Embed Size (px)
Citation preview

ADV200 Rotary Shear V4.0 English
User manual

ADV200 Rotary Shear 4.0 APPLICATION manual Page 2 of 39
Index ver. Date Author Changes description
Manual V.0.0 SW V4.x.21 16 -12- 2014 RNC
Deleted DI4 on par. 3.6 Heading and photocell. Deleted DI6 on Running a zero cycle, par. 6.4.1 Serial commands. Mod. Ch. 6.5.6 Checking current draw. Add ch. 1.1.
Manual V.0.0 SW V4.x.21 29 -11- 2014 RNC
Corrections: Revised ramp at removal of run cmd Revised zero cycle Changed metric wheel alarms (unit of measurement) Removed unused parameters. Changed names.
Additions/Changes:
Selection of motor encoder and measurement wheel based on IPA 5310 (Enc src sel) Configuration of drive functions and I/O at boot and load default Changed fieldbus mapping Introduced 16 bit variables for fieldbus. InitCuAngleBus, CutTorqueBus, MstSTepBus, InitCutBus. are active only at pBusEnableCmd. Negative mechanical ratios not allowed. Revised realignment function. Placed in service. MoveCmd disabled.
Manual V.0.1 SW V4.x.21 4-5-2021 BRI Updated drive image, Gefran Drives and Motion S.R.L, Cross compatibility
table and chapter 6.1 Initial setting.
------------------------------------------------------------------------------------------------------------------------------ Thank you for choosing this Gefran product.
We will be glad to receive any possible information which could help us improving this manual. The e-mail address is the following: techdoc@ gefran.com.
Before using the product, read the safety instruction section carefully.
Keep the manual in a safe place and available to engineering and installation personnel during the product functioning period.
Gefran Drives and Motion S.R.L has the right to modify products, data and dimensions without notice.
The data can only be used for the product description and they can not be understood as legally stated properties.
All rights reserved

ADV200 Rotary Shear 4.0 APPLICATION manual Page 3 of 39
Table of contents 1. Introduction ............................................................................................................................................................... 5
1.1 Drive Firmware /Application version Cross compatibility ..................................................................................... 5 2. General description ................................................................................................................................................... 6
2.1 General information ............................................................................................................................................. 6 2.2 Creation with ADV200 and CR firmware ............................................................................................................. 7 2.3 Coordination with system .................................................................................................................................... 8 2.4 Speed profile used .............................................................................................................................................. 9 2.5 Braking on capacitor bench ............................................................................................................................... 10
3. Sequences and control logic ................................................................................................................................. 11 3.1 Jog .................................................................................................................................................................... 11 3.2 Home ................................................................................................................................................................. 11 3.3 Camming ........................................................................................................................................................... 12 3.4 Managing mechanical ratio................................................................................................................................ 12 3.5 Simulation mode ................................................................................................................................................ 13 3.6 Heading and photocell ....................................................................................................................................... 13 3.7 Changing cutting length ..................................................................................................................................... 13 3.8 Cutting geometry ............................................................................................................................................... 14 3.9 Cut compensation ............................................................................................................................................. 14 3.10 Metric wheel encoder ........................................................................................................................................ 15 3.11 Encoder change phase ..................................................................................................................................... 15 3.12 Filters on metric wheel ...................................................................................................................................... 16 3.13 Alternate filters and gains depending on encoder ............................................................................................. 16 3.14 Line speed during cutting .................................................................................................................................. 16 3.15 Commands ........................................................................................................................................................ 17
3.15.1 VirtualEnableCmdBus ............................................................................................................................... 17 3.15.2 VirtualMstStartCmd ................................................................................................................................... 17 3.15.3 FastStopCmdBus ...................................................................................................................................... 17 3.15.4 sysClearAlarm ........................................................................................................................................... 17 3.15.5 EncWheelSel ............................................................................................................................................. 17 3.15.6 ResetWarningCmd .................................................................................................................................... 17 3.15.7 DecimalPointMWDisable ........................................................................................................................... 18 3.15.8 JogPosCmd ............................................................................................................................................... 18 3.15.9 JogNegCmd .............................................................................................................................................. 18 3.15.10 RunCmd ................................................................................................................................................ 18
3.16 Alarm ................................................................................................................................................................. 18 3.17 Status word in drive ........................................................................................................................................... 19
3.17.1 DriveStatus word ....................................................................................................................................... 20 3.17.2 RunCmdState ............................................................................................................................................ 21 3.17.3 ApplicationAlarmCause ............................................................................................................................. 21
4. Connection diagram and system interface ........................................................................................................... 22 4.1 Digital I/Os ......................................................................................................................................................... 22 4.2 Encoders ........................................................................................................................................................... 22 4.3 Fieldbus ............................................................................................................................................................. 23
5. Connection diagrams .............................................................................................................................................. 25

ADV200 Rotary Shear 4.0 APPLICATION manual Page 4 of 39
5.1 ADV200 for asynchronous motor ...................................................................................................................... 25 5.2 ADV200 for synchronous motor ........................................................................................................................ 26
6. Commissioning procedure ..................................................................................................................................... 27 6.1 Initial setting ...................................................................................................................................................... 27 6.2 Inserting mechanical relationships .................................................................................................................... 29 6.3 Inserting cutting data ......................................................................................................................................... 31 6.4 Checking basic movements with motor disconnected ....................................................................................... 33
6.4.1 Serial commands ....................................................................................................................................... 33 6.4.2 Bus commands .......................................................................................................................................... 34
6.5 Checking shear movements with the virtual master .......................................................................................... 35 6.5.1 Direction check .......................................................................................................................................... 35 6.5.2 Defining TDC (Top Dead Center) .............................................................................................................. 35 6.5.3 Checking complete blade rotation ............................................................................................................. 35 6.5.4 Checking the gearbox ............................................................................................................................... 35 6.5.5 Calibrating moment of inertia ..................................................................................................................... 36 6.5.6 Checking current draw............................................................................................................................... 36 6.5.7 Checking direction of metric wheels .......................................................................................................... 36
6.6 Checking with material ...................................................................................................................................... 37 6.6.1 Shear does not move ................................................................................................................................ 37 6.6.2 Wrong cutting length ................................................................................................................................. 37 6.6.3 Shear vibrates during movement ............................................................................................................... 37 6.6.4 The plate is torn and there are burrs on the material ................................................................................. 37 6.6.5 The plate forms a hump during the cut ...................................................................................................... 37 6.6.6 The shear sticks when cutting very thick material ..................................................................................... 38 6.6.7 The material knocks against the blade in the final cutting phase ............................................................... 38
7. Typical curves ......................................................................................................................................................... 39

ADV200 Rotary Shear 4.0 APPLICATION manual Page 5 of 39
1. Introduction This manual provides all of the information needed to design, wire, and configure a system based on the Rotary Shear application. Chapter 2 – General description - contains information on system design and a description of control system characteristics and performance. Chapter 3 – Sequences and control logic – describe the logic to be applied to interface the ADV200 Drive with the entire machine control system (usually performed by a PLC). Chapter 4 - Connection diagram and system interface – contains wiring information and describes system inputs and outputs. Chapter 6 – Commissioning procedure contains information on system startup and configuration, and describes all of the procedures for configuring inputs/outputs and parameter. Chapter 7 – Typical curves – shows examples of speed and current profiles based on actual cases.
1.1 Drive Firmware /Application version Cross compatibility Flying Shear Drive Firmware
V 3 7.0.0
V 4 7.X.19

ADV200 Rotary Shear 4.0 APPLICATION manual Page 6 of 39
2. General description
2.1 General information The Rotary Shear (RS) is a system for cutting material. With reference to the figure, the operating principle is as follows: A cutting blade rotates on a drum (called blade holder plate). If necessary, the blade is kept vertical by a kinematic mechanism. The material to be cut flows at constant speed from right to left. Cutting is done when the blade, rotating counterclockwise, makes contact with the material. This is called the initial cut point. The blade penetrates the material until it is completely separated. Drum movement is controlled to ensure that when the blade arrives at the next start point the material has advanced the same length as the required cutting length.
Given its rotary motion, blade speed with respect to the material depends both on drum speed (angular velocity1) and on its angle with respect to TDC2. To ensure smooth cutting, drum speed in the contact area between blade and material 3 is controlled so that the speed profile of the blade on the material is equal to that of the material. This creates the typical speed profile in this sector. A gap4 is applied starting from BDC to retract the blade from the material. Drum movement is given by a metric wheel that rests on the material and measures its forward motion.
1Angular velocity is the velocity of rotation of the blade holder plate. Unit: rpm or rad/s..
2TDC (Top Dead Center) is the position with the blade at the extreme top. It is the reference point for the blade holder plate angles. The opposite point,
where the blade is at its lowest position, is called BDC (Bottom Dead Center). BDC is 180° from TDC.
3This sector starts at the initial cut angle and ends at the point symmetrical to BDC
4The Gap is an advancement of the blade with respect to the cut just made.

ADV200 Rotary Shear 4.0 APPLICATION manual Page 7 of 39
2.2 Creation with ADV200 and CR firmware A rotary shear cutting system can be created and controlled by using the ADV200 drive and CR firmware.
The cutting system is based on the ADV200 drive. For the connection diagrams, see Connection diagrams. The drive receives the motor encoder signal and the rephasing signal from the machine. It controls blade holder drum position with these two sensors. Another encoder provides metric wheel information. The PLC is needed to manage the cutting sequence and to transmit parameters such as cutting length and machine angles. Controls can be sent either via fieldbus (Profibus, CANbus, etc.) or RS485serial port. An example of this structure is seen in “Figure 1: Rotary Shear Kinematics” which shows the positions of the motor encoder and the timing encoder.

ADV200 Rotary Shear 4.0 APPLICATION manual Page 8 of 39
Coupling
Upper Beam
Lower Beam
Motor
Coupling
Coupling
Z1
Z2=Z1
Z3
Z5
Z4
Z3
Z5
Z4
Encoder Fasatura
Figure 2: Rotary Shear Kinematics
2.3 Coordination with system The CR control firmware simplifies the commands to be supplied by the PLC. In addition to the drive enable command, only one command bit is needed to put the machine into material track state, after which the line can be started to begin cutting. When the RunCmd bit goes to 1, the system runs the zero cycle, goes to TDC, and gets ready for the heading cut. The system is now ready to track the material via the metric wheel. Until the RunCmd is removed, the machine follows the line in all conditions. The PLC only has to check that it does not drop below minimum cutting speed (if present). The firmware can manage, without any problems, temporary stopping of the line.
Jog commands can be used to manually position the blade holder plate.

ADV200 Rotary Shear 4.0 APPLICATION manual Page 9 of 39
2.4 Speed profile used Two types of speed profiles can be chosen with the RampType parameter:
The Polynomial speed profile ensure the smoothest possible movement by reducing stress on mechanical components. The shape of the movement used allows continuity of the torque profile. This continuity limits the frequencies of active torques.
The Linear speed profile lets you limit the torque and speed requested from the motor by increasing shear performance and maximum allowed line speed during cutting.
By increasing the OverAcceleration and OverSpeed parameters you can emphasize jerk during acceleration and deceleration for smoother movements that reduce stress on mechanical components.
Yellow = acceleration
Magenta = speed
.

ADV200 Rotary Shear 4.0 APPLICATION manual Page 10 of 39
2.5 Braking on capacitor bench In some cases, instead of braking resistors you may prefer to use a capacitor bench to store energy generated during braking. The user is responsible for the control, dimensioning, precharging, and protection of this bench, and its coordination with the machine.

ADV200 Rotary Shear 4.0 APPLICATION manual Page 11 of 39
3. Sequences and control logic The correct control sequence of the entire line is coordinated by a PLC.
3.1 Jog The motor runs, with controlled speed, at JogSpeed with JogRamp. Requires enabling of the drive and the Jog forwards or backwards command.
3.2 Home The Home procedure is executed each time a RunCmd is given. The procedure brings the blade disk to a defined position. Use an encoder index on the blade disk to position the driven shaft precisely and repeatably.
When the wheel starts, it moves at SpdZero. After reaching the sensor, the system continues for about ½ second to disengage the sensor. It then runs at SpdZero1 for accurate measurement of sensor position. When done, it moves by the ZeroOffset angles to TDC. At the end of this movement, the system considers its current position as TDC and goes to Camming state. During commissioning, it is essential to set the ZeroOffset so that the stop after the zero cycle is the real machine TDC. TDC is defined as the offset from the rephasing sensor. The rephasing pulse must be at least 100 uS long at maximum rotation speed. The sensor must be positioned about ten degrees beyond BDC. The direction of the blade holder during cutting is considered positive.
Radius
InitSincro??
InizioTaglio Fine
Taglio
Punto Morto SuperiorePMS
SensoreRifasamento
Offset PositivoOffsetNegativo
Angolo
positivo

ADV200 Rotary Shear 4.0 APPLICATION manual Page 12 of 39
3.3 Camming At the end of the Home procedure, the shear goes to Camming state and acts like an electrical cam compared to movement of the material read by the metrical wheel. It stays in Camming state as long as RunCmd is high.
3.4 Managing mechanical ratio For error-free management of shear rotation, you have to translate the mechanical ratio between the motor and the shear blade plate as a fraction of integers. The Numerator parameter must be the number of motor revs. The Denominator parameter must be the number of shear revs corresponding to the number of motor revs given. Note: connect the motor and encoder so that the cutting direction of the shear has a positive motor speed (read by the drive). You can change the direction of rotation by reversing the motor wires and one encoder channel (ex. A+ to A-). Confirm that the mechanical ratio entered corresponds to the real machine ratio by checking that the zero position is respected even after many cuts.
Non è possibile visualizzare l'immagine.

ADV200 Rotary Shear 4.0 APPLICATION manual Page 13 of 39
3.5 Simulation mode To run movement tests, check current draw, and calibrate gains, you can move the shear in simulation mode, i.e., without the blade, by simulating advancement of the material with a virtual encoder. To do this, set the MetricWheelSel parameter as VirtualMaster, put the shear into Camming state, and command the start of the virtual master with VirtualMstStartCmd. Set line speed in the MstStep parameter and ramps in the VirtuaMstRamp parameter.
3.6 Heading and photocell The heading cycle is run in the following cases:
1. The first time the drive is switched on. 2. Whenever the drive goes into stop and the material presence photocell is not engaged. 3. Whenever you switch from operation with the virtual master to the physical master.
The first cut after the Home phase is defined as the init cut. The material advances and the shear waits for the material to move under the blade presence photocell. The software starts counting the advance when inputdetecting the presence of material goes to 1. If the blade is already present, the count starts immediately after the Home phase. The HeadSensorDist parameter is the distance between the sensor and the blade (at BDC). The InitCut parameter is the length of the init cut. A practical way to calibrate the length of the init cut is to set an approximate value in excess of the sensor/blade distance (HeadSensorDistTest). Run an init cut and measure it (Init cut measured). Set the new value of HeadSensorDist to
HeadSensorDist = HeadSensorDistTest + InitCut – Heading cut measured.
For cuts following heading, the cutting length corresponds to the length in the InUseCutLength parameter.
3.7 Changing cutting length The procedure for changing the cutting length has three steps:
• setting cutting length • calculating cutting profile • enabling new profile
The three steps are run automatically, and can differ depending on the current cutting length. The shear movement profile can be continuous or discontinuous. Continuous means that the drum speed never drops to zero. This happens when the cutting measurement is below the 12042 LTLimit parameter. Discontinuous means that motion has some points at zero speed, i.e., with the shear stopped at TDC.

ADV200 Rotary Shear 4.0 APPLICATION manual Page 14 of 39
When continuous, the cutting length is changed at the end of the current cut, i.e., at BDC. When discontinuous, the cutting length is changed during the stop, i.e., at TDC. Acceptance of the new length can be checked via the 12046 InUseCutLength parameter.
3.8 Cutting geometry Based on material thickness and width, you can change the initial cutting angle between the plate and the blade. The PLC performs these calculations and writes the InitCutAngle parameter every time the material to be cut is changed.
3.9 Cut compensation When the breaking load of the material becomes significant, you have to add feedforward torque at the time of cutting. This compensation is added when the blade makes contact with the plate (IniCutAngle). The level of torque added to the feedforward is indicated in the CutTorque parameter (menu 14- CutCompens) and corresponds to the torque used by the motor to cut the material. The CutFFWDRecovery parameter defines the ramp time to return the feedforward to zero. To increase the effect of the torque injection during cutting, by decreasing the reaction of the speed controller you can set Enable cut gains to ON and manage the various gains and filters of the speed controller only during the cutting phase. This function should be enabled only when necessary.
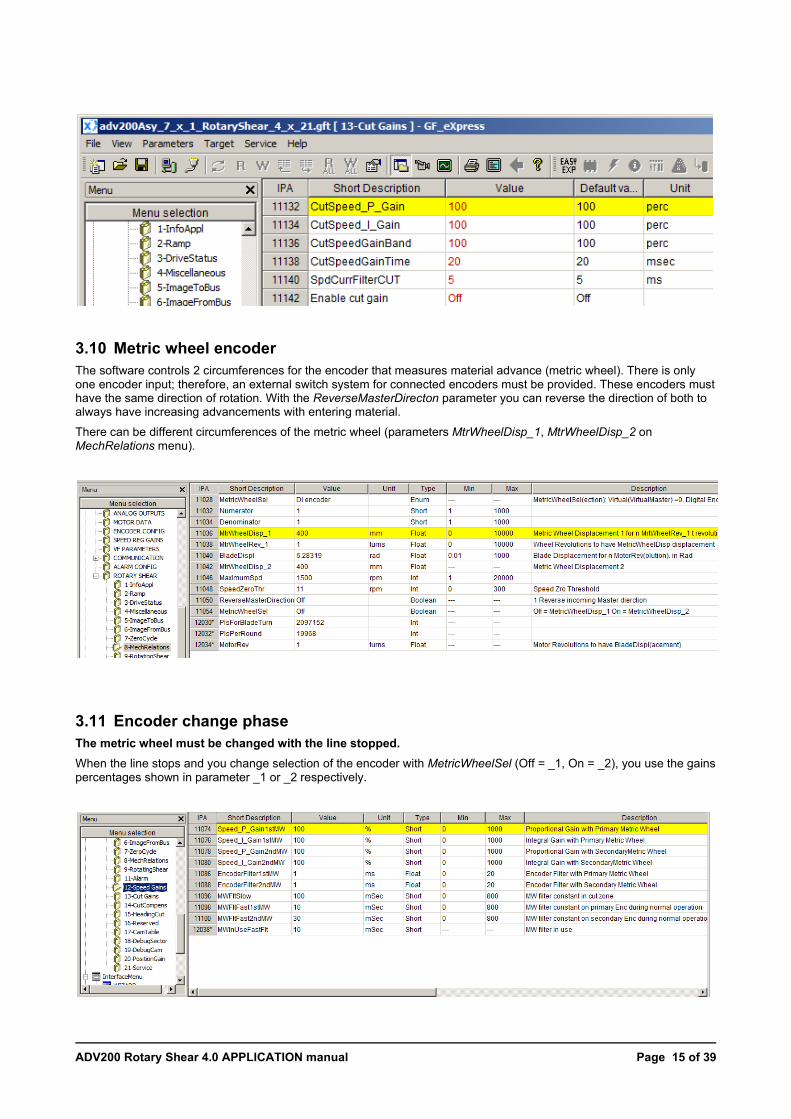
ADV200 Rotary Shear 4.0 APPLICATION manual Page 15 of 39
3.10 Metric wheel encoder The software controls 2 circumferences for the encoder that measures material advance (metric wheel). There is only one encoder input; therefore, an external switch system for connected encoders must be provided. These encoders must have the same direction of rotation. With the ReverseMasterDirecton parameter you can reverse the direction of both to always have increasing advancements with entering material. There can be different circumferences of the metric wheel (parameters MtrWheelDisp_1, MtrWheelDisp_2 on MechRelations menu).
3.11 Encoder change phase The metric wheel must be changed with the line stopped. When the line stops and you change selection of the encoder with MetricWheelSel (Off = _1, On = _2), you use the gains percentages shown in parameter _1 or _2 respectively.

ADV200 Rotary Shear 4.0 APPLICATION manual Page 16 of 39
3.12 Filters on metric wheel A filter can be set on each metric wheel. During normal movement the time constant MWFltFas1stMW and MWFltFas2ndMW is used for the line metric wheel. For both wheels a second time constant, MWFltSlow, is used in the cutting zone. During cutting, a large time constant prevents interference between the cut and blade movement. The MWFltSlow constant engages 10° before the cutting angle, and returns to MWFltFast at 270°. The following figure shows the effect of the cutting zone filter.
--- Yellow: filtered metric wheel speed Blue: unfiltered metric wheel speed Green: cutting torque injection Magenta: motor speed
3.13 Alternate filters and gains depending on encoder You can adapt gains depending on the metric wheel. Gains are set in:
3.14 Line speed during cutting High filters on the metric wheel cause high errors in cutting measurement during line accelerations and decelerations. During the cutting phase the filter constant on the metric wheel is higher; therefore, accelerations and decelerations of line speed during the cutting phase must be avoided.

ADV200 Rotary Shear 4.0 APPLICATION manual Page 17 of 39
To stop the ramp, you can use the InCut flag, present in the status word (12058 StatusBitWord), which goes high when the shear blade is in the zone between 90° and 270° (see figure below).
3.15 Commands Description of commands.
3.15.1 VirtualEnableCmdBus Enable drive command.
3.15.2 VirtualMstStartCmd Line start or stop command during simulation. The command is valid only if the MetricWheelSel parameter equals VirtualMaster, and has no effect in case of line encoder.
3.15.3 FastStopCmdBus Shear fast stop command.
3.15.4 sysClearAlarm Drive alarms reset command.
3.15.5 EncWheelSel To select the encoder with MetricWheelSel (Off = _1, On = _2), use the gains percentages shown in parameters xxxx_1 or xxxx_2, respectively.
3.15.6 ResetWarningCmd Shear alarms reset command.
ADV200 Rotary Shear 4.0 APPLICATION manual Page 18 of 39
3.15.7 DecimalPointMWDisable Command to multiply material advancement in mm by 10 in order to control tenths of mm with a word. If at high logic level, the MetricWheel variable shows advancement in mm; if low, the variable shows advancement in tenths of mm.
3.15.8 JogPosCmd Positive jog movement command.
3.15.9 JogNegCmd Negative jog movement command.
3.15.10 RunCmd Shear camming function command. When going from 0 to 1 the drive automatically executes a series of operations.
1. Zero sequence 2. Move to position 0. The carriage is shifted by ZeroOffset mm with respect to the zero index. Machine zero is
defined at this point. 3. 2-3 sec of wait for internal operations. 4. Ready for initial cut. Material tracking starts. At this point the line can be started. 5. After initial cut is made, continues with set cutting length.
If RunCmd is removed, the cam with material is lost and the carriage stops with Jog ramp. The operation status is shown in RunCmdState IPA 12010.
The drive goes to RunCmdState = 13 (WaitInitCutEnd) at the end of a successful initialization. At this point the line can be started. After the initial cut, RunCmdState goes to status 14(Cutting).
Disabling without losing the material advancement level Cutting status is maintained until RunCmd is high. In this status, you can disable the shear (EnableCmd = OFF) with the line stopped without losing the metric wheel reference. When re-enabled, the shear returns to camming status and the initial cut does not have to be repeated. This function is useful if the shear is disabled when safety gates are opened.
3.16 Alarm The application conducts a series of checks of machine operation. The information is shown in the ApplAlarmCause variable. The checks are:
• speed request within fixed limits • cutting length change during switch to Camming • metric wheel movement • arrival at blade holder plate index.
Speed request within fixed limits The MaximumSpd parameter defines maximum shift speed. If the profile requests a higher speed, speed will be limited to MaximumSpd and the event will be signaled in ApplAlarmCause. If MaximumSpd is reached, positioning will be wrong. The profile and the final position will differ from the ones requested.

ADV200 Rotary Shear 4.0 APPLICATION manual Page 19 of 39
Metric wheel movement There are various checks of the metric wheel. Accelerations are tested. If line acceleration (shown in the MetricWheelAcc parameter) exceeds the AccLimit parameter, an alarm is generated. The MWAccMaxMonitor parameters shows the maximum acceleration value measured. It is reset by setting it to zero. Its value can be helpful for checks. A check is run to ensure that the maximum line speed measured by the wheel does not exceed the MWSpdLimit parameter. A check is run to ensure that the metric wheel does not retract by a space exceeding the one indicated in the Mwtollerance parameter when the shear is in Camming status, The MWAlarmEnb parameter enables signaling of alarms in ApplAlarmCause. In addition, the parameters MW_OverAcc, MW_OverSpd, MW_Reverse let you enable stopping of the drive for each metric wheel alarm described above. Presence of blade holder plate index Checks arrival of rephasing index. Generates an alarm if the rephasing sensor is not measured in a number of shear revs specified in the MissingIndex parameter. The check can be enabled with the IndexCtrlEnb parameter.
3.17 Status word in drive In addition to normal control of AD200 drive status and alarms, the following variables indicate application status.
Description IPA Note
Drive Status 12006 Indicates operations being run by shear function (Stop, Jog, Camming, etc.)
RunCmdState 12010 Contains state of internal machine controlling operations of passage to material tracking.
ApplicationAlarmCause 12008 An additional register indicates possible application error causes.

ADV200 Rotary Shear 4.0 APPLICATION manual Page 20 of 39
3.17.1 DriveStatus word Status Code Control modes Note
Disable 0 Speed, reference = 0, drive disabled Initial status
Stop 1 Speed, reference = 0, drive enabled
Jog 2 Speed, reference = JogRef, Ramp = JogRamp, drive enabled
Camming 3 Position, run cutting Cam, drive enabled
Ciclo 0 4
Allarme 5
MovePos 6 Position, drive enabled goes to Home
Stato_Disabled(0)
Reg_v e RifV=0
Stato_Stop(1)
Reg_v eRifV=0
Stato_Jog(2)
Reg_v eRifV=JogRef
JogRamp
Stato_Camma(3)
Reg_pos eCamma
Stato_Alarm(5)
Reg_v eRifV=0
EnableCmd ANDsysEnableStatus
Disabled
CammaCmd =1AND
ZeroCycleStatus =1RampTime =
JogRampReg_VRifV=0
RampTime =FastStopRampReg_V, RifV=0
CammaCmd=0OR
ZeroCycleStatus =0
FastStopCmd=0
JogCmd+ ORJogCmd - = 1
JogCmd+ ORJogCmd- = 0
FastStopCmd=0
INIT
SysEnableStatus = FalseAND Stato <> Disabled
SysSystemAlarm = 0
SysSystemAlarm = 1
Macchina Stati Camma
Rnc 08 Lug 05 Prima versione
EnableCmd, CammaCmd,JogCmd+ e -, FastStop,MovePosCmd eCammaCmd sono comandida Bus o morsettiera.
I numeri tra parentesi eil valore di DriveStatus inquello stato
Reg_v è Contollo ilvelocitàReg_pos è in Posizione
JogRamp e FastStopRamp sono due tempi dirampa
Rnc 09 Ago 05 Rev PlastiBlow
Stato_MovPos(6)
Reg_pos
FastStopCmd=0
MovePosCmd=0OR
ZeroCycleStatus =0
MovePosCmd=1AND
ZeroCycleStatus =1
RampTime =FastStopRampReg_V, RifV=0
Stato_AllarmeParacarro (7)
Reg_v e RifV=0
Figure 3: Drive Statuses

ADV200 Rotary Shear 4.0 APPLICATION manual Page 21 of 39
3.17.2 RunCmdState
3.17.3 ApplicationAlarmCause Application AlarmCause bit number
Application AlarmCause Number
Event Notes Action
0 0x0001 cMW_SPD_TOO_HIGH Metric wheel speed over limit
None, Signal, FastStop depending on selection made
1 0x0002 cACC_TOO_HIGH Metric wheel acceleration over limit
None, Signal, FastStop depending on selection made
2 0x0004 cREF_SPEED_TOO_HIGH Speed request over maximum
Signal
3 0x0008 cMW_REVERSE Metric wheel reverse None, Signal, FastStop depending on selection made
4 0x0010 cINDEX_NOT_PRESENT Rephasing index not reached
None, Signal, FastStop depending on selection made
5 0x0020
6 0x0040
7 0x0080 cMW_MEASURE_TOO_HIGH Stop. Camming aborted
8 0x0100
9 0x200 cCALCOLA_TAB_DURING_INIT_ALARM Send new measurement during movement initialization
Stop. Camming aborted
Code RunCmdState Meaning
0 Disabled Drive disabled
1 Stop Drive speed controlled with reference 0
2 --
3 ZeroCycle Index search and positioning at zero
4 Wait 4 Wait for calculations
5 Wait 5 Wait for calculations
6 Wait 6 Wait for calculations
7 Wait 7 Wait for calculations
8 AlrmCalcInInit 8 Cutting L changed in this phase. Not allowed.
10 Wait 10 Wait for calculations
11 Wait 11 Wait for calculations
12 CutTableCalc 12 Calculation of cutting table
13 WaitInitCutEnd Shear ready to run initial cut
14 Cutting Initial cut made. Shear tracks material.
15 Wait 15 Wait for calculations
99 Error 99 Unexpected event. Alarm

ADV200 Rotary Shear 4.0 APPLICATION manual Page 22 of 39
4. Connection diagram and system interface
4.1 Digital I/Os Digital input Terminal Function Notes
DIE 7 Enable drive
DI1 8 FastStopDig due to end fwd/rev stroke and/or physical limit switches
On at 0
DI2 9 Plate init. photocell input On at 1 with Plate present
DI3 10 Free
DI4 11 Free
DI5 12 Free
Capture input Terminal Function Notes
Freeze 1 51 0V
Freeze 1 52 24V – zero index
Digital output Terminal Function Notes
DO1 R14 Drive OK Output with relay
DO2 R24 Free Output with relay
DO3 13 Free
DO4 14 Free
4.2 Encoders You have to define the encoder mounted on the motor via IPA 5310: Encoder Sel Source. The other mounted encoder is used as a measurement wheel. The following figure shows the suggested configurations. If there are three encoders, only numbers one and two will be used (number three remains unused).
Suggested configuration for asynchronous motor. Digital encoder 1 (yellow) on metric wheel Digital encoder 2 (green) on motor EncoderConfig/EncoderSelSrc (IPA 5310) = One
Suggested configuration for synchronous motor. Synchro encoder 1 (red) 5 track on motor Digital encoder 2 (yellow) on metric wheel EncoderConfig/EncoderSelSrc (IPA 5310) = Null
Note: zero cam input always on motor encoder.

ADV200 Rotary Shear 4.0 APPLICATION manual Page 23 of 39
4.3 Fieldbus The fieldbus is configurable. The suggested configuration is set with the load default command. Setting the fieldbus
IPA Value Significance
4010 0 Field M->S Enable = off This lets you start testing the machine without sending data from Bus. Must be set to On for final test.
FieldBus M->S
4020 11122 CmdRegisterBus
4022 PAR16
4030 11114 LTCutLegnth
4032 PAR32
4040 11082 InitCutAngleBus
4042 PAR16
4050 11084 CutTorqueBus
4052 PAR16
4060 11090 MstStepBus
4062 PAR16
4070 11028 MetricWheelSel (Digital, Virtual)
4072 PAR16
4080 11092 InitCutBus
4082 PAR16
4090 11036 MtrWheelDisp_1
4092 PAR32
4100 11042 MtrWheelDisp_2
4102 PAR32
FieldBus S->M
4180 12010 RunCmdState
4182 PAR16
4190 12008 AppAlarmCause
4192 PAR16
4200 12006 DriveStatus
4202 PAR16
4210 270 DcLink Voltage
4212 Eu
4220 260 Motor Speed
4222 Eu
4230 12014 MotorPosition
4232 PAR16
4240 250 Output Current
4242 Eu
4250 1100 Digital Inpu Mon

ADV200 Rotary Shear 4.0 APPLICATION manual Page 24 of 39
IPA Value Significance 4252 COUNT16
4260 12046 InUseCutLength
4262 PAR32
4270 12020 RealCutLength
4272 PAR32
4280 12022 MetricWheelPos
4282 PAR16
4290 12054 MetricWheelSpd
4292 PAR16
4300 0
4302 FILL32
Plc->Drive CommandRegBus Ipa 11122
Name Mapping Notes VirtualEnableCmdBus bit.0 Commands, see description
VirtualMstStartCmd bit.1 Commands, see description
bit.2
FastStopCmdBus bit.3 Commands, see description
sysClearAlarm bit.4 Commands, see description
MetricWheelSelCmd bit.5 0 _1st encoder, 1 _2nd encoder
ResetWarningCmd bit.6 Commands, see description
bit.7 Free
bit.8 Free
DecimalPointMWDisable bit.9 Zero: decimal point active, i.e., MetricWheel (IPA 12050) is in mm*10
One: removes decimal point on MetricWheel (IPA 12050), i.e., in mm.
JogPosCmd bit.10 Commands, see description
JogNegCmd bit.11 Commands, see description
bit.12
ChangeCutLengthCmd bit.13 Do not use
ImmediateCut bit.14 Do not use
RunCmd bit.15 Commands, see description

ADV200 Rotary Shear 4.0 APPLICATION manual Page 25 of 39
5. Connection diagrams
5.1 ADV200 for asynchronous motor

ADV200 Rotary Shear 4.0 APPLICATION manual Page 26 of 39
5.2 ADV200 for synchronous motor

ADV200 Rotary Shear 4.0 APPLICATION manual Page 27 of 39
6. Commissioning procedure The following machine data is used to describe the commissioning procedure.
Rated motor speed 1500 rpm
Reduction gear 13/17 13 teeth on motor
17 on shear axis
Material advance after cutting (Gap) 1 mm
Metric wheel 1 circumference 400 mm
Metric wheel 2 circumference 500 mm
6.1 Initial setting The Rotary Shear application must be installed on the ADV200 drive to be used. The operations to be performed are listed below.
• Run the setup.exe application to set up the installation on a PC. • Open the GF_eXpress configurator (catalogue version > 2.42) • Connect the PC to the drive using the serial cable. • On the GF_eXpress, select the ADV200 inverter (for asynchronous motors) and ADV200S inverter (for
synchronous motors). • Once communication with the drive has been established, select the Download Firmware item on the command
bar. Then the window depicted below will appear. In that window, select the RotaryShear_...__A..fl2 (A1 to load the application on memory sector 1, A2 to load the application on memory sector 2). During this operation, do not turn off the drive.
• Once the firmware has been loaded, the application has to be enabled on the drive: - Select the “expert” mode using the Access Mode parameter (PAR 554, DRIVE CONFIG menu). - Select the application: Application 1 if the RotaryShear_...__A1 application was loaded
Application 2 if the RotaryShear_...__A2 application was loaded

ADV200 Rotary Shear 4.0 APPLICATION manual Page 28 of 39
o Save and reset the drive. At the start, the drive will show the message, “ADV200 RotaryShear V…” on the display to confirm that the drive has been loaded.
• Perform a default load of the application parameters (App load def, PAR 11524) and then save. Restart GF_eXpress. This will automatically recognize the application version and select the appropriate parameters. Then, configuration can begin.
. Enter application key This application must be registered. To enable this application, it is necessary to enter the enabling key supplied by Gefran on parameter Application key (PAR 572, menu DRIVE CONFIG). If not inserted, operation is limited to 300 hours. Set motor data Refer to menu 16 – MOTOR DATA of ADV200 FP manual. Select motor encoder Refer to menu 17 – ENCODER of ADV200 FP manual. Self-setting Check phases vs. encoder During the Autotuning rotation phase, check that the direction of rotation of the shaft (viewed from the front) is clockwise. Likewise, the speed read by the motor encoder must be positive. If the direction of the motor is reversed, reverse two motor phases. Repeat the check. If the encoder reports a negative speed, reverse channel A and A-.
Refer to the ADV200 manual for calibration. Detach the drive shaft from the machine when conducting initial tests.
Encoder data Enter the encoder data on the ENCODER CONFIG menu. The motor encoder is selected with Encoder sel src (IPA 5310). See Encoders chapter. The other encoder is used as a metric wheel. The circumference(s) of the metric wheel(s) is/are entered in the parameters: MtrWheelDisp_1 (IPA 11036) = 400 mm MtrWheelDisp_2 (IPA 11042) = 500 mm
Caution

ADV200 Rotary Shear 4.0 APPLICATION manual Page 29 of 39
With MetricWheelSel (IPA 11054) = off, the 400 mm circumference is active; when on, 500 mm.
Note: switch the active metric encoder as appropriate. Fieldbus Configure the FIELDBUS menu parameters. With load default, the default configuration is loaded. See Fieldbus chapter.
6.2 Inserting mechanical relationships The drive is disabled. Start by inserting the mechanical data, found on the ROTARY SHEAR\8-MechRelations menu. The units of measurement are mm or m depending on the parameter. Pay attention.
ROTARY SHEAR\8-MechRelations Name Meaning Notes
MetricWheelSel Select type of master
Numerator Motor revs Enter gear ratio as ratio of integers (numerator/denominator)
Denominator Blade holder plate revs
BladeDisp Number of radians per shear rev Leave at default value of 6.28319 (2*π)
MtrWheelRev_1 Leave at 1
MaximumSpd Maximum allowed motor speed Used to limit and signal when exceeded
SpeedZeroThr Motor zero speed threshold Not used
ReverseMasterDirection Reverse Master Direction (metric wheel)
The master must always increase. If metric wheel decreases, set ReverseMasterDirection to On.
NB: if two metric wheels are used, they must agree.
MetricWheelSel Select active metric wheel Off = set parameters xxxx_1 active
On = set parameters xxxx_2 active
With reference to our data, we will insert: Name Assigned to
Notes
MetricWheelSel Virtual Master This configuration is used to test the machine without material. Material advancement is simulated internally.
Numerator 13 Motor revs
Denominator 17 Shear revs
MetricWheelDispXER 400 Metric wheel 1 circumference
MetricWheelRevXER 1
MetricWheelDispEXP 500 Metric wheel 2 circumference
BladeDisp 6.28319 Metric wheel circumference
MaximumSpd 1800 This speed is set to about 20% above the maximum motor speed reached. If this level is exceeded, ApplicationAlarmCause signals an error.
ReverseMasterDirection Off

ADV200 Rotary Shear 4.0 APPLICATION manual Page 30 of 39
We now go to the ROTARY SHEAR\2-Ramp menu. ROTARY SHEAR\2-Ramp Name Meaning Notes
RampType Type of profile to be used Leave Linear default (see Speed Profile used)
JogRamp Ramp used in Jog mode and when switching from Camming to Stop
Value expressed as 1/time to reach REFERENCES\Full Scale Speed (IPA 680) speed.
To reach this in 2 s, write 1/2 = 0.5
FastStopRamp Ramp used after a FastStop command In proposed diagram, FastStop digital input (On low) is used to stop blade in an emergency. Scale: see JogRamp.
MstStep Virtual master speed Simulates metric wheel during tests without material. Speed of virtual material is expressed in mt/m. In this phase, leave MstStep at zero.
JogSpeed Jog speed
Example: 100 rpm
OverAcceleration Percentage of increase in acceleration in linear profile
If = 100, uses a profile with constant acceleration to reach required synchronism speed. Increasing this parameter the requested acceleration value increases by running the initial and final Jerk phase. It is advisable to use a value of 130% to prevent excess stress on mechanical parts.
OverSpeed Percentage of increase in maximum speed compared to synchronism in linear profile
If = 100, overspeed is 0. Increasing this parameter increases overspeed value before synchronism. We recommend a value of 105%.
VirtualMstRamp Ramp applied to changes in MstStep within cycle
Suggested value: 4000
MoveToSpeed Speed with which shear goes to ToGoPosition after a move command
JogRamp is used.

ADV200 Rotary Shear 4.0 APPLICATION manual Page 31 of 39
6.3 Inserting cutting data Referring to the following figure, insert the machine data.
9 – RotatingShear Parameter/Variable
Meaning
Notes
Gap Type Type of gap profile. Use Acc constant, which allows larger gaps without excessive use of torque.
EndCutAngle End cut angle Used to end filterings of speed loop during cutting. If EnableCutGain ON
SyncroAngle Additional angle added to InitCutAngle
InitCutAngle The machine geometry imposes this angle. It also depends on the width and thickness of the material.
The sum of the two angles forms the angle where projection of the blade is synchronous with the material. The zone continues with the same length after BDC.
Radius Radius of blade holder plate
GapSpace Advancement of blade vs. material after TDC
LTCutLength Cutting length
ChangeCutLength Shows acceptance of changed cutting length going to on and off
Read-only parameter. Do not write.
LTLimite Monitors maximum cutting length for running a continuous cutting cycle. Without wait in zero position
MaxLineSpeed Not calculated
InUseCutLength Current cutting length

ADV200 Rotary Shear 4.0 APPLICATION manual Page 32 of 39
14-CutCompensation Parameter/Variable
Meaning
Notes
CutTorque Torque injection value during cutting Depends on thickness, width, and hardness of material
CutFFWDRecovery Ramp time to return cutting torque to zero
15-HeadingCut Parameter/Variable
Meaning
Notes
HeadSensorDist Distance from photocell to shear blade
InitCut Length of initial cut

ADV200 Rotary Shear 4.0 APPLICATION manual Page 33 of 39
6.4 Checking basic movements with motor disconnected
6.4.1 Serial commands The set-up procedure continues with a check of inserted data and machine movements. The method described uses GF_Express and a serial connection. These steps can also be carried out with a PLC, but with greater complexity. They cannot be done only with digital commands. The check is passed entirely to the serial line. To do this, set Bus_enable to OFF and EnableSerialCmd to ON. These are found on the ROTARY SHEAR\4-Miscellaneous menu. All useful measurements are shown on the configurator Commands page.
Set VirtualEnableCmd to ON (Red indicator). All other indicators must be Green.
Use the monitor window to display: DriveStatus, MotorSpd. Put parameters in update
Green indicates command set to Zero (Inactive)
Red set to one (Active)
Set digital input 0 to +24V. The Enable LED on the keypad should light. With the motor disconnected from the machine, check: Running a JogPosCmd and JogNegCmd command
- Check movements at jog speed. - Check that speed gains are set to significantly high values. - Check that motor movement in jog mode is smooth and that there is no noise due to excessively high gains
values. Running a zero cycle With the motor disconnected from the machine, during the zero procedure you have to simulate the arrival of the rephasing sensor On the ROTARY SHEAR\7-ZeroCycle menu SpeedZero: rephasing sensor search speed and positioning at home (e.g. -50 rpm) SpeedZero1: rephasing sensor end search speed (e.g. -5 rpm) ZeroOffset: zero position with respect to index in degrees * 10 (1800=180°). Plate searches for zero. When done, goes to ZeroOffset position.
Set RunCmd to Green.

ADV200 Rotary Shear 4.0 APPLICATION manual Page 34 of 39
The DriveStatus must go to ZeroCycle and the motor must move at SpeedZero until the pulse on the freeze input. It then reverses direction of rotation and moves at SpeedZero1 until engaging the sensor again. It then moves at MoveToSpeed for the space shown in ZeroOffset. The DriveStatus must now go to Camming. Checking with the virtual master We continue the tests by simulating the metric wheel with the virtual master.
- Set MechanicalRelations\MetricWheelSel to VirtualMaster. - Ramp\MstStep is the speed of the virtual master, which simulates the metric wheel during tests without material. - Insert the value in mt/m. - Run VirtualMstStartCmd and write a MstStep value. Check that at rated line speed the maximum speeds
reached by the motor at the various cutting lengths are below deflux speed.
6.4.2 Bus commands The check is passed entirely to the PLC via fieldbus. To do this, set EnableSerialCmd OFF and Bus_enable ON. These are found on the Application\4-Miscellaneous menu. Run the same checks as were done with the serial commands. When checking with the virtual master, test the command sequence to change the cutting length.

ADV200 Rotary Shear 4.0 APPLICATION manual Page 35 of 39
6.5 Checking shear movements with the virtual master You can now connect the motor to the shear.
Have an emergency button on hand to disarm the system if necessary.
This button must be easy to reach.
The following operations are done with the machine in motion.
Unexpected movements are always possible. Keep this in mind and take all necessary precautions.
To calibrate with the machine connected, you should enter a cutting length that generates a wait phase (Lcut greater than Ltlimit) and run the following checks:
6.5.1 Direction check Jog forwards and backwards. Check for movement in the correct direction. With Jog forward the shear advances in a positive direction and the MotorPosition increases. If not, reverse two of the motor phases and encoder channel A with A-.
6.5.2 Defining TDC (Top Dead Center) Define TDC as follows:
• Set ZeroOffset to 0; • Run the zero cycle by enabling RunCmd. The direction of rotation of the blade holder plate during the zero cycle
must be the opposite of cutting direction. If not, remove RunCmd and reverse SpeedZero and SpeedZero1. Repeat RunCmd.
• Check that the position of the zero sensor (corresponding to current blade position) is correct (see figure in paragraph 5.4).
• Move the shear in jog to TDC. This must be done with extreme precision. • In the ZeroOffset parameter, insert the MotorPosition (motor angle value) at TDC (attention: the value to be
inserted is in degrees x 10, i.e., to insert 120° you have to write 1200). • Repeat runCmd. When done, the shear goes to TDC (point of maximum blade opening) and displays
MotorPosition = 0°.
6.5.3 Checking complete blade rotation • Moving in jog, check that the gear ratio is correct. Also in jog, check that the cutting angles match the blade
position in motorPosition.
6.5.4 Checking the gearbox • Use tape to mark zero position on the motor shaft and motor body. • During tests with the virtual master, check that the two positions remain aligned in the stop phase. The test must
last for at least a hundred shear revs. If the gearbox ratio is an integer the reference points will be aligned at every rev; if it is not, check alignment after running the number of shear revs specified in Denominator.
Note: more simply, you can mark the zero position on the rotating part of the blade holder plate and on the fixed part of the shear, then check that they are aligned after many shear revs.

ADV200 Rotary Shear 4.0 APPLICATION manual Page 36 of 39
6.5.5 Calibrating moment of inertia With softscope, acquire Speed, Output Current, and Actual Pos Err. Running at high speed, raise the Inertia parameter until minimizing the position error during movement. Then test that RealCutLength is near the set CutLength.
Inertia set to zero
Yellow: Motor Speed nofilter Blue: ErrorPos Magenta: Output current Green: Speed SetPoint
Inertia calibrated
6.5.6 Checking current draw - With softscope, acquire the output current. - Increase the line speed (MstStep) up to the maximum requested and check that the drive is never at the
current limit. - With softscope, acquire the DC link voltage and check that it does not exceed the maximum allowed value
during braking.
6.5.7 Checking direction of metric wheels With the shear disabled, before running tests with material you have to check the directions of rotation of the metric wheel.
- Set MetricWheelSel = Off (set metric wheel _1 selected). - Move metric wheel 1 in the direction of advancement of the material and check that parameter: 3-
DriveStatus\Bar Length (IPA 12024) increases.

ADV200 Rotary Shear 4.0 APPLICATION manual Page 37 of 39
If there is a second metric wheel, set MetricWheelSel = On (set metric wheel _2 selected). - Move metric wheel 2 in the direction of advancement of the material and check that parameter: 3-
DriveStatus\Bar Length (IPA 12024) increases.
If the direction is not correct for both metric wheels, change the ReverseMasterDirection parameter.
6.6 Checking with material Configure MechanicalRelations\MetriWheelSel to DIEncoder. Conduct cutting tests. Troubleshooting.
6.6.1 Shear does not move After the zero cycle, the material advances but the shear remains stopped in wait position.
- Check the MetricWheelPos parameter: if it does not increase there are problems with the metric wheel. Check the MetricWheelSel = DI encoder parameter and that the selected wheel is the one you are really using (MetricWheelSel). Check that the metric wheel is mechanically in contact with the material. Check the direction of the metric wheels again (see paragraph 5.6.7).
- If MetricWheelPos increases, check the material presence photocell. Check that the digital input on the drive is connected and goes to high logic level when material is present under the photocell.
6.6.2 Wrong cutting length - Check RealCutLength. - If RealCutLength equals the set cutting length but the actual cut is wrong, correct the circumference of the
metric wheel. - Make a cut at low and constant line speed. It is advisable to use long cutting lengths for greater precision. - Measure the cut piece. - Calculate the correct circumference of the metric wheel with the formula:
(Measured cut * MtrWheelDisp_x) / RealCutLength - Insert the calculated value in the MtrWheelDisp_x parameter. - If RealCutLength equals the length of the cut material but differs from the set cutting length and the error is
larger in the line acceleration and deceleration phases: - Decrease the filter on the metric wheel. - Check that line speed does not change during the cut (bit InCut high). - Check the position error (Actual pos err) during the cut, and try to reduce it by increasing gains on the speed
controller and by calibrating the inertia compensation.
6.6.3 Shear vibrates during movement Check that metric wheel speed is stable. With the softscope, acquire the vMWFiltSpeed variable and the SpeedRef, and check that there are no obvious oscillations. If there are oscillations and you cannot stabilize the metric wheel mechanically (check the stability of the leveler), increase EncoderFilter(x)stMW.
6.6.4 The plate is torn and there are burrs on the material - Check whether the plate is faster than the material during synchronism and increase the radius: RotatingShear\
Radius parameter. - Decrease CutTorque and check that the instant of torque injection matches the moment of blade impact with
the material. Try decreasing InitCutAngle.
6.6.5 The plate forms a hump during the cut Check whether the plate is slower than the material during synchronism and decrease the radius: RotatingShear\ Radius parameter

ADV200 Rotary Shear 4.0 APPLICATION manual Page 38 of 39
6.6.6 The shear sticks when cutting very thick material Increase CutTorque and check that the instant of torque injection matches the moment of blade impact with the material. Try increasing InitCutAngle.
6.6.7 The material knocks against the blade in the final cutting phase - Increase the gap, GapSpace parameter. - Decrease the radius, Radius parameter. - If this happens only with very thick material, increase CutTorque.

ADV200 Rotary Shear 4.0 APPLICATION manual Page 39 of 39
7. Typical curves
Signals Yellow: Motor Speed nofilter Blue: ErrorPos Magenta: Output current Green: Speed SetPoint
Continuous cycle Cut L 500 mm shear never stops.
Negative motor speed. Cause: gearbox.
Cut is made in low-speed zone (upper part of speed profile)
Discontinuous cycle Lcut 1200 mm shear stops.
Negative motor speed. Cause: gearbox.
Cut is made in zone where speed forms a saddle.
Zero is in flat part.










![Overview ADV200 & AFE200 [modalità compatibilità] andre/ADV200&AFE200-presentasjon... · G7 S120 PF 700 F5 UNI SP ATV71 ACS800. ... braking resistors is problematic. ... Drive DC](https://img.dokumen.tips/doc/110x75/5b302b217f8b9ae16e8dec72/overview-adv200-afe200-modalita-compatibilita-andreadv200afe200-presentasjon.jpg)


















