Embed Size (px)
Citation preview

Lijepljeni lamelirani nosači
Sveučilište u Splitu; Građevinsko-arhitektonski fakultet
V. pred. Đuro Nižetić, dipl. ing. građ.

PROIZVODNJA LIJEPLJENIH LAMELIRANIH NOSAČA TEHNOLOŠKI SLIJED
MATERIJAL: I KLASA (V ≤ 15%)
1. Sječa: obaranje, skidanje grana, rezanje u trupce, skidanje kore 2. Sušenje trupaca u šumi, transport, sušenje trupaca u tvornici 3. Piljenje na dimenzije lamele sa nadmjerom 4. Sušenje sirovih lamela (prirodno, prisilno u sušarama) 5. Ulaz u proizvodni pogon, odležavanje cca 7 dana – ujednačenje V 6. Uzdužno spajanje lamela 7. Blanjanje lamela (± 0,1 mm) 8. Nanošenje ljepila (otvoreno vrijeme) 9. Slaganje nosača u kalupu projektirane geometrije 10. Očvršćenje ljepila (zatvoreno vrijeme) 11. Kontrola kvalitete 12. Završna obrada 13. Zaštita premazima 14. Priprema za transport i transport 15. Montaža

Sječa
- Golosječa - Selektivna sječa - Sanitarna sječa (područja pod zaštitom, parkovi prirode i sl.)
Posebni uvjeti za trupce četinara i hrastovine: Četinari – sijeku se samo zimi i ljeti Jela i smreka, isporučuju se miješano, bez obzira na količinski odnos jedne vrste, pod imenom četinara Kora mora biti skinuta, kvaliteta u skladu sa HRN – vidno označena Hrastovina – siječe se samo zimi Isporuka do 30. travnja, kvaliteta u skladu sa HRN – vidno označena

Hrast lužnjak – Slavonija (golosječa)

Selektivna sječa borovine

Skidanje kore

Sušenje trupaca u šumi, transport, sušenje trupaca u tvornici Sušenje trupaca u šumi nije preporučljivo, prakticira se isključivo radiolakšanja transporta (smanjenje težine zbog gubitka vlage). Trupci se izvoze iz šume kamionskim ili traktorskim transportom šumskim putovima, šumskom željeznicom, žičarama, splavarenjem rijekom (ako za to postoje uvjeti) ili životinjskom snagom. Nakon dovođenja u tvornicu, klasificiraju se i odlažu na stovarište trupaca do pada vlage na optimalnu razinu za daljnju obradu (piljenje). Kvalitetniji materijal se zaštićuje od oborina, pucanja na glavama itd.





Piljenje na dimenzije lamele sa nadmjerom Trupci se pile cirkularom ili gaterom, danaszbog ekonomičnosti najčešće gaterom satehnikom piljenja "u cijelo" (odjednom u niz lamela iste ili različite debljine) Gater je niz lisnatih pila učvršćenih u čeličniokvir. Razmak listova određuje se premadebljini lamele.

Ovako dobivene lamele krajče se cirkularnim pilama na potrebnu širinu. U tvornicama koje u proizvodnom asortimanuimaju osim LLN i ostale proizvode moguće sui neke druge tehnike piljenja, posebno ako se radi o hrastovoj građi. Sa ciljem što boljegiskorištenja visokokvalitetne i najvrjednijepilanske sirovine razvile su se specijalne tehnike piljenja.


Sušenje sirovih lamela (prirodno i prisilno) Nakon piljenja lamele se odlažu na stovarištepiljene građe složene u vitlove gdje započinjeproces sušenja. U vitlovima je taj procesprirodan, lamele su tako složene da jemoguća cirkulacija zraka i prozračivanje svake pojedine lamele, a čitav složanj jezaštićen pokrovom od padalina. Brzina prirodnog sušenja ovisi o nizu faktora(temperaturi, relativnoj vlazi i brzini strujanjazraka, vrsti drva, položaju u presjeku debla, debljini lamele i načinu piljenja, vlazi u startu,načinu slaganja itd) i ne može se preciznoizračunati. Količina vlage se prati i ovaj načinsušenja smatramo gotovim kad postotakvlage padne na 25 do 30 % (takozvanaotpremna suhoća) – cca 4-8 mjeseci od početka sušenja za piljenu građu.

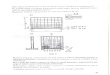
Nakon završenog procesa prirodnog sušenja lamele se otpremaju na prisilno sušenje u sušionice. Prisilno sušenje danas se vrši strujom toplog zraka propisane temperature i relativnevlažnosti u različitim režimima sušenja – ovisno o vrsti i dimenzijama materijala koji se suši. Za sušenje manjih količina koriste se komore za sušenje (6-12 m dužine). Tuneli za sušenje koriste se za sušenje većih količina četinara, dugi su do preko 100 m. Materijal se provlači kroztunele za sušenje na vagonetima.
Komore za sušenje

Tunel za sušenje

Ulaz u proizvodni pogon, ujednačenje vlažnosti (egalizacija) Nakon završetka procesa sušenja a kada vlažnost padne ispod 15% lamelese uvode u proizvodni pogon. Temperatura zraka u pogonu u kojem će selijepiti elementi mora iznositi 20º C uz relativnu vlažnost od cca 60%. Pogon mora biti dobro ventiliran a tehnološke linije moraju imati ugrađene sisteme za direktno odvođenje piljevine, strugotine i prašine u adekvatne silose vanpogona. U ovakvim uvjetima materijal mora ostati makar 7 dana u kom se vremenu ujednačuje vlažnost lamela po principu higroskopne ravnoteže. Ovim senastoje smanjiti na minimum parazitni naponi u lijepljenim reškama koji bi semogli pojaviti u eksploataciji nosača kod promjene uvjeta okoline ukoliko bi susjedne lamele bile različite vlažnosti.

Uzdužno spajanje lamela Svaka lamela poprečnog presjeka izrađuje se iz većeg broja segmenata uzdužno spojenih lijepljenjem. Spajanje može biti izvedeno:
- sučeonim spojem - klinastim spojem - zupčastim spojem
Prva dva načina spajanja gotovo da se više ne upotrebljavaju u proizvodnji nosača, tehnološke linije su prilagođene izvedbi nastavaka zupčastim spojem. (Osim lamela ovakvim spojem mogu se nastavljati stupovi, grede i okviri.)


Blanjanje lamela (±0,1 mm) Prije uzdužnog spajanja elementi lamela se blanjaju sa točnošću obrade površine od ± 0,1 mm. Blanjanje se izvodi posebnim alatom koji obrađuje obje strane lamele odjednom propuštajućikonstantnu debljinu.



Nanošenje ljepila, slaganje nosača u kalupe i očvršćenje ljepila Nakon izrade lamela i očvršćenja uzdužnih spojeva pristupa se lijepljenjunosača. Kao što je prije rečeno danas se LLN lijepe rezorcinskim ljepilom pase dole navedeni podaci odnose na rezorcine. Početak lijepljenja je priprema ljepila: katalizator se pomalo uz miješanjedodaje ljepilu do omjera 1 : 5 u težinskim dijelovima. Miješanje je strojno anakon dodatka cijele količine katalizatora traje još 10 min. – do homogenosti. Temperatura smjese mora ostati u granicama 15 do 20º C. Temperatura znatno utječe na proces lijepljenja i upotrebno vrijeme ljepila: Temperatura smjese (º C) 10 15 20 25 30 35 Upotrebno vrijeme (h/min) 7/00 4/00 2/00 1/00 0/40 0/10 Ljepilo se strojno, gumenim valjcima, nanosi na obje površine koje se lijepe. Nanos se kreće u granicama 0,20 do 0,35 kg/m², obostrano znači 0,40 do0,70 kg/m² lijepljenog spoja. Prva lamela se premazuje sa jedne, ostale sa obje a zadnja opet sa jednestrane. Jasno, nepremazane strane su vanjska lica nosača. Nakonpremazivanja ljepilom lamele se redom slažu u kalup projektirane geometrije.




Otvoreno vrijeme ljepila je vrijeme od nanošenja ljepila na lamelu pa do spajanja sa drugom premazanom lamelom. Zatvoreno vrijeme je maksimalno vrijeme od spajanja lamela bez pritiska. Vrijeme prešanja je vrijeme u kojem nosač mora biti pod pritiskom. Sva ova vremena ovise o materijalu a za navedene uvjete u pogonu vrijediorijentaciono : Temperatura (º C) 10 15 20 25 30 35 Otvoreno vrijeme (min) 50 40 25 15 10 5 Zatvoreno vrijeme (min) 240 120 80 50 20 10 Vrijeme prešanja (h/min) 15/00 10/00 5/00 4/00 2/00 1/15 Pritisak prešanja kreće se u granicama:
- za meka drva 30 – 60 N/cm² - za tvrda drva 60 – 90 N/cm²
Nakon oslobađanja pritiska nosaču je potrebno odležavanje od 24 sata (dopremještanja ili daljnje obrade). Punu čvrstoću lijepljeni spojevi postižu nakon5-7 dana.

Kontrola kvalitete Svaki proizvedeni nosač mora imati popratnu dokumentaciju sa dokazima kontrole kvalitete a u nju seunose slijedeći podaci:
- vrsta drva i klasa - vlažnost lamela u fazi lijepljenja - vrsta ljepila i atestna dokumentacija
proizvođača ljepila - najmanje i najveće debljine lamela - temperatura i vlažnost zraka pogona
(polikondenzacija ljepila) - ostvareni pritisak u fazi polikondezacije ljepila - ostvarena geometrija u odnosu na projekt - rezultati ispitivanja posmične čvrstoće ljepila - kod izuzetnih konstrukcija rezultate ispitivanja
vlačne čvrstoće ljepila i uzdužnih spojeva lamela
Pod izuzetnim konstrukcijama podrazumijevaju sekonzole preko 15 m, ravni nosači preko 30 m i lukovipreko 60 m dužine. Navedena ispitivanja posmične čvrstoće ljepila vrše sena uzorcima koji se uzimaju sa svakog nosača (vanprojektiranih dimenzija). Ispitivanja do loma se provode prema HRN D.A1.053 na uzorcima prema skici.

Završna obrada, zaštita i priprema za transport Pod završnom obradom podrazumijeva se konačno blanjanje i brušenje lica nosača i svizahvati na nosaču koje je projektom predviđeno izvesti u tvornici. Nakon završne obrade nosači odlaze u dio pogona u kojem se premazuju zaštitnim sredstvima prema projektu.Nanose se najmanje dva sloja odgovarajućeg zaštitnog premaza a treći, završni sloj nanosi senakon definitivne montaže. Nosači se nakon ove operacije pakiraju u PVC da bi se zaštitili od vlage u narednim fazama, aako se radi o težim transportima mogu se zaštititi i od mehaničkih oštećenja.




Transport i montaža Planom transporta prikazuje se i opisuje način transporta te dokazuje mehanička otpornost i stabilnost kod kritičnih operacija i specifičnih načina oslanjanja ili položaja LLN. Transportni putovi moraju biti utvrđeni, pri čemu se mora voditi računa o radijusima krivina prema zahtjevima specijalnih vozila i postojećim slobodnim profilima.


Montaža se mora provesti prema planumontaže. Plan montaže ovjerava projektant konstrukcije. Međustanja konstrukcije u fazi montažepotrebno je provjeriti vodeći računa omjestima i načinima hvatanja/oslanjanja ufazama podizanja i montaže. Posebnupažnju treba posvetiti osiguranju stabilnosti u fazama i elementima koji kod montažeimaju naprezanja suprotna od očekivanih u eksploataciji Mjesta hvatanja potrebno je osigurati odoštećenja.










IZVEDBA NOSAČA – UVJETI ZA I KLASU U proračun mehaničke otpornosti i stabilnosti uvode se geometrijske karakteristike homogenogpoprečnog presjeka u svemu prema važećim HRN U.C9.300 ako su ispunjeni slijedeći uvjeti kod izrade nosača: Raspored materijala po visini poprečnog presjeka Za izradu LLN koji su podvrgnuti utjecaju savijanja sa ili bez uzdužne sile (uz uvjet da su naponiu vanjskim četvrtinama različitog predznaka) može se u srednjem dijelu nosača upotrijebiti materijal II klase. Ovako izvedeni nosači mogu se deklarirati kao I klasa.

Dimenzije poprečnog presjeka Najveća širina jedne lamele može iznositi po HRN 200 mm (prema EC5 do 220 mm). Prema tome širina poprečnog presjekanosača može iznositi najviše 20 cm. Ako sezahtijeva veća širina lamele se moraju izvestiiz dva dijela međusobno spojena uzdužnim lijepljenjem. Širina poprečnih presjeka ovako izvedenih nosača može iznositi do najviše 30cm (prema EC5 - 28 cm). Poprečni preklopi u dva susjedna sloja moraju biti veći od dvijedebljine lamele. Alternativno, veće širine presjeka odnosnokrutosti nosača dobiju se slaganjem 2 ili 3nosača u blok ili izvođenjem komponiranihpoprečnih presjeka.

Debljina lamela Najveća debljina lamele smije iznositi kod četinara 32 mm (iznimno 42 mm). Kod upotrebe tvrdog drva dopušta se debljina lamele do 20 mm. Minimalne debljine lamela nisu ograničene. Zakrivljeni lijepljeni nosači Zakrivljeni nosači radijusa zakrivljenosti lamele Ri ≥ 200·hi (hi-debljina lamele) tretiraju se kao ravni nosači. Ako je radijus zakrivljenosti 150·hi ≤ Ri ≤ 200·hi debljinu lamele potrebno jeodrediti prema priloženom dijagramu. Manji radijusi zakrivljenosti od Ri = 150·hi dopušteni su uz uvjet da se smanjedopušteni naponi prema HRN – t.8.13.

Uzdužno nastavljanje lamela Lamela mora biti neprekinuta na cijeloj duljini nosača što se ostvaruje uzdužnim nastavcima.

U susjednim slojevima nastavci moraju biti izmaknuti prema priloženoj skici i tablici.Ukoliko je ovaj uvjet ostvaren smatra se da poprečni presjek nije oslabljen.

Orijentacija lamela Desnom stranom lamele nazovimo stranu bliže srcu, lijevom bliže kori. Sušenjem odnosno povećanjem vlažnosti lamela se deformira. Pogledajmomoguća stanja u dvije susjedne lamele.


Osnovni dopušteni naponi za lijepljene lamelirane nosače (V = 15 %)
Koeficijenti za opterećenja :
G1 – 1,00 G2 – 1,15 G3 – 1,50

Za slobodno oslonjene nosače visine poprečnog presjeka > 30 cm potrebnoje smanjiti osnovni dopušteni napon na savijanje množenjem sa faktorom kh :
( )21
9/1
130 cchkh ++⋅⎟⎠⎞
⎜⎝⎛=


Proračun deformacija Principi proračuna isti su kao kod klasičnih konstrukcija od monolitnog drva aosnovne vrijednosti modula dane su u HRN: Koeficijent redukcije za vlažnost ≠ 15 % : α = 0,85 za vlažnost od 15 – 18 % α = 0,75 za vlažnost od 18 – 22 %

Metalni elementi Za izvedbu metalnih elemenata drvenihkonstrukcija u pravilu se koristi čelik kvaliteteČN 24 (Č0361), rjeđe ČN 36 (Č0561). Kod proračuna vrijede dopušteni naponi kao učeličnim konstrukcijama umanjeni za 10 %. Elementi sa navojem proračunavaju se preko neto poprečnog presjeka sa dopuštenimvlačnim naponom od 10 kN/cm².

Sveučilište u Splitu, Građevinsko-arhitektonski fakultet
Hvala na pažnji.
w w w . g r a d s t . h r


















![Beton Prezentacija Zidni Nosaci [Compatibility Mode]](https://img.dokumen.tips/doc/110x75/577cc1821a28aba711933551/beton-prezentacija-zidni-nosaci-compatibility-mode.jpg)