Embed Size (px)
Citation preview

1w w w . a u t o s t e e l . o r g
ADVANCEDHIGH STRENGTH STEELS
FOR FORGING APPLICATIONS
MT PERROT- SIMONETTA, B RESIAK, M CONFENTEMittal Steel Europe R&D - FRANCE
w w w . a u t o s t e e l . o r g 2
PRESENTATION
1. Design process for steel innovation
2. Example of development with partnership
A micro-alloyed medium carbon steel grade for heavy duty crankshafts
3. Examples of innovative developmentto prepare the future
A medium carbon steel grade with acicular ferrite microstructure
A low carbon bainitic steel grade with improved toughness

w w w . a u t o s t e e l . o r g 3
TO PROPOSE THE BEST STEEL GRADE, TAKING INTO CONSIDERATION
THE TECHNICAL NEEDS
- to achieve the required properties of the finished part (improvement of the properties and/or weight saving of parts)
- to be compatible with the process of the steel producer- to be adapted to the constraints of the processes of the customers
THE ECONOMICAL CONSTRAINTS
- to obtain a finished part at a cost which satisfies all parties concerned- to save energy by removing heat treatment
THE ENVIRONMENTAL EXPECTATIONS
- to reduce the environmental impact of all the manufacturing chain
OBJECTIVES OF DESIGN PROCESS
w w w . a u t o s t e e l . o r g 4
SHAPING THE FUTURE OF STEEL
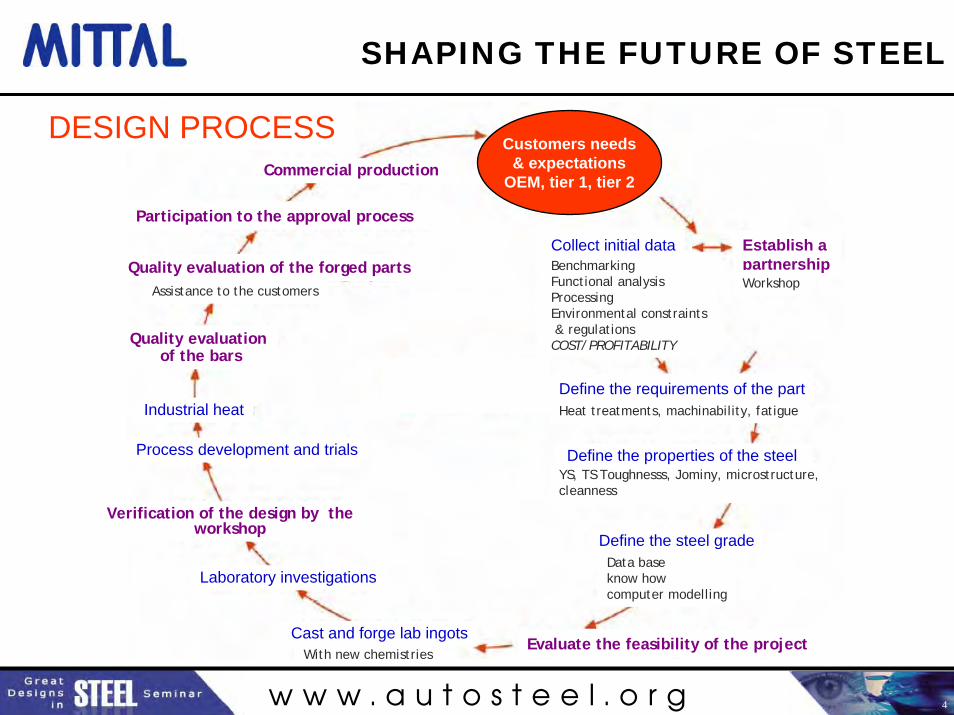
Evaluate the feasibility of the project
BenchmarkingFunctional analysisProcessingEnvironmental constraints & regulations
COST/PROFITABILITY
DESIGN PROCESSCustomers needs
& expectationsOEM, tier 1, tier 2
Collect initial data Establish a partnershipWorkshop
Define the requirements of the partHeat treatments, machinability, fatigue
YS, TS Toughnesss, Jominy, microstructure,cleanness
Define the properties of the steel
Define the steel gradeData baseknow howcomputer modelling
Verification of the design by the workshop
Quality evaluationof the bars
Quality evaluation of the forged parts
Participation to the approval process
Commercial production
Industrial heat
Process development and trials
Laboratory investigations
Cast and forge lab ingots
Assistance to the customers
With new chemistries

w w w . a u t o s t e e l . o r g 5
A micro alloyed medium carbon grade for heavy duty crankshafts
A successful partnership betweenTHYSSEN KRUPP AUTOMOTIVEand MITTAL STEEL
DEVELOPMENT WITH PARTNERSHIP
w w w . a u t o s t e e l . o r g 6
INDUSTRIAL AIM
To develop a heavy duty crankshaft• with high torsional fatigue strength • as forged (without bulk heat treatment after forging)
The Project Team :The 1st tier supplier for automotive industry : ThyssenKrupp MavilorThe 2nd tier supplier or forging partner : ThyssenKrupp GerlachThe 3rd tier supplier or steel production company : Mittal Steel Ruhrort
Mittal Steel Europe R&D
With better mechanical properties than the actual crankshafts ( C38N2 or 38MnSiV6) (TS>1000MPa, fatigue bending, torsional fatigue)
With properties equivalent to a quenched and tempered grade (34CrNiMo6 )( machinability, deep drilling, induction hardening without cracks)
With a price of the finished crankshaft lower than with steel grade 34CrNiMo6
w w w . a u t o s t e e l . o r g 7
LABORATORY INVESTIGATIONS
1. To characterise the forging process especially the cooling
2. To conceive the steel grade chemistry
3. To cast laboratory ingots with different steel chemistries
4. To study the phases transformation -- > Select chemistries
5. To test the aptitude of the new grade to be forged
6. To simulate the cooling of the crankshaft on bar samples
7. To carry out the induction hardening treatment
8. To characterise the machinability
9. To perform the mechanical tests and fatigue tests on samples
After that, parts are forged, machined and tested
w w w . a u t o s t e e l . o r g 8
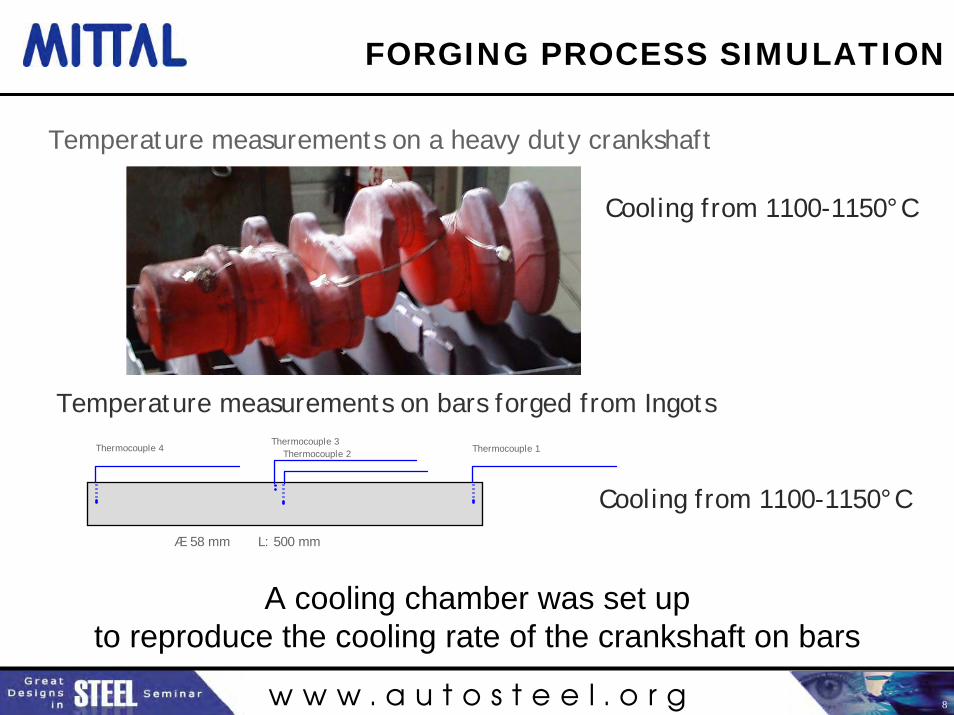
FORGING PROCESS SIMULATION
Temperature measurements on a heavy duty crankshaft
Thermocouple 3Thermocouple 1
Æ 58 mm L: 500 mm
Thermocouple 2Thermocouple 4
Temperature measurements on bars forged from Ingots
Cooling from 1100-1150°C
A cooling chamber was set up to reproduce the cooling rate of the crankshaft on bars
Cooling from 1100-1150°C
w w w . a u t o s t e e l . o r g 9
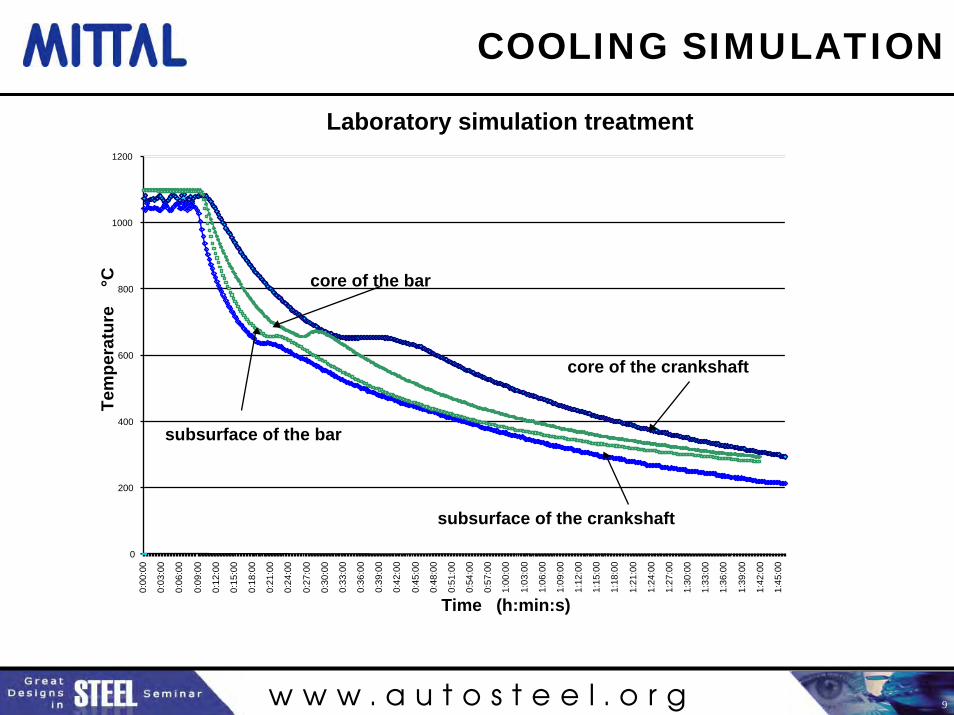
COOLING SIMULATION
Laboratory simulation treatment
0
200
400
600
800
1000
12000:
00:0
0
0:03
:00
0:06
:00
0:09
:00
0:12
:00
0:15
:00
0:18
:00
0:21
:00
0:24
:00
0:27
:00
0:30
:00
0:33
:00
0:36
:00
0:39
:00
0:42
:00
0:45
:00
0:48
:00
0:51
:00
0:54
:00
0:57
:00
1:00
:00
1:03
:00
1:06
:00
1:09
:00
1:12
:00
1:15
:00
1:18
:00
1:21
:00
1:24
:00
1:27
:00
1:30
:00
1:33
:00
1:36
:00
1:39
:00
1:42
:00
1:45
:00
Time (h:min:s)
Tem
pera
ture
°C
core of the bar
core of the crankshaft
subsurface of the crankshaft
subsurface of the bar
w w w . a u t o s t e e l . o r g 10
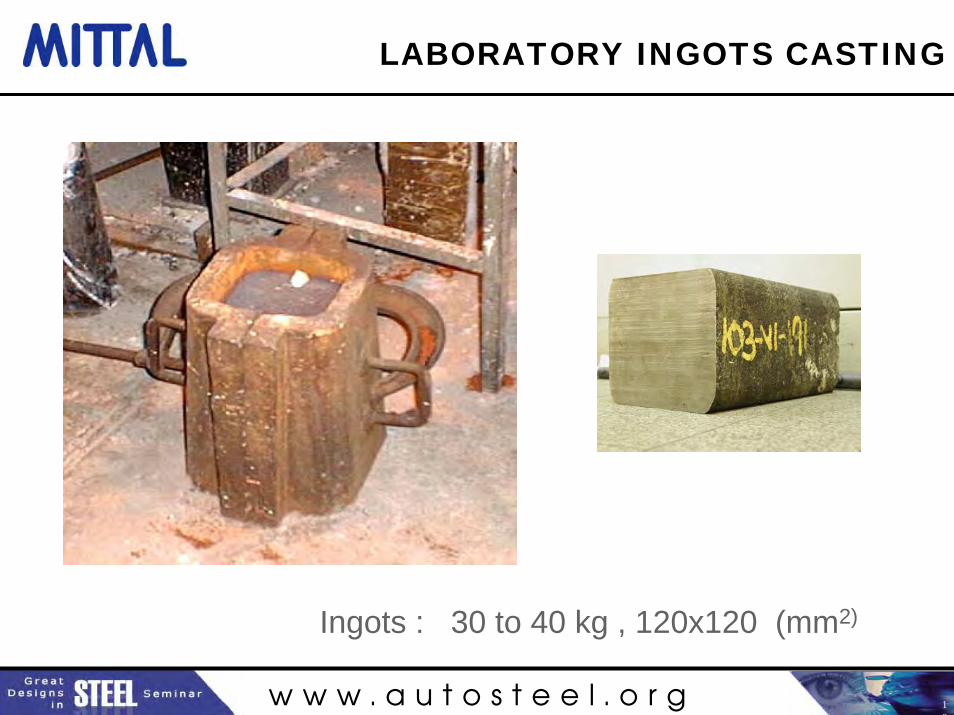
LABORATORY INGOTS CASTING
Ingots : 30 to 40 kg , 120x120 (mm2)
w w w . a u t o s t e e l . o r g 11
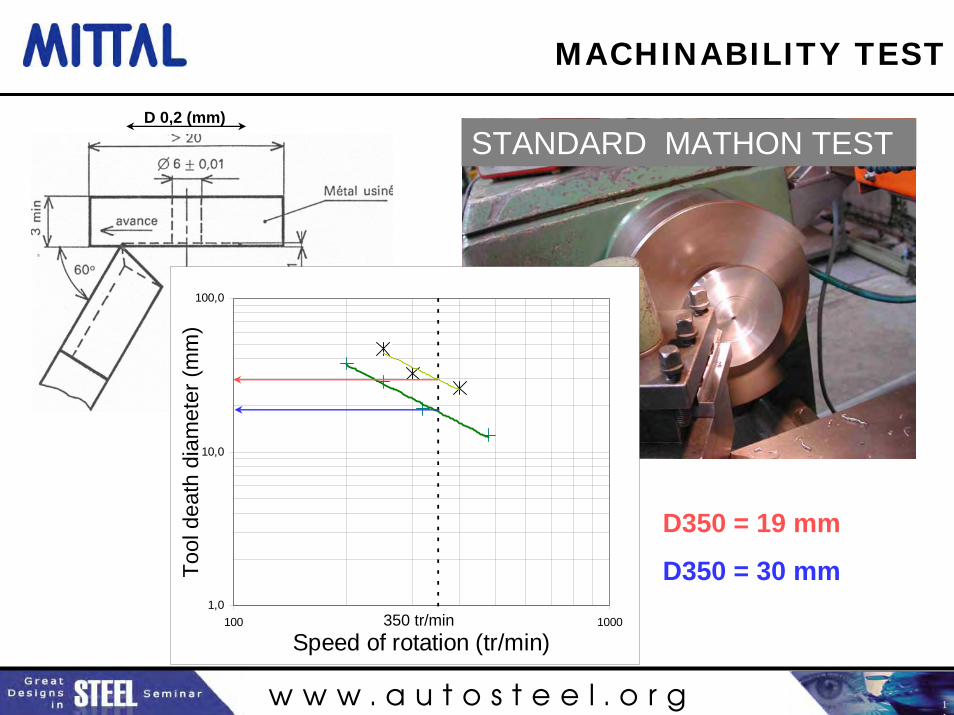
1,0
10,0
100,0
100 1000
Speed of rotation (tr/min)
Tool
dea
th d
iam
eter
(mm
)
350 tr/min
D350 = 19 mm
D350 = 30 mm
D 0,2 (mm)
MACHINABILITY TEST
STANDARD MATHON TEST
w w w . a u t o s t e e l . o r g 12
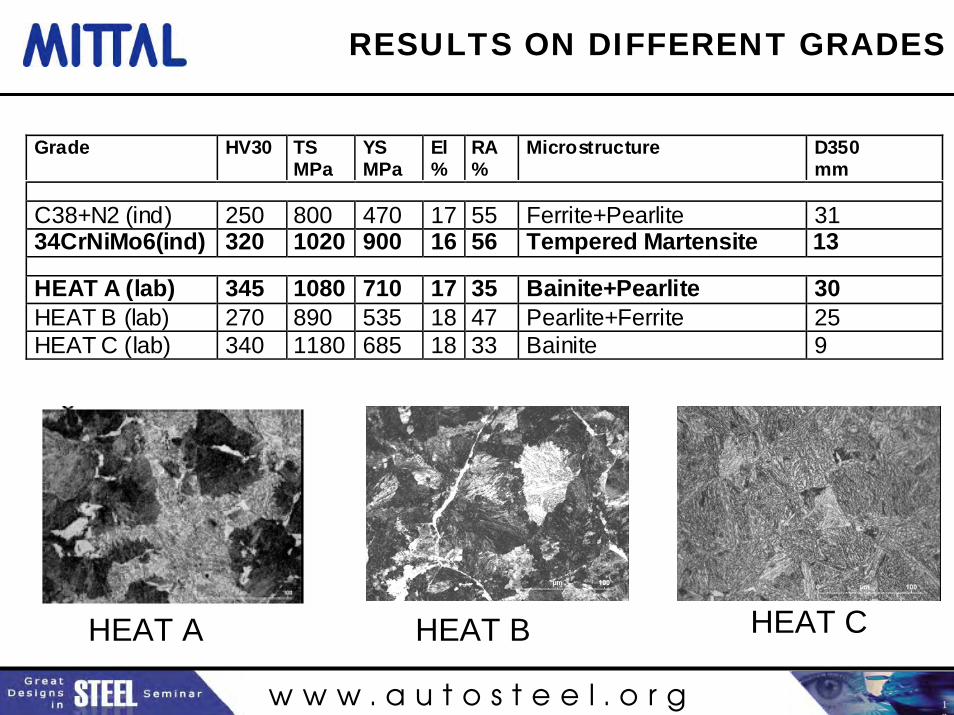
RESULTS ON DIFFERENT GRADES
Grade HV30 TS YS El RA Microstructure D350MPa MPa % % mm
C38+N2 (ind) 250 800 470 17 55 Ferrite+Pearlite 3134CrNiMo6(ind) 320 1020 900 16 56 Tempered Martensite 13
HEAT A (lab) 345 1080 710 17 35 Bainite+Pearlite 30HEAT B (lab) 270 890 535 18 47 Pearlite+Ferrite 25HEAT C (lab) 340 1180 685 18 33 Bainite 9
HEAT A HEAT CHEAT B
w w w . a u t o s t e e l . o r g 13
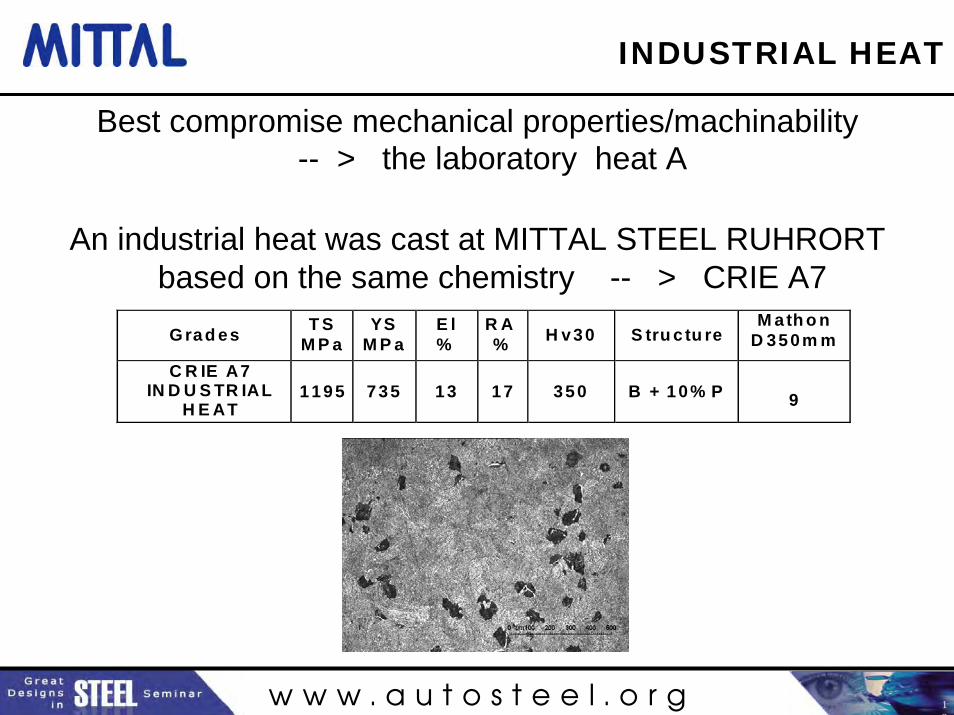
INDUSTRIAL HEAT
Best compromise mechanical properties/machinability-- > the laboratory heat A
An industrial heat was cast at MITTAL STEEL RUHRORT based on the same chemistry -- > CRIE A7
G ra d es T SM P a
YSM P a
E l%
R A% H v 30 S tru c tu re
M ath o nD 35 0m m
C R IE A7IN D U S TR IAL
H E AT1195 7 35 13 17 350 B + 10% P 9
w w w . a u t o s t e e l . o r g 14
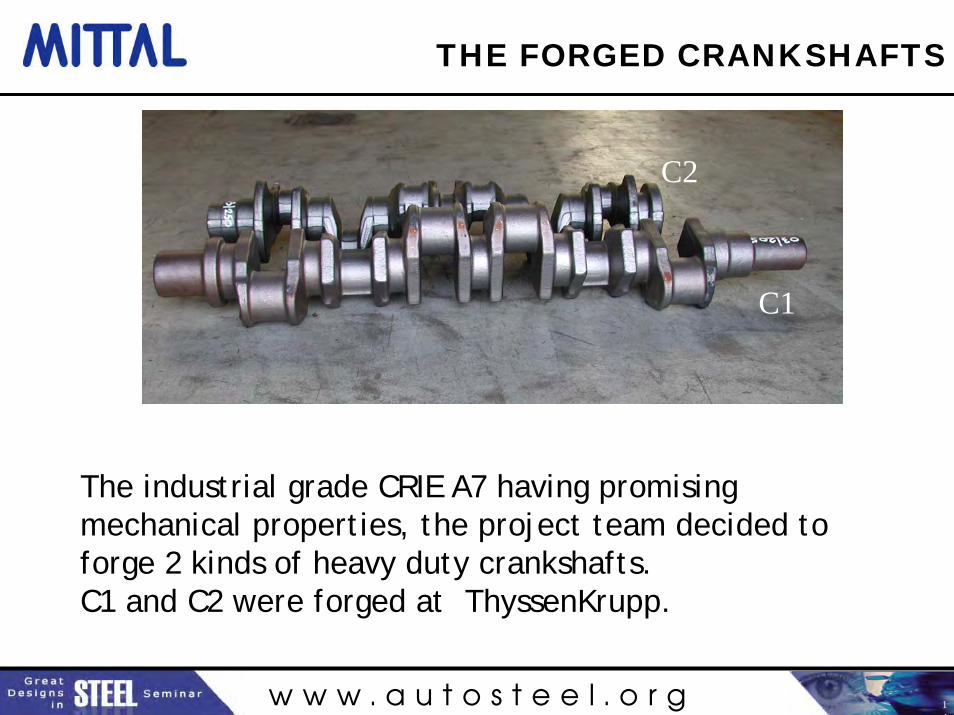
THE FORGED CRANKSHAFTS
The industrial grade CRIE A7 having promising mechanical properties, the project team decided to forge 2 kinds of heavy duty crankshafts.C1 and C2 were forged at ThyssenKrupp.
C1
C2
w w w . a u t o s t e e l . o r g 15
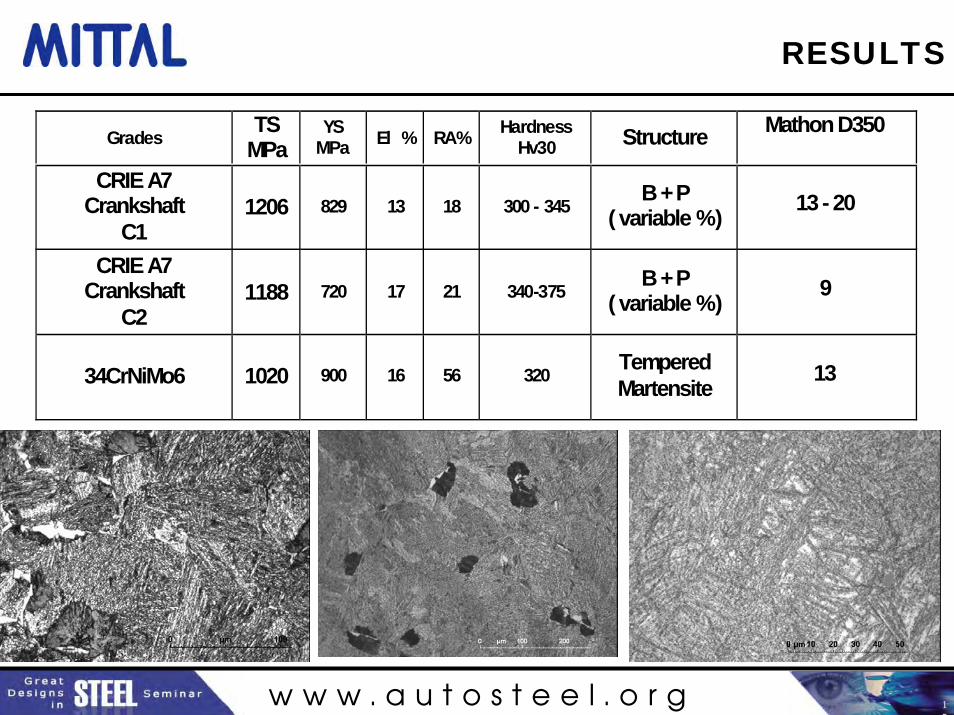
RESULTS
Grades TSMPa
YSMPa El % RA% Hardness
Hv30 Structure Mathon D350
CRIE A7Crankshaft
C11206 829 13 18 300 - 345 B + P
( variable %) 13 - 20
CRIE A7Crankshaft
C21188 720 17 21 340-375 B + P
( variable %) 9
34CrNiMo6 1020 900 16 56 320 TemperedMartensite 13
w w w . a u t o s t e e l . o r g 16
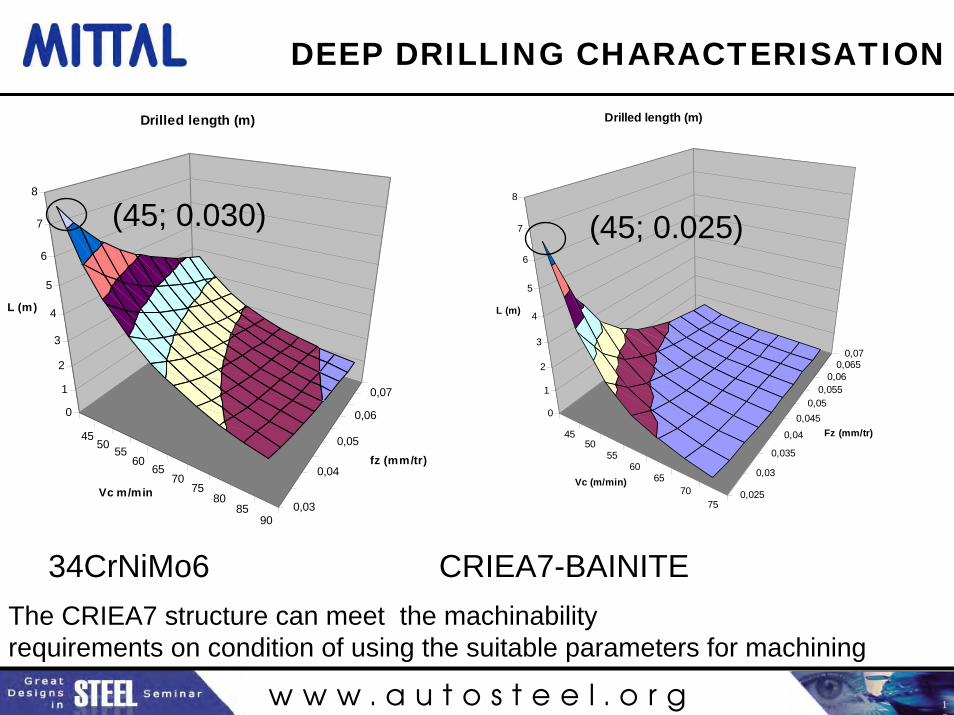
DEEP DRILLING CHARACTERISATION
The CRIEA7 structure can meet the machinabilityrequirements on condition of using the suitable parameters for machining
4550
5560
6570
750,025
0,03
0,035
0,04
0,0450,05
0,0550,06
0,0650,07
0
1
2
3
4
5
6
7
8
L (m)
Vc (m/min)
Fz (mm/tr)
Drilled length (m)
4550 55
6065
7075
8085
900,03
0,04
0,05
0,06
0,07
0
1
2
3
4
5
6
7
8
L (m)
Vc m/min
fz (mm/tr)
Drilled length (m)
34CrNiMo6 CRIEA7-BAINITE
(45; 0.025)(45; 0.030)
w w w . a u t o s t e e l . o r g 17
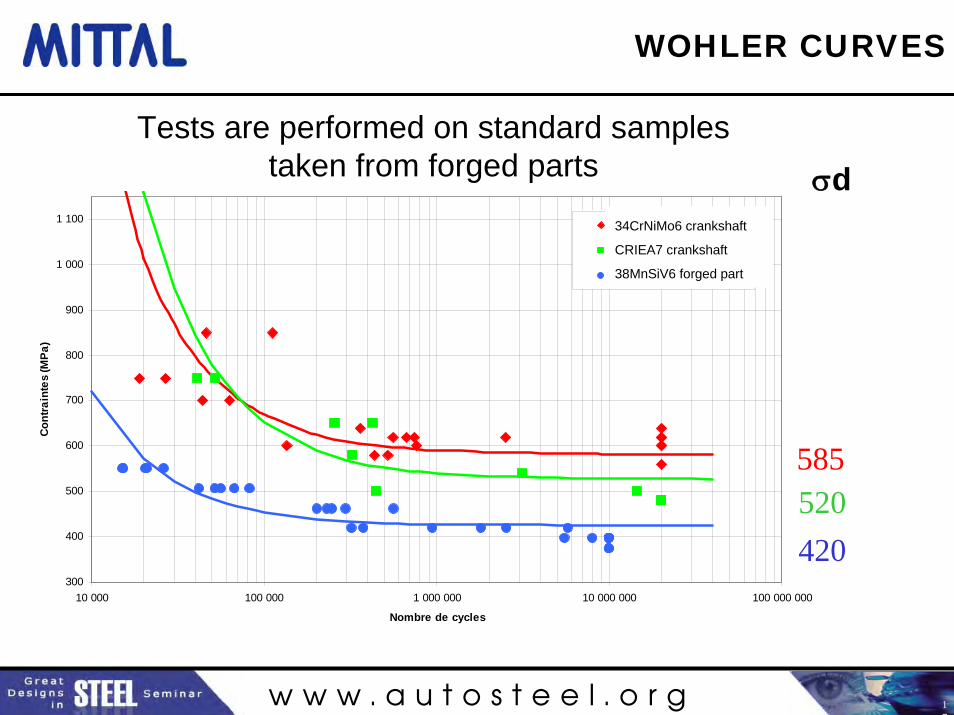
WOHLER CURVES
COMPARAISON TENUE EN FATIGUE SUR NUANCES FORGEES
300
400
500
600
700
800
900
1 000
1 100
10 000 100 000 1 000 000 10 000 000 100 000 000
Nombre de cycles
Cont
rain
tes
(MPa
)
34CrNiMo6-vilebrequin
CRIA7 - vilebrequin
38MnSiV5 - galette forgée
585
σd
520420
Tests are performed on standard samples taken from forged parts
34CrNiMo6 crankshaft
CRIEA7 crankshaft
38MnSiV6 forged part
w w w . a u t o s t e e l . o r g 18
FATIGUE RESULTS
STANDARD SAMPLES FROM CRANKSHAFTS
The rotative bending fatigue tests performed show good fatigue properties of the steel grade CRIE A7
TESTS ON CRANKSHAFTS
Bending fatigue tests are satisfying.
The torsional fatigue tests are in progress atThyssenKrupp MAVILOR : the first results are good
w w w . a u t o s t e e l . o r g 19
450
500
550
600
650
700
750
800
850
900
700 750 800 850 900 950 1000 1050 1100 1150 1200 1250 1300
YS (MPa)
TS (MPa)
F+P 38MnSi V 5/6
=C38 mod*
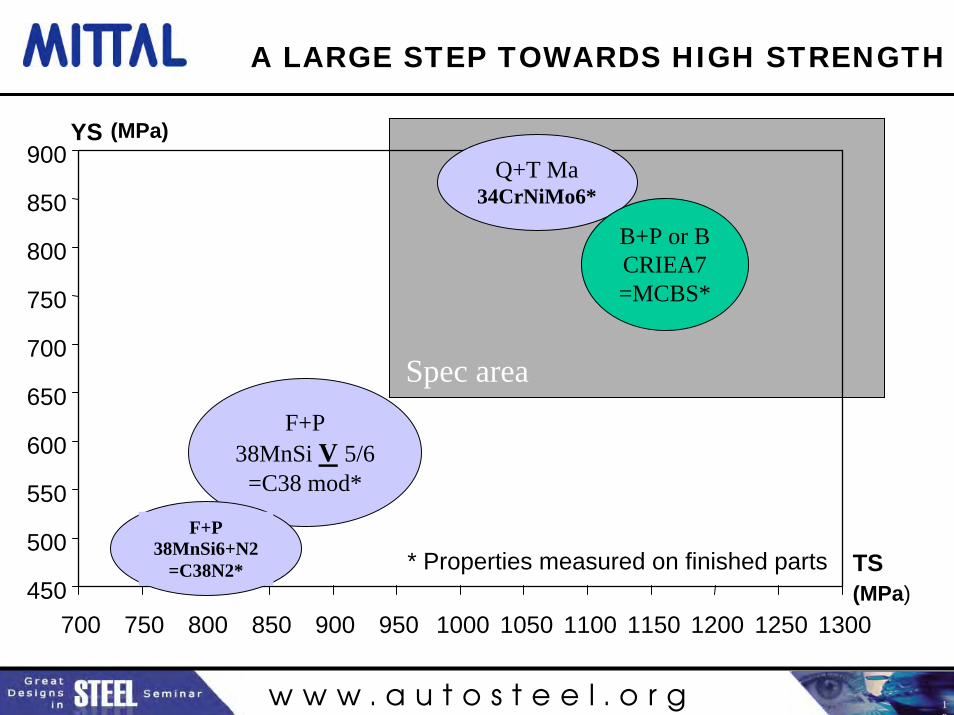
A LARGE STEP TOWARDS HIGH STRENGTH
Q+T Ma34CrNiMo6*
F+P38MnSi6+N2
=C38N2*
B+P or BCRIEA7=MCBS*
* Properties measured on finished parts
Spec area

w w w . a u t o s t e e l . o r g 20
CONCLUSION
Thanks to this successful partnership between a steel producer (Mittal Steel) and steel transformers (ThyssenKrupp Automotive companies) …
A new micro alloyed grade CRIE A7has been developed for heavy duty crankshafts
It’s a medium carbon bainitic steel (MCBS).It has a mixed Bainite+ Pearlite microstructure and a TS superior to 1100 MPawhich gives it a good fatigue behaviour.
w w w . a u t o s t e e l . o r g 21
450
500
550
600
650
700
750
800
850
900
700 750 800 850 900 950 1000 1050 1100 1150 1200 1250 1300
YS (MPa)
TS (MPa)
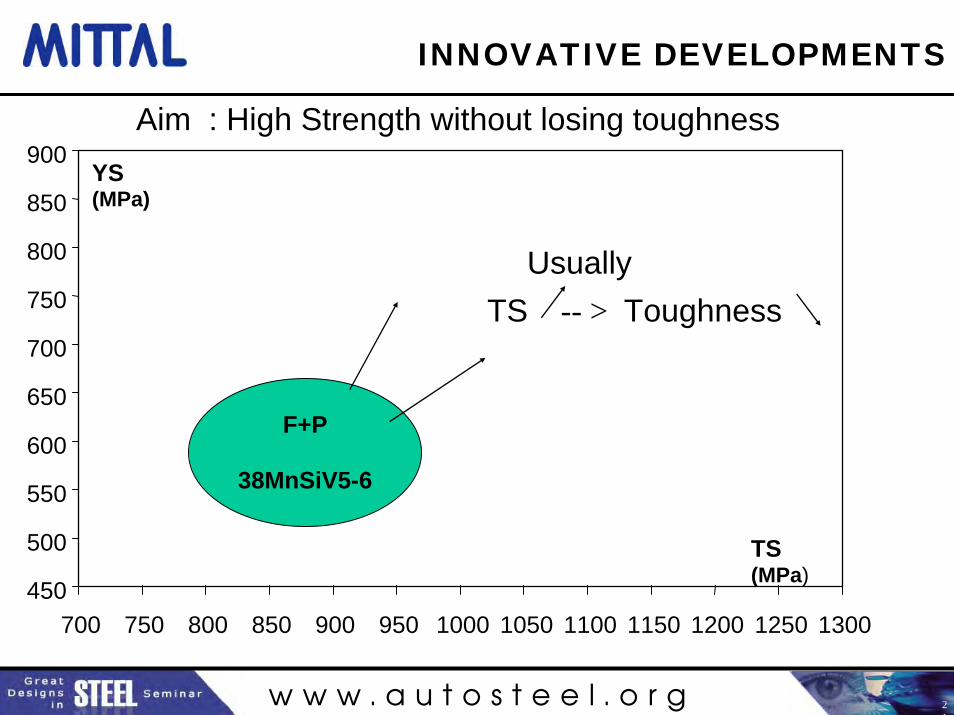
F+P
38MnSiV5-6
TS -- > Toughness
INNOVATIVE DEVELOPMENTS
Usually
Aim : High Strength without losing toughness
w w w . a u t o s t e e l . o r g 22
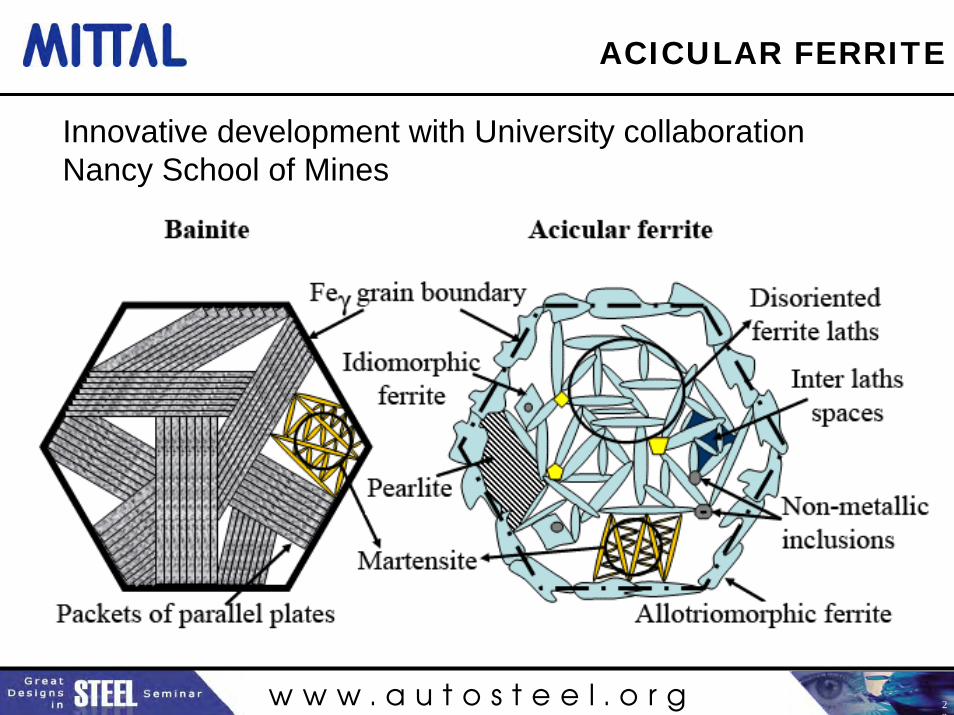
ACICULAR FERRITE
Innovative development with University collaborationNancy School of Mines
w w w . a u t o s t e e l . o r g 23
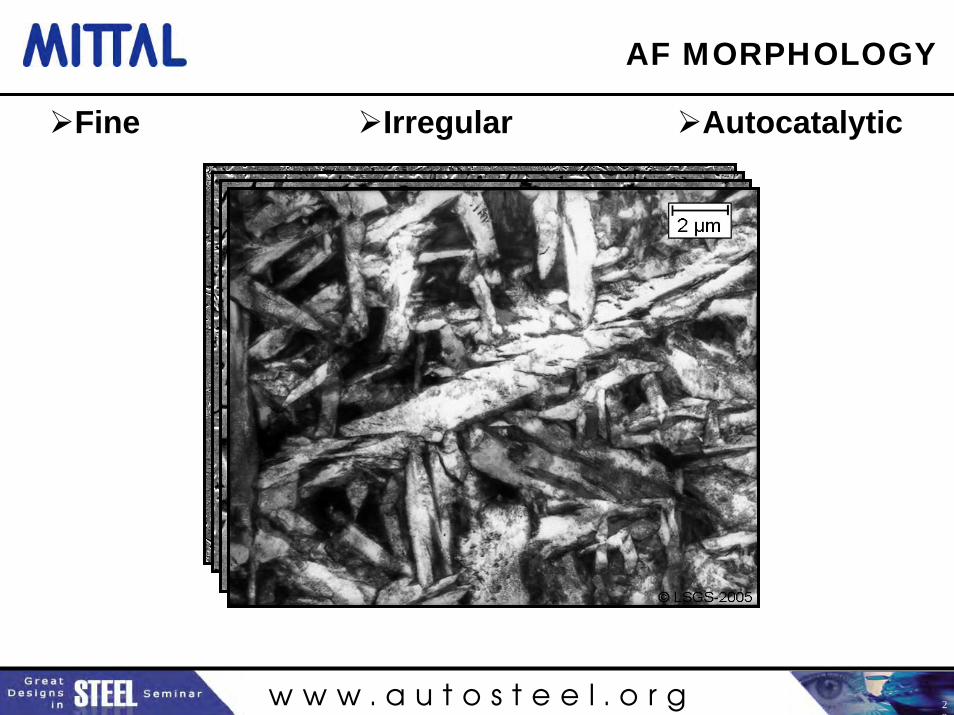
Irregular AutocatalyticFine
AF MORPHOLOGY
w w w . a u t o s t e e l . o r g 24
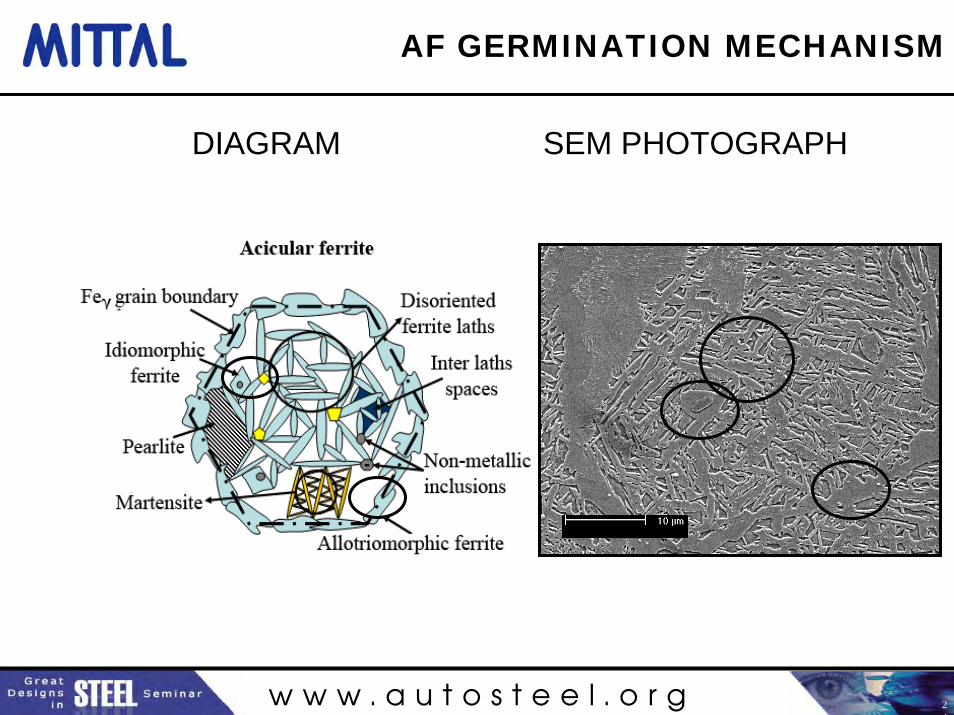
AF GERMINATION MECHANISM
DIAGRAM SEM PHOTOGRAPH
w w w . a u t o s t e e l . o r g 25
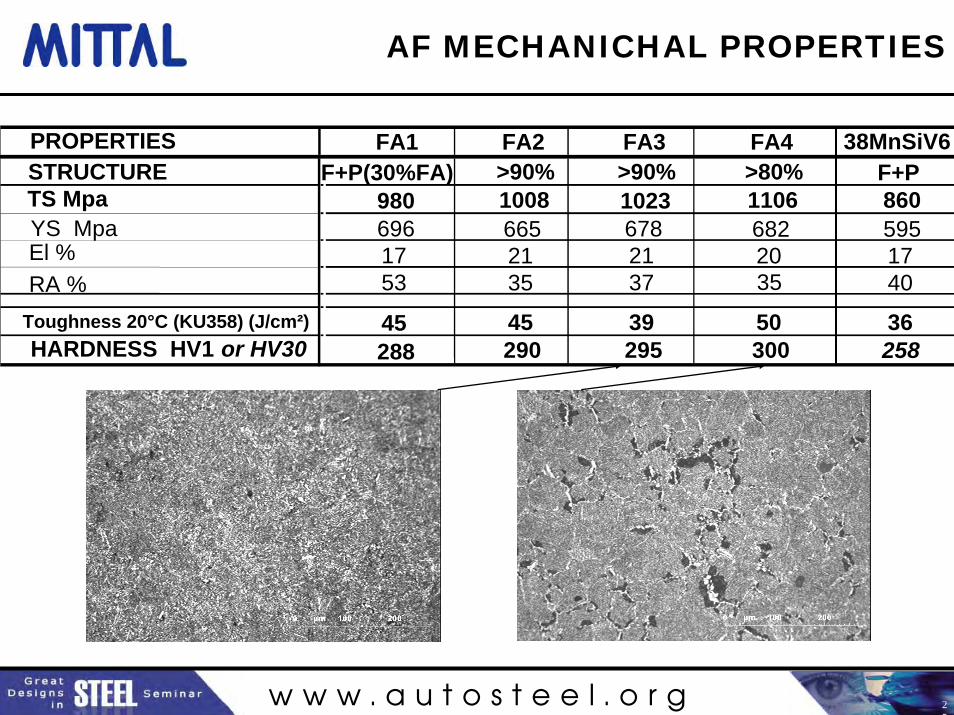
AF MECHANICHAL PROPERTIES
PROPERTIES FA1 FA2 FA3 FA4 38MnSiV6STRUCTURE F+P(30%FA) >90% >90% >80% F+PTS Mpa 980 1008 1023 1106 860YS Mpa 696 665 678 682 595El % 17 21 21 20 17RA % 53 35 37 35 40
Toughness 20°C (KU358) (J/cm²) 45 45 39 50 36HARDNESS HV1 or HV30 288 290 295 300 258

w w w . a u t o s t e e l . o r g 26
Objectives : High strength, high toughness
Given by : Bainitic microstructure with Nb additions , low carbon
Originally the low carbon Bainitic grades (named Freeform) were developed by MITTAL STEEL USA for cold heading applications
without any heat treatment
(PATENT filed in 1996)
New Grades developed with similar microstructures
For hot forging applications -> Freeform ™ DQ (Direct Quenched)
A LOW CARBON BAINITIC GRADE
w w w . a u t o s t e e l . o r g 27
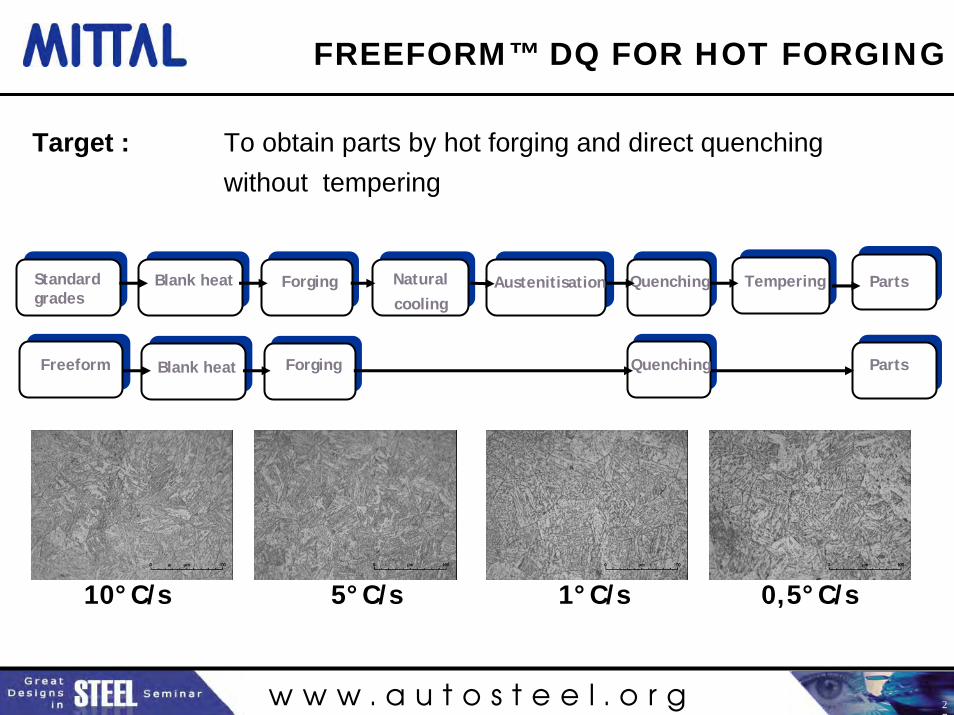
FREEFORM™ DQ FOR HOT FORGING
PartsQuenchingStandard grades
Blank heat AustenitisationNaturalcooling
Forging Tempering
Freeform Blank heat Forging PartsQuenching
Target : To obtain parts by hot forging and direct quenching without tempering
10°C/s 5°C/s 1°C/s 0,5°C/s
w w w . a u t o s t e e l . o r g 28
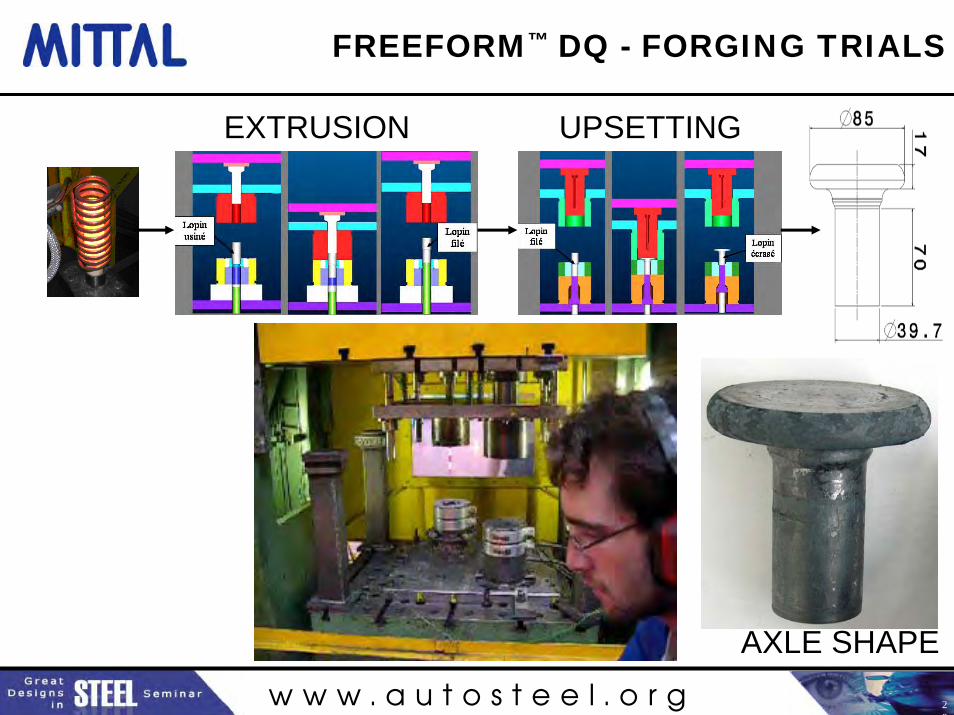
FREEFORM™ DQ - FORGING TRIALS
UPSETTINGEXTRUSION
AXLE SHAPE
w w w . a u t o s t e e l . o r g 29
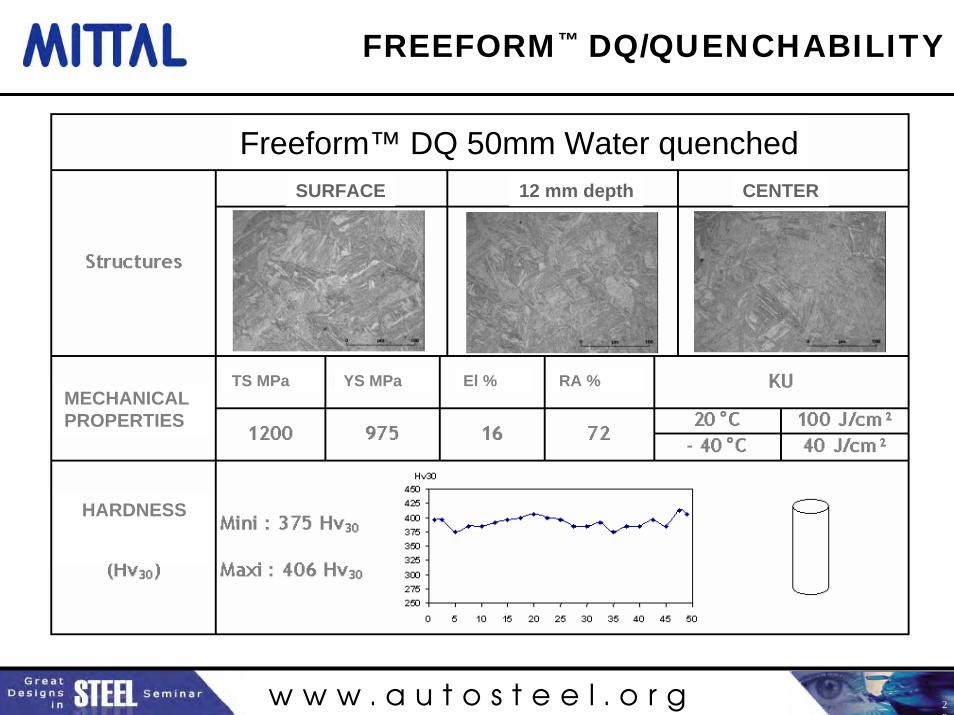
FREEFORM™ DQ/QUENCHABILITY
Freeform™ DQ 50mm Water quenchedSURFACE CENTER12 mm depth
MECHANICALPROPERTIES
TS MPa
HARDNESS
YS MPa El % RA %
w w w . a u t o s t e e l . o r g 30
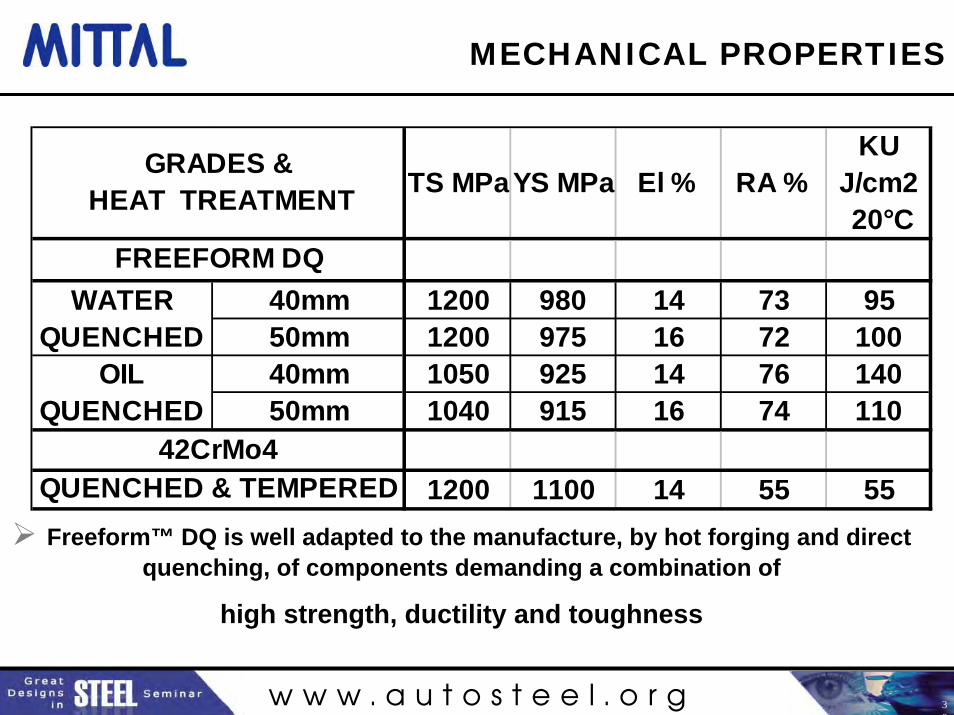
MECHANICAL PROPERTIES
Freeform™ DQ is well adapted to the manufacture, by hot forging and direct quenching, of components demanding a combination of
high strength, ductility and toughness
TS MPaYS MPa El % RA %KU
J/cm2 20°C
40mm 1200 980 14 73 9550mm 1200 975 16 72 10040mm 1050 925 14 76 14050mm 1040 915 16 74 110
1200 1100 14 55 55
GRADES & HEAT TREATMENT
QUENCHED & TEMPERED
FREEFORM DQ
42CrMo4
WATERQUENCHED
OILQUENCHED
w w w . a u t o s t e e l . o r g 31
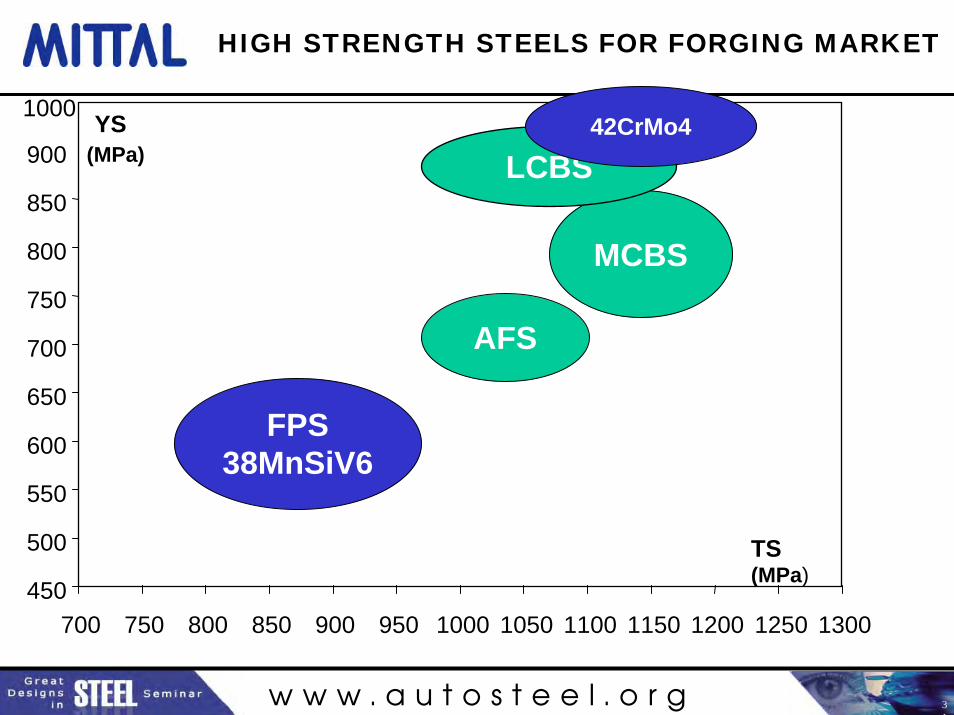
450
500
550
600
650
700
750
800
850
900
700 750 800 850 900 950 1000 1050 1100 1150 1200 1250 1300
YS (MPa)
TS (MPa)
FPS38MnSiV6
AFS
HIGH STRENGTH STEELS FOR FORGING MARKET
MCBS
1000
LCBS42CrMo4

w w w . a u t o s t e e l . o r g 32
Forging ahead, TOGETHER,
we are shaping the future
of steel products





























