Embed Size (px)
Citation preview

การประยกตใชการจดการบ ารงรกษาเชงทวผลเพอเพมประสทธภาพการผลต กรณศกษาโรงงานผผลตรงเกยร
An Application of Total Productive Maintenance to Improve Production Efficiency: A Case Study of the Ring Gear Manufacturer
ธนกฤต แสงสนธ
ดร.สมหญง งามพรประเสรฐ
ผศ.ดร.ณฐพชร อารรชกลกานต
บทคดยอ งานวจยนเปนการน าแนวคดการจดการบ ารงรกษาเชงทวผลแบบทกคนมสวนรวมมาใชในการขจด
ความสญเสยในกระบวนการผลตรงเกยร ทปจจบนพบวามปญหาประสทธภาพโดยรวมของเครองจกรต า สงผลใหมความสญเสยจากการรอวตถดบ 25 นาทตอวน ความสญเสยจากการปรบตงเครองจกร 83 นาทตอวน ความสญเสยจากการเสยของเครองจกร 32 นาทตอวน ความสญเสยจากเครองจกรหยดบอย 35 นาทตอวน และความสญเสยจากปญหาดานคณภาพ 62 ชนตอวน ท าใหมประสทธภาพโดยรวมของเครองจกรเปน 81.25% ซงยงไมถงเปาหมายทตงไวท 85% ผวจยจงไดประยกตใชเสาท 1(การปรบปรงเฉพาะเรอง) เพอลดเวลาในการรอวตถดบ และลดเวลาจากการปรบตงเครองจกร รวมถงไดประยกตใชแนวคดตามเสาท 2(การบ ารงรกษาดวยตวเอง), เสาท 3(การบ ารงรกษาเชงวางแผน), เสาท 4(การศกษาและฝกอบรม) และเสาท 6(การบ ารงรกษาคณภาพ) เพอแกปญหาเครองจกรหยดบอย และปญหาดานคณภาพ
ผลจากการปรบปรงสามารถลดความสญเสยจากการรอวตถดบได 18 นาทตอวน ลดความสญเสยจากการปรบตงเครองจกรได 27 นาทตอวน ลดความสญเสยจากการเสยของเครองจกรได 10 นาทตอวน ลดความสญเสยจากเครองจกรหยดบอยได 18 นาทตอวน และลดความสญเสยจากปญหาดานคณภาพได 33 ชนตอวน สงผลใหประสทธภาพโดยรวมของเครองจกรเพมขนเปน 88.12%
นกศกษาหลกสตรวศวกรรมศาสตรมหาบณฑต สาขาการจดการทางวศวกรรม มหาวทยาลยธรกจบณฑตย อาจารยทปรกษาสารนพนธ อาจารยทปรกษาสารนพนธ
1353

2
ABSTRACT This research is the implementation of the concept of all-in-one maintenance management in order
to eliminate losses in the ring gear production process. At present, it is found that the overall efficiency of the machine is low. Resulting in a loss of waiting for raw materials 25 minutes per day, loss from machine adjustment 83 minutes per day, loss from machine waste 32 minutes per day, machine loss, frequent stops 35 minutes per day And loss from quality problems 62 pieces per day, resulting in the overall efficiency of the machine to 81.25% which has not yet reached the target set at 85%. The researcher therefore has applied Use a pole 1 (Specific updates) to reduce waiting time for raw materials And reduce the time from setting up machines Including applying concepts based on the pillars 2 (self-maintenance), pole 3 (planned maintenance), column 4 (education and training) and pillar 6 (quality maintenance) to solve the frequent stop machine problems And quality problems.
The results from the study shows that lost times for waiting materials delay was reduced from 25 to 7 minutes per day. Waste of machine setting up time was reduced from 83 to 56 minutes per day. Waste from machine break down was reduced from 32 to 22 minutes per day. Waste from machines stop frequently was reduced from 35 to 17 minutes per day. The Defect loss was reduced from 62 to 29 pieces per day. The Overall Effective Efficiency (OEE) increased from 81.25% to 88.12%. Can increase the overall effectiveness of the machine up to 6.87%
1. บทน า บรษทกรณศกษาเปนบรษททผลตชนสวนรถยนตไดแก รงเกยรและรงแบงคใหกบผผลตรถยนตชน
น า ซงก าลงประสบปญหาประสทธภาพโดยรวมของเครองจกรต าอนสงผลกระทบใหเกดเวลารอคอยนาน รวมถงเครองจกรตองหยดท างานบอยครง ท าใหผลตสนคาไมทนตามความตองการของลกคา
ดงนน ผวจยจงไดน ากจกรรม TPM มาใชเปนแนวทางในการศกษากระบวนการผลตรงเกยร เปนกจกรรมทมงขยายผลในเชงปรมาณและเชงคณภาพ โดยเพมประสทธภาพในการผลตใหสงขน โดยมงปรบปรงกระบวนการผลตเพอลดของเสยทเกดในกระบวนการผลตในโรงงานผผลตรงเกยร โดยการประยกตใชเสาหลกของ TPM รวมถงการพจารณาหลกการของ TPM โดยการศกษาครงนจะด าเนนการหาคาประสทธผลโดยรวมเฉพาะเครองจกรในกระบวนการผลตรงเกยร ซงม 5 สายการผลต และมเครองจกรรวม 10 เครอง โดยจะท าการ
1354

3
เกบขอมลกอนปรบปรงเปนเวลา 3 เดอน ตงแตเดอนตลาคม - ธนวาคม 2561 และจะท าการปรบปรงในเดอน มกราคม - มนาคม 2562 พรอมกบการเกบขอมลและสรปผล
2. วตถประสงคของการศกษาวจย 2.1 เพอปรบปรงกระบวนการผลต โดยการเพมประสทธภาพโดยรวมของเครองจกร 2.2 เพอท าการลดความสญเสยทเกดขนในกระบวนการผลต
3. ขอบเขตของงานวจย 3.1 ท าการศกษาขอมลเฉพาะกระบวนการผลตรงเกยรเทานน 3.2 ท าการศกษาขอมลตงแตเดอนตลาคม - มนาคม 2562 พรอมกบการเกบขอมลและสรปผล
4. ประโยชนทจะไดรบ 4.1 สามารถเพมประสทธภาพโดยรวมของเครองจกรไดสงขน 4.2 สามารถลดความสญเสยทเกดขนจากกระบวนการผลตน 4.3 สามารถน าผลการวจยนไปประยกตใชแกปญหากบเครองจกรประเภทเดยวกน ในสายการผลต
อนๆของโรงงานน เพอท าการพฒนาและปรบปรงตอไป
5. ทฤษฎ และงานวจยทเกยวของ 5.1 ทฤษฎ 5.1.1 ประสทธผลโดยรวมของเครองจกร (Overall Equipment Effectiveness : OEE) OEE เปนค าทรจกกนเปนอยางดในฐานะตวเลขทใชบงบอกสมรรถนะของโรงงานทใช
เครองจกรเปนหลกในกระบวนการผลต นอกจากนน OEE ยงใชเปนตวเลขในการวดความส าเรจของโรงงานทด าเนนกจกรรม TPM หรอเรยกไดวาการด าเนนกจกรรม TPM กเพอเพมคา OEE คาOEE ประกอบไปดวยสวนประกอบ 3สวน คอความพรอมของเครองจกร (Availability: A) อตราสมรรถนะของเครองจกร (Performance Rate: P) และอตราของด (Good Quality Rate: Q)
5.1.2 การบ ารงรกษาทวผลแบบทกคนมสวนรวม (Total Productive Maintenance) TPM ในปจจบน ไดขยายขอบเขตกวางขนมการด าเนนกจกรรมไมไดจ าเพาะแตในฝายการผลต
เทานน แตไดมการด าเนนการในฝายการเตรยมการผลตและฝายพฒนาผลตภณฑดวย นอกจากนยงไดรวมเอา
1355

4
ฝายทไมเกยวของกบการผลตโดยตรงและฝายขายเขาอยภายใตรมของกจกรรม TPM ดวยเชนกน มหลายบรษททมการด าเนนกจกรรมทวทงบรษทจากแนวโนมทมลกษณะการด าเนนกจกรรมดงกลาวน จงท าให JIPM ไดก าหนด ค าจ ากดความใหมขนในป ค.ศ. 1989TPM คออะไร TPM เปนตวยอจากค าเตมวา Total Productive Maintenance แตTPM ไมใชหลกสตรการฝกอบรมเพอการดแลรกษาเครองจกร TPM คอ กจกรรมททกคนทงองคกรจะตองรวมกนท าเพอลดการสญเสย ก าจดความสญเปลา และเพมประสทธภาพโดยรวมขององคกร
เสาของการด าเนนกจกรรม TPM บรษทจะตองเลอกกจกรรมในการปรบปรงเพอท าใหบรรลเปาหมายของกจกรรม TPM ได
อยางมประสทธภาพและมประสทธผล แตละบรษทอาจจะเลอกท ากจกรรมแตกตางกนออกไป โดยทวไปกจกรรมทมกจะเลอกในการด าเนนการเพอใหไดรบผลลพธนนมดวยกน 8 กจกรรมดงน
เสาท 1 การปรบปรงเฉพาะเรอง (Focused Improvement) เสาท 2 การบ ารงรกษาดวยตนเอง (Autonomous Maintenance) เสาท 3 การบ ารงรกษาเชงวางแผน (Planned Maintenance) เสาท 4 การศกษาและฝกอบรม (Education And Training) เสาท 5 การควบคมดแลขนตน (Initial Control) เสาท 6 การบ ารงรกษาคณภาพ (Quality Maintenance) เสาท 7 กจกรรมฝายบรหารทไมเกยวของกบการผลตโดยตรง เสาท 8 การบรหารความปลอดภย และสงแวดลอม (Safety and Environment)
5.2 งานวจยทเกยวของ อานนท ลระศร และคณะ (2554) งานวจยนไดนาเอาการพฒนาตนแบบของระบบซอมบ ารงรกษาเครองจกรแบบทวผลททกคนมสวนรวม (TPM) มาประยกตใชเพอลดความสญเปลาจากการหยดของเครองจกร และไดน าเอาหลกการวเคราะห PM (P-M analysis) แผนภมพาเรโต (Pareto Diagram) และ New QC 7 tool ในการวเคราะหปญหาตางๆ จากนนไดวดผลโดยการประเมนคาการปรบปรงคาประสทธผลโดยรวมของเครองจกร (OEE) คาเวลาเฉลยกอนทเครองจกรช ารด (MTBF) และเวลาเฉลยทในการซอมเครองจกร (MTTR) และไดเปรยบเทยบผลกอนและหลงการด าเนนระบบ หลงการปรบปรงพบวา คา OEE MTBF และ MTTR มคาเพมขน นอกจากนผลงานวจยนไดใชเปนแนวทางในการแกปญหางานซอมบ ารงรกษากระบวนการผลตลกษณะเดยวกนของโรงงานตวอยางได
1356

5
เทดศกด เพชรสะหย (2555) ไดเพมผลตผลดวยโดยใชวธการปรบปรงคาประสทธผลโดยรวมของเครองจกร (OEE) และอตราการขดของของเครองจกร เปนตวชวด โดยประยกตใช 4 จาก 7 ขนตอนของหลกการของเสาการบ ารงรกษาดวยตนเอง (Autonomous Maintenance) พรอมก าหนดมาตรการ และด าเนนการแกไขจดทกอนใหเกดความสกปรก และต าแหนงทยากล าบากในการปฏบตงาน ผลการวจยพบวาสามารถเพมคาประสทธผลโดยรวมของเครองจกร และอตราการขดของของเครองจกรลดลง มาโนช ทองเจอ และคณะ (2555) งานวจยนน าคาประสทธผลโดยรวมของเครองจกร (OEE) มาเปนตวชวดสมรรถนะ (KPI) ของกระบวนการผลต โดยใชหลกการวเคราะห PM (P-M analysis) ซงเปนเครองมอตวหนงของ Quality Maintenance (QM) ใชในการปรบปรงแกไขปญหาและใช QM Matrix ในการสรางมาตรฐานปองกนปญหา เพอเพมคาการปรบปรงคาประสทธผลโดยรวมของเครองจกร (OEE) ภายหลงการปรบปรงพบวาสามารถเพมคาประสทธผลโดยรวมนนสงขนตามเปาหมายทตงไว อกทงยงสรางความรวมมอของพนกงานโดยสามารถควบคมดแลระบบไดอยางดและแกปญหาไดอยางรวดเรว บลลงค คดหมาย (2556) งานวจยนน าคาประสทธผลโดยรวมของเครองจกร(OEE) มาเปนตวชวดสมรรถนะ (KPI) ของกระบวนการผลต โดยใชหลกการวเคราะห Why – Why ซงเปนเครองมอตวหนงของ Quality Maintenance (QM) ใชในการปรบปรงแกไขปญหา และใชหลกการการควบคมดวยการมองเหน (Visual Control) มาประยกตใชรวมกบแผนการตรวจสอบและการบ ารงรกษาเครองจกรประจ าวน ในการสรางมาตรฐานปองกนปญหา เพอเพมคาการปรบปรงคาประสทธผลโดยรวมของเครองจกร (OEE) จากผลการปรบปรงท าใหสามารถลดเวลาการขดของของเครองจกร สงผลใหคาปรบปรงประสทธผลโดยรวมของเครองจกร (OEE) เพมขน อกทงยงสรางความรวมมอของพนกงานโดยสามารถควบคมดแลระบบไดอยางด และแกปญหาไดอยางรวดเรว
กาญจนา จตรจน (2550) งานวจยนไดน าเอาแผนผงกางปลามาใชในการวเคราะห กระบวนการ และวดผลคาอตราความพรอมใชงานของเครองจกร (A : Availability) ระยะเวลาเฉลย ในการเกดการขดของ รวมถงการน าโปรแกรมคอมพวเตอร และการวเคราะหรปแบบความเสยหาย และผลกระทบ (FMEA) มาประยกตใชในการบ ารงรกษาเชงปองกน ผลการวจยคาเวลาเฉลยทใชใน การซอมเครองจกรลดลง สงผลใหคาความพรอมใชงานของเครองจกร (A : Availability) เพมขน
1357

6
6. วธการด าเนนงานวจย 6.1 ศกษากระบวนการผลต ตารางท 6.1 เครองจกรทใชในกระบวนการผลตรงเกยร จากตารางท 6.1 แสดงเครองจกรทมทงหมดในกระบวนการผลตรงเกยร โดยมเครองกลง 3 เครอง เครองกดฟน 3 เครอง เครองลบมมฟน 2 เครอง เครองชบแขง 1 เครอง เครองอบคนตว 1 เครอง รวมทงหมด 10 เครอง จากนนท าการเกบขอมลการผลตของเครองจกรแตละเครอง
6.2 การเกบขอมล วเคราะหขอมล 6.2.1 การเกบขอมล
ท าการเกบขอมลและบนทกผลลงในคอมพวเตอรเพอวเคราะหผล OEE ซงจะไดผลการวเคราะหเปนจ านวน 3 เดอนตงแตเดอนตลาคม - เดอนธนวาคม 2561 ในระหวางท าการบนทกขอมล กท าการวเคราะหขอมลทกอาทตย โดยท าการเกบขอมลจากใบรายงานประจ าวน โดยในบทความนยกตวอยางการ
เครองจกรในกระบวนการเกยร จ านวน/เครอง ชอเรยก
L 12
L 34
L 56
HB 1
HB 2
HB 3
CH 1
CH 2เครองชบแขง
Hardening M/C1 HE 1
เครองอบคนตว
Tempering M/C1 TP 1
รวม 10 เครอง
เครองกลง
Lathe M/C3
เครองกดฟน
Hobbing M/C
เครองลบมมฟน
Chamfering M/C
3
2
1358
7
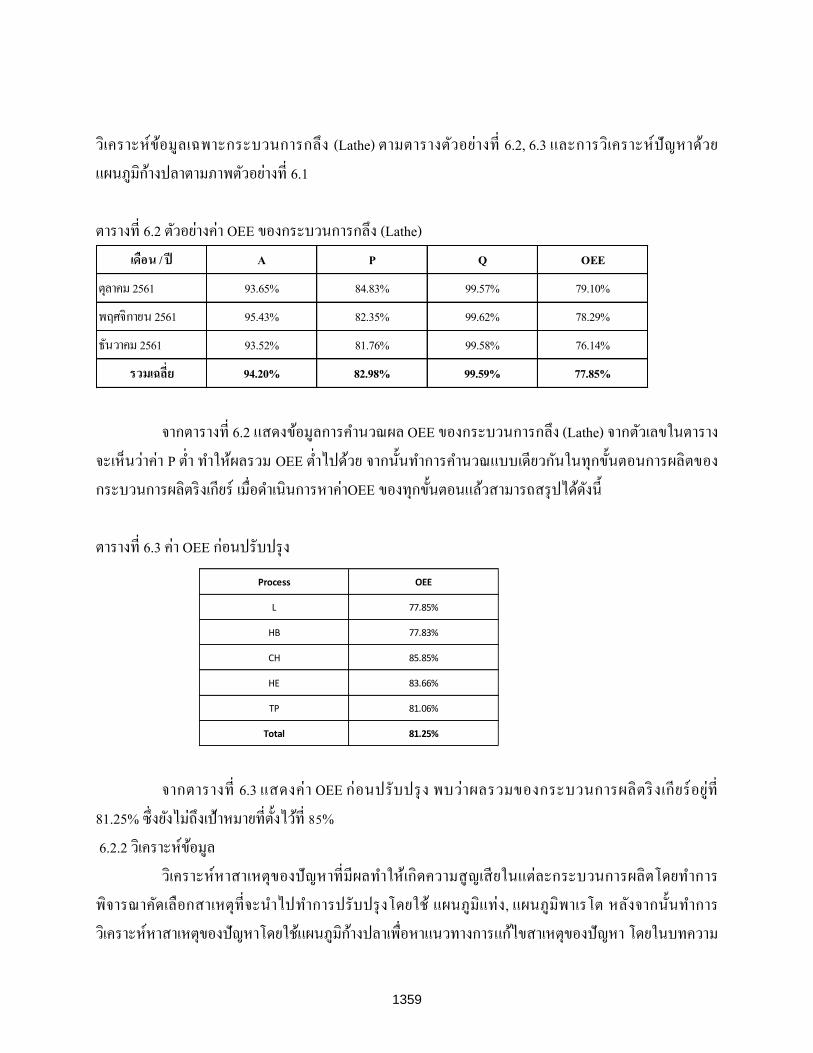
วเคราะหขอมลเฉพาะกระบวนการกลง (Lathe) ตามตารางตวอยางท 6.2, 6.3 และการวเคราะหปญหาดวยแผนภมกางปลาตามภาพตวอยางท 6.1
ตารางท 6.2 ตวอยางคา OEE ของกระบวนการกลง (Lathe)
จากตารางท 6.2 แสดงขอมลการค านวณผล OEE ของกระบวนการกลง (Lathe) จากตวเลขในตารางจะเหนวาคา P ต า ท าใหผลรวม OEE ต าไปดวย จากนนท าการค านวณแบบเดยวกนในทกขนตอนการผลตของกระบวนการผลตรงเกยร เมอด าเนนการหาคาOEE ของทกขนตอนแลวสามารถสรปไดดงน ตารางท 6.3 คา OEE กอนปรบปรง
จากตารางท 6.3 แสดงคา OEE กอนปรบปรง พบวาผลรวมของกระบวนการผลตรงเกยรอยท 81.25% ซงยงไมถงเปาหมายทตงไวท 85% 6.2.2 วเคราะหขอมล
วเคราะหหาสาเหตของปญหาทมผลท าใหเกดความสญเสยในแตละกระบวนการผลตโดยท าการพจารณาคดเลอกสาเหตทจะน าไปท าการปรบปรงโดยใช แผนภมแทง, แผนภมพาเรโต หลงจากนนท าการวเคราะหหาสาเหตของปญหาโดยใชแผนภมกางปลาเพอหาแนวทางการแกไขสาเหตของปญหา โดยในบทความ
เดอน / ป A P Q OEE
ตลาคม 2561 93.65% 84.83% 99.57% 79.10%
พฤศจกายน 2561 95.43% 82.35% 99.62% 78.29%
ธนวาคม 2561 93.52% 81.76% 99.58% 76.14%
รวมเฉลย 94.20% 82.98% 99.59% 77.85%
Process OEE
L 77.85%
HB 77.83%
CH 85.85%
HE 83.66%
TP 81.06%
Total 81.25%
1359

8
นจะยกตวอยางการวเคราะหสาเหตของปญหามาเฉพาะขนตอนการกลง ซงในขนตอนการกลงนน มเครองจกรทใชท งหมด 3 เครอง จากผลรวมOEE ของขนตอนการกลง (Lathe) นนมคา P ต า และจากการระดมสมองผเกยวของเพอหาสาเหตทเปนปจจยท าใหคา P ต ามดงตอไปน
ตารางท 6.4 สาเหตการสญเสยของขนตอนการกลง (Lathe)
จากตารางท 6.4 แสดงสาเหตการสญเสยของขนตอนการกลง (Lathe) โดยพบวา สาเหตจากการใชเวลาผลตมากกวามาตรฐาน มเวลาการสญเสยมากทสดคอ 1,182นาท ตอเดอน จงน าปญหานมวเคราะหสาเหตของปญหาดงแสดงในแผนภมกางปลา ตามภาพท 6.1
ภาพท 6.1 ผงกางปลาทแผนก L
สาเหตของการสญเสย จ านวนการสญเสย ยอดสะสม เปอรเซนต
ใชเวลาผลตมากกวามาตรฐาน 1,182 76.16% 76.16%
รอวตถดบ 235 91.30% 15.14%
แกไขชนงาน 92 97.23% 5.93%
จดการเศษขเหลก 43 100.00% 2.77%
Total 1,552 100.00%
คน วธการ
เครองจกร วตถดบ
ใชเวลาผลตมากกวาเวลามาตรฐาน
เศษข เหลกตดหลงเครอง
ขาดความช านาญ ท าผดข นตอน
รอวตถดบ
การฝกอบรมไมเพยงพอ
พนกงานใหม
ขาดความร
ไมมการเตรยมวตถดบไวลวงหนา
ไมมการก าหนดรอบในการก าจดเศษข เหลก
หยดบอย
ตองรอหวหนาหรอ พนกงานซอมบ ารงมาแกไขเครอง
ไมคอยสงเกตเศษเหลกหลงครอง เรงผลต
1360

9
6.2.3 น าเสาของกจกรรม TPM มาประยกตใชในการปรบปรงเมอทราบสาเหตหลกของแตละขนตอนการผลตแลว ผวจยจงน าเอาเสาของกจกรรม TPM มาประยกตใชในการปรบปรง โดยมรายละเอยดดง ตารางท 6.5 ตารางท 6.5 แสดงการน าเสากจกรรม TPM มาประยกตใชไดผลดงน
เปาหมาย กอนปรบปรง หลงปรบปรง
การรอวตถดบ 1
ทกเชากอนเรมงานใหหวหนางานแตละกระบวนการเปนผ
เตรยมจดหา และตรวจสอบ
วตถดบของแตละกระบวนการ
วามเพยงพอหรอพรอมกอนการเรมผลตหรอไม
ลดเวลารอวตถดบ 25 นาทตอวน 7 นาทตอวน
1
จดท ามาตรฐาน Condition ของงานแตละรน
และแปลภาษาหรอท าสญลกษณ
ใหปมเครองจกรเขาใจงายขน
1
จดท าปายหรอเอกสารขนตอนในการเปลยนรน
เพอใหสะดวกในการเหน
มจดอบรมตามเอกสารวธการท างานขนตอนในการเปลยนรน
4
ฝกอบรมพนกงานฝายผลตใหสามารถตรวจสอบ
และปรบตงดวยตวเองไดโดยไมตองรอการแกไขจากหวหนา
งานหรอพนกงานฝายซอมบ ารง การเรยนรจดส าคญตางๆ ใน
ขนตอนการท างาน โดยเนนใหตระหนกวา ท าไปเพออะไร
ปองกนปญหาอะไร ขนตอนทถกตองในการตรวจสอบหรอ
ปรบตงนนตองท าอยางไร
การเสยของเครองจกร 2
ก าหนดใหมการตรวจสอบในจดทพนกงานประจ าเครอง
สามารถตรวจสอบเองไดดวยตาเปลา
จดท าเชคชทเพอท าการตรวจสอบประจ าวน
ลดเวลาจากการ
เสยของเครองจกร32 นาทตอวน 22 นาทตอวน
เครองจกรหยดบอย 3
ก าหนดจ านวนรอบในการก าจดเศษขเหลก
จดท ากระจกเพอใหมองเหนดานปรมาณเศษขเหลกดานหลง
เครอง, อบรมพนกงานฝายผลตใหทราบถงการตรวจสอบเศษ
ขเหลกอยางสม าเสมอ รวมถงการปรบตงเครองจกรใหม
หลงจากการก าจดเศษขเหลก
ลดเวลาจากการท
เครองจกรหยด
บอย
35 นาทตอวน 17 นาทตอวน
ปญหาดานคณภาพ 6
อบรมพนกงานฝายผลตใหทราบถงCondition
ในการผลตก าหนดรอบในการเปลยนใบมด,
ก าหนดวธการ ทศทาง และจ านวนครงในการเปาท าความ
สะอาด
ลดปญหา
ดานคณภาพ62 ชนตอวน 29 ชนตอวน
ผลกอน/หลงด าเนนการประเภทของ
ความสญเสย
ประยกต
เสาทการปรบปรง
จากการปรบตงเครอง ลดเวลาจากการ
ปรบตงเครอง83 นาทตอวน 56 นาทตอวน
1361

10
1. น าชนงานออก
2. เปาลม JIG
3. ป มปดเปดลม
4. ป มหมนมดและ JIG
5. ป มปดเปดลม
6. ปดประตกดป มสตารทเรมการท างาน
7. MODE AUTO
8. ป มปดเปดฉกเฉน
9. ใสชนงานเขา JIG
10. เปาชนงาน
7
8
1
910
2 3
5
4
6
7. ผลการศกษา รายละเอยดของการน าเสาของกจกรรม TPM มาประยกตใช ในบทความนจะยกตวอยางมาเพยง 1
เรอง คอการสญเสยจากการปรบตงเครอง ดงน การปรบปรงความสญเสยจากการปรบตงเครอง - การปรบตงเครอง สาเหตเนองจาก Condition ของงานแตละรนมความตางกน และปมเครองจกร
เขาใจยาก แนวทางการแกไขปญหาน คอ จดท ามาตรฐาน Condition ของงานแตละรน และแปลภาษาหรอท า
สญลกษณใหปมเครองจกรเขาใจงายขน ตามตาราง ท 7.1 และ ภาพท 7.1
ตารางท 7.1 มาตรฐาน Condition ของงานแตละรน กระบวนการ CH-1
ภาพท 7.1 ค าอธบายปมกด
NO
องศา เครอง
NO
Indexing A
Indexing B
Indexing C
องศา เครอง
Indexing B
Indexing C
Indexing D
CH-1
อนมต จดท ำ
ลบมม แกไข เนอหำ วนท อนมตหมำยเลขจดท ำ
Part
Number /
Indexing A
20 ° C 20 ° C 20 ° C 20 ° C 20 ° C 16 ° C 8 ° C 8 ° C 20 ° C 10 ° C
20 ° C 20 ° C
96 87
Part
Number /
31122-ZE2-8200-H1
RING GEAR
72
FREE FREE
RING GEAR
31122-ZE9-8200-H1
72
FREE FREEFREE
139 68 10368
13 14 15 16 17 18 201911
FMQP-75-073(8)Production
จดท ำใหม 7-Jan-19 จลำ
Condition Chamferring
RING GEAR
12
RING GEAR
0
1 2 3 4 5 6 7
1028074000
RING GEAR
31122-ZE3-8200-H1
GEAR, RING
102807500012312-44500 (XH-5)12312 4LC0A 6M23120000
RING GEAR RING GEARRING GEAR RING GEAR
9 10
RING GEAR RING GEAR
36
FREE FREE
8
FREE FREE
40 36 48 36 72 72 72
26141-50P 12312-5EK0A 12312-BZ1201J8686382
3672
FREE FREE FREE
-
55 FREE 109 62 62 89
55
21 3 3 4 35 6 7 8 9
1. น าชนงานออก
2. เปาลม JIG
3. ป มปดเปดลม
4. ป มหมนมดและ JIG
5. ป มปดเปดลม
6. ปดประตกดป มสตารทเรมการท างาน
7. MODE AUTO
8. ป มปดเปดฉกเฉน
9. ใสชนงานเขา JIG
10. เปาชนงาน
7
8
1
910
2 3
5
4
6
1362

11
- การปรบตงเครองจกรเมอเครองจกรมปญหาและการปรบตงเครองเมอมการเปลยนรน สาเหตเนองจากการปรบตงเครองจกรในแตละครงพนกงานตองรอผช านาญดานเครองจกร เชนฝายซอมบ ารง หรอหวหนางานเทานน
แนวทางการแกไขปญหาน คอ ด าเนนการฝกอบรมพนกงานฝายผลตใหสามารถตรวจสอบปรบตงและเปลยนรนเครองจกรดวยตวเองไดโดยไมตองรอการแกไขจากหวหนางานหรอพนกงานฝายซอมบ ารง การเรยนรจดส าคญตางๆ ในขนตอนการท างาน โดยเนนใหตระหนกวา ท าไปเพออะไร ปองกนปญหาอะไร ขนตอนทถกตองในการตรวจสอบหรอปรบตงนนตองท าอยางไร รวมถงจดท าปายหรอเอกสารขนตอนในการเปลยนรน เพอใหสะดวกในการเหน พรอมกบจดอบรมตามเอกสารวธการท างานขนตอนในการเปลยนรน ตามภาพท 7.2
ภาพท 7.2 การอบรมเรองการปรบตงเครองจกรและการเปลยนรนดวยตวเอง
8. สรปผลการวจย 8.1 สรปผลการวจย ผลจากการปรบปรงสามารถลดความสญเสยจากการรอวตถดบได 18 นาทตอวน ลดความสญเสยจากการปรบตงเครองจกรได 27 นาทตอวน ลดความสญเสยจากการเสยของเครองจกรได 10 นาทตอวน ลดความสญเสยจากเครองจกรหยดบอยได 18 นาทตอวน และลดความสญเสยจากปญหาดานคณภาพได 33 ชนตอวน ดงนนจงสงผลใหประสทธภาพโดยรวมของเครองจกรเพมขนเปน 88.12% ดงแสดงในตารางท 8.1
1363

12
ตารางท 8.1 ผลเปรยบเทยบกอนและหลงปรบปรง OEE
จากตารางท 8.1 ผลเปรยบเทยบกอนและหลงปรบปรง OEE สรปไดวากอนการปรบปรงมคา OEE
81.25% หลงจากการปรบปรงโดยประยกตใชเสากจกรรมของ TPM ท าใหประสทธภาพโดยรวมของเครองจกรเพมขนเปน 88.12%
8.2 ขอเสนอแนะ การศกษาคนควาดวยตนเอง การพฒนาและปรบปรงประสทธภาพกระบวนการผลตเพอเพม
ผลผลต กรณศกษาโรงงานผลตรงเกยร โดยน าเสาหลก TPM มาประยกตเพอปรบปรงประสทธภาพโดยรวมของเครองจกรมาท าการวจย โดยมขอเสนอแนะดงตอไปน
8.2.1. การจดขาวสารเกยวกบการพฒนาและปรบปรงประสทธภาพโดยรวมของเครองจกรใหกบพนกงานทกคนทเกยวของกบการผลตอยางสม าเสมอ เพอเปนแรงจงใจและเปนการปรบปรงในระดบสงตอไป
8.2.2 การจดท ากจกรรมอนๆ ควบคไปดวย เชนกจกรรมเชงบ ารงรกษา, กจกรรมกลมยอยๆ, กจกรรมการลดของเสย, กจกรรมเสนอแนะและกจกรรมเสยงเรยกรองจากหนางานเปนตน
เพอใหพนกงานทกคนมสวนรวมในการพฒนาและปรบปรงกระบวนการผลตใหดขน รวมถงมรางวลตอบแทนตอพนกงานทมขอเสนอแนะทมผลทดตอการปรบปรงกระบวนการทงระยะสนและระยะยาว
8.2.3 ควรจดใหมการวเคราะหและท าการปรบปรงอยางตอเนอง เพอใหเกดการพฒนาประสทธภาพโดยรวมของเครองจกรเพมสงขนเรอยๆ แลวท าการควบคมปจจยตางๆ
8.2.4 ศกษาขนตอนการท างานและเวลาทใชในการปฏบตทเหมาะสมเพอลดความสญเสยจากการท างาน
Process OEE กอนปรบปรง OEE หลงปรบปรง ผลการปรบปรง
L 77.85% 88.10% เพมขน 10.26%
HB 77.83% 86.85% เพมขน 9.02%
CH 85.85% 89.12% เพมขน 3.26%
HE 83.66% 91.02% เพมขน 7.36%
TP 81.06% 85.52% เพมขน 4.45%
Total 81.25% 88.12% เพมขน 6.87%
1364

13
บรรณานกรม กาญจนา จตรจน (2550), การเพมประสทธภาพการผลตโดยการบ ารงรกษาบนพนฐานของความ นาเชอถอ
กรณศกษาโรงงานผลตชนสวนเครองจกรกล . (วทยานพนธ). กรงเทพฯ : มหาวทยาลยเทคโนโลยพระจอมเกลาพระนครเหนอ. ส านกหอสมดกลาง, 2550
เทดศกด เพชรสะหย (2555). การประยกตประสทธผลโดยรวมของเครองจกร(OEE)ในการปรบปรงกระบวนการผลตบรรจภณฑกระปอง. (สารนพนธ). กรงเทพฯ : สถาบนเทคโนโลยไทย-ญปน, 2555
บลลงค คดหมาย (2556). การลดความสญเสยของขนตอนการเชอมครบระบายความรอนโดยการประยกตใชเทคนคการวเคราะหประสทธผลโดยรวมของเครองจกร กรณศกษา การผลตมอเตอรเฟรม . (วทยานพนธ). ปทมธาน : มหาวทยาลยเทคโนโลยราชมงคลธญบร, 2556
มาโนชน ทองเจอ และคณะ. (2555). การปรบปรงประสทธภาพของสายการผลตชนสวนตวถงรถยนตดวยการบ ารงรกษาดวยตนเอง. การประชมวชาการขายงานวศวกรรมอตสาหการ ประจ าป พ.ศ. 2555, วนท 17-19 ตลาคม 2554 ชะอ า เพชรบร
อานนท ลระศร และคณะ.(2554). การลดเวลาการขดของของเครองจกรในโรงงานผลตสผง. การประชมวชาการขายงานวศวกรรมอตสาหการ ประจ าป พ.ศ. 2554, วนท 20-21 ตลาคม 2554 ชะอ า เพชรบร
1365




























