Embed Size (px)
Citation preview

A Contract for Constructing a Building in Steel





Materials to be approved
Joists Beams TeesColumns Channels
To BS 4 : Part 1
Hollow Sections To BS 4848: Part 2Replaced by BSEN 10210
Angles To BS 4848: Part 4Replaced by BSEN 10056-1
Cold Formed Sections To BS 2994

Proof of Quality
Manufacturer’s CertificatesSteel manufactured to BS 4360 ( replaced by BSEN 10029, 10113, 10115,10210)
Ultimate strengthYield stress% of Elongation

Weldability
Given in terms of Carbon Equivalent Value, by per cent:
Normally no welding problem if CE is less than 0.35%
Mn Cr + Mo + V Ni + Cu
C + + + 6 5 15


Purchaser’s Tests
To be performed at HOKLAS accredited laboratories
One specimen for every 40 tonnes or part thereof of each section of the same thicknesfrom the same castSame thickness means similar sections with a variation in thickness not exceeding +5 mm

Tensile strength test to BS 18 ( Replaced by BSEN 10002-1)
Ultimate strengthYield Stress% of Elongation
Chemical composition can also be checked by spectrum analysis, but seldom done

Connections – Rivets and BoltsRivetting is seldom done nowadaysManufacturer’s certificates are required
Black Bolts Grade 4.6Grade 8.8
BS 4910:2001BS 3692:2001
High StrengthFriction Grip Bolts
General Grade BS 4395: Part 1ISO standardidentical
HSFGB Higher Grade BS 4395: Part 2ISO standard identical



HSFBs achieve their shear strength by friction
Tightening has to be strictly in accordance with the manufacturer’s instructions:
i)
By specified torque using manual or pneumatic wrench
ii)
By measuring the gap between the nut and the steel surface to be connected
iii)
By shearing off the section of reduced area


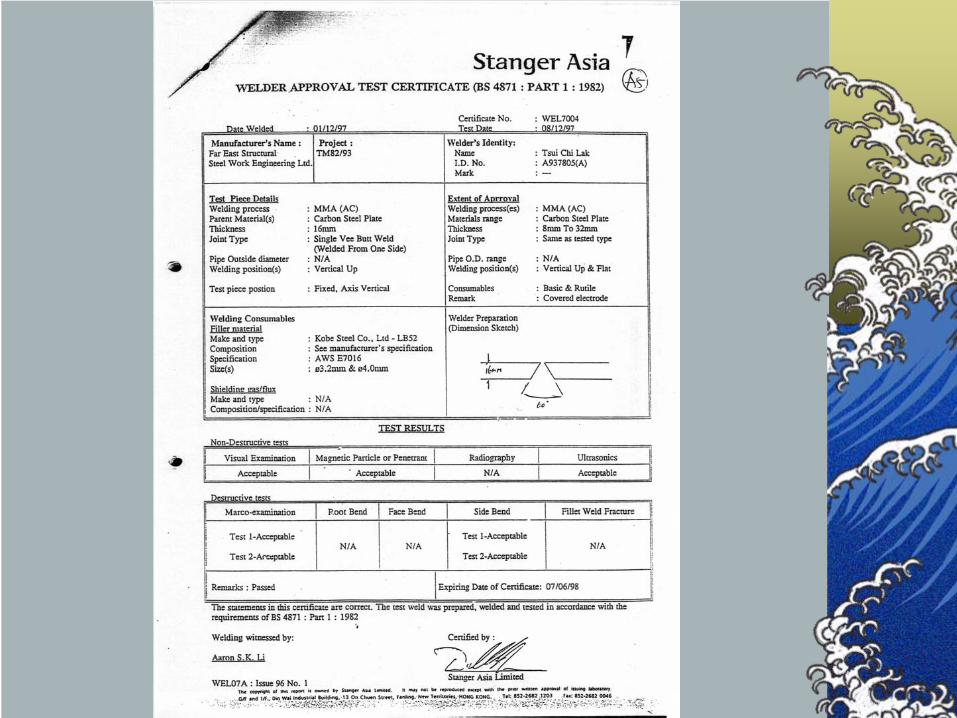
Welding Procedures to BS
Preparation of fusion facesPreheating temperature of 120°C for thick sectionsType of electrodesNumber and sequence of runs to build up the weld beadPost heating treatment if required






Heating pad

Heating pad

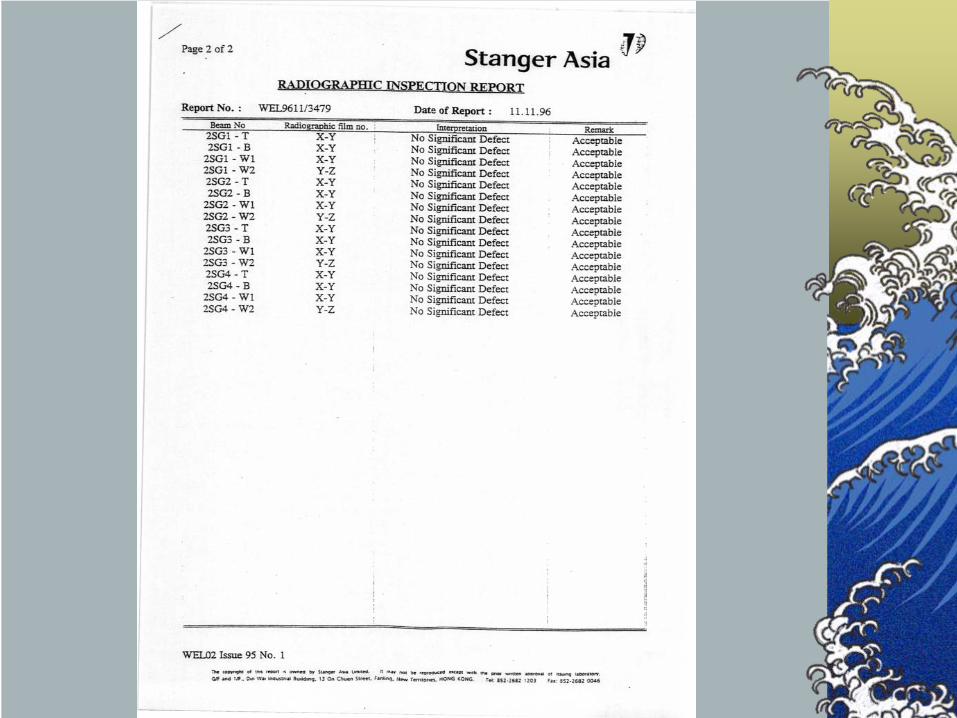
Non-destructive testing of welds
Visual InspectionMagnetic Particle TestsUltrasonic TestsRadiography


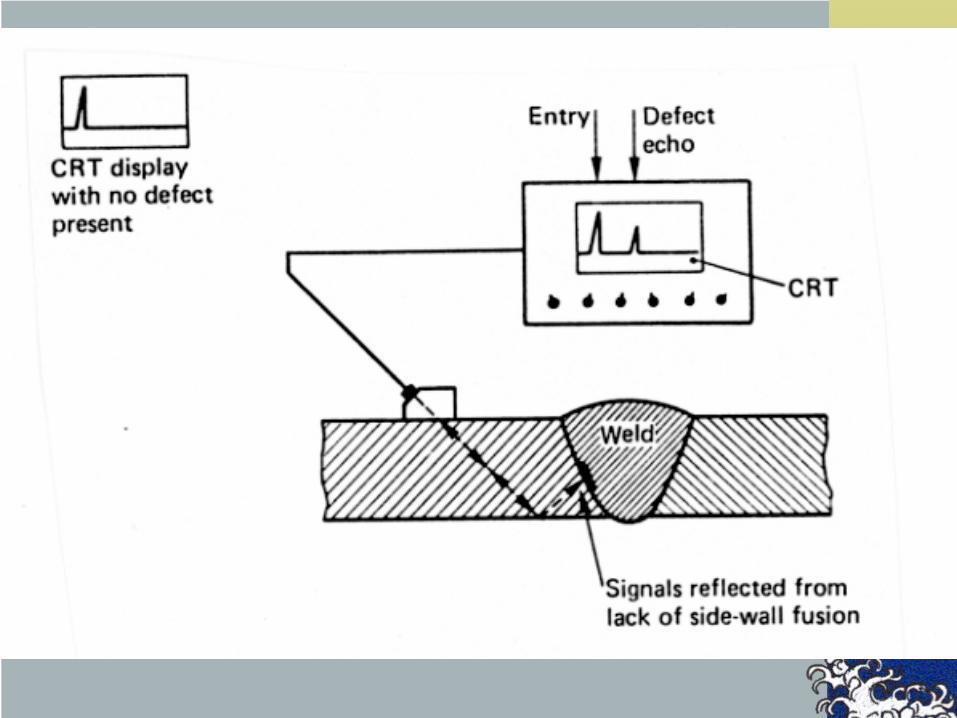











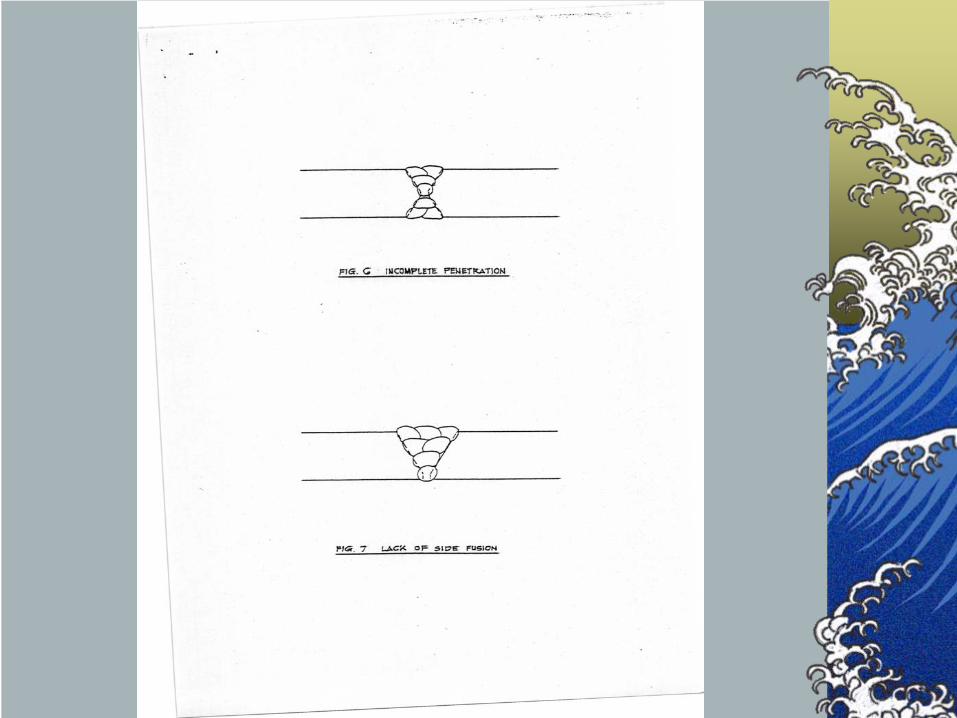
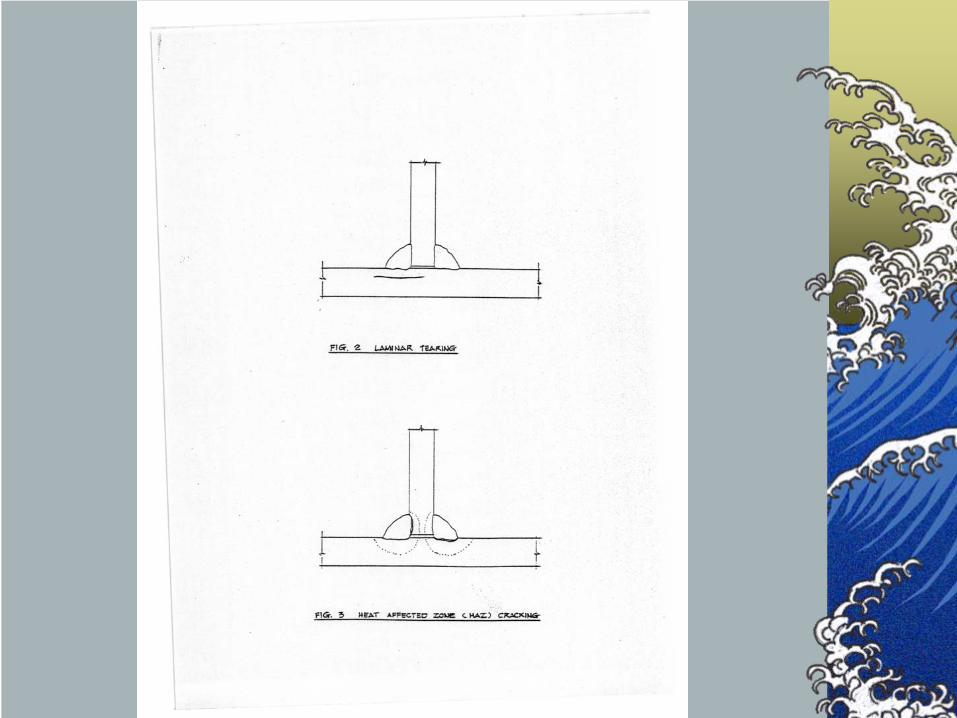
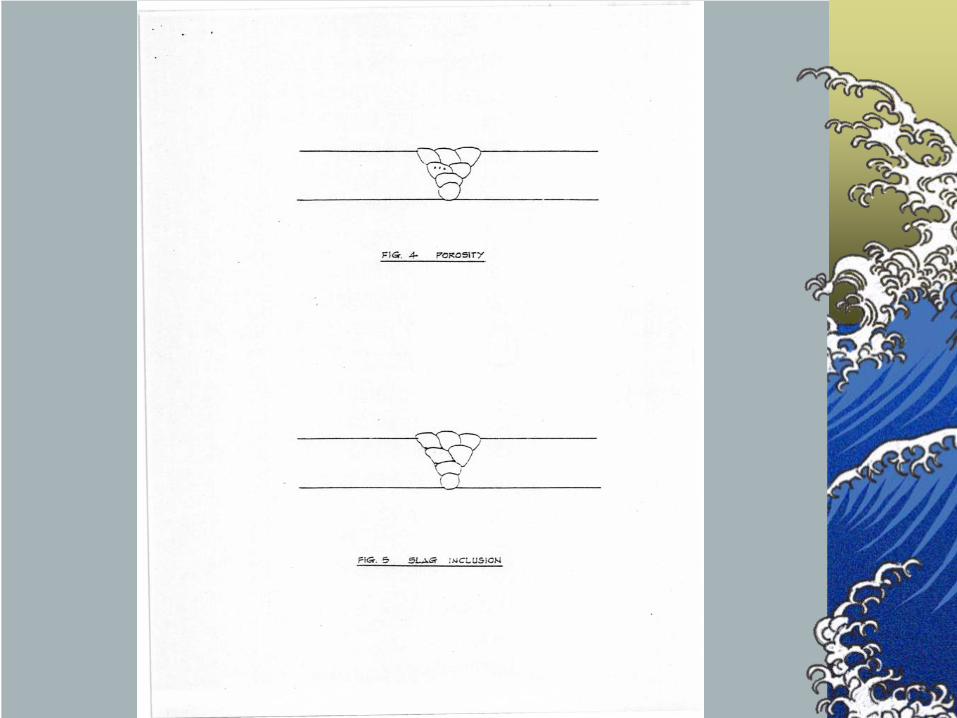
Common Defects in Welds
UndercuttingLack of PenetrationLack of FusionPorositySlag inclusionCracking


Acceptance Standard
PNAP 160
National Structural Steelwork Specification – 2 nd EditionBritish Constructional Steelwork Association



Repair of Welds
Back –gouging with carbon rod
More damage is done when trying to rectify defects

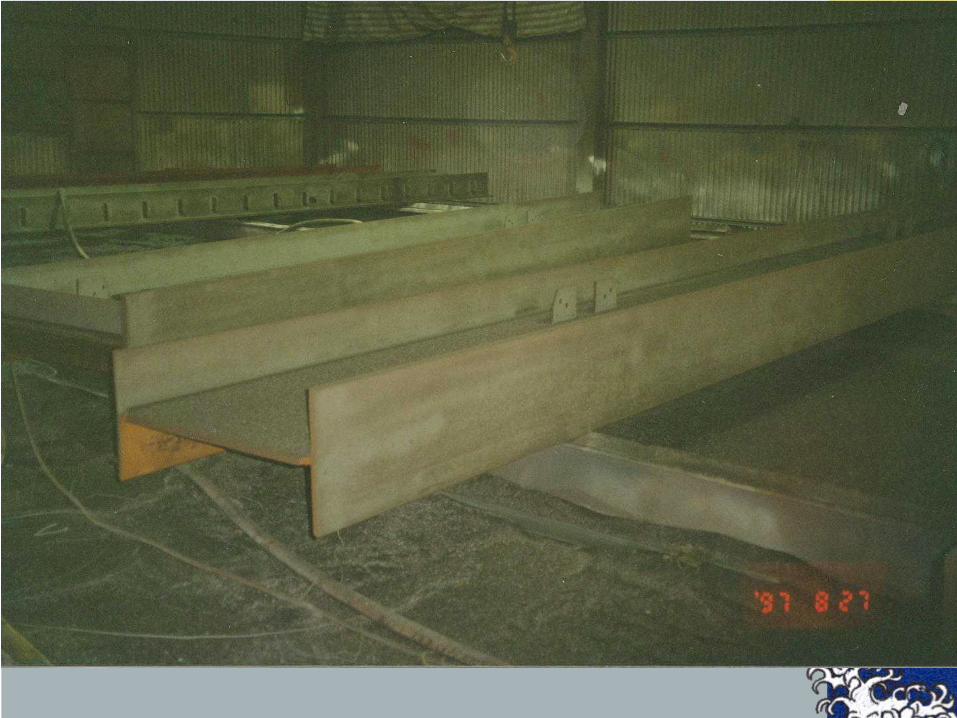
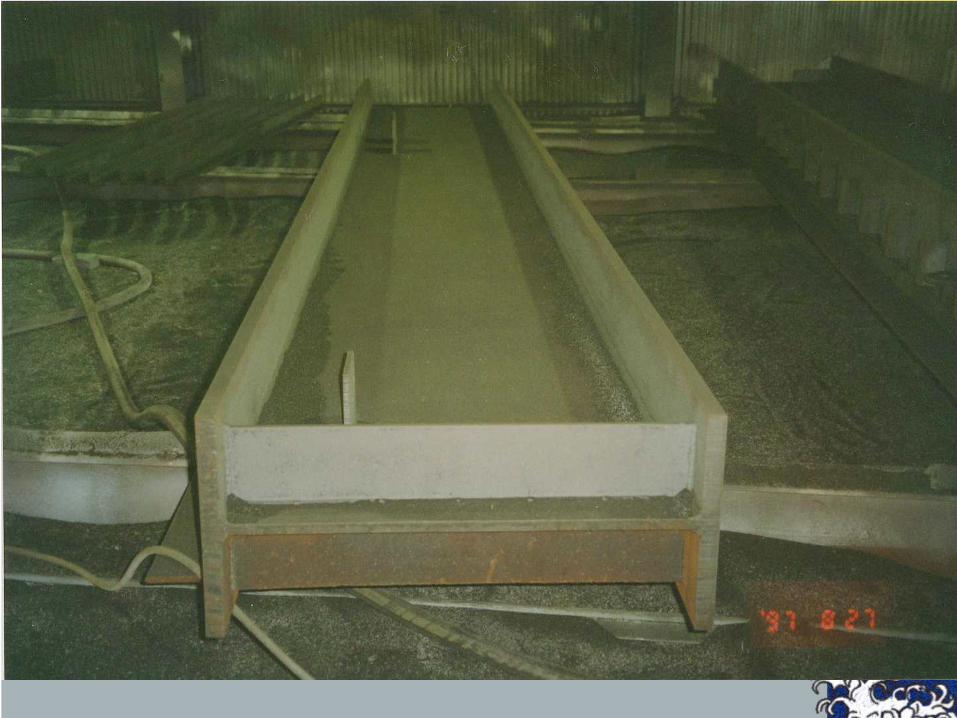
Surface Protection BS EN ISO 12944 and 14713
Determined by exposure conditions and service life before first maintenance
Permanent surface protection includes:
Zinc Rich Paint to BS 4652 Hot-dip galvanizing – to BS EN ISO 1461:1999, to achieve a film thickness of 85 µm

Painting Systems
Paint is very much like concrete but consists of inert powder and binder
Binder can be one-pack drying oil or two-pack epoxy
Drying oils cure or harden in the presence of atmospheric oxygen
Linseed oilUrethaneAlkydModified alkydPhenolic
Two-pack epoxy hardens by chemical action

A painting system consists of 3 coats
Primer – mobile enough to adhere to the surfaceUndercoat – actual protective barrierFinishing Coat – additional protection and final appearance
Compatibility – incompatible paints will lead to saponification
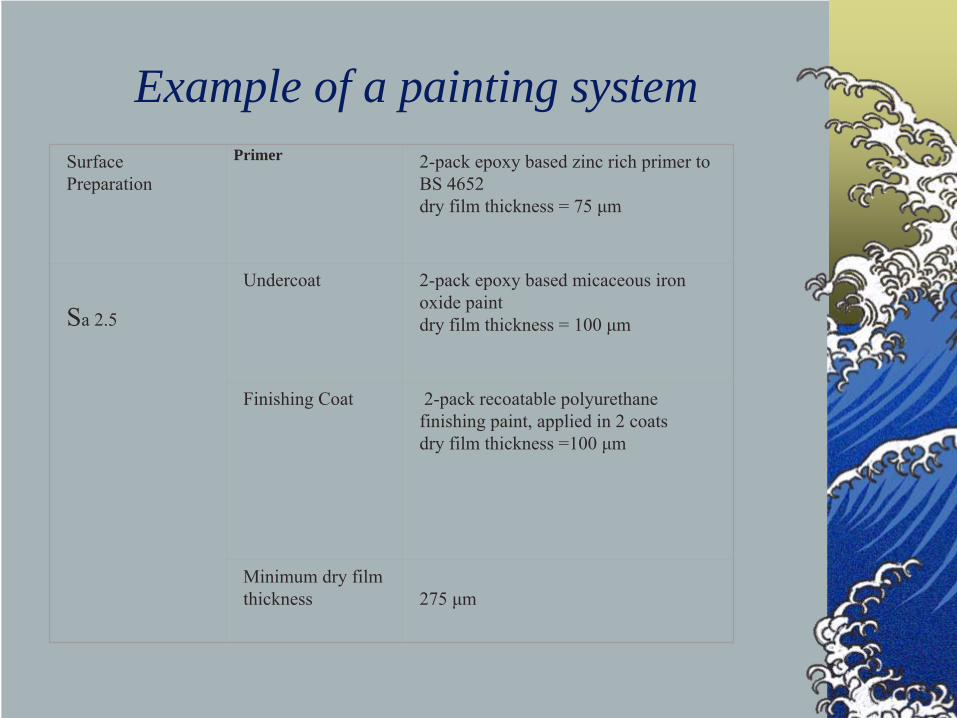
Example of a painting systemSurface Preparation
Primer 2-pack epoxy based zinc rich primer to BS 4652dry film thickness = 75 μm
Sa 2.5
Undercoat 2-pack epoxy based micaceous
iron oxide paint dry film thickness = 100 μm
Finishing Coat 2-pack recoatable
polyurethane finishing paint, applied in 2 coatsdry film thickness =100 μm
Minimum dry film thickness 275 μm




Hot Dip Galvanizing
Degreasing with caustic sodaPickling with hydrochloric acidRinsingFluxing with zinc aluminium chloride solutionDrying & pre-heatingHot dip galvanizingWater quenching



Painting over galvanized steel
Surface Preparation Primer Nil
Hot dip galvanizedPretreatment Apply etching solution ,e.g. British Rail T-
wash, Icosit
5530 or equivalent
Undercoat Nil
Finishing Coat Finishing paint other than drying oil type, recommended as suitable by paint manufacturer for direct application to etched zinc surface35 μm
Minimum dry film thickness 35μm










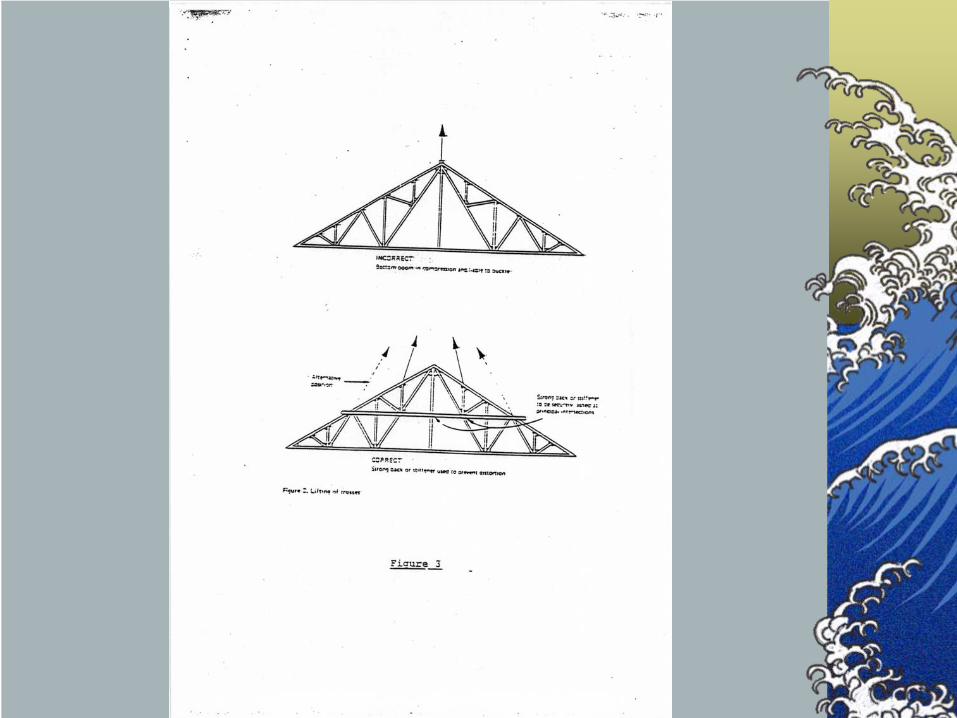
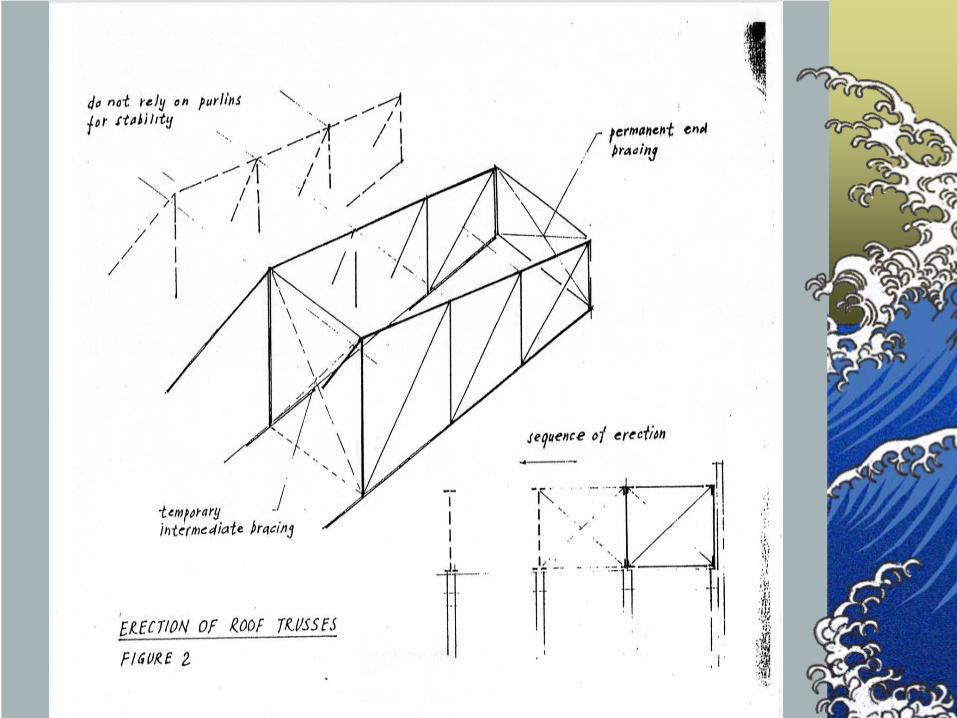
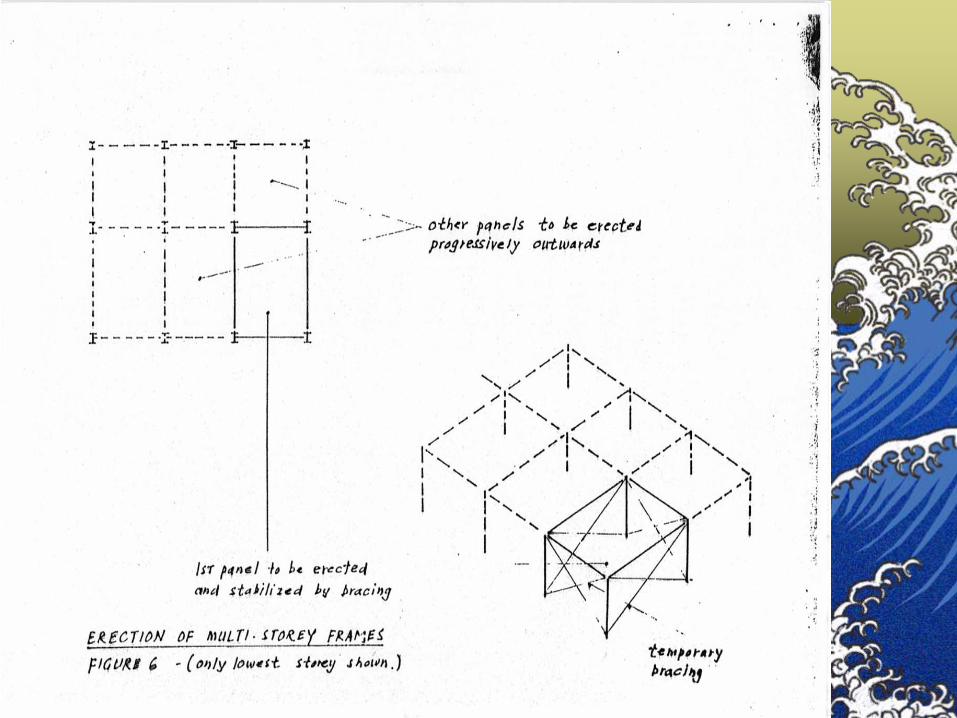
Erection Procedure
To prevent collapse during erectionTo ensure alignmentTo avoid overstressing
A method statement from the contractor is a must











Thank You