale plant It has also incorporated the acquisition and con-solidation of the extensive lithium sodi-um sulphate and water tenement package the will underwrite the long-term security of production at large volumes The first large capacity expansion is in feasibility planning and early design phases and the company has built and mobilised the pro-duction team
IM There have been a lot of lithi-um junior companies entering the industry since 2009 At its peak more than 100 companies owned lithium tenements What are your thoughts on this boom in interest MT The future demand from the EV
24 INDUSTRIAL MINERALS | wwwindmincom
With the race for lithium slowing focus is moving to the complex manufacture of the battery raw material lithium carbonate Industrial Minerals spoke with Rincon Lithiumrsquos general manager Mike Tamlin on why he believes only a fraction of new companies will begin production and how even less will be profitable
Lithiumrsquos long game
Lithium | Carbonate
Main picture Brine evaporation ponds in the Salar del Rincon Argentina Source Rincon Lithium
industry will need considerable expan-sion in production capacity That in turn will demand large scale capital invest-ment in new plant and resource develop-ment
Exploration and development has a long lead time so the new-found inter-est is timely That said the usual rule of thumb in resources development is that only about 10 of potential resources ever reach production and only 3 are commercially stable and profitable so the odds are stacked against more than a few of these juniors surviving
Rincon Lithium has developed the project in an orderly and thorough way to ensure that it will be a stable large ca-pacity producer for the long term
IM Does it accurately reflect the prospects of the EV industry or is it overhypedMT The potential of the EV industry is best summarised by the massive de-velopment investment by the major car-makers worldwide
The auto industry and battery manu-facturers need reliable and secure un-constrained lithium supply over the long term The lithium industry needs to re-spond in a measured and credible way that fulfils the needs of its ultimate cus-tomers
IM Has the complexity of pro-ducing a suitable and consistent lithium carbonate grade for EV batteries been underestimatedMT Very much so at the junior end and less so at the established end of the industry Rincon has been through an extensive resource development and process development phase and knows just how difficult and exhausting the de-velopment process is
Fortunately Rincon Lithium has not had the funding constraints recently that it suffered in its early days and has been able to deal with this complexity
Process development requires con-siderable time money and technical know-how Operating a production fa-cility reliably and consistently requires well organised well-funded and skilled people and technical resources
Optimising and stabilising production after commissioning takes some time to achieve the reliability needed Future demand will require production on a significantly larger scale than before re-quiring more investment even for exist-ing major producers
IM Is the price of lithium carbon-ate really as irrelevant as many say MT It may be the smallest input cost to the battery producer but the cathode manufacturer which purchases the mate-rial would have a different view
Price always matters in the commer-cial world of which lithium production cathode production and car making are integral parts Price stability is probably more important than absolute price
Price always matters to the high cost producers in any industry because the natural price floor is near the cost of the highest cost producers In that re-spect brine resources that are suitable for commercial production and are well managed have the edge over hard rock production sources
IM Is there room for a lithium brine producer in a spodumene-feedstock dominated China MT Hard rock production inherently consumes more fossil fuels emits more carbon and is generally more energy intensive than production from brine resources
There are many reasons why solar pond brine resource lithium would be a superior source in environmental terms in China as they are elsewhere There is no commercial reason to exclude pro-duction from Chinese brine resources There are several reasons associated
with difficult brine chemistry and very challenging logistics that explain why Chinese production is dominated by hard rock resources
IM Unlike other critical materials like rare earths lithium has steady supply from a number of different sources outside of China Some commentators have suggested that it should not be deemed criti-cal or strategic Would you agree with thisMT Suppliers are rarely the right peo-ple to ask if they are critical or strategic However I suspect critical or strategic should be determined by the importance of their end use rather than the supply concentration
Lithium will be a very important raw material to EV producers even though lithium resources are not limited Devel-oped viable and active lithium sources will be far fewer in number than the un-developed resource base
Concentration of supply can become a threat to supply security in some situa-tions like it has in rare earths but that is a different issue It is not the same for lithium
IM Do you think China is the deal-maker or breaker for global EV adoptionMT Making EVs more affordable is more a universal issue that could be a barrier to EV commercial success
China will be one of the important markets due to its size and the govern-ment financial support for EV adoption
IM On a global scale how impor-tant are governments to the adop-tion of EVs which at present are not cost efficient MT Governments have an important role to play However in the current financial circumstances worldwide governments in many countries appear to have limited resources to subsidise EVs
Sooner or later unit costs of EVs have to be reduced through engineering man-ufacturing improvements and economy of scale
25
ldquoLithium price stability is probably
more important than absolute pricerdquo
Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

In contrast to what is commonly asserted securing specialty metal supply has little to do with physical scarcity or lopsided geological distributions that hand control of these resources to a small number of countries Instead the key problem is a demand explosion has been confronting a tiny industry still in the early stages of development The sector suddenly needs to be scaled at tremendous speed if markets are to balance The result is severe growing pains
Research into specialty metals has led to the development of new materials with astonishing properties that are vastly superior to traditional materials and we are still only beginning to understand their enormous potential The revolution rare earths have brought to magnet technologies over the past two decades is just one example Industry sectors like consumer electronics aerospace chemicals and automotives require rapidly growing amounts as they apply speciality metals ever more widely
Global warming brings an added ur-gency because many green technolo-giesmdashlike wind and solar energymdashare particularly reliant on speciality metals These metals are also a key to bringing about a revolution in resource efficiency allowing us to do more with less A few ki-lograms of specialty metals can for example economise tons of steel in bridges and buildings which in turn cuts down on energy and carbon En-suring an adequate global supply is not simply a question of resolving a short-term supply crunch It is core to long-term prosperity and environmental security
Substitution and recycling are often advocated as solutions Both approaches have their merits but their potential contribu-tions to solving the specialty metals challenge are often overesti-mated New products containing specialty metals spill from RampD labs much faster than they are substituted out of existing appli-cations Meanwhile specialty metals are only now beginning to be deployed on a large scale It will often take years before large amounts of new supply become available for recycling
Bringing substantial supply of virgin material on line is therefore essential but the expansion of supply is not proceeding unim-peded Between 2005 and 2010 lithium producers globally man-aged to add less than 20 to annual output compared to over 50 for iron ore Things are even worse for the coveted rare earth neodymium For the same period supply grew less than 10 trailing demand by wide margins Estimates suggest that demand for neodymium is set to increase by another 80 by 2015 as the
permanent magnet revolution takes hold No wonder markets are panicking
Reasons for the stuttering supply response are complex but they have little to do with a lack of metal in the ground Paradoxi-cally despite splendid growth prospects investing in new supply of speciality material supply remains a very risky business A ma-jor problem lies in estimating future demand which depends on the volatile development and market penetration of emerging tech-nologies This is a huge issue in small markets where few new projects can make a major impact on aggregate supply especially
in combination with high capital requirements and long peri-ods for investment to mature Add oligopolistic com-
petition the need for challenging downstream processing capabilities murky trading struc-
tures and occasional political meddling and specialty metals become a case study of market failures par excellence
Consequently speciality metal markets have been expanding through a series of sudden booms followed by brutal busts This rollercoaster is not one for the faint-hearted and large mining companies and many mainstream investors have
been reluctant to get involved So despite the hype much needed long-term financ-
ing is still lacking which is the single biggest barrier to generating secure supply
But progress is being made Complacent down-stream industries are beginning to realize that on their
own specialty metals producers are unlikely to meet the supply challenge As result German industry giants like Siemens and Thyssen-Krupp have recently signed agreements with special-ty metal miners following in the footsteps of Korean and Japanese manufacturers like POSCO and Toyota This shares risks creates new investments and brings much-needed planning security for upstream miners and downstream manufacturers alike
Governments have also finally put specialty metals on the crowd-ed global policy agenda However the debate is still dominated by mutual finger pointing and focused on competition rather than co-operation Progress can be made by creating more transparency in markets and cooperating more actively on supply development and RampD for recycling and substitution Politicians need to realise that a reliable supply of specialty metals is in the shared interest of producing and consuming countries alike
Jaakko Kooroshy Research Fellow - Environment and Development Programme Chatham House
Niche critical material industries play catch up with rapid adoption of new technologies
Growing pains
Comment | Trends
9
verywhere we look consum-ers tell us that they want to buy green products governments
want a green economy producers are committing to green production and companies are pursuing climate capi-talism Amidst this consumer demand for lsquogreenrsquo lies the question What does green mean
Green can stand for a host of attributes from recyclable to nonpolluting to en-ergy efficient But regardless of the defi-nition only a minority of todayrsquos con-sumers will pay a premium for a green product For example some consumers pay an incremental cost of $6225 to own a Toyota Prius rather than a Toyota Corolla1 In the same way some shop-pers are willing to pay more for organi-cally grown food If all else is equal a majority of purchasers will choose the green product But most purchasersmdash
consumer or otherwisemdashwill not pay a higher price or premium
The same is true throughout industry green can refer to a companyrsquos prod-ucts or to its operations or to some sort of corporate contribution to a lo-cal community or environmental cause And that is the problem when a word like lsquogreenrsquo starts to mean everything it ends up meaning nothing The US Fed-eral Trade Commission (FTC) updated its so-called lsquogreen guidesrsquo in 2010 in an effort to put more definition around
green marketing claims and to prevent abuses But the FTC focus is mainly on consumer marketing and very little if anything is specified for companies mainly engaged in business-to-business (B2B) marketing Requirements in other markets such as the EU are more strin-gent but also skew toward consumers more than businesses
So companies are increasingly taking matters into their own hands And that means analysing the full lifecycle impli-cations of their products and managing
In a world moving towards cleaner economies industry and governments are all vying for green credentials But a lack of reliable standards threatens to undermine the truly green players Luka Erceg of Simbol Materials outlines the roadmap to defining what it means to be green from consumers to mineral producers
Trends | Defining Green
10 INDUSTRIAL MINERALS | wwwindmincom
What does green mean
their supply chain to reduce resource consumption and pollution
A consumer-driven movementConsumers are leading the movement to green So naturally producers of consumer products are leading the move to greener production If they can claim that their products are greenmdashhowever they choose to define itmdashthey will since it gives them a leg up in the marketplace
Because the definition of green is elu-sive at present even consumer-product companies are not equipped or moti-vated to pursue lsquogreennessrsquo at optimum levels Right now when they are strug-gling to capture a price premium to cover the higher cost of going green these companies generally are not pres-suring or paying their suppliers to adopt greener production methods
Clean-energy and ndashtechnology com-panies view themselves as green al-ready since they are leading the move-ment away from fossil fuels When they choose suppliers they focus on price and performancemdashnot green attributes (Although they value the positive PR that green can bring)
Material producers especially those on the upstream end of the supply chain such as raw-material produc-ers are further behind in making their operations supply chain and products greener Even those that want to mea-sure the energy and carbon footprint of their supply chain have not done so be-cause they are unclear what the metrics should be what the value is and how much it will cost
Most materials producers are not yet subject to market-based price signals for lessening the environmental impact of their operations Those who do con-sider it usually do so under regulation-based price signals
Recently some companies such as Walmart have begun to ask their sup-pliers to submit information about their environmental performance according to specific standards established by the company Although Walmart does not currently require the adoption of green-er production methods its new policies
indicate the beginning of a movement to connect consumer price signals to manufacturing
Over time Walmart will be able to collect valuable data about consumersrsquo green tastes and preferences Ultimate-ly we can expect those price signals to inform Walmartrsquos purchasing behavior And even longer term these kinds of price signals will move the entire sup-ply chain to green
These forward-looking companies calculate and report their total environ-mental footprint not only as a company but also throughout the life cycle of their products Life-cycle analysis of course requires obtaining relevant information from their supply chain
Likewise improving their numbers depends at least in part on requiring each member in the supply chain to improve its green performance Or it means changing to suppliers with more sustainable practices
We believe that over time an increas-ing number of supply-chain companies will be required by their customers to green up They may even be paid a pre-mium to do so
Defining greenBut even if the price signals that lead to economic incentives were put in place suppliers must overcome another sig-nificant obstacle first standards Or put more specifically the lack of clear veri-fiable standards
The first question is What do we mean by green The answers are all over the map with heavy consumer majorities identifying a dozen or more definitions of green We cannot develop useful standards without clearly defin-ing green
Once we define green (and of course the definition may vary from industry
to industry) we must set standards that are achievable and verifiable Again it is not that no one has proposed stan-dardsmdashquite the opposite A 2008 UK Ecolabelling study identified 469 stan-dards across 10 industry categories2
This is clearly dauntingmdashand coun-terproductive Without clear standards companies will be reluctant to invest in sustainable production
Finally we must identify third parties who can reliably validate green claims
A real-life exampleOur US-based company Simbol Ma-terials for example has developed an innovative green sustainable pro-cess to produce critical materials for
high-technology energy defence communication and industrial applica-tions Our process for extracting miner-als from geothermal brines is far superi-or environmentally to other production methods But right now because of the absence of industry standards you have to take our word for it
Unlike most other green processes it also is cost competitive This unusual vantage point enables Simbol Materials to look at green more objectively than many manufacturers since meeting green standards does not increase our costs
It allows us instead to focus on defin-ing green and the standards for greenmdashespecially upstream in the supply chain where companies like ours work
We seek to contribute to the dialogue about green helping to define it and to develop useful standards for all materi-als producers
The first order of business as we have said is defining green
Currently the word is widely used to describe something designed and constructed with minimal negative
11
ldquoThat is the problem when a word like lsquogreenrsquo starts to mean everything it ends up meaning nothingrdquo
impact to the environmentmdashideally using resources in a sustainable man-ner We agree with that definition but only as a starting point
In our business we assess green on multiple fronts First are our products used to produce something consid-ered green At Simbol Materials the answer is both yes and no For example our lithium products will be used in the batteries for electric vehicles as well as in a variety of applications from por-table consumer electronics pharmaceu-ticals to greases and glass
But the ultimate use of our products is not really under our control So we look at the sustainability of our production methods which are
bull Carbon footprint Does our process emit zero or less carbon dioxide (or other noxious emissions) than com-petitive processes
bull Waste Does our process produce less waste and less-hazardous waste than competitive processes
bull Recyclability Does our process per-mit the reuse of components such as natural resources or of the products themselves
bull Energy consumption Is our process energy efficient Is the type of energy we use greener than our competi-torsrsquo
Fortunately for Simbol Materials the answers to the above questions are all yes But the same is not true for our in-dustry as a whole
To better define what green ismdashand to develop useful standards we believe government and industry must answer the following questions
bull What are the standards for greenbull Who determines if a product is
greenbull How can we assess the value of
greenbull Will customers pay a premium for
something greenbull How much value can be captured for
a green productbull Who captures the value of green in
the supply chain
Customers shy away from green pur-chasing until they see that it can be cost-competitive Generally they believe going green requires costly compliance and monitoring programs Better stan-dards and third-party verification could assuage their fears
Unfortunately standards at the raw-materials level are still in a nascent stage and downstream customers are not ex-erting pressure on manufacturers to de-velop standards Greenpeace conducts an annual green-electronics survey and Walmart is developing a sustainability index that will apply to materials pro-ducers But that is about it
Ultimately the USA ndashindeed the world ndash will co-operate to build a clean economy This will require not only de-fining green and setting verifiable stan-dards but also finding ways to recapture the value of green in products and ser-vices And behind all this will lay long-term and consistent public policy that creates market clarity and certainty
Businesses like ours are already lay-ing the foundation
Luka Erceg is president and CEO of Simbol Materials a USA-based com-pany that is pioneering a new technique to extract the battery materials lithium manganese and zinc from geothermal brine
References 1 Manget J Roche C and Munnich F Capturing the Green Advantage for Consumer Companies Boston Consult-ing Group Inc January 20092 Cook G Chrysostomidis Y Cad-man J Wasilewski C and Wililams P Mapping and analysis of sustainable product standards Environmental Re-source Management Ltd March 2008 3 Rautner M and Harrel C Green Electronicshellip The Search Continues Results of the Green Electronics Survey Greenpeace International December 2008 4 Denend L and Plambeck EL Wal-Martrsquos Sustainability Strat-egy Stanford Graduate School of Business Stanford University April 2007
13
Source Dupont (solar panels) Vestas (wind turbines) Nissan (zero emission vehicles)
New Developments for Lithium and REE Mineral Deposits
DORFNER Analysenzentrum und Anlagenplanungsgesellschaft mbHScharhof 1 middot 92242 Hirschau GermanyFon +49 9622 82-162 anzaplandorfnercomwwwanzaplancom
ANZAPLAN is offering a complete service package that extends from state-of-the-art innovative analytical methods to processing concepts for raw materials for the high-tech industry from mineral deposit evaluation to ready-to-implement marketing concepts with a special focus on
New concepts in Lithium and REE minerals processing
Full feasibility studies and engineering
Evaluation of Lithium and REE mineral deposits
Independent from any machinery manufacturer ANZAPLAN is able to maxi-mize the customerrsquos value by offering tailor-made innovative processing solutions
Bene t from our unique pilot plant and internationally accredited laboratory
Anz_Ind_Minerals_291x216_AK4indd 1 29072011 113111 Uhr
Trends | Vertical Integration
ver the last three decades as Wall Street and management theorists encouraged companies
to focus on their core competencies the mining metals and minerals industry became less vertically integrated
Recent events however have indicated a growing trend towards the vertical in-tegration of yesteryear
Vertical integration strategies vary but recent trends show that it has been large-ly upstream as metals companies and end-users seek to add mining assets and miners add infrastructure reintroducing the question of lsquowhat makes a mining companyrsquo
Vertical integration trends have been shaped by an increase in global demand for metals and the growing importance of securing stable supplies of increas-ingly scarce resources Metals compa-nies have looked to vertically integrate primarily to secure alternative sources of raw material supply to facilitate their own continued operation Additional objectives often include gaining greater control over the price of production in-
puts and to provide future growth pros-pects
Integration exposes companies to new dimensions of market risk in different sectors of the industry and potentially decreases flexibility to react to changing market conditions It soaks up significant capital which could otherwise be de-ployed on growing the existing business
Integrating often requires MampA as or-ganic vertical growth is often impossible or impractical and deals can be risky and often do not generate the expected value Vertically integrating can stretch management into new areas of focus and could simply add too much complexity to an organisation
Despite these risks the industry is vertically integrating albeit in differ-ent ways and for different reasons The steel industry has seen considerable ver-
tical integration as producers drive for greater self-sufficiency of raw materials either due to increasingly tight supply of inputs or increasing frustration with the major minersrsquo ability to dictate price and pricing terms This strategy seeks to reduce the market power of the major iron ore producers through decreased re-liance on third-party suppliers
An example of this strategy is Arcelor-Mittal which is significantly increasing its in-house iron ore and coal business as part of a strategy to double iron ore pro-duction to 100m tpa Many other major steel companies have publicly stated their intentions to increase iron-ore and coking coal self-sufficiency
bull Taiwanrsquos China Steel plans to increase iron ore self-sufficiency from 2 to 30 by 2015
PricewaterhouseCoopersrsquo UK Mining Leader Jason Burkitt looks at the returning trend of vertical integration that is seeing downstream players acquiring strategic raw material sources
Vertical integration of yesteryear looms
15
bull POSCO targets 50 raw material self-sufficiency by 2014 and
bull Tata Steel plans to reach 100 iron ore and 50 coking coal self-suffic-iencyWhile these stated desires are clear
only time will tell whether these compa-nies and others are able to successfully and profitably deliver these strategies
Recent vertical integration has also included end-users of mining products acquiring upstream assets
Many power producers including Huadian of China and Tata Power of In-dia have made major coal mining acqui-sitions Amongst zinc smelters Nyrstar has been active in acquiring mining as-sets including their 2011 deal for Can-adarsquos Farallon Mining which increased its self-supplied zinc concentrate usage to 31
This trend will likely also apply to trad-ers as they increasingly look to build up upstream holdings seen by Glencore in their run up to a potential IPO and China Minmetals in their acquisition of assets from Oz Minerals and recent attempt for Equinox
We are beginning to see companies also look at other ways of achieving their integration objectives such as combin-
ing strategic investment and off-take or partnership agreements to lower the risk associated with integration but still reap similar benefits A number of companies have adopted this approach taking mi-nority stakes or providing initial funding to major projects
Examples include China Railwayrsquos 125 equity stake in African Minerals with a 20 year off-take agreement and JFE Steelrsquos 20 investment in the By-erwen Coal project with a long-term off-take agreement
In contrast to other miners Vale has taken a 27 stake in the Brazilian steel production assets owned by Thyssen-Krupp CSA This equity investment is combined with an exclusive iron ore supply agreement solidifying a domes-tic buyer for Valersquos Brazilian iron ore
Although vertical integration strategies vary amongst the miners generally there is no desire to increase their presence in metals manufacturing or sales Where integration has occurred the focus is primarily on infrastructure assets largely for the same motivation as described above ndash ensuring security of access to key production and transport needs Vale for example is adding a number of bulk iron ore ships to its in-house fleet
Overall trends in vertical integration reflect the changing nature of the indus-try particularly as customers are becom-ing competitors to their current suppli-ers For companies moving upstream in the quest for self-sufficiency the mines being acquired are generally not Tier one assets and are usually in the devel-opment phase
With the priority for new entrants of-ten being security of supply lower tier assets coming on stream will shift the industryrsquos cost-curve While traditional mining houses are not expected to ver-tically integrate downstream many will likely continue to integrate into infra-structure
In metals tightening supplies for raw materials and increasingly variable com-modity prices will continue to drive pro-ducers upstream either through direct ownership and control or through mi-nority ownership and strategic off-take agreements In a supply-constrained world for many companies there is no alternative
What remains to be seen is whether vertical integration can deliver sustain-able value and how the balance between miners metals companies and the mar-kets they serve will change
Clockwise Jason Burkitt PricewaterhouseCoopersrsquo UK Mining Leader BHP Billitonrsquos iron ore mining and logistics operations POSCO Steel seeking entry into the lithium market BHPrsquos Jansen Potash Project in Canada Sources PWC BHP Billiton Posco
17
hina has long bucked many global economic and industrial trends Lithium is no differ-
ent While the world in the mid-1990s became reliant on lower cost lithium derived from South American brine China continued using spodumene concentrate as its primary source
It is a trend that has not really changed and one totally at odds with global consumption patterns
Chinarsquos lithium industry has been active since the 1950s but only in the 1980s became significant following a rise in demand for consumer driven goods
Lithium was sourced from a spodumene and lepidolite mine locat-ed in the northern part of Xinjiang and Jiangxi provinces As the 1980s drew to a close imported spodumene from Australia became the main raw mate-rial source for the Chinese lithium in-dustry together with smaller quantities of spodumene from Sichuan province
This situation was turned on its head in the mid-1990s when Chilersquos SQM started to produce technical grade lith-ium carbonate priced below $2000tonne This hit most spodumene based lithium producers ndash chemical conver-tors ndash very hard and only a handful survived
Today owing to rapid market devel-opment of the lithium-ion battery and various pharmaceutical applications some entrepreneurs have started to
venture into the downstream lithium business
In the meantime mothballed spod-umene mines have been restarted in addition to new brine operations fol-lowing a lithium carbonate price rise to over the $4000tonne threshold
Limited sources downstream focus Lithium brine production is mainly lo-cated in the remote Tibet and Qinghai provinces Projects in East Tajinaier Qinghai province and Zabuye Tibet started as far back as the early 1990s before industry leaders SQM and FMC entered the marketplace
These lithium projects fell far behind their original production targets how-ever Zabuye struggled with a lack of infrastructure and difficulty in operat-ing at high altitudes Qinghairsquos lithium production was delayed due to chal-lenges removing the high magnesium content
Qinghai Lithium now has the ability to make good technical grade lithium carbonate from high magnesium-lithium ratio brine but only in limited quantities
The majority of active spodumene mines are located in Sichuan province
The reserves in this region hold Li2O contents between 1-15 and are pro-ducing spodumene concentrate with Li2O levels of 55 Most of the mines are owned by lithium chemical produc-ers as a feedstock source China has no independent spodumene supplier
A lepidolite mine located in Yichuan Jiangxi province was used to supply raw material for producing lithium hydroxide in the late-1990s for the do-mestic ceramic industry
China is now experiencing a new wave of lithium expansions in the wake of lithium-ion battery demand from portable electronics and the promise of an electric vehicle future
Chinarsquos conventional end uses for lithium include glass ceramics lithi-um-bromide absorption air-condition-ers aluminium smelting steel cast-ing protecting powder and lubricant grease
The country is experiencing growth in many of these areas particularly the glass industry a trend which is oppo-site to industry outside of Asia
Lithium processing companies in this sector are Tianqi Lithium Xinji-ang Lithium Citic Guoan and Zabuye Ganfeng Lithium is the leading pro-ducer of lithium chloride in China
Ganfeng Lithiumrsquos Wang Xiaoshen explores Chinarsquos expanding lithium industry its reliance on spodumene imports and a government-backed move towards high value exports
Rise of Chinese lithium
Ganfeng Lithiumrsquos revenues Chinese imports amp exports of lithium carbonate
6m
5m
4m
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
3m
2m
1m
0
US
$
8000
2006
2007
2008
2009
2010
6000
4000
2000
0
tonn
es
Export QtyImport Qty
Lithium | China
18 INDUSTRIAL MINERALS | wwwindmincom
Jiangxi province-based Ganfeng Lithium has established a leading po-sition of producing lithium metal and derivative products high purity lithi-um carbonate and lithium-fluoride for electrolyte production and other spe-cialties The company was listed on Shenzhen Stock Exchange in August 2010 ndash the first pure lithium company to be listed in China
Tianqi used to have the majority share of battery grade lithium carbon-ate in the domestic cathode market but now this is shared by Ganfeng Lithium and Pan Asia Lithium
Both Ganfeng Lithium and Tianqi are importing raw material Tianqi is 100 reliant on spodumene from Tali-son in Australia although the company has announced an investment into a fully owned spodumene mine in Sich-uan province and a holding in a pre-production project in Canada owned by Nemaska Exploration
The company has increased its num-ber of raw material sources to include concentrated lithium brine spodumene lepidolite and recycled material The use of spodumene and lepidolite are the new measurements to increase the source of lithium
It has also started securing interna-tional raw materials sources through an investment in Argentine brine de-veloper International Lithium Corp
Chinarsquos lithium industry is in a unique position and is unlike other major markets in Japan and South Ko-rea China has a large lithium chemical production capacity which often ex-ceeds domestic demand This enables the country to cope with demand in-creases while remaining competitive
With a significant VAT barrier on im-ports and exports Chinese companies are reluctant to trade outside of the countryrsquos borders
Australiarsquos Talison Lithium the worldrsquos leading spodumene miner relies on the Chinese market as its business driver An expected boom in demand resulted in an expansion of its Greenbushes mine to 320000tpa A second phase expansion has also been approved which will take concentrate
capacity to 720000 tpa and make Tali-son Lithium the worldrsquos largest lith-ium carbonate equivalent producer at 110000 tpa
Exporting higher value China is moving towards exports of higher value products across all indus-tries For example lithium battery ex-ports enjoy a 17 tax refund whereas for basic lithium chemicals it is 0 some products even have an export tax
As a result Chinese exports of higher-value lithium chemicals will increase
Consolidation in the industry will also become a rising trend Small lith-ium companies in niche markets will merge with bigger lithium players par-ticularly those publically listed with fi-nancial clout
With the high hopes for EV demand and energy storage the lithium indus-try has attracted significant investment in recent years The existing players will increase their capacities Brine projects in Qinghai and Tibet will have a significant increase in output over the next 2-3 years
Galaxy Resources will be produc-ing battery-grade lithium carbonate at its Jiangsu chemical plant using spodumene concentrate source from its Mt Cattlin mine in Australia This will be Chinarsquos first purpose built battery grade lithium plant Production from new spodumene projects will also en-ter the market soon
With the Chinese Government keen to support new energy industries Chi-na will maintain its growth status in lithium
19
ldquoConsolidation in the industry will increase small lithium companies in niche markets will merge with bigger lithium players particularly those publicly listedrdquo Wang Xiaoshen Vice Chairman and Vice Executive President of Ganfeng Lithium
20 INDUSTRIAL MINERALS | wwwindmincom
Print + Online + EventsAdvertising is published in print and online with links for maximum exposure
For advertising and editorial opportunities contactSimon Moores
Publication Manager+44 20 7827 6473 smooresindmincom
Ismene ClarkeAdvertising Manager
+44 20 7827 5252 iclarkeindmincom
BOOK NOW400
all inclusive
Building on the success of the inaugural 2010 IM Moving Minerals Roundtable Industrial Minerals announces its second Roundtable for 2011
With a focus on logistic strategies solutions and security of supply for key performance minerals in the filler and pigment refractory and oilfield markets the IM Moving Minerals Roundtable 2011 will appeal to all those in the supply chain for these key mineral commodities
Mine to Market Strategies Solutions Security
FIlleR MINeRals ReFRactORy MINeRals OIlFIeld MINeRals
NH Barbizon Palace Hotel ndash amsterdam
FILLER amp PIGMENT MINERALSmiddot calcium carbonatemiddot talcmiddot Kaolinmiddot ti-minerals
REFRACTORY MINERALSmiddot aluminosilicatesmiddot Bauxitemiddot Graphitemiddot Magnesia
OILFIELD MINERALSmiddot Barytesmiddot Bentonitemiddot Frac sandmiddot calcium chloride
to register and for sponsorshipexhibits contact Ismene Clarke
Advertisement Manager IM iclarkeindmincom
T +44 (0) 20 7827 5252
For presentations contact Mike OrsquoDriscoll
Editor IM modriscollindmincom
T +44 (0) 20 7827 6444
SPONSORS
Lithium | Jadarite
uropean lithium supply has evaded the spotlight in recent years Ex-ploration activity has focused on
Canada Australia and the USA While much debate has centered on brine
and spodumene lithium sources Rio Tinto has been developing a different lithium de-posit based on a newly discovered mineral jadarite in the eastern European country of Serbia
Serbian and American geologists work-ing for Rio Tinto discovered the deposit in 2004 near the town of Loznica They dis-covered the mineral jadarite in 2007 and Serbiarsquos Jadar basin is the only place in the world where the mineral can be found
Jadarite shot to fame when discovered as it had the exact chemical composition as the fictional mineral kryptonite from the Superman series
Due to its high lithium and borate con-centrations ndash and an assessed geological resource of more than 200m tonnes ndash Ja-dar has been ranked as one of the largest lithium deposits in the world
The deposit is geographically contained within three discrete vertically stacked zones Rio Tinto Minerals has focused its studies on the highest grade and larg-est zone called the Lower Jadarite Zone and has declared an inferred resource of 1253m tonnes with a weighted average Li2O concentration of 18 and 162m tonnes B2O3 for the lower zone only
If developed the deposit has the potential to supply more than 20 of global lithium demand
Lithium has many applications from medical uses to batteries to ceramics and aircraft alloys
The fastest growing application is lith-ium batteries for hybrid and electric cars The world market for hybrid vehicles is predicted to increase to more than 11m ve-
hicles a year by 2020 or about 23 times the market size in 2008
The deposit also contains borates Rio Tinto Minerals produces nearly 40 of the worldrsquos demand for refined borates from its mines in California and Argentina Ore from these mines is processed locally and further refining takes place in France and California The company also oper-ates shipping facilities in California the Netherlands Spain Malaysia and China as well as a global network of sales offices and stock points
Borates are essential micronutrients for all plants and boron deficiency affects almost all major crops grown around the world Without borate fertilisers crop yields and quality can be greatly reduced
Borates are also key ingredients in glass production including insulation fiberglass that keeps buildings energy-efficient tex-tile fiberglass used in windmill blades and
glass components of televisions comput-ers solar heating devices and heat resistant cookware
Rio Tinto Mineralsrsquo team is working closely with Serbiarsquos Ministry of the En-vironment Mines and Spatial Planning community members and other stakehold-ers as the Jadar project progresses
Leaders also signed a MOU with Lozni-ca Municipality reinforcing an ongoing agreement to co-operate and share infor-mation to support development of the proj-ect
At present Jadar is in the prefeasibility stage which includes research aimed to better understand the deposit pilot-testing recovery and processing methods con-ducting mining trade-off studies and col-laborating with Serbian experts to conduct the extensive environmental and socioeco-nomic analysis that lays the groundwork for efficient and responsible development
If developed production could com-mence within the next six years
Rio Tintorsquos strategy to invest in large long-term cost competitive mines means that the company operates on extended time horizons These long-term commit-ments provide opportunities to plan imple-ment and deliver sustainable contributions to social wellbeing environmental stew-ardship and economic prosperity every-where the company operates
Rio Tinto outlines its progress to commercialise lithium production from the newly discovered mineral jadarite
Serbian lithium under focus
21
Senior geologist Vladisav Eric examines a core sample of jadarite Source Rio Tinto
The profiles of lithium and vanadium have increased significantly over the last five years owing to their use in emerging battery technologies
The movement to cleaner green econ-omies relies on a reduction in fossil fuel consumption particularly oil and gas In order to achieve this industry and gov-ernments are turning to battery storage to make new electricity sources ndash such as wind and solar ndash more manageable
The rise of battery technology over the last decade has seen designs that are increasingly based on the minerals lithium and vanadium But as the tech-nology adoption gathers pace the sup-ply of these critical minerals is at risk of falling short
Lithium In 2010 the size of global lithium in-dustry (including both chemicals and minerals) was about 125000tpa of lith-ium carbonate equivalent (LCE) with a compound average growth rate of 6 pa throughout the decade
In 2000 the market was about 70000tpa and the use of lithium in batteries repre-sented 5-7 whereas the use of lithium
in batteries in 2010 was estimated at 20-25 of the market Throughout the last decade the market for lithium in batter-ies has grown at 20-25 pa ndash the battery sector has driven the industry for the last 11 years
Lithium has been studied as a cath-ode and electrolyte for both primary and re-chargeable batteries for almost a century but its reactivity proved to be a double-edged sword as it was a barrier to the development of batteries that meet todayrsquos high standards of occupational health and safety But due to the pio-neering work of Japanese and American chemists these issues are now a concern of the past
Cost has limited primary and second-ary lithium batteries until the last few years where weight and longevity were paramount Improvements in manufac-turing techniques now produce a reliable battery at a reasonable cost and resulting demand is taking off
Today lithium-based batteries are found in computers mobile phones portable audio-visual equipment power tools electric bikes and electric vehicles The overall growth of this sector in this
decade is forecast to be 25-30pa ndash a doubling of demand every three years On this basis the lithium battery sector could grow from 20-25000 tpa LCE in 2010 to 180-220000tpa in 2020 a huge proportion of a total lithium market of 240-280000tpa LCE
This rapid acceleration of anticipated growth has resulted in fears of a supply shortage
Reed Resources through the devel-opment of the Mt Marion SpodumeneLithium Project is in a position to ar-rest the looming shortfall in supply The company aims to become a preferred supplier of spodumene to the Chinese lithium carbonate industry within 12 months This is through advanced plans to participate in the downstream produc-tion of lithium chemicals for the battery industry
As with many developing technolo-gies it is China that will be leading the market in the coming years in terms of both consumption and production Chi-narsquos over-arching strategy includes
bull To become a world leader in green technologies and low carbon energy
bull To reduce dependence on oil ndash particu-larly for transport
bull Investment of significant technologi-cal and financial resources in the de-velopment of renewable energy with a focus on wind turbines backed-up by mass energy storage
bull Electric and hybrid vehicles to consti-tute at least 25 of vehicles by 2020 and 50 by 2030 to be backed up by a comprehensive system of re-charging platformsstations
bull Lithium battery power to replace lead acid powered E-Bikes as soon as prac-ticable assisted by the gradual closure of lead acid battery manufacture
For much of the past decade growth in the lithium market has been lagging the forecast of both consumers and produc-ers However in the past 12-18 months there has been a significant turnaround such that consumer and producer fore-casts are now lagging actual demand Inevitably this will lead to increased prices for lithium carbonate Roskill In-
22 INDUSTRIAL MINERALS | wwwindmincom
Lithium and vanadium rise as economies move from fossil fuels to battery technology by Dudley Kingsnorth and Chris Reed of Reed Resources
Battery bounce
Lithium | Lithium + Vanadium
formation Services is forecasting prices of $6-7000tonne in the short to medi-um term compared with present prices of $4500-5500tonne
Reed Resources and partner Mineral Resources Ltd one of Australiarsquos larg-est mining services companies is bring-ing the Mt Marion Lithium Project into production in H1 2012 Mt Marion will initially produce 200000 tpa of chemi-cal grade spodumene is totally uncon-tracted and the partners are ready to dis-cuss cooperative agreements with new and existing mineral converters
VanadiumIn 2010 the size of global vanadium industry was around 64000 tonnes or 250m lbs of vanadium pentoxide equivalent It experienced a compound average growth rate of 6 pa through-out the decade
Increasing levels of steel production over the last decade ndash particularly in China ndash have caused a structural shift upwards in vanadium pricing levels However it has not been plain sailing
The global financial crisis interrupted its day in the sun and the recovery was short lived as leading western producers
Evraz and Xstrata returned to full pro-duction and dominant Chinese producer Pangang delivered staged expansions ahead of time
In mid-2010 against the backdrop of recovering Western steel production levels and Chinese steelmakers moving to higher V-content in rebar prices fell and have moved sideways ever since Why this disconnection from steel (in-dicators) and break of this strong posi-tive correlation Leading market com-mentators opine that prices will trend up driven by growth in all the majors sources of vanadium demand Targets range from $10-18lb over the next five years
At Reed Resources we are comfort-able with the medium and long term fundamentals of the market particularly the non-steel applications Each new generation of aircraft contains more lightweight titanium alloys in response to demand for greater fuel efficiency
Another developing technology that could have major implications for va-nadium demand is the Vanadium Redox Battery (VRB) The VRB is an example of chemical storage of energy that is the storage of energy in a vanadium bearing
solution then discharging the energy through ion exchange (membrane) units The size of the tankage dictates storage capacity and the number of discharge units the power output
The beauty of this Australian inven-tion is that the number of deep discharge cycles has been measured at between 10 and 20 thousand times (or over 25 years with daily chargedischarge)
There is a limit to concentration of va-nadium in solution (a practical energy to volume limitation) 1 MWh of storage capacity requires about 60 cubic metres of solution containing 9-95 tonnes of V2O5 The largest battery seen recently in a visit to China was 2MW8MWh but they were building 5MW30MWh requiring some 270 tonnes or 600000 pounds of V2O5 The driving force be-hind this in China is the ~200bn Yuan spent on renewable energy last year Without storage approximately 70 of wind energy is typically lost
The lithium-vanadium battery is an exciting prospect Like the 57 varieties of Heinz sauces so too are the different chemistries of lithium batteries Unless another element is found the lithium-vanadium battery has the highest theo-retical voltage output (power) and en-ergy density (range)
Supporting this postulation are ex-amples from Subaru (G4E) and Audi (A2) Audi in partnership with German battery maker DBM Energy and utility Lekker Erenrgie drove an all electric A2 a record 603km on a single charge In addition its battery can be fully re-charged in 6 minutes from a standard 240V source
Chinarsquos BYD Japanrsquos GS Yuasa and the USArsquos Valence Technologies are all developing batteries based on lithium-Vanadium chemistry
Reed Resources is in the financing and approvals phase of our Barrambie Vana-dium Project Australiarsquos richest vana-dium reserve and subject to financing we aim to be in production in 201415 producing around 25m lbs a year of high-purity vanadium pentoxide
Reed Resources is an Australian lithium and vanadium development company
23
1 Lead-Acid The most economical battery for large power applications where weight is not a major consideration
2 Nickel-Cadmium Economical with a long life but are being phased out due to the toxicity of cadmium
3 Nickel-Metal Hydride Capable of delivering high density energy compared with nickel-cadmium but they do not have a long life This has been further complicated by supply doubts of a key input material rare earths which is providing impetus to the development of the lithium-ion batteries
4 Lithium-Ion The fastest growing secondary battery owing to its capability to deliver high density energy with a high power to weight ratio However the required design for adequate consumer safety means that it is not a low cost option Re-search into improved manufacturing techniques is steadily reducing the cost
5 Lithium-Ion Polymer This adaption of the lithium-ion battery is a more cost effective option possessing a higher energy density that can be manufactured in physical shapes and that are more compatible with the demands of todayrsquos portable audio-visual equipment
Major secondary batteries
Industrial Minerals Could you provide a brief overview of where Rincon Lithium is at Mike Tamlin Rincon Lithium is in transition from a development project to a commercial business Rincon Lith-ium will produce battery grade gt995 Li2CO3 with first commercial shipments to customers in early 2012 Plant com-missioning has been conducted and pro-duction is in early stabilisation phases in which attention to quality consistency and reliability has priority
Early production before optimisation work resulted in gt995 grade prod-uct Lithium carbonate will be the sole product until the commissioning of by-
product facilities that include potassium chloride
IM Industrial Minerals first re-ported on the Rincon Salar devel-opment in the early 2000s It has been a long road to get to this point What have been the main hurdles for Rincon Lithium since acquir-ing the project from Admiralty Re-sources in 2008MT The Sentient Group acquired the project in late December 2008 when the project was under-funded and develop-ment was virtually at standstill The most intense period of the development of Rincon has been in the period since then
Sentient has provided the funding that is critical to any successful project de-velopment This period has seen the con-
struction and operation of a pilot plant followed by the construction of a small capacity commercial scale plant It has also incorporated the acquisition and con-solidation of the extensive lithium sodi-um sulphate and water tenement package the will underwrite the long-term security of production at large volumes The first large capacity expansion is in feasibility planning and early design phases and the company has built and mobilised the pro-duction team
IM There have been a lot of lithi-um junior companies entering the industry since 2009 At its peak more than 100 companies owned lithium tenements What are your thoughts on this boom in interest MT The future demand from the EV
24 INDUSTRIAL MINERALS | wwwindmincom
With the race for lithium slowing focus is moving to the complex manufacture of the battery raw material lithium carbonate Industrial Minerals spoke with Rincon Lithiumrsquos general manager Mike Tamlin on why he believes only a fraction of new companies will begin production and how even less will be profitable
Lithiumrsquos long game
Lithium | Carbonate
Main picture Brine evaporation ponds in the Salar del Rincon Argentina Source Rincon Lithium
industry will need considerable expan-sion in production capacity That in turn will demand large scale capital invest-ment in new plant and resource develop-ment
Exploration and development has a long lead time so the new-found inter-est is timely That said the usual rule of thumb in resources development is that only about 10 of potential resources ever reach production and only 3 are commercially stable and profitable so the odds are stacked against more than a few of these juniors surviving
Rincon Lithium has developed the project in an orderly and thorough way to ensure that it will be a stable large ca-pacity producer for the long term
IM Does it accurately reflect the prospects of the EV industry or is it overhypedMT The potential of the EV industry is best summarised by the massive de-velopment investment by the major car-makers worldwide
The auto industry and battery manu-facturers need reliable and secure un-constrained lithium supply over the long term The lithium industry needs to re-spond in a measured and credible way that fulfils the needs of its ultimate cus-tomers
IM Has the complexity of pro-ducing a suitable and consistent lithium carbonate grade for EV batteries been underestimatedMT Very much so at the junior end and less so at the established end of the industry Rincon has been through an extensive resource development and process development phase and knows just how difficult and exhausting the de-velopment process is
Fortunately Rincon Lithium has not had the funding constraints recently that it suffered in its early days and has been able to deal with this complexity
Process development requires con-siderable time money and technical know-how Operating a production fa-cility reliably and consistently requires well organised well-funded and skilled people and technical resources
Optimising and stabilising production after commissioning takes some time to achieve the reliability needed Future demand will require production on a significantly larger scale than before re-quiring more investment even for exist-ing major producers
IM Is the price of lithium carbon-ate really as irrelevant as many say MT It may be the smallest input cost to the battery producer but the cathode manufacturer which purchases the mate-rial would have a different view
Price always matters in the commer-cial world of which lithium production cathode production and car making are integral parts Price stability is probably more important than absolute price
Price always matters to the high cost producers in any industry because the natural price floor is near the cost of the highest cost producers In that re-spect brine resources that are suitable for commercial production and are well managed have the edge over hard rock production sources
IM Is there room for a lithium brine producer in a spodumene-feedstock dominated China MT Hard rock production inherently consumes more fossil fuels emits more carbon and is generally more energy intensive than production from brine resources
There are many reasons why solar pond brine resource lithium would be a superior source in environmental terms in China as they are elsewhere There is no commercial reason to exclude pro-duction from Chinese brine resources There are several reasons associated
with difficult brine chemistry and very challenging logistics that explain why Chinese production is dominated by hard rock resources
IM Unlike other critical materials like rare earths lithium has steady supply from a number of different sources outside of China Some commentators have suggested that it should not be deemed criti-cal or strategic Would you agree with thisMT Suppliers are rarely the right peo-ple to ask if they are critical or strategic However I suspect critical or strategic should be determined by the importance of their end use rather than the supply concentration
Lithium will be a very important raw material to EV producers even though lithium resources are not limited Devel-oped viable and active lithium sources will be far fewer in number than the un-developed resource base
Concentration of supply can become a threat to supply security in some situa-tions like it has in rare earths but that is a different issue It is not the same for lithium
IM Do you think China is the deal-maker or breaker for global EV adoptionMT Making EVs more affordable is more a universal issue that could be a barrier to EV commercial success
China will be one of the important markets due to its size and the govern-ment financial support for EV adoption
IM On a global scale how impor-tant are governments to the adop-tion of EVs which at present are not cost efficient MT Governments have an important role to play However in the current financial circumstances worldwide governments in many countries appear to have limited resources to subsidise EVs
Sooner or later unit costs of EVs have to be reduced through engineering man-ufacturing improvements and economy of scale
25
ldquoLithium price stability is probably
more important than absolute pricerdquo
Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

verywhere we look consum-ers tell us that they want to buy green products governments
want a green economy producers are committing to green production and companies are pursuing climate capi-talism Amidst this consumer demand for lsquogreenrsquo lies the question What does green mean
Green can stand for a host of attributes from recyclable to nonpolluting to en-ergy efficient But regardless of the defi-nition only a minority of todayrsquos con-sumers will pay a premium for a green product For example some consumers pay an incremental cost of $6225 to own a Toyota Prius rather than a Toyota Corolla1 In the same way some shop-pers are willing to pay more for organi-cally grown food If all else is equal a majority of purchasers will choose the green product But most purchasersmdash
consumer or otherwisemdashwill not pay a higher price or premium
The same is true throughout industry green can refer to a companyrsquos prod-ucts or to its operations or to some sort of corporate contribution to a lo-cal community or environmental cause And that is the problem when a word like lsquogreenrsquo starts to mean everything it ends up meaning nothing The US Fed-eral Trade Commission (FTC) updated its so-called lsquogreen guidesrsquo in 2010 in an effort to put more definition around
green marketing claims and to prevent abuses But the FTC focus is mainly on consumer marketing and very little if anything is specified for companies mainly engaged in business-to-business (B2B) marketing Requirements in other markets such as the EU are more strin-gent but also skew toward consumers more than businesses
So companies are increasingly taking matters into their own hands And that means analysing the full lifecycle impli-cations of their products and managing
In a world moving towards cleaner economies industry and governments are all vying for green credentials But a lack of reliable standards threatens to undermine the truly green players Luka Erceg of Simbol Materials outlines the roadmap to defining what it means to be green from consumers to mineral producers
Trends | Defining Green
10 INDUSTRIAL MINERALS | wwwindmincom
What does green mean
their supply chain to reduce resource consumption and pollution
A consumer-driven movementConsumers are leading the movement to green So naturally producers of consumer products are leading the move to greener production If they can claim that their products are greenmdashhowever they choose to define itmdashthey will since it gives them a leg up in the marketplace
Because the definition of green is elu-sive at present even consumer-product companies are not equipped or moti-vated to pursue lsquogreennessrsquo at optimum levels Right now when they are strug-gling to capture a price premium to cover the higher cost of going green these companies generally are not pres-suring or paying their suppliers to adopt greener production methods
Clean-energy and ndashtechnology com-panies view themselves as green al-ready since they are leading the move-ment away from fossil fuels When they choose suppliers they focus on price and performancemdashnot green attributes (Although they value the positive PR that green can bring)
Material producers especially those on the upstream end of the supply chain such as raw-material produc-ers are further behind in making their operations supply chain and products greener Even those that want to mea-sure the energy and carbon footprint of their supply chain have not done so be-cause they are unclear what the metrics should be what the value is and how much it will cost
Most materials producers are not yet subject to market-based price signals for lessening the environmental impact of their operations Those who do con-sider it usually do so under regulation-based price signals
Recently some companies such as Walmart have begun to ask their sup-pliers to submit information about their environmental performance according to specific standards established by the company Although Walmart does not currently require the adoption of green-er production methods its new policies
indicate the beginning of a movement to connect consumer price signals to manufacturing
Over time Walmart will be able to collect valuable data about consumersrsquo green tastes and preferences Ultimate-ly we can expect those price signals to inform Walmartrsquos purchasing behavior And even longer term these kinds of price signals will move the entire sup-ply chain to green
These forward-looking companies calculate and report their total environ-mental footprint not only as a company but also throughout the life cycle of their products Life-cycle analysis of course requires obtaining relevant information from their supply chain
Likewise improving their numbers depends at least in part on requiring each member in the supply chain to improve its green performance Or it means changing to suppliers with more sustainable practices
We believe that over time an increas-ing number of supply-chain companies will be required by their customers to green up They may even be paid a pre-mium to do so
Defining greenBut even if the price signals that lead to economic incentives were put in place suppliers must overcome another sig-nificant obstacle first standards Or put more specifically the lack of clear veri-fiable standards
The first question is What do we mean by green The answers are all over the map with heavy consumer majorities identifying a dozen or more definitions of green We cannot develop useful standards without clearly defin-ing green
Once we define green (and of course the definition may vary from industry
to industry) we must set standards that are achievable and verifiable Again it is not that no one has proposed stan-dardsmdashquite the opposite A 2008 UK Ecolabelling study identified 469 stan-dards across 10 industry categories2
This is clearly dauntingmdashand coun-terproductive Without clear standards companies will be reluctant to invest in sustainable production
Finally we must identify third parties who can reliably validate green claims
A real-life exampleOur US-based company Simbol Ma-terials for example has developed an innovative green sustainable pro-cess to produce critical materials for
high-technology energy defence communication and industrial applica-tions Our process for extracting miner-als from geothermal brines is far superi-or environmentally to other production methods But right now because of the absence of industry standards you have to take our word for it
Unlike most other green processes it also is cost competitive This unusual vantage point enables Simbol Materials to look at green more objectively than many manufacturers since meeting green standards does not increase our costs
It allows us instead to focus on defin-ing green and the standards for greenmdashespecially upstream in the supply chain where companies like ours work
We seek to contribute to the dialogue about green helping to define it and to develop useful standards for all materi-als producers
The first order of business as we have said is defining green
Currently the word is widely used to describe something designed and constructed with minimal negative
11
ldquoThat is the problem when a word like lsquogreenrsquo starts to mean everything it ends up meaning nothingrdquo
impact to the environmentmdashideally using resources in a sustainable man-ner We agree with that definition but only as a starting point
In our business we assess green on multiple fronts First are our products used to produce something consid-ered green At Simbol Materials the answer is both yes and no For example our lithium products will be used in the batteries for electric vehicles as well as in a variety of applications from por-table consumer electronics pharmaceu-ticals to greases and glass
But the ultimate use of our products is not really under our control So we look at the sustainability of our production methods which are
bull Carbon footprint Does our process emit zero or less carbon dioxide (or other noxious emissions) than com-petitive processes
bull Waste Does our process produce less waste and less-hazardous waste than competitive processes
bull Recyclability Does our process per-mit the reuse of components such as natural resources or of the products themselves
bull Energy consumption Is our process energy efficient Is the type of energy we use greener than our competi-torsrsquo
Fortunately for Simbol Materials the answers to the above questions are all yes But the same is not true for our in-dustry as a whole
To better define what green ismdashand to develop useful standards we believe government and industry must answer the following questions
bull What are the standards for greenbull Who determines if a product is
greenbull How can we assess the value of
greenbull Will customers pay a premium for
something greenbull How much value can be captured for
a green productbull Who captures the value of green in
the supply chain
Customers shy away from green pur-chasing until they see that it can be cost-competitive Generally they believe going green requires costly compliance and monitoring programs Better stan-dards and third-party verification could assuage their fears
Unfortunately standards at the raw-materials level are still in a nascent stage and downstream customers are not ex-erting pressure on manufacturers to de-velop standards Greenpeace conducts an annual green-electronics survey and Walmart is developing a sustainability index that will apply to materials pro-ducers But that is about it
Ultimately the USA ndashindeed the world ndash will co-operate to build a clean economy This will require not only de-fining green and setting verifiable stan-dards but also finding ways to recapture the value of green in products and ser-vices And behind all this will lay long-term and consistent public policy that creates market clarity and certainty
Businesses like ours are already lay-ing the foundation
Luka Erceg is president and CEO of Simbol Materials a USA-based com-pany that is pioneering a new technique to extract the battery materials lithium manganese and zinc from geothermal brine
References 1 Manget J Roche C and Munnich F Capturing the Green Advantage for Consumer Companies Boston Consult-ing Group Inc January 20092 Cook G Chrysostomidis Y Cad-man J Wasilewski C and Wililams P Mapping and analysis of sustainable product standards Environmental Re-source Management Ltd March 2008 3 Rautner M and Harrel C Green Electronicshellip The Search Continues Results of the Green Electronics Survey Greenpeace International December 2008 4 Denend L and Plambeck EL Wal-Martrsquos Sustainability Strat-egy Stanford Graduate School of Business Stanford University April 2007
13
Source Dupont (solar panels) Vestas (wind turbines) Nissan (zero emission vehicles)
New Developments for Lithium and REE Mineral Deposits
DORFNER Analysenzentrum und Anlagenplanungsgesellschaft mbHScharhof 1 middot 92242 Hirschau GermanyFon +49 9622 82-162 anzaplandorfnercomwwwanzaplancom
ANZAPLAN is offering a complete service package that extends from state-of-the-art innovative analytical methods to processing concepts for raw materials for the high-tech industry from mineral deposit evaluation to ready-to-implement marketing concepts with a special focus on
New concepts in Lithium and REE minerals processing
Full feasibility studies and engineering
Evaluation of Lithium and REE mineral deposits
Independent from any machinery manufacturer ANZAPLAN is able to maxi-mize the customerrsquos value by offering tailor-made innovative processing solutions
Bene t from our unique pilot plant and internationally accredited laboratory
Anz_Ind_Minerals_291x216_AK4indd 1 29072011 113111 Uhr
Trends | Vertical Integration
ver the last three decades as Wall Street and management theorists encouraged companies
to focus on their core competencies the mining metals and minerals industry became less vertically integrated
Recent events however have indicated a growing trend towards the vertical in-tegration of yesteryear
Vertical integration strategies vary but recent trends show that it has been large-ly upstream as metals companies and end-users seek to add mining assets and miners add infrastructure reintroducing the question of lsquowhat makes a mining companyrsquo
Vertical integration trends have been shaped by an increase in global demand for metals and the growing importance of securing stable supplies of increas-ingly scarce resources Metals compa-nies have looked to vertically integrate primarily to secure alternative sources of raw material supply to facilitate their own continued operation Additional objectives often include gaining greater control over the price of production in-
puts and to provide future growth pros-pects
Integration exposes companies to new dimensions of market risk in different sectors of the industry and potentially decreases flexibility to react to changing market conditions It soaks up significant capital which could otherwise be de-ployed on growing the existing business
Integrating often requires MampA as or-ganic vertical growth is often impossible or impractical and deals can be risky and often do not generate the expected value Vertically integrating can stretch management into new areas of focus and could simply add too much complexity to an organisation
Despite these risks the industry is vertically integrating albeit in differ-ent ways and for different reasons The steel industry has seen considerable ver-
tical integration as producers drive for greater self-sufficiency of raw materials either due to increasingly tight supply of inputs or increasing frustration with the major minersrsquo ability to dictate price and pricing terms This strategy seeks to reduce the market power of the major iron ore producers through decreased re-liance on third-party suppliers
An example of this strategy is Arcelor-Mittal which is significantly increasing its in-house iron ore and coal business as part of a strategy to double iron ore pro-duction to 100m tpa Many other major steel companies have publicly stated their intentions to increase iron-ore and coking coal self-sufficiency
bull Taiwanrsquos China Steel plans to increase iron ore self-sufficiency from 2 to 30 by 2015
PricewaterhouseCoopersrsquo UK Mining Leader Jason Burkitt looks at the returning trend of vertical integration that is seeing downstream players acquiring strategic raw material sources
Vertical integration of yesteryear looms
15
bull POSCO targets 50 raw material self-sufficiency by 2014 and
bull Tata Steel plans to reach 100 iron ore and 50 coking coal self-suffic-iencyWhile these stated desires are clear
only time will tell whether these compa-nies and others are able to successfully and profitably deliver these strategies
Recent vertical integration has also included end-users of mining products acquiring upstream assets
Many power producers including Huadian of China and Tata Power of In-dia have made major coal mining acqui-sitions Amongst zinc smelters Nyrstar has been active in acquiring mining as-sets including their 2011 deal for Can-adarsquos Farallon Mining which increased its self-supplied zinc concentrate usage to 31
This trend will likely also apply to trad-ers as they increasingly look to build up upstream holdings seen by Glencore in their run up to a potential IPO and China Minmetals in their acquisition of assets from Oz Minerals and recent attempt for Equinox
We are beginning to see companies also look at other ways of achieving their integration objectives such as combin-
ing strategic investment and off-take or partnership agreements to lower the risk associated with integration but still reap similar benefits A number of companies have adopted this approach taking mi-nority stakes or providing initial funding to major projects
Examples include China Railwayrsquos 125 equity stake in African Minerals with a 20 year off-take agreement and JFE Steelrsquos 20 investment in the By-erwen Coal project with a long-term off-take agreement
In contrast to other miners Vale has taken a 27 stake in the Brazilian steel production assets owned by Thyssen-Krupp CSA This equity investment is combined with an exclusive iron ore supply agreement solidifying a domes-tic buyer for Valersquos Brazilian iron ore
Although vertical integration strategies vary amongst the miners generally there is no desire to increase their presence in metals manufacturing or sales Where integration has occurred the focus is primarily on infrastructure assets largely for the same motivation as described above ndash ensuring security of access to key production and transport needs Vale for example is adding a number of bulk iron ore ships to its in-house fleet
Overall trends in vertical integration reflect the changing nature of the indus-try particularly as customers are becom-ing competitors to their current suppli-ers For companies moving upstream in the quest for self-sufficiency the mines being acquired are generally not Tier one assets and are usually in the devel-opment phase
With the priority for new entrants of-ten being security of supply lower tier assets coming on stream will shift the industryrsquos cost-curve While traditional mining houses are not expected to ver-tically integrate downstream many will likely continue to integrate into infra-structure
In metals tightening supplies for raw materials and increasingly variable com-modity prices will continue to drive pro-ducers upstream either through direct ownership and control or through mi-nority ownership and strategic off-take agreements In a supply-constrained world for many companies there is no alternative
What remains to be seen is whether vertical integration can deliver sustain-able value and how the balance between miners metals companies and the mar-kets they serve will change
Clockwise Jason Burkitt PricewaterhouseCoopersrsquo UK Mining Leader BHP Billitonrsquos iron ore mining and logistics operations POSCO Steel seeking entry into the lithium market BHPrsquos Jansen Potash Project in Canada Sources PWC BHP Billiton Posco
17
hina has long bucked many global economic and industrial trends Lithium is no differ-
ent While the world in the mid-1990s became reliant on lower cost lithium derived from South American brine China continued using spodumene concentrate as its primary source
It is a trend that has not really changed and one totally at odds with global consumption patterns
Chinarsquos lithium industry has been active since the 1950s but only in the 1980s became significant following a rise in demand for consumer driven goods
Lithium was sourced from a spodumene and lepidolite mine locat-ed in the northern part of Xinjiang and Jiangxi provinces As the 1980s drew to a close imported spodumene from Australia became the main raw mate-rial source for the Chinese lithium in-dustry together with smaller quantities of spodumene from Sichuan province
This situation was turned on its head in the mid-1990s when Chilersquos SQM started to produce technical grade lith-ium carbonate priced below $2000tonne This hit most spodumene based lithium producers ndash chemical conver-tors ndash very hard and only a handful survived
Today owing to rapid market devel-opment of the lithium-ion battery and various pharmaceutical applications some entrepreneurs have started to
venture into the downstream lithium business
In the meantime mothballed spod-umene mines have been restarted in addition to new brine operations fol-lowing a lithium carbonate price rise to over the $4000tonne threshold
Limited sources downstream focus Lithium brine production is mainly lo-cated in the remote Tibet and Qinghai provinces Projects in East Tajinaier Qinghai province and Zabuye Tibet started as far back as the early 1990s before industry leaders SQM and FMC entered the marketplace
These lithium projects fell far behind their original production targets how-ever Zabuye struggled with a lack of infrastructure and difficulty in operat-ing at high altitudes Qinghairsquos lithium production was delayed due to chal-lenges removing the high magnesium content
Qinghai Lithium now has the ability to make good technical grade lithium carbonate from high magnesium-lithium ratio brine but only in limited quantities
The majority of active spodumene mines are located in Sichuan province
The reserves in this region hold Li2O contents between 1-15 and are pro-ducing spodumene concentrate with Li2O levels of 55 Most of the mines are owned by lithium chemical produc-ers as a feedstock source China has no independent spodumene supplier
A lepidolite mine located in Yichuan Jiangxi province was used to supply raw material for producing lithium hydroxide in the late-1990s for the do-mestic ceramic industry
China is now experiencing a new wave of lithium expansions in the wake of lithium-ion battery demand from portable electronics and the promise of an electric vehicle future
Chinarsquos conventional end uses for lithium include glass ceramics lithi-um-bromide absorption air-condition-ers aluminium smelting steel cast-ing protecting powder and lubricant grease
The country is experiencing growth in many of these areas particularly the glass industry a trend which is oppo-site to industry outside of Asia
Lithium processing companies in this sector are Tianqi Lithium Xinji-ang Lithium Citic Guoan and Zabuye Ganfeng Lithium is the leading pro-ducer of lithium chloride in China
Ganfeng Lithiumrsquos Wang Xiaoshen explores Chinarsquos expanding lithium industry its reliance on spodumene imports and a government-backed move towards high value exports
Rise of Chinese lithium
Ganfeng Lithiumrsquos revenues Chinese imports amp exports of lithium carbonate
6m
5m
4m
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
3m
2m
1m
0
US
$
8000
2006
2007
2008
2009
2010
6000
4000
2000
0
tonn
es
Export QtyImport Qty
Lithium | China
18 INDUSTRIAL MINERALS | wwwindmincom
Jiangxi province-based Ganfeng Lithium has established a leading po-sition of producing lithium metal and derivative products high purity lithi-um carbonate and lithium-fluoride for electrolyte production and other spe-cialties The company was listed on Shenzhen Stock Exchange in August 2010 ndash the first pure lithium company to be listed in China
Tianqi used to have the majority share of battery grade lithium carbon-ate in the domestic cathode market but now this is shared by Ganfeng Lithium and Pan Asia Lithium
Both Ganfeng Lithium and Tianqi are importing raw material Tianqi is 100 reliant on spodumene from Tali-son in Australia although the company has announced an investment into a fully owned spodumene mine in Sich-uan province and a holding in a pre-production project in Canada owned by Nemaska Exploration
The company has increased its num-ber of raw material sources to include concentrated lithium brine spodumene lepidolite and recycled material The use of spodumene and lepidolite are the new measurements to increase the source of lithium
It has also started securing interna-tional raw materials sources through an investment in Argentine brine de-veloper International Lithium Corp
Chinarsquos lithium industry is in a unique position and is unlike other major markets in Japan and South Ko-rea China has a large lithium chemical production capacity which often ex-ceeds domestic demand This enables the country to cope with demand in-creases while remaining competitive
With a significant VAT barrier on im-ports and exports Chinese companies are reluctant to trade outside of the countryrsquos borders
Australiarsquos Talison Lithium the worldrsquos leading spodumene miner relies on the Chinese market as its business driver An expected boom in demand resulted in an expansion of its Greenbushes mine to 320000tpa A second phase expansion has also been approved which will take concentrate
capacity to 720000 tpa and make Tali-son Lithium the worldrsquos largest lith-ium carbonate equivalent producer at 110000 tpa
Exporting higher value China is moving towards exports of higher value products across all indus-tries For example lithium battery ex-ports enjoy a 17 tax refund whereas for basic lithium chemicals it is 0 some products even have an export tax
As a result Chinese exports of higher-value lithium chemicals will increase
Consolidation in the industry will also become a rising trend Small lith-ium companies in niche markets will merge with bigger lithium players par-ticularly those publically listed with fi-nancial clout
With the high hopes for EV demand and energy storage the lithium indus-try has attracted significant investment in recent years The existing players will increase their capacities Brine projects in Qinghai and Tibet will have a significant increase in output over the next 2-3 years
Galaxy Resources will be produc-ing battery-grade lithium carbonate at its Jiangsu chemical plant using spodumene concentrate source from its Mt Cattlin mine in Australia This will be Chinarsquos first purpose built battery grade lithium plant Production from new spodumene projects will also en-ter the market soon
With the Chinese Government keen to support new energy industries Chi-na will maintain its growth status in lithium
19
ldquoConsolidation in the industry will increase small lithium companies in niche markets will merge with bigger lithium players particularly those publicly listedrdquo Wang Xiaoshen Vice Chairman and Vice Executive President of Ganfeng Lithium
20 INDUSTRIAL MINERALS | wwwindmincom
Print + Online + EventsAdvertising is published in print and online with links for maximum exposure
For advertising and editorial opportunities contactSimon Moores
Publication Manager+44 20 7827 6473 smooresindmincom
Ismene ClarkeAdvertising Manager
+44 20 7827 5252 iclarkeindmincom
BOOK NOW400
all inclusive
Building on the success of the inaugural 2010 IM Moving Minerals Roundtable Industrial Minerals announces its second Roundtable for 2011
With a focus on logistic strategies solutions and security of supply for key performance minerals in the filler and pigment refractory and oilfield markets the IM Moving Minerals Roundtable 2011 will appeal to all those in the supply chain for these key mineral commodities
Mine to Market Strategies Solutions Security
FIlleR MINeRals ReFRactORy MINeRals OIlFIeld MINeRals
NH Barbizon Palace Hotel ndash amsterdam
FILLER amp PIGMENT MINERALSmiddot calcium carbonatemiddot talcmiddot Kaolinmiddot ti-minerals
REFRACTORY MINERALSmiddot aluminosilicatesmiddot Bauxitemiddot Graphitemiddot Magnesia
OILFIELD MINERALSmiddot Barytesmiddot Bentonitemiddot Frac sandmiddot calcium chloride
to register and for sponsorshipexhibits contact Ismene Clarke
Advertisement Manager IM iclarkeindmincom
T +44 (0) 20 7827 5252
For presentations contact Mike OrsquoDriscoll
Editor IM modriscollindmincom
T +44 (0) 20 7827 6444
SPONSORS
Lithium | Jadarite
uropean lithium supply has evaded the spotlight in recent years Ex-ploration activity has focused on
Canada Australia and the USA While much debate has centered on brine
and spodumene lithium sources Rio Tinto has been developing a different lithium de-posit based on a newly discovered mineral jadarite in the eastern European country of Serbia
Serbian and American geologists work-ing for Rio Tinto discovered the deposit in 2004 near the town of Loznica They dis-covered the mineral jadarite in 2007 and Serbiarsquos Jadar basin is the only place in the world where the mineral can be found
Jadarite shot to fame when discovered as it had the exact chemical composition as the fictional mineral kryptonite from the Superman series
Due to its high lithium and borate con-centrations ndash and an assessed geological resource of more than 200m tonnes ndash Ja-dar has been ranked as one of the largest lithium deposits in the world
The deposit is geographically contained within three discrete vertically stacked zones Rio Tinto Minerals has focused its studies on the highest grade and larg-est zone called the Lower Jadarite Zone and has declared an inferred resource of 1253m tonnes with a weighted average Li2O concentration of 18 and 162m tonnes B2O3 for the lower zone only
If developed the deposit has the potential to supply more than 20 of global lithium demand
Lithium has many applications from medical uses to batteries to ceramics and aircraft alloys
The fastest growing application is lith-ium batteries for hybrid and electric cars The world market for hybrid vehicles is predicted to increase to more than 11m ve-
hicles a year by 2020 or about 23 times the market size in 2008
The deposit also contains borates Rio Tinto Minerals produces nearly 40 of the worldrsquos demand for refined borates from its mines in California and Argentina Ore from these mines is processed locally and further refining takes place in France and California The company also oper-ates shipping facilities in California the Netherlands Spain Malaysia and China as well as a global network of sales offices and stock points
Borates are essential micronutrients for all plants and boron deficiency affects almost all major crops grown around the world Without borate fertilisers crop yields and quality can be greatly reduced
Borates are also key ingredients in glass production including insulation fiberglass that keeps buildings energy-efficient tex-tile fiberglass used in windmill blades and
glass components of televisions comput-ers solar heating devices and heat resistant cookware
Rio Tinto Mineralsrsquo team is working closely with Serbiarsquos Ministry of the En-vironment Mines and Spatial Planning community members and other stakehold-ers as the Jadar project progresses
Leaders also signed a MOU with Lozni-ca Municipality reinforcing an ongoing agreement to co-operate and share infor-mation to support development of the proj-ect
At present Jadar is in the prefeasibility stage which includes research aimed to better understand the deposit pilot-testing recovery and processing methods con-ducting mining trade-off studies and col-laborating with Serbian experts to conduct the extensive environmental and socioeco-nomic analysis that lays the groundwork for efficient and responsible development
If developed production could com-mence within the next six years
Rio Tintorsquos strategy to invest in large long-term cost competitive mines means that the company operates on extended time horizons These long-term commit-ments provide opportunities to plan imple-ment and deliver sustainable contributions to social wellbeing environmental stew-ardship and economic prosperity every-where the company operates
Rio Tinto outlines its progress to commercialise lithium production from the newly discovered mineral jadarite
Serbian lithium under focus
21
Senior geologist Vladisav Eric examines a core sample of jadarite Source Rio Tinto
The profiles of lithium and vanadium have increased significantly over the last five years owing to their use in emerging battery technologies
The movement to cleaner green econ-omies relies on a reduction in fossil fuel consumption particularly oil and gas In order to achieve this industry and gov-ernments are turning to battery storage to make new electricity sources ndash such as wind and solar ndash more manageable
The rise of battery technology over the last decade has seen designs that are increasingly based on the minerals lithium and vanadium But as the tech-nology adoption gathers pace the sup-ply of these critical minerals is at risk of falling short
Lithium In 2010 the size of global lithium in-dustry (including both chemicals and minerals) was about 125000tpa of lith-ium carbonate equivalent (LCE) with a compound average growth rate of 6 pa throughout the decade
In 2000 the market was about 70000tpa and the use of lithium in batteries repre-sented 5-7 whereas the use of lithium
in batteries in 2010 was estimated at 20-25 of the market Throughout the last decade the market for lithium in batter-ies has grown at 20-25 pa ndash the battery sector has driven the industry for the last 11 years
Lithium has been studied as a cath-ode and electrolyte for both primary and re-chargeable batteries for almost a century but its reactivity proved to be a double-edged sword as it was a barrier to the development of batteries that meet todayrsquos high standards of occupational health and safety But due to the pio-neering work of Japanese and American chemists these issues are now a concern of the past
Cost has limited primary and second-ary lithium batteries until the last few years where weight and longevity were paramount Improvements in manufac-turing techniques now produce a reliable battery at a reasonable cost and resulting demand is taking off
Today lithium-based batteries are found in computers mobile phones portable audio-visual equipment power tools electric bikes and electric vehicles The overall growth of this sector in this
decade is forecast to be 25-30pa ndash a doubling of demand every three years On this basis the lithium battery sector could grow from 20-25000 tpa LCE in 2010 to 180-220000tpa in 2020 a huge proportion of a total lithium market of 240-280000tpa LCE
This rapid acceleration of anticipated growth has resulted in fears of a supply shortage
Reed Resources through the devel-opment of the Mt Marion SpodumeneLithium Project is in a position to ar-rest the looming shortfall in supply The company aims to become a preferred supplier of spodumene to the Chinese lithium carbonate industry within 12 months This is through advanced plans to participate in the downstream produc-tion of lithium chemicals for the battery industry
As with many developing technolo-gies it is China that will be leading the market in the coming years in terms of both consumption and production Chi-narsquos over-arching strategy includes
bull To become a world leader in green technologies and low carbon energy
bull To reduce dependence on oil ndash particu-larly for transport
bull Investment of significant technologi-cal and financial resources in the de-velopment of renewable energy with a focus on wind turbines backed-up by mass energy storage
bull Electric and hybrid vehicles to consti-tute at least 25 of vehicles by 2020 and 50 by 2030 to be backed up by a comprehensive system of re-charging platformsstations
bull Lithium battery power to replace lead acid powered E-Bikes as soon as prac-ticable assisted by the gradual closure of lead acid battery manufacture
For much of the past decade growth in the lithium market has been lagging the forecast of both consumers and produc-ers However in the past 12-18 months there has been a significant turnaround such that consumer and producer fore-casts are now lagging actual demand Inevitably this will lead to increased prices for lithium carbonate Roskill In-
22 INDUSTRIAL MINERALS | wwwindmincom
Lithium and vanadium rise as economies move from fossil fuels to battery technology by Dudley Kingsnorth and Chris Reed of Reed Resources
Battery bounce
Lithium | Lithium + Vanadium
formation Services is forecasting prices of $6-7000tonne in the short to medi-um term compared with present prices of $4500-5500tonne
Reed Resources and partner Mineral Resources Ltd one of Australiarsquos larg-est mining services companies is bring-ing the Mt Marion Lithium Project into production in H1 2012 Mt Marion will initially produce 200000 tpa of chemi-cal grade spodumene is totally uncon-tracted and the partners are ready to dis-cuss cooperative agreements with new and existing mineral converters
VanadiumIn 2010 the size of global vanadium industry was around 64000 tonnes or 250m lbs of vanadium pentoxide equivalent It experienced a compound average growth rate of 6 pa through-out the decade
Increasing levels of steel production over the last decade ndash particularly in China ndash have caused a structural shift upwards in vanadium pricing levels However it has not been plain sailing
The global financial crisis interrupted its day in the sun and the recovery was short lived as leading western producers
Evraz and Xstrata returned to full pro-duction and dominant Chinese producer Pangang delivered staged expansions ahead of time
In mid-2010 against the backdrop of recovering Western steel production levels and Chinese steelmakers moving to higher V-content in rebar prices fell and have moved sideways ever since Why this disconnection from steel (in-dicators) and break of this strong posi-tive correlation Leading market com-mentators opine that prices will trend up driven by growth in all the majors sources of vanadium demand Targets range from $10-18lb over the next five years
At Reed Resources we are comfort-able with the medium and long term fundamentals of the market particularly the non-steel applications Each new generation of aircraft contains more lightweight titanium alloys in response to demand for greater fuel efficiency
Another developing technology that could have major implications for va-nadium demand is the Vanadium Redox Battery (VRB) The VRB is an example of chemical storage of energy that is the storage of energy in a vanadium bearing
solution then discharging the energy through ion exchange (membrane) units The size of the tankage dictates storage capacity and the number of discharge units the power output
The beauty of this Australian inven-tion is that the number of deep discharge cycles has been measured at between 10 and 20 thousand times (or over 25 years with daily chargedischarge)
There is a limit to concentration of va-nadium in solution (a practical energy to volume limitation) 1 MWh of storage capacity requires about 60 cubic metres of solution containing 9-95 tonnes of V2O5 The largest battery seen recently in a visit to China was 2MW8MWh but they were building 5MW30MWh requiring some 270 tonnes or 600000 pounds of V2O5 The driving force be-hind this in China is the ~200bn Yuan spent on renewable energy last year Without storage approximately 70 of wind energy is typically lost
The lithium-vanadium battery is an exciting prospect Like the 57 varieties of Heinz sauces so too are the different chemistries of lithium batteries Unless another element is found the lithium-vanadium battery has the highest theo-retical voltage output (power) and en-ergy density (range)
Supporting this postulation are ex-amples from Subaru (G4E) and Audi (A2) Audi in partnership with German battery maker DBM Energy and utility Lekker Erenrgie drove an all electric A2 a record 603km on a single charge In addition its battery can be fully re-charged in 6 minutes from a standard 240V source
Chinarsquos BYD Japanrsquos GS Yuasa and the USArsquos Valence Technologies are all developing batteries based on lithium-Vanadium chemistry
Reed Resources is in the financing and approvals phase of our Barrambie Vana-dium Project Australiarsquos richest vana-dium reserve and subject to financing we aim to be in production in 201415 producing around 25m lbs a year of high-purity vanadium pentoxide
Reed Resources is an Australian lithium and vanadium development company
23
1 Lead-Acid The most economical battery for large power applications where weight is not a major consideration
2 Nickel-Cadmium Economical with a long life but are being phased out due to the toxicity of cadmium
3 Nickel-Metal Hydride Capable of delivering high density energy compared with nickel-cadmium but they do not have a long life This has been further complicated by supply doubts of a key input material rare earths which is providing impetus to the development of the lithium-ion batteries
4 Lithium-Ion The fastest growing secondary battery owing to its capability to deliver high density energy with a high power to weight ratio However the required design for adequate consumer safety means that it is not a low cost option Re-search into improved manufacturing techniques is steadily reducing the cost
5 Lithium-Ion Polymer This adaption of the lithium-ion battery is a more cost effective option possessing a higher energy density that can be manufactured in physical shapes and that are more compatible with the demands of todayrsquos portable audio-visual equipment
Major secondary batteries
Industrial Minerals Could you provide a brief overview of where Rincon Lithium is at Mike Tamlin Rincon Lithium is in transition from a development project to a commercial business Rincon Lith-ium will produce battery grade gt995 Li2CO3 with first commercial shipments to customers in early 2012 Plant com-missioning has been conducted and pro-duction is in early stabilisation phases in which attention to quality consistency and reliability has priority
Early production before optimisation work resulted in gt995 grade prod-uct Lithium carbonate will be the sole product until the commissioning of by-
product facilities that include potassium chloride
IM Industrial Minerals first re-ported on the Rincon Salar devel-opment in the early 2000s It has been a long road to get to this point What have been the main hurdles for Rincon Lithium since acquir-ing the project from Admiralty Re-sources in 2008MT The Sentient Group acquired the project in late December 2008 when the project was under-funded and develop-ment was virtually at standstill The most intense period of the development of Rincon has been in the period since then
Sentient has provided the funding that is critical to any successful project de-velopment This period has seen the con-
struction and operation of a pilot plant followed by the construction of a small capacity commercial scale plant It has also incorporated the acquisition and con-solidation of the extensive lithium sodi-um sulphate and water tenement package the will underwrite the long-term security of production at large volumes The first large capacity expansion is in feasibility planning and early design phases and the company has built and mobilised the pro-duction team
IM There have been a lot of lithi-um junior companies entering the industry since 2009 At its peak more than 100 companies owned lithium tenements What are your thoughts on this boom in interest MT The future demand from the EV
24 INDUSTRIAL MINERALS | wwwindmincom
With the race for lithium slowing focus is moving to the complex manufacture of the battery raw material lithium carbonate Industrial Minerals spoke with Rincon Lithiumrsquos general manager Mike Tamlin on why he believes only a fraction of new companies will begin production and how even less will be profitable
Lithiumrsquos long game
Lithium | Carbonate
Main picture Brine evaporation ponds in the Salar del Rincon Argentina Source Rincon Lithium
industry will need considerable expan-sion in production capacity That in turn will demand large scale capital invest-ment in new plant and resource develop-ment
Exploration and development has a long lead time so the new-found inter-est is timely That said the usual rule of thumb in resources development is that only about 10 of potential resources ever reach production and only 3 are commercially stable and profitable so the odds are stacked against more than a few of these juniors surviving
Rincon Lithium has developed the project in an orderly and thorough way to ensure that it will be a stable large ca-pacity producer for the long term
IM Does it accurately reflect the prospects of the EV industry or is it overhypedMT The potential of the EV industry is best summarised by the massive de-velopment investment by the major car-makers worldwide
The auto industry and battery manu-facturers need reliable and secure un-constrained lithium supply over the long term The lithium industry needs to re-spond in a measured and credible way that fulfils the needs of its ultimate cus-tomers
IM Has the complexity of pro-ducing a suitable and consistent lithium carbonate grade for EV batteries been underestimatedMT Very much so at the junior end and less so at the established end of the industry Rincon has been through an extensive resource development and process development phase and knows just how difficult and exhausting the de-velopment process is
Fortunately Rincon Lithium has not had the funding constraints recently that it suffered in its early days and has been able to deal with this complexity
Process development requires con-siderable time money and technical know-how Operating a production fa-cility reliably and consistently requires well organised well-funded and skilled people and technical resources
Optimising and stabilising production after commissioning takes some time to achieve the reliability needed Future demand will require production on a significantly larger scale than before re-quiring more investment even for exist-ing major producers
IM Is the price of lithium carbon-ate really as irrelevant as many say MT It may be the smallest input cost to the battery producer but the cathode manufacturer which purchases the mate-rial would have a different view
Price always matters in the commer-cial world of which lithium production cathode production and car making are integral parts Price stability is probably more important than absolute price
Price always matters to the high cost producers in any industry because the natural price floor is near the cost of the highest cost producers In that re-spect brine resources that are suitable for commercial production and are well managed have the edge over hard rock production sources
IM Is there room for a lithium brine producer in a spodumene-feedstock dominated China MT Hard rock production inherently consumes more fossil fuels emits more carbon and is generally more energy intensive than production from brine resources
There are many reasons why solar pond brine resource lithium would be a superior source in environmental terms in China as they are elsewhere There is no commercial reason to exclude pro-duction from Chinese brine resources There are several reasons associated
with difficult brine chemistry and very challenging logistics that explain why Chinese production is dominated by hard rock resources
IM Unlike other critical materials like rare earths lithium has steady supply from a number of different sources outside of China Some commentators have suggested that it should not be deemed criti-cal or strategic Would you agree with thisMT Suppliers are rarely the right peo-ple to ask if they are critical or strategic However I suspect critical or strategic should be determined by the importance of their end use rather than the supply concentration
Lithium will be a very important raw material to EV producers even though lithium resources are not limited Devel-oped viable and active lithium sources will be far fewer in number than the un-developed resource base
Concentration of supply can become a threat to supply security in some situa-tions like it has in rare earths but that is a different issue It is not the same for lithium
IM Do you think China is the deal-maker or breaker for global EV adoptionMT Making EVs more affordable is more a universal issue that could be a barrier to EV commercial success
China will be one of the important markets due to its size and the govern-ment financial support for EV adoption
IM On a global scale how impor-tant are governments to the adop-tion of EVs which at present are not cost efficient MT Governments have an important role to play However in the current financial circumstances worldwide governments in many countries appear to have limited resources to subsidise EVs
Sooner or later unit costs of EVs have to be reduced through engineering man-ufacturing improvements and economy of scale
25
ldquoLithium price stability is probably
more important than absolute pricerdquo
Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

their supply chain to reduce resource consumption and pollution
A consumer-driven movementConsumers are leading the movement to green So naturally producers of consumer products are leading the move to greener production If they can claim that their products are greenmdashhowever they choose to define itmdashthey will since it gives them a leg up in the marketplace
Because the definition of green is elu-sive at present even consumer-product companies are not equipped or moti-vated to pursue lsquogreennessrsquo at optimum levels Right now when they are strug-gling to capture a price premium to cover the higher cost of going green these companies generally are not pres-suring or paying their suppliers to adopt greener production methods
Clean-energy and ndashtechnology com-panies view themselves as green al-ready since they are leading the move-ment away from fossil fuels When they choose suppliers they focus on price and performancemdashnot green attributes (Although they value the positive PR that green can bring)
Material producers especially those on the upstream end of the supply chain such as raw-material produc-ers are further behind in making their operations supply chain and products greener Even those that want to mea-sure the energy and carbon footprint of their supply chain have not done so be-cause they are unclear what the metrics should be what the value is and how much it will cost
Most materials producers are not yet subject to market-based price signals for lessening the environmental impact of their operations Those who do con-sider it usually do so under regulation-based price signals
Recently some companies such as Walmart have begun to ask their sup-pliers to submit information about their environmental performance according to specific standards established by the company Although Walmart does not currently require the adoption of green-er production methods its new policies
indicate the beginning of a movement to connect consumer price signals to manufacturing
Over time Walmart will be able to collect valuable data about consumersrsquo green tastes and preferences Ultimate-ly we can expect those price signals to inform Walmartrsquos purchasing behavior And even longer term these kinds of price signals will move the entire sup-ply chain to green
These forward-looking companies calculate and report their total environ-mental footprint not only as a company but also throughout the life cycle of their products Life-cycle analysis of course requires obtaining relevant information from their supply chain
Likewise improving their numbers depends at least in part on requiring each member in the supply chain to improve its green performance Or it means changing to suppliers with more sustainable practices
We believe that over time an increas-ing number of supply-chain companies will be required by their customers to green up They may even be paid a pre-mium to do so
Defining greenBut even if the price signals that lead to economic incentives were put in place suppliers must overcome another sig-nificant obstacle first standards Or put more specifically the lack of clear veri-fiable standards
The first question is What do we mean by green The answers are all over the map with heavy consumer majorities identifying a dozen or more definitions of green We cannot develop useful standards without clearly defin-ing green
Once we define green (and of course the definition may vary from industry
to industry) we must set standards that are achievable and verifiable Again it is not that no one has proposed stan-dardsmdashquite the opposite A 2008 UK Ecolabelling study identified 469 stan-dards across 10 industry categories2
This is clearly dauntingmdashand coun-terproductive Without clear standards companies will be reluctant to invest in sustainable production
Finally we must identify third parties who can reliably validate green claims
A real-life exampleOur US-based company Simbol Ma-terials for example has developed an innovative green sustainable pro-cess to produce critical materials for
high-technology energy defence communication and industrial applica-tions Our process for extracting miner-als from geothermal brines is far superi-or environmentally to other production methods But right now because of the absence of industry standards you have to take our word for it
Unlike most other green processes it also is cost competitive This unusual vantage point enables Simbol Materials to look at green more objectively than many manufacturers since meeting green standards does not increase our costs
It allows us instead to focus on defin-ing green and the standards for greenmdashespecially upstream in the supply chain where companies like ours work
We seek to contribute to the dialogue about green helping to define it and to develop useful standards for all materi-als producers
The first order of business as we have said is defining green
Currently the word is widely used to describe something designed and constructed with minimal negative
11
ldquoThat is the problem when a word like lsquogreenrsquo starts to mean everything it ends up meaning nothingrdquo
impact to the environmentmdashideally using resources in a sustainable man-ner We agree with that definition but only as a starting point
In our business we assess green on multiple fronts First are our products used to produce something consid-ered green At Simbol Materials the answer is both yes and no For example our lithium products will be used in the batteries for electric vehicles as well as in a variety of applications from por-table consumer electronics pharmaceu-ticals to greases and glass
But the ultimate use of our products is not really under our control So we look at the sustainability of our production methods which are
bull Carbon footprint Does our process emit zero or less carbon dioxide (or other noxious emissions) than com-petitive processes
bull Waste Does our process produce less waste and less-hazardous waste than competitive processes
bull Recyclability Does our process per-mit the reuse of components such as natural resources or of the products themselves
bull Energy consumption Is our process energy efficient Is the type of energy we use greener than our competi-torsrsquo
Fortunately for Simbol Materials the answers to the above questions are all yes But the same is not true for our in-dustry as a whole
To better define what green ismdashand to develop useful standards we believe government and industry must answer the following questions
bull What are the standards for greenbull Who determines if a product is
greenbull How can we assess the value of
greenbull Will customers pay a premium for
something greenbull How much value can be captured for
a green productbull Who captures the value of green in
the supply chain
Customers shy away from green pur-chasing until they see that it can be cost-competitive Generally they believe going green requires costly compliance and monitoring programs Better stan-dards and third-party verification could assuage their fears
Unfortunately standards at the raw-materials level are still in a nascent stage and downstream customers are not ex-erting pressure on manufacturers to de-velop standards Greenpeace conducts an annual green-electronics survey and Walmart is developing a sustainability index that will apply to materials pro-ducers But that is about it
Ultimately the USA ndashindeed the world ndash will co-operate to build a clean economy This will require not only de-fining green and setting verifiable stan-dards but also finding ways to recapture the value of green in products and ser-vices And behind all this will lay long-term and consistent public policy that creates market clarity and certainty
Businesses like ours are already lay-ing the foundation
Luka Erceg is president and CEO of Simbol Materials a USA-based com-pany that is pioneering a new technique to extract the battery materials lithium manganese and zinc from geothermal brine
References 1 Manget J Roche C and Munnich F Capturing the Green Advantage for Consumer Companies Boston Consult-ing Group Inc January 20092 Cook G Chrysostomidis Y Cad-man J Wasilewski C and Wililams P Mapping and analysis of sustainable product standards Environmental Re-source Management Ltd March 2008 3 Rautner M and Harrel C Green Electronicshellip The Search Continues Results of the Green Electronics Survey Greenpeace International December 2008 4 Denend L and Plambeck EL Wal-Martrsquos Sustainability Strat-egy Stanford Graduate School of Business Stanford University April 2007
13
Source Dupont (solar panels) Vestas (wind turbines) Nissan (zero emission vehicles)
New Developments for Lithium and REE Mineral Deposits
DORFNER Analysenzentrum und Anlagenplanungsgesellschaft mbHScharhof 1 middot 92242 Hirschau GermanyFon +49 9622 82-162 anzaplandorfnercomwwwanzaplancom
ANZAPLAN is offering a complete service package that extends from state-of-the-art innovative analytical methods to processing concepts for raw materials for the high-tech industry from mineral deposit evaluation to ready-to-implement marketing concepts with a special focus on
New concepts in Lithium and REE minerals processing
Full feasibility studies and engineering
Evaluation of Lithium and REE mineral deposits
Independent from any machinery manufacturer ANZAPLAN is able to maxi-mize the customerrsquos value by offering tailor-made innovative processing solutions
Bene t from our unique pilot plant and internationally accredited laboratory
Anz_Ind_Minerals_291x216_AK4indd 1 29072011 113111 Uhr
Trends | Vertical Integration
ver the last three decades as Wall Street and management theorists encouraged companies
to focus on their core competencies the mining metals and minerals industry became less vertically integrated
Recent events however have indicated a growing trend towards the vertical in-tegration of yesteryear
Vertical integration strategies vary but recent trends show that it has been large-ly upstream as metals companies and end-users seek to add mining assets and miners add infrastructure reintroducing the question of lsquowhat makes a mining companyrsquo
Vertical integration trends have been shaped by an increase in global demand for metals and the growing importance of securing stable supplies of increas-ingly scarce resources Metals compa-nies have looked to vertically integrate primarily to secure alternative sources of raw material supply to facilitate their own continued operation Additional objectives often include gaining greater control over the price of production in-
puts and to provide future growth pros-pects
Integration exposes companies to new dimensions of market risk in different sectors of the industry and potentially decreases flexibility to react to changing market conditions It soaks up significant capital which could otherwise be de-ployed on growing the existing business
Integrating often requires MampA as or-ganic vertical growth is often impossible or impractical and deals can be risky and often do not generate the expected value Vertically integrating can stretch management into new areas of focus and could simply add too much complexity to an organisation
Despite these risks the industry is vertically integrating albeit in differ-ent ways and for different reasons The steel industry has seen considerable ver-
tical integration as producers drive for greater self-sufficiency of raw materials either due to increasingly tight supply of inputs or increasing frustration with the major minersrsquo ability to dictate price and pricing terms This strategy seeks to reduce the market power of the major iron ore producers through decreased re-liance on third-party suppliers
An example of this strategy is Arcelor-Mittal which is significantly increasing its in-house iron ore and coal business as part of a strategy to double iron ore pro-duction to 100m tpa Many other major steel companies have publicly stated their intentions to increase iron-ore and coking coal self-sufficiency
bull Taiwanrsquos China Steel plans to increase iron ore self-sufficiency from 2 to 30 by 2015
PricewaterhouseCoopersrsquo UK Mining Leader Jason Burkitt looks at the returning trend of vertical integration that is seeing downstream players acquiring strategic raw material sources
Vertical integration of yesteryear looms
15
bull POSCO targets 50 raw material self-sufficiency by 2014 and
bull Tata Steel plans to reach 100 iron ore and 50 coking coal self-suffic-iencyWhile these stated desires are clear
only time will tell whether these compa-nies and others are able to successfully and profitably deliver these strategies
Recent vertical integration has also included end-users of mining products acquiring upstream assets
Many power producers including Huadian of China and Tata Power of In-dia have made major coal mining acqui-sitions Amongst zinc smelters Nyrstar has been active in acquiring mining as-sets including their 2011 deal for Can-adarsquos Farallon Mining which increased its self-supplied zinc concentrate usage to 31
This trend will likely also apply to trad-ers as they increasingly look to build up upstream holdings seen by Glencore in their run up to a potential IPO and China Minmetals in their acquisition of assets from Oz Minerals and recent attempt for Equinox
We are beginning to see companies also look at other ways of achieving their integration objectives such as combin-
ing strategic investment and off-take or partnership agreements to lower the risk associated with integration but still reap similar benefits A number of companies have adopted this approach taking mi-nority stakes or providing initial funding to major projects
Examples include China Railwayrsquos 125 equity stake in African Minerals with a 20 year off-take agreement and JFE Steelrsquos 20 investment in the By-erwen Coal project with a long-term off-take agreement
In contrast to other miners Vale has taken a 27 stake in the Brazilian steel production assets owned by Thyssen-Krupp CSA This equity investment is combined with an exclusive iron ore supply agreement solidifying a domes-tic buyer for Valersquos Brazilian iron ore
Although vertical integration strategies vary amongst the miners generally there is no desire to increase their presence in metals manufacturing or sales Where integration has occurred the focus is primarily on infrastructure assets largely for the same motivation as described above ndash ensuring security of access to key production and transport needs Vale for example is adding a number of bulk iron ore ships to its in-house fleet
Overall trends in vertical integration reflect the changing nature of the indus-try particularly as customers are becom-ing competitors to their current suppli-ers For companies moving upstream in the quest for self-sufficiency the mines being acquired are generally not Tier one assets and are usually in the devel-opment phase
With the priority for new entrants of-ten being security of supply lower tier assets coming on stream will shift the industryrsquos cost-curve While traditional mining houses are not expected to ver-tically integrate downstream many will likely continue to integrate into infra-structure
In metals tightening supplies for raw materials and increasingly variable com-modity prices will continue to drive pro-ducers upstream either through direct ownership and control or through mi-nority ownership and strategic off-take agreements In a supply-constrained world for many companies there is no alternative
What remains to be seen is whether vertical integration can deliver sustain-able value and how the balance between miners metals companies and the mar-kets they serve will change
Clockwise Jason Burkitt PricewaterhouseCoopersrsquo UK Mining Leader BHP Billitonrsquos iron ore mining and logistics operations POSCO Steel seeking entry into the lithium market BHPrsquos Jansen Potash Project in Canada Sources PWC BHP Billiton Posco
17
hina has long bucked many global economic and industrial trends Lithium is no differ-
ent While the world in the mid-1990s became reliant on lower cost lithium derived from South American brine China continued using spodumene concentrate as its primary source
It is a trend that has not really changed and one totally at odds with global consumption patterns
Chinarsquos lithium industry has been active since the 1950s but only in the 1980s became significant following a rise in demand for consumer driven goods
Lithium was sourced from a spodumene and lepidolite mine locat-ed in the northern part of Xinjiang and Jiangxi provinces As the 1980s drew to a close imported spodumene from Australia became the main raw mate-rial source for the Chinese lithium in-dustry together with smaller quantities of spodumene from Sichuan province
This situation was turned on its head in the mid-1990s when Chilersquos SQM started to produce technical grade lith-ium carbonate priced below $2000tonne This hit most spodumene based lithium producers ndash chemical conver-tors ndash very hard and only a handful survived
Today owing to rapid market devel-opment of the lithium-ion battery and various pharmaceutical applications some entrepreneurs have started to
venture into the downstream lithium business
In the meantime mothballed spod-umene mines have been restarted in addition to new brine operations fol-lowing a lithium carbonate price rise to over the $4000tonne threshold
Limited sources downstream focus Lithium brine production is mainly lo-cated in the remote Tibet and Qinghai provinces Projects in East Tajinaier Qinghai province and Zabuye Tibet started as far back as the early 1990s before industry leaders SQM and FMC entered the marketplace
These lithium projects fell far behind their original production targets how-ever Zabuye struggled with a lack of infrastructure and difficulty in operat-ing at high altitudes Qinghairsquos lithium production was delayed due to chal-lenges removing the high magnesium content
Qinghai Lithium now has the ability to make good technical grade lithium carbonate from high magnesium-lithium ratio brine but only in limited quantities
The majority of active spodumene mines are located in Sichuan province
The reserves in this region hold Li2O contents between 1-15 and are pro-ducing spodumene concentrate with Li2O levels of 55 Most of the mines are owned by lithium chemical produc-ers as a feedstock source China has no independent spodumene supplier
A lepidolite mine located in Yichuan Jiangxi province was used to supply raw material for producing lithium hydroxide in the late-1990s for the do-mestic ceramic industry
China is now experiencing a new wave of lithium expansions in the wake of lithium-ion battery demand from portable electronics and the promise of an electric vehicle future
Chinarsquos conventional end uses for lithium include glass ceramics lithi-um-bromide absorption air-condition-ers aluminium smelting steel cast-ing protecting powder and lubricant grease
The country is experiencing growth in many of these areas particularly the glass industry a trend which is oppo-site to industry outside of Asia
Lithium processing companies in this sector are Tianqi Lithium Xinji-ang Lithium Citic Guoan and Zabuye Ganfeng Lithium is the leading pro-ducer of lithium chloride in China
Ganfeng Lithiumrsquos Wang Xiaoshen explores Chinarsquos expanding lithium industry its reliance on spodumene imports and a government-backed move towards high value exports
Rise of Chinese lithium
Ganfeng Lithiumrsquos revenues Chinese imports amp exports of lithium carbonate
6m
5m
4m
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
3m
2m
1m
0
US
$
8000
2006
2007
2008
2009
2010
6000
4000
2000
0
tonn
es
Export QtyImport Qty
Lithium | China
18 INDUSTRIAL MINERALS | wwwindmincom
Jiangxi province-based Ganfeng Lithium has established a leading po-sition of producing lithium metal and derivative products high purity lithi-um carbonate and lithium-fluoride for electrolyte production and other spe-cialties The company was listed on Shenzhen Stock Exchange in August 2010 ndash the first pure lithium company to be listed in China
Tianqi used to have the majority share of battery grade lithium carbon-ate in the domestic cathode market but now this is shared by Ganfeng Lithium and Pan Asia Lithium
Both Ganfeng Lithium and Tianqi are importing raw material Tianqi is 100 reliant on spodumene from Tali-son in Australia although the company has announced an investment into a fully owned spodumene mine in Sich-uan province and a holding in a pre-production project in Canada owned by Nemaska Exploration
The company has increased its num-ber of raw material sources to include concentrated lithium brine spodumene lepidolite and recycled material The use of spodumene and lepidolite are the new measurements to increase the source of lithium
It has also started securing interna-tional raw materials sources through an investment in Argentine brine de-veloper International Lithium Corp
Chinarsquos lithium industry is in a unique position and is unlike other major markets in Japan and South Ko-rea China has a large lithium chemical production capacity which often ex-ceeds domestic demand This enables the country to cope with demand in-creases while remaining competitive
With a significant VAT barrier on im-ports and exports Chinese companies are reluctant to trade outside of the countryrsquos borders
Australiarsquos Talison Lithium the worldrsquos leading spodumene miner relies on the Chinese market as its business driver An expected boom in demand resulted in an expansion of its Greenbushes mine to 320000tpa A second phase expansion has also been approved which will take concentrate
capacity to 720000 tpa and make Tali-son Lithium the worldrsquos largest lith-ium carbonate equivalent producer at 110000 tpa
Exporting higher value China is moving towards exports of higher value products across all indus-tries For example lithium battery ex-ports enjoy a 17 tax refund whereas for basic lithium chemicals it is 0 some products even have an export tax
As a result Chinese exports of higher-value lithium chemicals will increase
Consolidation in the industry will also become a rising trend Small lith-ium companies in niche markets will merge with bigger lithium players par-ticularly those publically listed with fi-nancial clout
With the high hopes for EV demand and energy storage the lithium indus-try has attracted significant investment in recent years The existing players will increase their capacities Brine projects in Qinghai and Tibet will have a significant increase in output over the next 2-3 years
Galaxy Resources will be produc-ing battery-grade lithium carbonate at its Jiangsu chemical plant using spodumene concentrate source from its Mt Cattlin mine in Australia This will be Chinarsquos first purpose built battery grade lithium plant Production from new spodumene projects will also en-ter the market soon
With the Chinese Government keen to support new energy industries Chi-na will maintain its growth status in lithium
19
ldquoConsolidation in the industry will increase small lithium companies in niche markets will merge with bigger lithium players particularly those publicly listedrdquo Wang Xiaoshen Vice Chairman and Vice Executive President of Ganfeng Lithium
20 INDUSTRIAL MINERALS | wwwindmincom
Print + Online + EventsAdvertising is published in print and online with links for maximum exposure
For advertising and editorial opportunities contactSimon Moores
Publication Manager+44 20 7827 6473 smooresindmincom
Ismene ClarkeAdvertising Manager
+44 20 7827 5252 iclarkeindmincom
BOOK NOW400
all inclusive
Building on the success of the inaugural 2010 IM Moving Minerals Roundtable Industrial Minerals announces its second Roundtable for 2011
With a focus on logistic strategies solutions and security of supply for key performance minerals in the filler and pigment refractory and oilfield markets the IM Moving Minerals Roundtable 2011 will appeal to all those in the supply chain for these key mineral commodities
Mine to Market Strategies Solutions Security
FIlleR MINeRals ReFRactORy MINeRals OIlFIeld MINeRals
NH Barbizon Palace Hotel ndash amsterdam
FILLER amp PIGMENT MINERALSmiddot calcium carbonatemiddot talcmiddot Kaolinmiddot ti-minerals
REFRACTORY MINERALSmiddot aluminosilicatesmiddot Bauxitemiddot Graphitemiddot Magnesia
OILFIELD MINERALSmiddot Barytesmiddot Bentonitemiddot Frac sandmiddot calcium chloride
to register and for sponsorshipexhibits contact Ismene Clarke
Advertisement Manager IM iclarkeindmincom
T +44 (0) 20 7827 5252
For presentations contact Mike OrsquoDriscoll
Editor IM modriscollindmincom
T +44 (0) 20 7827 6444
SPONSORS
Lithium | Jadarite
uropean lithium supply has evaded the spotlight in recent years Ex-ploration activity has focused on
Canada Australia and the USA While much debate has centered on brine
and spodumene lithium sources Rio Tinto has been developing a different lithium de-posit based on a newly discovered mineral jadarite in the eastern European country of Serbia
Serbian and American geologists work-ing for Rio Tinto discovered the deposit in 2004 near the town of Loznica They dis-covered the mineral jadarite in 2007 and Serbiarsquos Jadar basin is the only place in the world where the mineral can be found
Jadarite shot to fame when discovered as it had the exact chemical composition as the fictional mineral kryptonite from the Superman series
Due to its high lithium and borate con-centrations ndash and an assessed geological resource of more than 200m tonnes ndash Ja-dar has been ranked as one of the largest lithium deposits in the world
The deposit is geographically contained within three discrete vertically stacked zones Rio Tinto Minerals has focused its studies on the highest grade and larg-est zone called the Lower Jadarite Zone and has declared an inferred resource of 1253m tonnes with a weighted average Li2O concentration of 18 and 162m tonnes B2O3 for the lower zone only
If developed the deposit has the potential to supply more than 20 of global lithium demand
Lithium has many applications from medical uses to batteries to ceramics and aircraft alloys
The fastest growing application is lith-ium batteries for hybrid and electric cars The world market for hybrid vehicles is predicted to increase to more than 11m ve-
hicles a year by 2020 or about 23 times the market size in 2008
The deposit also contains borates Rio Tinto Minerals produces nearly 40 of the worldrsquos demand for refined borates from its mines in California and Argentina Ore from these mines is processed locally and further refining takes place in France and California The company also oper-ates shipping facilities in California the Netherlands Spain Malaysia and China as well as a global network of sales offices and stock points
Borates are essential micronutrients for all plants and boron deficiency affects almost all major crops grown around the world Without borate fertilisers crop yields and quality can be greatly reduced
Borates are also key ingredients in glass production including insulation fiberglass that keeps buildings energy-efficient tex-tile fiberglass used in windmill blades and
glass components of televisions comput-ers solar heating devices and heat resistant cookware
Rio Tinto Mineralsrsquo team is working closely with Serbiarsquos Ministry of the En-vironment Mines and Spatial Planning community members and other stakehold-ers as the Jadar project progresses
Leaders also signed a MOU with Lozni-ca Municipality reinforcing an ongoing agreement to co-operate and share infor-mation to support development of the proj-ect
At present Jadar is in the prefeasibility stage which includes research aimed to better understand the deposit pilot-testing recovery and processing methods con-ducting mining trade-off studies and col-laborating with Serbian experts to conduct the extensive environmental and socioeco-nomic analysis that lays the groundwork for efficient and responsible development
If developed production could com-mence within the next six years
Rio Tintorsquos strategy to invest in large long-term cost competitive mines means that the company operates on extended time horizons These long-term commit-ments provide opportunities to plan imple-ment and deliver sustainable contributions to social wellbeing environmental stew-ardship and economic prosperity every-where the company operates
Rio Tinto outlines its progress to commercialise lithium production from the newly discovered mineral jadarite
Serbian lithium under focus
21
Senior geologist Vladisav Eric examines a core sample of jadarite Source Rio Tinto
The profiles of lithium and vanadium have increased significantly over the last five years owing to their use in emerging battery technologies
The movement to cleaner green econ-omies relies on a reduction in fossil fuel consumption particularly oil and gas In order to achieve this industry and gov-ernments are turning to battery storage to make new electricity sources ndash such as wind and solar ndash more manageable
The rise of battery technology over the last decade has seen designs that are increasingly based on the minerals lithium and vanadium But as the tech-nology adoption gathers pace the sup-ply of these critical minerals is at risk of falling short
Lithium In 2010 the size of global lithium in-dustry (including both chemicals and minerals) was about 125000tpa of lith-ium carbonate equivalent (LCE) with a compound average growth rate of 6 pa throughout the decade
In 2000 the market was about 70000tpa and the use of lithium in batteries repre-sented 5-7 whereas the use of lithium
in batteries in 2010 was estimated at 20-25 of the market Throughout the last decade the market for lithium in batter-ies has grown at 20-25 pa ndash the battery sector has driven the industry for the last 11 years
Lithium has been studied as a cath-ode and electrolyte for both primary and re-chargeable batteries for almost a century but its reactivity proved to be a double-edged sword as it was a barrier to the development of batteries that meet todayrsquos high standards of occupational health and safety But due to the pio-neering work of Japanese and American chemists these issues are now a concern of the past
Cost has limited primary and second-ary lithium batteries until the last few years where weight and longevity were paramount Improvements in manufac-turing techniques now produce a reliable battery at a reasonable cost and resulting demand is taking off
Today lithium-based batteries are found in computers mobile phones portable audio-visual equipment power tools electric bikes and electric vehicles The overall growth of this sector in this
decade is forecast to be 25-30pa ndash a doubling of demand every three years On this basis the lithium battery sector could grow from 20-25000 tpa LCE in 2010 to 180-220000tpa in 2020 a huge proportion of a total lithium market of 240-280000tpa LCE
This rapid acceleration of anticipated growth has resulted in fears of a supply shortage
Reed Resources through the devel-opment of the Mt Marion SpodumeneLithium Project is in a position to ar-rest the looming shortfall in supply The company aims to become a preferred supplier of spodumene to the Chinese lithium carbonate industry within 12 months This is through advanced plans to participate in the downstream produc-tion of lithium chemicals for the battery industry
As with many developing technolo-gies it is China that will be leading the market in the coming years in terms of both consumption and production Chi-narsquos over-arching strategy includes
bull To become a world leader in green technologies and low carbon energy
bull To reduce dependence on oil ndash particu-larly for transport
bull Investment of significant technologi-cal and financial resources in the de-velopment of renewable energy with a focus on wind turbines backed-up by mass energy storage
bull Electric and hybrid vehicles to consti-tute at least 25 of vehicles by 2020 and 50 by 2030 to be backed up by a comprehensive system of re-charging platformsstations
bull Lithium battery power to replace lead acid powered E-Bikes as soon as prac-ticable assisted by the gradual closure of lead acid battery manufacture
For much of the past decade growth in the lithium market has been lagging the forecast of both consumers and produc-ers However in the past 12-18 months there has been a significant turnaround such that consumer and producer fore-casts are now lagging actual demand Inevitably this will lead to increased prices for lithium carbonate Roskill In-
22 INDUSTRIAL MINERALS | wwwindmincom
Lithium and vanadium rise as economies move from fossil fuels to battery technology by Dudley Kingsnorth and Chris Reed of Reed Resources
Battery bounce
Lithium | Lithium + Vanadium
formation Services is forecasting prices of $6-7000tonne in the short to medi-um term compared with present prices of $4500-5500tonne
Reed Resources and partner Mineral Resources Ltd one of Australiarsquos larg-est mining services companies is bring-ing the Mt Marion Lithium Project into production in H1 2012 Mt Marion will initially produce 200000 tpa of chemi-cal grade spodumene is totally uncon-tracted and the partners are ready to dis-cuss cooperative agreements with new and existing mineral converters
VanadiumIn 2010 the size of global vanadium industry was around 64000 tonnes or 250m lbs of vanadium pentoxide equivalent It experienced a compound average growth rate of 6 pa through-out the decade
Increasing levels of steel production over the last decade ndash particularly in China ndash have caused a structural shift upwards in vanadium pricing levels However it has not been plain sailing
The global financial crisis interrupted its day in the sun and the recovery was short lived as leading western producers
Evraz and Xstrata returned to full pro-duction and dominant Chinese producer Pangang delivered staged expansions ahead of time
In mid-2010 against the backdrop of recovering Western steel production levels and Chinese steelmakers moving to higher V-content in rebar prices fell and have moved sideways ever since Why this disconnection from steel (in-dicators) and break of this strong posi-tive correlation Leading market com-mentators opine that prices will trend up driven by growth in all the majors sources of vanadium demand Targets range from $10-18lb over the next five years
At Reed Resources we are comfort-able with the medium and long term fundamentals of the market particularly the non-steel applications Each new generation of aircraft contains more lightweight titanium alloys in response to demand for greater fuel efficiency
Another developing technology that could have major implications for va-nadium demand is the Vanadium Redox Battery (VRB) The VRB is an example of chemical storage of energy that is the storage of energy in a vanadium bearing
solution then discharging the energy through ion exchange (membrane) units The size of the tankage dictates storage capacity and the number of discharge units the power output
The beauty of this Australian inven-tion is that the number of deep discharge cycles has been measured at between 10 and 20 thousand times (or over 25 years with daily chargedischarge)
There is a limit to concentration of va-nadium in solution (a practical energy to volume limitation) 1 MWh of storage capacity requires about 60 cubic metres of solution containing 9-95 tonnes of V2O5 The largest battery seen recently in a visit to China was 2MW8MWh but they were building 5MW30MWh requiring some 270 tonnes or 600000 pounds of V2O5 The driving force be-hind this in China is the ~200bn Yuan spent on renewable energy last year Without storage approximately 70 of wind energy is typically lost
The lithium-vanadium battery is an exciting prospect Like the 57 varieties of Heinz sauces so too are the different chemistries of lithium batteries Unless another element is found the lithium-vanadium battery has the highest theo-retical voltage output (power) and en-ergy density (range)
Supporting this postulation are ex-amples from Subaru (G4E) and Audi (A2) Audi in partnership with German battery maker DBM Energy and utility Lekker Erenrgie drove an all electric A2 a record 603km on a single charge In addition its battery can be fully re-charged in 6 minutes from a standard 240V source
Chinarsquos BYD Japanrsquos GS Yuasa and the USArsquos Valence Technologies are all developing batteries based on lithium-Vanadium chemistry
Reed Resources is in the financing and approvals phase of our Barrambie Vana-dium Project Australiarsquos richest vana-dium reserve and subject to financing we aim to be in production in 201415 producing around 25m lbs a year of high-purity vanadium pentoxide
Reed Resources is an Australian lithium and vanadium development company
23
1 Lead-Acid The most economical battery for large power applications where weight is not a major consideration
2 Nickel-Cadmium Economical with a long life but are being phased out due to the toxicity of cadmium
3 Nickel-Metal Hydride Capable of delivering high density energy compared with nickel-cadmium but they do not have a long life This has been further complicated by supply doubts of a key input material rare earths which is providing impetus to the development of the lithium-ion batteries
4 Lithium-Ion The fastest growing secondary battery owing to its capability to deliver high density energy with a high power to weight ratio However the required design for adequate consumer safety means that it is not a low cost option Re-search into improved manufacturing techniques is steadily reducing the cost
5 Lithium-Ion Polymer This adaption of the lithium-ion battery is a more cost effective option possessing a higher energy density that can be manufactured in physical shapes and that are more compatible with the demands of todayrsquos portable audio-visual equipment
Major secondary batteries
Industrial Minerals Could you provide a brief overview of where Rincon Lithium is at Mike Tamlin Rincon Lithium is in transition from a development project to a commercial business Rincon Lith-ium will produce battery grade gt995 Li2CO3 with first commercial shipments to customers in early 2012 Plant com-missioning has been conducted and pro-duction is in early stabilisation phases in which attention to quality consistency and reliability has priority
Early production before optimisation work resulted in gt995 grade prod-uct Lithium carbonate will be the sole product until the commissioning of by-
product facilities that include potassium chloride
IM Industrial Minerals first re-ported on the Rincon Salar devel-opment in the early 2000s It has been a long road to get to this point What have been the main hurdles for Rincon Lithium since acquir-ing the project from Admiralty Re-sources in 2008MT The Sentient Group acquired the project in late December 2008 when the project was under-funded and develop-ment was virtually at standstill The most intense period of the development of Rincon has been in the period since then
Sentient has provided the funding that is critical to any successful project de-velopment This period has seen the con-
struction and operation of a pilot plant followed by the construction of a small capacity commercial scale plant It has also incorporated the acquisition and con-solidation of the extensive lithium sodi-um sulphate and water tenement package the will underwrite the long-term security of production at large volumes The first large capacity expansion is in feasibility planning and early design phases and the company has built and mobilised the pro-duction team
IM There have been a lot of lithi-um junior companies entering the industry since 2009 At its peak more than 100 companies owned lithium tenements What are your thoughts on this boom in interest MT The future demand from the EV
24 INDUSTRIAL MINERALS | wwwindmincom
With the race for lithium slowing focus is moving to the complex manufacture of the battery raw material lithium carbonate Industrial Minerals spoke with Rincon Lithiumrsquos general manager Mike Tamlin on why he believes only a fraction of new companies will begin production and how even less will be profitable
Lithiumrsquos long game
Lithium | Carbonate
Main picture Brine evaporation ponds in the Salar del Rincon Argentina Source Rincon Lithium
industry will need considerable expan-sion in production capacity That in turn will demand large scale capital invest-ment in new plant and resource develop-ment
Exploration and development has a long lead time so the new-found inter-est is timely That said the usual rule of thumb in resources development is that only about 10 of potential resources ever reach production and only 3 are commercially stable and profitable so the odds are stacked against more than a few of these juniors surviving
Rincon Lithium has developed the project in an orderly and thorough way to ensure that it will be a stable large ca-pacity producer for the long term
IM Does it accurately reflect the prospects of the EV industry or is it overhypedMT The potential of the EV industry is best summarised by the massive de-velopment investment by the major car-makers worldwide
The auto industry and battery manu-facturers need reliable and secure un-constrained lithium supply over the long term The lithium industry needs to re-spond in a measured and credible way that fulfils the needs of its ultimate cus-tomers
IM Has the complexity of pro-ducing a suitable and consistent lithium carbonate grade for EV batteries been underestimatedMT Very much so at the junior end and less so at the established end of the industry Rincon has been through an extensive resource development and process development phase and knows just how difficult and exhausting the de-velopment process is
Fortunately Rincon Lithium has not had the funding constraints recently that it suffered in its early days and has been able to deal with this complexity
Process development requires con-siderable time money and technical know-how Operating a production fa-cility reliably and consistently requires well organised well-funded and skilled people and technical resources
Optimising and stabilising production after commissioning takes some time to achieve the reliability needed Future demand will require production on a significantly larger scale than before re-quiring more investment even for exist-ing major producers
IM Is the price of lithium carbon-ate really as irrelevant as many say MT It may be the smallest input cost to the battery producer but the cathode manufacturer which purchases the mate-rial would have a different view
Price always matters in the commer-cial world of which lithium production cathode production and car making are integral parts Price stability is probably more important than absolute price
Price always matters to the high cost producers in any industry because the natural price floor is near the cost of the highest cost producers In that re-spect brine resources that are suitable for commercial production and are well managed have the edge over hard rock production sources
IM Is there room for a lithium brine producer in a spodumene-feedstock dominated China MT Hard rock production inherently consumes more fossil fuels emits more carbon and is generally more energy intensive than production from brine resources
There are many reasons why solar pond brine resource lithium would be a superior source in environmental terms in China as they are elsewhere There is no commercial reason to exclude pro-duction from Chinese brine resources There are several reasons associated
with difficult brine chemistry and very challenging logistics that explain why Chinese production is dominated by hard rock resources
IM Unlike other critical materials like rare earths lithium has steady supply from a number of different sources outside of China Some commentators have suggested that it should not be deemed criti-cal or strategic Would you agree with thisMT Suppliers are rarely the right peo-ple to ask if they are critical or strategic However I suspect critical or strategic should be determined by the importance of their end use rather than the supply concentration
Lithium will be a very important raw material to EV producers even though lithium resources are not limited Devel-oped viable and active lithium sources will be far fewer in number than the un-developed resource base
Concentration of supply can become a threat to supply security in some situa-tions like it has in rare earths but that is a different issue It is not the same for lithium
IM Do you think China is the deal-maker or breaker for global EV adoptionMT Making EVs more affordable is more a universal issue that could be a barrier to EV commercial success
China will be one of the important markets due to its size and the govern-ment financial support for EV adoption
IM On a global scale how impor-tant are governments to the adop-tion of EVs which at present are not cost efficient MT Governments have an important role to play However in the current financial circumstances worldwide governments in many countries appear to have limited resources to subsidise EVs
Sooner or later unit costs of EVs have to be reduced through engineering man-ufacturing improvements and economy of scale
25
ldquoLithium price stability is probably
more important than absolute pricerdquo
Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

impact to the environmentmdashideally using resources in a sustainable man-ner We agree with that definition but only as a starting point
In our business we assess green on multiple fronts First are our products used to produce something consid-ered green At Simbol Materials the answer is both yes and no For example our lithium products will be used in the batteries for electric vehicles as well as in a variety of applications from por-table consumer electronics pharmaceu-ticals to greases and glass
But the ultimate use of our products is not really under our control So we look at the sustainability of our production methods which are
bull Carbon footprint Does our process emit zero or less carbon dioxide (or other noxious emissions) than com-petitive processes
bull Waste Does our process produce less waste and less-hazardous waste than competitive processes
bull Recyclability Does our process per-mit the reuse of components such as natural resources or of the products themselves
bull Energy consumption Is our process energy efficient Is the type of energy we use greener than our competi-torsrsquo
Fortunately for Simbol Materials the answers to the above questions are all yes But the same is not true for our in-dustry as a whole
To better define what green ismdashand to develop useful standards we believe government and industry must answer the following questions
bull What are the standards for greenbull Who determines if a product is
greenbull How can we assess the value of
greenbull Will customers pay a premium for
something greenbull How much value can be captured for
a green productbull Who captures the value of green in
the supply chain
Customers shy away from green pur-chasing until they see that it can be cost-competitive Generally they believe going green requires costly compliance and monitoring programs Better stan-dards and third-party verification could assuage their fears
Unfortunately standards at the raw-materials level are still in a nascent stage and downstream customers are not ex-erting pressure on manufacturers to de-velop standards Greenpeace conducts an annual green-electronics survey and Walmart is developing a sustainability index that will apply to materials pro-ducers But that is about it
Ultimately the USA ndashindeed the world ndash will co-operate to build a clean economy This will require not only de-fining green and setting verifiable stan-dards but also finding ways to recapture the value of green in products and ser-vices And behind all this will lay long-term and consistent public policy that creates market clarity and certainty
Businesses like ours are already lay-ing the foundation
Luka Erceg is president and CEO of Simbol Materials a USA-based com-pany that is pioneering a new technique to extract the battery materials lithium manganese and zinc from geothermal brine
References 1 Manget J Roche C and Munnich F Capturing the Green Advantage for Consumer Companies Boston Consult-ing Group Inc January 20092 Cook G Chrysostomidis Y Cad-man J Wasilewski C and Wililams P Mapping and analysis of sustainable product standards Environmental Re-source Management Ltd March 2008 3 Rautner M and Harrel C Green Electronicshellip The Search Continues Results of the Green Electronics Survey Greenpeace International December 2008 4 Denend L and Plambeck EL Wal-Martrsquos Sustainability Strat-egy Stanford Graduate School of Business Stanford University April 2007
13
Source Dupont (solar panels) Vestas (wind turbines) Nissan (zero emission vehicles)
New Developments for Lithium and REE Mineral Deposits
DORFNER Analysenzentrum und Anlagenplanungsgesellschaft mbHScharhof 1 middot 92242 Hirschau GermanyFon +49 9622 82-162 anzaplandorfnercomwwwanzaplancom
ANZAPLAN is offering a complete service package that extends from state-of-the-art innovative analytical methods to processing concepts for raw materials for the high-tech industry from mineral deposit evaluation to ready-to-implement marketing concepts with a special focus on
New concepts in Lithium and REE minerals processing
Full feasibility studies and engineering
Evaluation of Lithium and REE mineral deposits
Independent from any machinery manufacturer ANZAPLAN is able to maxi-mize the customerrsquos value by offering tailor-made innovative processing solutions
Bene t from our unique pilot plant and internationally accredited laboratory
Anz_Ind_Minerals_291x216_AK4indd 1 29072011 113111 Uhr
Trends | Vertical Integration
ver the last three decades as Wall Street and management theorists encouraged companies
to focus on their core competencies the mining metals and minerals industry became less vertically integrated
Recent events however have indicated a growing trend towards the vertical in-tegration of yesteryear
Vertical integration strategies vary but recent trends show that it has been large-ly upstream as metals companies and end-users seek to add mining assets and miners add infrastructure reintroducing the question of lsquowhat makes a mining companyrsquo
Vertical integration trends have been shaped by an increase in global demand for metals and the growing importance of securing stable supplies of increas-ingly scarce resources Metals compa-nies have looked to vertically integrate primarily to secure alternative sources of raw material supply to facilitate their own continued operation Additional objectives often include gaining greater control over the price of production in-
puts and to provide future growth pros-pects
Integration exposes companies to new dimensions of market risk in different sectors of the industry and potentially decreases flexibility to react to changing market conditions It soaks up significant capital which could otherwise be de-ployed on growing the existing business
Integrating often requires MampA as or-ganic vertical growth is often impossible or impractical and deals can be risky and often do not generate the expected value Vertically integrating can stretch management into new areas of focus and could simply add too much complexity to an organisation
Despite these risks the industry is vertically integrating albeit in differ-ent ways and for different reasons The steel industry has seen considerable ver-
tical integration as producers drive for greater self-sufficiency of raw materials either due to increasingly tight supply of inputs or increasing frustration with the major minersrsquo ability to dictate price and pricing terms This strategy seeks to reduce the market power of the major iron ore producers through decreased re-liance on third-party suppliers
An example of this strategy is Arcelor-Mittal which is significantly increasing its in-house iron ore and coal business as part of a strategy to double iron ore pro-duction to 100m tpa Many other major steel companies have publicly stated their intentions to increase iron-ore and coking coal self-sufficiency
bull Taiwanrsquos China Steel plans to increase iron ore self-sufficiency from 2 to 30 by 2015
PricewaterhouseCoopersrsquo UK Mining Leader Jason Burkitt looks at the returning trend of vertical integration that is seeing downstream players acquiring strategic raw material sources
Vertical integration of yesteryear looms
15
bull POSCO targets 50 raw material self-sufficiency by 2014 and
bull Tata Steel plans to reach 100 iron ore and 50 coking coal self-suffic-iencyWhile these stated desires are clear
only time will tell whether these compa-nies and others are able to successfully and profitably deliver these strategies
Recent vertical integration has also included end-users of mining products acquiring upstream assets
Many power producers including Huadian of China and Tata Power of In-dia have made major coal mining acqui-sitions Amongst zinc smelters Nyrstar has been active in acquiring mining as-sets including their 2011 deal for Can-adarsquos Farallon Mining which increased its self-supplied zinc concentrate usage to 31
This trend will likely also apply to trad-ers as they increasingly look to build up upstream holdings seen by Glencore in their run up to a potential IPO and China Minmetals in their acquisition of assets from Oz Minerals and recent attempt for Equinox
We are beginning to see companies also look at other ways of achieving their integration objectives such as combin-
ing strategic investment and off-take or partnership agreements to lower the risk associated with integration but still reap similar benefits A number of companies have adopted this approach taking mi-nority stakes or providing initial funding to major projects
Examples include China Railwayrsquos 125 equity stake in African Minerals with a 20 year off-take agreement and JFE Steelrsquos 20 investment in the By-erwen Coal project with a long-term off-take agreement
In contrast to other miners Vale has taken a 27 stake in the Brazilian steel production assets owned by Thyssen-Krupp CSA This equity investment is combined with an exclusive iron ore supply agreement solidifying a domes-tic buyer for Valersquos Brazilian iron ore
Although vertical integration strategies vary amongst the miners generally there is no desire to increase their presence in metals manufacturing or sales Where integration has occurred the focus is primarily on infrastructure assets largely for the same motivation as described above ndash ensuring security of access to key production and transport needs Vale for example is adding a number of bulk iron ore ships to its in-house fleet
Overall trends in vertical integration reflect the changing nature of the indus-try particularly as customers are becom-ing competitors to their current suppli-ers For companies moving upstream in the quest for self-sufficiency the mines being acquired are generally not Tier one assets and are usually in the devel-opment phase
With the priority for new entrants of-ten being security of supply lower tier assets coming on stream will shift the industryrsquos cost-curve While traditional mining houses are not expected to ver-tically integrate downstream many will likely continue to integrate into infra-structure
In metals tightening supplies for raw materials and increasingly variable com-modity prices will continue to drive pro-ducers upstream either through direct ownership and control or through mi-nority ownership and strategic off-take agreements In a supply-constrained world for many companies there is no alternative
What remains to be seen is whether vertical integration can deliver sustain-able value and how the balance between miners metals companies and the mar-kets they serve will change
Clockwise Jason Burkitt PricewaterhouseCoopersrsquo UK Mining Leader BHP Billitonrsquos iron ore mining and logistics operations POSCO Steel seeking entry into the lithium market BHPrsquos Jansen Potash Project in Canada Sources PWC BHP Billiton Posco
17
hina has long bucked many global economic and industrial trends Lithium is no differ-
ent While the world in the mid-1990s became reliant on lower cost lithium derived from South American brine China continued using spodumene concentrate as its primary source
It is a trend that has not really changed and one totally at odds with global consumption patterns
Chinarsquos lithium industry has been active since the 1950s but only in the 1980s became significant following a rise in demand for consumer driven goods
Lithium was sourced from a spodumene and lepidolite mine locat-ed in the northern part of Xinjiang and Jiangxi provinces As the 1980s drew to a close imported spodumene from Australia became the main raw mate-rial source for the Chinese lithium in-dustry together with smaller quantities of spodumene from Sichuan province
This situation was turned on its head in the mid-1990s when Chilersquos SQM started to produce technical grade lith-ium carbonate priced below $2000tonne This hit most spodumene based lithium producers ndash chemical conver-tors ndash very hard and only a handful survived
Today owing to rapid market devel-opment of the lithium-ion battery and various pharmaceutical applications some entrepreneurs have started to
venture into the downstream lithium business
In the meantime mothballed spod-umene mines have been restarted in addition to new brine operations fol-lowing a lithium carbonate price rise to over the $4000tonne threshold
Limited sources downstream focus Lithium brine production is mainly lo-cated in the remote Tibet and Qinghai provinces Projects in East Tajinaier Qinghai province and Zabuye Tibet started as far back as the early 1990s before industry leaders SQM and FMC entered the marketplace
These lithium projects fell far behind their original production targets how-ever Zabuye struggled with a lack of infrastructure and difficulty in operat-ing at high altitudes Qinghairsquos lithium production was delayed due to chal-lenges removing the high magnesium content
Qinghai Lithium now has the ability to make good technical grade lithium carbonate from high magnesium-lithium ratio brine but only in limited quantities
The majority of active spodumene mines are located in Sichuan province
The reserves in this region hold Li2O contents between 1-15 and are pro-ducing spodumene concentrate with Li2O levels of 55 Most of the mines are owned by lithium chemical produc-ers as a feedstock source China has no independent spodumene supplier
A lepidolite mine located in Yichuan Jiangxi province was used to supply raw material for producing lithium hydroxide in the late-1990s for the do-mestic ceramic industry
China is now experiencing a new wave of lithium expansions in the wake of lithium-ion battery demand from portable electronics and the promise of an electric vehicle future
Chinarsquos conventional end uses for lithium include glass ceramics lithi-um-bromide absorption air-condition-ers aluminium smelting steel cast-ing protecting powder and lubricant grease
The country is experiencing growth in many of these areas particularly the glass industry a trend which is oppo-site to industry outside of Asia
Lithium processing companies in this sector are Tianqi Lithium Xinji-ang Lithium Citic Guoan and Zabuye Ganfeng Lithium is the leading pro-ducer of lithium chloride in China
Ganfeng Lithiumrsquos Wang Xiaoshen explores Chinarsquos expanding lithium industry its reliance on spodumene imports and a government-backed move towards high value exports
Rise of Chinese lithium
Ganfeng Lithiumrsquos revenues Chinese imports amp exports of lithium carbonate
6m
5m
4m
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
3m
2m
1m
0
US
$
8000
2006
2007
2008
2009
2010
6000
4000
2000
0
tonn
es
Export QtyImport Qty
Lithium | China
18 INDUSTRIAL MINERALS | wwwindmincom
Jiangxi province-based Ganfeng Lithium has established a leading po-sition of producing lithium metal and derivative products high purity lithi-um carbonate and lithium-fluoride for electrolyte production and other spe-cialties The company was listed on Shenzhen Stock Exchange in August 2010 ndash the first pure lithium company to be listed in China
Tianqi used to have the majority share of battery grade lithium carbon-ate in the domestic cathode market but now this is shared by Ganfeng Lithium and Pan Asia Lithium
Both Ganfeng Lithium and Tianqi are importing raw material Tianqi is 100 reliant on spodumene from Tali-son in Australia although the company has announced an investment into a fully owned spodumene mine in Sich-uan province and a holding in a pre-production project in Canada owned by Nemaska Exploration
The company has increased its num-ber of raw material sources to include concentrated lithium brine spodumene lepidolite and recycled material The use of spodumene and lepidolite are the new measurements to increase the source of lithium
It has also started securing interna-tional raw materials sources through an investment in Argentine brine de-veloper International Lithium Corp
Chinarsquos lithium industry is in a unique position and is unlike other major markets in Japan and South Ko-rea China has a large lithium chemical production capacity which often ex-ceeds domestic demand This enables the country to cope with demand in-creases while remaining competitive
With a significant VAT barrier on im-ports and exports Chinese companies are reluctant to trade outside of the countryrsquos borders
Australiarsquos Talison Lithium the worldrsquos leading spodumene miner relies on the Chinese market as its business driver An expected boom in demand resulted in an expansion of its Greenbushes mine to 320000tpa A second phase expansion has also been approved which will take concentrate
capacity to 720000 tpa and make Tali-son Lithium the worldrsquos largest lith-ium carbonate equivalent producer at 110000 tpa
Exporting higher value China is moving towards exports of higher value products across all indus-tries For example lithium battery ex-ports enjoy a 17 tax refund whereas for basic lithium chemicals it is 0 some products even have an export tax
As a result Chinese exports of higher-value lithium chemicals will increase
Consolidation in the industry will also become a rising trend Small lith-ium companies in niche markets will merge with bigger lithium players par-ticularly those publically listed with fi-nancial clout
With the high hopes for EV demand and energy storage the lithium indus-try has attracted significant investment in recent years The existing players will increase their capacities Brine projects in Qinghai and Tibet will have a significant increase in output over the next 2-3 years
Galaxy Resources will be produc-ing battery-grade lithium carbonate at its Jiangsu chemical plant using spodumene concentrate source from its Mt Cattlin mine in Australia This will be Chinarsquos first purpose built battery grade lithium plant Production from new spodumene projects will also en-ter the market soon
With the Chinese Government keen to support new energy industries Chi-na will maintain its growth status in lithium
19
ldquoConsolidation in the industry will increase small lithium companies in niche markets will merge with bigger lithium players particularly those publicly listedrdquo Wang Xiaoshen Vice Chairman and Vice Executive President of Ganfeng Lithium
20 INDUSTRIAL MINERALS | wwwindmincom
Print + Online + EventsAdvertising is published in print and online with links for maximum exposure
For advertising and editorial opportunities contactSimon Moores
Publication Manager+44 20 7827 6473 smooresindmincom
Ismene ClarkeAdvertising Manager
+44 20 7827 5252 iclarkeindmincom
BOOK NOW400
all inclusive
Building on the success of the inaugural 2010 IM Moving Minerals Roundtable Industrial Minerals announces its second Roundtable for 2011
With a focus on logistic strategies solutions and security of supply for key performance minerals in the filler and pigment refractory and oilfield markets the IM Moving Minerals Roundtable 2011 will appeal to all those in the supply chain for these key mineral commodities
Mine to Market Strategies Solutions Security
FIlleR MINeRals ReFRactORy MINeRals OIlFIeld MINeRals
NH Barbizon Palace Hotel ndash amsterdam
FILLER amp PIGMENT MINERALSmiddot calcium carbonatemiddot talcmiddot Kaolinmiddot ti-minerals
REFRACTORY MINERALSmiddot aluminosilicatesmiddot Bauxitemiddot Graphitemiddot Magnesia
OILFIELD MINERALSmiddot Barytesmiddot Bentonitemiddot Frac sandmiddot calcium chloride
to register and for sponsorshipexhibits contact Ismene Clarke
Advertisement Manager IM iclarkeindmincom
T +44 (0) 20 7827 5252
For presentations contact Mike OrsquoDriscoll
Editor IM modriscollindmincom
T +44 (0) 20 7827 6444
SPONSORS
Lithium | Jadarite
uropean lithium supply has evaded the spotlight in recent years Ex-ploration activity has focused on
Canada Australia and the USA While much debate has centered on brine
and spodumene lithium sources Rio Tinto has been developing a different lithium de-posit based on a newly discovered mineral jadarite in the eastern European country of Serbia
Serbian and American geologists work-ing for Rio Tinto discovered the deposit in 2004 near the town of Loznica They dis-covered the mineral jadarite in 2007 and Serbiarsquos Jadar basin is the only place in the world where the mineral can be found
Jadarite shot to fame when discovered as it had the exact chemical composition as the fictional mineral kryptonite from the Superman series
Due to its high lithium and borate con-centrations ndash and an assessed geological resource of more than 200m tonnes ndash Ja-dar has been ranked as one of the largest lithium deposits in the world
The deposit is geographically contained within three discrete vertically stacked zones Rio Tinto Minerals has focused its studies on the highest grade and larg-est zone called the Lower Jadarite Zone and has declared an inferred resource of 1253m tonnes with a weighted average Li2O concentration of 18 and 162m tonnes B2O3 for the lower zone only
If developed the deposit has the potential to supply more than 20 of global lithium demand
Lithium has many applications from medical uses to batteries to ceramics and aircraft alloys
The fastest growing application is lith-ium batteries for hybrid and electric cars The world market for hybrid vehicles is predicted to increase to more than 11m ve-
hicles a year by 2020 or about 23 times the market size in 2008
The deposit also contains borates Rio Tinto Minerals produces nearly 40 of the worldrsquos demand for refined borates from its mines in California and Argentina Ore from these mines is processed locally and further refining takes place in France and California The company also oper-ates shipping facilities in California the Netherlands Spain Malaysia and China as well as a global network of sales offices and stock points
Borates are essential micronutrients for all plants and boron deficiency affects almost all major crops grown around the world Without borate fertilisers crop yields and quality can be greatly reduced
Borates are also key ingredients in glass production including insulation fiberglass that keeps buildings energy-efficient tex-tile fiberglass used in windmill blades and
glass components of televisions comput-ers solar heating devices and heat resistant cookware
Rio Tinto Mineralsrsquo team is working closely with Serbiarsquos Ministry of the En-vironment Mines and Spatial Planning community members and other stakehold-ers as the Jadar project progresses
Leaders also signed a MOU with Lozni-ca Municipality reinforcing an ongoing agreement to co-operate and share infor-mation to support development of the proj-ect
At present Jadar is in the prefeasibility stage which includes research aimed to better understand the deposit pilot-testing recovery and processing methods con-ducting mining trade-off studies and col-laborating with Serbian experts to conduct the extensive environmental and socioeco-nomic analysis that lays the groundwork for efficient and responsible development
If developed production could com-mence within the next six years
Rio Tintorsquos strategy to invest in large long-term cost competitive mines means that the company operates on extended time horizons These long-term commit-ments provide opportunities to plan imple-ment and deliver sustainable contributions to social wellbeing environmental stew-ardship and economic prosperity every-where the company operates
Rio Tinto outlines its progress to commercialise lithium production from the newly discovered mineral jadarite
Serbian lithium under focus
21
Senior geologist Vladisav Eric examines a core sample of jadarite Source Rio Tinto
The profiles of lithium and vanadium have increased significantly over the last five years owing to their use in emerging battery technologies
The movement to cleaner green econ-omies relies on a reduction in fossil fuel consumption particularly oil and gas In order to achieve this industry and gov-ernments are turning to battery storage to make new electricity sources ndash such as wind and solar ndash more manageable
The rise of battery technology over the last decade has seen designs that are increasingly based on the minerals lithium and vanadium But as the tech-nology adoption gathers pace the sup-ply of these critical minerals is at risk of falling short
Lithium In 2010 the size of global lithium in-dustry (including both chemicals and minerals) was about 125000tpa of lith-ium carbonate equivalent (LCE) with a compound average growth rate of 6 pa throughout the decade
In 2000 the market was about 70000tpa and the use of lithium in batteries repre-sented 5-7 whereas the use of lithium
in batteries in 2010 was estimated at 20-25 of the market Throughout the last decade the market for lithium in batter-ies has grown at 20-25 pa ndash the battery sector has driven the industry for the last 11 years
Lithium has been studied as a cath-ode and electrolyte for both primary and re-chargeable batteries for almost a century but its reactivity proved to be a double-edged sword as it was a barrier to the development of batteries that meet todayrsquos high standards of occupational health and safety But due to the pio-neering work of Japanese and American chemists these issues are now a concern of the past
Cost has limited primary and second-ary lithium batteries until the last few years where weight and longevity were paramount Improvements in manufac-turing techniques now produce a reliable battery at a reasonable cost and resulting demand is taking off
Today lithium-based batteries are found in computers mobile phones portable audio-visual equipment power tools electric bikes and electric vehicles The overall growth of this sector in this
decade is forecast to be 25-30pa ndash a doubling of demand every three years On this basis the lithium battery sector could grow from 20-25000 tpa LCE in 2010 to 180-220000tpa in 2020 a huge proportion of a total lithium market of 240-280000tpa LCE
This rapid acceleration of anticipated growth has resulted in fears of a supply shortage
Reed Resources through the devel-opment of the Mt Marion SpodumeneLithium Project is in a position to ar-rest the looming shortfall in supply The company aims to become a preferred supplier of spodumene to the Chinese lithium carbonate industry within 12 months This is through advanced plans to participate in the downstream produc-tion of lithium chemicals for the battery industry
As with many developing technolo-gies it is China that will be leading the market in the coming years in terms of both consumption and production Chi-narsquos over-arching strategy includes
bull To become a world leader in green technologies and low carbon energy
bull To reduce dependence on oil ndash particu-larly for transport
bull Investment of significant technologi-cal and financial resources in the de-velopment of renewable energy with a focus on wind turbines backed-up by mass energy storage
bull Electric and hybrid vehicles to consti-tute at least 25 of vehicles by 2020 and 50 by 2030 to be backed up by a comprehensive system of re-charging platformsstations
bull Lithium battery power to replace lead acid powered E-Bikes as soon as prac-ticable assisted by the gradual closure of lead acid battery manufacture
For much of the past decade growth in the lithium market has been lagging the forecast of both consumers and produc-ers However in the past 12-18 months there has been a significant turnaround such that consumer and producer fore-casts are now lagging actual demand Inevitably this will lead to increased prices for lithium carbonate Roskill In-
22 INDUSTRIAL MINERALS | wwwindmincom
Lithium and vanadium rise as economies move from fossil fuels to battery technology by Dudley Kingsnorth and Chris Reed of Reed Resources
Battery bounce
Lithium | Lithium + Vanadium
formation Services is forecasting prices of $6-7000tonne in the short to medi-um term compared with present prices of $4500-5500tonne
Reed Resources and partner Mineral Resources Ltd one of Australiarsquos larg-est mining services companies is bring-ing the Mt Marion Lithium Project into production in H1 2012 Mt Marion will initially produce 200000 tpa of chemi-cal grade spodumene is totally uncon-tracted and the partners are ready to dis-cuss cooperative agreements with new and existing mineral converters
VanadiumIn 2010 the size of global vanadium industry was around 64000 tonnes or 250m lbs of vanadium pentoxide equivalent It experienced a compound average growth rate of 6 pa through-out the decade
Increasing levels of steel production over the last decade ndash particularly in China ndash have caused a structural shift upwards in vanadium pricing levels However it has not been plain sailing
The global financial crisis interrupted its day in the sun and the recovery was short lived as leading western producers
Evraz and Xstrata returned to full pro-duction and dominant Chinese producer Pangang delivered staged expansions ahead of time
In mid-2010 against the backdrop of recovering Western steel production levels and Chinese steelmakers moving to higher V-content in rebar prices fell and have moved sideways ever since Why this disconnection from steel (in-dicators) and break of this strong posi-tive correlation Leading market com-mentators opine that prices will trend up driven by growth in all the majors sources of vanadium demand Targets range from $10-18lb over the next five years
At Reed Resources we are comfort-able with the medium and long term fundamentals of the market particularly the non-steel applications Each new generation of aircraft contains more lightweight titanium alloys in response to demand for greater fuel efficiency
Another developing technology that could have major implications for va-nadium demand is the Vanadium Redox Battery (VRB) The VRB is an example of chemical storage of energy that is the storage of energy in a vanadium bearing
solution then discharging the energy through ion exchange (membrane) units The size of the tankage dictates storage capacity and the number of discharge units the power output
The beauty of this Australian inven-tion is that the number of deep discharge cycles has been measured at between 10 and 20 thousand times (or over 25 years with daily chargedischarge)
There is a limit to concentration of va-nadium in solution (a practical energy to volume limitation) 1 MWh of storage capacity requires about 60 cubic metres of solution containing 9-95 tonnes of V2O5 The largest battery seen recently in a visit to China was 2MW8MWh but they were building 5MW30MWh requiring some 270 tonnes or 600000 pounds of V2O5 The driving force be-hind this in China is the ~200bn Yuan spent on renewable energy last year Without storage approximately 70 of wind energy is typically lost
The lithium-vanadium battery is an exciting prospect Like the 57 varieties of Heinz sauces so too are the different chemistries of lithium batteries Unless another element is found the lithium-vanadium battery has the highest theo-retical voltage output (power) and en-ergy density (range)
Supporting this postulation are ex-amples from Subaru (G4E) and Audi (A2) Audi in partnership with German battery maker DBM Energy and utility Lekker Erenrgie drove an all electric A2 a record 603km on a single charge In addition its battery can be fully re-charged in 6 minutes from a standard 240V source
Chinarsquos BYD Japanrsquos GS Yuasa and the USArsquos Valence Technologies are all developing batteries based on lithium-Vanadium chemistry
Reed Resources is in the financing and approvals phase of our Barrambie Vana-dium Project Australiarsquos richest vana-dium reserve and subject to financing we aim to be in production in 201415 producing around 25m lbs a year of high-purity vanadium pentoxide
Reed Resources is an Australian lithium and vanadium development company
23
1 Lead-Acid The most economical battery for large power applications where weight is not a major consideration
2 Nickel-Cadmium Economical with a long life but are being phased out due to the toxicity of cadmium
3 Nickel-Metal Hydride Capable of delivering high density energy compared with nickel-cadmium but they do not have a long life This has been further complicated by supply doubts of a key input material rare earths which is providing impetus to the development of the lithium-ion batteries
4 Lithium-Ion The fastest growing secondary battery owing to its capability to deliver high density energy with a high power to weight ratio However the required design for adequate consumer safety means that it is not a low cost option Re-search into improved manufacturing techniques is steadily reducing the cost
5 Lithium-Ion Polymer This adaption of the lithium-ion battery is a more cost effective option possessing a higher energy density that can be manufactured in physical shapes and that are more compatible with the demands of todayrsquos portable audio-visual equipment
Major secondary batteries
Industrial Minerals Could you provide a brief overview of where Rincon Lithium is at Mike Tamlin Rincon Lithium is in transition from a development project to a commercial business Rincon Lith-ium will produce battery grade gt995 Li2CO3 with first commercial shipments to customers in early 2012 Plant com-missioning has been conducted and pro-duction is in early stabilisation phases in which attention to quality consistency and reliability has priority
Early production before optimisation work resulted in gt995 grade prod-uct Lithium carbonate will be the sole product until the commissioning of by-
product facilities that include potassium chloride
IM Industrial Minerals first re-ported on the Rincon Salar devel-opment in the early 2000s It has been a long road to get to this point What have been the main hurdles for Rincon Lithium since acquir-ing the project from Admiralty Re-sources in 2008MT The Sentient Group acquired the project in late December 2008 when the project was under-funded and develop-ment was virtually at standstill The most intense period of the development of Rincon has been in the period since then
Sentient has provided the funding that is critical to any successful project de-velopment This period has seen the con-
struction and operation of a pilot plant followed by the construction of a small capacity commercial scale plant It has also incorporated the acquisition and con-solidation of the extensive lithium sodi-um sulphate and water tenement package the will underwrite the long-term security of production at large volumes The first large capacity expansion is in feasibility planning and early design phases and the company has built and mobilised the pro-duction team
IM There have been a lot of lithi-um junior companies entering the industry since 2009 At its peak more than 100 companies owned lithium tenements What are your thoughts on this boom in interest MT The future demand from the EV
24 INDUSTRIAL MINERALS | wwwindmincom
With the race for lithium slowing focus is moving to the complex manufacture of the battery raw material lithium carbonate Industrial Minerals spoke with Rincon Lithiumrsquos general manager Mike Tamlin on why he believes only a fraction of new companies will begin production and how even less will be profitable
Lithiumrsquos long game
Lithium | Carbonate
Main picture Brine evaporation ponds in the Salar del Rincon Argentina Source Rincon Lithium
industry will need considerable expan-sion in production capacity That in turn will demand large scale capital invest-ment in new plant and resource develop-ment
Exploration and development has a long lead time so the new-found inter-est is timely That said the usual rule of thumb in resources development is that only about 10 of potential resources ever reach production and only 3 are commercially stable and profitable so the odds are stacked against more than a few of these juniors surviving
Rincon Lithium has developed the project in an orderly and thorough way to ensure that it will be a stable large ca-pacity producer for the long term
IM Does it accurately reflect the prospects of the EV industry or is it overhypedMT The potential of the EV industry is best summarised by the massive de-velopment investment by the major car-makers worldwide
The auto industry and battery manu-facturers need reliable and secure un-constrained lithium supply over the long term The lithium industry needs to re-spond in a measured and credible way that fulfils the needs of its ultimate cus-tomers
IM Has the complexity of pro-ducing a suitable and consistent lithium carbonate grade for EV batteries been underestimatedMT Very much so at the junior end and less so at the established end of the industry Rincon has been through an extensive resource development and process development phase and knows just how difficult and exhausting the de-velopment process is
Fortunately Rincon Lithium has not had the funding constraints recently that it suffered in its early days and has been able to deal with this complexity
Process development requires con-siderable time money and technical know-how Operating a production fa-cility reliably and consistently requires well organised well-funded and skilled people and technical resources
Optimising and stabilising production after commissioning takes some time to achieve the reliability needed Future demand will require production on a significantly larger scale than before re-quiring more investment even for exist-ing major producers
IM Is the price of lithium carbon-ate really as irrelevant as many say MT It may be the smallest input cost to the battery producer but the cathode manufacturer which purchases the mate-rial would have a different view
Price always matters in the commer-cial world of which lithium production cathode production and car making are integral parts Price stability is probably more important than absolute price
Price always matters to the high cost producers in any industry because the natural price floor is near the cost of the highest cost producers In that re-spect brine resources that are suitable for commercial production and are well managed have the edge over hard rock production sources
IM Is there room for a lithium brine producer in a spodumene-feedstock dominated China MT Hard rock production inherently consumes more fossil fuels emits more carbon and is generally more energy intensive than production from brine resources
There are many reasons why solar pond brine resource lithium would be a superior source in environmental terms in China as they are elsewhere There is no commercial reason to exclude pro-duction from Chinese brine resources There are several reasons associated
with difficult brine chemistry and very challenging logistics that explain why Chinese production is dominated by hard rock resources
IM Unlike other critical materials like rare earths lithium has steady supply from a number of different sources outside of China Some commentators have suggested that it should not be deemed criti-cal or strategic Would you agree with thisMT Suppliers are rarely the right peo-ple to ask if they are critical or strategic However I suspect critical or strategic should be determined by the importance of their end use rather than the supply concentration
Lithium will be a very important raw material to EV producers even though lithium resources are not limited Devel-oped viable and active lithium sources will be far fewer in number than the un-developed resource base
Concentration of supply can become a threat to supply security in some situa-tions like it has in rare earths but that is a different issue It is not the same for lithium
IM Do you think China is the deal-maker or breaker for global EV adoptionMT Making EVs more affordable is more a universal issue that could be a barrier to EV commercial success
China will be one of the important markets due to its size and the govern-ment financial support for EV adoption
IM On a global scale how impor-tant are governments to the adop-tion of EVs which at present are not cost efficient MT Governments have an important role to play However in the current financial circumstances worldwide governments in many countries appear to have limited resources to subsidise EVs
Sooner or later unit costs of EVs have to be reduced through engineering man-ufacturing improvements and economy of scale
25
ldquoLithium price stability is probably
more important than absolute pricerdquo
Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

New Developments for Lithium and REE Mineral Deposits
DORFNER Analysenzentrum und Anlagenplanungsgesellschaft mbHScharhof 1 middot 92242 Hirschau GermanyFon +49 9622 82-162 anzaplandorfnercomwwwanzaplancom
ANZAPLAN is offering a complete service package that extends from state-of-the-art innovative analytical methods to processing concepts for raw materials for the high-tech industry from mineral deposit evaluation to ready-to-implement marketing concepts with a special focus on
New concepts in Lithium and REE minerals processing
Full feasibility studies and engineering
Evaluation of Lithium and REE mineral deposits
Independent from any machinery manufacturer ANZAPLAN is able to maxi-mize the customerrsquos value by offering tailor-made innovative processing solutions
Bene t from our unique pilot plant and internationally accredited laboratory
Anz_Ind_Minerals_291x216_AK4indd 1 29072011 113111 Uhr
Trends | Vertical Integration
ver the last three decades as Wall Street and management theorists encouraged companies
to focus on their core competencies the mining metals and minerals industry became less vertically integrated
Recent events however have indicated a growing trend towards the vertical in-tegration of yesteryear
Vertical integration strategies vary but recent trends show that it has been large-ly upstream as metals companies and end-users seek to add mining assets and miners add infrastructure reintroducing the question of lsquowhat makes a mining companyrsquo
Vertical integration trends have been shaped by an increase in global demand for metals and the growing importance of securing stable supplies of increas-ingly scarce resources Metals compa-nies have looked to vertically integrate primarily to secure alternative sources of raw material supply to facilitate their own continued operation Additional objectives often include gaining greater control over the price of production in-
puts and to provide future growth pros-pects
Integration exposes companies to new dimensions of market risk in different sectors of the industry and potentially decreases flexibility to react to changing market conditions It soaks up significant capital which could otherwise be de-ployed on growing the existing business
Integrating often requires MampA as or-ganic vertical growth is often impossible or impractical and deals can be risky and often do not generate the expected value Vertically integrating can stretch management into new areas of focus and could simply add too much complexity to an organisation
Despite these risks the industry is vertically integrating albeit in differ-ent ways and for different reasons The steel industry has seen considerable ver-
tical integration as producers drive for greater self-sufficiency of raw materials either due to increasingly tight supply of inputs or increasing frustration with the major minersrsquo ability to dictate price and pricing terms This strategy seeks to reduce the market power of the major iron ore producers through decreased re-liance on third-party suppliers
An example of this strategy is Arcelor-Mittal which is significantly increasing its in-house iron ore and coal business as part of a strategy to double iron ore pro-duction to 100m tpa Many other major steel companies have publicly stated their intentions to increase iron-ore and coking coal self-sufficiency
bull Taiwanrsquos China Steel plans to increase iron ore self-sufficiency from 2 to 30 by 2015
PricewaterhouseCoopersrsquo UK Mining Leader Jason Burkitt looks at the returning trend of vertical integration that is seeing downstream players acquiring strategic raw material sources
Vertical integration of yesteryear looms
15
bull POSCO targets 50 raw material self-sufficiency by 2014 and
bull Tata Steel plans to reach 100 iron ore and 50 coking coal self-suffic-iencyWhile these stated desires are clear
only time will tell whether these compa-nies and others are able to successfully and profitably deliver these strategies
Recent vertical integration has also included end-users of mining products acquiring upstream assets
Many power producers including Huadian of China and Tata Power of In-dia have made major coal mining acqui-sitions Amongst zinc smelters Nyrstar has been active in acquiring mining as-sets including their 2011 deal for Can-adarsquos Farallon Mining which increased its self-supplied zinc concentrate usage to 31
This trend will likely also apply to trad-ers as they increasingly look to build up upstream holdings seen by Glencore in their run up to a potential IPO and China Minmetals in their acquisition of assets from Oz Minerals and recent attempt for Equinox
We are beginning to see companies also look at other ways of achieving their integration objectives such as combin-
ing strategic investment and off-take or partnership agreements to lower the risk associated with integration but still reap similar benefits A number of companies have adopted this approach taking mi-nority stakes or providing initial funding to major projects
Examples include China Railwayrsquos 125 equity stake in African Minerals with a 20 year off-take agreement and JFE Steelrsquos 20 investment in the By-erwen Coal project with a long-term off-take agreement
In contrast to other miners Vale has taken a 27 stake in the Brazilian steel production assets owned by Thyssen-Krupp CSA This equity investment is combined with an exclusive iron ore supply agreement solidifying a domes-tic buyer for Valersquos Brazilian iron ore
Although vertical integration strategies vary amongst the miners generally there is no desire to increase their presence in metals manufacturing or sales Where integration has occurred the focus is primarily on infrastructure assets largely for the same motivation as described above ndash ensuring security of access to key production and transport needs Vale for example is adding a number of bulk iron ore ships to its in-house fleet
Overall trends in vertical integration reflect the changing nature of the indus-try particularly as customers are becom-ing competitors to their current suppli-ers For companies moving upstream in the quest for self-sufficiency the mines being acquired are generally not Tier one assets and are usually in the devel-opment phase
With the priority for new entrants of-ten being security of supply lower tier assets coming on stream will shift the industryrsquos cost-curve While traditional mining houses are not expected to ver-tically integrate downstream many will likely continue to integrate into infra-structure
In metals tightening supplies for raw materials and increasingly variable com-modity prices will continue to drive pro-ducers upstream either through direct ownership and control or through mi-nority ownership and strategic off-take agreements In a supply-constrained world for many companies there is no alternative
What remains to be seen is whether vertical integration can deliver sustain-able value and how the balance between miners metals companies and the mar-kets they serve will change
Clockwise Jason Burkitt PricewaterhouseCoopersrsquo UK Mining Leader BHP Billitonrsquos iron ore mining and logistics operations POSCO Steel seeking entry into the lithium market BHPrsquos Jansen Potash Project in Canada Sources PWC BHP Billiton Posco
17
hina has long bucked many global economic and industrial trends Lithium is no differ-
ent While the world in the mid-1990s became reliant on lower cost lithium derived from South American brine China continued using spodumene concentrate as its primary source
It is a trend that has not really changed and one totally at odds with global consumption patterns
Chinarsquos lithium industry has been active since the 1950s but only in the 1980s became significant following a rise in demand for consumer driven goods
Lithium was sourced from a spodumene and lepidolite mine locat-ed in the northern part of Xinjiang and Jiangxi provinces As the 1980s drew to a close imported spodumene from Australia became the main raw mate-rial source for the Chinese lithium in-dustry together with smaller quantities of spodumene from Sichuan province
This situation was turned on its head in the mid-1990s when Chilersquos SQM started to produce technical grade lith-ium carbonate priced below $2000tonne This hit most spodumene based lithium producers ndash chemical conver-tors ndash very hard and only a handful survived
Today owing to rapid market devel-opment of the lithium-ion battery and various pharmaceutical applications some entrepreneurs have started to
venture into the downstream lithium business
In the meantime mothballed spod-umene mines have been restarted in addition to new brine operations fol-lowing a lithium carbonate price rise to over the $4000tonne threshold
Limited sources downstream focus Lithium brine production is mainly lo-cated in the remote Tibet and Qinghai provinces Projects in East Tajinaier Qinghai province and Zabuye Tibet started as far back as the early 1990s before industry leaders SQM and FMC entered the marketplace
These lithium projects fell far behind their original production targets how-ever Zabuye struggled with a lack of infrastructure and difficulty in operat-ing at high altitudes Qinghairsquos lithium production was delayed due to chal-lenges removing the high magnesium content
Qinghai Lithium now has the ability to make good technical grade lithium carbonate from high magnesium-lithium ratio brine but only in limited quantities
The majority of active spodumene mines are located in Sichuan province
The reserves in this region hold Li2O contents between 1-15 and are pro-ducing spodumene concentrate with Li2O levels of 55 Most of the mines are owned by lithium chemical produc-ers as a feedstock source China has no independent spodumene supplier
A lepidolite mine located in Yichuan Jiangxi province was used to supply raw material for producing lithium hydroxide in the late-1990s for the do-mestic ceramic industry
China is now experiencing a new wave of lithium expansions in the wake of lithium-ion battery demand from portable electronics and the promise of an electric vehicle future
Chinarsquos conventional end uses for lithium include glass ceramics lithi-um-bromide absorption air-condition-ers aluminium smelting steel cast-ing protecting powder and lubricant grease
The country is experiencing growth in many of these areas particularly the glass industry a trend which is oppo-site to industry outside of Asia
Lithium processing companies in this sector are Tianqi Lithium Xinji-ang Lithium Citic Guoan and Zabuye Ganfeng Lithium is the leading pro-ducer of lithium chloride in China
Ganfeng Lithiumrsquos Wang Xiaoshen explores Chinarsquos expanding lithium industry its reliance on spodumene imports and a government-backed move towards high value exports
Rise of Chinese lithium
Ganfeng Lithiumrsquos revenues Chinese imports amp exports of lithium carbonate
6m
5m
4m
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
3m
2m
1m
0
US
$
8000
2006
2007
2008
2009
2010
6000
4000
2000
0
tonn
es
Export QtyImport Qty
Lithium | China
18 INDUSTRIAL MINERALS | wwwindmincom
Jiangxi province-based Ganfeng Lithium has established a leading po-sition of producing lithium metal and derivative products high purity lithi-um carbonate and lithium-fluoride for electrolyte production and other spe-cialties The company was listed on Shenzhen Stock Exchange in August 2010 ndash the first pure lithium company to be listed in China
Tianqi used to have the majority share of battery grade lithium carbon-ate in the domestic cathode market but now this is shared by Ganfeng Lithium and Pan Asia Lithium
Both Ganfeng Lithium and Tianqi are importing raw material Tianqi is 100 reliant on spodumene from Tali-son in Australia although the company has announced an investment into a fully owned spodumene mine in Sich-uan province and a holding in a pre-production project in Canada owned by Nemaska Exploration
The company has increased its num-ber of raw material sources to include concentrated lithium brine spodumene lepidolite and recycled material The use of spodumene and lepidolite are the new measurements to increase the source of lithium
It has also started securing interna-tional raw materials sources through an investment in Argentine brine de-veloper International Lithium Corp
Chinarsquos lithium industry is in a unique position and is unlike other major markets in Japan and South Ko-rea China has a large lithium chemical production capacity which often ex-ceeds domestic demand This enables the country to cope with demand in-creases while remaining competitive
With a significant VAT barrier on im-ports and exports Chinese companies are reluctant to trade outside of the countryrsquos borders
Australiarsquos Talison Lithium the worldrsquos leading spodumene miner relies on the Chinese market as its business driver An expected boom in demand resulted in an expansion of its Greenbushes mine to 320000tpa A second phase expansion has also been approved which will take concentrate
capacity to 720000 tpa and make Tali-son Lithium the worldrsquos largest lith-ium carbonate equivalent producer at 110000 tpa
Exporting higher value China is moving towards exports of higher value products across all indus-tries For example lithium battery ex-ports enjoy a 17 tax refund whereas for basic lithium chemicals it is 0 some products even have an export tax
As a result Chinese exports of higher-value lithium chemicals will increase
Consolidation in the industry will also become a rising trend Small lith-ium companies in niche markets will merge with bigger lithium players par-ticularly those publically listed with fi-nancial clout
With the high hopes for EV demand and energy storage the lithium indus-try has attracted significant investment in recent years The existing players will increase their capacities Brine projects in Qinghai and Tibet will have a significant increase in output over the next 2-3 years
Galaxy Resources will be produc-ing battery-grade lithium carbonate at its Jiangsu chemical plant using spodumene concentrate source from its Mt Cattlin mine in Australia This will be Chinarsquos first purpose built battery grade lithium plant Production from new spodumene projects will also en-ter the market soon
With the Chinese Government keen to support new energy industries Chi-na will maintain its growth status in lithium
19
ldquoConsolidation in the industry will increase small lithium companies in niche markets will merge with bigger lithium players particularly those publicly listedrdquo Wang Xiaoshen Vice Chairman and Vice Executive President of Ganfeng Lithium
20 INDUSTRIAL MINERALS | wwwindmincom
Print + Online + EventsAdvertising is published in print and online with links for maximum exposure
For advertising and editorial opportunities contactSimon Moores
Publication Manager+44 20 7827 6473 smooresindmincom
Ismene ClarkeAdvertising Manager
+44 20 7827 5252 iclarkeindmincom
BOOK NOW400
all inclusive
Building on the success of the inaugural 2010 IM Moving Minerals Roundtable Industrial Minerals announces its second Roundtable for 2011
With a focus on logistic strategies solutions and security of supply for key performance minerals in the filler and pigment refractory and oilfield markets the IM Moving Minerals Roundtable 2011 will appeal to all those in the supply chain for these key mineral commodities
Mine to Market Strategies Solutions Security
FIlleR MINeRals ReFRactORy MINeRals OIlFIeld MINeRals
NH Barbizon Palace Hotel ndash amsterdam
FILLER amp PIGMENT MINERALSmiddot calcium carbonatemiddot talcmiddot Kaolinmiddot ti-minerals
REFRACTORY MINERALSmiddot aluminosilicatesmiddot Bauxitemiddot Graphitemiddot Magnesia
OILFIELD MINERALSmiddot Barytesmiddot Bentonitemiddot Frac sandmiddot calcium chloride
to register and for sponsorshipexhibits contact Ismene Clarke
Advertisement Manager IM iclarkeindmincom
T +44 (0) 20 7827 5252
For presentations contact Mike OrsquoDriscoll
Editor IM modriscollindmincom
T +44 (0) 20 7827 6444
SPONSORS
Lithium | Jadarite
uropean lithium supply has evaded the spotlight in recent years Ex-ploration activity has focused on
Canada Australia and the USA While much debate has centered on brine
and spodumene lithium sources Rio Tinto has been developing a different lithium de-posit based on a newly discovered mineral jadarite in the eastern European country of Serbia
Serbian and American geologists work-ing for Rio Tinto discovered the deposit in 2004 near the town of Loznica They dis-covered the mineral jadarite in 2007 and Serbiarsquos Jadar basin is the only place in the world where the mineral can be found
Jadarite shot to fame when discovered as it had the exact chemical composition as the fictional mineral kryptonite from the Superman series
Due to its high lithium and borate con-centrations ndash and an assessed geological resource of more than 200m tonnes ndash Ja-dar has been ranked as one of the largest lithium deposits in the world
The deposit is geographically contained within three discrete vertically stacked zones Rio Tinto Minerals has focused its studies on the highest grade and larg-est zone called the Lower Jadarite Zone and has declared an inferred resource of 1253m tonnes with a weighted average Li2O concentration of 18 and 162m tonnes B2O3 for the lower zone only
If developed the deposit has the potential to supply more than 20 of global lithium demand
Lithium has many applications from medical uses to batteries to ceramics and aircraft alloys
The fastest growing application is lith-ium batteries for hybrid and electric cars The world market for hybrid vehicles is predicted to increase to more than 11m ve-
hicles a year by 2020 or about 23 times the market size in 2008
The deposit also contains borates Rio Tinto Minerals produces nearly 40 of the worldrsquos demand for refined borates from its mines in California and Argentina Ore from these mines is processed locally and further refining takes place in France and California The company also oper-ates shipping facilities in California the Netherlands Spain Malaysia and China as well as a global network of sales offices and stock points
Borates are essential micronutrients for all plants and boron deficiency affects almost all major crops grown around the world Without borate fertilisers crop yields and quality can be greatly reduced
Borates are also key ingredients in glass production including insulation fiberglass that keeps buildings energy-efficient tex-tile fiberglass used in windmill blades and
glass components of televisions comput-ers solar heating devices and heat resistant cookware
Rio Tinto Mineralsrsquo team is working closely with Serbiarsquos Ministry of the En-vironment Mines and Spatial Planning community members and other stakehold-ers as the Jadar project progresses
Leaders also signed a MOU with Lozni-ca Municipality reinforcing an ongoing agreement to co-operate and share infor-mation to support development of the proj-ect
At present Jadar is in the prefeasibility stage which includes research aimed to better understand the deposit pilot-testing recovery and processing methods con-ducting mining trade-off studies and col-laborating with Serbian experts to conduct the extensive environmental and socioeco-nomic analysis that lays the groundwork for efficient and responsible development
If developed production could com-mence within the next six years
Rio Tintorsquos strategy to invest in large long-term cost competitive mines means that the company operates on extended time horizons These long-term commit-ments provide opportunities to plan imple-ment and deliver sustainable contributions to social wellbeing environmental stew-ardship and economic prosperity every-where the company operates
Rio Tinto outlines its progress to commercialise lithium production from the newly discovered mineral jadarite
Serbian lithium under focus
21
Senior geologist Vladisav Eric examines a core sample of jadarite Source Rio Tinto
The profiles of lithium and vanadium have increased significantly over the last five years owing to their use in emerging battery technologies
The movement to cleaner green econ-omies relies on a reduction in fossil fuel consumption particularly oil and gas In order to achieve this industry and gov-ernments are turning to battery storage to make new electricity sources ndash such as wind and solar ndash more manageable
The rise of battery technology over the last decade has seen designs that are increasingly based on the minerals lithium and vanadium But as the tech-nology adoption gathers pace the sup-ply of these critical minerals is at risk of falling short
Lithium In 2010 the size of global lithium in-dustry (including both chemicals and minerals) was about 125000tpa of lith-ium carbonate equivalent (LCE) with a compound average growth rate of 6 pa throughout the decade
In 2000 the market was about 70000tpa and the use of lithium in batteries repre-sented 5-7 whereas the use of lithium
in batteries in 2010 was estimated at 20-25 of the market Throughout the last decade the market for lithium in batter-ies has grown at 20-25 pa ndash the battery sector has driven the industry for the last 11 years
Lithium has been studied as a cath-ode and electrolyte for both primary and re-chargeable batteries for almost a century but its reactivity proved to be a double-edged sword as it was a barrier to the development of batteries that meet todayrsquos high standards of occupational health and safety But due to the pio-neering work of Japanese and American chemists these issues are now a concern of the past
Cost has limited primary and second-ary lithium batteries until the last few years where weight and longevity were paramount Improvements in manufac-turing techniques now produce a reliable battery at a reasonable cost and resulting demand is taking off
Today lithium-based batteries are found in computers mobile phones portable audio-visual equipment power tools electric bikes and electric vehicles The overall growth of this sector in this
decade is forecast to be 25-30pa ndash a doubling of demand every three years On this basis the lithium battery sector could grow from 20-25000 tpa LCE in 2010 to 180-220000tpa in 2020 a huge proportion of a total lithium market of 240-280000tpa LCE
This rapid acceleration of anticipated growth has resulted in fears of a supply shortage
Reed Resources through the devel-opment of the Mt Marion SpodumeneLithium Project is in a position to ar-rest the looming shortfall in supply The company aims to become a preferred supplier of spodumene to the Chinese lithium carbonate industry within 12 months This is through advanced plans to participate in the downstream produc-tion of lithium chemicals for the battery industry
As with many developing technolo-gies it is China that will be leading the market in the coming years in terms of both consumption and production Chi-narsquos over-arching strategy includes
bull To become a world leader in green technologies and low carbon energy
bull To reduce dependence on oil ndash particu-larly for transport
bull Investment of significant technologi-cal and financial resources in the de-velopment of renewable energy with a focus on wind turbines backed-up by mass energy storage
bull Electric and hybrid vehicles to consti-tute at least 25 of vehicles by 2020 and 50 by 2030 to be backed up by a comprehensive system of re-charging platformsstations
bull Lithium battery power to replace lead acid powered E-Bikes as soon as prac-ticable assisted by the gradual closure of lead acid battery manufacture
For much of the past decade growth in the lithium market has been lagging the forecast of both consumers and produc-ers However in the past 12-18 months there has been a significant turnaround such that consumer and producer fore-casts are now lagging actual demand Inevitably this will lead to increased prices for lithium carbonate Roskill In-
22 INDUSTRIAL MINERALS | wwwindmincom
Lithium and vanadium rise as economies move from fossil fuels to battery technology by Dudley Kingsnorth and Chris Reed of Reed Resources
Battery bounce
Lithium | Lithium + Vanadium
formation Services is forecasting prices of $6-7000tonne in the short to medi-um term compared with present prices of $4500-5500tonne
Reed Resources and partner Mineral Resources Ltd one of Australiarsquos larg-est mining services companies is bring-ing the Mt Marion Lithium Project into production in H1 2012 Mt Marion will initially produce 200000 tpa of chemi-cal grade spodumene is totally uncon-tracted and the partners are ready to dis-cuss cooperative agreements with new and existing mineral converters
VanadiumIn 2010 the size of global vanadium industry was around 64000 tonnes or 250m lbs of vanadium pentoxide equivalent It experienced a compound average growth rate of 6 pa through-out the decade
Increasing levels of steel production over the last decade ndash particularly in China ndash have caused a structural shift upwards in vanadium pricing levels However it has not been plain sailing
The global financial crisis interrupted its day in the sun and the recovery was short lived as leading western producers
Evraz and Xstrata returned to full pro-duction and dominant Chinese producer Pangang delivered staged expansions ahead of time
In mid-2010 against the backdrop of recovering Western steel production levels and Chinese steelmakers moving to higher V-content in rebar prices fell and have moved sideways ever since Why this disconnection from steel (in-dicators) and break of this strong posi-tive correlation Leading market com-mentators opine that prices will trend up driven by growth in all the majors sources of vanadium demand Targets range from $10-18lb over the next five years
At Reed Resources we are comfort-able with the medium and long term fundamentals of the market particularly the non-steel applications Each new generation of aircraft contains more lightweight titanium alloys in response to demand for greater fuel efficiency
Another developing technology that could have major implications for va-nadium demand is the Vanadium Redox Battery (VRB) The VRB is an example of chemical storage of energy that is the storage of energy in a vanadium bearing
solution then discharging the energy through ion exchange (membrane) units The size of the tankage dictates storage capacity and the number of discharge units the power output
The beauty of this Australian inven-tion is that the number of deep discharge cycles has been measured at between 10 and 20 thousand times (or over 25 years with daily chargedischarge)
There is a limit to concentration of va-nadium in solution (a practical energy to volume limitation) 1 MWh of storage capacity requires about 60 cubic metres of solution containing 9-95 tonnes of V2O5 The largest battery seen recently in a visit to China was 2MW8MWh but they were building 5MW30MWh requiring some 270 tonnes or 600000 pounds of V2O5 The driving force be-hind this in China is the ~200bn Yuan spent on renewable energy last year Without storage approximately 70 of wind energy is typically lost
The lithium-vanadium battery is an exciting prospect Like the 57 varieties of Heinz sauces so too are the different chemistries of lithium batteries Unless another element is found the lithium-vanadium battery has the highest theo-retical voltage output (power) and en-ergy density (range)
Supporting this postulation are ex-amples from Subaru (G4E) and Audi (A2) Audi in partnership with German battery maker DBM Energy and utility Lekker Erenrgie drove an all electric A2 a record 603km on a single charge In addition its battery can be fully re-charged in 6 minutes from a standard 240V source
Chinarsquos BYD Japanrsquos GS Yuasa and the USArsquos Valence Technologies are all developing batteries based on lithium-Vanadium chemistry
Reed Resources is in the financing and approvals phase of our Barrambie Vana-dium Project Australiarsquos richest vana-dium reserve and subject to financing we aim to be in production in 201415 producing around 25m lbs a year of high-purity vanadium pentoxide
Reed Resources is an Australian lithium and vanadium development company
23
1 Lead-Acid The most economical battery for large power applications where weight is not a major consideration
2 Nickel-Cadmium Economical with a long life but are being phased out due to the toxicity of cadmium
3 Nickel-Metal Hydride Capable of delivering high density energy compared with nickel-cadmium but they do not have a long life This has been further complicated by supply doubts of a key input material rare earths which is providing impetus to the development of the lithium-ion batteries
4 Lithium-Ion The fastest growing secondary battery owing to its capability to deliver high density energy with a high power to weight ratio However the required design for adequate consumer safety means that it is not a low cost option Re-search into improved manufacturing techniques is steadily reducing the cost
5 Lithium-Ion Polymer This adaption of the lithium-ion battery is a more cost effective option possessing a higher energy density that can be manufactured in physical shapes and that are more compatible with the demands of todayrsquos portable audio-visual equipment
Major secondary batteries
Industrial Minerals Could you provide a brief overview of where Rincon Lithium is at Mike Tamlin Rincon Lithium is in transition from a development project to a commercial business Rincon Lith-ium will produce battery grade gt995 Li2CO3 with first commercial shipments to customers in early 2012 Plant com-missioning has been conducted and pro-duction is in early stabilisation phases in which attention to quality consistency and reliability has priority
Early production before optimisation work resulted in gt995 grade prod-uct Lithium carbonate will be the sole product until the commissioning of by-
product facilities that include potassium chloride
IM Industrial Minerals first re-ported on the Rincon Salar devel-opment in the early 2000s It has been a long road to get to this point What have been the main hurdles for Rincon Lithium since acquir-ing the project from Admiralty Re-sources in 2008MT The Sentient Group acquired the project in late December 2008 when the project was under-funded and develop-ment was virtually at standstill The most intense period of the development of Rincon has been in the period since then
Sentient has provided the funding that is critical to any successful project de-velopment This period has seen the con-
struction and operation of a pilot plant followed by the construction of a small capacity commercial scale plant It has also incorporated the acquisition and con-solidation of the extensive lithium sodi-um sulphate and water tenement package the will underwrite the long-term security of production at large volumes The first large capacity expansion is in feasibility planning and early design phases and the company has built and mobilised the pro-duction team
IM There have been a lot of lithi-um junior companies entering the industry since 2009 At its peak more than 100 companies owned lithium tenements What are your thoughts on this boom in interest MT The future demand from the EV
24 INDUSTRIAL MINERALS | wwwindmincom
With the race for lithium slowing focus is moving to the complex manufacture of the battery raw material lithium carbonate Industrial Minerals spoke with Rincon Lithiumrsquos general manager Mike Tamlin on why he believes only a fraction of new companies will begin production and how even less will be profitable
Lithiumrsquos long game
Lithium | Carbonate
Main picture Brine evaporation ponds in the Salar del Rincon Argentina Source Rincon Lithium
industry will need considerable expan-sion in production capacity That in turn will demand large scale capital invest-ment in new plant and resource develop-ment
Exploration and development has a long lead time so the new-found inter-est is timely That said the usual rule of thumb in resources development is that only about 10 of potential resources ever reach production and only 3 are commercially stable and profitable so the odds are stacked against more than a few of these juniors surviving
Rincon Lithium has developed the project in an orderly and thorough way to ensure that it will be a stable large ca-pacity producer for the long term
IM Does it accurately reflect the prospects of the EV industry or is it overhypedMT The potential of the EV industry is best summarised by the massive de-velopment investment by the major car-makers worldwide
The auto industry and battery manu-facturers need reliable and secure un-constrained lithium supply over the long term The lithium industry needs to re-spond in a measured and credible way that fulfils the needs of its ultimate cus-tomers
IM Has the complexity of pro-ducing a suitable and consistent lithium carbonate grade for EV batteries been underestimatedMT Very much so at the junior end and less so at the established end of the industry Rincon has been through an extensive resource development and process development phase and knows just how difficult and exhausting the de-velopment process is
Fortunately Rincon Lithium has not had the funding constraints recently that it suffered in its early days and has been able to deal with this complexity
Process development requires con-siderable time money and technical know-how Operating a production fa-cility reliably and consistently requires well organised well-funded and skilled people and technical resources
Optimising and stabilising production after commissioning takes some time to achieve the reliability needed Future demand will require production on a significantly larger scale than before re-quiring more investment even for exist-ing major producers
IM Is the price of lithium carbon-ate really as irrelevant as many say MT It may be the smallest input cost to the battery producer but the cathode manufacturer which purchases the mate-rial would have a different view
Price always matters in the commer-cial world of which lithium production cathode production and car making are integral parts Price stability is probably more important than absolute price
Price always matters to the high cost producers in any industry because the natural price floor is near the cost of the highest cost producers In that re-spect brine resources that are suitable for commercial production and are well managed have the edge over hard rock production sources
IM Is there room for a lithium brine producer in a spodumene-feedstock dominated China MT Hard rock production inherently consumes more fossil fuels emits more carbon and is generally more energy intensive than production from brine resources
There are many reasons why solar pond brine resource lithium would be a superior source in environmental terms in China as they are elsewhere There is no commercial reason to exclude pro-duction from Chinese brine resources There are several reasons associated
with difficult brine chemistry and very challenging logistics that explain why Chinese production is dominated by hard rock resources
IM Unlike other critical materials like rare earths lithium has steady supply from a number of different sources outside of China Some commentators have suggested that it should not be deemed criti-cal or strategic Would you agree with thisMT Suppliers are rarely the right peo-ple to ask if they are critical or strategic However I suspect critical or strategic should be determined by the importance of their end use rather than the supply concentration
Lithium will be a very important raw material to EV producers even though lithium resources are not limited Devel-oped viable and active lithium sources will be far fewer in number than the un-developed resource base
Concentration of supply can become a threat to supply security in some situa-tions like it has in rare earths but that is a different issue It is not the same for lithium
IM Do you think China is the deal-maker or breaker for global EV adoptionMT Making EVs more affordable is more a universal issue that could be a barrier to EV commercial success
China will be one of the important markets due to its size and the govern-ment financial support for EV adoption
IM On a global scale how impor-tant are governments to the adop-tion of EVs which at present are not cost efficient MT Governments have an important role to play However in the current financial circumstances worldwide governments in many countries appear to have limited resources to subsidise EVs
Sooner or later unit costs of EVs have to be reduced through engineering man-ufacturing improvements and economy of scale
25
ldquoLithium price stability is probably
more important than absolute pricerdquo
Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

Trends | Vertical Integration
ver the last three decades as Wall Street and management theorists encouraged companies
to focus on their core competencies the mining metals and minerals industry became less vertically integrated
Recent events however have indicated a growing trend towards the vertical in-tegration of yesteryear
Vertical integration strategies vary but recent trends show that it has been large-ly upstream as metals companies and end-users seek to add mining assets and miners add infrastructure reintroducing the question of lsquowhat makes a mining companyrsquo
Vertical integration trends have been shaped by an increase in global demand for metals and the growing importance of securing stable supplies of increas-ingly scarce resources Metals compa-nies have looked to vertically integrate primarily to secure alternative sources of raw material supply to facilitate their own continued operation Additional objectives often include gaining greater control over the price of production in-
puts and to provide future growth pros-pects
Integration exposes companies to new dimensions of market risk in different sectors of the industry and potentially decreases flexibility to react to changing market conditions It soaks up significant capital which could otherwise be de-ployed on growing the existing business
Integrating often requires MampA as or-ganic vertical growth is often impossible or impractical and deals can be risky and often do not generate the expected value Vertically integrating can stretch management into new areas of focus and could simply add too much complexity to an organisation
Despite these risks the industry is vertically integrating albeit in differ-ent ways and for different reasons The steel industry has seen considerable ver-
tical integration as producers drive for greater self-sufficiency of raw materials either due to increasingly tight supply of inputs or increasing frustration with the major minersrsquo ability to dictate price and pricing terms This strategy seeks to reduce the market power of the major iron ore producers through decreased re-liance on third-party suppliers
An example of this strategy is Arcelor-Mittal which is significantly increasing its in-house iron ore and coal business as part of a strategy to double iron ore pro-duction to 100m tpa Many other major steel companies have publicly stated their intentions to increase iron-ore and coking coal self-sufficiency
bull Taiwanrsquos China Steel plans to increase iron ore self-sufficiency from 2 to 30 by 2015
PricewaterhouseCoopersrsquo UK Mining Leader Jason Burkitt looks at the returning trend of vertical integration that is seeing downstream players acquiring strategic raw material sources
Vertical integration of yesteryear looms
15
bull POSCO targets 50 raw material self-sufficiency by 2014 and
bull Tata Steel plans to reach 100 iron ore and 50 coking coal self-suffic-iencyWhile these stated desires are clear
only time will tell whether these compa-nies and others are able to successfully and profitably deliver these strategies
Recent vertical integration has also included end-users of mining products acquiring upstream assets
Many power producers including Huadian of China and Tata Power of In-dia have made major coal mining acqui-sitions Amongst zinc smelters Nyrstar has been active in acquiring mining as-sets including their 2011 deal for Can-adarsquos Farallon Mining which increased its self-supplied zinc concentrate usage to 31
This trend will likely also apply to trad-ers as they increasingly look to build up upstream holdings seen by Glencore in their run up to a potential IPO and China Minmetals in their acquisition of assets from Oz Minerals and recent attempt for Equinox
We are beginning to see companies also look at other ways of achieving their integration objectives such as combin-
ing strategic investment and off-take or partnership agreements to lower the risk associated with integration but still reap similar benefits A number of companies have adopted this approach taking mi-nority stakes or providing initial funding to major projects
Examples include China Railwayrsquos 125 equity stake in African Minerals with a 20 year off-take agreement and JFE Steelrsquos 20 investment in the By-erwen Coal project with a long-term off-take agreement
In contrast to other miners Vale has taken a 27 stake in the Brazilian steel production assets owned by Thyssen-Krupp CSA This equity investment is combined with an exclusive iron ore supply agreement solidifying a domes-tic buyer for Valersquos Brazilian iron ore
Although vertical integration strategies vary amongst the miners generally there is no desire to increase their presence in metals manufacturing or sales Where integration has occurred the focus is primarily on infrastructure assets largely for the same motivation as described above ndash ensuring security of access to key production and transport needs Vale for example is adding a number of bulk iron ore ships to its in-house fleet
Overall trends in vertical integration reflect the changing nature of the indus-try particularly as customers are becom-ing competitors to their current suppli-ers For companies moving upstream in the quest for self-sufficiency the mines being acquired are generally not Tier one assets and are usually in the devel-opment phase
With the priority for new entrants of-ten being security of supply lower tier assets coming on stream will shift the industryrsquos cost-curve While traditional mining houses are not expected to ver-tically integrate downstream many will likely continue to integrate into infra-structure
In metals tightening supplies for raw materials and increasingly variable com-modity prices will continue to drive pro-ducers upstream either through direct ownership and control or through mi-nority ownership and strategic off-take agreements In a supply-constrained world for many companies there is no alternative
What remains to be seen is whether vertical integration can deliver sustain-able value and how the balance between miners metals companies and the mar-kets they serve will change
Clockwise Jason Burkitt PricewaterhouseCoopersrsquo UK Mining Leader BHP Billitonrsquos iron ore mining and logistics operations POSCO Steel seeking entry into the lithium market BHPrsquos Jansen Potash Project in Canada Sources PWC BHP Billiton Posco
17
hina has long bucked many global economic and industrial trends Lithium is no differ-
ent While the world in the mid-1990s became reliant on lower cost lithium derived from South American brine China continued using spodumene concentrate as its primary source
It is a trend that has not really changed and one totally at odds with global consumption patterns
Chinarsquos lithium industry has been active since the 1950s but only in the 1980s became significant following a rise in demand for consumer driven goods
Lithium was sourced from a spodumene and lepidolite mine locat-ed in the northern part of Xinjiang and Jiangxi provinces As the 1980s drew to a close imported spodumene from Australia became the main raw mate-rial source for the Chinese lithium in-dustry together with smaller quantities of spodumene from Sichuan province
This situation was turned on its head in the mid-1990s when Chilersquos SQM started to produce technical grade lith-ium carbonate priced below $2000tonne This hit most spodumene based lithium producers ndash chemical conver-tors ndash very hard and only a handful survived
Today owing to rapid market devel-opment of the lithium-ion battery and various pharmaceutical applications some entrepreneurs have started to
venture into the downstream lithium business
In the meantime mothballed spod-umene mines have been restarted in addition to new brine operations fol-lowing a lithium carbonate price rise to over the $4000tonne threshold
Limited sources downstream focus Lithium brine production is mainly lo-cated in the remote Tibet and Qinghai provinces Projects in East Tajinaier Qinghai province and Zabuye Tibet started as far back as the early 1990s before industry leaders SQM and FMC entered the marketplace
These lithium projects fell far behind their original production targets how-ever Zabuye struggled with a lack of infrastructure and difficulty in operat-ing at high altitudes Qinghairsquos lithium production was delayed due to chal-lenges removing the high magnesium content
Qinghai Lithium now has the ability to make good technical grade lithium carbonate from high magnesium-lithium ratio brine but only in limited quantities
The majority of active spodumene mines are located in Sichuan province
The reserves in this region hold Li2O contents between 1-15 and are pro-ducing spodumene concentrate with Li2O levels of 55 Most of the mines are owned by lithium chemical produc-ers as a feedstock source China has no independent spodumene supplier
A lepidolite mine located in Yichuan Jiangxi province was used to supply raw material for producing lithium hydroxide in the late-1990s for the do-mestic ceramic industry
China is now experiencing a new wave of lithium expansions in the wake of lithium-ion battery demand from portable electronics and the promise of an electric vehicle future
Chinarsquos conventional end uses for lithium include glass ceramics lithi-um-bromide absorption air-condition-ers aluminium smelting steel cast-ing protecting powder and lubricant grease
The country is experiencing growth in many of these areas particularly the glass industry a trend which is oppo-site to industry outside of Asia
Lithium processing companies in this sector are Tianqi Lithium Xinji-ang Lithium Citic Guoan and Zabuye Ganfeng Lithium is the leading pro-ducer of lithium chloride in China
Ganfeng Lithiumrsquos Wang Xiaoshen explores Chinarsquos expanding lithium industry its reliance on spodumene imports and a government-backed move towards high value exports
Rise of Chinese lithium
Ganfeng Lithiumrsquos revenues Chinese imports amp exports of lithium carbonate
6m
5m
4m
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
3m
2m
1m
0
US
$
8000
2006
2007
2008
2009
2010
6000
4000
2000
0
tonn
es
Export QtyImport Qty
Lithium | China
18 INDUSTRIAL MINERALS | wwwindmincom
Jiangxi province-based Ganfeng Lithium has established a leading po-sition of producing lithium metal and derivative products high purity lithi-um carbonate and lithium-fluoride for electrolyte production and other spe-cialties The company was listed on Shenzhen Stock Exchange in August 2010 ndash the first pure lithium company to be listed in China
Tianqi used to have the majority share of battery grade lithium carbon-ate in the domestic cathode market but now this is shared by Ganfeng Lithium and Pan Asia Lithium
Both Ganfeng Lithium and Tianqi are importing raw material Tianqi is 100 reliant on spodumene from Tali-son in Australia although the company has announced an investment into a fully owned spodumene mine in Sich-uan province and a holding in a pre-production project in Canada owned by Nemaska Exploration
The company has increased its num-ber of raw material sources to include concentrated lithium brine spodumene lepidolite and recycled material The use of spodumene and lepidolite are the new measurements to increase the source of lithium
It has also started securing interna-tional raw materials sources through an investment in Argentine brine de-veloper International Lithium Corp
Chinarsquos lithium industry is in a unique position and is unlike other major markets in Japan and South Ko-rea China has a large lithium chemical production capacity which often ex-ceeds domestic demand This enables the country to cope with demand in-creases while remaining competitive
With a significant VAT barrier on im-ports and exports Chinese companies are reluctant to trade outside of the countryrsquos borders
Australiarsquos Talison Lithium the worldrsquos leading spodumene miner relies on the Chinese market as its business driver An expected boom in demand resulted in an expansion of its Greenbushes mine to 320000tpa A second phase expansion has also been approved which will take concentrate
capacity to 720000 tpa and make Tali-son Lithium the worldrsquos largest lith-ium carbonate equivalent producer at 110000 tpa
Exporting higher value China is moving towards exports of higher value products across all indus-tries For example lithium battery ex-ports enjoy a 17 tax refund whereas for basic lithium chemicals it is 0 some products even have an export tax
As a result Chinese exports of higher-value lithium chemicals will increase
Consolidation in the industry will also become a rising trend Small lith-ium companies in niche markets will merge with bigger lithium players par-ticularly those publically listed with fi-nancial clout
With the high hopes for EV demand and energy storage the lithium indus-try has attracted significant investment in recent years The existing players will increase their capacities Brine projects in Qinghai and Tibet will have a significant increase in output over the next 2-3 years
Galaxy Resources will be produc-ing battery-grade lithium carbonate at its Jiangsu chemical plant using spodumene concentrate source from its Mt Cattlin mine in Australia This will be Chinarsquos first purpose built battery grade lithium plant Production from new spodumene projects will also en-ter the market soon
With the Chinese Government keen to support new energy industries Chi-na will maintain its growth status in lithium
19
ldquoConsolidation in the industry will increase small lithium companies in niche markets will merge with bigger lithium players particularly those publicly listedrdquo Wang Xiaoshen Vice Chairman and Vice Executive President of Ganfeng Lithium
20 INDUSTRIAL MINERALS | wwwindmincom
Print + Online + EventsAdvertising is published in print and online with links for maximum exposure
For advertising and editorial opportunities contactSimon Moores
Publication Manager+44 20 7827 6473 smooresindmincom
Ismene ClarkeAdvertising Manager
+44 20 7827 5252 iclarkeindmincom
BOOK NOW400
all inclusive
Building on the success of the inaugural 2010 IM Moving Minerals Roundtable Industrial Minerals announces its second Roundtable for 2011
With a focus on logistic strategies solutions and security of supply for key performance minerals in the filler and pigment refractory and oilfield markets the IM Moving Minerals Roundtable 2011 will appeal to all those in the supply chain for these key mineral commodities
Mine to Market Strategies Solutions Security
FIlleR MINeRals ReFRactORy MINeRals OIlFIeld MINeRals
NH Barbizon Palace Hotel ndash amsterdam
FILLER amp PIGMENT MINERALSmiddot calcium carbonatemiddot talcmiddot Kaolinmiddot ti-minerals
REFRACTORY MINERALSmiddot aluminosilicatesmiddot Bauxitemiddot Graphitemiddot Magnesia
OILFIELD MINERALSmiddot Barytesmiddot Bentonitemiddot Frac sandmiddot calcium chloride
to register and for sponsorshipexhibits contact Ismene Clarke
Advertisement Manager IM iclarkeindmincom
T +44 (0) 20 7827 5252
For presentations contact Mike OrsquoDriscoll
Editor IM modriscollindmincom
T +44 (0) 20 7827 6444
SPONSORS
Lithium | Jadarite
uropean lithium supply has evaded the spotlight in recent years Ex-ploration activity has focused on
Canada Australia and the USA While much debate has centered on brine
and spodumene lithium sources Rio Tinto has been developing a different lithium de-posit based on a newly discovered mineral jadarite in the eastern European country of Serbia
Serbian and American geologists work-ing for Rio Tinto discovered the deposit in 2004 near the town of Loznica They dis-covered the mineral jadarite in 2007 and Serbiarsquos Jadar basin is the only place in the world where the mineral can be found
Jadarite shot to fame when discovered as it had the exact chemical composition as the fictional mineral kryptonite from the Superman series
Due to its high lithium and borate con-centrations ndash and an assessed geological resource of more than 200m tonnes ndash Ja-dar has been ranked as one of the largest lithium deposits in the world
The deposit is geographically contained within three discrete vertically stacked zones Rio Tinto Minerals has focused its studies on the highest grade and larg-est zone called the Lower Jadarite Zone and has declared an inferred resource of 1253m tonnes with a weighted average Li2O concentration of 18 and 162m tonnes B2O3 for the lower zone only
If developed the deposit has the potential to supply more than 20 of global lithium demand
Lithium has many applications from medical uses to batteries to ceramics and aircraft alloys
The fastest growing application is lith-ium batteries for hybrid and electric cars The world market for hybrid vehicles is predicted to increase to more than 11m ve-
hicles a year by 2020 or about 23 times the market size in 2008
The deposit also contains borates Rio Tinto Minerals produces nearly 40 of the worldrsquos demand for refined borates from its mines in California and Argentina Ore from these mines is processed locally and further refining takes place in France and California The company also oper-ates shipping facilities in California the Netherlands Spain Malaysia and China as well as a global network of sales offices and stock points
Borates are essential micronutrients for all plants and boron deficiency affects almost all major crops grown around the world Without borate fertilisers crop yields and quality can be greatly reduced
Borates are also key ingredients in glass production including insulation fiberglass that keeps buildings energy-efficient tex-tile fiberglass used in windmill blades and
glass components of televisions comput-ers solar heating devices and heat resistant cookware
Rio Tinto Mineralsrsquo team is working closely with Serbiarsquos Ministry of the En-vironment Mines and Spatial Planning community members and other stakehold-ers as the Jadar project progresses
Leaders also signed a MOU with Lozni-ca Municipality reinforcing an ongoing agreement to co-operate and share infor-mation to support development of the proj-ect
At present Jadar is in the prefeasibility stage which includes research aimed to better understand the deposit pilot-testing recovery and processing methods con-ducting mining trade-off studies and col-laborating with Serbian experts to conduct the extensive environmental and socioeco-nomic analysis that lays the groundwork for efficient and responsible development
If developed production could com-mence within the next six years
Rio Tintorsquos strategy to invest in large long-term cost competitive mines means that the company operates on extended time horizons These long-term commit-ments provide opportunities to plan imple-ment and deliver sustainable contributions to social wellbeing environmental stew-ardship and economic prosperity every-where the company operates
Rio Tinto outlines its progress to commercialise lithium production from the newly discovered mineral jadarite
Serbian lithium under focus
21
Senior geologist Vladisav Eric examines a core sample of jadarite Source Rio Tinto
The profiles of lithium and vanadium have increased significantly over the last five years owing to their use in emerging battery technologies
The movement to cleaner green econ-omies relies on a reduction in fossil fuel consumption particularly oil and gas In order to achieve this industry and gov-ernments are turning to battery storage to make new electricity sources ndash such as wind and solar ndash more manageable
The rise of battery technology over the last decade has seen designs that are increasingly based on the minerals lithium and vanadium But as the tech-nology adoption gathers pace the sup-ply of these critical minerals is at risk of falling short
Lithium In 2010 the size of global lithium in-dustry (including both chemicals and minerals) was about 125000tpa of lith-ium carbonate equivalent (LCE) with a compound average growth rate of 6 pa throughout the decade
In 2000 the market was about 70000tpa and the use of lithium in batteries repre-sented 5-7 whereas the use of lithium
in batteries in 2010 was estimated at 20-25 of the market Throughout the last decade the market for lithium in batter-ies has grown at 20-25 pa ndash the battery sector has driven the industry for the last 11 years
Lithium has been studied as a cath-ode and electrolyte for both primary and re-chargeable batteries for almost a century but its reactivity proved to be a double-edged sword as it was a barrier to the development of batteries that meet todayrsquos high standards of occupational health and safety But due to the pio-neering work of Japanese and American chemists these issues are now a concern of the past
Cost has limited primary and second-ary lithium batteries until the last few years where weight and longevity were paramount Improvements in manufac-turing techniques now produce a reliable battery at a reasonable cost and resulting demand is taking off
Today lithium-based batteries are found in computers mobile phones portable audio-visual equipment power tools electric bikes and electric vehicles The overall growth of this sector in this
decade is forecast to be 25-30pa ndash a doubling of demand every three years On this basis the lithium battery sector could grow from 20-25000 tpa LCE in 2010 to 180-220000tpa in 2020 a huge proportion of a total lithium market of 240-280000tpa LCE
This rapid acceleration of anticipated growth has resulted in fears of a supply shortage
Reed Resources through the devel-opment of the Mt Marion SpodumeneLithium Project is in a position to ar-rest the looming shortfall in supply The company aims to become a preferred supplier of spodumene to the Chinese lithium carbonate industry within 12 months This is through advanced plans to participate in the downstream produc-tion of lithium chemicals for the battery industry
As with many developing technolo-gies it is China that will be leading the market in the coming years in terms of both consumption and production Chi-narsquos over-arching strategy includes
bull To become a world leader in green technologies and low carbon energy
bull To reduce dependence on oil ndash particu-larly for transport
bull Investment of significant technologi-cal and financial resources in the de-velopment of renewable energy with a focus on wind turbines backed-up by mass energy storage
bull Electric and hybrid vehicles to consti-tute at least 25 of vehicles by 2020 and 50 by 2030 to be backed up by a comprehensive system of re-charging platformsstations
bull Lithium battery power to replace lead acid powered E-Bikes as soon as prac-ticable assisted by the gradual closure of lead acid battery manufacture
For much of the past decade growth in the lithium market has been lagging the forecast of both consumers and produc-ers However in the past 12-18 months there has been a significant turnaround such that consumer and producer fore-casts are now lagging actual demand Inevitably this will lead to increased prices for lithium carbonate Roskill In-
22 INDUSTRIAL MINERALS | wwwindmincom
Lithium and vanadium rise as economies move from fossil fuels to battery technology by Dudley Kingsnorth and Chris Reed of Reed Resources
Battery bounce
Lithium | Lithium + Vanadium
formation Services is forecasting prices of $6-7000tonne in the short to medi-um term compared with present prices of $4500-5500tonne
Reed Resources and partner Mineral Resources Ltd one of Australiarsquos larg-est mining services companies is bring-ing the Mt Marion Lithium Project into production in H1 2012 Mt Marion will initially produce 200000 tpa of chemi-cal grade spodumene is totally uncon-tracted and the partners are ready to dis-cuss cooperative agreements with new and existing mineral converters
VanadiumIn 2010 the size of global vanadium industry was around 64000 tonnes or 250m lbs of vanadium pentoxide equivalent It experienced a compound average growth rate of 6 pa through-out the decade
Increasing levels of steel production over the last decade ndash particularly in China ndash have caused a structural shift upwards in vanadium pricing levels However it has not been plain sailing
The global financial crisis interrupted its day in the sun and the recovery was short lived as leading western producers
Evraz and Xstrata returned to full pro-duction and dominant Chinese producer Pangang delivered staged expansions ahead of time
In mid-2010 against the backdrop of recovering Western steel production levels and Chinese steelmakers moving to higher V-content in rebar prices fell and have moved sideways ever since Why this disconnection from steel (in-dicators) and break of this strong posi-tive correlation Leading market com-mentators opine that prices will trend up driven by growth in all the majors sources of vanadium demand Targets range from $10-18lb over the next five years
At Reed Resources we are comfort-able with the medium and long term fundamentals of the market particularly the non-steel applications Each new generation of aircraft contains more lightweight titanium alloys in response to demand for greater fuel efficiency
Another developing technology that could have major implications for va-nadium demand is the Vanadium Redox Battery (VRB) The VRB is an example of chemical storage of energy that is the storage of energy in a vanadium bearing
solution then discharging the energy through ion exchange (membrane) units The size of the tankage dictates storage capacity and the number of discharge units the power output
The beauty of this Australian inven-tion is that the number of deep discharge cycles has been measured at between 10 and 20 thousand times (or over 25 years with daily chargedischarge)
There is a limit to concentration of va-nadium in solution (a practical energy to volume limitation) 1 MWh of storage capacity requires about 60 cubic metres of solution containing 9-95 tonnes of V2O5 The largest battery seen recently in a visit to China was 2MW8MWh but they were building 5MW30MWh requiring some 270 tonnes or 600000 pounds of V2O5 The driving force be-hind this in China is the ~200bn Yuan spent on renewable energy last year Without storage approximately 70 of wind energy is typically lost
The lithium-vanadium battery is an exciting prospect Like the 57 varieties of Heinz sauces so too are the different chemistries of lithium batteries Unless another element is found the lithium-vanadium battery has the highest theo-retical voltage output (power) and en-ergy density (range)
Supporting this postulation are ex-amples from Subaru (G4E) and Audi (A2) Audi in partnership with German battery maker DBM Energy and utility Lekker Erenrgie drove an all electric A2 a record 603km on a single charge In addition its battery can be fully re-charged in 6 minutes from a standard 240V source
Chinarsquos BYD Japanrsquos GS Yuasa and the USArsquos Valence Technologies are all developing batteries based on lithium-Vanadium chemistry
Reed Resources is in the financing and approvals phase of our Barrambie Vana-dium Project Australiarsquos richest vana-dium reserve and subject to financing we aim to be in production in 201415 producing around 25m lbs a year of high-purity vanadium pentoxide
Reed Resources is an Australian lithium and vanadium development company
23
1 Lead-Acid The most economical battery for large power applications where weight is not a major consideration
2 Nickel-Cadmium Economical with a long life but are being phased out due to the toxicity of cadmium
3 Nickel-Metal Hydride Capable of delivering high density energy compared with nickel-cadmium but they do not have a long life This has been further complicated by supply doubts of a key input material rare earths which is providing impetus to the development of the lithium-ion batteries
4 Lithium-Ion The fastest growing secondary battery owing to its capability to deliver high density energy with a high power to weight ratio However the required design for adequate consumer safety means that it is not a low cost option Re-search into improved manufacturing techniques is steadily reducing the cost
5 Lithium-Ion Polymer This adaption of the lithium-ion battery is a more cost effective option possessing a higher energy density that can be manufactured in physical shapes and that are more compatible with the demands of todayrsquos portable audio-visual equipment
Major secondary batteries
Industrial Minerals Could you provide a brief overview of where Rincon Lithium is at Mike Tamlin Rincon Lithium is in transition from a development project to a commercial business Rincon Lith-ium will produce battery grade gt995 Li2CO3 with first commercial shipments to customers in early 2012 Plant com-missioning has been conducted and pro-duction is in early stabilisation phases in which attention to quality consistency and reliability has priority
Early production before optimisation work resulted in gt995 grade prod-uct Lithium carbonate will be the sole product until the commissioning of by-
product facilities that include potassium chloride
IM Industrial Minerals first re-ported on the Rincon Salar devel-opment in the early 2000s It has been a long road to get to this point What have been the main hurdles for Rincon Lithium since acquir-ing the project from Admiralty Re-sources in 2008MT The Sentient Group acquired the project in late December 2008 when the project was under-funded and develop-ment was virtually at standstill The most intense period of the development of Rincon has been in the period since then
Sentient has provided the funding that is critical to any successful project de-velopment This period has seen the con-
struction and operation of a pilot plant followed by the construction of a small capacity commercial scale plant It has also incorporated the acquisition and con-solidation of the extensive lithium sodi-um sulphate and water tenement package the will underwrite the long-term security of production at large volumes The first large capacity expansion is in feasibility planning and early design phases and the company has built and mobilised the pro-duction team
IM There have been a lot of lithi-um junior companies entering the industry since 2009 At its peak more than 100 companies owned lithium tenements What are your thoughts on this boom in interest MT The future demand from the EV
24 INDUSTRIAL MINERALS | wwwindmincom
With the race for lithium slowing focus is moving to the complex manufacture of the battery raw material lithium carbonate Industrial Minerals spoke with Rincon Lithiumrsquos general manager Mike Tamlin on why he believes only a fraction of new companies will begin production and how even less will be profitable
Lithiumrsquos long game
Lithium | Carbonate
Main picture Brine evaporation ponds in the Salar del Rincon Argentina Source Rincon Lithium
industry will need considerable expan-sion in production capacity That in turn will demand large scale capital invest-ment in new plant and resource develop-ment
Exploration and development has a long lead time so the new-found inter-est is timely That said the usual rule of thumb in resources development is that only about 10 of potential resources ever reach production and only 3 are commercially stable and profitable so the odds are stacked against more than a few of these juniors surviving
Rincon Lithium has developed the project in an orderly and thorough way to ensure that it will be a stable large ca-pacity producer for the long term
IM Does it accurately reflect the prospects of the EV industry or is it overhypedMT The potential of the EV industry is best summarised by the massive de-velopment investment by the major car-makers worldwide
The auto industry and battery manu-facturers need reliable and secure un-constrained lithium supply over the long term The lithium industry needs to re-spond in a measured and credible way that fulfils the needs of its ultimate cus-tomers
IM Has the complexity of pro-ducing a suitable and consistent lithium carbonate grade for EV batteries been underestimatedMT Very much so at the junior end and less so at the established end of the industry Rincon has been through an extensive resource development and process development phase and knows just how difficult and exhausting the de-velopment process is
Fortunately Rincon Lithium has not had the funding constraints recently that it suffered in its early days and has been able to deal with this complexity
Process development requires con-siderable time money and technical know-how Operating a production fa-cility reliably and consistently requires well organised well-funded and skilled people and technical resources
Optimising and stabilising production after commissioning takes some time to achieve the reliability needed Future demand will require production on a significantly larger scale than before re-quiring more investment even for exist-ing major producers
IM Is the price of lithium carbon-ate really as irrelevant as many say MT It may be the smallest input cost to the battery producer but the cathode manufacturer which purchases the mate-rial would have a different view
Price always matters in the commer-cial world of which lithium production cathode production and car making are integral parts Price stability is probably more important than absolute price
Price always matters to the high cost producers in any industry because the natural price floor is near the cost of the highest cost producers In that re-spect brine resources that are suitable for commercial production and are well managed have the edge over hard rock production sources
IM Is there room for a lithium brine producer in a spodumene-feedstock dominated China MT Hard rock production inherently consumes more fossil fuels emits more carbon and is generally more energy intensive than production from brine resources
There are many reasons why solar pond brine resource lithium would be a superior source in environmental terms in China as they are elsewhere There is no commercial reason to exclude pro-duction from Chinese brine resources There are several reasons associated
with difficult brine chemistry and very challenging logistics that explain why Chinese production is dominated by hard rock resources
IM Unlike other critical materials like rare earths lithium has steady supply from a number of different sources outside of China Some commentators have suggested that it should not be deemed criti-cal or strategic Would you agree with thisMT Suppliers are rarely the right peo-ple to ask if they are critical or strategic However I suspect critical or strategic should be determined by the importance of their end use rather than the supply concentration
Lithium will be a very important raw material to EV producers even though lithium resources are not limited Devel-oped viable and active lithium sources will be far fewer in number than the un-developed resource base
Concentration of supply can become a threat to supply security in some situa-tions like it has in rare earths but that is a different issue It is not the same for lithium
IM Do you think China is the deal-maker or breaker for global EV adoptionMT Making EVs more affordable is more a universal issue that could be a barrier to EV commercial success
China will be one of the important markets due to its size and the govern-ment financial support for EV adoption
IM On a global scale how impor-tant are governments to the adop-tion of EVs which at present are not cost efficient MT Governments have an important role to play However in the current financial circumstances worldwide governments in many countries appear to have limited resources to subsidise EVs
Sooner or later unit costs of EVs have to be reduced through engineering man-ufacturing improvements and economy of scale
25
ldquoLithium price stability is probably
more important than absolute pricerdquo
Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

bull POSCO targets 50 raw material self-sufficiency by 2014 and
bull Tata Steel plans to reach 100 iron ore and 50 coking coal self-suffic-iencyWhile these stated desires are clear
only time will tell whether these compa-nies and others are able to successfully and profitably deliver these strategies
Recent vertical integration has also included end-users of mining products acquiring upstream assets
Many power producers including Huadian of China and Tata Power of In-dia have made major coal mining acqui-sitions Amongst zinc smelters Nyrstar has been active in acquiring mining as-sets including their 2011 deal for Can-adarsquos Farallon Mining which increased its self-supplied zinc concentrate usage to 31
This trend will likely also apply to trad-ers as they increasingly look to build up upstream holdings seen by Glencore in their run up to a potential IPO and China Minmetals in their acquisition of assets from Oz Minerals and recent attempt for Equinox
We are beginning to see companies also look at other ways of achieving their integration objectives such as combin-
ing strategic investment and off-take or partnership agreements to lower the risk associated with integration but still reap similar benefits A number of companies have adopted this approach taking mi-nority stakes or providing initial funding to major projects
Examples include China Railwayrsquos 125 equity stake in African Minerals with a 20 year off-take agreement and JFE Steelrsquos 20 investment in the By-erwen Coal project with a long-term off-take agreement
In contrast to other miners Vale has taken a 27 stake in the Brazilian steel production assets owned by Thyssen-Krupp CSA This equity investment is combined with an exclusive iron ore supply agreement solidifying a domes-tic buyer for Valersquos Brazilian iron ore
Although vertical integration strategies vary amongst the miners generally there is no desire to increase their presence in metals manufacturing or sales Where integration has occurred the focus is primarily on infrastructure assets largely for the same motivation as described above ndash ensuring security of access to key production and transport needs Vale for example is adding a number of bulk iron ore ships to its in-house fleet
Overall trends in vertical integration reflect the changing nature of the indus-try particularly as customers are becom-ing competitors to their current suppli-ers For companies moving upstream in the quest for self-sufficiency the mines being acquired are generally not Tier one assets and are usually in the devel-opment phase
With the priority for new entrants of-ten being security of supply lower tier assets coming on stream will shift the industryrsquos cost-curve While traditional mining houses are not expected to ver-tically integrate downstream many will likely continue to integrate into infra-structure
In metals tightening supplies for raw materials and increasingly variable com-modity prices will continue to drive pro-ducers upstream either through direct ownership and control or through mi-nority ownership and strategic off-take agreements In a supply-constrained world for many companies there is no alternative
What remains to be seen is whether vertical integration can deliver sustain-able value and how the balance between miners metals companies and the mar-kets they serve will change
Clockwise Jason Burkitt PricewaterhouseCoopersrsquo UK Mining Leader BHP Billitonrsquos iron ore mining and logistics operations POSCO Steel seeking entry into the lithium market BHPrsquos Jansen Potash Project in Canada Sources PWC BHP Billiton Posco
17
hina has long bucked many global economic and industrial trends Lithium is no differ-
ent While the world in the mid-1990s became reliant on lower cost lithium derived from South American brine China continued using spodumene concentrate as its primary source
It is a trend that has not really changed and one totally at odds with global consumption patterns
Chinarsquos lithium industry has been active since the 1950s but only in the 1980s became significant following a rise in demand for consumer driven goods
Lithium was sourced from a spodumene and lepidolite mine locat-ed in the northern part of Xinjiang and Jiangxi provinces As the 1980s drew to a close imported spodumene from Australia became the main raw mate-rial source for the Chinese lithium in-dustry together with smaller quantities of spodumene from Sichuan province
This situation was turned on its head in the mid-1990s when Chilersquos SQM started to produce technical grade lith-ium carbonate priced below $2000tonne This hit most spodumene based lithium producers ndash chemical conver-tors ndash very hard and only a handful survived
Today owing to rapid market devel-opment of the lithium-ion battery and various pharmaceutical applications some entrepreneurs have started to
venture into the downstream lithium business
In the meantime mothballed spod-umene mines have been restarted in addition to new brine operations fol-lowing a lithium carbonate price rise to over the $4000tonne threshold
Limited sources downstream focus Lithium brine production is mainly lo-cated in the remote Tibet and Qinghai provinces Projects in East Tajinaier Qinghai province and Zabuye Tibet started as far back as the early 1990s before industry leaders SQM and FMC entered the marketplace
These lithium projects fell far behind their original production targets how-ever Zabuye struggled with a lack of infrastructure and difficulty in operat-ing at high altitudes Qinghairsquos lithium production was delayed due to chal-lenges removing the high magnesium content
Qinghai Lithium now has the ability to make good technical grade lithium carbonate from high magnesium-lithium ratio brine but only in limited quantities
The majority of active spodumene mines are located in Sichuan province
The reserves in this region hold Li2O contents between 1-15 and are pro-ducing spodumene concentrate with Li2O levels of 55 Most of the mines are owned by lithium chemical produc-ers as a feedstock source China has no independent spodumene supplier
A lepidolite mine located in Yichuan Jiangxi province was used to supply raw material for producing lithium hydroxide in the late-1990s for the do-mestic ceramic industry
China is now experiencing a new wave of lithium expansions in the wake of lithium-ion battery demand from portable electronics and the promise of an electric vehicle future
Chinarsquos conventional end uses for lithium include glass ceramics lithi-um-bromide absorption air-condition-ers aluminium smelting steel cast-ing protecting powder and lubricant grease
The country is experiencing growth in many of these areas particularly the glass industry a trend which is oppo-site to industry outside of Asia
Lithium processing companies in this sector are Tianqi Lithium Xinji-ang Lithium Citic Guoan and Zabuye Ganfeng Lithium is the leading pro-ducer of lithium chloride in China
Ganfeng Lithiumrsquos Wang Xiaoshen explores Chinarsquos expanding lithium industry its reliance on spodumene imports and a government-backed move towards high value exports
Rise of Chinese lithium
Ganfeng Lithiumrsquos revenues Chinese imports amp exports of lithium carbonate
6m
5m
4m
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
3m
2m
1m
0
US
$
8000
2006
2007
2008
2009
2010
6000
4000
2000
0
tonn
es
Export QtyImport Qty
Lithium | China
18 INDUSTRIAL MINERALS | wwwindmincom
Jiangxi province-based Ganfeng Lithium has established a leading po-sition of producing lithium metal and derivative products high purity lithi-um carbonate and lithium-fluoride for electrolyte production and other spe-cialties The company was listed on Shenzhen Stock Exchange in August 2010 ndash the first pure lithium company to be listed in China
Tianqi used to have the majority share of battery grade lithium carbon-ate in the domestic cathode market but now this is shared by Ganfeng Lithium and Pan Asia Lithium
Both Ganfeng Lithium and Tianqi are importing raw material Tianqi is 100 reliant on spodumene from Tali-son in Australia although the company has announced an investment into a fully owned spodumene mine in Sich-uan province and a holding in a pre-production project in Canada owned by Nemaska Exploration
The company has increased its num-ber of raw material sources to include concentrated lithium brine spodumene lepidolite and recycled material The use of spodumene and lepidolite are the new measurements to increase the source of lithium
It has also started securing interna-tional raw materials sources through an investment in Argentine brine de-veloper International Lithium Corp
Chinarsquos lithium industry is in a unique position and is unlike other major markets in Japan and South Ko-rea China has a large lithium chemical production capacity which often ex-ceeds domestic demand This enables the country to cope with demand in-creases while remaining competitive
With a significant VAT barrier on im-ports and exports Chinese companies are reluctant to trade outside of the countryrsquos borders
Australiarsquos Talison Lithium the worldrsquos leading spodumene miner relies on the Chinese market as its business driver An expected boom in demand resulted in an expansion of its Greenbushes mine to 320000tpa A second phase expansion has also been approved which will take concentrate
capacity to 720000 tpa and make Tali-son Lithium the worldrsquos largest lith-ium carbonate equivalent producer at 110000 tpa
Exporting higher value China is moving towards exports of higher value products across all indus-tries For example lithium battery ex-ports enjoy a 17 tax refund whereas for basic lithium chemicals it is 0 some products even have an export tax
As a result Chinese exports of higher-value lithium chemicals will increase
Consolidation in the industry will also become a rising trend Small lith-ium companies in niche markets will merge with bigger lithium players par-ticularly those publically listed with fi-nancial clout
With the high hopes for EV demand and energy storage the lithium indus-try has attracted significant investment in recent years The existing players will increase their capacities Brine projects in Qinghai and Tibet will have a significant increase in output over the next 2-3 years
Galaxy Resources will be produc-ing battery-grade lithium carbonate at its Jiangsu chemical plant using spodumene concentrate source from its Mt Cattlin mine in Australia This will be Chinarsquos first purpose built battery grade lithium plant Production from new spodumene projects will also en-ter the market soon
With the Chinese Government keen to support new energy industries Chi-na will maintain its growth status in lithium
19
ldquoConsolidation in the industry will increase small lithium companies in niche markets will merge with bigger lithium players particularly those publicly listedrdquo Wang Xiaoshen Vice Chairman and Vice Executive President of Ganfeng Lithium
20 INDUSTRIAL MINERALS | wwwindmincom
Print + Online + EventsAdvertising is published in print and online with links for maximum exposure
For advertising and editorial opportunities contactSimon Moores
Publication Manager+44 20 7827 6473 smooresindmincom
Ismene ClarkeAdvertising Manager
+44 20 7827 5252 iclarkeindmincom
BOOK NOW400
all inclusive
Building on the success of the inaugural 2010 IM Moving Minerals Roundtable Industrial Minerals announces its second Roundtable for 2011
With a focus on logistic strategies solutions and security of supply for key performance minerals in the filler and pigment refractory and oilfield markets the IM Moving Minerals Roundtable 2011 will appeal to all those in the supply chain for these key mineral commodities
Mine to Market Strategies Solutions Security
FIlleR MINeRals ReFRactORy MINeRals OIlFIeld MINeRals
NH Barbizon Palace Hotel ndash amsterdam
FILLER amp PIGMENT MINERALSmiddot calcium carbonatemiddot talcmiddot Kaolinmiddot ti-minerals
REFRACTORY MINERALSmiddot aluminosilicatesmiddot Bauxitemiddot Graphitemiddot Magnesia
OILFIELD MINERALSmiddot Barytesmiddot Bentonitemiddot Frac sandmiddot calcium chloride
to register and for sponsorshipexhibits contact Ismene Clarke
Advertisement Manager IM iclarkeindmincom
T +44 (0) 20 7827 5252
For presentations contact Mike OrsquoDriscoll
Editor IM modriscollindmincom
T +44 (0) 20 7827 6444
SPONSORS
Lithium | Jadarite
uropean lithium supply has evaded the spotlight in recent years Ex-ploration activity has focused on
Canada Australia and the USA While much debate has centered on brine
and spodumene lithium sources Rio Tinto has been developing a different lithium de-posit based on a newly discovered mineral jadarite in the eastern European country of Serbia
Serbian and American geologists work-ing for Rio Tinto discovered the deposit in 2004 near the town of Loznica They dis-covered the mineral jadarite in 2007 and Serbiarsquos Jadar basin is the only place in the world where the mineral can be found
Jadarite shot to fame when discovered as it had the exact chemical composition as the fictional mineral kryptonite from the Superman series
Due to its high lithium and borate con-centrations ndash and an assessed geological resource of more than 200m tonnes ndash Ja-dar has been ranked as one of the largest lithium deposits in the world
The deposit is geographically contained within three discrete vertically stacked zones Rio Tinto Minerals has focused its studies on the highest grade and larg-est zone called the Lower Jadarite Zone and has declared an inferred resource of 1253m tonnes with a weighted average Li2O concentration of 18 and 162m tonnes B2O3 for the lower zone only
If developed the deposit has the potential to supply more than 20 of global lithium demand
Lithium has many applications from medical uses to batteries to ceramics and aircraft alloys
The fastest growing application is lith-ium batteries for hybrid and electric cars The world market for hybrid vehicles is predicted to increase to more than 11m ve-
hicles a year by 2020 or about 23 times the market size in 2008
The deposit also contains borates Rio Tinto Minerals produces nearly 40 of the worldrsquos demand for refined borates from its mines in California and Argentina Ore from these mines is processed locally and further refining takes place in France and California The company also oper-ates shipping facilities in California the Netherlands Spain Malaysia and China as well as a global network of sales offices and stock points
Borates are essential micronutrients for all plants and boron deficiency affects almost all major crops grown around the world Without borate fertilisers crop yields and quality can be greatly reduced
Borates are also key ingredients in glass production including insulation fiberglass that keeps buildings energy-efficient tex-tile fiberglass used in windmill blades and
glass components of televisions comput-ers solar heating devices and heat resistant cookware
Rio Tinto Mineralsrsquo team is working closely with Serbiarsquos Ministry of the En-vironment Mines and Spatial Planning community members and other stakehold-ers as the Jadar project progresses
Leaders also signed a MOU with Lozni-ca Municipality reinforcing an ongoing agreement to co-operate and share infor-mation to support development of the proj-ect
At present Jadar is in the prefeasibility stage which includes research aimed to better understand the deposit pilot-testing recovery and processing methods con-ducting mining trade-off studies and col-laborating with Serbian experts to conduct the extensive environmental and socioeco-nomic analysis that lays the groundwork for efficient and responsible development
If developed production could com-mence within the next six years
Rio Tintorsquos strategy to invest in large long-term cost competitive mines means that the company operates on extended time horizons These long-term commit-ments provide opportunities to plan imple-ment and deliver sustainable contributions to social wellbeing environmental stew-ardship and economic prosperity every-where the company operates
Rio Tinto outlines its progress to commercialise lithium production from the newly discovered mineral jadarite
Serbian lithium under focus
21
Senior geologist Vladisav Eric examines a core sample of jadarite Source Rio Tinto
The profiles of lithium and vanadium have increased significantly over the last five years owing to their use in emerging battery technologies
The movement to cleaner green econ-omies relies on a reduction in fossil fuel consumption particularly oil and gas In order to achieve this industry and gov-ernments are turning to battery storage to make new electricity sources ndash such as wind and solar ndash more manageable
The rise of battery technology over the last decade has seen designs that are increasingly based on the minerals lithium and vanadium But as the tech-nology adoption gathers pace the sup-ply of these critical minerals is at risk of falling short
Lithium In 2010 the size of global lithium in-dustry (including both chemicals and minerals) was about 125000tpa of lith-ium carbonate equivalent (LCE) with a compound average growth rate of 6 pa throughout the decade
In 2000 the market was about 70000tpa and the use of lithium in batteries repre-sented 5-7 whereas the use of lithium
in batteries in 2010 was estimated at 20-25 of the market Throughout the last decade the market for lithium in batter-ies has grown at 20-25 pa ndash the battery sector has driven the industry for the last 11 years
Lithium has been studied as a cath-ode and electrolyte for both primary and re-chargeable batteries for almost a century but its reactivity proved to be a double-edged sword as it was a barrier to the development of batteries that meet todayrsquos high standards of occupational health and safety But due to the pio-neering work of Japanese and American chemists these issues are now a concern of the past
Cost has limited primary and second-ary lithium batteries until the last few years where weight and longevity were paramount Improvements in manufac-turing techniques now produce a reliable battery at a reasonable cost and resulting demand is taking off
Today lithium-based batteries are found in computers mobile phones portable audio-visual equipment power tools electric bikes and electric vehicles The overall growth of this sector in this
decade is forecast to be 25-30pa ndash a doubling of demand every three years On this basis the lithium battery sector could grow from 20-25000 tpa LCE in 2010 to 180-220000tpa in 2020 a huge proportion of a total lithium market of 240-280000tpa LCE
This rapid acceleration of anticipated growth has resulted in fears of a supply shortage
Reed Resources through the devel-opment of the Mt Marion SpodumeneLithium Project is in a position to ar-rest the looming shortfall in supply The company aims to become a preferred supplier of spodumene to the Chinese lithium carbonate industry within 12 months This is through advanced plans to participate in the downstream produc-tion of lithium chemicals for the battery industry
As with many developing technolo-gies it is China that will be leading the market in the coming years in terms of both consumption and production Chi-narsquos over-arching strategy includes
bull To become a world leader in green technologies and low carbon energy
bull To reduce dependence on oil ndash particu-larly for transport
bull Investment of significant technologi-cal and financial resources in the de-velopment of renewable energy with a focus on wind turbines backed-up by mass energy storage
bull Electric and hybrid vehicles to consti-tute at least 25 of vehicles by 2020 and 50 by 2030 to be backed up by a comprehensive system of re-charging platformsstations
bull Lithium battery power to replace lead acid powered E-Bikes as soon as prac-ticable assisted by the gradual closure of lead acid battery manufacture
For much of the past decade growth in the lithium market has been lagging the forecast of both consumers and produc-ers However in the past 12-18 months there has been a significant turnaround such that consumer and producer fore-casts are now lagging actual demand Inevitably this will lead to increased prices for lithium carbonate Roskill In-
22 INDUSTRIAL MINERALS | wwwindmincom
Lithium and vanadium rise as economies move from fossil fuels to battery technology by Dudley Kingsnorth and Chris Reed of Reed Resources
Battery bounce
Lithium | Lithium + Vanadium
formation Services is forecasting prices of $6-7000tonne in the short to medi-um term compared with present prices of $4500-5500tonne
Reed Resources and partner Mineral Resources Ltd one of Australiarsquos larg-est mining services companies is bring-ing the Mt Marion Lithium Project into production in H1 2012 Mt Marion will initially produce 200000 tpa of chemi-cal grade spodumene is totally uncon-tracted and the partners are ready to dis-cuss cooperative agreements with new and existing mineral converters
VanadiumIn 2010 the size of global vanadium industry was around 64000 tonnes or 250m lbs of vanadium pentoxide equivalent It experienced a compound average growth rate of 6 pa through-out the decade
Increasing levels of steel production over the last decade ndash particularly in China ndash have caused a structural shift upwards in vanadium pricing levels However it has not been plain sailing
The global financial crisis interrupted its day in the sun and the recovery was short lived as leading western producers
Evraz and Xstrata returned to full pro-duction and dominant Chinese producer Pangang delivered staged expansions ahead of time
In mid-2010 against the backdrop of recovering Western steel production levels and Chinese steelmakers moving to higher V-content in rebar prices fell and have moved sideways ever since Why this disconnection from steel (in-dicators) and break of this strong posi-tive correlation Leading market com-mentators opine that prices will trend up driven by growth in all the majors sources of vanadium demand Targets range from $10-18lb over the next five years
At Reed Resources we are comfort-able with the medium and long term fundamentals of the market particularly the non-steel applications Each new generation of aircraft contains more lightweight titanium alloys in response to demand for greater fuel efficiency
Another developing technology that could have major implications for va-nadium demand is the Vanadium Redox Battery (VRB) The VRB is an example of chemical storage of energy that is the storage of energy in a vanadium bearing
solution then discharging the energy through ion exchange (membrane) units The size of the tankage dictates storage capacity and the number of discharge units the power output
The beauty of this Australian inven-tion is that the number of deep discharge cycles has been measured at between 10 and 20 thousand times (or over 25 years with daily chargedischarge)
There is a limit to concentration of va-nadium in solution (a practical energy to volume limitation) 1 MWh of storage capacity requires about 60 cubic metres of solution containing 9-95 tonnes of V2O5 The largest battery seen recently in a visit to China was 2MW8MWh but they were building 5MW30MWh requiring some 270 tonnes or 600000 pounds of V2O5 The driving force be-hind this in China is the ~200bn Yuan spent on renewable energy last year Without storage approximately 70 of wind energy is typically lost
The lithium-vanadium battery is an exciting prospect Like the 57 varieties of Heinz sauces so too are the different chemistries of lithium batteries Unless another element is found the lithium-vanadium battery has the highest theo-retical voltage output (power) and en-ergy density (range)
Supporting this postulation are ex-amples from Subaru (G4E) and Audi (A2) Audi in partnership with German battery maker DBM Energy and utility Lekker Erenrgie drove an all electric A2 a record 603km on a single charge In addition its battery can be fully re-charged in 6 minutes from a standard 240V source
Chinarsquos BYD Japanrsquos GS Yuasa and the USArsquos Valence Technologies are all developing batteries based on lithium-Vanadium chemistry
Reed Resources is in the financing and approvals phase of our Barrambie Vana-dium Project Australiarsquos richest vana-dium reserve and subject to financing we aim to be in production in 201415 producing around 25m lbs a year of high-purity vanadium pentoxide
Reed Resources is an Australian lithium and vanadium development company
23
1 Lead-Acid The most economical battery for large power applications where weight is not a major consideration
2 Nickel-Cadmium Economical with a long life but are being phased out due to the toxicity of cadmium
3 Nickel-Metal Hydride Capable of delivering high density energy compared with nickel-cadmium but they do not have a long life This has been further complicated by supply doubts of a key input material rare earths which is providing impetus to the development of the lithium-ion batteries
4 Lithium-Ion The fastest growing secondary battery owing to its capability to deliver high density energy with a high power to weight ratio However the required design for adequate consumer safety means that it is not a low cost option Re-search into improved manufacturing techniques is steadily reducing the cost
5 Lithium-Ion Polymer This adaption of the lithium-ion battery is a more cost effective option possessing a higher energy density that can be manufactured in physical shapes and that are more compatible with the demands of todayrsquos portable audio-visual equipment
Major secondary batteries
Industrial Minerals Could you provide a brief overview of where Rincon Lithium is at Mike Tamlin Rincon Lithium is in transition from a development project to a commercial business Rincon Lith-ium will produce battery grade gt995 Li2CO3 with first commercial shipments to customers in early 2012 Plant com-missioning has been conducted and pro-duction is in early stabilisation phases in which attention to quality consistency and reliability has priority
Early production before optimisation work resulted in gt995 grade prod-uct Lithium carbonate will be the sole product until the commissioning of by-
product facilities that include potassium chloride
IM Industrial Minerals first re-ported on the Rincon Salar devel-opment in the early 2000s It has been a long road to get to this point What have been the main hurdles for Rincon Lithium since acquir-ing the project from Admiralty Re-sources in 2008MT The Sentient Group acquired the project in late December 2008 when the project was under-funded and develop-ment was virtually at standstill The most intense period of the development of Rincon has been in the period since then
Sentient has provided the funding that is critical to any successful project de-velopment This period has seen the con-
struction and operation of a pilot plant followed by the construction of a small capacity commercial scale plant It has also incorporated the acquisition and con-solidation of the extensive lithium sodi-um sulphate and water tenement package the will underwrite the long-term security of production at large volumes The first large capacity expansion is in feasibility planning and early design phases and the company has built and mobilised the pro-duction team
IM There have been a lot of lithi-um junior companies entering the industry since 2009 At its peak more than 100 companies owned lithium tenements What are your thoughts on this boom in interest MT The future demand from the EV
24 INDUSTRIAL MINERALS | wwwindmincom
With the race for lithium slowing focus is moving to the complex manufacture of the battery raw material lithium carbonate Industrial Minerals spoke with Rincon Lithiumrsquos general manager Mike Tamlin on why he believes only a fraction of new companies will begin production and how even less will be profitable
Lithiumrsquos long game
Lithium | Carbonate
Main picture Brine evaporation ponds in the Salar del Rincon Argentina Source Rincon Lithium
industry will need considerable expan-sion in production capacity That in turn will demand large scale capital invest-ment in new plant and resource develop-ment
Exploration and development has a long lead time so the new-found inter-est is timely That said the usual rule of thumb in resources development is that only about 10 of potential resources ever reach production and only 3 are commercially stable and profitable so the odds are stacked against more than a few of these juniors surviving
Rincon Lithium has developed the project in an orderly and thorough way to ensure that it will be a stable large ca-pacity producer for the long term
IM Does it accurately reflect the prospects of the EV industry or is it overhypedMT The potential of the EV industry is best summarised by the massive de-velopment investment by the major car-makers worldwide
The auto industry and battery manu-facturers need reliable and secure un-constrained lithium supply over the long term The lithium industry needs to re-spond in a measured and credible way that fulfils the needs of its ultimate cus-tomers
IM Has the complexity of pro-ducing a suitable and consistent lithium carbonate grade for EV batteries been underestimatedMT Very much so at the junior end and less so at the established end of the industry Rincon has been through an extensive resource development and process development phase and knows just how difficult and exhausting the de-velopment process is
Fortunately Rincon Lithium has not had the funding constraints recently that it suffered in its early days and has been able to deal with this complexity
Process development requires con-siderable time money and technical know-how Operating a production fa-cility reliably and consistently requires well organised well-funded and skilled people and technical resources
Optimising and stabilising production after commissioning takes some time to achieve the reliability needed Future demand will require production on a significantly larger scale than before re-quiring more investment even for exist-ing major producers
IM Is the price of lithium carbon-ate really as irrelevant as many say MT It may be the smallest input cost to the battery producer but the cathode manufacturer which purchases the mate-rial would have a different view
Price always matters in the commer-cial world of which lithium production cathode production and car making are integral parts Price stability is probably more important than absolute price
Price always matters to the high cost producers in any industry because the natural price floor is near the cost of the highest cost producers In that re-spect brine resources that are suitable for commercial production and are well managed have the edge over hard rock production sources
IM Is there room for a lithium brine producer in a spodumene-feedstock dominated China MT Hard rock production inherently consumes more fossil fuels emits more carbon and is generally more energy intensive than production from brine resources
There are many reasons why solar pond brine resource lithium would be a superior source in environmental terms in China as they are elsewhere There is no commercial reason to exclude pro-duction from Chinese brine resources There are several reasons associated
with difficult brine chemistry and very challenging logistics that explain why Chinese production is dominated by hard rock resources
IM Unlike other critical materials like rare earths lithium has steady supply from a number of different sources outside of China Some commentators have suggested that it should not be deemed criti-cal or strategic Would you agree with thisMT Suppliers are rarely the right peo-ple to ask if they are critical or strategic However I suspect critical or strategic should be determined by the importance of their end use rather than the supply concentration
Lithium will be a very important raw material to EV producers even though lithium resources are not limited Devel-oped viable and active lithium sources will be far fewer in number than the un-developed resource base
Concentration of supply can become a threat to supply security in some situa-tions like it has in rare earths but that is a different issue It is not the same for lithium
IM Do you think China is the deal-maker or breaker for global EV adoptionMT Making EVs more affordable is more a universal issue that could be a barrier to EV commercial success
China will be one of the important markets due to its size and the govern-ment financial support for EV adoption
IM On a global scale how impor-tant are governments to the adop-tion of EVs which at present are not cost efficient MT Governments have an important role to play However in the current financial circumstances worldwide governments in many countries appear to have limited resources to subsidise EVs
Sooner or later unit costs of EVs have to be reduced through engineering man-ufacturing improvements and economy of scale
25
ldquoLithium price stability is probably
more important than absolute pricerdquo
Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

hina has long bucked many global economic and industrial trends Lithium is no differ-
ent While the world in the mid-1990s became reliant on lower cost lithium derived from South American brine China continued using spodumene concentrate as its primary source
It is a trend that has not really changed and one totally at odds with global consumption patterns
Chinarsquos lithium industry has been active since the 1950s but only in the 1980s became significant following a rise in demand for consumer driven goods
Lithium was sourced from a spodumene and lepidolite mine locat-ed in the northern part of Xinjiang and Jiangxi provinces As the 1980s drew to a close imported spodumene from Australia became the main raw mate-rial source for the Chinese lithium in-dustry together with smaller quantities of spodumene from Sichuan province
This situation was turned on its head in the mid-1990s when Chilersquos SQM started to produce technical grade lith-ium carbonate priced below $2000tonne This hit most spodumene based lithium producers ndash chemical conver-tors ndash very hard and only a handful survived
Today owing to rapid market devel-opment of the lithium-ion battery and various pharmaceutical applications some entrepreneurs have started to
venture into the downstream lithium business
In the meantime mothballed spod-umene mines have been restarted in addition to new brine operations fol-lowing a lithium carbonate price rise to over the $4000tonne threshold
Limited sources downstream focus Lithium brine production is mainly lo-cated in the remote Tibet and Qinghai provinces Projects in East Tajinaier Qinghai province and Zabuye Tibet started as far back as the early 1990s before industry leaders SQM and FMC entered the marketplace
These lithium projects fell far behind their original production targets how-ever Zabuye struggled with a lack of infrastructure and difficulty in operat-ing at high altitudes Qinghairsquos lithium production was delayed due to chal-lenges removing the high magnesium content
Qinghai Lithium now has the ability to make good technical grade lithium carbonate from high magnesium-lithium ratio brine but only in limited quantities
The majority of active spodumene mines are located in Sichuan province
The reserves in this region hold Li2O contents between 1-15 and are pro-ducing spodumene concentrate with Li2O levels of 55 Most of the mines are owned by lithium chemical produc-ers as a feedstock source China has no independent spodumene supplier
A lepidolite mine located in Yichuan Jiangxi province was used to supply raw material for producing lithium hydroxide in the late-1990s for the do-mestic ceramic industry
China is now experiencing a new wave of lithium expansions in the wake of lithium-ion battery demand from portable electronics and the promise of an electric vehicle future
Chinarsquos conventional end uses for lithium include glass ceramics lithi-um-bromide absorption air-condition-ers aluminium smelting steel cast-ing protecting powder and lubricant grease
The country is experiencing growth in many of these areas particularly the glass industry a trend which is oppo-site to industry outside of Asia
Lithium processing companies in this sector are Tianqi Lithium Xinji-ang Lithium Citic Guoan and Zabuye Ganfeng Lithium is the leading pro-ducer of lithium chloride in China
Ganfeng Lithiumrsquos Wang Xiaoshen explores Chinarsquos expanding lithium industry its reliance on spodumene imports and a government-backed move towards high value exports
Rise of Chinese lithium
Ganfeng Lithiumrsquos revenues Chinese imports amp exports of lithium carbonate
6m
5m
4m
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
3m
2m
1m
0
US
$
8000
2006
2007
2008
2009
2010
6000
4000
2000
0
tonn
es
Export QtyImport Qty
Lithium | China
18 INDUSTRIAL MINERALS | wwwindmincom
Jiangxi province-based Ganfeng Lithium has established a leading po-sition of producing lithium metal and derivative products high purity lithi-um carbonate and lithium-fluoride for electrolyte production and other spe-cialties The company was listed on Shenzhen Stock Exchange in August 2010 ndash the first pure lithium company to be listed in China
Tianqi used to have the majority share of battery grade lithium carbon-ate in the domestic cathode market but now this is shared by Ganfeng Lithium and Pan Asia Lithium
Both Ganfeng Lithium and Tianqi are importing raw material Tianqi is 100 reliant on spodumene from Tali-son in Australia although the company has announced an investment into a fully owned spodumene mine in Sich-uan province and a holding in a pre-production project in Canada owned by Nemaska Exploration
The company has increased its num-ber of raw material sources to include concentrated lithium brine spodumene lepidolite and recycled material The use of spodumene and lepidolite are the new measurements to increase the source of lithium
It has also started securing interna-tional raw materials sources through an investment in Argentine brine de-veloper International Lithium Corp
Chinarsquos lithium industry is in a unique position and is unlike other major markets in Japan and South Ko-rea China has a large lithium chemical production capacity which often ex-ceeds domestic demand This enables the country to cope with demand in-creases while remaining competitive
With a significant VAT barrier on im-ports and exports Chinese companies are reluctant to trade outside of the countryrsquos borders
Australiarsquos Talison Lithium the worldrsquos leading spodumene miner relies on the Chinese market as its business driver An expected boom in demand resulted in an expansion of its Greenbushes mine to 320000tpa A second phase expansion has also been approved which will take concentrate
capacity to 720000 tpa and make Tali-son Lithium the worldrsquos largest lith-ium carbonate equivalent producer at 110000 tpa
Exporting higher value China is moving towards exports of higher value products across all indus-tries For example lithium battery ex-ports enjoy a 17 tax refund whereas for basic lithium chemicals it is 0 some products even have an export tax
As a result Chinese exports of higher-value lithium chemicals will increase
Consolidation in the industry will also become a rising trend Small lith-ium companies in niche markets will merge with bigger lithium players par-ticularly those publically listed with fi-nancial clout
With the high hopes for EV demand and energy storage the lithium indus-try has attracted significant investment in recent years The existing players will increase their capacities Brine projects in Qinghai and Tibet will have a significant increase in output over the next 2-3 years
Galaxy Resources will be produc-ing battery-grade lithium carbonate at its Jiangsu chemical plant using spodumene concentrate source from its Mt Cattlin mine in Australia This will be Chinarsquos first purpose built battery grade lithium plant Production from new spodumene projects will also en-ter the market soon
With the Chinese Government keen to support new energy industries Chi-na will maintain its growth status in lithium
19
ldquoConsolidation in the industry will increase small lithium companies in niche markets will merge with bigger lithium players particularly those publicly listedrdquo Wang Xiaoshen Vice Chairman and Vice Executive President of Ganfeng Lithium
20 INDUSTRIAL MINERALS | wwwindmincom
Print + Online + EventsAdvertising is published in print and online with links for maximum exposure
For advertising and editorial opportunities contactSimon Moores
Publication Manager+44 20 7827 6473 smooresindmincom
Ismene ClarkeAdvertising Manager
+44 20 7827 5252 iclarkeindmincom
BOOK NOW400
all inclusive
Building on the success of the inaugural 2010 IM Moving Minerals Roundtable Industrial Minerals announces its second Roundtable for 2011
With a focus on logistic strategies solutions and security of supply for key performance minerals in the filler and pigment refractory and oilfield markets the IM Moving Minerals Roundtable 2011 will appeal to all those in the supply chain for these key mineral commodities
Mine to Market Strategies Solutions Security
FIlleR MINeRals ReFRactORy MINeRals OIlFIeld MINeRals
NH Barbizon Palace Hotel ndash amsterdam
FILLER amp PIGMENT MINERALSmiddot calcium carbonatemiddot talcmiddot Kaolinmiddot ti-minerals
REFRACTORY MINERALSmiddot aluminosilicatesmiddot Bauxitemiddot Graphitemiddot Magnesia
OILFIELD MINERALSmiddot Barytesmiddot Bentonitemiddot Frac sandmiddot calcium chloride
to register and for sponsorshipexhibits contact Ismene Clarke
Advertisement Manager IM iclarkeindmincom
T +44 (0) 20 7827 5252
For presentations contact Mike OrsquoDriscoll
Editor IM modriscollindmincom
T +44 (0) 20 7827 6444
SPONSORS
Lithium | Jadarite
uropean lithium supply has evaded the spotlight in recent years Ex-ploration activity has focused on
Canada Australia and the USA While much debate has centered on brine
and spodumene lithium sources Rio Tinto has been developing a different lithium de-posit based on a newly discovered mineral jadarite in the eastern European country of Serbia
Serbian and American geologists work-ing for Rio Tinto discovered the deposit in 2004 near the town of Loznica They dis-covered the mineral jadarite in 2007 and Serbiarsquos Jadar basin is the only place in the world where the mineral can be found
Jadarite shot to fame when discovered as it had the exact chemical composition as the fictional mineral kryptonite from the Superman series
Due to its high lithium and borate con-centrations ndash and an assessed geological resource of more than 200m tonnes ndash Ja-dar has been ranked as one of the largest lithium deposits in the world
The deposit is geographically contained within three discrete vertically stacked zones Rio Tinto Minerals has focused its studies on the highest grade and larg-est zone called the Lower Jadarite Zone and has declared an inferred resource of 1253m tonnes with a weighted average Li2O concentration of 18 and 162m tonnes B2O3 for the lower zone only
If developed the deposit has the potential to supply more than 20 of global lithium demand
Lithium has many applications from medical uses to batteries to ceramics and aircraft alloys
The fastest growing application is lith-ium batteries for hybrid and electric cars The world market for hybrid vehicles is predicted to increase to more than 11m ve-
hicles a year by 2020 or about 23 times the market size in 2008
The deposit also contains borates Rio Tinto Minerals produces nearly 40 of the worldrsquos demand for refined borates from its mines in California and Argentina Ore from these mines is processed locally and further refining takes place in France and California The company also oper-ates shipping facilities in California the Netherlands Spain Malaysia and China as well as a global network of sales offices and stock points
Borates are essential micronutrients for all plants and boron deficiency affects almost all major crops grown around the world Without borate fertilisers crop yields and quality can be greatly reduced
Borates are also key ingredients in glass production including insulation fiberglass that keeps buildings energy-efficient tex-tile fiberglass used in windmill blades and
glass components of televisions comput-ers solar heating devices and heat resistant cookware
Rio Tinto Mineralsrsquo team is working closely with Serbiarsquos Ministry of the En-vironment Mines and Spatial Planning community members and other stakehold-ers as the Jadar project progresses
Leaders also signed a MOU with Lozni-ca Municipality reinforcing an ongoing agreement to co-operate and share infor-mation to support development of the proj-ect
At present Jadar is in the prefeasibility stage which includes research aimed to better understand the deposit pilot-testing recovery and processing methods con-ducting mining trade-off studies and col-laborating with Serbian experts to conduct the extensive environmental and socioeco-nomic analysis that lays the groundwork for efficient and responsible development
If developed production could com-mence within the next six years
Rio Tintorsquos strategy to invest in large long-term cost competitive mines means that the company operates on extended time horizons These long-term commit-ments provide opportunities to plan imple-ment and deliver sustainable contributions to social wellbeing environmental stew-ardship and economic prosperity every-where the company operates
Rio Tinto outlines its progress to commercialise lithium production from the newly discovered mineral jadarite
Serbian lithium under focus
21
Senior geologist Vladisav Eric examines a core sample of jadarite Source Rio Tinto
The profiles of lithium and vanadium have increased significantly over the last five years owing to their use in emerging battery technologies
The movement to cleaner green econ-omies relies on a reduction in fossil fuel consumption particularly oil and gas In order to achieve this industry and gov-ernments are turning to battery storage to make new electricity sources ndash such as wind and solar ndash more manageable
The rise of battery technology over the last decade has seen designs that are increasingly based on the minerals lithium and vanadium But as the tech-nology adoption gathers pace the sup-ply of these critical minerals is at risk of falling short
Lithium In 2010 the size of global lithium in-dustry (including both chemicals and minerals) was about 125000tpa of lith-ium carbonate equivalent (LCE) with a compound average growth rate of 6 pa throughout the decade
In 2000 the market was about 70000tpa and the use of lithium in batteries repre-sented 5-7 whereas the use of lithium
in batteries in 2010 was estimated at 20-25 of the market Throughout the last decade the market for lithium in batter-ies has grown at 20-25 pa ndash the battery sector has driven the industry for the last 11 years
Lithium has been studied as a cath-ode and electrolyte for both primary and re-chargeable batteries for almost a century but its reactivity proved to be a double-edged sword as it was a barrier to the development of batteries that meet todayrsquos high standards of occupational health and safety But due to the pio-neering work of Japanese and American chemists these issues are now a concern of the past
Cost has limited primary and second-ary lithium batteries until the last few years where weight and longevity were paramount Improvements in manufac-turing techniques now produce a reliable battery at a reasonable cost and resulting demand is taking off
Today lithium-based batteries are found in computers mobile phones portable audio-visual equipment power tools electric bikes and electric vehicles The overall growth of this sector in this
decade is forecast to be 25-30pa ndash a doubling of demand every three years On this basis the lithium battery sector could grow from 20-25000 tpa LCE in 2010 to 180-220000tpa in 2020 a huge proportion of a total lithium market of 240-280000tpa LCE
This rapid acceleration of anticipated growth has resulted in fears of a supply shortage
Reed Resources through the devel-opment of the Mt Marion SpodumeneLithium Project is in a position to ar-rest the looming shortfall in supply The company aims to become a preferred supplier of spodumene to the Chinese lithium carbonate industry within 12 months This is through advanced plans to participate in the downstream produc-tion of lithium chemicals for the battery industry
As with many developing technolo-gies it is China that will be leading the market in the coming years in terms of both consumption and production Chi-narsquos over-arching strategy includes
bull To become a world leader in green technologies and low carbon energy
bull To reduce dependence on oil ndash particu-larly for transport
bull Investment of significant technologi-cal and financial resources in the de-velopment of renewable energy with a focus on wind turbines backed-up by mass energy storage
bull Electric and hybrid vehicles to consti-tute at least 25 of vehicles by 2020 and 50 by 2030 to be backed up by a comprehensive system of re-charging platformsstations
bull Lithium battery power to replace lead acid powered E-Bikes as soon as prac-ticable assisted by the gradual closure of lead acid battery manufacture
For much of the past decade growth in the lithium market has been lagging the forecast of both consumers and produc-ers However in the past 12-18 months there has been a significant turnaround such that consumer and producer fore-casts are now lagging actual demand Inevitably this will lead to increased prices for lithium carbonate Roskill In-
22 INDUSTRIAL MINERALS | wwwindmincom
Lithium and vanadium rise as economies move from fossil fuels to battery technology by Dudley Kingsnorth and Chris Reed of Reed Resources
Battery bounce
Lithium | Lithium + Vanadium
formation Services is forecasting prices of $6-7000tonne in the short to medi-um term compared with present prices of $4500-5500tonne
Reed Resources and partner Mineral Resources Ltd one of Australiarsquos larg-est mining services companies is bring-ing the Mt Marion Lithium Project into production in H1 2012 Mt Marion will initially produce 200000 tpa of chemi-cal grade spodumene is totally uncon-tracted and the partners are ready to dis-cuss cooperative agreements with new and existing mineral converters
VanadiumIn 2010 the size of global vanadium industry was around 64000 tonnes or 250m lbs of vanadium pentoxide equivalent It experienced a compound average growth rate of 6 pa through-out the decade
Increasing levels of steel production over the last decade ndash particularly in China ndash have caused a structural shift upwards in vanadium pricing levels However it has not been plain sailing
The global financial crisis interrupted its day in the sun and the recovery was short lived as leading western producers
Evraz and Xstrata returned to full pro-duction and dominant Chinese producer Pangang delivered staged expansions ahead of time
In mid-2010 against the backdrop of recovering Western steel production levels and Chinese steelmakers moving to higher V-content in rebar prices fell and have moved sideways ever since Why this disconnection from steel (in-dicators) and break of this strong posi-tive correlation Leading market com-mentators opine that prices will trend up driven by growth in all the majors sources of vanadium demand Targets range from $10-18lb over the next five years
At Reed Resources we are comfort-able with the medium and long term fundamentals of the market particularly the non-steel applications Each new generation of aircraft contains more lightweight titanium alloys in response to demand for greater fuel efficiency
Another developing technology that could have major implications for va-nadium demand is the Vanadium Redox Battery (VRB) The VRB is an example of chemical storage of energy that is the storage of energy in a vanadium bearing
solution then discharging the energy through ion exchange (membrane) units The size of the tankage dictates storage capacity and the number of discharge units the power output
The beauty of this Australian inven-tion is that the number of deep discharge cycles has been measured at between 10 and 20 thousand times (or over 25 years with daily chargedischarge)
There is a limit to concentration of va-nadium in solution (a practical energy to volume limitation) 1 MWh of storage capacity requires about 60 cubic metres of solution containing 9-95 tonnes of V2O5 The largest battery seen recently in a visit to China was 2MW8MWh but they were building 5MW30MWh requiring some 270 tonnes or 600000 pounds of V2O5 The driving force be-hind this in China is the ~200bn Yuan spent on renewable energy last year Without storage approximately 70 of wind energy is typically lost
The lithium-vanadium battery is an exciting prospect Like the 57 varieties of Heinz sauces so too are the different chemistries of lithium batteries Unless another element is found the lithium-vanadium battery has the highest theo-retical voltage output (power) and en-ergy density (range)
Supporting this postulation are ex-amples from Subaru (G4E) and Audi (A2) Audi in partnership with German battery maker DBM Energy and utility Lekker Erenrgie drove an all electric A2 a record 603km on a single charge In addition its battery can be fully re-charged in 6 minutes from a standard 240V source
Chinarsquos BYD Japanrsquos GS Yuasa and the USArsquos Valence Technologies are all developing batteries based on lithium-Vanadium chemistry
Reed Resources is in the financing and approvals phase of our Barrambie Vana-dium Project Australiarsquos richest vana-dium reserve and subject to financing we aim to be in production in 201415 producing around 25m lbs a year of high-purity vanadium pentoxide
Reed Resources is an Australian lithium and vanadium development company
23
1 Lead-Acid The most economical battery for large power applications where weight is not a major consideration
2 Nickel-Cadmium Economical with a long life but are being phased out due to the toxicity of cadmium
3 Nickel-Metal Hydride Capable of delivering high density energy compared with nickel-cadmium but they do not have a long life This has been further complicated by supply doubts of a key input material rare earths which is providing impetus to the development of the lithium-ion batteries
4 Lithium-Ion The fastest growing secondary battery owing to its capability to deliver high density energy with a high power to weight ratio However the required design for adequate consumer safety means that it is not a low cost option Re-search into improved manufacturing techniques is steadily reducing the cost
5 Lithium-Ion Polymer This adaption of the lithium-ion battery is a more cost effective option possessing a higher energy density that can be manufactured in physical shapes and that are more compatible with the demands of todayrsquos portable audio-visual equipment
Major secondary batteries
Industrial Minerals Could you provide a brief overview of where Rincon Lithium is at Mike Tamlin Rincon Lithium is in transition from a development project to a commercial business Rincon Lith-ium will produce battery grade gt995 Li2CO3 with first commercial shipments to customers in early 2012 Plant com-missioning has been conducted and pro-duction is in early stabilisation phases in which attention to quality consistency and reliability has priority
Early production before optimisation work resulted in gt995 grade prod-uct Lithium carbonate will be the sole product until the commissioning of by-
product facilities that include potassium chloride
IM Industrial Minerals first re-ported on the Rincon Salar devel-opment in the early 2000s It has been a long road to get to this point What have been the main hurdles for Rincon Lithium since acquir-ing the project from Admiralty Re-sources in 2008MT The Sentient Group acquired the project in late December 2008 when the project was under-funded and develop-ment was virtually at standstill The most intense period of the development of Rincon has been in the period since then
Sentient has provided the funding that is critical to any successful project de-velopment This period has seen the con-
struction and operation of a pilot plant followed by the construction of a small capacity commercial scale plant It has also incorporated the acquisition and con-solidation of the extensive lithium sodi-um sulphate and water tenement package the will underwrite the long-term security of production at large volumes The first large capacity expansion is in feasibility planning and early design phases and the company has built and mobilised the pro-duction team
IM There have been a lot of lithi-um junior companies entering the industry since 2009 At its peak more than 100 companies owned lithium tenements What are your thoughts on this boom in interest MT The future demand from the EV
24 INDUSTRIAL MINERALS | wwwindmincom
With the race for lithium slowing focus is moving to the complex manufacture of the battery raw material lithium carbonate Industrial Minerals spoke with Rincon Lithiumrsquos general manager Mike Tamlin on why he believes only a fraction of new companies will begin production and how even less will be profitable
Lithiumrsquos long game
Lithium | Carbonate
Main picture Brine evaporation ponds in the Salar del Rincon Argentina Source Rincon Lithium
industry will need considerable expan-sion in production capacity That in turn will demand large scale capital invest-ment in new plant and resource develop-ment
Exploration and development has a long lead time so the new-found inter-est is timely That said the usual rule of thumb in resources development is that only about 10 of potential resources ever reach production and only 3 are commercially stable and profitable so the odds are stacked against more than a few of these juniors surviving
Rincon Lithium has developed the project in an orderly and thorough way to ensure that it will be a stable large ca-pacity producer for the long term
IM Does it accurately reflect the prospects of the EV industry or is it overhypedMT The potential of the EV industry is best summarised by the massive de-velopment investment by the major car-makers worldwide
The auto industry and battery manu-facturers need reliable and secure un-constrained lithium supply over the long term The lithium industry needs to re-spond in a measured and credible way that fulfils the needs of its ultimate cus-tomers
IM Has the complexity of pro-ducing a suitable and consistent lithium carbonate grade for EV batteries been underestimatedMT Very much so at the junior end and less so at the established end of the industry Rincon has been through an extensive resource development and process development phase and knows just how difficult and exhausting the de-velopment process is
Fortunately Rincon Lithium has not had the funding constraints recently that it suffered in its early days and has been able to deal with this complexity
Process development requires con-siderable time money and technical know-how Operating a production fa-cility reliably and consistently requires well organised well-funded and skilled people and technical resources
Optimising and stabilising production after commissioning takes some time to achieve the reliability needed Future demand will require production on a significantly larger scale than before re-quiring more investment even for exist-ing major producers
IM Is the price of lithium carbon-ate really as irrelevant as many say MT It may be the smallest input cost to the battery producer but the cathode manufacturer which purchases the mate-rial would have a different view
Price always matters in the commer-cial world of which lithium production cathode production and car making are integral parts Price stability is probably more important than absolute price
Price always matters to the high cost producers in any industry because the natural price floor is near the cost of the highest cost producers In that re-spect brine resources that are suitable for commercial production and are well managed have the edge over hard rock production sources
IM Is there room for a lithium brine producer in a spodumene-feedstock dominated China MT Hard rock production inherently consumes more fossil fuels emits more carbon and is generally more energy intensive than production from brine resources
There are many reasons why solar pond brine resource lithium would be a superior source in environmental terms in China as they are elsewhere There is no commercial reason to exclude pro-duction from Chinese brine resources There are several reasons associated
with difficult brine chemistry and very challenging logistics that explain why Chinese production is dominated by hard rock resources
IM Unlike other critical materials like rare earths lithium has steady supply from a number of different sources outside of China Some commentators have suggested that it should not be deemed criti-cal or strategic Would you agree with thisMT Suppliers are rarely the right peo-ple to ask if they are critical or strategic However I suspect critical or strategic should be determined by the importance of their end use rather than the supply concentration
Lithium will be a very important raw material to EV producers even though lithium resources are not limited Devel-oped viable and active lithium sources will be far fewer in number than the un-developed resource base
Concentration of supply can become a threat to supply security in some situa-tions like it has in rare earths but that is a different issue It is not the same for lithium
IM Do you think China is the deal-maker or breaker for global EV adoptionMT Making EVs more affordable is more a universal issue that could be a barrier to EV commercial success
China will be one of the important markets due to its size and the govern-ment financial support for EV adoption
IM On a global scale how impor-tant are governments to the adop-tion of EVs which at present are not cost efficient MT Governments have an important role to play However in the current financial circumstances worldwide governments in many countries appear to have limited resources to subsidise EVs
Sooner or later unit costs of EVs have to be reduced through engineering man-ufacturing improvements and economy of scale
25
ldquoLithium price stability is probably
more important than absolute pricerdquo
Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

Jiangxi province-based Ganfeng Lithium has established a leading po-sition of producing lithium metal and derivative products high purity lithi-um carbonate and lithium-fluoride for electrolyte production and other spe-cialties The company was listed on Shenzhen Stock Exchange in August 2010 ndash the first pure lithium company to be listed in China
Tianqi used to have the majority share of battery grade lithium carbon-ate in the domestic cathode market but now this is shared by Ganfeng Lithium and Pan Asia Lithium
Both Ganfeng Lithium and Tianqi are importing raw material Tianqi is 100 reliant on spodumene from Tali-son in Australia although the company has announced an investment into a fully owned spodumene mine in Sich-uan province and a holding in a pre-production project in Canada owned by Nemaska Exploration
The company has increased its num-ber of raw material sources to include concentrated lithium brine spodumene lepidolite and recycled material The use of spodumene and lepidolite are the new measurements to increase the source of lithium
It has also started securing interna-tional raw materials sources through an investment in Argentine brine de-veloper International Lithium Corp
Chinarsquos lithium industry is in a unique position and is unlike other major markets in Japan and South Ko-rea China has a large lithium chemical production capacity which often ex-ceeds domestic demand This enables the country to cope with demand in-creases while remaining competitive
With a significant VAT barrier on im-ports and exports Chinese companies are reluctant to trade outside of the countryrsquos borders
Australiarsquos Talison Lithium the worldrsquos leading spodumene miner relies on the Chinese market as its business driver An expected boom in demand resulted in an expansion of its Greenbushes mine to 320000tpa A second phase expansion has also been approved which will take concentrate
capacity to 720000 tpa and make Tali-son Lithium the worldrsquos largest lith-ium carbonate equivalent producer at 110000 tpa
Exporting higher value China is moving towards exports of higher value products across all indus-tries For example lithium battery ex-ports enjoy a 17 tax refund whereas for basic lithium chemicals it is 0 some products even have an export tax
As a result Chinese exports of higher-value lithium chemicals will increase
Consolidation in the industry will also become a rising trend Small lith-ium companies in niche markets will merge with bigger lithium players par-ticularly those publically listed with fi-nancial clout
With the high hopes for EV demand and energy storage the lithium indus-try has attracted significant investment in recent years The existing players will increase their capacities Brine projects in Qinghai and Tibet will have a significant increase in output over the next 2-3 years
Galaxy Resources will be produc-ing battery-grade lithium carbonate at its Jiangsu chemical plant using spodumene concentrate source from its Mt Cattlin mine in Australia This will be Chinarsquos first purpose built battery grade lithium plant Production from new spodumene projects will also en-ter the market soon
With the Chinese Government keen to support new energy industries Chi-na will maintain its growth status in lithium
19
ldquoConsolidation in the industry will increase small lithium companies in niche markets will merge with bigger lithium players particularly those publicly listedrdquo Wang Xiaoshen Vice Chairman and Vice Executive President of Ganfeng Lithium
20 INDUSTRIAL MINERALS | wwwindmincom
Print + Online + EventsAdvertising is published in print and online with links for maximum exposure
For advertising and editorial opportunities contactSimon Moores
Publication Manager+44 20 7827 6473 smooresindmincom
Ismene ClarkeAdvertising Manager
+44 20 7827 5252 iclarkeindmincom
BOOK NOW400
all inclusive
Building on the success of the inaugural 2010 IM Moving Minerals Roundtable Industrial Minerals announces its second Roundtable for 2011
With a focus on logistic strategies solutions and security of supply for key performance minerals in the filler and pigment refractory and oilfield markets the IM Moving Minerals Roundtable 2011 will appeal to all those in the supply chain for these key mineral commodities
Mine to Market Strategies Solutions Security
FIlleR MINeRals ReFRactORy MINeRals OIlFIeld MINeRals
NH Barbizon Palace Hotel ndash amsterdam
FILLER amp PIGMENT MINERALSmiddot calcium carbonatemiddot talcmiddot Kaolinmiddot ti-minerals
REFRACTORY MINERALSmiddot aluminosilicatesmiddot Bauxitemiddot Graphitemiddot Magnesia
OILFIELD MINERALSmiddot Barytesmiddot Bentonitemiddot Frac sandmiddot calcium chloride
to register and for sponsorshipexhibits contact Ismene Clarke
Advertisement Manager IM iclarkeindmincom
T +44 (0) 20 7827 5252
For presentations contact Mike OrsquoDriscoll
Editor IM modriscollindmincom
T +44 (0) 20 7827 6444
SPONSORS
Lithium | Jadarite
uropean lithium supply has evaded the spotlight in recent years Ex-ploration activity has focused on
Canada Australia and the USA While much debate has centered on brine
and spodumene lithium sources Rio Tinto has been developing a different lithium de-posit based on a newly discovered mineral jadarite in the eastern European country of Serbia
Serbian and American geologists work-ing for Rio Tinto discovered the deposit in 2004 near the town of Loznica They dis-covered the mineral jadarite in 2007 and Serbiarsquos Jadar basin is the only place in the world where the mineral can be found
Jadarite shot to fame when discovered as it had the exact chemical composition as the fictional mineral kryptonite from the Superman series
Due to its high lithium and borate con-centrations ndash and an assessed geological resource of more than 200m tonnes ndash Ja-dar has been ranked as one of the largest lithium deposits in the world
The deposit is geographically contained within three discrete vertically stacked zones Rio Tinto Minerals has focused its studies on the highest grade and larg-est zone called the Lower Jadarite Zone and has declared an inferred resource of 1253m tonnes with a weighted average Li2O concentration of 18 and 162m tonnes B2O3 for the lower zone only
If developed the deposit has the potential to supply more than 20 of global lithium demand
Lithium has many applications from medical uses to batteries to ceramics and aircraft alloys
The fastest growing application is lith-ium batteries for hybrid and electric cars The world market for hybrid vehicles is predicted to increase to more than 11m ve-
hicles a year by 2020 or about 23 times the market size in 2008
The deposit also contains borates Rio Tinto Minerals produces nearly 40 of the worldrsquos demand for refined borates from its mines in California and Argentina Ore from these mines is processed locally and further refining takes place in France and California The company also oper-ates shipping facilities in California the Netherlands Spain Malaysia and China as well as a global network of sales offices and stock points
Borates are essential micronutrients for all plants and boron deficiency affects almost all major crops grown around the world Without borate fertilisers crop yields and quality can be greatly reduced
Borates are also key ingredients in glass production including insulation fiberglass that keeps buildings energy-efficient tex-tile fiberglass used in windmill blades and
glass components of televisions comput-ers solar heating devices and heat resistant cookware
Rio Tinto Mineralsrsquo team is working closely with Serbiarsquos Ministry of the En-vironment Mines and Spatial Planning community members and other stakehold-ers as the Jadar project progresses
Leaders also signed a MOU with Lozni-ca Municipality reinforcing an ongoing agreement to co-operate and share infor-mation to support development of the proj-ect
At present Jadar is in the prefeasibility stage which includes research aimed to better understand the deposit pilot-testing recovery and processing methods con-ducting mining trade-off studies and col-laborating with Serbian experts to conduct the extensive environmental and socioeco-nomic analysis that lays the groundwork for efficient and responsible development
If developed production could com-mence within the next six years
Rio Tintorsquos strategy to invest in large long-term cost competitive mines means that the company operates on extended time horizons These long-term commit-ments provide opportunities to plan imple-ment and deliver sustainable contributions to social wellbeing environmental stew-ardship and economic prosperity every-where the company operates
Rio Tinto outlines its progress to commercialise lithium production from the newly discovered mineral jadarite
Serbian lithium under focus
21
Senior geologist Vladisav Eric examines a core sample of jadarite Source Rio Tinto
The profiles of lithium and vanadium have increased significantly over the last five years owing to their use in emerging battery technologies
The movement to cleaner green econ-omies relies on a reduction in fossil fuel consumption particularly oil and gas In order to achieve this industry and gov-ernments are turning to battery storage to make new electricity sources ndash such as wind and solar ndash more manageable
The rise of battery technology over the last decade has seen designs that are increasingly based on the minerals lithium and vanadium But as the tech-nology adoption gathers pace the sup-ply of these critical minerals is at risk of falling short
Lithium In 2010 the size of global lithium in-dustry (including both chemicals and minerals) was about 125000tpa of lith-ium carbonate equivalent (LCE) with a compound average growth rate of 6 pa throughout the decade
In 2000 the market was about 70000tpa and the use of lithium in batteries repre-sented 5-7 whereas the use of lithium
in batteries in 2010 was estimated at 20-25 of the market Throughout the last decade the market for lithium in batter-ies has grown at 20-25 pa ndash the battery sector has driven the industry for the last 11 years
Lithium has been studied as a cath-ode and electrolyte for both primary and re-chargeable batteries for almost a century but its reactivity proved to be a double-edged sword as it was a barrier to the development of batteries that meet todayrsquos high standards of occupational health and safety But due to the pio-neering work of Japanese and American chemists these issues are now a concern of the past
Cost has limited primary and second-ary lithium batteries until the last few years where weight and longevity were paramount Improvements in manufac-turing techniques now produce a reliable battery at a reasonable cost and resulting demand is taking off
Today lithium-based batteries are found in computers mobile phones portable audio-visual equipment power tools electric bikes and electric vehicles The overall growth of this sector in this
decade is forecast to be 25-30pa ndash a doubling of demand every three years On this basis the lithium battery sector could grow from 20-25000 tpa LCE in 2010 to 180-220000tpa in 2020 a huge proportion of a total lithium market of 240-280000tpa LCE
This rapid acceleration of anticipated growth has resulted in fears of a supply shortage
Reed Resources through the devel-opment of the Mt Marion SpodumeneLithium Project is in a position to ar-rest the looming shortfall in supply The company aims to become a preferred supplier of spodumene to the Chinese lithium carbonate industry within 12 months This is through advanced plans to participate in the downstream produc-tion of lithium chemicals for the battery industry
As with many developing technolo-gies it is China that will be leading the market in the coming years in terms of both consumption and production Chi-narsquos over-arching strategy includes
bull To become a world leader in green technologies and low carbon energy
bull To reduce dependence on oil ndash particu-larly for transport
bull Investment of significant technologi-cal and financial resources in the de-velopment of renewable energy with a focus on wind turbines backed-up by mass energy storage
bull Electric and hybrid vehicles to consti-tute at least 25 of vehicles by 2020 and 50 by 2030 to be backed up by a comprehensive system of re-charging platformsstations
bull Lithium battery power to replace lead acid powered E-Bikes as soon as prac-ticable assisted by the gradual closure of lead acid battery manufacture
For much of the past decade growth in the lithium market has been lagging the forecast of both consumers and produc-ers However in the past 12-18 months there has been a significant turnaround such that consumer and producer fore-casts are now lagging actual demand Inevitably this will lead to increased prices for lithium carbonate Roskill In-
22 INDUSTRIAL MINERALS | wwwindmincom
Lithium and vanadium rise as economies move from fossil fuels to battery technology by Dudley Kingsnorth and Chris Reed of Reed Resources
Battery bounce
Lithium | Lithium + Vanadium
formation Services is forecasting prices of $6-7000tonne in the short to medi-um term compared with present prices of $4500-5500tonne
Reed Resources and partner Mineral Resources Ltd one of Australiarsquos larg-est mining services companies is bring-ing the Mt Marion Lithium Project into production in H1 2012 Mt Marion will initially produce 200000 tpa of chemi-cal grade spodumene is totally uncon-tracted and the partners are ready to dis-cuss cooperative agreements with new and existing mineral converters
VanadiumIn 2010 the size of global vanadium industry was around 64000 tonnes or 250m lbs of vanadium pentoxide equivalent It experienced a compound average growth rate of 6 pa through-out the decade
Increasing levels of steel production over the last decade ndash particularly in China ndash have caused a structural shift upwards in vanadium pricing levels However it has not been plain sailing
The global financial crisis interrupted its day in the sun and the recovery was short lived as leading western producers
Evraz and Xstrata returned to full pro-duction and dominant Chinese producer Pangang delivered staged expansions ahead of time
In mid-2010 against the backdrop of recovering Western steel production levels and Chinese steelmakers moving to higher V-content in rebar prices fell and have moved sideways ever since Why this disconnection from steel (in-dicators) and break of this strong posi-tive correlation Leading market com-mentators opine that prices will trend up driven by growth in all the majors sources of vanadium demand Targets range from $10-18lb over the next five years
At Reed Resources we are comfort-able with the medium and long term fundamentals of the market particularly the non-steel applications Each new generation of aircraft contains more lightweight titanium alloys in response to demand for greater fuel efficiency
Another developing technology that could have major implications for va-nadium demand is the Vanadium Redox Battery (VRB) The VRB is an example of chemical storage of energy that is the storage of energy in a vanadium bearing
solution then discharging the energy through ion exchange (membrane) units The size of the tankage dictates storage capacity and the number of discharge units the power output
The beauty of this Australian inven-tion is that the number of deep discharge cycles has been measured at between 10 and 20 thousand times (or over 25 years with daily chargedischarge)
There is a limit to concentration of va-nadium in solution (a practical energy to volume limitation) 1 MWh of storage capacity requires about 60 cubic metres of solution containing 9-95 tonnes of V2O5 The largest battery seen recently in a visit to China was 2MW8MWh but they were building 5MW30MWh requiring some 270 tonnes or 600000 pounds of V2O5 The driving force be-hind this in China is the ~200bn Yuan spent on renewable energy last year Without storage approximately 70 of wind energy is typically lost
The lithium-vanadium battery is an exciting prospect Like the 57 varieties of Heinz sauces so too are the different chemistries of lithium batteries Unless another element is found the lithium-vanadium battery has the highest theo-retical voltage output (power) and en-ergy density (range)
Supporting this postulation are ex-amples from Subaru (G4E) and Audi (A2) Audi in partnership with German battery maker DBM Energy and utility Lekker Erenrgie drove an all electric A2 a record 603km on a single charge In addition its battery can be fully re-charged in 6 minutes from a standard 240V source
Chinarsquos BYD Japanrsquos GS Yuasa and the USArsquos Valence Technologies are all developing batteries based on lithium-Vanadium chemistry
Reed Resources is in the financing and approvals phase of our Barrambie Vana-dium Project Australiarsquos richest vana-dium reserve and subject to financing we aim to be in production in 201415 producing around 25m lbs a year of high-purity vanadium pentoxide
Reed Resources is an Australian lithium and vanadium development company
23
1 Lead-Acid The most economical battery for large power applications where weight is not a major consideration
2 Nickel-Cadmium Economical with a long life but are being phased out due to the toxicity of cadmium
3 Nickel-Metal Hydride Capable of delivering high density energy compared with nickel-cadmium but they do not have a long life This has been further complicated by supply doubts of a key input material rare earths which is providing impetus to the development of the lithium-ion batteries
4 Lithium-Ion The fastest growing secondary battery owing to its capability to deliver high density energy with a high power to weight ratio However the required design for adequate consumer safety means that it is not a low cost option Re-search into improved manufacturing techniques is steadily reducing the cost
5 Lithium-Ion Polymer This adaption of the lithium-ion battery is a more cost effective option possessing a higher energy density that can be manufactured in physical shapes and that are more compatible with the demands of todayrsquos portable audio-visual equipment
Major secondary batteries
Industrial Minerals Could you provide a brief overview of where Rincon Lithium is at Mike Tamlin Rincon Lithium is in transition from a development project to a commercial business Rincon Lith-ium will produce battery grade gt995 Li2CO3 with first commercial shipments to customers in early 2012 Plant com-missioning has been conducted and pro-duction is in early stabilisation phases in which attention to quality consistency and reliability has priority
Early production before optimisation work resulted in gt995 grade prod-uct Lithium carbonate will be the sole product until the commissioning of by-
product facilities that include potassium chloride
IM Industrial Minerals first re-ported on the Rincon Salar devel-opment in the early 2000s It has been a long road to get to this point What have been the main hurdles for Rincon Lithium since acquir-ing the project from Admiralty Re-sources in 2008MT The Sentient Group acquired the project in late December 2008 when the project was under-funded and develop-ment was virtually at standstill The most intense period of the development of Rincon has been in the period since then
Sentient has provided the funding that is critical to any successful project de-velopment This period has seen the con-
struction and operation of a pilot plant followed by the construction of a small capacity commercial scale plant It has also incorporated the acquisition and con-solidation of the extensive lithium sodi-um sulphate and water tenement package the will underwrite the long-term security of production at large volumes The first large capacity expansion is in feasibility planning and early design phases and the company has built and mobilised the pro-duction team
IM There have been a lot of lithi-um junior companies entering the industry since 2009 At its peak more than 100 companies owned lithium tenements What are your thoughts on this boom in interest MT The future demand from the EV
24 INDUSTRIAL MINERALS | wwwindmincom
With the race for lithium slowing focus is moving to the complex manufacture of the battery raw material lithium carbonate Industrial Minerals spoke with Rincon Lithiumrsquos general manager Mike Tamlin on why he believes only a fraction of new companies will begin production and how even less will be profitable
Lithiumrsquos long game
Lithium | Carbonate
Main picture Brine evaporation ponds in the Salar del Rincon Argentina Source Rincon Lithium
industry will need considerable expan-sion in production capacity That in turn will demand large scale capital invest-ment in new plant and resource develop-ment
Exploration and development has a long lead time so the new-found inter-est is timely That said the usual rule of thumb in resources development is that only about 10 of potential resources ever reach production and only 3 are commercially stable and profitable so the odds are stacked against more than a few of these juniors surviving
Rincon Lithium has developed the project in an orderly and thorough way to ensure that it will be a stable large ca-pacity producer for the long term
IM Does it accurately reflect the prospects of the EV industry or is it overhypedMT The potential of the EV industry is best summarised by the massive de-velopment investment by the major car-makers worldwide
The auto industry and battery manu-facturers need reliable and secure un-constrained lithium supply over the long term The lithium industry needs to re-spond in a measured and credible way that fulfils the needs of its ultimate cus-tomers
IM Has the complexity of pro-ducing a suitable and consistent lithium carbonate grade for EV batteries been underestimatedMT Very much so at the junior end and less so at the established end of the industry Rincon has been through an extensive resource development and process development phase and knows just how difficult and exhausting the de-velopment process is
Fortunately Rincon Lithium has not had the funding constraints recently that it suffered in its early days and has been able to deal with this complexity
Process development requires con-siderable time money and technical know-how Operating a production fa-cility reliably and consistently requires well organised well-funded and skilled people and technical resources
Optimising and stabilising production after commissioning takes some time to achieve the reliability needed Future demand will require production on a significantly larger scale than before re-quiring more investment even for exist-ing major producers
IM Is the price of lithium carbon-ate really as irrelevant as many say MT It may be the smallest input cost to the battery producer but the cathode manufacturer which purchases the mate-rial would have a different view
Price always matters in the commer-cial world of which lithium production cathode production and car making are integral parts Price stability is probably more important than absolute price
Price always matters to the high cost producers in any industry because the natural price floor is near the cost of the highest cost producers In that re-spect brine resources that are suitable for commercial production and are well managed have the edge over hard rock production sources
IM Is there room for a lithium brine producer in a spodumene-feedstock dominated China MT Hard rock production inherently consumes more fossil fuels emits more carbon and is generally more energy intensive than production from brine resources
There are many reasons why solar pond brine resource lithium would be a superior source in environmental terms in China as they are elsewhere There is no commercial reason to exclude pro-duction from Chinese brine resources There are several reasons associated
with difficult brine chemistry and very challenging logistics that explain why Chinese production is dominated by hard rock resources
IM Unlike other critical materials like rare earths lithium has steady supply from a number of different sources outside of China Some commentators have suggested that it should not be deemed criti-cal or strategic Would you agree with thisMT Suppliers are rarely the right peo-ple to ask if they are critical or strategic However I suspect critical or strategic should be determined by the importance of their end use rather than the supply concentration
Lithium will be a very important raw material to EV producers even though lithium resources are not limited Devel-oped viable and active lithium sources will be far fewer in number than the un-developed resource base
Concentration of supply can become a threat to supply security in some situa-tions like it has in rare earths but that is a different issue It is not the same for lithium
IM Do you think China is the deal-maker or breaker for global EV adoptionMT Making EVs more affordable is more a universal issue that could be a barrier to EV commercial success
China will be one of the important markets due to its size and the govern-ment financial support for EV adoption
IM On a global scale how impor-tant are governments to the adop-tion of EVs which at present are not cost efficient MT Governments have an important role to play However in the current financial circumstances worldwide governments in many countries appear to have limited resources to subsidise EVs
Sooner or later unit costs of EVs have to be reduced through engineering man-ufacturing improvements and economy of scale
25
ldquoLithium price stability is probably
more important than absolute pricerdquo
Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

20 INDUSTRIAL MINERALS | wwwindmincom
Print + Online + EventsAdvertising is published in print and online with links for maximum exposure
For advertising and editorial opportunities contactSimon Moores
Publication Manager+44 20 7827 6473 smooresindmincom
Ismene ClarkeAdvertising Manager
+44 20 7827 5252 iclarkeindmincom
BOOK NOW400
all inclusive
Building on the success of the inaugural 2010 IM Moving Minerals Roundtable Industrial Minerals announces its second Roundtable for 2011
With a focus on logistic strategies solutions and security of supply for key performance minerals in the filler and pigment refractory and oilfield markets the IM Moving Minerals Roundtable 2011 will appeal to all those in the supply chain for these key mineral commodities
Mine to Market Strategies Solutions Security
FIlleR MINeRals ReFRactORy MINeRals OIlFIeld MINeRals
NH Barbizon Palace Hotel ndash amsterdam
FILLER amp PIGMENT MINERALSmiddot calcium carbonatemiddot talcmiddot Kaolinmiddot ti-minerals
REFRACTORY MINERALSmiddot aluminosilicatesmiddot Bauxitemiddot Graphitemiddot Magnesia
OILFIELD MINERALSmiddot Barytesmiddot Bentonitemiddot Frac sandmiddot calcium chloride
to register and for sponsorshipexhibits contact Ismene Clarke
Advertisement Manager IM iclarkeindmincom
T +44 (0) 20 7827 5252
For presentations contact Mike OrsquoDriscoll
Editor IM modriscollindmincom
T +44 (0) 20 7827 6444
SPONSORS
Lithium | Jadarite
uropean lithium supply has evaded the spotlight in recent years Ex-ploration activity has focused on
Canada Australia and the USA While much debate has centered on brine
and spodumene lithium sources Rio Tinto has been developing a different lithium de-posit based on a newly discovered mineral jadarite in the eastern European country of Serbia
Serbian and American geologists work-ing for Rio Tinto discovered the deposit in 2004 near the town of Loznica They dis-covered the mineral jadarite in 2007 and Serbiarsquos Jadar basin is the only place in the world where the mineral can be found
Jadarite shot to fame when discovered as it had the exact chemical composition as the fictional mineral kryptonite from the Superman series
Due to its high lithium and borate con-centrations ndash and an assessed geological resource of more than 200m tonnes ndash Ja-dar has been ranked as one of the largest lithium deposits in the world
The deposit is geographically contained within three discrete vertically stacked zones Rio Tinto Minerals has focused its studies on the highest grade and larg-est zone called the Lower Jadarite Zone and has declared an inferred resource of 1253m tonnes with a weighted average Li2O concentration of 18 and 162m tonnes B2O3 for the lower zone only
If developed the deposit has the potential to supply more than 20 of global lithium demand
Lithium has many applications from medical uses to batteries to ceramics and aircraft alloys
The fastest growing application is lith-ium batteries for hybrid and electric cars The world market for hybrid vehicles is predicted to increase to more than 11m ve-
hicles a year by 2020 or about 23 times the market size in 2008
The deposit also contains borates Rio Tinto Minerals produces nearly 40 of the worldrsquos demand for refined borates from its mines in California and Argentina Ore from these mines is processed locally and further refining takes place in France and California The company also oper-ates shipping facilities in California the Netherlands Spain Malaysia and China as well as a global network of sales offices and stock points
Borates are essential micronutrients for all plants and boron deficiency affects almost all major crops grown around the world Without borate fertilisers crop yields and quality can be greatly reduced
Borates are also key ingredients in glass production including insulation fiberglass that keeps buildings energy-efficient tex-tile fiberglass used in windmill blades and
glass components of televisions comput-ers solar heating devices and heat resistant cookware
Rio Tinto Mineralsrsquo team is working closely with Serbiarsquos Ministry of the En-vironment Mines and Spatial Planning community members and other stakehold-ers as the Jadar project progresses
Leaders also signed a MOU with Lozni-ca Municipality reinforcing an ongoing agreement to co-operate and share infor-mation to support development of the proj-ect
At present Jadar is in the prefeasibility stage which includes research aimed to better understand the deposit pilot-testing recovery and processing methods con-ducting mining trade-off studies and col-laborating with Serbian experts to conduct the extensive environmental and socioeco-nomic analysis that lays the groundwork for efficient and responsible development
If developed production could com-mence within the next six years
Rio Tintorsquos strategy to invest in large long-term cost competitive mines means that the company operates on extended time horizons These long-term commit-ments provide opportunities to plan imple-ment and deliver sustainable contributions to social wellbeing environmental stew-ardship and economic prosperity every-where the company operates
Rio Tinto outlines its progress to commercialise lithium production from the newly discovered mineral jadarite
Serbian lithium under focus
21
Senior geologist Vladisav Eric examines a core sample of jadarite Source Rio Tinto
The profiles of lithium and vanadium have increased significantly over the last five years owing to their use in emerging battery technologies
The movement to cleaner green econ-omies relies on a reduction in fossil fuel consumption particularly oil and gas In order to achieve this industry and gov-ernments are turning to battery storage to make new electricity sources ndash such as wind and solar ndash more manageable
The rise of battery technology over the last decade has seen designs that are increasingly based on the minerals lithium and vanadium But as the tech-nology adoption gathers pace the sup-ply of these critical minerals is at risk of falling short
Lithium In 2010 the size of global lithium in-dustry (including both chemicals and minerals) was about 125000tpa of lith-ium carbonate equivalent (LCE) with a compound average growth rate of 6 pa throughout the decade
In 2000 the market was about 70000tpa and the use of lithium in batteries repre-sented 5-7 whereas the use of lithium
in batteries in 2010 was estimated at 20-25 of the market Throughout the last decade the market for lithium in batter-ies has grown at 20-25 pa ndash the battery sector has driven the industry for the last 11 years
Lithium has been studied as a cath-ode and electrolyte for both primary and re-chargeable batteries for almost a century but its reactivity proved to be a double-edged sword as it was a barrier to the development of batteries that meet todayrsquos high standards of occupational health and safety But due to the pio-neering work of Japanese and American chemists these issues are now a concern of the past
Cost has limited primary and second-ary lithium batteries until the last few years where weight and longevity were paramount Improvements in manufac-turing techniques now produce a reliable battery at a reasonable cost and resulting demand is taking off
Today lithium-based batteries are found in computers mobile phones portable audio-visual equipment power tools electric bikes and electric vehicles The overall growth of this sector in this
decade is forecast to be 25-30pa ndash a doubling of demand every three years On this basis the lithium battery sector could grow from 20-25000 tpa LCE in 2010 to 180-220000tpa in 2020 a huge proportion of a total lithium market of 240-280000tpa LCE
This rapid acceleration of anticipated growth has resulted in fears of a supply shortage
Reed Resources through the devel-opment of the Mt Marion SpodumeneLithium Project is in a position to ar-rest the looming shortfall in supply The company aims to become a preferred supplier of spodumene to the Chinese lithium carbonate industry within 12 months This is through advanced plans to participate in the downstream produc-tion of lithium chemicals for the battery industry
As with many developing technolo-gies it is China that will be leading the market in the coming years in terms of both consumption and production Chi-narsquos over-arching strategy includes
bull To become a world leader in green technologies and low carbon energy
bull To reduce dependence on oil ndash particu-larly for transport
bull Investment of significant technologi-cal and financial resources in the de-velopment of renewable energy with a focus on wind turbines backed-up by mass energy storage
bull Electric and hybrid vehicles to consti-tute at least 25 of vehicles by 2020 and 50 by 2030 to be backed up by a comprehensive system of re-charging platformsstations
bull Lithium battery power to replace lead acid powered E-Bikes as soon as prac-ticable assisted by the gradual closure of lead acid battery manufacture
For much of the past decade growth in the lithium market has been lagging the forecast of both consumers and produc-ers However in the past 12-18 months there has been a significant turnaround such that consumer and producer fore-casts are now lagging actual demand Inevitably this will lead to increased prices for lithium carbonate Roskill In-
22 INDUSTRIAL MINERALS | wwwindmincom
Lithium and vanadium rise as economies move from fossil fuels to battery technology by Dudley Kingsnorth and Chris Reed of Reed Resources
Battery bounce
Lithium | Lithium + Vanadium
formation Services is forecasting prices of $6-7000tonne in the short to medi-um term compared with present prices of $4500-5500tonne
Reed Resources and partner Mineral Resources Ltd one of Australiarsquos larg-est mining services companies is bring-ing the Mt Marion Lithium Project into production in H1 2012 Mt Marion will initially produce 200000 tpa of chemi-cal grade spodumene is totally uncon-tracted and the partners are ready to dis-cuss cooperative agreements with new and existing mineral converters
VanadiumIn 2010 the size of global vanadium industry was around 64000 tonnes or 250m lbs of vanadium pentoxide equivalent It experienced a compound average growth rate of 6 pa through-out the decade
Increasing levels of steel production over the last decade ndash particularly in China ndash have caused a structural shift upwards in vanadium pricing levels However it has not been plain sailing
The global financial crisis interrupted its day in the sun and the recovery was short lived as leading western producers
Evraz and Xstrata returned to full pro-duction and dominant Chinese producer Pangang delivered staged expansions ahead of time
In mid-2010 against the backdrop of recovering Western steel production levels and Chinese steelmakers moving to higher V-content in rebar prices fell and have moved sideways ever since Why this disconnection from steel (in-dicators) and break of this strong posi-tive correlation Leading market com-mentators opine that prices will trend up driven by growth in all the majors sources of vanadium demand Targets range from $10-18lb over the next five years
At Reed Resources we are comfort-able with the medium and long term fundamentals of the market particularly the non-steel applications Each new generation of aircraft contains more lightweight titanium alloys in response to demand for greater fuel efficiency
Another developing technology that could have major implications for va-nadium demand is the Vanadium Redox Battery (VRB) The VRB is an example of chemical storage of energy that is the storage of energy in a vanadium bearing
solution then discharging the energy through ion exchange (membrane) units The size of the tankage dictates storage capacity and the number of discharge units the power output
The beauty of this Australian inven-tion is that the number of deep discharge cycles has been measured at between 10 and 20 thousand times (or over 25 years with daily chargedischarge)
There is a limit to concentration of va-nadium in solution (a practical energy to volume limitation) 1 MWh of storage capacity requires about 60 cubic metres of solution containing 9-95 tonnes of V2O5 The largest battery seen recently in a visit to China was 2MW8MWh but they were building 5MW30MWh requiring some 270 tonnes or 600000 pounds of V2O5 The driving force be-hind this in China is the ~200bn Yuan spent on renewable energy last year Without storage approximately 70 of wind energy is typically lost
The lithium-vanadium battery is an exciting prospect Like the 57 varieties of Heinz sauces so too are the different chemistries of lithium batteries Unless another element is found the lithium-vanadium battery has the highest theo-retical voltage output (power) and en-ergy density (range)
Supporting this postulation are ex-amples from Subaru (G4E) and Audi (A2) Audi in partnership with German battery maker DBM Energy and utility Lekker Erenrgie drove an all electric A2 a record 603km on a single charge In addition its battery can be fully re-charged in 6 minutes from a standard 240V source
Chinarsquos BYD Japanrsquos GS Yuasa and the USArsquos Valence Technologies are all developing batteries based on lithium-Vanadium chemistry
Reed Resources is in the financing and approvals phase of our Barrambie Vana-dium Project Australiarsquos richest vana-dium reserve and subject to financing we aim to be in production in 201415 producing around 25m lbs a year of high-purity vanadium pentoxide
Reed Resources is an Australian lithium and vanadium development company
23
1 Lead-Acid The most economical battery for large power applications where weight is not a major consideration
2 Nickel-Cadmium Economical with a long life but are being phased out due to the toxicity of cadmium
3 Nickel-Metal Hydride Capable of delivering high density energy compared with nickel-cadmium but they do not have a long life This has been further complicated by supply doubts of a key input material rare earths which is providing impetus to the development of the lithium-ion batteries
4 Lithium-Ion The fastest growing secondary battery owing to its capability to deliver high density energy with a high power to weight ratio However the required design for adequate consumer safety means that it is not a low cost option Re-search into improved manufacturing techniques is steadily reducing the cost
5 Lithium-Ion Polymer This adaption of the lithium-ion battery is a more cost effective option possessing a higher energy density that can be manufactured in physical shapes and that are more compatible with the demands of todayrsquos portable audio-visual equipment
Major secondary batteries
Industrial Minerals Could you provide a brief overview of where Rincon Lithium is at Mike Tamlin Rincon Lithium is in transition from a development project to a commercial business Rincon Lith-ium will produce battery grade gt995 Li2CO3 with first commercial shipments to customers in early 2012 Plant com-missioning has been conducted and pro-duction is in early stabilisation phases in which attention to quality consistency and reliability has priority
Early production before optimisation work resulted in gt995 grade prod-uct Lithium carbonate will be the sole product until the commissioning of by-
product facilities that include potassium chloride
IM Industrial Minerals first re-ported on the Rincon Salar devel-opment in the early 2000s It has been a long road to get to this point What have been the main hurdles for Rincon Lithium since acquir-ing the project from Admiralty Re-sources in 2008MT The Sentient Group acquired the project in late December 2008 when the project was under-funded and develop-ment was virtually at standstill The most intense period of the development of Rincon has been in the period since then
Sentient has provided the funding that is critical to any successful project de-velopment This period has seen the con-
struction and operation of a pilot plant followed by the construction of a small capacity commercial scale plant It has also incorporated the acquisition and con-solidation of the extensive lithium sodi-um sulphate and water tenement package the will underwrite the long-term security of production at large volumes The first large capacity expansion is in feasibility planning and early design phases and the company has built and mobilised the pro-duction team
IM There have been a lot of lithi-um junior companies entering the industry since 2009 At its peak more than 100 companies owned lithium tenements What are your thoughts on this boom in interest MT The future demand from the EV
24 INDUSTRIAL MINERALS | wwwindmincom
With the race for lithium slowing focus is moving to the complex manufacture of the battery raw material lithium carbonate Industrial Minerals spoke with Rincon Lithiumrsquos general manager Mike Tamlin on why he believes only a fraction of new companies will begin production and how even less will be profitable
Lithiumrsquos long game
Lithium | Carbonate
Main picture Brine evaporation ponds in the Salar del Rincon Argentina Source Rincon Lithium
industry will need considerable expan-sion in production capacity That in turn will demand large scale capital invest-ment in new plant and resource develop-ment
Exploration and development has a long lead time so the new-found inter-est is timely That said the usual rule of thumb in resources development is that only about 10 of potential resources ever reach production and only 3 are commercially stable and profitable so the odds are stacked against more than a few of these juniors surviving
Rincon Lithium has developed the project in an orderly and thorough way to ensure that it will be a stable large ca-pacity producer for the long term
IM Does it accurately reflect the prospects of the EV industry or is it overhypedMT The potential of the EV industry is best summarised by the massive de-velopment investment by the major car-makers worldwide
The auto industry and battery manu-facturers need reliable and secure un-constrained lithium supply over the long term The lithium industry needs to re-spond in a measured and credible way that fulfils the needs of its ultimate cus-tomers
IM Has the complexity of pro-ducing a suitable and consistent lithium carbonate grade for EV batteries been underestimatedMT Very much so at the junior end and less so at the established end of the industry Rincon has been through an extensive resource development and process development phase and knows just how difficult and exhausting the de-velopment process is
Fortunately Rincon Lithium has not had the funding constraints recently that it suffered in its early days and has been able to deal with this complexity
Process development requires con-siderable time money and technical know-how Operating a production fa-cility reliably and consistently requires well organised well-funded and skilled people and technical resources
Optimising and stabilising production after commissioning takes some time to achieve the reliability needed Future demand will require production on a significantly larger scale than before re-quiring more investment even for exist-ing major producers
IM Is the price of lithium carbon-ate really as irrelevant as many say MT It may be the smallest input cost to the battery producer but the cathode manufacturer which purchases the mate-rial would have a different view
Price always matters in the commer-cial world of which lithium production cathode production and car making are integral parts Price stability is probably more important than absolute price
Price always matters to the high cost producers in any industry because the natural price floor is near the cost of the highest cost producers In that re-spect brine resources that are suitable for commercial production and are well managed have the edge over hard rock production sources
IM Is there room for a lithium brine producer in a spodumene-feedstock dominated China MT Hard rock production inherently consumes more fossil fuels emits more carbon and is generally more energy intensive than production from brine resources
There are many reasons why solar pond brine resource lithium would be a superior source in environmental terms in China as they are elsewhere There is no commercial reason to exclude pro-duction from Chinese brine resources There are several reasons associated
with difficult brine chemistry and very challenging logistics that explain why Chinese production is dominated by hard rock resources
IM Unlike other critical materials like rare earths lithium has steady supply from a number of different sources outside of China Some commentators have suggested that it should not be deemed criti-cal or strategic Would you agree with thisMT Suppliers are rarely the right peo-ple to ask if they are critical or strategic However I suspect critical or strategic should be determined by the importance of their end use rather than the supply concentration
Lithium will be a very important raw material to EV producers even though lithium resources are not limited Devel-oped viable and active lithium sources will be far fewer in number than the un-developed resource base
Concentration of supply can become a threat to supply security in some situa-tions like it has in rare earths but that is a different issue It is not the same for lithium
IM Do you think China is the deal-maker or breaker for global EV adoptionMT Making EVs more affordable is more a universal issue that could be a barrier to EV commercial success
China will be one of the important markets due to its size and the govern-ment financial support for EV adoption
IM On a global scale how impor-tant are governments to the adop-tion of EVs which at present are not cost efficient MT Governments have an important role to play However in the current financial circumstances worldwide governments in many countries appear to have limited resources to subsidise EVs
Sooner or later unit costs of EVs have to be reduced through engineering man-ufacturing improvements and economy of scale
25
ldquoLithium price stability is probably
more important than absolute pricerdquo
Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

Lithium | Jadarite
uropean lithium supply has evaded the spotlight in recent years Ex-ploration activity has focused on
Canada Australia and the USA While much debate has centered on brine
and spodumene lithium sources Rio Tinto has been developing a different lithium de-posit based on a newly discovered mineral jadarite in the eastern European country of Serbia
Serbian and American geologists work-ing for Rio Tinto discovered the deposit in 2004 near the town of Loznica They dis-covered the mineral jadarite in 2007 and Serbiarsquos Jadar basin is the only place in the world where the mineral can be found
Jadarite shot to fame when discovered as it had the exact chemical composition as the fictional mineral kryptonite from the Superman series
Due to its high lithium and borate con-centrations ndash and an assessed geological resource of more than 200m tonnes ndash Ja-dar has been ranked as one of the largest lithium deposits in the world
The deposit is geographically contained within three discrete vertically stacked zones Rio Tinto Minerals has focused its studies on the highest grade and larg-est zone called the Lower Jadarite Zone and has declared an inferred resource of 1253m tonnes with a weighted average Li2O concentration of 18 and 162m tonnes B2O3 for the lower zone only
If developed the deposit has the potential to supply more than 20 of global lithium demand
Lithium has many applications from medical uses to batteries to ceramics and aircraft alloys
The fastest growing application is lith-ium batteries for hybrid and electric cars The world market for hybrid vehicles is predicted to increase to more than 11m ve-
hicles a year by 2020 or about 23 times the market size in 2008
The deposit also contains borates Rio Tinto Minerals produces nearly 40 of the worldrsquos demand for refined borates from its mines in California and Argentina Ore from these mines is processed locally and further refining takes place in France and California The company also oper-ates shipping facilities in California the Netherlands Spain Malaysia and China as well as a global network of sales offices and stock points
Borates are essential micronutrients for all plants and boron deficiency affects almost all major crops grown around the world Without borate fertilisers crop yields and quality can be greatly reduced
Borates are also key ingredients in glass production including insulation fiberglass that keeps buildings energy-efficient tex-tile fiberglass used in windmill blades and
glass components of televisions comput-ers solar heating devices and heat resistant cookware
Rio Tinto Mineralsrsquo team is working closely with Serbiarsquos Ministry of the En-vironment Mines and Spatial Planning community members and other stakehold-ers as the Jadar project progresses
Leaders also signed a MOU with Lozni-ca Municipality reinforcing an ongoing agreement to co-operate and share infor-mation to support development of the proj-ect
At present Jadar is in the prefeasibility stage which includes research aimed to better understand the deposit pilot-testing recovery and processing methods con-ducting mining trade-off studies and col-laborating with Serbian experts to conduct the extensive environmental and socioeco-nomic analysis that lays the groundwork for efficient and responsible development
If developed production could com-mence within the next six years
Rio Tintorsquos strategy to invest in large long-term cost competitive mines means that the company operates on extended time horizons These long-term commit-ments provide opportunities to plan imple-ment and deliver sustainable contributions to social wellbeing environmental stew-ardship and economic prosperity every-where the company operates
Rio Tinto outlines its progress to commercialise lithium production from the newly discovered mineral jadarite
Serbian lithium under focus
21
Senior geologist Vladisav Eric examines a core sample of jadarite Source Rio Tinto
The profiles of lithium and vanadium have increased significantly over the last five years owing to their use in emerging battery technologies
The movement to cleaner green econ-omies relies on a reduction in fossil fuel consumption particularly oil and gas In order to achieve this industry and gov-ernments are turning to battery storage to make new electricity sources ndash such as wind and solar ndash more manageable
The rise of battery technology over the last decade has seen designs that are increasingly based on the minerals lithium and vanadium But as the tech-nology adoption gathers pace the sup-ply of these critical minerals is at risk of falling short
Lithium In 2010 the size of global lithium in-dustry (including both chemicals and minerals) was about 125000tpa of lith-ium carbonate equivalent (LCE) with a compound average growth rate of 6 pa throughout the decade
In 2000 the market was about 70000tpa and the use of lithium in batteries repre-sented 5-7 whereas the use of lithium
in batteries in 2010 was estimated at 20-25 of the market Throughout the last decade the market for lithium in batter-ies has grown at 20-25 pa ndash the battery sector has driven the industry for the last 11 years
Lithium has been studied as a cath-ode and electrolyte for both primary and re-chargeable batteries for almost a century but its reactivity proved to be a double-edged sword as it was a barrier to the development of batteries that meet todayrsquos high standards of occupational health and safety But due to the pio-neering work of Japanese and American chemists these issues are now a concern of the past
Cost has limited primary and second-ary lithium batteries until the last few years where weight and longevity were paramount Improvements in manufac-turing techniques now produce a reliable battery at a reasonable cost and resulting demand is taking off
Today lithium-based batteries are found in computers mobile phones portable audio-visual equipment power tools electric bikes and electric vehicles The overall growth of this sector in this
decade is forecast to be 25-30pa ndash a doubling of demand every three years On this basis the lithium battery sector could grow from 20-25000 tpa LCE in 2010 to 180-220000tpa in 2020 a huge proportion of a total lithium market of 240-280000tpa LCE
This rapid acceleration of anticipated growth has resulted in fears of a supply shortage
Reed Resources through the devel-opment of the Mt Marion SpodumeneLithium Project is in a position to ar-rest the looming shortfall in supply The company aims to become a preferred supplier of spodumene to the Chinese lithium carbonate industry within 12 months This is through advanced plans to participate in the downstream produc-tion of lithium chemicals for the battery industry
As with many developing technolo-gies it is China that will be leading the market in the coming years in terms of both consumption and production Chi-narsquos over-arching strategy includes
bull To become a world leader in green technologies and low carbon energy
bull To reduce dependence on oil ndash particu-larly for transport
bull Investment of significant technologi-cal and financial resources in the de-velopment of renewable energy with a focus on wind turbines backed-up by mass energy storage
bull Electric and hybrid vehicles to consti-tute at least 25 of vehicles by 2020 and 50 by 2030 to be backed up by a comprehensive system of re-charging platformsstations
bull Lithium battery power to replace lead acid powered E-Bikes as soon as prac-ticable assisted by the gradual closure of lead acid battery manufacture
For much of the past decade growth in the lithium market has been lagging the forecast of both consumers and produc-ers However in the past 12-18 months there has been a significant turnaround such that consumer and producer fore-casts are now lagging actual demand Inevitably this will lead to increased prices for lithium carbonate Roskill In-
22 INDUSTRIAL MINERALS | wwwindmincom
Lithium and vanadium rise as economies move from fossil fuels to battery technology by Dudley Kingsnorth and Chris Reed of Reed Resources
Battery bounce
Lithium | Lithium + Vanadium
formation Services is forecasting prices of $6-7000tonne in the short to medi-um term compared with present prices of $4500-5500tonne
Reed Resources and partner Mineral Resources Ltd one of Australiarsquos larg-est mining services companies is bring-ing the Mt Marion Lithium Project into production in H1 2012 Mt Marion will initially produce 200000 tpa of chemi-cal grade spodumene is totally uncon-tracted and the partners are ready to dis-cuss cooperative agreements with new and existing mineral converters
VanadiumIn 2010 the size of global vanadium industry was around 64000 tonnes or 250m lbs of vanadium pentoxide equivalent It experienced a compound average growth rate of 6 pa through-out the decade
Increasing levels of steel production over the last decade ndash particularly in China ndash have caused a structural shift upwards in vanadium pricing levels However it has not been plain sailing
The global financial crisis interrupted its day in the sun and the recovery was short lived as leading western producers
Evraz and Xstrata returned to full pro-duction and dominant Chinese producer Pangang delivered staged expansions ahead of time
In mid-2010 against the backdrop of recovering Western steel production levels and Chinese steelmakers moving to higher V-content in rebar prices fell and have moved sideways ever since Why this disconnection from steel (in-dicators) and break of this strong posi-tive correlation Leading market com-mentators opine that prices will trend up driven by growth in all the majors sources of vanadium demand Targets range from $10-18lb over the next five years
At Reed Resources we are comfort-able with the medium and long term fundamentals of the market particularly the non-steel applications Each new generation of aircraft contains more lightweight titanium alloys in response to demand for greater fuel efficiency
Another developing technology that could have major implications for va-nadium demand is the Vanadium Redox Battery (VRB) The VRB is an example of chemical storage of energy that is the storage of energy in a vanadium bearing
solution then discharging the energy through ion exchange (membrane) units The size of the tankage dictates storage capacity and the number of discharge units the power output
The beauty of this Australian inven-tion is that the number of deep discharge cycles has been measured at between 10 and 20 thousand times (or over 25 years with daily chargedischarge)
There is a limit to concentration of va-nadium in solution (a practical energy to volume limitation) 1 MWh of storage capacity requires about 60 cubic metres of solution containing 9-95 tonnes of V2O5 The largest battery seen recently in a visit to China was 2MW8MWh but they were building 5MW30MWh requiring some 270 tonnes or 600000 pounds of V2O5 The driving force be-hind this in China is the ~200bn Yuan spent on renewable energy last year Without storage approximately 70 of wind energy is typically lost
The lithium-vanadium battery is an exciting prospect Like the 57 varieties of Heinz sauces so too are the different chemistries of lithium batteries Unless another element is found the lithium-vanadium battery has the highest theo-retical voltage output (power) and en-ergy density (range)
Supporting this postulation are ex-amples from Subaru (G4E) and Audi (A2) Audi in partnership with German battery maker DBM Energy and utility Lekker Erenrgie drove an all electric A2 a record 603km on a single charge In addition its battery can be fully re-charged in 6 minutes from a standard 240V source
Chinarsquos BYD Japanrsquos GS Yuasa and the USArsquos Valence Technologies are all developing batteries based on lithium-Vanadium chemistry
Reed Resources is in the financing and approvals phase of our Barrambie Vana-dium Project Australiarsquos richest vana-dium reserve and subject to financing we aim to be in production in 201415 producing around 25m lbs a year of high-purity vanadium pentoxide
Reed Resources is an Australian lithium and vanadium development company
23
1 Lead-Acid The most economical battery for large power applications where weight is not a major consideration
2 Nickel-Cadmium Economical with a long life but are being phased out due to the toxicity of cadmium
3 Nickel-Metal Hydride Capable of delivering high density energy compared with nickel-cadmium but they do not have a long life This has been further complicated by supply doubts of a key input material rare earths which is providing impetus to the development of the lithium-ion batteries
4 Lithium-Ion The fastest growing secondary battery owing to its capability to deliver high density energy with a high power to weight ratio However the required design for adequate consumer safety means that it is not a low cost option Re-search into improved manufacturing techniques is steadily reducing the cost
5 Lithium-Ion Polymer This adaption of the lithium-ion battery is a more cost effective option possessing a higher energy density that can be manufactured in physical shapes and that are more compatible with the demands of todayrsquos portable audio-visual equipment
Major secondary batteries
Industrial Minerals Could you provide a brief overview of where Rincon Lithium is at Mike Tamlin Rincon Lithium is in transition from a development project to a commercial business Rincon Lith-ium will produce battery grade gt995 Li2CO3 with first commercial shipments to customers in early 2012 Plant com-missioning has been conducted and pro-duction is in early stabilisation phases in which attention to quality consistency and reliability has priority
Early production before optimisation work resulted in gt995 grade prod-uct Lithium carbonate will be the sole product until the commissioning of by-
product facilities that include potassium chloride
IM Industrial Minerals first re-ported on the Rincon Salar devel-opment in the early 2000s It has been a long road to get to this point What have been the main hurdles for Rincon Lithium since acquir-ing the project from Admiralty Re-sources in 2008MT The Sentient Group acquired the project in late December 2008 when the project was under-funded and develop-ment was virtually at standstill The most intense period of the development of Rincon has been in the period since then
Sentient has provided the funding that is critical to any successful project de-velopment This period has seen the con-
struction and operation of a pilot plant followed by the construction of a small capacity commercial scale plant It has also incorporated the acquisition and con-solidation of the extensive lithium sodi-um sulphate and water tenement package the will underwrite the long-term security of production at large volumes The first large capacity expansion is in feasibility planning and early design phases and the company has built and mobilised the pro-duction team
IM There have been a lot of lithi-um junior companies entering the industry since 2009 At its peak more than 100 companies owned lithium tenements What are your thoughts on this boom in interest MT The future demand from the EV
24 INDUSTRIAL MINERALS | wwwindmincom
With the race for lithium slowing focus is moving to the complex manufacture of the battery raw material lithium carbonate Industrial Minerals spoke with Rincon Lithiumrsquos general manager Mike Tamlin on why he believes only a fraction of new companies will begin production and how even less will be profitable
Lithiumrsquos long game
Lithium | Carbonate
Main picture Brine evaporation ponds in the Salar del Rincon Argentina Source Rincon Lithium
industry will need considerable expan-sion in production capacity That in turn will demand large scale capital invest-ment in new plant and resource develop-ment
Exploration and development has a long lead time so the new-found inter-est is timely That said the usual rule of thumb in resources development is that only about 10 of potential resources ever reach production and only 3 are commercially stable and profitable so the odds are stacked against more than a few of these juniors surviving
Rincon Lithium has developed the project in an orderly and thorough way to ensure that it will be a stable large ca-pacity producer for the long term
IM Does it accurately reflect the prospects of the EV industry or is it overhypedMT The potential of the EV industry is best summarised by the massive de-velopment investment by the major car-makers worldwide
The auto industry and battery manu-facturers need reliable and secure un-constrained lithium supply over the long term The lithium industry needs to re-spond in a measured and credible way that fulfils the needs of its ultimate cus-tomers
IM Has the complexity of pro-ducing a suitable and consistent lithium carbonate grade for EV batteries been underestimatedMT Very much so at the junior end and less so at the established end of the industry Rincon has been through an extensive resource development and process development phase and knows just how difficult and exhausting the de-velopment process is
Fortunately Rincon Lithium has not had the funding constraints recently that it suffered in its early days and has been able to deal with this complexity
Process development requires con-siderable time money and technical know-how Operating a production fa-cility reliably and consistently requires well organised well-funded and skilled people and technical resources
Optimising and stabilising production after commissioning takes some time to achieve the reliability needed Future demand will require production on a significantly larger scale than before re-quiring more investment even for exist-ing major producers
IM Is the price of lithium carbon-ate really as irrelevant as many say MT It may be the smallest input cost to the battery producer but the cathode manufacturer which purchases the mate-rial would have a different view
Price always matters in the commer-cial world of which lithium production cathode production and car making are integral parts Price stability is probably more important than absolute price
Price always matters to the high cost producers in any industry because the natural price floor is near the cost of the highest cost producers In that re-spect brine resources that are suitable for commercial production and are well managed have the edge over hard rock production sources
IM Is there room for a lithium brine producer in a spodumene-feedstock dominated China MT Hard rock production inherently consumes more fossil fuels emits more carbon and is generally more energy intensive than production from brine resources
There are many reasons why solar pond brine resource lithium would be a superior source in environmental terms in China as they are elsewhere There is no commercial reason to exclude pro-duction from Chinese brine resources There are several reasons associated
with difficult brine chemistry and very challenging logistics that explain why Chinese production is dominated by hard rock resources
IM Unlike other critical materials like rare earths lithium has steady supply from a number of different sources outside of China Some commentators have suggested that it should not be deemed criti-cal or strategic Would you agree with thisMT Suppliers are rarely the right peo-ple to ask if they are critical or strategic However I suspect critical or strategic should be determined by the importance of their end use rather than the supply concentration
Lithium will be a very important raw material to EV producers even though lithium resources are not limited Devel-oped viable and active lithium sources will be far fewer in number than the un-developed resource base
Concentration of supply can become a threat to supply security in some situa-tions like it has in rare earths but that is a different issue It is not the same for lithium
IM Do you think China is the deal-maker or breaker for global EV adoptionMT Making EVs more affordable is more a universal issue that could be a barrier to EV commercial success
China will be one of the important markets due to its size and the govern-ment financial support for EV adoption
IM On a global scale how impor-tant are governments to the adop-tion of EVs which at present are not cost efficient MT Governments have an important role to play However in the current financial circumstances worldwide governments in many countries appear to have limited resources to subsidise EVs
Sooner or later unit costs of EVs have to be reduced through engineering man-ufacturing improvements and economy of scale
25
ldquoLithium price stability is probably
more important than absolute pricerdquo
Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

The profiles of lithium and vanadium have increased significantly over the last five years owing to their use in emerging battery technologies
The movement to cleaner green econ-omies relies on a reduction in fossil fuel consumption particularly oil and gas In order to achieve this industry and gov-ernments are turning to battery storage to make new electricity sources ndash such as wind and solar ndash more manageable
The rise of battery technology over the last decade has seen designs that are increasingly based on the minerals lithium and vanadium But as the tech-nology adoption gathers pace the sup-ply of these critical minerals is at risk of falling short
Lithium In 2010 the size of global lithium in-dustry (including both chemicals and minerals) was about 125000tpa of lith-ium carbonate equivalent (LCE) with a compound average growth rate of 6 pa throughout the decade
In 2000 the market was about 70000tpa and the use of lithium in batteries repre-sented 5-7 whereas the use of lithium
in batteries in 2010 was estimated at 20-25 of the market Throughout the last decade the market for lithium in batter-ies has grown at 20-25 pa ndash the battery sector has driven the industry for the last 11 years
Lithium has been studied as a cath-ode and electrolyte for both primary and re-chargeable batteries for almost a century but its reactivity proved to be a double-edged sword as it was a barrier to the development of batteries that meet todayrsquos high standards of occupational health and safety But due to the pio-neering work of Japanese and American chemists these issues are now a concern of the past
Cost has limited primary and second-ary lithium batteries until the last few years where weight and longevity were paramount Improvements in manufac-turing techniques now produce a reliable battery at a reasonable cost and resulting demand is taking off
Today lithium-based batteries are found in computers mobile phones portable audio-visual equipment power tools electric bikes and electric vehicles The overall growth of this sector in this
decade is forecast to be 25-30pa ndash a doubling of demand every three years On this basis the lithium battery sector could grow from 20-25000 tpa LCE in 2010 to 180-220000tpa in 2020 a huge proportion of a total lithium market of 240-280000tpa LCE
This rapid acceleration of anticipated growth has resulted in fears of a supply shortage
Reed Resources through the devel-opment of the Mt Marion SpodumeneLithium Project is in a position to ar-rest the looming shortfall in supply The company aims to become a preferred supplier of spodumene to the Chinese lithium carbonate industry within 12 months This is through advanced plans to participate in the downstream produc-tion of lithium chemicals for the battery industry
As with many developing technolo-gies it is China that will be leading the market in the coming years in terms of both consumption and production Chi-narsquos over-arching strategy includes
bull To become a world leader in green technologies and low carbon energy
bull To reduce dependence on oil ndash particu-larly for transport
bull Investment of significant technologi-cal and financial resources in the de-velopment of renewable energy with a focus on wind turbines backed-up by mass energy storage
bull Electric and hybrid vehicles to consti-tute at least 25 of vehicles by 2020 and 50 by 2030 to be backed up by a comprehensive system of re-charging platformsstations
bull Lithium battery power to replace lead acid powered E-Bikes as soon as prac-ticable assisted by the gradual closure of lead acid battery manufacture
For much of the past decade growth in the lithium market has been lagging the forecast of both consumers and produc-ers However in the past 12-18 months there has been a significant turnaround such that consumer and producer fore-casts are now lagging actual demand Inevitably this will lead to increased prices for lithium carbonate Roskill In-
22 INDUSTRIAL MINERALS | wwwindmincom
Lithium and vanadium rise as economies move from fossil fuels to battery technology by Dudley Kingsnorth and Chris Reed of Reed Resources
Battery bounce
Lithium | Lithium + Vanadium
formation Services is forecasting prices of $6-7000tonne in the short to medi-um term compared with present prices of $4500-5500tonne
Reed Resources and partner Mineral Resources Ltd one of Australiarsquos larg-est mining services companies is bring-ing the Mt Marion Lithium Project into production in H1 2012 Mt Marion will initially produce 200000 tpa of chemi-cal grade spodumene is totally uncon-tracted and the partners are ready to dis-cuss cooperative agreements with new and existing mineral converters
VanadiumIn 2010 the size of global vanadium industry was around 64000 tonnes or 250m lbs of vanadium pentoxide equivalent It experienced a compound average growth rate of 6 pa through-out the decade
Increasing levels of steel production over the last decade ndash particularly in China ndash have caused a structural shift upwards in vanadium pricing levels However it has not been plain sailing
The global financial crisis interrupted its day in the sun and the recovery was short lived as leading western producers
Evraz and Xstrata returned to full pro-duction and dominant Chinese producer Pangang delivered staged expansions ahead of time
In mid-2010 against the backdrop of recovering Western steel production levels and Chinese steelmakers moving to higher V-content in rebar prices fell and have moved sideways ever since Why this disconnection from steel (in-dicators) and break of this strong posi-tive correlation Leading market com-mentators opine that prices will trend up driven by growth in all the majors sources of vanadium demand Targets range from $10-18lb over the next five years
At Reed Resources we are comfort-able with the medium and long term fundamentals of the market particularly the non-steel applications Each new generation of aircraft contains more lightweight titanium alloys in response to demand for greater fuel efficiency
Another developing technology that could have major implications for va-nadium demand is the Vanadium Redox Battery (VRB) The VRB is an example of chemical storage of energy that is the storage of energy in a vanadium bearing
solution then discharging the energy through ion exchange (membrane) units The size of the tankage dictates storage capacity and the number of discharge units the power output
The beauty of this Australian inven-tion is that the number of deep discharge cycles has been measured at between 10 and 20 thousand times (or over 25 years with daily chargedischarge)
There is a limit to concentration of va-nadium in solution (a practical energy to volume limitation) 1 MWh of storage capacity requires about 60 cubic metres of solution containing 9-95 tonnes of V2O5 The largest battery seen recently in a visit to China was 2MW8MWh but they were building 5MW30MWh requiring some 270 tonnes or 600000 pounds of V2O5 The driving force be-hind this in China is the ~200bn Yuan spent on renewable energy last year Without storage approximately 70 of wind energy is typically lost
The lithium-vanadium battery is an exciting prospect Like the 57 varieties of Heinz sauces so too are the different chemistries of lithium batteries Unless another element is found the lithium-vanadium battery has the highest theo-retical voltage output (power) and en-ergy density (range)
Supporting this postulation are ex-amples from Subaru (G4E) and Audi (A2) Audi in partnership with German battery maker DBM Energy and utility Lekker Erenrgie drove an all electric A2 a record 603km on a single charge In addition its battery can be fully re-charged in 6 minutes from a standard 240V source
Chinarsquos BYD Japanrsquos GS Yuasa and the USArsquos Valence Technologies are all developing batteries based on lithium-Vanadium chemistry
Reed Resources is in the financing and approvals phase of our Barrambie Vana-dium Project Australiarsquos richest vana-dium reserve and subject to financing we aim to be in production in 201415 producing around 25m lbs a year of high-purity vanadium pentoxide
Reed Resources is an Australian lithium and vanadium development company
23
1 Lead-Acid The most economical battery for large power applications where weight is not a major consideration
2 Nickel-Cadmium Economical with a long life but are being phased out due to the toxicity of cadmium
3 Nickel-Metal Hydride Capable of delivering high density energy compared with nickel-cadmium but they do not have a long life This has been further complicated by supply doubts of a key input material rare earths which is providing impetus to the development of the lithium-ion batteries
4 Lithium-Ion The fastest growing secondary battery owing to its capability to deliver high density energy with a high power to weight ratio However the required design for adequate consumer safety means that it is not a low cost option Re-search into improved manufacturing techniques is steadily reducing the cost
5 Lithium-Ion Polymer This adaption of the lithium-ion battery is a more cost effective option possessing a higher energy density that can be manufactured in physical shapes and that are more compatible with the demands of todayrsquos portable audio-visual equipment
Major secondary batteries
Industrial Minerals Could you provide a brief overview of where Rincon Lithium is at Mike Tamlin Rincon Lithium is in transition from a development project to a commercial business Rincon Lith-ium will produce battery grade gt995 Li2CO3 with first commercial shipments to customers in early 2012 Plant com-missioning has been conducted and pro-duction is in early stabilisation phases in which attention to quality consistency and reliability has priority
Early production before optimisation work resulted in gt995 grade prod-uct Lithium carbonate will be the sole product until the commissioning of by-
product facilities that include potassium chloride
IM Industrial Minerals first re-ported on the Rincon Salar devel-opment in the early 2000s It has been a long road to get to this point What have been the main hurdles for Rincon Lithium since acquir-ing the project from Admiralty Re-sources in 2008MT The Sentient Group acquired the project in late December 2008 when the project was under-funded and develop-ment was virtually at standstill The most intense period of the development of Rincon has been in the period since then
Sentient has provided the funding that is critical to any successful project de-velopment This period has seen the con-
struction and operation of a pilot plant followed by the construction of a small capacity commercial scale plant It has also incorporated the acquisition and con-solidation of the extensive lithium sodi-um sulphate and water tenement package the will underwrite the long-term security of production at large volumes The first large capacity expansion is in feasibility planning and early design phases and the company has built and mobilised the pro-duction team
IM There have been a lot of lithi-um junior companies entering the industry since 2009 At its peak more than 100 companies owned lithium tenements What are your thoughts on this boom in interest MT The future demand from the EV
24 INDUSTRIAL MINERALS | wwwindmincom
With the race for lithium slowing focus is moving to the complex manufacture of the battery raw material lithium carbonate Industrial Minerals spoke with Rincon Lithiumrsquos general manager Mike Tamlin on why he believes only a fraction of new companies will begin production and how even less will be profitable
Lithiumrsquos long game
Lithium | Carbonate
Main picture Brine evaporation ponds in the Salar del Rincon Argentina Source Rincon Lithium
industry will need considerable expan-sion in production capacity That in turn will demand large scale capital invest-ment in new plant and resource develop-ment
Exploration and development has a long lead time so the new-found inter-est is timely That said the usual rule of thumb in resources development is that only about 10 of potential resources ever reach production and only 3 are commercially stable and profitable so the odds are stacked against more than a few of these juniors surviving
Rincon Lithium has developed the project in an orderly and thorough way to ensure that it will be a stable large ca-pacity producer for the long term
IM Does it accurately reflect the prospects of the EV industry or is it overhypedMT The potential of the EV industry is best summarised by the massive de-velopment investment by the major car-makers worldwide
The auto industry and battery manu-facturers need reliable and secure un-constrained lithium supply over the long term The lithium industry needs to re-spond in a measured and credible way that fulfils the needs of its ultimate cus-tomers
IM Has the complexity of pro-ducing a suitable and consistent lithium carbonate grade for EV batteries been underestimatedMT Very much so at the junior end and less so at the established end of the industry Rincon has been through an extensive resource development and process development phase and knows just how difficult and exhausting the de-velopment process is
Fortunately Rincon Lithium has not had the funding constraints recently that it suffered in its early days and has been able to deal with this complexity
Process development requires con-siderable time money and technical know-how Operating a production fa-cility reliably and consistently requires well organised well-funded and skilled people and technical resources
Optimising and stabilising production after commissioning takes some time to achieve the reliability needed Future demand will require production on a significantly larger scale than before re-quiring more investment even for exist-ing major producers
IM Is the price of lithium carbon-ate really as irrelevant as many say MT It may be the smallest input cost to the battery producer but the cathode manufacturer which purchases the mate-rial would have a different view
Price always matters in the commer-cial world of which lithium production cathode production and car making are integral parts Price stability is probably more important than absolute price
Price always matters to the high cost producers in any industry because the natural price floor is near the cost of the highest cost producers In that re-spect brine resources that are suitable for commercial production and are well managed have the edge over hard rock production sources
IM Is there room for a lithium brine producer in a spodumene-feedstock dominated China MT Hard rock production inherently consumes more fossil fuels emits more carbon and is generally more energy intensive than production from brine resources
There are many reasons why solar pond brine resource lithium would be a superior source in environmental terms in China as they are elsewhere There is no commercial reason to exclude pro-duction from Chinese brine resources There are several reasons associated
with difficult brine chemistry and very challenging logistics that explain why Chinese production is dominated by hard rock resources
IM Unlike other critical materials like rare earths lithium has steady supply from a number of different sources outside of China Some commentators have suggested that it should not be deemed criti-cal or strategic Would you agree with thisMT Suppliers are rarely the right peo-ple to ask if they are critical or strategic However I suspect critical or strategic should be determined by the importance of their end use rather than the supply concentration
Lithium will be a very important raw material to EV producers even though lithium resources are not limited Devel-oped viable and active lithium sources will be far fewer in number than the un-developed resource base
Concentration of supply can become a threat to supply security in some situa-tions like it has in rare earths but that is a different issue It is not the same for lithium
IM Do you think China is the deal-maker or breaker for global EV adoptionMT Making EVs more affordable is more a universal issue that could be a barrier to EV commercial success
China will be one of the important markets due to its size and the govern-ment financial support for EV adoption
IM On a global scale how impor-tant are governments to the adop-tion of EVs which at present are not cost efficient MT Governments have an important role to play However in the current financial circumstances worldwide governments in many countries appear to have limited resources to subsidise EVs
Sooner or later unit costs of EVs have to be reduced through engineering man-ufacturing improvements and economy of scale
25
ldquoLithium price stability is probably
more important than absolute pricerdquo
Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

formation Services is forecasting prices of $6-7000tonne in the short to medi-um term compared with present prices of $4500-5500tonne
Reed Resources and partner Mineral Resources Ltd one of Australiarsquos larg-est mining services companies is bring-ing the Mt Marion Lithium Project into production in H1 2012 Mt Marion will initially produce 200000 tpa of chemi-cal grade spodumene is totally uncon-tracted and the partners are ready to dis-cuss cooperative agreements with new and existing mineral converters
VanadiumIn 2010 the size of global vanadium industry was around 64000 tonnes or 250m lbs of vanadium pentoxide equivalent It experienced a compound average growth rate of 6 pa through-out the decade
Increasing levels of steel production over the last decade ndash particularly in China ndash have caused a structural shift upwards in vanadium pricing levels However it has not been plain sailing
The global financial crisis interrupted its day in the sun and the recovery was short lived as leading western producers
Evraz and Xstrata returned to full pro-duction and dominant Chinese producer Pangang delivered staged expansions ahead of time
In mid-2010 against the backdrop of recovering Western steel production levels and Chinese steelmakers moving to higher V-content in rebar prices fell and have moved sideways ever since Why this disconnection from steel (in-dicators) and break of this strong posi-tive correlation Leading market com-mentators opine that prices will trend up driven by growth in all the majors sources of vanadium demand Targets range from $10-18lb over the next five years
At Reed Resources we are comfort-able with the medium and long term fundamentals of the market particularly the non-steel applications Each new generation of aircraft contains more lightweight titanium alloys in response to demand for greater fuel efficiency
Another developing technology that could have major implications for va-nadium demand is the Vanadium Redox Battery (VRB) The VRB is an example of chemical storage of energy that is the storage of energy in a vanadium bearing
solution then discharging the energy through ion exchange (membrane) units The size of the tankage dictates storage capacity and the number of discharge units the power output
The beauty of this Australian inven-tion is that the number of deep discharge cycles has been measured at between 10 and 20 thousand times (or over 25 years with daily chargedischarge)
There is a limit to concentration of va-nadium in solution (a practical energy to volume limitation) 1 MWh of storage capacity requires about 60 cubic metres of solution containing 9-95 tonnes of V2O5 The largest battery seen recently in a visit to China was 2MW8MWh but they were building 5MW30MWh requiring some 270 tonnes or 600000 pounds of V2O5 The driving force be-hind this in China is the ~200bn Yuan spent on renewable energy last year Without storage approximately 70 of wind energy is typically lost
The lithium-vanadium battery is an exciting prospect Like the 57 varieties of Heinz sauces so too are the different chemistries of lithium batteries Unless another element is found the lithium-vanadium battery has the highest theo-retical voltage output (power) and en-ergy density (range)
Supporting this postulation are ex-amples from Subaru (G4E) and Audi (A2) Audi in partnership with German battery maker DBM Energy and utility Lekker Erenrgie drove an all electric A2 a record 603km on a single charge In addition its battery can be fully re-charged in 6 minutes from a standard 240V source
Chinarsquos BYD Japanrsquos GS Yuasa and the USArsquos Valence Technologies are all developing batteries based on lithium-Vanadium chemistry
Reed Resources is in the financing and approvals phase of our Barrambie Vana-dium Project Australiarsquos richest vana-dium reserve and subject to financing we aim to be in production in 201415 producing around 25m lbs a year of high-purity vanadium pentoxide
Reed Resources is an Australian lithium and vanadium development company
23
1 Lead-Acid The most economical battery for large power applications where weight is not a major consideration
2 Nickel-Cadmium Economical with a long life but are being phased out due to the toxicity of cadmium
3 Nickel-Metal Hydride Capable of delivering high density energy compared with nickel-cadmium but they do not have a long life This has been further complicated by supply doubts of a key input material rare earths which is providing impetus to the development of the lithium-ion batteries
4 Lithium-Ion The fastest growing secondary battery owing to its capability to deliver high density energy with a high power to weight ratio However the required design for adequate consumer safety means that it is not a low cost option Re-search into improved manufacturing techniques is steadily reducing the cost
5 Lithium-Ion Polymer This adaption of the lithium-ion battery is a more cost effective option possessing a higher energy density that can be manufactured in physical shapes and that are more compatible with the demands of todayrsquos portable audio-visual equipment
Major secondary batteries
Industrial Minerals Could you provide a brief overview of where Rincon Lithium is at Mike Tamlin Rincon Lithium is in transition from a development project to a commercial business Rincon Lith-ium will produce battery grade gt995 Li2CO3 with first commercial shipments to customers in early 2012 Plant com-missioning has been conducted and pro-duction is in early stabilisation phases in which attention to quality consistency and reliability has priority
Early production before optimisation work resulted in gt995 grade prod-uct Lithium carbonate will be the sole product until the commissioning of by-
product facilities that include potassium chloride
IM Industrial Minerals first re-ported on the Rincon Salar devel-opment in the early 2000s It has been a long road to get to this point What have been the main hurdles for Rincon Lithium since acquir-ing the project from Admiralty Re-sources in 2008MT The Sentient Group acquired the project in late December 2008 when the project was under-funded and develop-ment was virtually at standstill The most intense period of the development of Rincon has been in the period since then
Sentient has provided the funding that is critical to any successful project de-velopment This period has seen the con-
struction and operation of a pilot plant followed by the construction of a small capacity commercial scale plant It has also incorporated the acquisition and con-solidation of the extensive lithium sodi-um sulphate and water tenement package the will underwrite the long-term security of production at large volumes The first large capacity expansion is in feasibility planning and early design phases and the company has built and mobilised the pro-duction team
IM There have been a lot of lithi-um junior companies entering the industry since 2009 At its peak more than 100 companies owned lithium tenements What are your thoughts on this boom in interest MT The future demand from the EV
24 INDUSTRIAL MINERALS | wwwindmincom
With the race for lithium slowing focus is moving to the complex manufacture of the battery raw material lithium carbonate Industrial Minerals spoke with Rincon Lithiumrsquos general manager Mike Tamlin on why he believes only a fraction of new companies will begin production and how even less will be profitable
Lithiumrsquos long game
Lithium | Carbonate
Main picture Brine evaporation ponds in the Salar del Rincon Argentina Source Rincon Lithium
industry will need considerable expan-sion in production capacity That in turn will demand large scale capital invest-ment in new plant and resource develop-ment
Exploration and development has a long lead time so the new-found inter-est is timely That said the usual rule of thumb in resources development is that only about 10 of potential resources ever reach production and only 3 are commercially stable and profitable so the odds are stacked against more than a few of these juniors surviving
Rincon Lithium has developed the project in an orderly and thorough way to ensure that it will be a stable large ca-pacity producer for the long term
IM Does it accurately reflect the prospects of the EV industry or is it overhypedMT The potential of the EV industry is best summarised by the massive de-velopment investment by the major car-makers worldwide
The auto industry and battery manu-facturers need reliable and secure un-constrained lithium supply over the long term The lithium industry needs to re-spond in a measured and credible way that fulfils the needs of its ultimate cus-tomers
IM Has the complexity of pro-ducing a suitable and consistent lithium carbonate grade for EV batteries been underestimatedMT Very much so at the junior end and less so at the established end of the industry Rincon has been through an extensive resource development and process development phase and knows just how difficult and exhausting the de-velopment process is
Fortunately Rincon Lithium has not had the funding constraints recently that it suffered in its early days and has been able to deal with this complexity
Process development requires con-siderable time money and technical know-how Operating a production fa-cility reliably and consistently requires well organised well-funded and skilled people and technical resources
Optimising and stabilising production after commissioning takes some time to achieve the reliability needed Future demand will require production on a significantly larger scale than before re-quiring more investment even for exist-ing major producers
IM Is the price of lithium carbon-ate really as irrelevant as many say MT It may be the smallest input cost to the battery producer but the cathode manufacturer which purchases the mate-rial would have a different view
Price always matters in the commer-cial world of which lithium production cathode production and car making are integral parts Price stability is probably more important than absolute price
Price always matters to the high cost producers in any industry because the natural price floor is near the cost of the highest cost producers In that re-spect brine resources that are suitable for commercial production and are well managed have the edge over hard rock production sources
IM Is there room for a lithium brine producer in a spodumene-feedstock dominated China MT Hard rock production inherently consumes more fossil fuels emits more carbon and is generally more energy intensive than production from brine resources
There are many reasons why solar pond brine resource lithium would be a superior source in environmental terms in China as they are elsewhere There is no commercial reason to exclude pro-duction from Chinese brine resources There are several reasons associated
with difficult brine chemistry and very challenging logistics that explain why Chinese production is dominated by hard rock resources
IM Unlike other critical materials like rare earths lithium has steady supply from a number of different sources outside of China Some commentators have suggested that it should not be deemed criti-cal or strategic Would you agree with thisMT Suppliers are rarely the right peo-ple to ask if they are critical or strategic However I suspect critical or strategic should be determined by the importance of their end use rather than the supply concentration
Lithium will be a very important raw material to EV producers even though lithium resources are not limited Devel-oped viable and active lithium sources will be far fewer in number than the un-developed resource base
Concentration of supply can become a threat to supply security in some situa-tions like it has in rare earths but that is a different issue It is not the same for lithium
IM Do you think China is the deal-maker or breaker for global EV adoptionMT Making EVs more affordable is more a universal issue that could be a barrier to EV commercial success
China will be one of the important markets due to its size and the govern-ment financial support for EV adoption
IM On a global scale how impor-tant are governments to the adop-tion of EVs which at present are not cost efficient MT Governments have an important role to play However in the current financial circumstances worldwide governments in many countries appear to have limited resources to subsidise EVs
Sooner or later unit costs of EVs have to be reduced through engineering man-ufacturing improvements and economy of scale
25
ldquoLithium price stability is probably
more important than absolute pricerdquo
Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

Industrial Minerals Could you provide a brief overview of where Rincon Lithium is at Mike Tamlin Rincon Lithium is in transition from a development project to a commercial business Rincon Lith-ium will produce battery grade gt995 Li2CO3 with first commercial shipments to customers in early 2012 Plant com-missioning has been conducted and pro-duction is in early stabilisation phases in which attention to quality consistency and reliability has priority
Early production before optimisation work resulted in gt995 grade prod-uct Lithium carbonate will be the sole product until the commissioning of by-
product facilities that include potassium chloride
IM Industrial Minerals first re-ported on the Rincon Salar devel-opment in the early 2000s It has been a long road to get to this point What have been the main hurdles for Rincon Lithium since acquir-ing the project from Admiralty Re-sources in 2008MT The Sentient Group acquired the project in late December 2008 when the project was under-funded and develop-ment was virtually at standstill The most intense period of the development of Rincon has been in the period since then
Sentient has provided the funding that is critical to any successful project de-velopment This period has seen the con-
struction and operation of a pilot plant followed by the construction of a small capacity commercial scale plant It has also incorporated the acquisition and con-solidation of the extensive lithium sodi-um sulphate and water tenement package the will underwrite the long-term security of production at large volumes The first large capacity expansion is in feasibility planning and early design phases and the company has built and mobilised the pro-duction team
IM There have been a lot of lithi-um junior companies entering the industry since 2009 At its peak more than 100 companies owned lithium tenements What are your thoughts on this boom in interest MT The future demand from the EV
24 INDUSTRIAL MINERALS | wwwindmincom
With the race for lithium slowing focus is moving to the complex manufacture of the battery raw material lithium carbonate Industrial Minerals spoke with Rincon Lithiumrsquos general manager Mike Tamlin on why he believes only a fraction of new companies will begin production and how even less will be profitable
Lithiumrsquos long game
Lithium | Carbonate
Main picture Brine evaporation ponds in the Salar del Rincon Argentina Source Rincon Lithium
industry will need considerable expan-sion in production capacity That in turn will demand large scale capital invest-ment in new plant and resource develop-ment
Exploration and development has a long lead time so the new-found inter-est is timely That said the usual rule of thumb in resources development is that only about 10 of potential resources ever reach production and only 3 are commercially stable and profitable so the odds are stacked against more than a few of these juniors surviving
Rincon Lithium has developed the project in an orderly and thorough way to ensure that it will be a stable large ca-pacity producer for the long term
IM Does it accurately reflect the prospects of the EV industry or is it overhypedMT The potential of the EV industry is best summarised by the massive de-velopment investment by the major car-makers worldwide
The auto industry and battery manu-facturers need reliable and secure un-constrained lithium supply over the long term The lithium industry needs to re-spond in a measured and credible way that fulfils the needs of its ultimate cus-tomers
IM Has the complexity of pro-ducing a suitable and consistent lithium carbonate grade for EV batteries been underestimatedMT Very much so at the junior end and less so at the established end of the industry Rincon has been through an extensive resource development and process development phase and knows just how difficult and exhausting the de-velopment process is
Fortunately Rincon Lithium has not had the funding constraints recently that it suffered in its early days and has been able to deal with this complexity
Process development requires con-siderable time money and technical know-how Operating a production fa-cility reliably and consistently requires well organised well-funded and skilled people and technical resources
Optimising and stabilising production after commissioning takes some time to achieve the reliability needed Future demand will require production on a significantly larger scale than before re-quiring more investment even for exist-ing major producers
IM Is the price of lithium carbon-ate really as irrelevant as many say MT It may be the smallest input cost to the battery producer but the cathode manufacturer which purchases the mate-rial would have a different view
Price always matters in the commer-cial world of which lithium production cathode production and car making are integral parts Price stability is probably more important than absolute price
Price always matters to the high cost producers in any industry because the natural price floor is near the cost of the highest cost producers In that re-spect brine resources that are suitable for commercial production and are well managed have the edge over hard rock production sources
IM Is there room for a lithium brine producer in a spodumene-feedstock dominated China MT Hard rock production inherently consumes more fossil fuels emits more carbon and is generally more energy intensive than production from brine resources
There are many reasons why solar pond brine resource lithium would be a superior source in environmental terms in China as they are elsewhere There is no commercial reason to exclude pro-duction from Chinese brine resources There are several reasons associated
with difficult brine chemistry and very challenging logistics that explain why Chinese production is dominated by hard rock resources
IM Unlike other critical materials like rare earths lithium has steady supply from a number of different sources outside of China Some commentators have suggested that it should not be deemed criti-cal or strategic Would you agree with thisMT Suppliers are rarely the right peo-ple to ask if they are critical or strategic However I suspect critical or strategic should be determined by the importance of their end use rather than the supply concentration
Lithium will be a very important raw material to EV producers even though lithium resources are not limited Devel-oped viable and active lithium sources will be far fewer in number than the un-developed resource base
Concentration of supply can become a threat to supply security in some situa-tions like it has in rare earths but that is a different issue It is not the same for lithium
IM Do you think China is the deal-maker or breaker for global EV adoptionMT Making EVs more affordable is more a universal issue that could be a barrier to EV commercial success
China will be one of the important markets due to its size and the govern-ment financial support for EV adoption
IM On a global scale how impor-tant are governments to the adop-tion of EVs which at present are not cost efficient MT Governments have an important role to play However in the current financial circumstances worldwide governments in many countries appear to have limited resources to subsidise EVs
Sooner or later unit costs of EVs have to be reduced through engineering man-ufacturing improvements and economy of scale
25
ldquoLithium price stability is probably
more important than absolute pricerdquo
Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

industry will need considerable expan-sion in production capacity That in turn will demand large scale capital invest-ment in new plant and resource develop-ment
Exploration and development has a long lead time so the new-found inter-est is timely That said the usual rule of thumb in resources development is that only about 10 of potential resources ever reach production and only 3 are commercially stable and profitable so the odds are stacked against more than a few of these juniors surviving
Rincon Lithium has developed the project in an orderly and thorough way to ensure that it will be a stable large ca-pacity producer for the long term
IM Does it accurately reflect the prospects of the EV industry or is it overhypedMT The potential of the EV industry is best summarised by the massive de-velopment investment by the major car-makers worldwide
The auto industry and battery manu-facturers need reliable and secure un-constrained lithium supply over the long term The lithium industry needs to re-spond in a measured and credible way that fulfils the needs of its ultimate cus-tomers
IM Has the complexity of pro-ducing a suitable and consistent lithium carbonate grade for EV batteries been underestimatedMT Very much so at the junior end and less so at the established end of the industry Rincon has been through an extensive resource development and process development phase and knows just how difficult and exhausting the de-velopment process is
Fortunately Rincon Lithium has not had the funding constraints recently that it suffered in its early days and has been able to deal with this complexity
Process development requires con-siderable time money and technical know-how Operating a production fa-cility reliably and consistently requires well organised well-funded and skilled people and technical resources
Optimising and stabilising production after commissioning takes some time to achieve the reliability needed Future demand will require production on a significantly larger scale than before re-quiring more investment even for exist-ing major producers
IM Is the price of lithium carbon-ate really as irrelevant as many say MT It may be the smallest input cost to the battery producer but the cathode manufacturer which purchases the mate-rial would have a different view
Price always matters in the commer-cial world of which lithium production cathode production and car making are integral parts Price stability is probably more important than absolute price
Price always matters to the high cost producers in any industry because the natural price floor is near the cost of the highest cost producers In that re-spect brine resources that are suitable for commercial production and are well managed have the edge over hard rock production sources
IM Is there room for a lithium brine producer in a spodumene-feedstock dominated China MT Hard rock production inherently consumes more fossil fuels emits more carbon and is generally more energy intensive than production from brine resources
There are many reasons why solar pond brine resource lithium would be a superior source in environmental terms in China as they are elsewhere There is no commercial reason to exclude pro-duction from Chinese brine resources There are several reasons associated
with difficult brine chemistry and very challenging logistics that explain why Chinese production is dominated by hard rock resources
IM Unlike other critical materials like rare earths lithium has steady supply from a number of different sources outside of China Some commentators have suggested that it should not be deemed criti-cal or strategic Would you agree with thisMT Suppliers are rarely the right peo-ple to ask if they are critical or strategic However I suspect critical or strategic should be determined by the importance of their end use rather than the supply concentration
Lithium will be a very important raw material to EV producers even though lithium resources are not limited Devel-oped viable and active lithium sources will be far fewer in number than the un-developed resource base
Concentration of supply can become a threat to supply security in some situa-tions like it has in rare earths but that is a different issue It is not the same for lithium
IM Do you think China is the deal-maker or breaker for global EV adoptionMT Making EVs more affordable is more a universal issue that could be a barrier to EV commercial success
China will be one of the important markets due to its size and the govern-ment financial support for EV adoption
IM On a global scale how impor-tant are governments to the adop-tion of EVs which at present are not cost efficient MT Governments have an important role to play However in the current financial circumstances worldwide governments in many countries appear to have limited resources to subsidise EVs
Sooner or later unit costs of EVs have to be reduced through engineering man-ufacturing improvements and economy of scale
25
ldquoLithium price stability is probably
more important than absolute pricerdquo
Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

Driving the green
energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

energy movement since 1872Rio Tinto Minerals has been a world leader for more than a century We stay in frontof green energy trends by supplying the building blocks for cleaner cars solar andwind energy systems and more abundant biofuel crops And we are here for the longhaul ndash developing world class resources to supply the raw materials that will makerenewable energy a reality for generations to come
Visit us at wwwriotintomineralscom to learn more about what wersquore doing to contribute to a greener future
ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

ithium is an essential ingredient in many energy storage tech-nologies Due to its low weight
and high electrochemical potential lithium is an efficiently superior mate-rial for numerous applications in high energy density batteries In lithium-ion batteries this element is present in the cathode materials and the electrolyte It is also used as anode material for pri-mary lithium metal batteries In modern battery systems lithium is only a minor cost contributor (1 to 15) to the over-all battery pack cost but it is critical to battery performance Lithium is abun-dant so concerns about its availability for this fast growing market are alarm-ist
Lithium in cathode materialsMost cathode materials for lithium-ion batteries are made using lithium car-bonate or lithium hydroxide as the raw material These two lithium salts are available in high purity Purity of these materials as well as other precursors is important for battery performance Other ions particularly sodium sul-phate and iron can significantly impact battery performance especially when used in longer term service batteries such as those used in electric vehicles or for grid applications
In addition to meeting specifications it is important that the purity levels are consistent Impurities can have a delete-rious impact on the cathode manufac-turing process as well as on the ultimate battery performance
Cathode materials for lithium-ion batteries are primarily lithium-contain-ing transition metal compounds Cur-rent commercial cathode materials in
the market include lithium cobaltate (LCO) lithium nickel cobalt man-ganese dioxide (NMC) lithium nickel cobalt aluminum dioxide (NCA) lithium manganese ox-ide (LMO) and lithium iron phosphate (LFP)
A good cathode material for lithium-ion batteries should ideally have the following characteristics (Table 1)
bull High percentage of lith-ium-ions per molecule that are electrochemi-cally reversible
bull High reductionoxidation potential (high free energy) during the reaction process
bull High electronic conductivity and lithium-ionic diffusion co-efficients
bull Structural stability during extended cycling
bull High degree of safety under abuse conditions (ie overcharge or over-discharge)
bull Efficiently reproducible synthetic process from economical and readily available raw materials
For electric vehicle and grid applica-tions efficient production processes and availability of the raw materials are particularly desirable in production of cathode materials A tremendous num-ber of cells are wired in parallel and se-ries arrays to form large battery packs intended to store energy for vehicles or the grid
The application of both LCO and LNO for lithium-ion batteries was dis-
covered in the 1980s by Prof John Good-enough Since the first generation of lithium-ion batteries were introduced by Sony in the early-90s LCO has been the dominant cathode material for con-sumer electronics Despite the devel-opment of various alternative cathode chemistries and the fact that the LCO market continues to shrink LCO is still the most important cathode material in todayrsquos portable-electronics-dominated lithium-ion battery market
The traditional method of manufac-turing LCO is solid-state synthesis In
FMC Lithium explores the wide variety of lithium-based cathode options available to battery manufacturers the critical material in powering a new generation of EVs
Lithium | Cathodes
The chemistry behind lithium-ion batteries
28 INDUSTRIAL MINERALS | wwwindmincom
solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

solid-state synthesis the blended mix-tures of lithium salts and transition met-al precursors are calcined at high tem-peratures Lithium carbonate (Li2CO3) can be used for manufacturing the ma-jority of layered cathode materials Due to the cost safety and availability of cobalt LCO has never been considered a major cathode technology for vehicle applications
One shortcoming of LCO is that on cycling the resulting lithium-defi-
cient LCO becomes structurally unstable To prevent a run-
away reaction that might occur between the lithium
deficient compound and electrolyte batteries are designed so that only part of the lithi-um is being used for the electrochemical process The re-versible capacity for LNO can reach higher levels However LNO is difficult to prepare and it has signifi-
cant safety short-comings As a result
layered materials with multiple transition met-
als and metal ions have been developed to enable
improved performance and safety
Among them NMC and NCA cathode materials have achieved com-mercial success NMC available with various compositions of nickel manga-nese and cobalt is replacing LCO even for portable electronic applications NMC shows sustainable market growth in various applications since this type of cathode is the best overall ldquocompro-miserdquo for cost availability safety and battery performance
NCA consisting of nickel cobalt and aluminium has the highest energy den-sity among all current cathode materials in the market A good NCA material can have a capacity of over 200 mAhg The thermal instability at a deep state-of-charge (SOC) has limited the penetra-
tion of NCA into the lithium-ion battery market so far due to safety concerns
FMC pioneered LiCoxM1-xO2 and LiNixCoyM(1-x-y)O2 layered materials doped with Mg2+ and Ti4+ and has re-cently licensed this technology to Umi-core Such doping effectively inhibits impedance build-up on the positive electrode during extended cycling In addition the presence of redox-inactive Mg2+ and Ti4+ improves the structural integrity which in turn provides en-hanced safety
Like LCO most layered materials can be made using solid-state methods with lithium carbonate but Ni-rich cathodes such as NCA or NMC with nickel content of more than 60 relative to other transition metals require lithium hydroxide (LiOHbullH2O) as the lithium source Most often the precursors for NCA and NMC cathodes are the mixed transition metal hydroxides which are made by the co-precipitation (controlled crystallization) method This method al-lows transition metal ions to be distrib-uted much more homogenously at the atomic level when the precursors are prepared in the solution
LMO (spinel) offers lower cost re-sulting from the natural abundance of manganese and an efficient synthesis process This cathode is also considered environmentally green and thermally stable Therefore LMO is a candidate for the EV applications even though its energy density is limited and it is used more recently as a mixture with NMCNCA Another problem for this type of cathode is the dissolution of manganese during cycling This dissolution leads to poor cycle performance that can be addressed by doping and coating tech-niques
LFP has received attention as a cath-ode material in recent years due to its impressive ability to be recycled low cost and because of the environmen-tally benign raw materials used in its production Pure LFP exhibits low con-ductivity so it is prepared at very small particle sizes and coated with carboncarbon black During the charge-dis-charge process the olivine structure experiences small volume change and
heat flow which explains the extended cycle life and safety
Among all these major commercial cathode materials LFP has the most variable commercial manufacturing processes Even though many improve-ments have been made many manu-facturers still struggle with reproduc-ibility and yield issues There are two main commercial routes for making LFP One is a dry process using lithium carbonate for preparing LFP with high-energy characteristics This dry process is desirable for consumer electronics and EV applications The other a wet chemical route uses lithium hydroxide to produce LFP with higher power char-acteristics This wet process is useful in power tools and HEVPHEV vehicle applications
Ultimately the lithium-ion battery market is a long way from having one cathode material that works well for all batteries As a result there is no clear-cut answer regarding significance of lithium carbonate compared to lithium hydroxide as the industry continues to evolve Cathode producers will need to rely on suppliers with broad product offerings and the technical knowledge and expertise in operating under tight consistency tolerances and high purity specifications In 1991 FMC was the first carbonate supplier for Sonyrsquos first lithium-ion battery developed and today is the market leader in high-purity high-consistency lithium hydroxide
Lithium in electrolytesElectrolytes for lithium-ion batteries serve as the medium to transfer lithium-ions between the cathode and anode Conventional liquid electrolyte consists of dissolved LiPF6 in organic carbonate solvent mixtures There are many meth-ods for making LiPF6
Commercially lithium hydroxide is often used to produce high quality lith-ium carbonate as a lithium salt precur-sor for LiPF6 due to LiOHrsquos high purity LiPF6 is known to be thermally unstable and sensitive to moisture Because of this the entire manufacturing process must use high quality reagents and be well controlled
29
Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

Lithium metal in primarybatteries Lithium primary (non-rechargeable) batteries have been commercially avail-able since the early 1970s Since their introduction the demand for lightweight compact portable electrical power sourc-es has increased Specifically military and aerospace applications require light-weight batteries that can operate under a wide range of temperatures High specif-ic-energy long shelf life and excellent performance over a wide temperature range make lithium metal primary bat-teries well suited for these technologi-cally advanced applications
In terms of energy and power density lithium primary batteries have many ad-vantages over conventional alkaline bat-teries The gravimetric energy density of lithium primary batteries can be more than three times that of a typical alkaline battery Furthermore under high current load lithium primary batteries can still deliver the rated capacity while the per-formance of an alkaline battery degrades as the load increases
With many varied battery sizes shapes and chemistries available in the primary lithium battery sector it is important that suppliers have the capability and flex-ibility to serve the market Battery grade lithium metal is sold in many forms two examples are foil and ingots Lithium foils are commercially available in a vari-ety of widths and thicknesses Foils can be inlaid with current collectors or precut into shapes for use in niche applications such as implantable medical devices High purity electrochemical grade lithi-um metal containing low sodium levels is a key to the performance and life of the primary battery Preserving this purity is important because lithium metal is air sensitive It can react with oxygen mois-ture and even with the nitrogen in the air All of these reactions can be mitigated if the metal is handled and conditioned properly
FMC is the only integrated producer of lithium metal in the world
Stabilised lithium metal powderOne shortcoming of lithium-ion batteries is that most commonly used anode ma-
terials possess a phenomenon called ir-reversible capacity Most anode materials will consume a percentage of the lithium that migrates from the cathode material during the first charge cycle This con-sumed lithium is bound by the anode and is no longer available to deliver en-ergy upon cell discharge This irrevers-ible capacity can be addressed by using an excess of cathode material but this is expensive and adds unnecessary weight to the cell
Irreversible capacity is more efficiently mitigated by using lithium metal so that no unnecessary weight is added to the cell Lithium foil can be used to pre-treat the anode materials but this can be a slow process because of the low surface area of foil and long distance for lithium dif-fusion
Stabilised Lithium Metal Powder (SLMPreg) is a unique and patented prod-uct offered by FMC Lithium SLMP is gt97 lithium metal in a powdered form with a high surface area so that its reac-tion with anode materials is rapid FMC has demonstrated that the performance of batteries containing graphite hard car-bon and silicon-based anodes can be sig-nificantly improved by pre-lithiation with SLMP As a result of first cycle irrevers-ible capacity loss compensation SLMP incorporation into the battery increases the energy density of the battery system SLMP also improves cycle performance
and enables more choices for anode and cathode materials
Lithium plays a vital role in produc-tion of several components of lithium and lithium-ion batteries The majority of lithium components used in cells are being produced using lithium hydrox-ide carbonate or metal The purity and consistency of these lithium precursors is important for safety cycle life capac-ity and ultimately success in battery production The amount of lithium used in energy applications is expected to in-crease significantly over the next several years due to the demand for high perfor-mance electric vehicle batteries There is no shortage of available lithium resources and manufacturing expansions are being executed around the world
FMC Lithium is currently complet-ing a 30 expansion at its high quality Argentina brine resource site and is ex-panding its capabilities to produce battery grade metal in North Carolina Over the next decade the company plans to add additional capacity increments in Argen-tina and increase capacity in its market-leading franchise in lithium hydroxide to meet strong growth in demand
Contributors include Brian Fitch (Chemist) Yangxing Li (Asian Energy Technology Manager) and Chris Wolt-ermann (Global Process Development Manager) all with FMC Lithium
31
Table 1 Relative benefits of current cathode materials in the market
Cathode Characteristic LCO LMO LFP NMC NCALNO
Electrochemically reversible lithium
Reductionoxidation potential
Structural stability
Safety
Efficient production process
Availability of raw materials
atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

atar recently became the largest liquefied natural gas (LNG) ex-porter in the world The coun-
tryrsquos economy is solely dependant on its hydrocarbon wealth which is pres-ently reaping huge dividends follow-ing years of technological investment through joint-venture projects
On average Qatarirsquos have the biggest spending clout in the world ndash$88559year compared with $47284year in the USA and $34920year in the UK This is mainly thanks to a population just shy of 2m people and wealth from 77m tpa production of LNG in 2010 But the figures serve to highlight Qa-tarrsquos economic rise
The country is looking to redirect this wealth into developing a commer-cial scale electric vehicle (EV) indus-try using the LNG blueprint
ldquoWe recognise that the automotive industry is moving forward rapidly from internal combustion engines to more fuel efficient low emission vehi-cles and eventually to vehicle electri-ficationrdquo said Qatar AG CEO Ahmed Sorour in an interview with IM
ldquoWe have chosen to focus our ef-forts and investments in this area and specifically the development and manufacturing of aluminium automo-tive components and lithium-ion bat-teriesrdquo
By 2020 Qatar expects to have es-tablished what it describes as an ldquoau-tomotive clusterrdquo ndash a modern fully functional self sustaining automotive industry This forms part of an over-arching vision which by 2030 will see knowledge-based industries and skilled jobs imbedded into the Qatari economy
The interesting twist to this vision is the aim to produce EVs and gain a competitive advantage on the tra-ditional automotive sector The EV industry is at an immature stage at present that any country investing significantly into it over the next five years will gain a huge advantage for
32 INDUSTRIAL MINERALS | wwwindmincom
Qatar to unlock EVs with LNG blueprint
Lithium | Electric vehicles
what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

what could well be a new global indus-trial driver
There are two core elements to Qa-tarrsquos blueprint lithium-ion batteries and aluminium components both pro-duced exclusively for the automotive sector over the next 15 years
While investors may take some per-suading to establish next generation ve-hicle production in a country with prior little experience in this field Qatar has significantly low energy costs and do-mestic aluminium production
Qatar Ag plans to use local alumini-um production for the manufacture of automotive aluminium parts through die casting forging and extrusion pro-cessed components
Merging its aluminium industry with auto production would the first phase of the EV blueprint Phase two will focus on developing its lithium-ion battery technology and manufacturing bases This will be critical in jumping the curve on competitors
When asked whether it is important for Qatar to show the world it can di-versify away from the energy industry Sorour said this was more for the future economic health of the country
ldquoIt is important but more from an economic diversification perspective rather than from a public relations per-spectiverdquo
ldquoQatar has made a number of diver-sifying investments including taking equity stakes in automotive giant Volk-swagen German construction services firm Hochtief developing the local aluminium industry with Norsk Hydro and in the planned hosting of the FIFA World Cup in 2022rdquo
The automotive industry is in the midst of one of the most significant transitions ever On one hand there is industry consolidation in developed economies together with significant growth of vehicle sales in the develop-ing regions
In addition stricter government regu-lations on emissions and greenhouse gases are being phased in requiring radical solutions These solutions range from the use of advanced materials for weight reduction and increasing fuel ef-
ficiency to the development of EVs All these changes are enabling the emerg-ing e-mobility market and have created significant opportunities for growth in the automotive industry value chain
Driving the growth of both the up-stream advanced battery materials sec-tor and the downstream battery cell and pack market is the impending adoption of EVs Sales of all types of electric cars ndash hybrids (HEV) plug-in-hybrids (PHEV) and full-EV ndash are expected to grow through 2020 as vehicle electrifi-cation hits a tipping point to become a standard product offering
It is forecast that by 2020 40 of the passenger cars and light commercial vehicles will be powered in some way by electricity For the next three to five years a modest market opportunity is forecasted as first-generation electric vehicles are introduced
By 20142015 it is expected that nearly every OEM will have at least one and in many cases multiple ve-hicles and will have announced manu-facturing plans for second-generation designs
Lithium-ion batteries are expected to be the technology of choice while oth-er niche technologies such as sodium sulphur will continue to compete in the industrial battery market
Advanced battery materials The development of advanced materi-als for lithium-ion batteries is a critical factor to the 2020 vision
Sorour said ldquoWe will begin with upstream battery materials production and eventually move into downstream battery production including battery cell pack and module manufacture and assemblyrdquo
ldquoQatar does not possess all the neces-sary raw materials so we plan to import the elements such as lithium cobalt nickel and manganese but with the in-tent that the rest of the battery produc-tion process would eventually be com-pleted in Qatarrdquo
Lithium-ion batteries in EVs are located in the vehicle within modules Each module is made up of individual battery cells and within the cells are the
chemical elements that make up the lithium-ion battery
Although there are some variations by chemistry cathode materials are the single largest driver of cost in a lithium-ion battery Cathode material costs are driven significantly by mineral costs these account for nearly 50 of total cathode material cost
ldquoRaw material availability is a con-cern [EV battery] production is de-pendent on the availability of lithium nickel cobalt and manganese These materials are critical to the industry and we will be seeking to partner with leading suppliers to help us in securing these materials moving forwardrdquo ex-plained Sorour
When you consider that the battery constitutes roughly 40-50 of the value of an electric vehicle the importance of the cathode material becomes clearer At the moment nickel metal hydride nickel cadmium and lithium-ion are the hybrid and electrical vehicle batter-ies of choice However lithium-ion ap-pears to have the most opportunity for cost reductions in the near future
Building knowledge Sorour believes that diversification is critical to a healthy economic future for Qatar Despite recently becoming the world leader in LNG the country is already looking to invest this income into the next generation
ldquoDiversification of the Qatar econ-omy into knowledge-based industries like hi-tech and automotive is crucial to the future of Qatarrdquo he explained
ldquoThe visionary leadership in Qatar recognises that to be an advanced and productive society the economy must be diverse The automotive industry with its rich history is changing rap-idly to more sustainable vehicles which will include aluminium automotive components and lithium-ion battery vehiclesrdquo
ldquoYoung Qataris need opportunities to learn work and develop their careers in a range of exciting opportunitieshellip developing the automotive industry of the future will help to satisfy this needrdquo
33
Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

Ever since the word lsquocrisisrsquo was first muttered by those keeping an eye on the looming supply-demand disparities in the global rare earths industry there has been much talk on how it can be solved
Chinarsquos dominance in rare earths mining coupled with its reluc-tance to meet demand outside its borders have driven prices sky high and left supply shortages in key high-tech industries
While there are a multitude of factors that have led to todayrsquos supply crisis the main recipient of Western finger pointing has been Chinarsquos annual export quotas
Although China raised its export quota for the second half of 2011 (year on year) the reality is that global supply will be squeezed even further for the remainder of this year
Beijing for the first time includ-ed rare earth ferro alloys in its quota meaning that second half rare earth minerals ex-ports will be reduced by somewhere in the region of 20
China has now reduced this quota every year since 2005 with the exception of recession-hit 2009 which anyhow saw a collapse in global rare earth de-mand
The quotas were never a major issue for importing economies ndash notably Japan the US and the EU ndash while demand was relatively stable and prices were low But now Western governments are taking note
After the H2 quota was announced in July EU trade spokesman John Clancy issued the statement ldquoThis is highly disappointing and the EU continues to encourage the Chinese authorities to revisit their export restrictions policy to ensure there is full fair predictable and non-discriminatory access to rare earth supplies as well as other raw materials for EU industriesrdquo
Increasing opposition in the West has lead to widespread expec-tations that the dispute will be brought to the World Trade Organiza-tion (WTO)
Many believe the precedent will be set by a separate case involv-ing nine other minerals including bauxite and fluorspar
China has appealed the WTOrsquos ruling against its export policies which originated from separate complaints by the EU the US and Mexico in late 2009
WTO judges now have until the end of November to come to a conclusion on Chinarsquos appeal before further steps can be taken It is still unclear what regulations could be imposed on China should the appeal be overruled
Confusingly several reputable media outlets have reported that rare earths are included in this process They are not
The WTO ruling does however set the precedent for future actions against China on its rare earth policy If China can be held to account for export quotas on nine minerals then why not rare earths
Despite the sudden furore around the issue the WTO route can in no way provide a quick fix solution to what is an acute supply crisis The process itself would be drawn out and complex and could take several years
Should a ruling go against China it is possible that Beijing would create an alternative quota policy essentially sidestepping the issue by maintaining quotas under a different guise
Another weapon China has against legal action on its rare earth quotas system is vertical integration
The countryrsquos policy on selling rare earth minerals inwardly is of enormous benefit to its domestic high-tech
industries not only allowing them a steady supply of raw materi-als but also forcing overseas
companies to set up plants on Chinese soil
By consolidating min-ers with their end users
the Chinese rare earth sup-ply chain could exist within
companies making the raw materials exempt from trade lawsIn the West the focus must remain on rebuilding the rare earth
supply chains that were lost to China two decades ago when it started to flood the market with cheap material
The first stage is to establish mines and technology that are com-pletely outside Chinarsquos sphere of influence
Japan has perhaps been the most active government in seeking alternative supplies forming mining joint ventures in several other countries but it has left this too late to avoid this yearrsquos supply squeeze
At the same time the media sensation that was Japanrsquos discovery of vast quantities of rare earths on the floor of the Pacific Ocean is a damp squib when applied to short-term market condi-tions
In the near future the responsibility must rest with the projects leading the pack of rare earth mine developers outside China
The commissioning of Lynasrsquo new plant in Malaysia and the re-alisation of Molycorprsquos grand plans at Mountain Pass California cannot come soon enough for consumers
Mark WattsOnline News Editor Industrial Minerals mwattsindmincom
World Trade Organization is no short term solution for rare earth supply crisis
No quick fix
Rare earths | Comment
35
ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

ind turbine motors iPods LCD screens and hybrid cars are just some of the
many devices containing rare earths that we have come to rely in this green information age While there is a growing awareness of the impor-tance of rare earths in these new tech-nologies the same cannot be said for the illusive question of just how rare earths (REs) end up in these products
Mining rare earths is relatively sim-ple but producing individual elements from the ore is tremendously difficult Processing often requires dozens of procedures each resulting in minute changes in the complex rare earth stream
Separating and extracting a single RE especially one from the heavy rare earth group takes a great deal of time effort and expertise Not to mention money processing facilities cost hun-dreds of millions of dollars to build
It is something to think about next time you text a friend or take your Honda Prius out for a spin But under-standing the vast array of separation and extraction techniques for REEs is far easier said than done
Step 1 MillingAfter ore containing REEs are re-moved from the ground they go to a facility where the valuable mineral material in the ore is separated from impurities This process is known as milling or beneficiation
The mined ore is crushed which in turn is ground up into progressively smaller particles These particles are sifted and sorted by such means as
flotation and electromagnetic separa-tion to extract usable material and set the waste products aside This milling process is usually carried at or near the mine site with the tailings stored in special facilities built to rigorous engi-neering and environmental standards
Step 2 Electromagnetic SeparationThis separation method uses magnetic principals to separate rare earth bear-ing minerals from other materials in the mined ore Monazite ndash along with bastnaesite the primary commercial source of rare earths mined around the world ndash is highly magnetic meaning it can be separated from non-magnetic impurities in the ore through repeated electromagnetic separation
Step 3 FlotationThis is another beneficiation method that is used to separate bastnaesite from other minerals First the ore is ground into a fine powder and added to liquids in flotation tanks Chemi-cals are added to cause impurities to settle out and air is pumped in to cre-ate bubbles The finer bastnaesite par-ticles stick to the bubbles which rise to the top and form a froth that is then skimmed off
Step 4 Gravity ConcentrationAlthough they are commonly used in the gold industry concentrators are also used in RE extraction at the mill-ing stage commonly Falcon Concen-trators These concentrators contain rotating cones or bowls that are spun at high speed to generate a gravitation-
al or centrifugal force which acts to separate small particles by exploiting minute differences in density and spe-cific gravity between the valuable min-erals and waste products Compared to other beneficiation technologies gravitational separation offers lower installed and operating costs It also tends to also have less environmental impact as gravity concentration does not require the use of chemicals
All of these milling processes pro-duce mineral concentrates that contain a substantially higher proportion of REs But therersquos still much work to be done to separate the concentrate into its constituent REEs and this is where things start to get really tricky
Step 4 HydrometallurgyAs the generations of scientists who have tackled the problem can attest isolating rare earths safely and ef-fectively is not only a very long and costly exercise but extremely com-plicated The complex separation and extraction techniques in use today like
36 INDUSTRIAL MINERALS | wwwindmincom
Kidela Capital Group examines the processing steps vital to turning rare earths from unusable ore into some of the planetrsquos most critical materials
Rare earth processing 101
Rare earths | Processing
ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

ion exchange and solvent extraction are rooted in of a branch of geologic science known as hydrometallurgy
In hydrometallurgy mineral concen-trates are separated into usable oxides and metals through liquid processes including leaching extraction and precipitation By these means the ele-ments are dissolved and purified into leach solutions The rare earth metal or one of its pure compounds (such as an oxide) is then precipitated from the leach solution by chemical or electro-lytic means
Although hydrometallurgy origi-nated in the 1700s its principal devel-opment took place in the 20th century The development of ion exchange solvent extraction and other processes now permits more than 70 metallic el-ements to be produced by hydrometal-lurgy including the REEs
The target rare earth oxidesThese methods produce compounds like rare earth oxides (REOs) which have a growing number of useful
37
Fractional crystallizationDevised by British chemist Charles James in the early 1900s fractional crystallization is based on differences in solubility In this process a mixture of two or more substances in solution is allowed to crystallize either through evaporation or by a changing the tem-perature of the solution This precipitate will contain more of the least soluble substance The process is repeated un-til purer forms of the desired substance are eventually produced
Like all early extraction techniques fractional crystallization is very slow and tedious James found that an enor-mous number of stages of crystalliza-tion were required to get the high purity of individual REEs For example rare earth bromates had to be crystallized for four years daily to obtain good qual-ity Holmium And the fractional crystal-lization process had to be repeated a staggering 15000 times to get decent quality Thulium (which even then still contained traces of other REEs) This was adopted in the 1940s
Ion Exchange The ion exchange method was first used during The Second World War as a way to separate fission products obtained from nuclear reactors In this process a solution containing a rare earth mixture is filtered through zeolites or synthetic resins that act in a similar way Zeolites exchange ions (or atoms carrying an electrical charge) in the ion exchange process zeolite ions are added to the solution and rare earth ions bind tightly to the zeolites
Various solutions are then used to wash out elements one at a time Each is then mixed with acid to create an oxalate compound and then heated to form the usable oxide
Ion exchange was a long process but was widely used until it was superseded by Solvent extraction in the 1970s
Solvent ExtractionThe process of solvent extraction uses chemical agents to break down the components within a substance Those materials which more soluble or react more readily to a particular acid or base get separated from the rest
The separated materials are then re-moved and the process begins all over again with the introduction of more chemicals to leach out more compo-nents When it comes to rare earths these steps need to be repeated again and again sometimes hundreds of times depending on which REE you are trying to produce
The solvent extraction method used today to separate REEs relies on the slightly different solubility of rare earth compounds between two liquids that do not dissolve in each other (in essence oil and water) For example one pro-cess has bastnaesite repeatedly treated with hot sulphuric acid to create water-soluble sulphates More chemicals are added to neutralise acids and remove various elements like thorium The min-eral solution is treated with ammonium to convert the REEs into insoluble ox-ides
Another chemical technique for sepa-rating monazite into RE compounds is called alkaline opening This process uses a hot sodium hydroxide solution that makes thorium precipitate out as a phosphate The remaining mixture of thorium and lanthanides (REEs) is further broken down when treated with a hydrochloric acid that creates a liquid solution of lanthanide chlorides and a sludge made up of thorium hy-droxide
Because rare earths are so similar in atomic weight the separation process has to be repeated involving an abun-dance of equipment An advance of ion separation is that a continuous process can be employed to produced a near-pure product
Techniques that have paved the way to rare earth extractionThe road to REEs
By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

By value By volume
applications today and as such can be considered end-products in the Rare Earth supply chain However demand is also growing for rare earth metals which means even more refining in the long hy-drometallurgical process
As is the case with every preced-ing step it is not easy turning chemical compounds into a single metal Several techniques have evolved to meet the tremendous challenges associated with distilling rare earths down to their pur-est form
The primary types of metal recovery processes are electrolysis gaseous re-duction and precipitation A common technique for REEs is metallothermic reduction which uses heat and chemicals to yield metal from REOs In this pro-cess the oxides are dispersed in a molten calcium chloride bath along with sodium metal The sodium reacts with the cal-cium chloride to produce calcium metal which reduces the oxides to rare earth metals
Calcination is an extraction technique that also employs thermal principles In this instance calciners induction fur-naces and arc furnaces are used to heat up substances to the point where volatile chemically combined components like carbon dioxide are driven off
Another extraction technique is sorp-tion where one substance takes up or holds another It is actually a combina-tion of the two processes ndash absorption in which a substance diffuses into a liquid or solid to form a solution and adsorp-tion where a gas or liquid accumulates on the surface of another substance to form a molecular or atomic film
Rare earth extraction technology also includes methods like vacuum distilla-tion and mercury amalgamate oxida-tion-reduction Other examples include high-performance centrifugal partition chromatoagraphy and Sl-octyl pheny-loxy acetic acid treatment
Costs can be prohibitiveIt is clear that while mining material con-taining rare earths is not too complicated processing the ore is about as far from simple as you can get This is particu-larly true with heavy rare earths such as dysprosium terbium and yttrium
The complex metallurgical technolo-gies have taken decades to evolve and each rare earth deposit presents its own unique challenges for separating and extracting As a result it can take many years for scientists to crack the geological code and design appropriate metallurgic processes for each rare earth stream
Unsurprisingly therefore process-ing rare earths is not cheap Because of the complex technologies involved and other issues such as the disposal of ra-dioactive waste it can cost hundreds of millions of dollars to build a processing plant from scratch
There are also other costs to consider when going into the rare earths business such as the considerable expense of en-suring adequate infrastructure and trans-portation systems are in place to support the mining and processing facilities and for transporting products to market
Yet more costs are involved in building the necessary expertise and training up a labour force to the very high standards required for running a rare earth process-ing facility
Investors therefore should take heed while there is no shortage of rare earth exploration companies competing for your dollars the real value lies with companies that have existing processing know-how and capacity together with infrastructure in place Without that your rare earths are just a bunch of rocks
Kidela Capital Group Inc is a Canada-based consulting and communications company specialising in the resources sector wwwkidelacom
38 INDUSTRIAL MINERALS | wwwindmincom
Rare earths | Processing
Total value $12-14bn Total tonnages 124000
Magnets38
Phosphors32
Metal alloys13
Catalysts5
Polishing4
Ceramics3
Glass2
Other3
Magnets21
Phosphors7
Metal alloys18
Catalysts19
Polishing12
Ceramics6
Glass10
Other7
Source IMCOA Roskill Information ServicesSource IMCOA Roskill Information Services
Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

Stans Energy Corp intends to be the firstcompany outside of China to produceHeavy Rare Earths by bringing its 100owned past-producing Rare Earth mineKutessay II back into production
wwwstansenergycom
20 year mining licence 100 ownedby Stans Energy
Full ownership of the only pastproducing HREE processing facility
outside of China
Ownership of a private rail terminalwith full access to end users in
Europe and Asia
rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

rafura Resources first started exploration at the Nolans Bore deposit in Australiarsquos Northern
Territory in 1999 when the rare earths industry was a footnote in the global re-source marketNow in an era of soaring prices and global supply shortages the Perth-based group looks set to become part of a new generation of major producers filling the gap left by Chinarsquos retreat from the inter-national marketArafura recently secured a site in Whyal-la South Australia to build its rare earths processing complex It plans to produce 20000 tonnes of rare earth oxides (REO) a year at Whyalla using mineral concen-trate from the Nolans Bore MineThe company also expanded the scope of its bankable feasibility study (BFS) to simplify the extraction of co-products to focus on the higher-value production of rare earths It will also increase pursue a higher grade of the mineral concentrate
to make savings in transport and raw materials The decision has delayed the completion of the BFS by 9-12 months
Mark Watts What was behind the decision to expand the BFSSteve Ward Nolans Bore is a multi-faceted resource When we did the pre-feasibility study the projected annual revenue for the rare earths was about $200m and the value of the other prod-ucts ndash including phosphate calcium chloride and uranium oxide ndash was just over $100m The non-rare earth prod-ucts were an important part of making the project viable If you fast forward to today [August 2011] the value of rare earths is $4bn and the value of the others is still around $100m so you now have a ratio of 40 to 1We are simplifying what we are going to do with the other products putting in less sophisticated plants for them so we de-risk the rare earth productionAll these other plants are needed for the rare earth plant to operate so by simpli-
fying the rest of the plants we can make rare earths as soon and as fast as possi-ble This will also reduce the capital and operating costsAdditionally we are also pursuing new metallurgical technology to increase the mineral concentrate grade to achieve considerable savings in transport and raw materials (chemicals)
MW How will this decision affect your rare earths flow sheetSW By focusing on rare earths and by applying some new techniques in terms of metallurgical separation ndash new to Ara-fura but used in other industries ndash we be-lieve that we can achieve a higher-grade mineral concentrate from Nolans BoreOur previous flow sheet had been opti-mised up to 5 mineral concentrate and wersquod reached a commercial limit at that stage But now wersquore looking at 10-plus and that will enable us to simplify logistics and materials handling and make substantial savings on raw mate-rial consumption operating expenses and some capital savings
40 INDUSTRIAL MINERALS | wwwindmincom
Industrial Mineralsrsquo Mark Watts speaks to Dr Steven Ward managing director of leading rare earths developer Arafura Resources on the complexity of starting new projects China and whether todayrsquos heyday is here to stay
Main picture Rare earths dawn approaches for Australiarsquos Northern Territory
Rare earths rising in Australia
Rare earths | Australia
The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

The simpler co-product plants at the rare earths complex will de-risk their impact on the rare earths plant which itself will continue to have the same flow sheet
MW Will this delay the start-up of your projectSW The new date for completion of the expanded BFS is not a delay in complet-ing what we said wersquod complete Wersquore adding more to the BFSThe BFS will now be completed in the third quarter of 2012 so it will be a dif-ference in timing of 9-12 months and project financing will be the same sort of timing differenceBy making the project simpler there will be less to build and by de-risking it it should make it quicker coming up to nameplate capacity The closest I can give at this stage for a start-up date is to add 9-12 months to the previous date which was in the latter half of 2013 The final program for construction commis-sioning and start-up will be finalised at part of the expanded BFS
MW In light of the troubles Lynas has in Malaysia are you concerned about environmental regulationsSW Our business model is to mine concentrate process purify and separate a number of rare earth oxide products in Australia so itrsquos an all-Australian busi-ness model Australia has a rigorous and transparent regulatory environment so the risk of our operation being closed down on start up is non-existent so long as we comply with all regulations And thatrsquos our commitment to every commu-nity within which wersquoll operateWe have had the guidelines for our envi-ronmental impact statement (EIS) for the mine since 2008 and the EIS guidelines for Whyalla were issued in June These guidelines are comprehensive and im-portantly contain no surprises We are making excellent progress in our EIS studies at both sites
MW Are you reliant on high pric-es for the project to be profitableSW We released a business update in October 2010 which included summary project financials At that time our pessi-
mistic long-term outlook was US$22kg and our optimistic outlook was US$54kg Our project was profitable at the low number and very very profitable at the high number Todayrsquos prices are almost four times that of the optimistic caseInterestingly in real terms current prices are only just returning to 1993 levels When you look at it that way wersquove been through a period of 15-16 years or so when the prices fell in real terms be-cause of low cost and low-selling-price material out of ChinaThe era of very low-cost low-priced rare earths is over We are now in a higher-priced zone going forward which is more consistent with prices seen some years ago before the main Chinese supply era
We havenrsquot made a call on pricing yet for the BFS but our Nolans Bore Project is not dependent on the very high prices of today nor is it dependent on China be-coming a net importer of rare earths
MW What are the main challeng-es in getting a rare earths project off the groundSW Itrsquos relatively straightforward to find rare earths in an exploration sense Theyrsquore not rare they are quite prevalent in the earth but they are very scarce in deposits that can be economically and technically exploited From the initial find to production can take 15 years This is a very complex industry When you look through all the noise there are very few projects of any scale that will come online this decade Many of the announcements wersquove seen over the last
couple of years wonrsquot ever be developed and the very few that will be wonrsquot hap-pen until the mid-2020sA lot of people incorrectly look at rare earths through the eyes of an explorer or a miner rather than look at it through the eyes of a speciality chemicals producer and therein lies the difference Digging it out of the ground efficiently is only the first step There is a lot more work to be done to get a saleable oxide product
MW Are you confident that there will be enough demand to support so much new capacity coming on streamSW When you look at demand it is growing at multiples of GDP Demand
is there The challenge is on the supply side There are only three sizeable proj-ects that are going to start production in the next three years or so Therersquos our-selves Lynas and Molycorp with 20000 tpa-plus projectsWhen you add all the smaller ones up they add up to around 20000 tonnes per annum When you look at supply-demand graphs typically the industry from 2016 will need 20000 tpa of new supply to keep up with demand growth Thatrsquos one new Nolans Bore Project every year and wersquore struggling to see where that is going to come from Thatrsquos why understanding the expan-sion capability of our deposit at Nolans Bore is important for us and why we believe pricing can be sustained at much higher levels than it was two or three years ago
41
ldquoTo be profitable our pessimistic long-term outlook was $22kg optimistic was $54kg Todayrsquos prices are
almost four times the optimistic caserdquoDr Steven Ward managing director Arafura on predictions made in October 2010
TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

TSXV FMS | OCTQX FCSMF
focusmetalsca
Focus Metals isnrsquot your traditional mineral explorer We are a developer a technology solutions supplier and a business innovator
When you own the best quality lowest-cost-to-produce technology-grade graphite in the world it makes sense the world would come to us as the lowest-cost mass producer of industrial graphene in the future
When yoursquore blessed with a critical green energy resource so rich in so many ways it makes sense to us to look beyond the norms of innovation to protect it
And when you own the patent for a technology with the capability to process both graphite and graphene it makes sense to use it
To us being our own best customer for graphite means assuming a leading role in the coming graphene revolution
Think Graphene for the FutureThink Graphi te Today
hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

hina the global graphite power-house is positioning itself to cor-ner the Asian market for electric
vehicle (EV) batteries through a number of new investments
The country controls 60 of the worldrsquos graphite production the critical battery raw material and is looking to direct its produc-ers towards emerging green energy mar-kets
An estimated five new battery-grade graphite plants are under construction to supply the rise of the lithium-ion battery adding to an already five established opera-tions
The high-tech plants will be in Shandong and Henan provinces with two major proj-ects in Xinhe Inner Mongolia and Luobei Heilongjiang By the end of 2012 domestic
capacity serving the lithium-ion industry will reach 100000 tpa
China has long been the supplier of low value amorphous graphite for use markets such as pencils The government however is pushing its 22 miners towards capturing the higher value lithium-ion battery market that will be dominated by China Japan and South Korea
ldquoThe local government of Jixi in Hei-longjiang province wants producers to make value-added products so some are investing in spherical graphite [for EVs] and others are looking at expandable graph-iterdquo explained Chinese trader Jack Gao in an interview with IM
China Carbon Graphite Group (CCGG) is one such company expanding upstream into owning natural graphite mines on the
back of battery market growth The com-pany is acutely aware of graphitersquos status as a critical material one it believes will go the way of rare earths
ldquoIn light of Chinarsquos increasingly restric-tive posture on rare earths ndash as well as world dependency on China for graphite supply ndash graphite is on course to become a very im-portant strategic resourcerdquo CCGG said
ldquo[We] expect to enjoy sustained and rapid growth in the near future since the new restrictions are expected to eliminate those less efficient competitors in this industryrdquo
China used the environment as an excuse for blocking rare earths exports to Japan in
Chinese graphite miners evolve to gain the upper-hand on the Japanese and South Korean lithium-ion battery industries writes Simon Moores
China refocuses on lithium-ion dominance
Graphite | Asia
43
Main picture A new generation EVs like the Nissan Leaf is set to revolutionise lithium-ion battery demand Source JM Rosenfeld
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
raquo Flake graphitemacrocrystalline graphite 80 ndash 995 C
raquo Amorphous graphite 40 ndash 98 C
raquo Expandable graphite
raquo Synthetic graphite
raquo Graphite profiles and foils
raquo Graphite dispersions
raquo Carbon productscarbon black
raquo Muscovite mica
Supplying industrial minerals focusing on graphite and mica
Dominik Georg Luh
TECHNOGRAFIT GmbH
PO Box 1139
D-65331 Eltville am RheinGermany
Tel +49-6123-70373-0
Fax +49-6123-70373-17
E-Mail infotechnografitde
wwwtechnografitde
Supplying industrial minerals focusing on graphite
2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

2010 and restricting export quotas over the last two years While most of the world rec-ognised this as political posturing China would have more justification for blocking strategic supplies of battery-grade graphite on environmental grounds in a domestic industry dominated by older mines
CCGG said ldquoTo better protect the en-vironment and to curb pollutants gener-atedhellip in 2010 the Chinese government decided to implement a number of new restrictions on including certain export re-strictionsrdquo
ldquoAs a resulthellip numerous mines were limited in their operations and the market prices of rare earth elements and certain natural resources that originate in these mines such as graphite were driven uprdquo
Tomohito Go of Tokyo-based trader Sojitz Corp told IM that the mines in the Ruopei region of Heilongjiang province have been subject to a significant envi-ronmental crackdown by regional govern-ment
Heilongjiang province is Chinarsquos leading producer hosting eight companies with a combined capacity of 320000 tpa ndash 20 of the worldrsquos output alone
Lithium-ion foothold The lithium-ion battery market is worth $11bn a year and is expected to top $33bn by 2015 While over 95 accounts for portable power ndash mobile phones power tools laptop computers ndash the most promis-ing growth prospect is in EVs
Rapid develop in China has been spurred by the electric bike and handheld electron-ics markets This is where China has built the expertise over the last decade that it is looking to switch to EV applications
ldquoCertainly there are numerous lithium ion battery manufacturers in China with more being built every dayrdquo said Hangzhou- based lithium-ion expert Troy Hayes of engineering consultancy Exponent
ldquo[Many of the] factories are intended for local electronics and e-bikes as well as secondary overseas markets ndash aftermarket batteries for electronics So many people donrsquot think twice about buying a spare bat-tery for their camera and most of these are coming from Chinardquo Hayes said
Graphite meanwhile is second biggest input material by volume in a lithium-ion
battery The lower-end 25 kWh EVs will consume 7kg for every vehicle China is also the most graphite rich country in the world and is looking to capitalise on this synergy
ldquoSome graphite producers are targeting the domestic electric car industry Howev-er many will also export to Japan for their electric car and mobile phone sectorsrdquo said Gao
The pace of downstream developments in advanced battery materials and EV pro-duction is showing little signs of slowing
Asia has relied on Japan and South Ko-rea as the high-tech innovation drivers for the continent Unsurprisingly the two countries are the worldrsquos leading produc-ers of lithium-ion batteries For Q1 2011 South Korea gained production parity with Japan for the first time accounting for 38 of the global market ndash prior to the devastat-ing earthquake that crippled the Japanese industry
The country is expected to hold onto the number one spot for 2011 but 2012 is ex-pected to see South Korea become the new leader
China however is looking change its present role of raw material supplier to its neighbours and gain a foothold in the ad-vanced battery materials and lithium-ion markets
Examples of this shift are already vis-ible with the worldrsquos largest battery anode manufacturer Hitachi Chemical Co spe-cifically citing the nearby graphite source as the reason for building its first plant in China
Hitachi Chemical explained ldquoThis loca-tion is near a supplier of natural graphite the main raw material used for anodes and is also geographically suitable for domes-tic sales in China and exports to [South] Koreardquo
ldquo[The company] seeks to expand sales by capturing demand in both the Chinese and [South] Korean markets where high growth is anticipatedrdquo
The advanced battery material market is becoming increasingly competitive exem-plified by the worldrsquos third largest lithium-ion producer Seoul-based LG Chem ex-panding upstream into anode production
Chinarsquos lithium-ion business was also buoyed by a crackdown on the competing
lead-acid battery-makers In August 1598 lead-acid battery manufacturers were closed on environmental grounds Jiangsu and Zhejiang areas being the hardest hit This was on the back of falling demand in the face of lithium-ion competition June 2011 was a 16-month low for output for the lead acid industry
Tensions are rising in the battery mate-rials arena with reports of rising prices in the anode sector China has also attempted to flex its graphite muscle on the back of shortages in the country A leading Japa-nese trader told IM that Chinese produc-ers tried to increase spherical graphite ldquoby about 100rdquo for 2011
Buyers held firm however and the prices increases did not stick but it showed China is ready to test this The example has echoes of the rare earths situation which has seen 300 price increases of some el-ements following significant export quota reductions
ldquoThe present [spherical graphite] price is same as the last years ndash it is high but stable at the momentrdquo the trader said
ldquoSome lithium battery anode manufac-tures are now trying to secure raw mate-rial supply and we expect to see the price increase furtherrdquo
The pricing outlook is somewhat volatile however as China juggles increased com-petition and export restrictions
ldquo[Ultimately] supply of flake graphite from China will become more restricted because of increasing regulation on re-source protectionrdquo Go of Sojitz Corp said
Both Japan and South Korea import 45000 tpa each of all graphite grades from China for many industrial and hi-tech uses including batteries the auto sector (brake pads lubricants) oil and gas drilling and refractories production
Chinarsquos Shandong is the second larg-est natural graphite producer with a 185-200000 tpa capacity through five miners Pingdu-based Qingdao Haida Graphite is the largest miner accounting for 75000 tpa Other major operators include Hei-long Graphite Hensen Graphite Black Dragon and Xinghe Graphite
Inner Mongolia Hubei Henan Jiangsu and Hunan provinces also have active sources
45
NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

NORTHERN GRAPHITE CORPORATION
(NGCTSXV NGPHFOTCQX)
GRAPHITE IS THE NEXT STRATEGIC MINERALIt takes more than 20 times as much graphite as lithium to make a Li ion battery
It will take multiples of current annual flake graphite production to make the Li ion batteries for projected volumes of Hybrid and all Electric vehicles
Graphite is a natural form of carbon and has the highest natural strengthstiffness of any material
Graphite is corrosion and heat resistant the lightest weight of all reinforcements and an excellent conductor of heat and electricity
WWWNORTHERNGRAPHITECOM INFONORTHERNGRAPHITECOM
THE ANODE IN A LI ION BATTERY IS MADE FROM GRAPHITE THERE ARE NO SUBSTITUTES
Li ion batteries electric amp hybrid cars fuel cells nuclear solar graphene
Where is the graphite going to come from
NORTHERN GRAPHITE CORPORATION (NGCTSXV NGPHFOTCQX)Simple mining and metallurgy of a premium large flake high purity graphite deposit located in Ontario Canada close to infrastructure and markets
Project is highly scalable to meet future demand
Bankable feasibility and permitting by 1Q 2012
$70 million capex and one year to build
Traditional steel and automotive demand is growing 5+ per year
The EU and USA have named graphite a supply critical mineral
China produces 70 and production amp exports to decline
The price of graphite has more than tripled since 2005
GRAPHITE DEMAND IS ON THE RISE
1
3 4
2
he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

he debate over suitable graphite grades for lithium-ion batteries on the back of electric vehicle
(EV) potential is increasing Much like the situation for rare earths and lithium the graphite industryrsquos ability to supply an EV boom is under the spotlight
Ready supply sustainability and pro-duction costs will be the critical factors for the success of the graphite based an-ode according to Dr Marcello Coluccia of leading European graphite producer Timcal
ldquoAt present EV battery manufactur-ers are focusing on natural graphite over synthetically made material mainly due to cost reasonsrdquo said Coluccia in an in-terview with IM
ldquoToday the cost of a natural graphite based anode is generally lower com-pared to synthetic However this could well change if volumes sold into the EV market increase considerablyrdquo
The major problem with producing suit-able graphite for EV batteries from natu-ral material is the complexity of process-ing and sustainability issues surrounding the huge volumes of waste produced
Turning ore into a usable end product is not simple and quite costly and involves five major steps mining concentration spherical shaping chemical thermal pu-rification and surface treatment
ldquoThe actual manufacturing process of lithium-ion grade natural spherical graphite is not sustainable in the long run itrsquos complicated and the waste fac-tor is critical for many reasons including the environmental impactrdquo explained Coluccia
IM estimates that whereas flake graph-ite ndash the starting product for spherical ndash trades for an average of $2500tonne a battery material manufacturer can pay between $8000-10000tonne for spheri-cal grades
Environmental regulations in Europe are also impacting the industryrsquos abil-ity to compete with Chinese produc-ers However China is not without its own problems more stringent EHS regulations and a shortage of raw natural graphite may result in additional cost for them
ldquoNatural spherical graphite as it is pro-duced today will probably not be the fi-
nal answer for the lithium-ion battery but the ultimate solution is yet to be found Synthetic may be one of theserdquo said Co-luccia
Some in the industry think synthetic grades are not suitable for batteries because of porosity issues However Coluccia believes this is false and that synthetic graphite is already being used successfully in lithium-ion technology a trend he expects will continue
Timcal has interests in both natural and synthetic camps It has the capacity to ex-tract 20000 tpa natural graphite in Que-bec Canada from one of only two active mines in North America The company wholly owned by French-minerals con-glomerate Imerys also produces primary synthetic graphite at its plant in Switzer-land
Many western suppliers are feeling the intense competition from China the worldrsquos biggest producer
Chinarsquos has the largest natural graphite output in the world 12m tpa or 60 of global production Traditionally a suppli-er to lower value markets the country is now moving into the higher value arena and has EV batteries firmly in its sights
ldquoCompetition is coming from every-where For natural graphite China is the biggest competitor For synthetic graph-ite it is from the USA Japan and some new product in Europerdquo said Coluccia
Timcal however is supplying graph-ite to the EV industry and has confirmed this as a growing market While some await the euphoria that has surrounded the subject to calm Coluccia believes significant uptake of EVs is only a mat-ter of time
ldquoWe are quite sure it will happen We donrsquot think it is a bubble There are a number of exaggerated figures out there but it will happenrdquo
Simon Moores
Graphite | Spherical Graphite
Natural graphite faces battle for Li-ionrsquos share
47
Graphite mining in China is providing the biggest competition to western producers
raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

raw materials at its best
GEORG H LUH GmbHSchoumlne Aussicht 39
D-65396 Walluftel +49 6123 798-0
fax +49 6123 798-44email officeluhde
wwwluhde
high performance electricaland thermal conductivity graphite
graphite for all battery concepts and innovations
eco-friendly flame retardantgraphite
customised graphite products for energy saving technologies
Graphite is our world
in depth knowledge about graphite sources and refining technologies in Asia and worldwide
reliable supplier for the complete range of natural graphite with aconsistently high level of quality
strong partner for new product developments and graphite innovations
Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

Klaus Rathberger managing director of German-graphite trader Georg H Luh
Industrial Minerals As miners and buyers increasingly ne-gotiate their own deals where does this leave the graphite traderKlaus Rathberger The role of traders for graphite and other minerals has changed significantly during past two decades The traditional role in many areas has become less important or even redundant
But there is enough opportunity in the marketplace for traders to be valuable partners for producers and consumers of graph-ite
The trader has in-depth knowledge about his products so he can provide his customers with optimised material solutions with the best price level for a specific application
Traders can also provide a logistical advan-tage bundling small shipments with larger ones making transport and handling more eco-nomic
To a certain extent graphite traders can limit volatility in the business
This is achieved by compensating raw material price and currency volatility shortening lead times by providing supply from their stock and re-ducing the general supply and product quality risk through source selection and their own quality control
Many customers see the traderrsquos role as a liquidity provider The trader usually pays for the shipment when it is shipped from Asia The customer pays two to three months later after receiving the ship-ment and checking its quality according to the agreed terms of payment
IM In the battery market do you see synthetic graphite com-petition negatively impacting demand for natural graphiteKR In the late 1990s a synthetic carbon product (MCMB) was main source of anode material for lithium-ion batteries During past decade this was in the most part replaced by specially processed natural graphite called spherical graphite With rapid market growth and graphite supply becoming tighter alternative products will become more attractive
I would not expect synthetic graphite or any other synthetic carbon material to be the next generation material for lithium-ion technology If natural graphite has to be replaced it will be within three to five years and it probably will be a non-carbon material
To become more competitive optimisation of natural graphite processing needs to occur especially fine tuning of the basic refining steps purification and micronising
Real innovation can only be achieved through major milestones in technology such as new coatings or other treatments for the final spherical graphite product
IM How will western graphite producers cope in the face of Chinese and Indian competitionKR With regards to graphite mining capacity Asian compa-
nies are dominating the world market So for the relatively smaller quantities mined in Europe there will always be
a place in the market even if mining costs are much higher in Europe than Asia
Many customers strive to have a local source in addition to Asian graphite sources For Euro-
pean processors the restrictive Chinese export policy for graphite can even be an advantage as it will give them a cost advantage to import simple grades and do refining in Europe than importing high value graphite at additional 20 export tax from China
With processing technology it is very impor-tant for European companies to keep a close eye on what is happening in Asia especially in China as the speed of innovation in this field is rapid
China also has a network of state-owned companies private companies and research
institutes for graphite processing technologies that are much bigger and stronger than in Europe
IM How important do you think graphite will become in emerging green energy markets KR Green energy industries will be one of the major branches in 10 to 20 years The materials used in these emerging ap-plications will be decided by performance costs and innovation cycles
10 years ago nickelndashcadmium batteries were the cutting edge technology Concerns about the price of nickel and availability of supply were giving purchasers headaches
The future of graphitersquos use in these markets is unknown What we do know is that the properties of graphite are unique and that this material has a very good chance to play an important role in all new technology sectors
Graphite trading today is a different game to a decade ago Increasing Asian competition and new uses has forced change Industrial Minerals speaks to Klaus Rathberger of European graphite trader Georg H Luh about todayrsquos trading environment
Changing trades
Graphite | Trading
49
Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

Arafura Resources Ltd (Australia)wwwarafuraresourcescomauTel +61 8 6210 7666Fax +61 8 9221 7966Email arafuraarafuraresourcescomau
Dorfner AnzaplanwwwanzaplancomTel +49 9622 82-162Email anzaplandorfnercom
FMC Lithiumwwwfmclithiumcom Tel +1 704 426 5300Fax +1 704 426 5370
Focus Metals (Canada)wwwfocusmetalsca Tel +1 613-691-1091 ext 101Fax +1 613-241-8632Email Gary Economo CEO garyfocusmetalsca
Georg H Luh GmbH (Germany)wwwluhde Tel +49 61 237 980Fax +49 61 237 9844Email officeluhde
Loesche GmbH (Germany)wwwloeschecom Tel +49 211 5353 0
Nemaska Exploration Inc (Canada)wwwnemaskaexplorationcom Tel +1 418 704 6038Fax +1 418 948 9106Email infonemaskaexplorationcom
Northern Graphite Corp (Canada)wwwnortherngraphitecom Tel +1 (613) 241-9959Fax + (613) 241-6005Email infonortherngraphitecom
Reed Resources Ltd (Australia)wwwreedresourcescom Tel +61 8 9322 1182Fax +61 8 9321 0556
Refmin China Co Ltd (China)wwwrefmincomcnTel +86 025-5703 3901Fax + 86 025-5703 3900Email inforefmincomcn
Rincon Lithium Ltd (Australia) wwwrinconlithiumcom Tel +61 2 8243 2905Fax +61 2 8243 2990 Email inforinconlithiumcom
Rio Tinto Minerals (USA)wwwriotintomineralscom Tel +1 303 713 5000Fax +1 303 713 5769
Simbol Materials Inc (USA)wwwsimbolmaterialscom Tel +1 925 226 7400Email infosimbolinccom
Stans Energy Corp (Canada)wwwstansenergycom Tel +1 647 426 1865Fax +1 647 426 1869Email infostansenergycom
Technografit GmbH (Germany)wwwtechnografitdeTel +49 6123 70373 0Fax +49 6123 70373 17
Timcal Carbon amp Graphite (Switzerland) wwwtimcalcomTel +41 91 873 2010Fax +41 91 873 2009
Yasheya Shipping Ltd (Hong Kong)wwwyasheyanetTel +852 2980 1888Fax +852 22627706Email infoyasheyanet
Advertisers
Contacts
50 INDUSTRIAL MINERALS | wwwindmincom
AZ_Yashea_210x285indd 1 09042010 90405 Uhr

AZ_Yashea_210x285indd 1 09042010 90405 Uhr