Embed Size (px)
Citation preview

A 0-1 Model for Solving the Corrugator Trim ProblemAuthor(s): Robert W. Haessler and F. Brian TalbotSource: Management Science, Vol. 29, No. 2 (Feb., 1983), pp. 200-209Published by: INFORMSStable URL: http://www.jstor.org/stable/2631272 .
Accessed: 06/04/2014 10:25
Your use of the JSTOR archive indicates your acceptance of the Terms & Conditions of Use, available at .http://www.jstor.org/page/info/about/policies/terms.jsp
.JSTOR is a not-for-profit service that helps scholars, researchers, and students discover, use, and build upon a wide range ofcontent in a trusted digital archive. We use information technology and tools to increase productivity and facilitate new formsof scholarship. For more information about JSTOR, please contact [email protected].
.
INFORMS is collaborating with JSTOR to digitize, preserve and extend access to Management Science.
http://www.jstor.org
This content downloaded from 74.89.154.44 on Sun, 6 Apr 2014 10:25:40 AMAll use subject to JSTOR Terms and Conditions

MANAGEMENT SCIENCE Vol. 29, No. 2, February 1983
Prinited in U.S.A.
A 0-1 MODEL FOR SOLVING THE CORRUGATOR TRIM PROBLEM*
ROBERT W. HAESSLERt AND F. BRIAN TALBOTt
A new method for solving the corrugator trim problem is presented. This problem draws its name from the difficult task facing scheduling personnel in corrugator box plants each day: to determine the least-cost method of combining customer orders on the corrugator, where one of the major costs to avoid is waste or excess trim lost from the materials used. Trim loss, however, is only one of several major concerns. Others include corrugator width utilization, cutting pattern changes, avoidance of split orders, and so on. A full discussion of these factors and associated trade-offs is included in the paper.
The solution procedure presented is capable of dealing with these and other trade-offs in a systematic manner. In particular, this approach eliminates the spreading of orders over several stock sizes, a characteristic which has plagued the linear programming-based procedures that have been proposed for solving the problem. This improved material handling characteristic of the solution is obtained through the controlled generation of solution elements. These elements then become potential activities to be scheduled by a 0-1 integer programming algorithm. The algorithm used is well suited to computers of moderate size and speed.
In addition to solving the corrugator trim problem, the proposed method has sufficient flexibility to make it a useful vehicle for solving similar problems in other industries which manufacture such products as glass, steel, composition board, and furniture. (PRODUCTION/SCHEDULING-CUTTING STOCK; PROGRAMMING-INTEGER ALGORITHMS; INDUSTRIES-PAPER)
1. Introduction
Over the last 20 years, there have been a number of attempts to develop computer models for solving the trim problem in the corrugated container industry. The starting point for these efforts can be traced to the early papers by Paull and Walter [9] and Eisemann [1] which described linear programming formulations for the general trim problem in the paper industry. Further impetus was provided by Gilmore and Gomory [3]-[6], who developed improvements in the linear programming algorithms used to solve these problems. However, it was recognized early that, because of the nature of the production process, the corrugator trim problem could not be completely modeled by means of linear programming [5], [8]. This, in turn, led to the development of sequential heuristic procedures, the most notable of which was due to Van Wormer [10]. These heuristic procedures were unreliable, however, because of their inability to consider economic trade-offs in a systematic manner. As a result, corrugator trim problems are still for the most part solved manually [7].
In this paper we present a new approach to the corrugator trim problem that overcomes the major shortcomings of previous attempts to solve this problem. The use of conveyorized material-handling systems in plants makes it extremely important that orders are produced contiguously and not spread out over the entire production run as is typical in linear programming solutions to cutting stock problems. The elimination of order spreading is accomplished by the controlled generation of solution elements that completely satisfy one or more orders. An optimal solution is obtained by selecting that subset of elements that covers the orders to be produced with minimum cost. This is an improvement over heuristic procedures because it permits an explicit
*Accepted by David G. Dannenbring; received March 10, 1980. This paper has been with the authors 4 months for 2 revisions.
tUniversity of Michigan.
200
0025- 1909/83/2902/0200$01 .25 Copyright ? 1983, The Institute of Management Sciences
This content downloaded from 74.89.154.44 on Sun, 6 Apr 2014 10:25:40 AMAll use subject to JSTOR Terms and Conditions

0-1 MODEL FOR CORRUGATOR TRIM PROBLEM 201
economic evaluation of corrugator utilization, trim loss, and slitter and stock size changes.
An overview of the operation of a corrugator plant is presented in the following sections, along with a detailed discussion of the economic factors that must be considered in combining orders across the width of the corrugator. The remaining sections of the paper are devoted to a discussion of the 0-1 model and the solution algorithm that can be used to solve the problem.
2. Corrugator Plant
A corrugator processes stock rolls of liner and medium into corrugated material from which shipping containers are made. These input rolls are generally stocked in a variety of widths to limit the amount of scrap generated. Because corrugated material is bulky and rigid, it must be cut, while still on the corrugator, into rectangular blanks of the sizes needed to fill customer orders. The solution to the corrugator trim problem is simply a specification of what must be done to obtain the needed quantities of rectangular blanks of the sizes ordered. This involves specifying the stock roll sizes to be used, the lineal feet of corrugated material to be produced from each stock size, and the cutting instructions for each stock size which produce the required order sizes and quantities.
One determinant of the capacity of a corrugator is the maximum width of the stock rolls it can process. A typical corrugator is able to process rolls up to 87 inches in width. To obtain a high degree of corrugator utilization, orders for various sizes should be combined across the width so that the total width of the orders is close to, but does not exceed, the usable width of the corrugator. This combining problem is more difficult than the one-dimensional trim problem because the manner in which the blanks are cut on the corrugator and handled in the plant severely restricts the ways orders can be combined across the width of the corrugator. The cutting is done by slitting the corrugated material into strips of the appropriate width, which are then chopped into pieces of the ordered lengths. On most corrugators, the strips can be chopped into no more than two different lengths, thereby restricting the number of ordered sizes that can be combined across the width of the corrugator. In modern plants, material is moved to the primary finishing operations on conveyors, with limited room for in-process storage. This makes it especially important that an entire order is produced contiguously so that it can be kept together on the conveyors. To a lesser extent this is also important in older plants in which material is moved on pallets.
3. Scheduling Environment
Corrugated shipping containers are bulky and subject to weather damage. Hence, they must be stored in relatively expensive indoor facilities. As a result, neither the corrugator manufacturer nor the customer-user would normally inventory large amounts. Yet the availability of these containers is often crucial to the profitable operation of a user's facility: No shipping containers could easily translate into no shipments. Given the desire to have low inventories and few stockouts, the norm in the corrugator industry is to have frequent production runs and to emphasize on-time delivery. To insure on-time delivery, the box plant production scheduler typically maintains an order file of items not yet scheduled. These are sorted by the grade of corrugated material ordered and the due date. The additional information that must be available to schedule the order is:
-blank size (width and length),
This content downloaded from 74.89.154.44 on Sun, 6 Apr 2014 10:25:40 AMAll use subject to JSTOR Terms and Conditions

202 ROBERT W. HAESSLER AND F. BRIAN TALBOT
-quantity ordered, -finishing operations required. The production scheduler will typically review the entire order file each day and
generate a corrugator schedule one day at a time. It is possible that virtually every grade a plant makes will be run every day. The service requirements in the box business do not permit large-scale batching of orders for infrequent runs to attain production economies. Fortunately the changeover costs from one grade to another are not very large. Therefore, the cost disadvantage of frequent runs of a grade is due primarily to the problem of limited combining options rather than to changeover.
The set of factors that the scheduler must consider in determining which orders to make and how to combine them is given below.
(a) Order Date. This is used to determine what must be made, what can be made if it improves corrugator utilization, and what should be deferred because the shipping date is too far off. The determination of which noncritical orders are made on any day is based on the economics of corrugator utilization in conjunction with the supply- demand situation.
(b) Finishing equipment backlogs. Is is desirable to keep the backlog on the primary pieces of finishing equipment balanced. As a result, this consideration may influence the orders to be scheduled and the way in which orders are combined.
(c) Corrugator width utilization. The productivity of the corrugator is partially controlled by the width of usable material produced. By utilizing more of the width capacity, the time required to produce a given set of orders can be reduced. It should be noted that the value of corrugator time will vary, depending on the supply-demand situation. During periods of slack demand, the incremental value of an hour of corrugator may be low, reflecting only the out-of-pocket operating costs. Conversely, when demand is high, the value of corrugator time is the opportunity cost of incremental business.
(d) Side trim. To limit scrap losses, rolls of liner and medium are generally stocked in more than one width. For example, if three 25-inch width blanks are to be run on an 87-inch corrugator, they might be cut from 77-inch stock rolls, leaving 2 inches of side trim instead of the 12 inches that would result if only 87-inch width rolls were available. However, it is impossible to completely eliminate trim losses. In general, a loss of about 0.375 inches per side is required in order to insure that blanks meet dimensional tolerance criteria. Consequently, even if the paper were available in 75-inch rolls, this size could not be used for the three 25-inch blanks.
(e) Cutting pattern changes. Because the blanks are cut on the corrugator itself, there is a loss of both time and materials when the blank sizes are changed. Therefore, the scheduler attempts to minimize the cutting pattern changes. Changing cutting patterns involves rotating a mechanism which holds three sets of slitters, and adjusting the length cutoff. The setting of the slitters for the next two cutting patterns can be done while the corrugator is running. However, care must be taken that pattern changes do not occur so frequently that there is insufficient time to set the slitters before the corrugator stops for the next pattern change.
(f) Upgrading. In certain situations, because of excessive side trim or low corruga- tor utilization, it may be more economical to provide the customer with a higher- quality box than was ordered. The customer pays the regular price for the box ordered. The incremental value of the material "given away" is recovered by combining the order in question with other orders for the higher-quality grade, thereby reducing side trim or increasing corrugator utilization.
(g) Split orders. Processing and handling costs after corrugation may be increased substantially if an entire order is not produced contiguously during a run. Failure to accumulate all the blanks needed for an order before starting the finishing operations
This content downloaded from 74.89.154.44 on Sun, 6 Apr 2014 10:25:40 AMAll use subject to JSTOR Terms and Conditions

0-1 MODEL FOR CORRUGATOR TRIM PROBLEM 203
may result in multiple setups on these machines. To avoid multiple setups for orders which are produced in split lots, the material must be staged after the corrugator. This can be difficult and expensive, especially in a plant that uses conveyors for movement and storage.
(h) Stock width changes. There is a cost when a stock width change is made, in addition to the cost of the accompanying knife change. For corrugators that have automatic splicers and process control, this may be only slightly more than the cost of moving stock rolls in and out of inventory. Without automatic splicers, the loss of time and material associated with a stock width change is significant.
(i) Stock availability. At times there may be limited amounts of a particular size of roll in inventory. The availability of roll stock must be considered in solving the corrugator trim problem.
It should be clear from the preceding list that there are a number of trade-offs that must be considered in combining orders for production on a corrugator. A simple example can be used to demonstrate the nature of the trade-offs and the type of information required to make them. Suppose an order for 48,000 lineal feet of 16 2 -inch wide blanks is to be produced. The stock sizes available range from 67 to 87 inches in 2-inch increments. Assume that there are no other orders available that can be combined with this one. The order can be run either 4-out from 67-inch stock rolls or 5-out from 85-inch stock rolls. The question is, which is the most economical way to run the order? The key issue in this case is the trade-off between the value of paper and time on the corrugator. Running the order 5-out requires 9,600 feet of corrugator production and results in 2.5 inches of side trim, whereas running 4-out requires 12,000 feet of corrugator production and results in 1 inch of side trim. The total scrap generated by running 5-out is 2,000 square feet; by running 4-out, the scrap is 1,000 square feet. The determination of which way to run the order rests on a comparison of the value of 1,000 square feet of scrap and the value of the corrugator time required to produce 2,400 lineal feet.
Although the trade-off in this example is straightforward and easy to evaluate, it should be clear that in a multiorder problem the trade-offs can become much more difficult to identify and evaluate. In a multiorder problem there may be a large number of possible ways to combine sizes on the corrugator. These alternative solutions may involve different changes in pattern and stock width, as well as differences in the amount of scrap generated and corrugator time required. What is needed to identify and evaluate the trade-offs in a systematic way is a mathematical statement of the problem that is computationally tractable. It is possible to formulate the problem as an extension of the one-dimensional cutting stock problem (see [7]). However, the resulting model can only be solved heuristically because of the combina- torial nature of the problem. Unfortunately, heuristic procedures for generating solutions have proved inadequate because they have either attempted to generate patterns sequentially and as a result have had trouble with trim loss at the end of the procedure, or they have used linear programming to minimize scrap losses and have performed poorly with regard to pattern changes and order contiguity.
The next section presents an alternative formulation of the problem which is based on observed scheduling practices in modern corrugator plants, where the primary objective is to avoid making only part of an order from a given stock size. This approach overcomes the drawbacks of the heuristic and linear programming-based procedures mentioned above.
4. 0-1 Formulation
Instead of formulating the problem in terms of cutting pattern variables, a much more manageable formulation can be developed by focusing on solution elements. A
This content downloaded from 74.89.154.44 on Sun, 6 Apr 2014 10:25:40 AMAll use subject to JSTOR Terms and Conditions

204 ROBERT W. HAESSLER AND F. BRIAN TALBOT
solution element is a specification of the way in which one or more orders can be completely produced from a single stock size. The four types of solution elements currently being considered are listed below.
(a) Producing one order by itself; for example, cutting three 25-inch width blanks from a 77-inch stock size.
(b) Producing two orders from a single cutting pattern; for example, cutting two 20-inch blanks and two 18-inch blanks from a 77-inch stock size. This can be done only if the quantity requirements are such that both orders are simultaneously completed within the allowable quantity tolerances. The typical practice in the industry is to produce an amount ranging from the order quantity to the order quantity plus 10%.
(c) Producing two orders from two cutting patterns for a single stock size; for example, cutting one 25-inch blank and one 51-inch blank from a 77-inch stock roll until the order for 51-inch blanks is filled and then finishing the order for 25-inch blanks by cutting them three across.
(d) Producing three orders from two cutting patterns of a single stock size; for example, cutting two 25-inch blanks and one 26-inch blank from a 77-inch stock size until the 26-inch order is completed, and then cutting two 25-inch blanks and two 13-inch blanks until these two orders are completed. This again requires a specific relationship among the ordered quantities.
In both the third and the fourth elements, an order is spread over two pattern setups from the same stock size. This, however, is not considered splitting the order because the patterns- are run sequentially.
By using elements of the type listed above, the corrugator trim problem can be formulated as the following 0-1 model:
Min EjC + kSkYk (1)
S.T. Eja,xj = 1 for i= 1, ..., I, (2)
]ju]kx, < AkYk for k = 1,. .., K, (3)
xj = 0 or I yk = 0 or 1, (4)
where I is the number of orders, K is the number of stock sizes, Xj is 1 if element j is used and 0 otherwise (j = 1, .. ., n), Yk is 1 if stock size k is used and 0 otherwise, a, is 1 if order i appears in element j and 0 otherwise, Ujk is the feet of stock size k required by element j, Ak is the feet of stock size k available in inventory, Cj is the total cost of using elementj exclusive of the cost of changing to the required
roll stock size (This figure includes the cost of corrugator time and paper used plus the cost of pattern changes. If any order is not produced at the maximum quantity, this value is scaled to reflect the cost of producing the order at its maximum quantity, which typically is 110% of the quantity ordered. This scaling is needed to avoid selecting elements simply because the order quantities produced are at the lower end of the acceptable range.),
Sk is the cost of loading stock size k on the machine. Is is assumed that if two or more elements use the same stock size, they will be run sequentially so there will be only one setup for each stock size.
The upgrading of orders and the use of optional sizes can be easily handled in this formulation. An order can be included in several elements involving different stock
This content downloaded from 74.89.154.44 on Sun, 6 Apr 2014 10:25:40 AMAll use subject to JSTOR Terms and Conditions

0-1 MODEL FOR CORRUGATOR TRIM PROBLEM 205
sizes and grades of paper. The only requirement is that an order not be included in an element using paper of a lower quality than that specified on the order. An optional item can be handled by setting the cost of the element in which that item is produced by itself to be only the cost of the paper and corrugator time. If that element is in the solution, the optional order is not scheduled. If the optional order is produced with an order in some other element in the solution, it is because there is sufficient cost saving on the other order to overcome the artificially low cost of producing the optional order by itself.
5. Solution Procedure
The corrugator trim problem is solved by first generating the solution elements to be considered and then selecting the subset of elements that minimizes the cost by solving the model formulated in (1) through (4).
The elements of each type to be considered are generated by exhaustive search. Type 1 elements, for example, are generated by calculating the number of times an order size can be cut from a stock size, how many lineal feet of production will be needed, and the associated cost for paper, corrugator time, and slitter changes. In order to limit the size of the 0-1 model only undominated elements are used (one element dominates another if it produces the same orders as some other element but at lower cost). A Type 1 element for an order requiring a blank that is 25 inches wide can be generated for both 77- and 87-inch stock sizes. The element using the 77-inch size will dominate the element using the 87-inch size so long as the cost of the extra 10 inches of side trim is greater than the cost of a stock size change. In addition, elements which do not meet user-specified acceptance criteria, such as maximum amount of side trim or minumum run between slitter changes, are dropped from consideration.
Type 2 and 3 elements are generated by considering all combinations of two orders. Type 4 elements are generated by considering all combinations of three orders. Once again, only undominated orders are used, but now the test for dominance includes checking the cost of appropriate combination of Type 1 elements.
The solution procedure for the 0-1 model is an adaptation of the set-partitioning algorithm introduced by Garfinkel and Nemhauser [2]. Although a number of ap- proaches exist for solving 0-1 integer problems, several factors motivated the use of this particular procedure. Typically, corrugator plants have available only small computer systems. This rules out the adoption of optimizing codes which require large amounts of computer memory or time. Garfinkel and Nemhauser's approach is a list-processing, implicit enumeration technique that has very low memory requirements and has been shown to be a relatively fast method for optimally solving the set- partitioning problem [2], which is a subproblem of (1) through (4). In addition, this approach is attractive because inventory constraints and changeover costs can easily be included without significantly increasing core requirements. Finally, this 0-1 backtracking method yields good feasible solutions very quickly. This characteristic permits the scheduler to terminate program execution prior to reaching optimality with good heuristic solutions inhand if solution time becomes excessive.
The basic approach is to solve the set-partitioning subproblem (1) and (2) using Garfinkel and Nemhauser's six-step algorithm with additional tests included to insure that stock availability (3) is not exceeded and that changeover costs in (1) are considered when appropriate. The discussion which follows uses the notation in [2] for consistency. The six algorithm steps are: I. Initialization; II. List Selection; III. Variable Selection; IV. Backtracking; V. Test for New Solution; and VI. Save New Solution.
During the initialization phase (Step I) the rows in the a matrix are dynamically
This content downloaded from 74.89.154.44 on Sun, 6 Apr 2014 10:25:40 AMAll use subject to JSTOR Terms and Conditions

206 ROBERT W. HAESSLER AND F. BRIAN TALBOT
sorted such that i < e implies Ejap < Ejaej. Dynamically sorted in this case means that the sorting criterion is recalculated m - 1 times, where the above sums are taken each time over only those j where a, = 0 in all rows i that have been renumbered. For example, consider the hypothetical four-row aii matrix below.
Ejai on Pass Number
Row i a, 1 2 3
1 1 101 1 4 2 -
2 0 1 001 2 --
3 101 10 3 3 1 4 1 1 1 1 1 5 3 1
Row Selected 2 1 3 or 4
To dynamically sort the rows in this matrix, the criterion Ejaij is first calculated for each row. These results are shown under pass number 1 above. Row 2, with the smallest sum, is selected first and is relabeled new row 1. On pass 2, the criterion Eja, is recalculated for unlabeled rows 1, 3, and 4 over only those columns j where a, = 0 in all relabeled rows, namely, row 2. Thus, the sums for rows 1, 3, and 4 are taken over columns j = 1, 3, and 4. These sums are shown above as results for pass number 2. Row 1 with the smallest criterion is selected and relabeled as the new row 2. On the third pass, the sums are taken overj = 3 for unlabeled rows 3 and 4 since j = 3 is the only column where a, = 0 for all labeled rows. This results in a tie between rows 3 and 4. Since ties are arbitrarily broken by selecting the smaller row number, the order of the relabeled rows is 2, 1, 3, 4. (In contrast, the single-pass sort recommended in [2] would have resulted in rows being labeled 2, 3, 1, 4, the same result we found in pass number 1.) This dynamic sort procedure appears to be superior to the single-pass sort suggested in [2], although in either case the objective is the same: order the most restrictive constraints so that they will be evaluated first by the implicit enumeration algorithm.
Also during the initialization phase, the variables Xj are assigned to m lists as in [2] so that Xi is in list i if and only if a, = l and afj = 0 for all f < i. Rather than sorting the variables within each list in order of nondecreasing cost Cj, as is suggested in [2], the Xj are sorted in nondecreasing order of a surrogate cost priority index. This sort appears to be effective for the corrugator problem because of the nature of the solution elements. The priority index is set at - 1 for all type 1 elements (elements involving only one order). For all element types involving more than one order, the priority index is calculated as the potential saving obtained by using this element instead of the set of type 1 elements that satisfy the same orders.
Once initialization is completed the algorithm proceeds to choose a list (Step II) from which a variable will be selected. List i is selected as the lowest numbered row i (corresponding to constraint i in (2)) that is currently not satisfied. Building the partial solution (Step III) involves selecting a variable Xj from list i to bring into solution. Variable selection is done on the basis of the nondecreasing cost priority index sort which was accomplished in Step I. Index ties are broken arbitrarily by lowest variable number first. The variable selected is the one with the lowest index which satisfies all constraints. It is at this point that changeover and stock availability constraints are evaluated. In order to test these constraints Akand yk are used, respectively, to indicate the lineal feet of each stock width currently available and whether a given stock width is in the current partial solution. The variable Xj is brought into solution only if Ujk < Ak and the sum of the current partial solution costs plus all the costs of bringing]
This content downloaded from 74.89.154.44 on Sun, 6 Apr 2014 10:25:40 AMAll use subject to JSTOR Terms and Conditions

0-1 MODEL FOR CORRUGATOR TRIM PROBLEM 207
into solution does not exceed the cost of the best (incumbent) heuristic solution generated.
When a variable Xj is brought into the solution, the algorithm tests for a new solution (Step V). If all constraints are satisfied, then at Step VI this new solution becomes the incumbent solution and the procedure goes back to Step IV (backtrack- ing). If any constraints are not satisfied, the procedure returns to Step II to obtain a new list.
If a variable Xi cannot be brought into the solution, then each variable in the same list is tested, in turn, according to the sort criterion, until either a variable is found that can be brought into the solution, or the procedure indicates that there is no variable in the list that satisfies all constraints. In the former case, the variable is brought into solution and the algorithm proceeds to Step V. In the latter case, backtracking (Step IV) takes place.
As indicated above, backtracking (Step IV) is performed either when an improved solution has been found, or it is impossible to find a variable Xj in a particular list to bring into solution. In either case, backtracking has the same purpose and is executed in the same manner. The purpose is to permit the evaluation (enumeration) of alternative combinations of variables to determine if a solution better than the incumbent can be found. Operationally, backtracking simply refers to removing from solution the last variable brought into solution and returning to Step III, where an attempt is made to bring a new variable into solution.
By looping through Steps II through VI in this manner all potential solutions are ultimately evaluated. When an attempt is made to backtrack from the last variable in list 1, the procedure is terminated. At this point the incumbent solution is optimal. The interested reader is referred to [2] for a more extensive description of the six steps of the set partitioning enumeration algorithm. A numerical example is also given there.
6. Example Problem
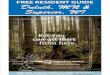
An example problem with 15 orders is presented in Table 1. The width and length refer to the size of the blank required to fill the customer's order. The quantity is the number requested by the customer. An order is within the tolerance criterion if the number scheduled does not exceed the ordered quantity by more than 10%. Given a choice, the quantity scheduled will be the upper limit.
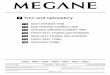
An optimal solution to the example problem is given in Table 2. The solution is presented in terms of the patterns and stock sizes to be used and the lineal feet of corrugated material to be produced for each pattern. The elements were generated and this solution was obtained and verified as being optimal in 0.696 seconds of CPU time on an AMDAHL V/7 computerl using the standard FORTRAN G compiler. The problem had 62 solution elements.
Because the practical usefulness of this technique depends heavily on the computer costs of running the program, it is worth discussing several computational issues. In order to further reduce CPU memory and time requirements, the a,1 matrix is replaced with a matrix of column and row indices indicating the location of unit coefficients. The a, matrix is sparse (density is typically under 15%) with no more than three unit coefficients in each column. This permits the I x n a, matrix to be replaced by a 3 x n matrix. Memory requirements are reduced somewhat by this procedure, but more important is the 75% reduction in CPU time that results from reducing the amount of
Similar problems have been solved in less than one minute on an HP-3000 computer. The times reported are total CPU times which include the reading of raw data, the generation of elements, determining the solution and printing the results. Computer memory requirements are approximately 72K bytes, of which 56K is program and 16K is array storage.
This content downloaded from 74.89.154.44 on Sun, 6 Apr 2014 10:25:40 AMAll use subject to JSTOR Terms and Conditions

208 ROBERT W. HAESSLER AND F. BRIAN TALBOT
TABLE 1
Example Problem
Width in Length in Quantity Order Inches Inches Ordered
A 24.6250 62.250 4,000 B 22.500 66.625 5,000 C 19.4375 54.500 2,000 D 19.1875 57.250 3,500 E 19.9375 63.250 4,000 F 18.0625 47.500 5,000 G 19.9375 47.500 5,000 H 20.5625 55.000 3,600 I 21.6250 48.250 2,400 J 16.8125 83.750 3,000 K 21.6875 55.750 3,000 L 21.5625 63.000 2,000 M 16.5625 49.250 5,000 N 42.000 37.875 750 0 43.3125 59.625 250
Acceptable quantity range is 0 to +.10%. Stock sizes range from 67 to 87 inches in 2-inch increments
with 100,000 lineal feet available for each size. Economic parameters for this problem are: -corrugator value $100/hour -corrugator speed 300 feet per minute -slitter charge $10 -stock charge $5 -paper cost $15/thousand square feet -paper weight 125 pounds/thousand square feet -minimum edge trim 0.375 inches/side.
TABLE 2
Example Problem Solution
Production in Stock Size Pattern* Feet
87 4L 2,890 87 2A and 2F 10,890 85 2N 1,300 85 5J 4,610 85 5M 4,520 83 21 and 2C 5,000 83 2D and 2K 7,670
2D and 10 1,370 83 4H 4,540 81 2E and 2G 10,890 69 3B 10,180
*A pattern designated as 4L means that 4 blanks for order L, each 21.5625 inches wide, are combined across the width of the corrugator.
The optimal value of the objective function is $7, 068, based on Cj values that are scaled for maximum order quantity.
list processing required. Even though the resulting algorithm is fast enough to be run to optimality for most problems, there are occasions when the cost of obtaining the optimal solution simply outweighs the benefit of having it.
To accommodate this situation, the algorithm can easily be programmed with stopping rules based on running time or number of iterations. One method which
This content downloaded from 74.89.154.44 on Sun, 6 Apr 2014 10:25:40 AMAll use subject to JSTOR Terms and Conditions

0-1 MODEL FOR CORRUGATOR TRIM PROBLEM 209
seems to have merit is to terminate program execution when an improved solution is not found within a time period equal to three times the cumulative CPU time needed to obtain the current best solution. We have found that this rule almost always permits the algorithm to find the optimal solution, but without consuming an inordinate amount of time verifying optimality. Had this rule been applied in the example problem, total CPU time would have been 0.219 seconds (it took 0.073 seconds to find the best solution) instead of 0.696 seconds. Further justification for using this rule is based on the observation that for all the problems solved thus far, proving optimality consumes from three to ten times as much CPU time as does simply finding the optimal solution.
7. Summary
The corrugator trim problem involves some difficult trade-offs between linear and fixed costs. Because of this, is appears doubtful that the problem can be formulated and solved in the format of a cutting stock problem. The 0-1 approach presented in this paper leads to a compact formulation which can be solved optimally in a reasonable amount of time. The solution elements used are comparable in complexity to those used by schedulers. One major advantage of this approach over manual solution procedures is its ability to generate multiple elements that contain the same order and then to select the one that gives the best overall result with all economic factors and order requirements considered.
In addition to its obvious use in day-to-day scheduling of the corrugator, the approach defined above can be used to carry out studies that would otherwise be very difficult. One of the most important of these would be an analysis of the impact of the number and choice of stock sizes on total corrugator operating costs. It is well known that raw material inventory is directly related to the number of sizes stocked. By using this model to solve the same problems with varying numbers and combinations of stock sizes, it would be possible to determine the expected increase in corrugator operating costs associated with a reduction in the number of sizes stocked. This could then be compared to the expected reduction in carrying costs and used to define a rational stocking size program for any box plant.2
2The authors thank the referees for providing a number of valuable comments on the first draft of this paper.
References 1. EISEMANN, K., "The Trim Problem," Management Sci., Vol. 3 (1957), pp. 279-284. 2. GARFINKEL, R. S. AND NEMHAUSER, G. L., "The Set-Partitioning Problem: Set Covering with Equality
Constraints," Oper. Res., Vol. 17 (1969), pp. 848-856. 3. GILMORE, P. C., AND GOMORY, R. E., "A Linear Programming Approach to the Cutting Stock
Problem," Oper. Res., Vol. 9 (1961), pp. 848-859. 4. AND , "A Linear Programming Approach to the Cutting-Stock Problem-Part II," Oper.
Res., Vol. 11 (1963), pp. 863-888. 5. AND , "Multistage Cutting Stock Problems of Two and More Dimensions," Oper. Res.,
Vol. 13 (1965), pp. 94-120. 6. AND "The Theory and Computation of Knapsack Functions," Oper. Res., Vol. 15
(1966), pp. 1045-1074. 7. HAESSLER, R. W., "The Corrugator Trim Problem," paper presented at the 1977 Joint National
ORSA/TIMS Meeting in Atlanta. 8. MARLEY, J. L. AND MAHONEY, D., "Can Cutting Trim Waste Cut into Your Profit?" Paperboard
Packaging (October 1963). 9. PAULL, A. E. AND WALTER, J. R., "The Trim Problem-An Application of Linear Programming to the
Manufacture of Newsprint," paper presented at the Annual Econometric Society Meeting, Montreal (September 1954).
10. VAN WORMER, T., "The Trimmer: A Heuristic Solution to the Trim Problem in the Corrugated Container Industry," unpublished Ph.D. dissertion, Carnegie Institute of Technology (1963).
This content downloaded from 74.89.154.44 on Sun, 6 Apr 2014 10:25:40 AMAll use subject to JSTOR Terms and Conditions