Embed Size (px)
Citation preview

AC 255/2510NT AC SERVO DRIVE TURRET PUNCH PRESS
Amada is known worldwide as the leader in turret punch press technology with more than 30,000 machines in operation. The AC 255/2510NT was developed as a part of our ongoing mission to provide the widest range of punching solutions.
The AC-NT series utilizes an AC servo motor to drive the ram (eliminating the •hydraulic power supply and chiller).
Electrical consumption is less than one-half of comparable hydraulic •machines.
The AC-NT offers significantly faster punching speeds than mechanical turrets.•
Space-saving design makes the most of valuable floor space.•
The AC-NT series turret punch press is packed with a wide variety of standard features to help produce parts faster, easier and more economically.
Amada’s New AC-NT Series Servo Drive Turretand Reduced Operating Cost in One Package.
Punch Press Offers High Performance
Reduce Setup Time Improve Part Quality Increase Material Utilization
Improve Process Integration
Reduce Floor Space Requirements
Cut Energy Costs
High-Quality Part Production
Integrated Downstream Processing
High-Speed, Stable & Dependable Operation
Faster Punching Speeds
SERIES
Amada AC-NT Series Turrets Deliver!
Single AC Servo Drive
Achieve Your Goals:
CustomerRequirements
32
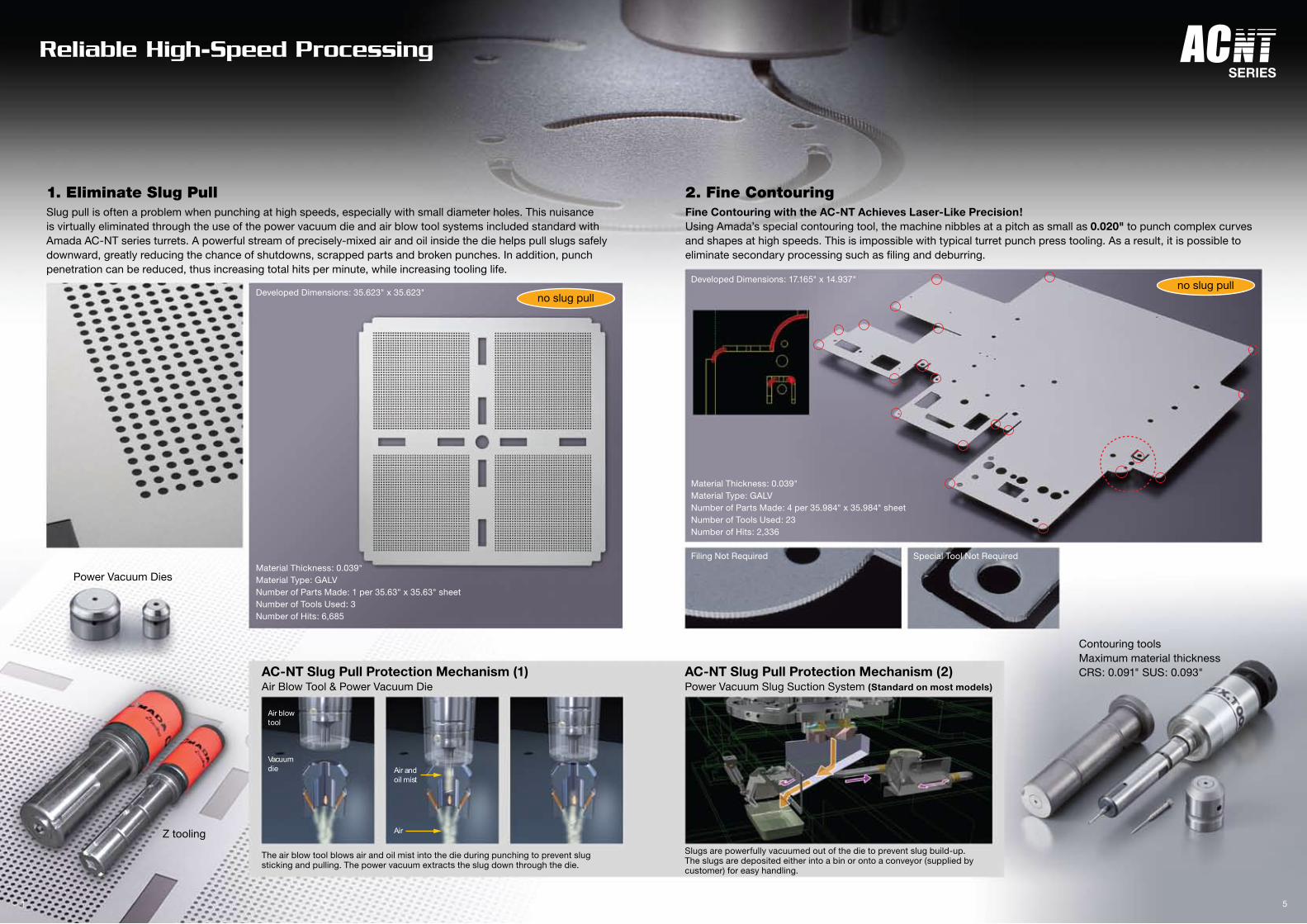
Material Thickness: 0.039"Material Type: GALVNumber of Parts Made: 4 per 35.984" x 35.984" sheetNumber of Tools Used: 23Number of Hits: 2,336
Material Thickness: 0.039"Material Type: GALVNumber of Parts Made: 1 per 35.63" x 35.63" sheetNumber of Tools Used: 3Number of Hits: 6,685
Developed Dimensions: 17.165" x 14.937"
Developed Dimensions: 35.623" x 35.623"
Filing Not Required Special Tool Not Required
1. Eliminate Slug PullSlug pull is often a problem when punching at high speeds, especially with small diameter holes. This nuisance is virtually eliminated through the use of the power vacuum die and air blow tool systems included standard with Amada AC-NT series turrets. A powerful stream of precisely-mixed air and oil inside the die helps pull slugs safely downward, greatly reducing the chance of shutdowns, scrapped parts and broken punches. In addition, punch penetration can be reduced, thus increasing total hits per minute, while increasing tooling life.
2. Fine ContouringFine Contouring with the AC-NT Achieves Laser-Like Precision!Using Amada’s special contouring tool, the machine nibbles at a pitch as small as 0.020" to punch complex curves and shapes at high speeds. This is impossible with typical turret punch press tooling. As a result, it is possible to eliminate secondary processing such as filing and deburring.
Slugs are powerfully vacuumed out of the die to prevent slug build-up. The slugs are deposited either into a bin or onto a conveyor (supplied by customer) for easy handling.
The air blow tool blows air and oil mist into the die during punching to prevent slug sticking and pulling. The power vacuum extracts the slug down through the die.
AC-NT Slug Pull Protection Mechanism (2)Power Vacuum Slug Suction System (Standard on most models)
AC-NT Slug Pull Protection Mechanism (1)Air Blow Tool & Power Vacuum Die
Contouring tools Maximum material thicknessCRS: 0.091" SUS: 0.093"
Power Vacuum Dies
Z tooling
no slug pullno slug pull
4 5
Reliable High-Speed Processing
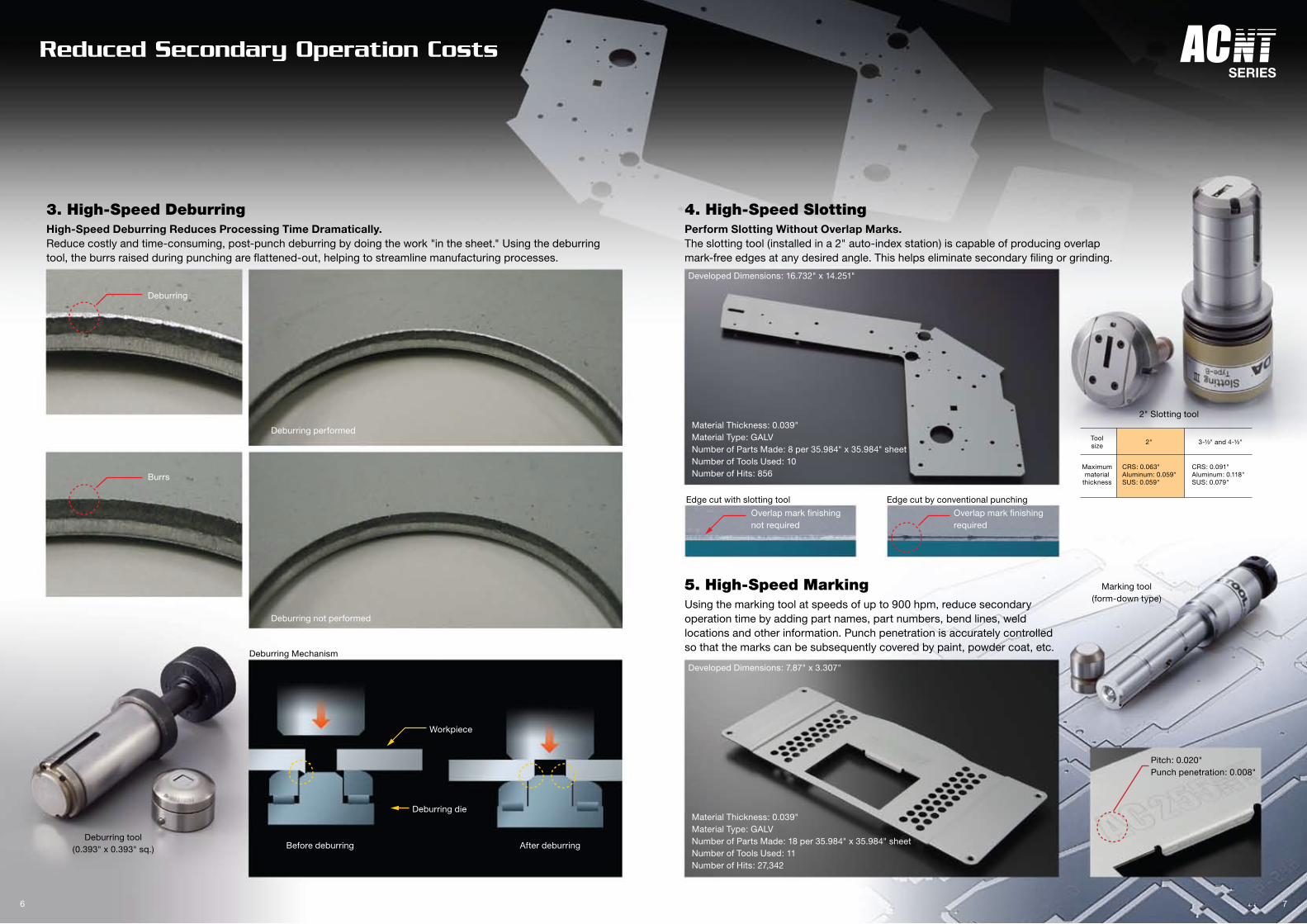
3. High-Speed DeburringHigh-Speed Deburring Reduces Processing Time Dramatically.Reduce costly and time-consuming, post-punch deburring by doing the work "in the sheet." Using the deburring tool, the burrs raised during punching are flattened-out, helping to streamline manufacturing processes.
4. High-Speed SlottingPerform Slotting Without Overlap Marks.The slotting tool (installed in a 2" auto-index station) is capable of producing overlap mark-free edges at any desired angle. This helps eliminate secondary filing or grinding.
5. High-Speed MarkingUsing the marking tool at speeds of up to 900 hpm, reduce secondary operation time by adding part names, part numbers, bend lines, weld locations and other information. Punch penetration is accurately controlled so that the marks can be subsequently covered by paint, powder coat, etc.
Workpiece
Deburring die
After deburring
Deburring not performed
Deburring performed
Deburring
Burrs
Before deburringDeburring tool
(0.393" x 0.393" sq.)
Material Thickness: 0.039"Material Type: GALVNumber of Parts Made: 18 per 35.984" x 35.984" sheetNumber of Tools Used: 11Number of Hits: 27,342
Material Thickness: 0.039"Material Type: GALVNumber of Parts Made: 8 per 35.984" x 35.984" sheetNumber of Tools Used: 10Number of Hits: 856
Developed Dimensions: 7.87" x 3.307"
Overlap mark finishing not required
Overlap mark finishing required
Developed Dimensions: 16.732" x 14.251"
Edge cut with slotting tool Edge cut by conventional punching
Pitch: 0.020"Punch penetration: 0.008"
Marking tool(form-down type)
Deburring Mechanism
CRS: 0.063"Aluminum: 0.059"SUS: 0.059"
CRS: 0.091"Aluminum: 0.118"SUS: 0.079"
Maximummaterial
thickness
Toolsize
2" 3-½" and 4-½"
2" Slotting tool
6 7
Reduced Secondary Operation Costs

6. High-Speed FormingParts can be formed to desired shapes and dimensions without special tools. Previously, punching and forming often had to take place in separate operations. Now, offset bends, extrusions, ribs and other forms can be added at high speeds, using standard tools in the auto-index stations.
7. Down-FormingA floating brush table section allows parts to be formed-down or extruded at high speeds without damage to the feature during subsequent sheet movements. This helps reduce secondary processing and re-working.
8. Safety Inch BendingAutomatically add small, accurate bends and flanges. Downward flanges can be formed with burrs oriented inward. Adding these bends while parts are still "in the sheet" eliminates tedious, potentially dangerous secondary press brake operations.
Material Thickness: 0.031"Material Type: GALVNumber of Parts Made: 736 per 35.984" x 35.984" sheetNumber of Tools Used: 5Number of Hits: 11,408
Form-down bending
Form-down bending
Offset bending
Endless extrusion
Inch bend tools
Tip type
Bending tools
Offset bending tools
Extruding tools
0.118"
0.197"
0.394"
8 9
Punching & Bending Process Integration

Productivity Gain Comparison
Processing time Productivity
ARIES-245II 36min 47secAC-NT series 15min 20sec
PEGA-357 32min 51sec
About 2.4X
About 2.14X
Productivity Gain Comparison
Processing time Productivity
ARIES-245II 5min 45sec*AC-NT series 2min 41sec
PEGA-357 3min 10sec*
About 2.15X
About 1.2X
Productivity Gain Comparison
Processing time Productivity
ARIES-245II 10min 56secAC-NT series 4min 35sec
PEGA-357 6min 3sec
About 2.4X
About 1.3X
Productivity Gain Comparison
Processing time Productivity
ARIES-245II 4min 2secAC-NT series 2min 24sec
PEGA-357 3min 14sec
About 1.68X
About 1.35X
Material Thickness: 0.047"Material Type: SUSNumber of Parts Made: 1 per 39.370" x 39.370" sheetNumber of Tools Used: 10Number of Hits: 597
Material Thickness: 0.062"Material Type: GALVNumber of Parts Made: 21 per 35.984" x 35.984" sheetNumber of Tools Used: 5Number of Hits: 945
Material Thickness: 0.039"Material Type: GALVNumber of Parts Made: 1 per 35.63" x 35.63" sheetNumber of Tools Used: 3Number of Hits: 6,685
Material Thickness: 0.039"Material Type: GALVNumber of Parts Made:
4 per 35.984" x 35.63" sheetNumber of Tools Used: 10Number of Hits: 1,196
Developed Dimensions: 33.031" x 32.874" Developed Dimensions: 35.63" x 35.63"
Developed Dimensions: 35.63" x 35.63"Developed Dimensions: 33.031" x 32.874"
*The AC-NT series uses a 1.969" x 0.394" rectangular parting tool in an auto-index station.
AP100 sheet layout AP100 sheet layout
10 11
Productivity Gain Comparison
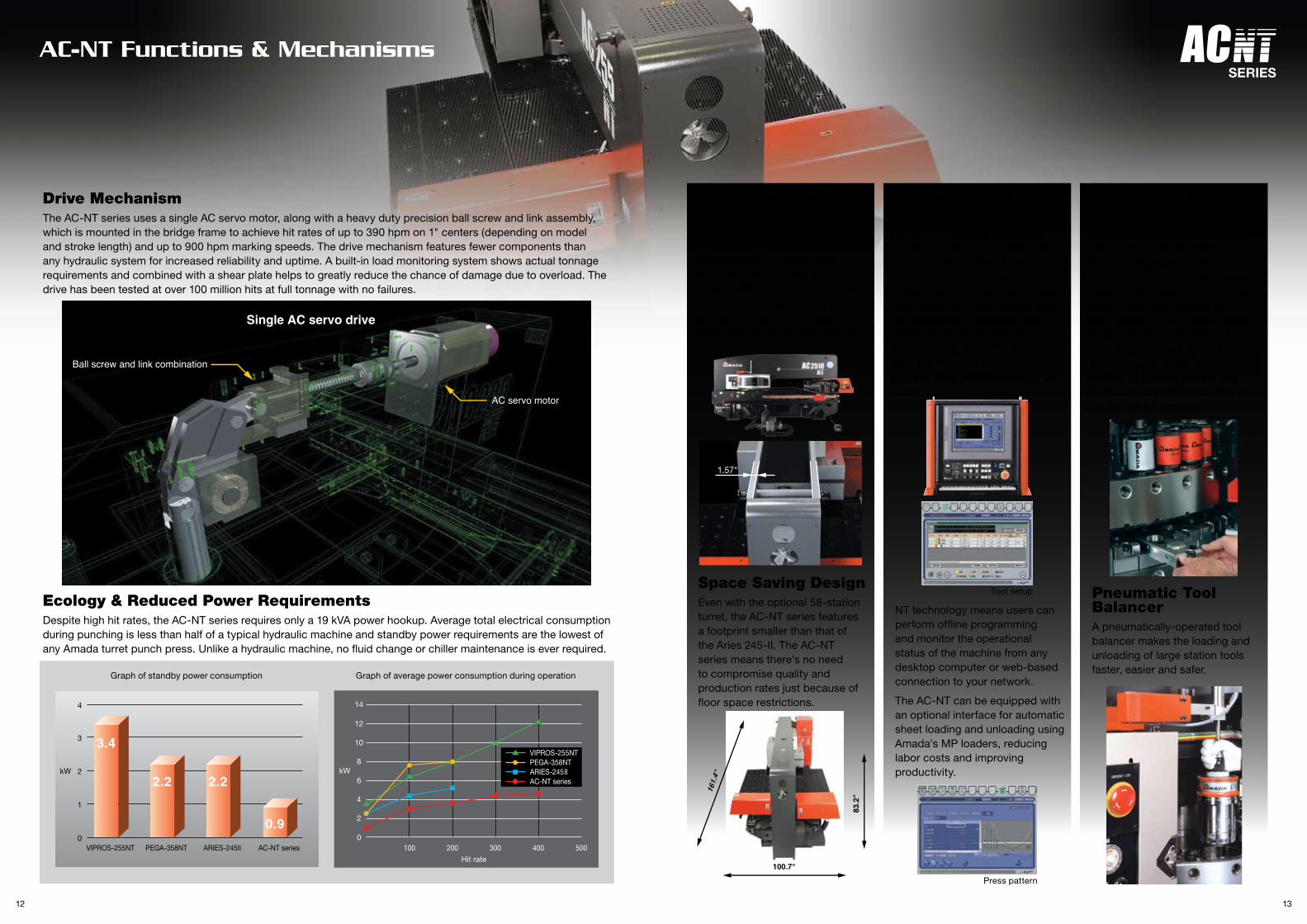
Drive MechanismThe AC-NT series uses a single AC servo motor, along with a heavy duty precision ball screw and link assembly, which is mounted in the bridge frame to achieve hit rates of up to 390 hpm on 1" centers (depending on model and stroke length) and up to 900 hpm marking speeds. The drive mechanism features fewer components than any hydraulic system for increased reliability and uptime. A built-in load monitoring system shows actual tonnage requirements and combined with a shear plate helps to greatly reduce the chance of damage due to overload. The drive has been tested at over 100 million hits at full tonnage with no failures.
Ecology & Reduced Power RequirementsDespite high hit rates, the AC-NT series requires only a 19 kVA power hookup. Average total electrical consumption during punching is less than half of a typical hydraulic machine and standby power requirements are the lowest of any Amada turret punch press. Unlike a hydraulic machine, no fluid change or chiller maintenance is ever required.
Highly Rigid FrameAmada is the originator of the bridge frame turret punch press. The precision-welded and stress-relieved frame is made using 1.57" thick steel plate to help ensure stable, reliable production, while providing increased tooling life and reduced punching noise over many years of day-in and day-out production.
NT technology means users can perform offline programming and monitor the operational status of the machine from any desktop computer or web-based connection to your network.
The AC-NT can be equipped with an optional interface for automatic sheet loading and unloading using Amada's MP loaders, reducing labor costs and improving productivity.
Pneumatic Tool BalancerA pneumatically-operated tool balancer makes the loading and unloading of large station tools faster, easier and safer.
Intelligent, Reliable & Easy-to-Use ControlsThe AC-NT series is equipped with the proven Fanuc AMNC/PC control system to help increase productivity. A wide variety of touch screens allow the operator to view turret setup, job and material data, and scheduling, providing faster, easier and more mistake-proof operation than ever. An overload detection function shuts the machine down before damage can occur.
Large Capacity TurretsThe AC-NT series of servo drive turret punch presses feature Amada's legendary triple-track turret, with up to 58 laser-hardened stations, including up to four auto-index. Thick-style tooling has been proven to last longer under tough punching conditions. The wide range of sizes (up to 4 ½", depending on model) and large number of stations means that multi-tools are rarely required, but can be used if desired.
0
1
2
3
4
kW
AC-NT series
0.9
ARIES-245II
2.2
PEGA-358NT
2.2
VIPROS-255NT
3.4
0
2
4
6
8
10
12
14
kW
Hit rate
100 200 300 400 500
VIPROS-255NTPEGA-358NTARIES-245IIAC-NT series
Space Saving DesignEven with the optional 58-station turret, the AC-NT series features a footprint smaller than that of the Aries 245-II. The AC-NT series means there's no need to compromise quality and production rates just because of floor space restrictions.
1.57"
Press pattern
Tool setup
Graph of average power consumption during operationGraph of standby power consumption
12 13
AC-NT Functions & Mechanisms

*Automation is optional and may require machine modification.Protective devices were removed for photography.
Network diagrams Turret layout patterns
System upgrade example*
SDD
SheetWorks for Unfold3D solid sheet metal
CAD systemvFactory
AC-2510NT Network-enabled bending machines
Dr.ABE_BlankNesting Software
Dr.ABE_BendAutomatic bending data
programming system
PCLNetwork
server system
Factory office
Factory floor
SpecificationsMachine
Tonnage
Press drive system
Stroke length
Max. thickness
Travel range
Max. feed rate
Max. mass of material
Max. hit rate
Punching accuracy
Turret rotation speed
Auto-Index rotation speed
NC control
Power requirement
Max. air consumption
Mass of machine
22
Single AC servo drive
1.65"
0.12" (brush table)
0.25" (ball bearings table)
±0.003" and ±0.002" (FA mode)
30 rpm
60 rpm
AMNC/PC
19 kVA
75 NI/min
AC-2510NT AC-255NT
50" x 50"
26,000 lbs.
58 stations (2 auto-index stations)
58
OPTIONAL
45
51
AC-2510NT+MP-1212NJ
Amada proposes a digital sheet metal fabrication system with its virtual prototype simulation system (VPSS) as the core. The processing data created in the factory office are managed together by the SDD and called through the network for use on the factory floor.
Dimensions
Built TypeIndependent Control
R29
5.2"
Dangerous Zone
Dangerous Zone
Rear Safety Fence
Front Protect Chain
201.
5"
15.2
"15
.2"
19.6
"75
.6"
75.6
"
65.9
"
66.7
"
"
83.2
"37
.2"
"27.2" 106.6" (Anchor Pitch)
"
"(S
tand
ard)
PassLine
100.
7" (A
C-2
55N
T)
* Specifications, machinery and equipment appearance are subject to change without notice for reason of improvement.
Note: AC2510NT, AC255NT and MP1212NJ (excluding hyphens) are the official machine names and model numbers for legal applications, such asmachine installation permit, import/export permit and financing application. For legibility, AC-2510NT, AC-255NT and MP-1212NJ are used in this brochure.
" pitch at 0.118" stroke) for punching pattern
" pitch at 0.118" stroke) for punching pattern
900 hpm (at 0.019" pitch and 0.055" stroke) for marking pattern 900 hpm (at 0.019" pitch and 0.055" stroke) for marking pattern
Use genuine Amada punches and dies on Amada NC turret punch presses to perform various operations. Using other than genuine Amada tools may cause various problems.
Before using this machine please read the operator's manual carefully and follow all applicable instructions.
When using this product, appropriate protection equipment that adhere to the safety regulations of your country is necessary.
(see material mass restrictions below)
Layout pattern
Maximum tool size
Number of type A (½") st.
Number of type C (2") st.
Number of type D (3-½") st.
½") st.
Number of type H (2") Auto-index st.
12
2
1
2
2
2
D(3-½")
18
3
2
-
3
1
36
12
2
2
2
-
(optional)
14 15

SERIES
7025FirestoneBoulevard•BuenaPark,CA90621•(714)739-2111•FAX(714)670-8020•www.amada.com
Amada America, Inc.M-0256 -0408





























