Embed Size (px)
DESCRIPTION
alüminyum Ekstrüzyonu teknik çalışma
Citation preview

Alüminyumun tanınması; ÖZELLİKLERİ; Alüminyum, yumuşak ve hafif bir metal olup mat gümüşümsü renktedir. Bu renk, havaya maruz kaldığında üzerinde oluşan ince oksit tabakasından ileri gelir. Alüminyum, zehirleyici ve manyetik değildir. Kıvılcım çıkarmaz. Saf alüminyumun çekme dayanımı yaklaşık 49 megapascal (MPa) iken alaşımlandırıldığında bu değer 700 MPa'a çıkar. Yoğunluğu, çeliğin veya bakırın yaklaşık üçte biri kadardır. Kolaylıkla dövülebilir, makinede işlenebilir ve dökülebilir. Çok üstün korozyon özelliklerine sahip olması, üzerinde oluşan oksit tabakasının koruyucu olmasındandır. Uygulama alanları ; Dünyadaki kullanımı, hem miktar hem de değer olarak demirden sonra gelir.Saf alüminyumun çekme dayanımı düşük olmakla birlikte,bakır ,çinko ,magnezyum , manganez, ve silisyum gibi pek çok elementle alaşımlandırılarak mekanik özellikleri geliştirilebilir. Yüksek dayanım/ağırlık oranlarından ötürü alüminyum alaşımları, uçak ve uzay araçlarının vazgeçilmez bileşenleridir. Kullanım alanlarından bazıları:
Ulaşım (otomobil, uçak, kamyon , tren vagonları, deniz araçları, vs.) Ambalaj (alüminyum kutular, folyolar, vs.) Su arıtma İnşaat (cam, kapı, duvar, bina, vs.) Dayanıklı tüketim aletleri (cihazlar, mutfak araç gereçleri, vs.) Elektrik iletim hatları (alüminyumun, elektrik iletkenliği bakıra yakın olup onun
yarı ağırlığındadır ve fiyatı da daha ucuzdur [1]) Makine imalatı Kendisi manyetik olmamakla birlikte bazı çeliklerin ve alnico mıknatısların
yapımında alaşım olarak kullanılır. Yüksek safiyette alüminyum (SPA, %99.98 - %99.999 Al) elektronik ve CD’ ler
de Toz haline getirilmiş alüminyum boyalara gümüşümsü renk vermede kullanılır.
Alüminyum pulcukları (özellikle ahşap boyamada), astar boyalarına da katılabilir. Böylece kurumayla birlikte alüminyum pulcuklar su geçirmez bir tabaka oluşturur.
Anodize edilmiş alüminyumun oksidasyon direnci daha da yüksektir ve inşaat sanayinin pek çok alanında kullanılır.
Kolay şekillendirilebilir oluşu ve yüksek ısı iletkenliğinden ötürü, Elektronik devre yarıiletkenlerin soğutulmasında alüminyum kullanılır. Bakır soğutucuları daha küçük olmalarına karşın daha pahalı ve yapımları daha zordur.
Alüminyum oksit, doğada corundum (rubi ve safir) halinde bulunur ve cam yapımında kullanılır. Sentetik rubi ve safir, lazerlerde koherent ışık yapımında kullanılır. Alüminyumun çok hızlı oksitlenme özelliği, katı roket yakıtı olarak ve diğer piroteknik kompozisyonların üretiminde kullanılmasına yol açar. Alüminyum mutlak soğuklukta bir süper iletkendir.

Tarihçe ; Eski Yunanlılar ve Romalılar, alüminyumun tuzlarını, boyaların renklerini sabitleştirmede ve kan durdurucu olarak kullanmışlardır. Bu tuzlar günümüz tıbbında hala kan durdurucu ve damar büzücü olarak kullanılmaktadır. Frideric Wöehler'in, alüminyumu, 1827’de, susuz alüminyum klorürü potasyum ile karıştırarak ayrıştıran ilk kişi olduğu bilinirse de metal, o tarihten iki sene kadar önce, Danimarkalı bir fizikçi ve kimyacı olan Hans Cristian örsted tarafından saf olmayan bir formda üretilmiştir. Dolayısıyla kimya literatüründe Örstedin adı alüminyumu bulan kişi olarak geçer .Fransız Henry Ceint, 1846'da, Wöehler’in metodunu, daha pahalı olan potasyum yerine sodyum kullanarak geliştirmiştir. Amerikalı Charles Martin Hall'da, alüminyumun elektrolitik bir prosesle eldesine ilişkin bir patent başvurusunda bulunmuş, aynı yıl, Hall'un bu buluşundan tamamen habersiz olmak üzere Fransız Paul Heroult ‘da aynı tekniği Avrupa'da geliştirmiştir. Bu nedenle iki bilim adamının adı verilen Hall-heroult prosesi, günümüzde alüminyumun cevherinden eldesinde bütün dünyada kullanılan temel yöntemdir. Doğada bulunuşu ; Yerkabuğunda bol miktarda (%7,5 - 8,1) bulunmasına rağmen serbest halde çok nadir bulunur ve bu nedenle bir zamanlar altından bile daha kıymetli görülmüştür. Alüminyumun ticari olarak üretiminin tarihi 100 yıldan biraz fazladır. Alüminyum ilk keşfedildiği yıllarda cevherinden ayrıştırılması çok zor olan bir metal idi. Alüminyum rafine edilmesi en zor metallerden biridir. Bunun nedeni, çok hızlı oksitlenmesi, oluşan bu oksit tabakasının çok kararlı oluşu ve demirdeki pasın aksine yüzeyden sıyrılmayışıdır. Alüminyumun hurdalardan geri kazanımı, günümüz alüminyum endüstrisinin önemli bir bileşeni haline gelmiştir. Geri kazanım prosesi, metalin basitçe tekrar ergitilmesi esasına dayanır, ki bu yöntem metalin cevherinden üretimine nazaran çok daha ekonomiktir. Alüminyum rafinasyonu çok yüksek miktarlarda elektrik enerjisi gerektirir, buna karşılık geri kazanım prosesi, üretiminde kullanılan enerjinin %5'ini harcar. Geri kazanım prosesi 1900'lü yılların başlarından beri uygulanmakta olup yeni değildir. 1960'lı yılların sonlarına kadar düşük profilli bir faaliyet olarak devam eden geri kazanım olgusu, bu tarihte içecek kutularının alüminyumdan yapılmaya başlanması ile gündeme daha yoğun şekilde gelmiştir. Diğer geri döndürülen alüminyum kaynakları arasında otomobil parçaları, pencere ve kapılar, cihazlar, ve konteynerler sayılabilir. Alüminyum reaktif bir metal olup cevherinden (alüminyum oksit, Al2O3) kazanımı çok zordur. Örneğin, karbonla doğrudan redüksiyonu, alüminyum oksidin ergime sıcaklığı yaklaşık 2000°C olduğundan ekonomik olmaktan uzaktır. Dolayısıyla, alüminyum elektroliz yöntemiyle kazanılır. Bu yöntemde alüminyum oksit, ergimiş Kriyolit içinde çözündürülür ve daha sonra saf metale redüklenir. Bu yöntemde redüksiyon hücrelerinin çalışma sıcaklığı 950-980°C civarındadır. Kriyolit, Göruland adasında

bulunan doğal bir mineraldir fakat alüminyum üretimi için sentetik olarak yapılır. Kriyolit, alüminyum ve sodyum flüorürlerinin bir karışımı olup formülü Na3AlF6 şeklindedir. Alüminyum oksit (beyaz toz), yaklaşık %30-40 demir içerdiği için kırmızı renkli olan Boksit rafinasyonu ile üretilir. Bu işlemin adı Bayer prosesidir ve daha önceleri kullanılmakta olan Deville prosesinin yerini almıştır. Wöhler prosesinin yerini alan elektroliz yönteminde her iki Elektrot da karbon yapılmıştır. Cevher bir kez ergimiş hale geldikten sonra iyonlar serbestçe dolaşmaya başlarlar. Negatif elektrotta gerçekleşen reaksiyon:
Al3+ + 3e- → Al olup alüminyum iyonunun elektron alarak redüklendiğini gösterir. Alüminyum metali daha sonra hücrenin tabanına sıvı halde çöker ve buradan sifonlanarak dışarı alınır. Öte yandan, pozitif elektrotta oksijen gazı oluşur:
2O2- → O2 + 4e- Anot karbonu bu oksijen ile oksitlenerek tükenir ve dolayısıyla düzenli aralıklarla yenilenmesi gerekir:
O2 + C → CO2 Katotlar elektroliz işlemi sırasında, anotların tersine, tükenmezler çünkü katotta oksijen çıkışı olmaz. Katodun karbonu, hücre içinde sıvı alüminyum ile örtülmüş olduğu için korunmalıdır. Öte yandan katotlar, elektrokimyasal prosesler gereği erozyona uğrarlar. Elektrolizde uygulanan akıma bağlı olarak, hücrelerin 5-10 yılda bir tümüyle yenilenmesi gerekir. Hall-heroult prosesiyle alüminyum elektrolizi çok fazla elektrik enerjisi tüketirse de, alternatif yöntemler gerek ekonomik gerekse ekolojik olarak uygulanabilirlikten uzaktırlar. Dünya genelinde, ortalama spesifik enerji tüketimi, kg Al başına yaklaşık 15±0.5 Kw/h dir. Modern tesislerde bu rakam yaklaşık 12.8 kW·h/kg dir. Redüksiyon hattının taşıdığı elektrik akımı, eski teknolojilerde 100-200 kA iken bu değer, modern tesislerde 350 kA'e kadar çıkmış olup 500 kA'lik hücrelerde deneme çalışmaları yapıldığı bilinmektedir. Alüminyum üretim maliyetinin %20-40'ını, tesisin bulunduğu yere göre değişmek üzere, elektrik enerjisi oluşturmaktadır. Bu nedenle alüminyum üreticisi işletmeler elektrik enerjisinin bol ve ucuz olduğu bölgelere yakın olmak eğilimindedirler. Kimyası ; Oksidasyon kademesi 1 :
Alüminyum Hidrojen atmosferi altında 1500°C ye ısıtıldığında AlH üretilir. Alüminyumun normal oksidi (Al2O3) Silisyum ile 1800°C de vakum altında
ısıtıldığında Al2O üretilir.

Al2S3 ün alüminyum talaşları ile 1300°C de vakum altında ısıtılması ile Al2S üretilir. Ancak hızlıca başlangıç maddelerine ayrışır. İki değerlikli selenyum da benzer şekilde yapılır.
Üç değerlikli halojenürleri, alüminyum ile ısıtıldıklarında -AlF- -AlCl- ve -AlBr- gaz fazında elde edilebilir.
Oksidasyon kademesi 2 Alüminyum tozu oksijenle yandığında alüminyum alt-oksidinin (AlO) varlığı
gösterilebilir. Oksidasyon kademesi 3
Fajans kuralıı, basit bir üç değerlikli katyonun (Al3+) susuz tuzlarda veya Al2O3 gibi ikili bileşiklerde bulunamayacağını gösterir. Hidroksit zayıf bir bazdır ve karbonat gibi zayıf baz olan alüminyum tuzları hazırlanamaz. Nitrat gibi kuvvetli asit tuzları kararlı ve suda çözünürdürler. En az altı moleküllü hidratlar oluştururlar.
Alüminyum hidrür (AlH3)n, trimetil-alüminyum ve aşırı oksijen kullanarak üretilebilir. Havada patlayarak yanar. Alüminyum klorürün eter çözeltisi içinde lityum hidrürle muamelesi sonucu da üretilebilir. Ancak çözücüden ayrıştırılamaz.
Alüminyum karbür (Al4C3) elementlerin oluşturduğu karışımın 1000°C nin üzerine ısıtılması ile üretilebilir. Açık sarı renkli kristallerinin kompleks bir kafes yapısı vardır ve su veya seyreltik asitle Metan gazı verirler. Asetilit (Al2(C2)3), ısıtılmış alüminyum üzerinden asetilen geçirmek suretiyle üretilir.
Alüminyum nitrür (AlN), elementlerinden 800°C de üretilebilir. Su ile hidrolize olarak Amonyak ve alüminyum hidroksit verir.
Alüminyum fosfit (AlP), benzer şekilde yapılır ve fosfin vererek hidrolize olur. Alüminyum oksit (Al2O3), doğada korundum olarak bulunur ve alüminyumun
oksijenle yakılması veya hidroksit, nitrat veya sülfatının ısıtılmasıyla elde edilir. Kıymetli taş olarak sertliği elmas, bor nitrür ve karborundum’dan sonra gelir. Suda hemen hemen hiç çözünmez.
Alüminyum hidroksit, bir alüminyum tuzunun sulu çözeltisine amonyak ilavesi yoluyla jelatinimsi bir çökelek şeklinde elde edilebilir. Amfoteriktir; hem çok zayıf bir asit olup hem de alkalilerle alüminatlar yapar. Değişik kristal formlarında bulunur.
Alüminyum sülfür (Al2S3), alüminyum tozu üzerinden hidrojen sülfür geçirerek üretilebilir. Polimorfiktir.
Alüminyum flüorür (AlF3), hidroksitinin HF ile muamelesi sonucu veya elementlerinden üretilir. 1291°C de ergimeksizin gaz fazına geçen dev bir molekül yapısına sahiptir. Çok inerttir. Diğer üç değerli halojenürleri dimerik ve köprü benzeri yapıdadırlar.
Ampirik formülü AlR3 olan organa-metalik bileşikleri vardır ve dev yapılı moleküller değilse de en azından dimerik veya trimetriktirler. Organik sentez alanında (örneğin, trimetil alüminyum) kullanılırlar.
Alümino-hidrürler bilinen en elektro-pozitif yapılardır. İçlerinde en kullanışlı olan lityum alüminyum hidrür'dür (Li[AlH4]). Isıtıldığında lityum hidrür, alüminyum ve hidrojene parçalanır ve su ile hidrolize olur. Organik kimyada
pek çok kullanım alanı vardır. Alümino-halojenürleri de benzer yapıya sahiptirler.
Güvenlik önlemleri ; Alüminyumun canlı hücreler üzerinde yararlı bir işleve sahip olduğu gözlemlenmemiştir. Bazı kişilerde, alüminyumun herhangi bir formundan kaynaklanabilen temas dermatiti (deri iltihabı), stiptik (kan durdurucu) veya ter önleyici ürünler kullanımıyla birlikte ortaya çıkan kaşıntılı kızarıklık, alüminyum tencerelerde pişen yemeklerin yenmesiyle ortaya çıkan sindirim bozuklukları ve besinlerin emiliminin durması, ve Rolaids, Amphojel, ve Maalox gibi antasit (asit giderici) ilaçların kullanımıyla ortaya çıkan kusma vb. gibi zehirlenme belirtileri şeklinde alerjik reaksiyonlar yaratabilir. Diğer kişilerde alüminyum, ağır metaller kadar zehirli olmasa da ve alüminyumdan yapılmış mutfak gereçleri kullanımının (yüksek korozyon direnci ve iyi ısı iletkenliği nedeniyle tercih edilir), genelde alüminyum zehirlenmesine yol açtığı kanıtlanmamış olsa da, yüksek dozlarda alındığında zehirlenme belirtileri gösterebilir. Alüminyum bileşikleri içeren antasitlerin aşırı dozda tüketimi ve alüminyum içeren ter önleyicilerin aşırı miktarda kullanımı zehirlenme nedeni olabilir. Alüminyumun Alzheimer hastalığına yol açtığı iddia edilmişse de o araştırma, tam tersine, Alzheimer hastalığının neden olduğu tahribatın, vücutta alüminyum birikimine yol açtığı şeklinde çürütülmüştür. Özetle, eğer alüminyum zehirlenmesi varsa bunun oldukça spesifik bir mekanizma ile gerçekleşmesi gerekir. Zira insanın yaşamı boyunca, toprakta doğal kil mineralinin içindeki alüminyum ile olan teması zaten yeterince yüksektir. Alüminyumun, onun hızla korozyona uğramasına neden olan bazı kimyasallarla temas etmesinden kaçınmak gerekir. Örneğin, bir parça alüminyumun yüzeyine damlatılan çok küçük bir miktar civa, koruyucu alüminyum oksit tabakasını kolayca deler ve birkaç saat içinde devasa yapı kirişleri bile önemli derecede zayıflayabilir. Bu nedenle, pek çok havayolu şirketi, uçakların yapısal iskeletinde alüminyum önemli bir yer tuttuğu için civalı termometrelere izin vermemektedir. Alüminyum Ekstrüzyon Profil Özellikleri Genel özellikleri : Metaller, medeniyetin gelişmesinde önemli görev yapmaktadır. Bu gelişme sürecinde, alüminyum kadar önemli rol oynayan az sayıda metal bulunur. Alüminyum kendine has özellikleri ile, çok eski çağlardan beri bilinen, ağaç, bakır, demir ve çelik gibi birçok malzemeden daha önem kazanmış bulunmaktadır. 19. yüzyılın ikinci yarısından beri endüstriyel çapta üretilen çok genç bir metal olmasına rağmen, bugün bakır ve alaşımları, kurşun, kalay ve çinko gibi tüm demir dışı metallerin toplam kullanımından daha çok miktarda kullanılmaktadır. Alüminyum'un genel özellikleri aşağıda özetlenmiştir :
Alüminyum hafiftir. Aynı hacimdeki bir çelik malzemenin ağırlığının ancak üçte biri kadar ağırlıktadır.

Alüminyum, hava şartlarına, yiyecek maddelerine ve günlük yaşamda kullanılan pek çok sıvı ve gazlara karşı dayanıklıdır. Alüminyum'un yansıtma kabiliyeti yüksektir. Gümüşi beyaz renginin bu özelliğe olan katkısı ile beraber gerek iç gerekse dış mimarî için cazibeli bir görünüme sahiptir. Alüminyumun bu güzel görünümü, anodik oksidasyon (eloksal), lâke maddeleri vs. gibi uygulamalar ile uzun müddet korunabilir. Hatta, birçok uygulamada tabii oksit tabakası bile yeterli olur. Çeşitli alüminyum alaşımlarının mukavemeti, normal yapı çeliğinin mukavemetine denk veya daha yüksektir. Alüminyum elastik bir malzemedir. Bu nedenle ani darbelere karşı dayanıklıdır. Ayrıca, dayanıklığı düşük sıcaklıklarda azalmaz. (Çeliklerin, düşük sıcaklıklarda ani darbelere karşı mukavemeti azalır.) Alüminyum, işlenmesi kolay bir metaldir. Öyle ki, kalınlığı I/100 mm. den daha ince olan folyo veya tel haline getirilebilir. Alüminyum ısı ve elektriği bakır kadar iyi iletir. Alüminyum'a şekil vermek için döküm, dövme, haddeleme, presleme, Ekstrüzyon, çekme gibi tüm metotlar uygulanabilir.
2- Alüminyum Ekstrüzyon Profil :
Belli bir kesite sahip olan, (bu kesitin şekli düz veya amaca uygun değişik şekilde olabilir) ve kesit/boy oranı küçük olan, başka bir deyişle, boyu eninden çok daha fazla olan şekillendirilmiş malzemeler "profil" olarak tanımlanır. Profil üretimi için birçok metal gibi alüminyum da haddeleme (çekme) veya Ekstrüzyon metodu ile işlenir. Ancak, karmaşık şekilli profiller için en çok kullanılan metot "ekstrüzyon"dur. Ekstrüzyon ile üretilen alüminyum profillerin kullanma sahaları :
Nakliye araçları (otomobil, gemi, tren, metro, uçak ve uzay araçları), Mimari uygulamalar ve inşaat sektörü (binaların cephe kaplama sistemleri ,pencereler, kapılar, çeşitli konstrüksiyonlar, Elektrik endüstrisi, Makine ve ekipman imali, Kimya ve gıda endüstrisinde,
3- Alüminyum Alaşımlarının Kimyasal Yapısına Göre Sınıflandırılması : Alüminyum’a çeşitli özellikler vermesi için çeşitli metaller karıştırılır. İlave edilen metallere göre sınıflandırma yapılır. Bir alaşım 4 rakamdan oluşan notasyon ile tanımlanır. Birinci rakam, alüminyum ilâve edilen esas metali gösterir. A.B.D normlarına göre ; 1XXX : Alaşımsız alüminyum 2XXX : Bakır'lı alüminyum alaşımı 3XXX : Manganezli alüminyum alaşımı 4XXX : Silisyum'lu alüminyum alaşımı 5XXX : Magnezyum'lu alüminyum alaşımı 6XXX : Silisyum ve magnezyum'lu alüminyum alaşımı 7XXX : Çinko'lu alüminyum alaşımı 8XXX : Demir ve Silisyum'lu alüminyum alaşımı 9XXX : Yeni bulunan alaşımlar (Örnek: Lityum'lu alaşımlar)

4-Alüminyum Alaşımlarının Isıl İşlem Durumuna Göre Sınıflandırılması : Alüminyum yarı mamul veya mamuller üretildikten sonra belirli fiziksel özelliklere sahip olmaları için bazı işlemlerden geçirilirler. Genel olarak alüminyum alaşımları iki gruba ayrılırlar : 1- Isıl İşlem uygulanabilir alaşımlar 2- Isıl İşlem uygulanamayan alaşımlar Her iki grup için, tatbik edilen işlemleri tanımlamak amacı ile kullanılan notasyonlar mevcuttur. 5- Mimari uygulamalar için üretilen profiller: Tüm Dünya'da, mimari amaç için üretilen profiller, genellikle 6XXX alaşımlarından, ekstrüzyon yöntemi ile üretilir ve görünümlerinin bozulmaması, yıllarca korunması için anodik oksidasyon (eloksal) ile renkli veya renksiz olarak kaplanırlar. Bu alaşımlar arasında da en yaygın kullanılanlar, birbirlerine son derece yakın kimyasal bileşime fiziksel özelliklere sahip olan 6063, 6060 veya AlMgSi0,5 alaşımlarıdır. 5.1. 6xxx serisi alüminyum alaşımlarının genel özellikleri: 6XXX serisi alaşımlar, magnezyum (Mg) ve Silisyum (Si) ihtiva ederler. Bu elementlerin ve içindeki diğer empüritelerin (Fe, Cu, Mn, Zn, ti gibi) belirli sınırlar içinde farklı değerlerde olmaları, alaşımların kullanılma yerine göre farklı özelliklerde profil üretimini sağlarlar. Demir (Fe) miktarı 0,20 % veya daha düşük olan 6XXX serisi alaşımlarda, profil polisaj yapıldığında parlak yüzey elde edilir. Fe miktarının bu değerden yüksek olması durumunda, profilin rengi grileşmeye başlar, parlaklık donuklaşır. Mat yüzey elde edilmesi için de Fe miktarı en az 0.18 % olmalıdır. Fe miktarı yükseldikçe o ölçüde rahat ve cazibeli mat yüzey elde edilir. Fe miktarının %0.30'dan fazla olması ise eloksal sonrasında donuk bir görünüme neden olacağı gibi, ekstrüzyon prosesini de zorlaştırır. Mg ve Si miktarlarının, profilin termik işlemi sonrası sertliğinde büyük önemi vardır. Ancak, ısıl işlem sonrası maksimum sertlik temini için bu elementlerin üst sınırlarda olması ise, üretimin düşük hız ile yapılmasını gerektirir. Çünkü kullanılan alüminyum kütük (billet) de aynı oranda serttir. Sonuç olarak, profillerin kullanılma yerine göre, mümkün olduğu ölçüde amaca uygun alaşım ile üretim yapılması faydalıdır. Profilin bir özelliğinin iyi olması istenirken, diğer bir özelliğinden fedakârlık edilmesi gerekmektedir. Aşağıda tipik 6XXX alaşımları olan EN-AW 6060 ve EN-AW 6063 alaşımlarının kimyasal bileşim limitleri gösterilmiştir.(EN 573-3 , Tablo:6 dan alınmıştır)

Element EN AW 6060 EN AW 6063 Si : 0,30 - 0,6 0,20 - 0,60 Mg : 0,35 - 0,6 0,45 - 0,90 Fe : 0,10 - 0,30 0,35 (en
fazla) Cr : 0,05 0,10 (en
fazla) Cu : 0,10 0,10 (en
fazla) Diğer : 0.05 % max.
herbiri toplam 0.15 % max.
0.05 % max. herbiri toplam 0.15 % max.
6XXX serisi (AlMgSi) alaşımları içinde en çok kullanılanlar 6060, 6063, 6082 (EN ve yeni TS notasyonunda) ve AlMgSi0.5 (DIN ve eski TS notasyonunda) alaşımlarıdır. Bunların kimyasal bileşimleri genelde aynı olup, alt ve üst limit değerlerinde nüans gösterirler. ALÜMİNYUM EKSTRÜZYON PROFİLLERİ MEKANİK ÖZELLİKLERİ (EN 755-2) EN AW 6063 (AlMg0,7Si) Temper Boyutlar,
e (mm) Kopma dayanımı Akma dayanımı A (%)
Min. A50mm (%) Min Min Max Min. Max.
T4 =<25 130 - 65 - 14 12 T5 =<3
10<e=<25 175 160
- -
130 110
- -
8 7
6 5
T6 =<10 10<e=<25
215 195
- -
170 160
- -
8 8
6 6
T64 =<15 180 - 120 - 12 10 T66 =<10
10<e=<25 245 225
- -
200 180
- -
8 10
6 8
EN AW 6060 (AlMgSi) Temper Boyutlar,
e (mm) Kopma dayanımı Akma dayanımı A (%)
Min. A50mm (%) Min Min Max Min. Max.
T4 =<25 120 - 60 - 16 14 T5 =<5
5<e=<25 160 140
- -
120 100
- -
8 8
6 6
T6 =<3 3<e=<25
190 170
- -
150 140
- -
8 8
6 6
T64 =<15 180 - 120 - 12 10 T66 =<3 215 - 160 - 8 6
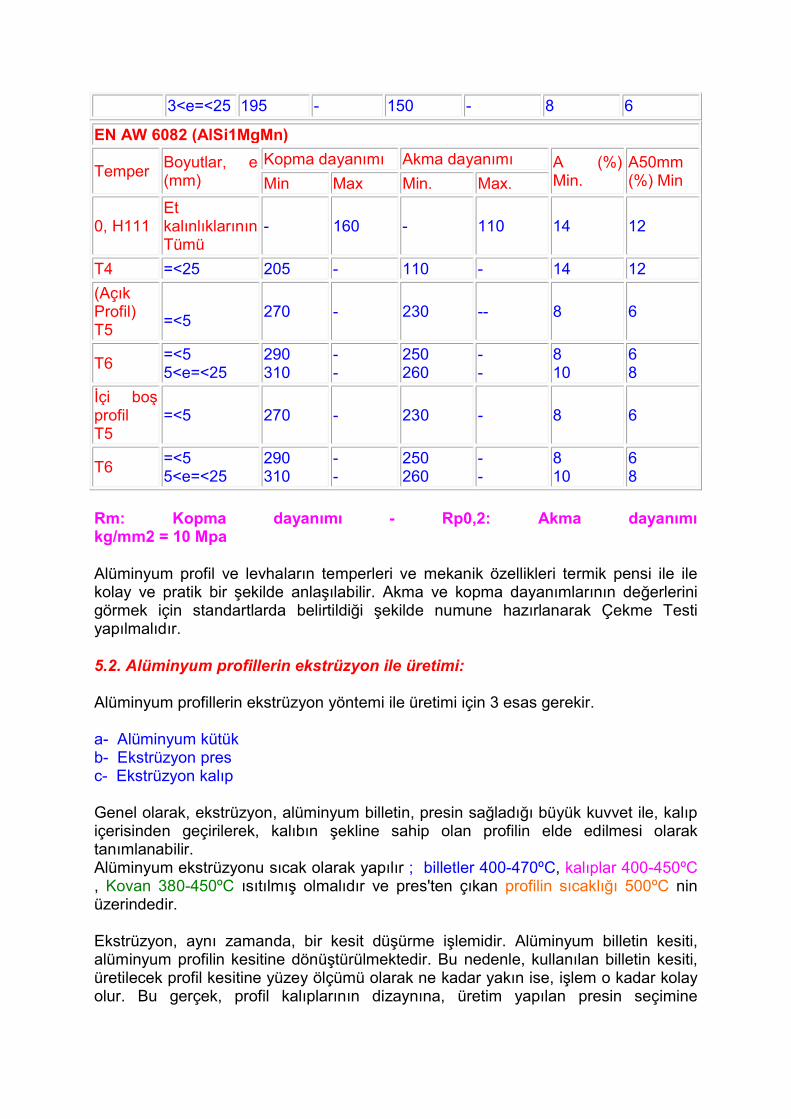
3<e=<25 195 - 150 - 8 6 EN AW 6082 (AlSi1MgMn) Temper Boyutlar, e
(mm) Kopma dayanımı Akma dayanımı A (%)
Min. A50mm (%) Min Min Max Min. Max.
0, H111 Et kalınlıklarının Tümü
- 160 - 110 14 12 T4 =<25 205 - 110 - 14 12 (Açık Profil) T5
=<5 270 - 230 -- 8 6
T6 =<5 5<e=<25
290 310
- -
250 260
- -
8 10
6 8
İçi boş profil T5
=<5 270 - 230 - 8 6
T6 =<5 5<e=<25
290 310
- -
250 260
- -
8 10
6 8
Rm: Kopma dayanımı - Rp0,2: Akma dayanımı kg/mm2 = 10 Mpa Alüminyum profil ve levhaların temperleri ve mekanik özellikleri termik pensi ile ile kolay ve pratik bir şekilde anlaşılabilir. Akma ve kopma dayanımlarının değerlerini görmek için standartlarda belirtildiği şekilde numune hazırlanarak Çekme Testi yapılmalıdır. 5.2. Alüminyum profillerin ekstrüzyon ile üretimi: Alüminyum profillerin ekstrüzyon yöntemi ile üretimi için 3 esas gerekir. a- Alüminyum kütük b- Ekstrüzyon pres c- Ekstrüzyon kalıp Genel olarak, ekstrüzyon, alüminyum billetin, presin sağladığı büyük kuvvet ile, kalıp içerisinden geçirilerek, kalıbın şekline sahip olan profilin elde edilmesi olarak tanımlanabilir. Alüminyum ekstrüzyonu sıcak olarak yapılır ; billetler 400-470ºC, kalıplar 400-450ºC , Kovan 380-450ºC ısıtılmış olmalıdır ve pres'ten çıkan profilin sıcaklığı 500ºC nin üzerindedir. Ekstrüzyon, aynı zamanda, bir kesit düşürme işlemidir. Alüminyum billetin kesiti, alüminyum profilin kesitine dönüştürülmektedir. Bu nedenle, kullanılan billetin kesiti, üretilecek profil kesitine yüzey ölçümü olarak ne kadar yakın ise, işlem o kadar kolay olur. Bu gerçek, profil kalıplarının dizaynına, üretim yapılan presin seçimine

(kuvvetine, kovan çapına) gibi birçok teknik alternatifi ortaya çıkarır. Sonuç olarak, ince ve küçük kesitli profillerin üretimi için küçük ölçüde billet ve dolayısı ile ona uygun kuvvette pres gereklidir. Büyük profiller için de büyük ölçülerde kalıp, billet ve pres gereklidir. Küçük profiller, büyük preslerde, büyük biletler kullanılarak üretilmek istendiğinde, zaman ve enerji kaybına, verim düşüklüğüne neden olunur. Buna karşılık, büyük kesitli profiller ise küçük preslerde, küçük billetler ile çoğu zaman hiç üretilemez. Ekstrüzyon presinden çıkan profil, soğutulur, soğuk germe işlemi yapılır ve istenen boyda kesilir. Daha sonra aşağıda detayları verilen ısıl işlemeler (sipariş özelliğine göre) tatbik edilir. (Bu notasyonlardan T işaretli olanlar kullanılır) Alüminyum profilin sıcak halde presten çıktıktan sonra yüzeyinin zarar görmemesi ve eloksal sonrasında siyah/gri soğuma lekelerinin görülmemesi için ekstrüzyon pres konveyörlerinde ahşap malzeme veya grafit yerine özel ısıya dayanıklı tekstil ürünleri kullanılması tavsiye edilir. Hangi ölçüdeki profillerin, şekil ve ölçü toleranslarına sahip olacağı çeşitli standartlarda belirtilmiştir. Standartlarda gösterilen ölçülerin dışında üretim yapmak, müşteri ile üretici arasındaki anlaşmaya bağlıdır. Ancak, standartlardan çok daha dar toleranslar ile profil üretmenin maliyetinin her zaman normalden çok daha fazla olduğu unutulmamalıdır. 5.3.Alüminyum profillerin anodik oksidasyonu (Eloksal) Mimari amaçla üretilen alüminyum profillerin görünüş bakımından cazibeli olmaları tercih edilir. Kullanım yerinde uzun yıllar görünümünün ve renginin bozulmaması istenir. Gerçekte,
alüminyumun kendi tabiatı icabı var olan tabii oksit tabakası, alüminyumu hiçbir işleme gerek kalmadan yıllarca korozyona karşı korursa da, bu tabakanın (ki 1-2 mikron kalınlıktadır)
kalınlığının daha da arttırılarak (10-25 mikron) görünümün korunması garantiye alınır. Bu işlem, ingilizce kökenli "anodik oksidasyon" (anodizing, anodic oxidation) veya Almanca kökenli "eloksal" (eloxal) olarak tanınır. Bu yazımızda, her iki ifade de aynı şekilde kullanılmaktadır. Anodik oksidasyon yapılması elektrolitik bir işlemdir ve birçok metotları vardır. Prensipte, alüminyum profiller, asitli bir elektrolit içine anot olarak daldırılırlar. Anot ile katot arasına belli bir gerilim (doğru akım) tatbik edilir. Elektrolit çözünmeye uğrar ve profilin yüzeyinde bir oksit tabakası oluşur. Bu tabaka cam gibi saydamdır. Alüminyum, korozyondan koruyan bu tabakadır. Mevcut olan birçok anodik oksidasyon metodu içinde, yeryüzünde en yaygın olarak kullanılan "Sülfürik Asitli Doğru Akım Metodu" dur. Alüminyum eloksal tesisleri 5.3.1. Profillere Anodik Oksidasyon Öncesi Yapılan İşlemler : Anodik oksit tabakası saydam olduğundan, profil yüzeyini gösterir. Yüzeyin mat veya parlak olması isteniyor ise anodik oksidasyon öncesi bu işlemler yapılmalıdır.

5.3.1.1. Parlatma (Polisaj) İşlemi : Profillerin yüzeyinin parlatılması için özel bezlerden imal edilen fırçalar yüzeye özel cilası ile tatbik edilerek parlatma yapılır. Eğer yüzeyde aşırı çizgi var ise, parlatma fırçaları bunları temizleyemediğinden, parlatma öncesinde özel sisal fırça veya bant zımpara işlemi ile çizgiler giderilir, sonra parlatma yapılır. 5.3.1.2. Zımparalama İşlemi (Keçeleme) : Zımparalama işleminin iki amacı olabilir :
Parlatma öncesi, yüzeyde olan çizgileri gidermek Değişik tip zımparalar kullanılarak, yüzeye özel desenli çizgiler yerleştirmek.
5.3.1.3 Satenaj: Satenaj işlemi; mat görünümü, fiziksel metot ile vermek için, yüzeyi özellikle çok sayıda çizgi ile donatmakta kullanılır. Satenaj makinesi ile yapıldığı gibi, Scotchbrush olarak tanınan özel daire fırçalar ile de tatbik edilebilir. (Her iki tip fırçanın makinesi ayrıdır.) Kullanılan fırçaların özelliklerine göre yüzey görünümü değişik olabilir. 5.3.1.3.1 Kumlama: Gene alüminyum yüzeyine mat görünüm vermek için kullanılmaya başlanan bir metottur . İnce sert kum taneciklerinin alüminyum yüzeyine yoğun ve hızlı bir şekilde püskürtülmesiyle yüzeyde kadifemsi mat bir görüntü elde edilir. Satenaja göre avantajı, yüzeyden talaş kaldırılmadığı için metal kaybına neden olmaz. Ayrıca eloxal sonrası gözlenen siyah veya beyaz yapısal çizgilenmeler bu yüzey işlemi ile oldukça azaltılabilmektedir. 5.3.1.4. Endüstriyel Eloksal : Bu yüzey görünümü için, eloksal öncesi hiçbir mekanik (fiziksel) işlem yapılmaz. Profil, doğrudan eloksal tesisine gelir, sadece kostik banyosunda belirli süre tutularak bir matlık temin edilir. Elde edilen bu matlık, çoğunlukla yüzey çizgilerini yok etmekte yeterlidir. Maliyeti düşük olduğundan çoğu Batı ülkelerinde tercih edilen yüzey tipidir. 5.3.2. Anodik oksidasyon: Profiller, anodik oksidasyon elektrolitine daldırılıp enerji verilmeden önce bir dizi kimyasal işlemlerden geçirilirler. Bu işlemler : a) Yağ alma : Profillerin yüzey temizliğini temin içindir. b) Kostikleme : Yağ alma işleminde temizlenemeyen pislik ve yağların temizlenmesi ve gereğinde yüzeye matlık vermek için uygulanır. c) Nötralizasyon : Kostik işleminde oluşan reaksiyon çamurunu temizler. d) Anodik Oksidasyon (Eloksal) : 5.3. maddesinde açıklanan işlem ile koruyucu oksit tabakası yüzeyde oluşturulur. Oksit tabakasının da uzun ömürlü olmasını temin etmek için "tespit işlemi" yapılır.
e) Tespit İşlemi (Sealing) : Profiller, PH değeri ayarlanmış kaynar su banyosunda veya özel bir kimyasal bileşim içeren özel bir emprenye banyosunda belirli bir süre bekletilir. Bu şekilde eloksal tabakasının gözenekleri hacmen büyür ve gerek fiziksel gerekse de kimyasal etkilere karşı dayanıklılığı artar. Yukarıda özetlenen tüm işlemler arasında, profiller yıkanarak, işlemin kaliteli olması ve kimyasalların birbirlerine karışmaması temin edilir. 5.4. Alüminyum profillerin renklendirilmesi: Alüminyum’un gümüşi beyaz renginin yanı sıra, çeşitli renklerde hazırlanmış profiller mimari ve dekorasyon sahalarında kullanılmaktadır. Genel olarak renklendirme birbirine alternatif olan iki metot ile yapılır.
5.4.1. Boyama : Boyama işlemi, ağaç, demir-çelik ve diğer malzemelere yapılan boyama gibidir. Alüminyum profillere, kimyasal konversiyon (kromatlama veya hafif eloksal) işlemi yapılır ve sonra "toz boya” statik boya ile istenen renklerde boyanır. 5.4.2. Eloksallı Alüminyum Renklendirilmesi : Eloksallı alüminyumun renklendirilmesi, en yaygın olan yöntemdir. Çünkü, eloksal tabakası, bugün için bilinen tüm alüminyum koruma metotları içinde en iyi, en dayanıklı olanıdır. Alüminyum profillerin eloksal ile renklendirilmesi de birbirine alternatif olan iki yöntem ile yapılabilir : 5.4.2.1. Tek-Etaplı Renklendirme :
Bu yöntem, Entegral Anodik Renklendirme (Integral Colour Anodizing) olarak tanınır ve daha çok A.B.D. de kullanılır. Eloksal banyosu aynı zamanda renklendirme banyosu işini
görür. Bu banyonun elektroliti, normal eloksal banyosuna göre değişiktir ve ayrıca çok daha yüksek voltajda çalıştırıldığından daha çok enerji sarf eder. Ayrıca, elde edilebilen renk profilin alaşımına bağlı olduğundan kısıtlı şartlar altında çalışılır. Tüm bu nedenler ile A.B.D. firmaları da iki-etaplı renklendirme yöntemine geçiş yapmaktadırlar. 5.4.2.2. İki-Etaplı Renklendirme : İsminden anlaşılacağı gibi, anodik oksidasyon ve renklendirme için iki ayrı banyo kullanılır. Profilin önce anodik oksidasyon yapılması şarttır. Daha sonra profil yıkanır ve renklendirme banyosuna girerek, istenen renk tatbik edilir. Bu yöntemle renklendirme ikiye ayrılır :

5.4.2.2.1. Daldırma ile Boyama : Renklendirme banyosu (Boyama Banyosu), çeşitli firmaların pazarladığı özel bileşimli boyanın sulu bir çözeltisidir. Bu yöntem ile boyamada, renk verici pigmentler, eloksal tabakasının gözenekleri arasına emilir ve tabakanın üstünden bir miktar altına kadar tabakaya nüfuz ederler. Boya banyosundan çıkan profile, yıkandıktan sonra tespit işlemi uygulanır. 5.4.2.2.2. Elektrolitik Renklendirme : Bu yöntemde, renklendirme banyosu, bazı metal tuzlarının sulu bir çözeltisidir ve elektroliz yolu ile renklendirme yapıldığından elektrotları bulunur. Profil banyoya konur ve profil ile elektrotlar arasından alternatif akım geçirilir. Çözelti içindeki metal iyonları harekete geçerek, eloksal tabakasına nüfuz ederler. Bu yöntemde, absorpsiyon yerine elektriksel güç kullanıldığından, renk verici pigmentler, tabakanın en derin sınırına, profil yüzeyi ile eloksal tabakası ara sınırına kadar inerler. Böylece, elektrolitik yöntem ile elde edilen renkler, daldırma yöntemi ile elde edilen renklere oranla, fiziksel ve kimyasal etkilere karşı çok daha dayanıklıdır. Elektrolitik renklendirme için, çok sayıda ticari kimyasal mevcuttur. Bunlardan en eskisi Alcan Aluminium lisansı ile yapılan ANOLOK yöntemidir. ANOLOK 54X prosesinde Kobalt (Co) metalinin tuzunun kullanılır. Burada, renk verici pigment Co elementidir ve gerek laboratuar, gerek ise endüstriyel uygulamaların gösterdiği netice, Kobalt ile elde edilen renklerin, diğer metal tuzları (kalay-bakır, nikel vs.) ile elde edilen renklere göre her bakımdan daha uzun ömürlü ve daha iyi kaliteli olduğudur. Bununla birlikte, Co prosesinin başlangıçta lisanslı bir proses olması ve Co fiyatlarının stabil olmaması yüzünden, Kalay (Sn) bileşiklerini kullanan yöntemler, dünyada en yaygın kullanılan yöntem olmuşlardır. 6. Kalite Mimari amaç ile kullanılacak bir alüminyum profilin kalitesini aşağıdaki faktörler tayin eder : 6.1. Dış Görünüş Bu muayene göz ile yapılır. Profil yüzeyinde, derin çizgiler, yaralar, çentikler, ezilmeler gibi göze hoş gelmeyen unsurlar bulunmamalıdır. 6.2. Profil Ölçüleri : Alüminyum profil, üretim sonrasında, müşteri ile önceden kararlaştırılan ve anlaşılan resim ölçü ve toleranslarına uygun olmalıdır. Bu kontroller, kumpas, mikrometre, terazi, termik pensi, gönye , profile özel aparatlar gibi aletler ile yapılır.

6.3. Profilin Fiziksel Özellikleri : Mimari amaçla kullanılan alüminyum profillerin sertlik değeri (60-75 BHN) genelde diğer fiziksel özellikleri açısından (kopma mukavemeti, uzama oranı vs.) iyi bir göstergedir. Sertlik, pratik olarak termik pensi ile ölçülebilir. İmalat sanayisinde kullanılan, 2xxx, 7xxx, 5xxx serileri gibi değişik alaşımların malzeme kontrol testleri daha büyük önem taşır ve bu testlerin yapılmasında özel ekipmanlar kullanılır. 6.4. Profilin Eloksal / Boyama Kalitesi : Özellikle, mimari amaçla kullanılacak alüminyum profillerin eloksal sonrası renk ve yüzey kalitesi çok önemlidir. Profil beyaz veya renkli de olsa, numunesi ile uygunluk göstermelidir. Yüzeyin parlaklık, matlık durumu da aynı şekilde önemlidir. Bugün için bu kontrol göz ile yapılmakla beraber, yeni uygulanmaya başlanan "reflektometre cihazı" iyi netice ve kolaylık vermektedir. Alüminyum eloksal bağlantı elemanları Alüminyum doğrama sistemlerinde, birçok profil bir arada çalışırlar. Genelde, değişik zamanlarda üretilen bu profillerin numuneye eş görünümde olması esas hedef olmakla beraber, işletme şartlarının her zaman aynı kalmaması, bazen büyük bazen küçük farklılıklar ortaya çıkarır. Müşteriye esas renk numunesi ve standart alt ve üst renk tonu farklılık numuneleri ile anlaşma yapılır. Üretilen profiller anlaşılan toleranslar arasında bulunmalıdır. Toleranslar ne kadar dar aralıklı olursa o kadar yüksek maliyetli ürün olacağı unutulmamalıdır. Bir çok batı ülkelerinde, dış cephelerde bulunan profillere 3 m. uzaktan, iç sistemlerde kullanılan profillere 1 m. uzaktan bakılarak göz kontrolü yapılmaktadır. 6.5. Anodik Oksidasyon Tabaka Kalınlığı ve Tespit Kalitesi Kontrolü : Anodik oksidasyonun tabaka kalınlığı ve tespit kalitesi çok önemlidir. Çünkü, renksiz veya renkli olsun profilin görünümünün dayanıklılığını bu iki faktör tayin eder. 6.5.1. Eloksal Kalınlığı Tayini : Öncelikle eloksal kalınlığı, müşterinin talep ettiği kalınlık altına inmemelidir. Batı ülkelerinde, bina iç kısımlarında kullanılan profiller en az 10 mikron, bina dış kısımlarında kullanılan profiller en az 15 mikron eloksal kalınlığında istenirler. Ancak, bu kalınlıklar müşteriye göre daha az veya çok olabilir. Bazı ülkelerin standartları bu konularda bağlayıcıdır. Eloksal kalınlığını ölçmek için çeşitli metotlar mevcuttur. Bugün için en yaygın ve pratik olanı, eloksal tabakasının yalıtkan olmasından istifade edilerek kullanılan metottur. Bu yöntemde, PERMASCOPE olarak tanımlanan elektronik bir cihaz kullanılır ve ölçüm yapılır.

6.5.2. Tespit Kalitesi Tayini : Eloksal kalınlığı standartlara uygun olsa bile, eğer tespit kalitesi uygun değil ise, eloksal tabakasının ömrü kısa olur. Bu nedenle en son ve önemli kalite faktörü tespit kalitesidir. Tespit kalitesi tayini için çeşitli metotlar mevcuttur. Bu metotlar ve genel uygulama alanları aşağıda özetlenmiştir :
Metod Adı Uygulanması 1) Boya Lekesi Metodu (ISO 2143)
Naturel renkli eloksal tabakasına 2) Empedans - Metodu (Anotest cihazı ile) ISO 2931
Naturel renkli eloksal tabakasına ve renkli eloksal tabakasına
3) Ağırlık Kaybı Testi ISO 3210 Naturel renkli eloksal tabakasına ve renkli eloksal tabakasına
Tüm metotlar için, en sıhhatli netice veren (ancak tatbiki de daha zaman alıcı ve tahribatlı olan) Ağırlık kaybı testi metodudur. Alüminyum alaşımları için temper (ısıl işlem/kondisyon) göstergeleri Döküm veya biçimlendirilmek suretiyle elde edilen, Alüminyum ve alüminyum alaşımlarının ısıl işlem durumları, ilave edilen bir veya birkaç harf ile tanımlanır. Esasen 4 tür ısıl işlem göstergesi kullanılmaktadır. Bunlardan (O) tavlı. (F) fabrikasyondan sonraki hali ; (H) rekristallizasyon temperatürünün altındaki sıcaklıklarda yapılan plastik şekillendirme sonucu sertlik ve mukavemetin artışını. (T) ısıl işlem halini göstermektedir. (W) solusyona alma ısıl işlemlnden sonraki kalıcı olmayan yapıyı göstermekle beraber, şayet zamanı verilmiş ise o takdirde belirli bir ısıl işlem ifade edilmiş olmaktadır. Çeşitli ısıl işlemlerin niteliklerine ait açıklamalar aşağıda verilmiştir. 0: Tavlı, rekristallize olmuş hali : Biçimlendirilebilen alüminyum alaşımlarının en yumuşak halidir. F : Fabrikasyondan sonraki hali (üretildiği gibi) Bu hal; Mukavemet veya sertliğini değiştirmek amacıyla hiçbir ilave işlem yapılmaksızın, imâl edildikten sonraki fiziksel yapısını belirtmektedir. Biçimlendirilen alüminyum alaşımlarının mekanik özelliklerinin hiçbir garantisi yoktur. Döküm hali için, örneğin 43-F işareti kullanılmaktadır. H: Genellikle, yassı ürünler (levha/sac) için kullanılan bir notasyondur. Soğuk biçimlendirme (Rekristallizasyon temperatürünün altında yapılan plastik şekillendirme) sonucu ve kısmi bir yumuşama elde etmek üzere ilave ısıl işlemin

yapılıp yapılmamasına rağmen biçimlendirilebilen alüminyum alaşımlarında elde edilen mukavemet ve sertlik artışını ifade eder. (H) dan sonra ekseriya iki veya daha fazla rakam vardır. İlk rakam, esas işlemleri ifade eder. Daha sonraki rakamlar, plastik şekillendirme sınırları içindeki nihai fiziksel özelliklerini belirtir. Bu rakamların ifade ettiği özellikler aşağıda belirtilmiştir : H 1 : Plastik şekillendirme sınırları içinde sadece şekil verilmiştir. İkinci rakam, yapılan soğuk işlemi ifade etmektedir. Şöyle ki ; 8 rakamı erişilebilen en sert hali ifade eder. Böylece (H18) Bu sonucu gösterir. En sert ile yumuşak arasındaki orta sertlik (H14) şeklinde ifade edilir. Aynı şekilde dörtte bir sertlik ise (H12) şeklinde belirtilir. Üçüncü rakam, ekseriya ayrı özellikleri belirtmek için kullanılır. Şöyle ki ; (H141), (H14) sağladığı aynı minimum özellikleri vermekle beraber maksimum değerler Standard değerlere daha çok yakındır. Üçüncü rakam, (H14) den daha farklı değerleri ifade etmekle beraber (H13) veya (H15) in yerine kaim olacak ölçüde değildir. Çok sert özellikler, üçüncü rakam olsun veya olmasın, ikinci rakam olarak (9) kullanıldığı zamanı belirtilirler. (H112) işareti "kontrollü" olarak, F-ısıl işlem halinin garanti edilmiş mekanik özelliklerini gösterir. H 2 : Plastik şekillendirmeden sonra kısmi tav halini ifade eder. Alaşımın plastik şekil alma sonucu belirli bir mukavemet ve sertlik sağladıktan sonra kısmen tav yapılarak bu değerlerin istenen sınırlar içine indirilmesi demektir. Bu durum, ilk rakamın 2 olarak yazılması ile belirtilir. İstenen kalıcı mukavemet ve sertlik (H1) de olduğu gibi ikinci rakam ile belirtilir. Örneğin : H28 tam sert, H24 yarı sert'i ifade eder. Oda sıcaklığında yaşlanma yumuşaması sağlayan alaşımların H2 hali H3 ün fiziksel özelliğine eşit olmaktadır. Diğer alaşımlar bahis konusu olduğunda, H2 hali yaklaşık olarak H1'in fiziksel özelliklerine eşit olmakla beraber, uzama kat sayısı biraz daha fazladır. H 3: Plastik şekillendirme ve bilahare stabilizasyon hali. Magnezyum ihtiva eden alüminyum alaşımları düşük temparatürlerde ısıtılmak suretiyle stabilize edilerek mukavemetleri biraz azaltılırken onların şekil alma özellikleri artırılmaktadır. Bu işlem yapılmaz ise, bahis konusu değişiklik oda sıcaklığında çok uzun sürede meydana gelir. Bu işlem (H) dan sonraki üçüncü rakam ile ifade edilmektedir. Plastik şekillendirme işlemi de (H) dan sonraki iki veya ilk rakam ile ifade edilir. W : Solüsyona alma ısıl işleminden sonraki kalıcı olmayan yapıyı ifade eder. Bu hal doğal yaşlanmadan (natural aging) ötürü, yaşlanma süresinin verilmesi ile belirtilmiş olur. Örneğin 2024 W (1/2 saat), 7075 W (2 ay) vb. I : F,O,H halleri dışında, yapıda stabilizasyon sağlanması amacıyla uygulanan ısıl işlemleri belirtmektedir. Bu harf plastik şekillendirme yapılsın veya yapılmasın yapının stabil hale gelmesi için uygulanacak ısıl işlemi ifade eder. T harfinden sonra 2'den 9'a kadar rakam eklenebilir. Bu rakamlar uygulanacak belli başlı işlemleri gösterirler. 6061-T6 rumuzu alındığında, bahis konusu alaşım için esas işlem'e ilave

olarak değişik özellikleri sağlayacak şekilde ayrı işlemlerin uygulanması istendiğinde bu esas rumuza ilaveler yapılmaktadır. Şöyle ki ; 6061-T62'de olduğu gibi. Oda sıcaklığında tabii yaşlanma, esas ısıl işlemler yapılırken veya yapıldıktan sonra uygulanabilmektedir. Süre, metalürjik açıdan önem taşıyorsa o zaman kontrol edilir. Fakat aksi halde belirtilmemiş olur. T : T notasyonu, ısıl işlem yapılarak elde edilen temperleri ifade eder. Isıl işlemlerinin değişik türleri, aşağıdaki harf ve rakam göstergeleriyle ifade edilmektedir. T1 : Sıcak işlemden sonra soğutulur ve doğal yaşlanma ile kararlı duruma getirilir. T2 : Sıcak işlemden sonra soğutulur, soğuk işlemden geçirilir ve doğal yaşlanma ile kararlı duruma getirilir. T3 : Solüsyona alma ısıl işlemi uygulanır, soğuk işlemden geçirilir, ve doğal yaşlanma ile kararlı duruma getirilir T4: Solüsyona alma ısıl işleminden geçirilir, doğal yaşlanma ile kararlı duruma getirilir. T5: Sıcak işlemden sonra soğutulur ve yapay yaşlanma ile sertleştirilir (Termik ısıl işlemi) T6: Solüsyona alma ısıl işleminden geçirilir ve yapay yaşlanma ile sertleştirilir (Termik ısıl işlemi) T7: Solüsyona alma ısıl işleminden geçirilir ve yapay aşırı yaşlanma yapılır.(Termik ısıl işlemi) T8: Solüsyona alma ısıl işleminden geçirilir, soğuk işlemden geçirilir, ve yapay yaşlanma yapılır (Termik ısıl işlemi) T9: Solüsyona alma ısıl işleminden geçirilir, yapay yaşlanma yapılır (termik ısıl işlemi) ve soğuk işlemden geçirilir. T10: Sıcak işlemden soğutulur, soğuk işlemden geçirilir ve yapay olarak yaşlandırılır (Termik ısıl işlemi). Notlar: Solüsyona alma ısıl işlemi: Alüminyum alaşımı bünyesindeki alaşım elemanlarını katı çözeltiye almak için malzemenin 520 derece C veya üzerinde belirli bir süre tutulup ani olarak soğutulması. Bazı alüminyum alaşımlarında (örneğin 6060/6063/AlMgSi0.5) ekstrüzyon gibi sıcak bir prosesten sonra malzemenin hava ya da su ile ani soğutulması, solüsyona alma ısıl işlemi sonucunu verir..

Doğal yaşlandırma: Alüminyum alaşımının oda sıcaklığında bekletilmesiyle, katı çözelti içindeki alaşım elemanlarının katı çözeltiden ayrılıp çökelerek "çökelme sertleşmesi" mekanizması ile malzemenin sertliğinin artması. Yapay yaşlandırma: Doğal yaşlandırma ile elde edilemeyecek kadar yüksek sertlik değerlerinin bir Termik fırında belirli sıcaklık , süre ve hava sirkülasyonu altında yapılması. (Örnek: 6060/6063/AlMgsi0.5 alaşımı için 180 derece santigrat sıcaklıkta 5 saat ). Termik: Alüminyumun yapay yaşlandırma ısıl işlemine Türkiye Ekstrüzyon sektöründe verilen addır.
EKİPMANLARIN TANINMASI: a)pres a-1) Ana silindir a-2) yan kol a-3) konteynır a-4)makas a-5)zımba ve tapa (dummy blok) b)bilet tavlama b-1) yükleme b-2) fırçalama b-3) fırın b-4) ısı ölçüm termokupulları c) sıcak kesme d) konveyör d-1)pullur d-2)çıkış sehpası d-3) soğutma sehpası d-4) germe hattı d-5)kesim sehpası e)termik fırını e-1)termik arabası e-2)profil sepeti e-3)araba çekme redüktörü f) kalıp tavlama fırını g) kalıp taşıma vinci

hesaplamalar: Pres gücünün hesaplanması: Metrik ton veya US ton olarak ifade edilir. pres gücü, ana ve yan kolların silindir alanlarının toplamının maksimum basınç ile çarpımından elde edilen değerdir. Buradan da anlaşılacağı üzere pres gücü değişen silindir alanı veya basınç ile değişkendir. Presler maksimum basınç ile hesaplanan güçleri ile anılırlar. Örnek: Ana silindir çapı : 850mm Yan kol silindir çapı : 200 mm Maksimum basınç : 210 bar Olan presin gücü nedir? A1=(850X850X3,14) / 4 =567162 mm2 /100=5671,62 cm2 A2=(200X200X3,14) / 4 =31400 mm2 /100 =314 cm2 At=A1+A2+A2= 5671,62+314+314 = 6299,62 cm2 Pres gücü= 6299,62 X 210 = 1 322 920 kg 1322,92 metrik ton veya 1322,92X1,1= 1455 US ton Pres hızının hesaplanması: mm/sn olarak ifade edilir. Pres ana ve yan kol silindirlerinin 1mm’lik stroktaki hacimlerinin pompa debisine olan oranıdır. Örnek: Ana silindir çapı : 850mm Yan kol silindir çapı : 200 mm Toplam debi : 1000 lt/dk Olan presin maksimum baskı hızı nedir? A1=(850X850X3,14) / 4 =567162 mm2 /100=5671,62 cm2 A2=(200X200X3,14) / 4 =31400 mm2 /100 =314 cm2 At=A1+A2+A2= 5671,62+314+314 = 6299,62 cm2 Hacim = alan çarpı X Strok =6299,62 X 0,01 =62,99 litre Baskı hızı=Pompa debisi / hacim=1000 / 62,99 = 15,87 mm/sn maksimum hızdır. Buradan elde edilen değer presin maksimum gidiş hızıdır. Ancak Ekstrüzyon presin maksimum hızında yapılamaz. Hız , kalıba ,hammaddeye,yüzey kalitesine ve tüm ısılara göre değişken olarak ayarlanması gereken bir parametredir. Bu yüzden presler hızı değiştirilebilir şekilde dizayn edilirler. Yukarıdaki örnekte pres 0 ila 15,87 mm/sn hız aralığında hareket etmektedir. Profil hızının hesaplanması: Mt/dk olarak ifade edilir. Hızın bilinmesi kalıp ömrü, yüzey kalitesi,imalat maliyetleri imalat programı gibi işletme şartlarının kontrol altına alınması için oldukça önemlidir. Profil hızı temaslı düzenekler ile ölçülebildiğinden, direk ölçümler profile zarar verebileceği ve pratik olmadığı için kullanılmamaktadır. Bunun yerine pres gidiş hızı temel parametre kabul edilerek teorik olarak hesaplanabilir. Bu hesaplamada havan çapı ,pres hızı, profil ağırlığı ve figür sayısının bilinmesi gereklidir. Buna göre profil hızı şöyle hesaplanabilir.

Kovan çapı : 175mm Pres hızı : 9 mm/s Profil gr/m : 400 gr Figür sayısı :2 Bu örnekte hesaplama açık şekilde yapılıp sonuç olarak ampirik formül elde edilecektir. Buna göre adım adım hesaplama yapalım: Bir dakika içindeki, pres hızına ve kovan çapına bağlı ekstrüze edilen hammadde miktarı bulunur ve profil ağırlığına bölünürse mt/ dk hesaplanır. Kovan çapına sıkışmış 1mm’lık alüminyum ağırlığı: (175X175X3,14) / 4= 24040,62X 2,7 = 649 gr/cm X0,1 =64,9 gr/mm Bir dakikada ekstrüze edilen hammadde miktarı: Pres hızı X gr/mm X 60= 9 X 64,9 X 60 = 35046 gr/dk Profil ağırlığı: Gr/m X figür sayısı= 400 x 2 = 800 gr /m Mt/dk = 35046 / 800 = 43,8 mt/dk olarak hesaplanır. İşletme ortamında bu kadar uzun hesaplama kullanılamayacağından formülleri ampirik hale getirelim; Pres hızı X gr/mm X 60= Pres hızı X 64,9 X 60 = 3894 x Pres hızı(mm/sn) 3894 X pres hızı (mm/sn) 3894 x 9 mt/dk = --------------------------------------- = ------------------------ = 43,8 mt/dk Gr/m X figür sayısı 400 x 2 Şeklinde pratik olarak hesaplanabilir. Du kat sayısını hesaplanması: Du kat sayısı kovan alanının profil alanına olan oranıdır. Bilindiği gibi Ekstrüzyon ; deformasyona bağlı bir kesit indirgeme işlemidir. Daha açık ifade edilirse hammaddenin deformasyona uğratılarak profil kesitine indirgenmesi olarak ta tanımlanabilir. Öyleyse bunu bir değer aralığı içimde olması gereklidir. kesit çok küçük olursa indirgeme süresi artacaktır dolayısıyla Ekstrüzyon zorlaşacak maliyet ve yüzey kalitesi açısından olumsuz etki oluşacaktır. Çok büyük olursa da yeterli sıkıştırma sağlanamayacak profilde mekanik ve termik problemlerinin çıkmasına

neden olabilecektir. Du kat sayısı 40ila 90 arasında ideal olarak tespit edilmiştir. Minimum du katsayısı 12 dir. 12 altındaki bir Ekstrüzyon işleminde hammaddenin kristal yapısı değişemeyeceğinden profilin Ekstrüzyon sonrası termik tutması mümkün olmayacaktır. 12 ila 20 arasında azot gazlı soğutma ile termik tutma işlemi gerçekleşir. 20 ila 40 arasında profil çıkış ısısı 500 dereceyi bulacak şekilde billet sıcaklığı arttırılmalı soğutma hızına ( 95derece/dk )gereken önem verilmelidir. Du sayısı 90 dan fazla olan profillerin imalat süresi ve maliyetini arttıracaktır. Pres hidrolik sistemi sürekli yüksek basınçta kalacağından daha çok elektrik tüketimi gerçekleştirecektir. Birim zamanda üretilen profil miktarı azalacağından işçilik maliyeti artacaktır. Ayrıca pres hidrolik sisteminde ekstra ısı artışı meydana gelecek bu ısının soğutulması içinde gene enerji kullanılacaktır. Bu şekilde sürekli zorlanarak çalışan bir pres yapısı mekanik yorulmalara daha çabuk uğrayacak ayrıca hidrolik sistem ömrü de daha kısa sürede dolacaktır. Kovan çapı : 175mm Profil gr/m : 350 gr Figür sayısı :2 Du= Kovan alanı / profil alanı Kovan alanı= (175X175X3,14) / 4= 24040,62 mm2 Profil alanı =( gr/m X figür sayısı ) / 2,7 = (350 x 2 ) / 2,7 = 259,25 Du= Kovan alanı / profil alanı=24040,62 / 259,25 =92,7 olarak bulunur. Bu örnekteki kalıp Ekstrüzyon uygun değildir. Eğer kalıp üç figürlü olarak yapılsaydı; Profil alanı =( gr/m X figür sayısı ) / 2,7 = (350 x 3) / 2,7 = 388,8 Du= Kovan alanı / profil alanı=24040,62 / 388,8 =61 olarak bulunur Ekstrüzyon’a uygundur. Şekil faktörünün hesaplanması: Profil kesit çevresinin (cm ) ağırlığına (kg/m) olan oranıdır. Bu değer 2 ila 75 arasında olmalıdır. Değer azaldıkça Ekstrüzyon kolaylaşacak arttıkça zorlaşacaktır. 75 değerin üzerindeki oranlarda mutlaka et kalınlığı arttırılarak şekil faktör oranı 75 ve altına indirilmelidir. Örnek: 60 x 2 lamanın şekil faktörünü hesaplayalım. Ağırlığı = 60x2x,7= 324 gr/m = 0,324Kg/m Çevresi = 60+60+2+2= 128mm =12,8 cm Oran = 12,8 / 0,324 =39,5 uygundur.

60 x 0,8 lamanın şekil faktörünü hesaplayalım. Ağırlığı = 60x0,8x2,7= 129 gr/m = 0,129Kg/m Çevresi = 60+60+0,8+0,8= 121,6mm =12,16 cm Oran = 12,16 / 0,129 =94,4 uygun değildir. 60lık lamanın et kalınlığı faktör maksimum 75 olacak şekilde hesaplanmalıdır. Dipçik kalınlığının hesaplanması: Hammaddenin dış yüzeyinde gerek döküm esnasında gerekse billet tav fırınında ısıtılırken oksidasyon ve karbon oluşumu meydana geldiği için dış kabuk iç yapıya göre çok daha sert moleküllere sahiptir. Ekstrüzyon sırasında bu tabakanın bol olduğu dış yüzey kalıp içerisine giderse profil yüzeyinde aşırı bozulmalar meydana gelir. Ayrıca oksit ve karbon tabasının kalıp yüzeyinde oluşturacağı zımpara etkisi normal alüminyumdan çok daha fazla olduğundan kalıp geçiş yüzeylerinin kısa sürede çizilmesine yol açacaktır. Böyle bir baskı kalıbın kısa sürede bozulmasına neden olacaktır. Bilindiği üzere hammadde kovanda sıkıştırıldığı zaman kovan iç çeperinde sürtünme etkisiyle billetin ortası daha hızlı akarken dış yüzeye yaklaştıkça akışkanlık azalır. Bu durumda billet dışındaki oksit ve karbon tabakasının büyük bir bölümü yavaş yavaş geriye doğru toplanmaya başlar. Bu da tabakanın kalıba daha az gitmesi yönünde avantaj oluşturur. Bu sebepten dolayı baskı sonunda bir miktar alüminyum makas ile kesilerek atılır. Bu parça araişi veya dipçik olarak adlandırılır. Dipçik miktarı normalden fazla seçilirse gereksiz maliyet artışına, gereğinden az seçilirse de kalıpların bozulmalarına ve yüzey kalitesini düşmesine neden olur. Dipçik boyu oksit tabakasının kalınlığına göre belirlenir. Oksit kalınlığı neyse billet boyunun dipçiğe oranı da yaklaşık odur. Genelde 600 mikron = 0,06 cm civarındadır. Buna göre dipçik boyu billet boyunun yüzde altısı olarak seçilir. Billet boyu : 700 mm Dipçik boyu= 700 x 0,06 = 4,2 cm dir Billet boyu :500 mm Dipçik boyu= 500 x 0,06 = 3 cm dir Azalan billet boyunda dipçikte teorik olarak azalacaktır. Ancak billet çapının %2 sinden daha küçük dipçik kullanımı presin kalıba riskli yaklaşımı olarak kabul edildiğinden asla bu orandan daha küçük dipçik boyunun altına inilmemelidir. Billet çapı : 168 mm Dipçik boyu= 168 x 0,02 = 3,36 cm dir. Bu çapta bu dipçik miktarının altına inilemez. Billet ağırlığının hesaplanması: Bir cismin ağırlığı hacmi ile özgül ağırlığının çarpımına eşittir. Alüminyumun özgül ağırlığı 2,7 Gr/cm3 dir. Billet çapı : 168mm

Billet boyu : 700 mm Billet ağırlığı nedir? Hacim = çap x boy = ((16,8 X 16,8 x 3,14) / 4 ) X 70,0 =15509 cm3 Ağırlık= hacim X özgül ağırlık = 15509 x 2,7 =41874 gr olarak bulunur. Profil ağırlığının hesaplanması: Profil ağırlığı da billet ağırlığı gibi hesaplanır. Eğer profilin hacmi biliniyorsa alüminyum özgül ağırlığı ile çarpılarak ağırlığı hesaplanabilir. Basit şekilli profillerin hacmi kolay hesaplanabilirken karmaşık şekilli profiller genelde cad çizim programlarının özelliğinden yararlanarak otomatik olarak hesaplanmaktadır. Bu hesaplar teoriktir. Sapmalar tasarım ile uygulama farklılıklarından kaynaklanır ancak teorik ağırlık genelde doğrudur. Gerçek ağırlık profilin testinden sonra alınacak 1metrelik numunenin tartılması sonucu kesin olarak belirlenir. Örnek: 40 x10 lamanın metre ağırlığı nedir? Birimleri cm ‘ye çevirerek alıyoruz, Ağırlık = 4 X 1 X 100 x2,7 = 1080 gr/m ‘dir. 25’lik çubuğun ağırlığı nedir? Ağırlık= 2,5X2,5x0,785x100x2,7=1324,6 gr/m’dir 30 x 10 borunun ağırlığı nedir? (3x3x0,785x100) - (1x1x0,785x100) x 2,7= 1695 gr/m’dır. Billet boyu ve gramaja göre imalat verilerinin hesabı: İmalat programı hazırlanırken en az fire ile profilin hangi boydaki billet ile basılacağı alınacak boy miktarı, metraj, germe payı, billet adedi, saatlik baskı miktarı, baskı veriminin bilinmesi gereklidir. Bu hesaplamalar imalat programının belirlenmesi için temel parametrelerdir. Baskıya başlamadan önce bu konuda ne kadar çok veri bulunursa imalat o kadar kontrollü gerçekleştirilir. Metraj hesabı: a) Belirli boylarda kesilmiş billet boylarından en uygun olanı seçilir ve imalat programı bu billet boyundan çıkan verilere göre belirlenir. Billet boyundan dipçik payı düşülür kalan miktar ağırlık olarak profilin gramajına bölünür çıkan değer o billet boyu için ekstrüze edilen metrajdır. Örnek; Billet çapı :168 mm Billet boyu : 550mm Gr/m :450gr

Figür sayısı :2 Tezgah boyu :38 metre Metraj nedir? Net billet boyu= billet boyu x0,94= 550 X 0,94 =517 mm ( yüzde 6 dipçik düşüldü) Billet ağırlığı= 168x 168 x 0,785 x 51,7 x 2,7 = 30927 gr (dipçik düşülmüş billet ağırlığı) Metraj = 30927 / (450 x 2)= 34,4metre olarak bulunur. Metraj tezgah boyunu aşmayacak şekilde hesap edilmelidir. Aksi halde profil Ekstrüzyon sırasında bölünmek zorunda kalınır. Bu şekildeki işletimde profillerin zedelenme riski artar ayrıca kesme işlemi sırasında pres yavaşlatılacak veya durdurulacak olursa ölü zamanların artışına neden olacaktır. Ayrıca metrajın bölünmesi iki eşit boy şeklinde yapılamazsa germe hattında işçilik oldukça artacaktır. Kesik billet sisteminde çalışılırken her billet boyu için metrajı hesaplamak gereklidir. Hatalı yapılacak bir hesap imalatın yüksek fireler ile oluşmasına neden olacağı için hesaplamalar çok dikkatli yapılmalıdır. b) Billetler uzun boy olarak ısıtılır. Uygun olacak billet boyu hesaplanır ve sıcak kesmede her seferinde belirlenen boyda kesilerek imalata alınır. İmalat verileri de hesaplanan bu billet boyuna göre oluşturulur. Bu sistemde en önemli avantaj hesaplama veya kalıptaki değişiklik nedeniyle oluşacak hatanın fark edildiği an billet boyu değiştirilerek düzeltilebilmesidir. Örnek1: Aşağıdaki verilere göre uygun billet boyunu hesaplayalım. Billet çapı :168 mm Max billet boyu :700mm Gr/m :450gr Figür sayısı :2 Germe payı :1 metre Tezgah boyu :38 metre Profil kesim boyu :6 metre Profil kesim boyu 6 metre olduğu için metraj 6x6+1=37m , 6x5+1 =31m gibi düşünülerek hesaplanacaktır. 1cm billet ağırlığı=16,8 x16,8 x 0,785 x 1x 2,7 = 598 gr/cm Toplam ağırlık=(37 x 450 x2 )/ 0,94 = 35425 gr (0,94 ‘e bölerek %6 dipçik ilave edildi) Billet boyu= 35425 / 598 = 59,2 59 cm billet kullanılabilir. Örnek 2: Aşağıdaki verilere göre uygun billet boyunu hesaplayalım. Billet çapı :168 mm Max billet boyu :700mm

Gr/m :1250gr Figür sayısı :1 Germe payı :1 metre Tezgah boyu :38 metre Profil kesim boyu :6 metre Profil kesim boyu 6 metre olduğu için metraj 6x6+1=37m , 6x5+1 =31m……… gibi düşünülerek hesaplanacaktır. 1-Billet boyu =(37 x 1250 x1 )/ 0,94 = 49202 / 598= 82,2 billet boyu 70cm’den fazla 2-Billet boyu =(31 x 1250 x1 )/ 0,94 = 41223 / 598= 68,9 billet boyu uygun 3-Billet boyu =(25 x 1250 x1 )/ 0,94 = 33244 / 598= 55,5 billet boyu uygun Yukarıda hesaplamalar incelendiğinde 2. sıradaki billet boyunun uygun olduğu görülmektedir. 69 cm olarak kullanılması uygundur. Tezgah boyuna sığabilecek en uzun billet boyunun seçilmesin nedeni uzun billet boyunda %firenin azalması ve saatlik kg/h miktarının artmasıdır. Uzun billet ile bir saate 30 billet değiştirdiğimizi varsayalım bu 30 adet ölü ve hızlanma zamanı demektir. Kısa billet ile 36 billet değiştirdiğimiz zaman buda bir saate 36 ölü ve hızlanma zamanı demektir. 6 ölü ve hızlanma zamanı toplamı bir saat içinde daha fazla kullanılacağı için saatlik imalatın azalmasına neden olacaktır. Bu farklar az gibi görünse de aylık dilimlere göre düşünüldüğünde ciddi tonajlara denk gelir. Bu ayarlamada dikkate alınacak bir hususta yüzey kalitesidir. Uzun bilet kullanımında havan içi sürtünme boyunun fazlalığı baskı sonuna doğru daha artan bir ısı oluşturacaktır. Bu ısı artışı haliyle profil yüzeyinde kaliteyi olumsuz etkileyecektir. Yüzeyi hassas olan profillerde yüzey kalitesi ile billet boyu arasındaki ilişki göz önünde bulundurularak seçim yapılmalıdır. Teorik %fire’nin hesaplanması: Profillerin gramaj ve kesim boyularının farklı oluşundan dolayı hep aynı boyda billet ile imalat yapılamaz. Billet boyunun uygun olan en az fire ye göre ayarlanması gereklidir. % fire ne kadar az olursa imalat o kadar az maliyetle gerçekleştirilmiş olur. Belirli boylarda kesilmiş billet sistemine göre çalışan sistemlerde imalat sonu %16 civarında , sıcak kesme sistemine göre çalışan tesislerde ise imalat sonu %12 civarında fire ideal olarak kabul edilir. Kalın profillerin baskısı yüzde olarak daha fireli olurken ince profillerin baskısında fire oranları aşağıya düşer. Teorik fire her zaman uygulama firesinden daha düşük bir değerdir. Uygulamada hatalı çıkan her fire oranını arttır. Hesaplama yapılırken ne kadar profilin imalat sırasında fire vereceği bilinemeyeceğinden imalat sonu %fire miktarı ancak imalat bittikten sonra hesaplanabilir. Örnek: Aşağıdaki verilere göre uygun billet boyunu hesaplayalım. Billet çapı :168 mm Max billet boyu :700mm Gr/m :450gr Figür sayısı :2

Germe payı :1 metre Tezgah boyu :38 metre Profil kesim boyu :6 metre Profil kesim boyu 6 metre olduğu için metraj 6x6+1=37m , 6x5+1 =31m gibi düşünülerek hesaplanacaktır. 1cm billet ağırlığı=16,8 x16,8 x 0,785 x 1x 2,7 = 598 gr/cm Toplam ağırlık=(37 x 450 x2 )/ 0,94 = 35425 gr (0,94 ‘e bölerek %6 dipçik ilave edildi) Billet boyu= 35425 / 598 = 59,2 59 cm billet kullanılabilir. Buna göre % fire nedir? Billet ağırlığı = 598 x 59 = 35282 gr Profil ağırlığı = 12 x 450 x6 =32400 gr %fire = (35282 – 32400 ) / 35282 = % 8,1 teorik olarak hesaplanır. Bu örnekte toplam 100 billet bastığımızı ve toplamda da 1150 boy profil aldığımızı var sayalım. Buna göre imalat sonu fire nedir? Billet ağırlığı = 100 x 35,282 =3528,2 kg toplam hammadde kullanılmış. Profil ağırlığı = 1150 x 6 x 0,45=3105 kg net profil alınmıştır. %fire = (3528,2 – 3105 ) / 3528,2 = % 11,9 olarak hesaplanır. İmalat sonunda ne kadar çok profil sağlam olarak alınırsa teorik fireye o kadar yaklaşılacaktır.





























