Embed Size (px)
Citation preview

Đ án t t nghi pồ ố ệ
BỘ GIÁO DỤC VÀ ĐÀO TẠO
TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘI
NHIỆM VỤ ĐỒ ÁN TỐT NGHIỆP
Họ và tên :
Khoa : Cơ khí
Ngành : Chế tạo máy
Tên đề tài:
Tính toán thiết kế và lập quy trình công nghệ chế tạo hộp giảm tốc chuyên dùng cho
băng tải.
Thông số đầu vào của bài toán:
1 – Công suất hộp giảm tốc: Phộp = 37,5kw
2 – Vận tốc băng tải: V = 1m/s
3 – Đường kính tang: D = 800 mm.
4 – Thời gian phục vụ: 20.103 giờ.
5 – Số ca làm việc: 2 ca.
6 – Tỉ số truyền: i = 20
7 – Bộ truyền ngoài: Đai thang.
Nội dung phần thuyết minh:
1. Tổng quan việc nghiên cứu sử dụng hộp giảm tốc cho băng tải.
2. Tính toán thiết kế hộp giảm tốc có kiểm tra bền toàn bộ chi tiết.
3. Lập quy trình công nghệ chế tạo một số chi tiết điển hình: Bánh răng Z1, Z2,
Z3, Z4 của hộp giảm tốc.
Nội dung phần bản vẽ:
1. Bản vẽ tổng lắp hộp số (1 bản A0).
2. Bản vẽ puly tháo lắp nhanh (1 bản A0).
3. Bản vẽ các nguyên công chế tạo 2 bánh răng, trục (4 bản A0).
GVHD: TS. Lê Thanh S n.ơ Page 1

Đ án t t nghi pồ ố ệ
4. Bản vẽ chế tạo bánh răng, trục bánh răng (4 bản A1).
GVHD: TS. Lê Thanh S n.ơ Page 2
Hà nội, Ngày ... tháng ... năm 2012
Giáo viên hướng dẫn:
TS. Lê Thanh Sơn.

Đ án t t nghi pồ ố ệ
Nhận xét của giáo viên hướng dẫn:
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
GVHD: TS. Lê Thanh S n.ơ Page 3
Hà nội, Ngày ... tháng ... năm 2012
Giáo viên hướng dẫn:

Đ án t t nghi pồ ố ệ
Nhận xét của giáo viên duyệt:
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
GVHD: TS. Lê Thanh S n.ơ Page 4
Hà nội, Ngày ... tháng ... năm 2012
Giáo viên hướng dẫn:

Đ án t t nghi pồ ố ệ
LỜI NÓI ĐẦU
Khi nền kinh tế ngày càng phát triền thì yêu cầu chuyển hàng hóa nguyên, nhiên
vật liệu, thành phẩm và bán thành phầm trong các nhà máy xí nghipej, xưởng sản
xuất ngày càng lứn. Do vậy hệ thống vận chuyển liên tục được sử dụng rộng rãi đáp
ứng yêu cầu vận chuyển trong các cơ sở sản xuất, nâng cao năng suất và là hệ thống
cần thiét để tiến hành tự động hóa trong sản xuất. Có rất nhiều dạng hệ thông vận
chuyển liên tục: Băng tải, gầu tải, xích tải... mà phổ biến nhất là hệ thống băng tải.
Hệ thống băng tải là loại thiết bị được sử dụng để vận chuyển nguyên liệu, vật liệu,
bán thành phẩm, sản phẩm, hàng hóa với mọi khoảng cách theo chiều ngang hoặc
với góc nghiêng không quá lớn (đến 250) tùy theo yêu cầu của người sử dụng.
Trong hệ thống băng tải, hộp giảm tốc là thành phần không thể thiếu,nó truyền
momen xoắn từ động cơ đến băng tải giải quyết được vấn đề truyền tải lớnnhwng tốc
độ chậm, quyết dindhj năng suất vận chuyển của hệ thống vận tải. Chính vì thế, việc
thiết kế, chế tạo hộp giảm tốc cho băng tải là một trong những vấn đè hết sức quan
trọng.
Trước đây trong hệ thống băng tải thì gồm các bộ phận như: Khung băng, con
lăng thường chế tạo trong nước, còn các thành phần như hộp giảm tốc được nhập
khẩu từ các nước có nền công nghiệp phát triển, các nước trong khu vực: Trung
Quốc, Đài Loan, Hàn Quốc, Indonexia, Malaysia, Thái Lan, Singapho... Nhưng với
điều kiện kỹ thuật trong nước ngày nay phát triên, chúng ta có thể chủ động trong
việc chế tạo hộp giảm tốc.
Trong đồ án này, nhiệm vụ của chúng em được giao là: “ Tính toán thiết kế và
lập quy trình công nghệ chế tạo hộp giảm tốc chuyên dùng cho băng tải”. Với thời
gian gần 4 tháng nghiên cứu và tìm hiểu chúng em đã thực hiện được cơ bản nội
dung chính sau đây:
- Tổng quan việc nghiên cứu sử dụng hộp giảm tốc cho băng tải.
GVHD: TS. Lê Thanh S n.ơ Page 5

Đ án t t nghi pồ ố ệ
- Phân tích lựa chọn phương án thiết kế hộp số và việc phân loại các dạng hộp
số cho băng tải.
- Thiết kế hộp số.
- Lập quy trình công nghệ chế tạo một số chi tiết quan trong của hộp giảm tốc.
Trong thời gian làm đồ án chúng em đã rất cố gắng học tập và nghiên cứu, tìm hiểu
về đề tài. Và với sự hướng dẫn cũng như giúp đỡ chỉ bảo tận tình của TS. Lê Thanh
Sơn cùng với các thầy cô trong khoa Bộ môn Gia công vật liệu và dụng cụ công
nghiệp, trường Đại học Bách Khoa Hà Nội, đến nay chúng em đã hoàn thành đồ án
tốt nghiệp và khối công việc được giao đúng hạn.
Tuy nhiên, do thời gian có hạn và kiến thức thực tế còn hạn chế nên đồ án này không
tránh khỏi những thiếu sót nhất định,kính mong nhận được sự đóng góp ý kiến và bổ
sung của thầy giáo hướng dẫn cùng cac thầy cô trong bộ môn cũng như các bạn học
để đồ án chúng em được hoàn thiện hơn.
Chúng em xin cảm ơn!
Hà nội, tháng 6 năm 2012.
Nhóm sinh viên thực hiện:
GVHD: TS. Lê Thanh S n.ơ Page 6

Đ án t t nghi pồ ố ệ
CHƯƠNG I:
TÔNG QUAN VIỆC NGHIÊN CƯU SƯ DỤNG HỘP SỐ CHO
BĂNG TAI
Với mục đích nghiên cứu, thiết kế chế tạo hộp giảm tốc cho băng tải thì trước
hết ta phải đi sâu nghiên cứu tìm hiểu tình hình sản xuất, nhu cầu sử dụng băng tải
và hộp giảm tốc cho băng tải. Từ đó ta có được cái nhìn tổng quan về vai trò và
phạm vi sử dụng của hộp giảm tốc dùng cho băng tải trong thực tế sản xuất. Qua
thực tế đó ta sẽ xây dựng được mục tiêu mà chúng ta quan tâm hay nói cách khác là
các dạng hộp giảm tốc thường được sử dụng, loại nào có ưu điểm với nền công
nghiệp Việt Nam và thế giới.
Đó là cái nhìn tổng quan về các vấn đề cần tìm hiểu và giải quyết trong phạm
vi và nhiệm vụ của đồ án tốt nghiệp. Việc đi sâu giải quyết từng phần cụ thể sẽ cho
ta cái nhìn chi tiết đầy đủ ro ràng hơn.
I.Tinh hinh san xuât trong nươc va trên thê giơi
1. Tinh hinh thê giơi
Ơ các nước phát triển các hệ thống băng tải đã được nghiên cứu kỹ lưỡng và
hoàn thiện công nghệ chế tạo từ lâu, sản phẩm của họ đã đạt được tiêu chuẩn hóa
triệt để và rất đa dạng. Có rất nhiều nhà máy , xí nghiệp sử dụng hệ thống băng tải
trong dây chuyền sản xuất. Sản phẩm của họ có mặt ở hầu hết các nước tiên tiến
cung như các nước đang phát triển.
Trên thế giới có rất nhiều hãng chuyên sản xuất băng tải, hộp số cho băng tải
và các thiết bị đi kèm : Băng tải của IMER group, Martador…Các hãng sản xuất hộp
giảm tốc cho băng tải và động cơ gắn liền hộp giảm tốc nổi tiếng như Fenner, Nord,
Watt, SITI…. Với sản phẩm của họ rất đa dạng và nhiều chủng loại.
GVHD: TS. Lê Thanh S n.ơ Page 7

Đ án t t nghi pồ ố ệ
Tùy theo yêu cầu sử dụng hộp giảm tốc sẽ có năng suất thông thường khoảng
vài tấn/giờ đến hàng trăm tấn/giờ, chiều dài băng tải từ vài mét tới chục kilomet
dùng cho các nghành xây dựng, khai khoáng…
Hộp giảm tốc có nhiều dạng: hộp giảm tốc bánh răng trụ, hộp giảm tốc bánh
răng côn xoắn hay trục vít-bánh vít…một cấp , hai cấp hay nhiều hơn phụ thuôc vào
ty số truyền và công suất.
Hộp giảm tốc có thể đặt ở dưới hay treo trên cao, ở đầu hoặc cuối băng tải.
Hộp giảm tốc đặt dưới có ưu điểm là lắp đặt dê dàng, dê vận chuyển, cứng vững
hơn. Tuy nhiên loại hộp này có hệ thống căng băng trên cao do vậy rất phức tạp, khó
khăn khi cần căng băng mà việc này là yêu cầu thường xuyên khi sử dụng, đồng thời
kích thước lớn dê ẩm ướt làm giảm tuổi thọ.
2.Tinh hinh trong nươc.
Qua khảo sát tại các cơ sở sản xuất như: Công ty gang thep Thái Nguyên , mỏ
than cọc sáu Quảng Ninh, Mỏ sắt Trại Cau, công ty xi măng Bỉm Sơn và hầu hết các
nhà máy vật liệu xây dựng xí nghiệp được xây dựng trong thập ky 70-90 cho thấy
hiện nay đang tồn tại và hoạt động các loại băng tải phổ biến sau:
GVHD: TS. Lê Thanh S n.ơ Page 8

Đ án t t nghi pồ ố ệ
Do tính phổ biến của các loại băng tải trên thì các nhà máy cơ khí trong nước
cũng từng bước nâng cấp và hiện đại hóa thiết bị để tiến tới nội địa hóa các thành
phần của hệ thống dẫn động băng tải. Như sản phẩm động cơ của công ty Việt-
Hưng công ty chế tạo điện cơ, hộp giảm tốc và động cơ liền hộp giảm tốc của công
ty cơ khí duyên hải.
Các thông số kỹ thuật của hộp giảm tốc và động cơ liền hộp giảm tốc do công
ty cơ khí Duyên hải sản xuất:
GVHD: TS. Lê Thanh S n.ơ Page 9

Đ án t t nghi pồ ố ệ
GVHD: TS. Lê Thanh S n.ơ Page 10

Đ án t t nghi pồ ố ệ
Qua chương này với những tìm hiểu phân tích ở trên cho ta thấy có rất nhiều
hộp giảm tốc dùng cho băng tải được sử dụng trong các cơ sở sản xuất công nghiệp.
Nhưng việc sử dụng không thống nhất kể cả trong môi nhà máy xí nghiệp. Để thuận
tiện trong công tác quản lý sử dụng sửa chữa thiết kế chế tạo ta cần phân loại chúng.
Vấn đề này sẽ được nghiên cứu ở các chương sau.
GVHD: TS. Lê Thanh S n.ơ Page 11

Đ án t t nghi pồ ố ệ
Chương II.
TÍNH TOÁN THIẾT KẾ HỘP GIẢM TỐC.
Thông số:Công suất hộp giảm tốc: Phộp = 37,5kw
Vận tốc băng tải: V = 1m/s
Đường kính tang: D = 800 mm.
<A> CHỌN ĐỘNG CƠ ĐIỆN VÀ PHÂN PHỐI TỶ SỐ TRUYỀN
I. CHỌN ĐỘNG CƠ
I. Tỉ số truyền chung cho cả hệ thống. Xác định vận tốc đồng bộ của động cơ. Tỉ số truyền sơ bộ của hệ:
uhsb = uh
* uđ
Trong đó: uh là tỉ số truyền của hộp giảm tốc. uđ là tỉ số truyền đai (Bộ truyền ngoài)
Theo bảng 2.4[1] chọn uđ = 2,3; uh = 8…40 = 20.Vậy uh
sb = 20 . 2,5 = 50 Số vòng quay của trục băng tải: nlv.
v/ph
Số vòng quay sơ bộ của trục động cơ: nđc.nsb= nlv
* uhsb = 28,65 * 50 = 1432,5 v/ph
Với nđcsb = 1432,5 v/ph , công suất của hộp Nh = 37,5 kW.
Theo bảng P1.3 [1], chọn động cơ 4A200M4Y3 có:Công suất: Pđc = 37 kW.Vận tốc quay: nđc = 1475 v/ph
GVHD: TS. Lê Thanh S n.ơ Page 12

Đ án t t nghi pồ ố ệ
II. Phân phối tỉ số truyền cho các bộ phận thành phần. Tỉ số truyền chung cho cả hệ thống:
Chọn uđ
= 2,5 => uh
=51,48/2,5 = 20,6
Phân phối tỉ số truyền cho các bộ phận thành phần:uh = u1 * u2.
u1 là tỉ số truyền cấp nhanh.u2 là tỉ số truyền cấp chậm.Tra bảng 3.1 [1]
Với :uh = 20,6Chọn u1 = 5,69
u2 = 3,51
Tính lại uđai = =
=2,57
=> tính được số vòng quay các trục.
- Trục I n1 = =
= 1475 (v/p).
- Trục II n2 = =
= 259,22 (v/p).
- Trục III n3 = =
= 73,84 (v/p).
GVHD: TS. Lê Thanh S n.ơ Page 13

Đ án t t nghi pồ ố ệ
III. Tính công suất P, mômen xoắn T, số vòng quay n của các trục:o Trục III
với =0,995 = 1
o Trục II
với =0,995 = 0,97
o Trục I với =0,995 = 0,97
o Trục động cơ:Pđc = 37 kW.nđc = 1475 v/ph.
o Trục công tác:Pct = 37,5 kW.nct = 28,65 v/ph.
GVHD: TS. Lê Thanh S n.ơ Page 14

Đ án t t nghi pồ ố ệ
Bang 1: Thông số chung của hộp giam tốc:
Động cơ I II III Công tác
Tỉ số truyềnu
uđ=2,5 ubr=5,69 ubr = 3,51 uk=1
Công suấtP (KW)
37 40,46 39,05 37,69 37,5
Số vòng quayn (v/ph)
1475 1475 259,22 73,84 28,74
Mômen xoắnT (N.mm)
239,56. 103 261,9.103 1438,6.103 4074.103 12500.103
GVHD: TS. Lê Thanh S n.ơ Page 15

Đ án t t nghi pồ ố ệ
<B> THIẾT KẾ BỘ TRUYỀN ĐỘNG BÁNH RĂNG
Với các số liệu đầu vào là P1=40,46(kW) n1=426,1 (v/p)
Tỉ số truyền uh = 20,007thời gian làm việc Th = 20.103 giờ
1. Chọn vật liệu làm bánh răng (theo [2])
Vật liệu làm bánh răng là vật liệu phải bền tránh hiện tượng tróc mỏi ,hiện tượng dính răng và đảm bảo độ bền uốn trong quá trình làm việc do đó vật liệu thường làm bánh răng là thép có chế độ nhiệt luyện hợp lí.
Căn cứ vào bảng 6.1[1] ta chọn vật liệu làm răng như sau Bánh nhỏ ta chọn vật liệu là C45 thường hóa sau khi gia công và có các thông
số kỹ thuật sau: độ cứng HRC = 56 – 62.
kích thước S 100(mm)
Theo thiết kế và dữ liệu đầu vào ta chọn thép có độ cứng cao nhất 62HRC = 650 HB
Bánh răng lớn ta cũng chọn vật liệu thép C45. Thường hóa sau khi gia công và có các thông số kỹ thuật sau: Độ cứng HRC 55 – 57. Theo thiết kế và dữ liệu đầu vào ta chọn thép có
độ cứng cao nhất là 56HRC = 578HB.
GVHD: TS. Lê Thanh S n.ơ Page 16

Đ án t t nghi pồ ố ệ
2. Xác định ứng suất tiếp xúc và ứng suất uốn cho phép
a) Ưng suât tiêp xúc cho phép của bánh răng [δH]Theo 6.1[1]
Trong đó : : là hệ số an toàn :là hệ số xét đến độ nhám bề mặt răng làm việc :là hệ số xét đén vận tốc vòng :là hệ số xét đến ảnh hưởng kích thước của bánh răng :giới hạn bền mỏi tiếp xúc của bề mặt răng
trong tính toán thiết kế sơ bộ lấy =1Vậy
Theo bảng 6.2[1]
:là hệ số an toàn ta chọn =1,1
:hệ số ảnh hưởng của chu kỳ làm việc Theo 6.3[1]
Trong đó (theo 6.5[1] là số chu kì cơ sở)
:là số chu kì thay đổi ứng suất tương đương của bánh răng theo đề tài với bánh
răng
GVHD: TS. Lê Thanh S n.ơ Page 17

Đ án t t nghi pồ ố ệ
Từ 6.7[1]
:là mômen xoắn:số vòng quay (ở đây là số vòng quay trên trục I):tổng số giờ làm việc
C:số lần ăn khớp trong 1 vòng quay lấy C=1
( )Nhận xét:
Khi tính lấy Ứng suất tiếp xúc cho phép
Bánh răng nhỏ :
Bánh răng lớn :
Theo 6.12[1] với cấp nhanh sử dụng bánh răng nghiêng
b)Ưng suât uốn cho phép
Theo 6.2[1]
Trong đó: :là giới hạn bền mỏi uốn chu kỳ chịu tải NEF :hệ số an toàn khi tính về uốn =1,75 (do bề mặt răng thường hóa) :hệ số xét đến độ nhạy của vật liệu đối với tập trung ưng suất trong đó
m – môđun tính bằng (m) =1 hệ số xét đến độ nhám mặt lượn chân răng
GVHD: TS. Lê Thanh S n.ơ Page 18

Đ án t t nghi pồ ố ệ
:hệ số kể đến ảnh hưởng của kích thước bánh răng đến độ bền uốn
:hệ số ảnh hưởng khi đặt tải =1
Trong tính toán sơ bộ lấy =1Theo 6.2[1]
Các giới hạn bền mỏi tính về uốn của các bánh răng như sau :
: là hệ số chu kỳ làm việc của bánh răng xác định theo công thức
Mà chu kỳ cơ sở =4. xác định cho mọi loại thép
Trong đó : C=1 là số lần ăn khớp trong 1 vòng quay :là mômen xoắn ở chế độ I của bánh răng đang xét :số vòng quay (ở đây là số vòng quay trên trục II)
:tổng số giờ làm việc
mF: bậc của đường cong mỏi mF=6 Bánh răng lớn trên trục II có
=60.1.85,4.20.103 =102,48.
=102,48. >> =4.
= =1 ( = )
Từ
GVHD: TS. Lê Thanh S n.ơ Page 19

Đ án t t nghi pồ ố ệ
TÍNH CẶP BÁNH RĂNG CẤP NHANH3)Xác định các thông số của bộ truyền bánh răng trụ răng nghiêng. (cặp bánh răng I)
a) Xác định khoảng cách trục Theo 6.15[1] ta có
Trong đó =43 theo bảng 6.5[1] moomen trên bánh chủ động trục I.
(theo bảng 6.6[1])
là chiều rộng vành răng
:hệ số chiều rộng răng
=5,69 ty số truyền của cặp bánh răng đang xét
: là hệ số kẻ đến sự phân bố không đều trên chiều rộng vành răng khi
tính về tiếp xúc theo 6.16[1] Vì bánh răng ăn khớp ngoài
Theo bảng 6.7[1] ứng với =1,06 thì (ứng với sơ đồ 3)
Do vậy :
Chọn =200 mm Chiều rộng vành răng là
(mm)
GVHD: TS. Lê Thanh S n.ơ Page 20

Đ án t t nghi pồ ố ệ
4)Xác định thông số ăn khớp- Xác định mô đun
Theo 6.17[1]
Với giá trị đó của m ta chọn m=3 để tính toán- Chọn sơ bộ β = 150.- Tính số răng theo 6.31[1]
Bánh trụ răng nghiêng.Chọn =19 răng- Tính số răng
Ta có = 19.5,69= 108,1 răngChọn = 109 răng
Ty số truyền thực tế là =
cosβ = = 0,96
β = 16,260
5. Kiểm nghiệma. về độ bền tiêp xúcứng suất tiếp xúc trên bề mặt răng của bộ truyền thỏa mãn dk sau:
Theo 6.33[1]
Trong đó : hệ số kể đến cơ tính vật liệu của các bánh răng ăn khớp ,trị số của tra
bảng 6.5[1] ta được =274
hệ số ảnh hưởng kể đến hình dạng bề mặt tiếp xúc
ZH =
:góc nghiêng của răng trên hình trụ cơ sởTheo bảng 6.35 [TL1] :
GVHD: TS. Lê Thanh S n.ơ Page 21

Đ án t t nghi pồ ố ệ
= cosvới :
= = arctg = arctg = 20,76o
= cos . = cos(20,76o).tg(16,260) = 0,27
= 15,250
Suy ra :
ZH = = 1,56
hệ số kể đến sự trùng khớp của bánh răng
Vì = 1,78.
theo 6.36a[1]
Theo 6.38b[1]
Ta có
= =1,61
Tính hệ số tải trọng khi tính về tiếp xúc (theo 6.39[1])
Do (6.40[1])
Với Đường kính vòng lăn bánh nhỏ :
= = 59,79 (mm)
GVHD: TS. Lê Thanh S n.ơ Page 22

Đ án t t nghi pồ ố ệ
Theo bảng 6.13[1] có cấp chính xác động học là 9Theo bảng 6.14[1] có =1,13; =1,05 (tính ở trên)
(theo 6.41[1])
Trong đó (6.42[1])
Theo bảng 6.15[1] ta có =0,002 ; =73
Vậy :
Suy ra
Thay số liệu vào công thức 6.33[1] ta được :
Để chính xác hơn ta tính lại ứng suất tiếp xúc cho phép theo công thức :
Với v= 1,8(m/s) => =1 {vì v<5(m/s)}
Cấp chính xác động học là 9 chọn cấp chính xác là 9 khi gia công đạt độ nhám
do đó với d<700(mm) =>
Suy ra :
Cặp bánh răng đam bao về yêu cầu tiêp xúc
GVHD: TS. Lê Thanh S n.ơ Page 23

Đ án t t nghi pồ ố ệ
b. Kiểm nghiệm răng về độ bền uốnTheo ct 6.43 [TL1] ta có :Ứng suất uốn tại chân răng :
= 2.T1.KF.
Trong đó :KF : Hệ số tải trọng tính theo độ bền uốn
: Hệ số trùng khớp : Hệ số kể đến độ nghiêng của răng : Hệ số dạng răng
Theo bảng 6.7 [TL1] : = 1,27
Theo bảng 6.14 [TL1] và với v = 1,8 m/s < 5 m/s, với cấp chính xác 9 ta có : = 1,40
Theo ct 6.47 [TL1] : Cường độ tải trọng động :
= .go.v.
= 0,006 (Hệ số kể đến sai lệch ăn khớp - Bảng 6.15 [TL1])go = 73 (Hệ số kể đến sai lệch bước răng - Bảng 6.16 [TL1])
Suy ra :
= 0,006.73.1,8. = 4,67 N/mm
- Hệ số tải trọng động khi tính theo độ bền uốn :
= 1 +
= 1 + = 1,008
Do đó :Hệ số :
= = 1,27.1,40.1,008 = 1,982
- Với = 1,42 = = = 0,612
- Với = 16,260 = 1 - = 0,884
- Số răng tương đương :
Zv1 = = = 21,5 =22 (răng)
GVHD: TS. Lê Thanh S n.ơ Page 24

Đ án t t nghi pồ ố ệ
Zv2 = = = 123,2 =125(răng)
Theo bảng 6.18 [TL1] ta có : Các hệ số dạng răng :
Với m = 3 , Hệ số kể đến độ nhạy của vật liệu với sự tập trung ứngsuất : = 1,08 - 0,0695.ln(m) = 1,032 với mođun m=2
YR : Hệ số xét đến độ nhám mặt lượn chân răng YR = 1KxF = 1 (Hệ số ảnh hưởng kích thước bánh răng với da < 400 mm)
Do đó theo ct 6.2 [TL1] và ct 6.2a [TL1] = 688,6.1.1,032.1 = 710,63 (MPa)
= 594,5.1.1,032.1 = 613,52 (MPa)
Thay , vào công thức 6.43 [TL1] ta được :
= 2.T1.KF.
= 2. 573,24.103.1,982.0,612.0,884.3,9. = 431,55 (MPa)
= . = 431,55. = 398,36 (MPa)
Thoả mãn điều kiện bền uốn
GVHD: TS. Lê Thanh S n.ơ Page 25

Đ án t t nghi pồ ố ệ
Từ tính toán ở trên ta tổng kết các thông số của bộ truyền cấp nhanh như sau
Tên gọi Kí hiệu Kích thước Đơn vịKhoảng cách trục = 200 mmModun pháp m m = 3 mmChiều rộng vành răng = 60 mmTy số truyền ut ut = 5,7 mmGóc nghiêng của răng = 16,260 Độ
Số răng bánh răng ZZ1 = 19Z2 = 109
Răng
Đường kính chia dmmmm
Đường kính đỉnh răng dammmm
Đường kính đáy răng dfmmmm
Đường kính vòng lăn dwmmmm
GVHD: TS. Lê Thanh S n.ơ Page 26

Đ án t t nghi pồ ố ệ
THIẾT KẾ CẶP BÁNH RĂNG TRỤ RĂNG NGHIÊNG CẤP CHẬM
Các thông số đầu vào:
1. Chọn vật liệu Tương tự cặp bánh răng bộ truyền cấp nhanh.2. Xác định ứng suât tiêp xúc va ứng suât uốn cho phép
Theo tính toán ở trên
3. Xác định các thông số của bộ truyền bánh răng trụ a. Xác định khoảng cách trục
Theo 6.15[1] ta có
Trong đó =43 theo bảng 6.5[1] moomen trên bánh chủ động trục I.
(theo bảng 6.6[1])
là chiều rộng vành răng
:hệ số chiều rộng răng
=3,51 ty số truyền của cặp bánh răng đang xét
: là hệ số kể đến sự phân bố không đều trên chiều rộng vành răng khi
tính về tiếp xúc
GVHD: TS. Lê Thanh S n.ơ Page 27

Đ án t t nghi pồ ố ệ
theo 6.16[1] Vì bánh răng ăn khớp ngoài
Theo bảng 6.7[1] ứng với =0,72 thì (ứng với sơ đồ 3)
Do vậy :
Chọn =270 mm Chiều rộng vành răng là
(mm)
4. Xác định thông số ăn khớp-xác định mô đunTheo 6.17[1] Với giá trị đó của m ta chọn m= 5 để tính toán
- Chọn sơ bộ β = 200.- Tính số răng theo 6.31[1]
Bánh trụ răng nghiêng.Chọn =23răng-tính số răng Ta có = 23.3,51= 80,73 răngChọn = 81 răng
Ty số truyền thực tế là =
cosβ = = 0,963
β = 15,60 5. Kiểm nghiệm
a)về độ bền tiêp xúcứng suất tiếp xúc trên bề mặt răng của bộ truyền thỏa mãn dk sau:
GVHD: TS. Lê Thanh S n.ơ Page 28

Đ án t t nghi pồ ố ệ
Theo 6.33[1]
Trong đó : hệ số kể đến cơ tính vật liệu của các bánh răng ăn khớp ,trị số của tra
bảng 6.5[1] ta được =274
hệ số ảnh hưởng kể đến hình dạng bề mặt tiếp xúc
ZH =
:góc nghiêng của răng trên hình trụ cơ sởTheo bảng 6.35 [TL1] :
= cosvới :
= = arctg = arctg = 20,7o
= cos . = cos(20,7o).tg(15,60) = 0,26
= 14,640
Suy ra :
ZH = = 1,54
hệ số kể đến sự trùng khớp của bánh răng
Vì = 1,38.
theo 6.36a[1]
Theo 6.38b[1]
Ta có
= =1,63
GVHD: TS. Lê Thanh S n.ơ Page 29

Đ án t t nghi pồ ố ệ
Tính hệ số tải trọng khi tính về tiếp xúc (theo 6.39[1])
Do (6.40[1])
Với
Chọn dw2
= 120 mm.
Theo bảng 6.13[1] có cấp chính xác động học là 9Theo bảng 6.14[1] có =1,13; =1,05 (tính ở trên)
(theo 6.41[1])
Trong đó (6.42[1])
Theo bảng 6.15[1] ta có =0,002 ; =73
Vậy :
Suy ra
Thay số liệu vào công thức 6.33[1] ta được :
GVHD: TS. Lê Thanh S n.ơ Page 30

Đ án t t nghi pồ ố ệ
Để chính xác hơn ta tính lại ứng suất tiếp xúc cho phép theo công thức :
Với v= 0,31(m/s) => =1 {vì v<5(m/s)}
Cấp chính xác động học là 9 chọn cấp chính xác là 9 khi gia công đạt độ nhám
do đó với d<700(mm) =>
Suy ra :
Cặp bánh răng đam bao về yêu cầu tiêp xúc
b)về độ bền uốncặp bánh răng đảm bảo độ bền uốn khi theo công thức 6.43 và 6.44[1] ta có
(*) và (**)
Trong đó : : là moomen trên bánh chủ động (Nmm)
=3697,1.103 (Nmm)
hệ số kể đến sự trùng khớp của bánh răng
:là hệ số kể đến độ nghiêng của răng
Với = 15,60 = 1 - = 0,88
, : hệ số dạng răng của bánh răng 1 và 2 nó phụ thuộc vào số răng tương
đương
Số răng tương đương :
GVHD: TS. Lê Thanh S n.ơ Page 31

Đ án t t nghi pồ ố ệ
Zv3 = = = 25,7 =26 (răng)
Zv4 = = = 90,65 =91(răng)
Theo bảng 6.18 [TL1] ta có : Các hệ số dạng răng :
:hệ số tải trọng khi tính về uốn
Với
- : hệ số kể đến sự phân bố không đều tải trọng trên chiều rộng vành
răng khi tính về uốn theo bảng 6.7[1] ta có :
=1,17 với (sơ đồ 3)
- :là hệ số kể đến sự phân bố không đều tải trọng cho các đôi răng đồng
thời ăn khớp khi tính về uốn theo bảng 6.14[1] ta có =1,25 với cấp chính
xác là 9 và v=0,31(m/s)
- : hệ số kể đến tải trọng động xuất hiện trong vùng ăn khớp khi tính về
uốn
Theo 6.46[1] ta có
Trong đó : (6.47[1])
Theo bảng 6.15 và 6.16 ta có =0,06 ; =73 (vì v=1,8 < 5m/s)
Thay số vào ta được
Vậy =1,25.1,17.1,01=1,48
Thay các giá trị vừa tính vào công thức(*)&(**) ta có :
GVHD: TS. Lê Thanh S n.ơ Page 32

Đ án t t nghi pồ ố ệ
Và
Sau khi tính toán ta có:
Từ bảng ta kết luận đáp ứng đủ yêu cầu về độ bền uốn
Từ tính toán ở trên ta tổng kết các thông số của bộ truyền cấp nhanh như sau
Tên gọi Kí hiệu Kích thước Đơn vịKhoảng cách trục = 270 mmModun pháp m m = 5 mmChiều rộng vành răng = 81 mmTy số truyền ut ut = 3,53 mmGóc nghiêng của răng = 15,60 Độ
Số răng bánh răng ZZ3 = 23Z4 = 81
Răng
Đường kính chia dmmmm
Đường kính đỉnh răng dammmm
Đường kính đáy răng dfmmmm
GVHD: TS. Lê Thanh S n.ơ Page 33

Đ án t t nghi pồ ố ệ
<C> THIẾT KẾ BỘ TRUYỀN ĐAI
1. CHỌN THIẾT KẾ BỘ TRUYỀN ĐAI1.1. Các thông số
o Công suất cần truyền Pdc=37(kw)n= 1475 (v/p)
Theo hình 4.1 [1] chọn tiết diện dai Ƃo Đường kính kích thước của bánh đai nhỏ là:
Theo bảng 4.13 chọn đường kính bánh đai nhỏ (140-280)Chọn đường kính theo tiêu chuẩn d1=200(mm)
- Vận tốc bánh đai nhỏ
V bánh đai nhỏ=
o Đường kính bánh đai lớn:
là hệ số trượt (0,01 0,02) là ty số truyền
Theo bảng 4.21 [1] ta lấy trị số tiêu chuẩn của d2=500(mm)Ty số truyền thực tế
Sai lệch ty số truyền
Nhận xét: => ĐẠT YÊU CẦU
1.2. Khoảng cách trụcTheo bảng 4.14 [1]
Lấy =500(mm)
1.3. Chọn chiều dài đai Theo 4.4[1] chiều dài đai được xác định
=
GVHD: TS. Lê Thanh S n.ơ Page 34

Đ án t t nghi pồ ố ệ
Chọn L = 2240 mm.
i=
Tính lại khoảng cách trục theo chiều dài tiêu chuẩn L = 2240 mm.
Lấy a = 550 mm.I.4 Tính góc Ôm α1
Theo bảng 4.7[1]
=
=
Vậy với =550 (mm) thỏa mãn yêu cầuI.5 Xác định số đai z:
Theo công thức 4.16:z = PlKđ/([P0]CαClCuCz)
- Theo bảng 4.7, Kđ = 1,25.- Với α1 = 1500, Cα =0,92 (bảng 4,15).- Theo bảng 4.16, Cl = 1.- Theo bảng 4.17: u = 2,5 => Cu = 1,13.- Theo bảng 4.19: [P0] = 4.- Pđc/[P0] = 37/4 = 9,25. Theo bảng 4.18 => Cz = 0,85
z = 37,5.1,25/(11,53.0,92.1.1,13.0,85)= 4.05
Lấy z = 4 đai.I.6 Xác định chiều rộng bánh đai:
Theo 4.17 và bảng 4.21: B = ( z – 1)t + 2e = ( 4 – 1)19 + 2.12,5 = 82 mm.
Đường kính ngoài của bánh đai: Theo 4.18: da = d1 + 2.h0 = 200 + 2.4,2 = 208,4 mm.
GVHD: TS. Lê Thanh S n.ơ Page 35

Đ án t t nghi pồ ố ệ
I.7 Xác định lực căng ban đầu và lực tác dụng lên trụcTheo 4.19[1] ta tính được lực căng ban đầu
F0 = 780PlKđ/(vCαz) + Fv
Fv = qm.v2 = 0,178 . 15,452 = 42,5 F0 =
Lực tác dụng lên trục:Theo 4.21: Fr = 2F0.z.sin(α1/2)
= 2. 685,6.4.sin(150/2)= 5297,9 N.
GVHD: TS. Lê Thanh S n.ơ Page 36

Đ án t t nghi pồ ố ệ
Bảng 2: Bảng thông số bộ truyền đai
Đường kính bánh đai nhỏ
Đường kính bánh đai lớn
Chiều rộng bánh đai lớn B=82(mm)
Chiều dài đai L=2240(mm)
Loại đai Đai thang thường tiết diện ƂChiều dày của đai =4,5mm
Khoảng cách trục
Lực tác dụng lên trục
GVHD: TS. Lê Thanh S n.ơ Page 37

Đ án t t nghi pồ ố ệ
PHẦN III: THIẾT KẾ TRỤC VÀ CHỌN Ô LĂN
1. Chọn vật liệu chê tạo Các trục là thép 12XH3A có ứng suất xoắn cho phép là: []= 18 35(MPA)2. Xác định đường kính sơ bộ:
3
].[2,0 k
k
Td
Trong đó: kT : mômen xoắn N.mm,
[]: ứng suất xoắn cho phép MPA []= 1835 (MPA) lấy trị số nhỏ đối với trục vào của hộp giảm tốc, trị số lớn trục ra theo kết quả:
Chọn
Ơ đây lắp bánh đai lên đầu của trục do đó không cần quan tâm đến đường kính trục động cơ điện.1. Xác định khoang cách giữa các gối đỡ va điểm đặt lực.
Dựa theo đường kính các trục sử dụng bảng 10.2 để chọn chiều rộng ổ lăn 0b chiều rộng ổ lấy theo đường kính sơ bộ của trục trung gian 2d
Xác định chiều dài may ơ, bánh đai, may ơ đĩa xích, may ơ bánh răng trụ: Trục I: lm11 = (1,2 … 1,5).d1 = 1,5.35 = 49 (mm).
Trục II: lm22=(1,2 … 1,5).d2= 1,5.60 = 90 mm
Trục III: lm33=(1,2 … 1,5).d3= 1,5.80 = 120 mm
Xác định chiều dài may ơ của khớp nối đối với trục vòng đàn hồi.
GVHD: TS. Lê Thanh S n.ơ Page 38

Đ án t t nghi pồ ố ệ
Tra bảng 10.3 ta đượcKhoảng cách mặt cạnh của chi tiết quay đến thành trong của hộp hoặc khoảng cách giữa các chi tiết quay 101 k
Khoảng cách từ mặt cạnh ổ đến thành trong của hộp 52 k
Khoảng cách từ mặt cạnh của chi tiết quay đến thành nắp ổ 153 k
Chiều cao nắp ổ và đầu bu lông 18nh
Tra bảng 10.4 với hộp giảm tốc bánh răng trụ 2 cấp hình 10.7
Khoảng cách l trên các trục :
Trục I
lm12=(1,4…2,5)d1= 2,5.35 = 88 mm
l12 = - lc12 = -[0,5.(lm12+ b0 )+k3 +hn ]= -87.5 (mm).
lm13=(1,2…1,4)d1= 1,3.35 = 45.5 mm ; Chọn lm13= 45 m
l13 = 0,5.(lm13+ b01 )+k1 +k2 = 48 (mm).
l11 = 2 l13 = 96 ( mm).
Trục II
lm22=(1,2 … 1,5).d2= 1,5.60 = 90 mm
l22 = 0,5.(lm22+ b02 )+k1 +k2 = 75,5 (mm).
lm32=(1,2 … 1,5).d3= 1,5.80 = 120 mm
l32=0,5.(lm32+ b03 )+k1 +k2 = 94,5 mm
l23 = l11 + l32 + k1 + b02/2 + b03/2 = 235,5 mm
l21 = l23 + l32 = 330 (mm)
Trục III
l32 = 94,5 mm; l31 = 2.l32 = 189 (mm)
lm33=(1,2 … 1,5).d3= 1,5.80 = 120 mm
lc33=0,5.(lm33+bo3) +k3 +hn= 112,5 mm
GVHD: TS. Lê Thanh S n.ơ Page 39

Đ án t t nghi pồ ố ệ
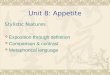
2. Xác định trị số va chiều các lực từ chi tiêt quay tác dụng lên trục
a. Bộ truyền cấp nhanh: bánh răng nghiêng
Lực vòng:
Lực hướng tâm:
Lực dọc trục: = 2629 (N)
b. Bộ truyền cấp chậm: bánh răng nghiêng.
Lực vòng:
Lực hướng tâm:
Lực dọc trục: = 19085 (N)
GVHD: TS. Lê Thanh S n.ơ Page 40
DC
n1
n2
n3
III
II
I
Fdx
Fd
Fdy
Fr1
Ft1
Ft2
Fr2Fr3
Ft3
Ft4
Fr4
Fk
Fa4
Fa3
Fa1
Fa2

Đ án t t nghi pồ ố ệ
c. Lực tác dụng lên bộ truyền đaiFr = 5297,9 N.
vậy Fdy = Fd .cos45o =
Fdx = Fd .sin45o =
4.1. Tính phản lực ở các ổ trục và vẽ biểu đồ mômen trục I
Fyo – Fr1 +Fy1 + Fdy = 0
Fyo = Fr1 - Fdy – Fy1 = 3417 – 3746,18 + 4080 = 3750 N
Fx0 + Ft + Fx1 – Fd = 0
Fx0 = Fdx – Ft – Fx1 = 3746,18 – 9015 - 2911 = – 8180 N
GVHD: TS. Lê Thanh S n.ơ Page 41
Fy0
Fxo
Ft1
Fr1
Fy1
Fx1
Fd
Truc IFdx
Fdy
n- n
m-m
Fa1

Đ án t t nghi pồ ố ệ
Tính mômen uốn ở nhưng tiết diện nguy hiểm:
Xét tiết diện n-n:
Mu n-n =
Mux = – Fdy.l12 = – 3746,18.87,5 = – 327775 Nmm
Muy = – Fdx.l12 = – 3746,18.87,5 = – 32775 Nmm
vậy
Mu n-n =
Xét tại tiết diện m-m:
Mu m-m =
Trong đó :
Muy = – Fx1.(l12-l13)+Fdx.(l12-l13+l11)
= – 2911.39,5 + 3746,18. 135 = 390725Nmm
Mux =
= – 4080.39,5 – 3746,18.135 = -666870 Nmm
Mu m-m = Nmm
Tính đường kính ở hai tiết diện n-n và m-m.
Theo công thức
d
với [б] = 60 MPa tra theo bảng (7-2) trong quyển thiết kế chi tiết máy
với Mtd = với Mx = T = 261.103 Nmm
GVHD: TS. Lê Thanh S n.ơ Page 42

Đ án t t nghi pồ ố ệ
vơi Mu ,Mx là mômen xoắn tại chô mà ta xét
tại tiết diện n-n
Mtd =
dn-n
chọn dn-n = 40 mm
Đường kính trục của tiết diện m-m
Mtd =
dm-m
chọn dm-m = 50 mm
GVHD: TS. Lê Thanh S n.ơ Page 43

Đ án t t nghi pồ ố ệ
Biểu đồ momen trục I:
GVHD: TS. Lê Thanh S n.ơ Page 44
M y
408333,62
M x
747433,96
T
504634,6
769168,52
Ø50
k6
Ø57
H7/
k6
Ø50
D11
/k6
Fy0
Fxo
Fy1
Fx1 Fd
Truc IFdx
Fdy
n- n
573,24.10 3
Ft1
Fr1
Fa1

Đ án t t nghi pồ ố ệ
4.2. Tính phản lực ở các ổ trục và vẽ biểu đồ mômen trục II
Rdy =
Rcy + Rdy – Fr3 + Fr2 = 0
Rcy = Fr3 – Rdy – Fr2 = 25829 – 5653 – 3417 = 16759N
Rdx =
Rdx +Rcx –Ft3 – Ft2 = 0Rcx = Ft3 + Ft2 – Rdx = 68355 + 9015 – 9115 = 68254NTính mômen tổng cộngMu = Tính ở tiết diện e – e :Muy = = = 4249.103 Nmmvậy Muy = 4249.103 NmmMux = Rcy.l22 = 16759.75
GVHD: TS. Lê Thanh S n.ơ Page 45
i-ie-e
n2
Rcy
RcxFt3
Fr3
Ft2
Fr2
Rdy
RdxFa3
Fa2

Đ án t t nghi pồ ố ệ
= 1256.103 NmmMux = 1256.103 Nmmvậy
Mue-e =
Mtd = = 4610.103 N.mm
de-e =
vậy lấy de-e = 90 mmxét tiết diện i-i:Mux = Rdy.(l21 – l23) = 16759.95 = 1592.103 N.mmMux = 1592.103 N.mm
Muy = Rdx.95 +
= .95 + 9015.
= 2402.103 N.mmMuy = 2402.103 N.mmMui-i =
Mtdi-i = = 3138.103 N.mm
di-i
lấy di-i = 80 mm
GVHD: TS. Lê Thanh S n.ơ Page 46

Đ án t t nghi pồ ố ệ
Biểu đồ mo men trục II:
GVHD: TS. Lê Thanh S n.ơ Page 47

Đ án t t nghi pồ ố ệ
GVHD: TS. Lê Thanh S n.ơ Page 48
Muy
Mux
5777,2.10 3
1600,88.10 3
3697,1.10 3
T2
Ø15
0H7/
k6
14652,27.10 3
Ø12
0H7/
k6
Ø10
0k6
Ø10
0D11
/k6
9326,74.10 3
3880,95.10 3
i-ie-e
n 2
R cy
R cxF t3
F r3
F t2
F r2
Rdy
R dxF a3
F a2

Đ án t t nghi pồ ố ệ
4.3. Tính phản lực ở các ổ trục và vẽ biểu đồ mômen Trục III:
RfY = = = 12914 N
Rey –Fr4 + Rfy = 0 Rey = Fr4 – Rfy = 25829 – 12914 = 12914 N
Rfx =
Rex + Rfx – Ft4 = 0 => Rex = Ft4 – Rfx = 68353 – 33995 = 34358 NTính mômen uốn ở tiết diện lớn nhấtMu = với Muy = Rey.l32 = 12914.94 = 1213916 N.mm
Mux = – Rex.l32 + Ft4.dw4/2 = – 34358 . 94 + 68353.500/2 = 13858598 N.mm
Mu = 13911661 Nmm.
Mtd = 14352087 Nmm.
d
vậy chọn d = 135 mm
GVHD: TS. Lê Thanh S n.ơ Page 49
Fa4
Rex
Rey
Rfx
Rfy
n3Fr4
Ft4
Fk

Đ án t t nghi pồ ố ệ
Biểu đồ mômen trục III
GVHD: TS. Lê Thanh S n.ơ Page 50
Fa4
5404504
30701782,55
Ø15
0k6
Ø20
0H7/
k6
Ø15
0D11
/k6
Ø10
0D11
/k6
12524.103
Rex
Rey
Rfx
Rfy
n3Fr4
Ft4
Fk
Muy
Mux
T3

Đ án t t nghi pồ ố ệ
5. Kiểm nghiệm trục về độ bền mỏi
5.1. Tính chính xác trục cho những tiết diện chịu tải lớn có ứng suất tập trung cao với thép 12XH3A có , б-1 = 0,436.бb = 392,4 MPaτ-1 =0,58.б-1 = 0,58.392,4 = 227,6 MPa, theo bảng 10.7Ψб , Ψτ hệ số kể đến ảnh hưởng của trị số ứng suất trung bình đến độ bền mỏiΨб = 0,1 Và Ψτ = 0,05Các trục hộp giảm tốc đều quay → ứng suất uốn thay đổi theo chu kì đối xứngDo đó бaj tính theo công thức (10.22),với бmj = 0.
бaj = бmaxj =
vì trục quay một chiều nên ứng suất xoắn thay đổi theo chu kì mạch động
do đó τmj = τaj = tính theo (10.23)
chọn lắp ghép :các ổ lăn lắp trên trục theo k6,lắp bánh răng ,bánh đai,nối trục theo k6 kết hợp với lắp then.
Tiết diện
Đường kính trục
b h t1 W(mm3) Wo(mm3) бaj τaj
3 40 12x8 5 10793,75 29897,6 35.967 7.16 50 14x9 5,5 13705,75 38661,5 22 38.4628 89 25x14 10 235220,38 566560,23 11.224 1.8559 80 22x14 9 140985,87 332733,47 11.224 1.85513 135 36x20 12 613132,54 1398530,7 40.413 7.266
5.2. Xác định hệ số an toàn ở các tiết diện nguy hiểm của trụcdựa theo kết cấu trục trên các hình đã vẽ và biểu đồ mômen tương ứng ta có thể thấy các tiết diện sau đây là tiết diện nguy hiểm cần được kiểm tra về độ bền mỏi:trên trục I : đó là tiết diện lắp bánh đai (tiết diện 6) ,lắp bánh răng (tiết diện 3) ,tiết diện lắp ổ lăn (tiết diện 4)trên trục II : đó là hai tiết diện lắp bánh răng (8,9)trên truc III : đó là tiết diện lắp bánh răng (13),tiết diện lắp đai(11)5.3. Xác định hệ số Kбdj và Kτdj đối với tiết diện nguy hiểm theo công thức (10.25) và (10.26):Các trục được gia công trên máy tiện,tại các tiết diện nguy hiểm yêu cầu đạt Ra = 2.5…0.63μm,do đó theo 10.8,hệ số tập trung ứng suất do trạng thái bề mặt là Kx = 1.06.
GVHD: TS. Lê Thanh S n.ơ Page 51

Đ án t t nghi pồ ố ệ
Không dùng các phương pháp tăng bền bề mặt,do đó hệ số tăng bền Ky =1 Theo bảng 10.12 khi dùng dao phay ngón ,hệ số tập trung ưng suất tại rãnh then ứng với vật liệu có бb = 900MPa là Kб = 1.76 ,Kτ = 1.54.theo bảng 10.10 tra hệ số kích thước εб và ετ ứng với đường kính của tiết diện nguy hiểm ,từ đó xác định được tỉ sốKб/εб và Kτ/ετ tại rãnh then trên tiết diện này .theo bảng 10.11. ứng với kiểu lắp đã chọn ,бb = 600MPa và đường kính của tiết diện nguy hiểm từ đó tra được tỉ số Kб /εб và tỉ số Kτ/ετ do lắp căng tại tiết diện này,trên cơ sở đó dùng giá trị lớn hơn trong hai giá trị của Kб/εб để tính Kбd và giá trị lớn hơn trong hai giá trị của Kτ/ετ
để tính Kτd kết quả ghi dưới bảng sau:g,xác định hệ số an toàn chỉ xét riêng ứng suất pháp sб theo 10.20và hệ số an toàn chỉ xét riêng ứng suất tiếp sτ theo 10.21cuối cùng tính hệ số an toàn s theo 10.19 ứng với tiết diện nguy hiểm.kết quả cũng được ghi dưới đây:và sử dụng các công thức : Kбdj=(Kб/εб+Kx -1)/Ky (10.25) Kτdj = (Kτ/ετ+Kx – 1)/Ky (10.26)
Sбj = (10.20)
Sτj = (10.21)
Sj = (10.19)
tiết diện
dmm
tỉ số Kб/εб do tỉ số Kτ/ετ doKбd Kτd Sб Sτ SRãnh
thenlắp
căngRãnh then
lắp căng
3 40 2.035 2.06 1.937 1.64 2.12 1.7 3.43 13.03 3.326 50 1.913 2.06 1.73 1.64 2.12 1.7 5.6 2.32 2.148 89 2.436 2.52 2.18 2.03 2.58 2.24 9.034 36.52 8.89 80 2.436 2.52 2.18 2.03 2.58 2.24 9.034 36.52 8.813 135 2.411 2.52 2.479 2.03 2.58 3.539 2.51 5.9 2.31
với [S] -hệ số an toàn cho phép ,thông thường [S] = 1.5…2.5 vậy theo bảng trên cho thấy các tiết diện nguy hiểm đều đảm bảo về độ bền mỏi.
6. Kiểm nghiệm độ bền của then
GVHD: TS. Lê Thanh S n.ơ Page 52

Đ án t t nghi pồ ố ệ
với các tiết diện trục dùng mối ghép then cần tiến hành kiểm nghiệm mối ghép then về độ bền dập theo (9.1) và độ bền cắt theo(9.2). kết quả tính toán như sau,với lt = 1.35*dcác công thức :
(9.1) бd =
(9.2) τc =
d lt bxh t1 T(N.mm) бd(MPa) τc(MPa)3 40 12x8 5 573,24.103 43.56 13.076 50 14x9 5,5 573,24.103 146.8 65.348 90 25x14 10 3697,1.103 51.867 12.9669 80 22x14 9 3697,1.103 51.867 12.96613 135 36x20 12 12524.103 92.5 20.8
Theo bảng 9.5 ,với tải trọng tĩnh [бd] = 150 MPa; [τc] = 60÷90MPavậy tất cả các mối ghép then đều đảm bảo độ bền dập và độ bền cắt.
GVHD: TS. Lê Thanh S n.ơ Page 53

Đ án t t nghi pồ ố ệ
PHẦN IV: TÍNH TOÁN CHỌN Ô LĂN CHO 3 TRỤC4.1. Trục ISơ đồ chọn ổ trục I
Không có tải trọng dọc trục ,chỉ có tải trọng hướng tâm nên ta chọn ổ bi đỡ một dãy cho các gối đỡ của trục IChọn ổ bi đỡ cỡ trung (tra ở bảng P2.7)Các số liêu cho trong bảng sau:
Kí hiệu ổ d D b C Co
308 40 90 23 31,9 21,7Fr10 = 3240,67 NFr11 = 356,68 NTheo bảng 11.3 với Y= 0;
Q = XVFrKtKd Qo = 1.1. 3240,67.1.1 = 3240,67 NQ1 = 1.1. 356,68.1.1.1 = 356,68 N
Qo > Q1 Nên ta chỉ xét ở Qo
L = Lh.60.n.10-6 = 20000.60.573,93.10-6 = 688,7 (triệu vòng)vậy
Cd = Q.β.L1/3 = 3240,67.0,9. 688,71/3 = 2916,6 N << C Thoả mãn tính toán.
kiểm nghiệm tải tĩnhtheo bảng 11.6 ta có hệ số tải trọng hướng tâm Xo = 0.6hệ số tải trọng dọc trục Yo = 0.5vậy Qt = Xo.Fr+Yo.Fa <<Co
Thoả mãn tính toán.4.2. Trục II
Sơ đồ chọn ổ trục II
GVHD: TS. Lê Thanh S n.ơ Page 54
Fr10 Fr11
Fs10 Fs11
Fa11

Đ án t t nghi pồ ố ệ
Không có tải trọng dọc trục ,chỉ có tải trọng hướng tâm nên ta chọn ổ bi đỡ một dãy cho các gối đỡ của trục IIChọn ổ bi đỡ cỡ trung (tra ở bảng P2.7)Các số liêu cho trong bảng sau:
Kí hiệu ổ d D b C Co
316 80 170 39 96,5 71,7Fr0 = 52046,89 NFr1 = 11771,12 NTheo bảng 11.3 với Y= 0;
Q = XVFrKtKd Qo = 1.1. 52046,89.1.1 = 52046,89 NQ1 = 1.1. 11771,12.1.1.1 = 11771,12 N
Qo > Q1 Nên ta chỉ xét ở Qo
L = Lh.60.n.10-6 = 20000.60.573,93.10-6 = 688,7 (triệu vòng)vậy
Cd = Q.β.L1/3 = 52046,89.0,9. 688,71/3 << C Thoả mãn tính toán.
kiểm nghiệm tải tĩnhtheo bảng 11.6 ta có hệ số tải trọng hướng tâm Xo = 0.6hệ số tải trọng dọc trục Yo = 0.5vậy Qt = Xo.Fr+Yo.Fa <<Co
Thoả mãn tính toán.4.3. Trục III
GVHD: TS. Lê Thanh S n.ơ Page 55
Fr20
Fr21Fs2
0
Fs21
Fa21

Đ án t t nghi pồ ố ệ
Sơ đồ chọn ổ trục III
Không có tải trọng dọc trục ,chỉ có tải trọng hướng tâm nên ta chọn ổ bi đỡ một dãy cho các gối đỡ của trục IIIChọn ổ bi đỡ chặn cỡ trung hẹp (tra ở bảng P2.12)Các số liêu cho trong bảng sau:
Kí hiệu ổ d D b C Co
46330 90 320 43 112 101Fr0 = 52046,89 NFr1 = 11771,12 NTheo bảng 11.3 với Y= 0;
Q = XVFrKtKd Qo = 1.1. 52046,89.1.1 = 52046,89 NQ1 = 1.1. 11771,12.1.1.1 = 11771,12 N
Qo > Q1 Nên ta chỉ xét ở Qo
L = Lh.60.n.10-6 = 20000.60.573,93.10-6 = 688,7 (triệu vòng)vậy
Cd = Q.β.L1/3 = 52046,89.0,9. 688,71/3 << C Thoả mãn tính toán.
kiểm nghiệm tải tĩnhtheo bảng 11.6 ta có hệ số tải trọng hướng tâm Xo = 0.6hệ số tải trọng dọc trục Yo = 0.5vậy Qt = Xo.Fr+Yo.Fa <<Co
GVHD: TS. Lê Thanh S n.ơ Page 56
Fr30
Fr31Fs3
0
Fs31
Fa31

Đ án t t nghi pồ ố ệ
PHẦN V: THIẾT KẾ VỎ HỘP GIAM TỐC, BÔI TRƠN VÀ ĐIỀU CHỈNH ĂN KHỚP.
1. Tính kêt câu của vỏ hộp:Chỉ tiêu của vỏ hộp giảm tốc là độ cứng cao và khối lượng nhỏ. Chọn vật liệu đểđúc hộp giảm tốc là gang xám có kí hiệu GX 15-32. Chọn bề mặt ghép nắp và thân đi qua tâm trục .2. Bôi trơn trong hộp giam tốc:Lấy chiều sâu ngâm dầu khoảng 1/4 bán kính của bánh răng cấp chậm3. Dầu bôi trơn hộp giam tốc :Chọn loại dầu là dầu công nghiệp 45.4. Lắp bánh răng lên trục va điều chỉnh sự ăn khơp:Để lắp bánh răng lên trục ta dùng mối ghép then và chọn kiểu lắp là H7/k6 vì nóchịu tải vừa và va đập nhẹ5. Điều chỉnh sự ăn khơp:Để điều chỉnh sự ăn khớp của hộp giảm tốc bánh răng trụ này ta chọn chiều rộngbánh răng nhỏ tăng lên 10 % so với chiều rộng bánh răng lớn.
GVHD: TS. Lê Thanh S n.ơ Page 57

Đ án t t nghi pồ ố ệ
Các kích thươc của các phần tử câu tạo nên hộp giam tốc đúc:
TÊN GỌI BIỂU THỨC TÍNH TOÁNChiều dày: Thân hộp,
Nắp hộp, 1
= 0,03.a + 3 = 0,03.320 + 3 = 9,4 =10(mm)1 = 0,9. = 0,9. 10 = 9 1=9(mm)
Gân tăng cứng: Chiều dày, e Chiều cao, h Độ dốc
e =(0,8 1) = 8 10 chọn e = 10 mmh < 58 chọn h = 50 mmKhoảng 2o
Đường kính: Bulông nền, d1
Bulông cạnh ổ, d2 Bulông ghép bích nắp và thân, d3
Vít ghép lắp ổ, d4
Vít ghép lắp cửa thăm dầu, d5
d1 > 0,04.a+10 = 0,04.320 + 10 =22,8 d1 =M24d2 = ( 0,7 0,8).d1 d2 =M18 d3 = ( 0,8 0,9).d2 d3 = M16 d4 = ( 0,6 0,7).d2 d4 = M10d5 = ( 0,5 0,6).d2 d5 = M8
Mặt bích ghép nắp và thân:Chiều dày bích thân hộp, S3
Chiều dày bích nắp hộp, S4
Bề rộng bích nắp hộp, K3
S3 =(1,4 1,8)d3 , chọn S3 = 20 mmS4 = ( 0,9 1)S3 = 18 mmK3 = K2 – ( 35 ) mm = 41 – 5 = 36 mm
Kích thước gối trục:Đường kính ngoài và tâm lô vít, D3, D2
Bề rộng mặt ghép bulông cạnh ổ: K2
Tâm lô bulông cạnh ổ: E2
k là khoảng cách từ tâm bulông đến mép lôChiều cao h
Định theo kích thước nắp ổ
K2 =E2 + R2 + (35) mm = 30 + 24 + 5 = 59 mm
E2= 1,6.d2 = 1,6 . 18 = 30 mm.R2 = 1,3 . d2 = 1,3. 18 = 24 mmk 1,2.d2 =21m6 k = 22 mmh: phụ thuộc tâm lô bulông và kích thước mặt tựa
Mặt đế hộp: Chiều dày: Khi không có phần lồi S1
Bề rộng mặt đế hộp, K1 và q
S1 = (1,3 1,5) d1 S1 = 24 mm
K1 3.d1 3.16 = 48 mm
q = K1 + 2 = 48 + 2.8 = 64 mm;Khe hở giữa các chi tiết: Giữa bánh răng với thành trong hộpGiữa đỉnh bánh răng lớn với đáy
(1 1,2) = 10 mm
1 (3 5) 1 = 30 mm
GVHD: TS. Lê Thanh S n.ơ Page 58

Đ án t t nghi pồ ố ệ
hộpGiữa mặt bên các bánh răng với nhau.
2 = 8 mm
Số lượng bulông nền Z Z = ( L + B ) / ( 200 300) 1200 / 200 = 6 chọn Z = 6
GVHD: TS. Lê Thanh S n.ơ Page 59

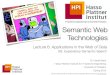
Đ án t t nghi pồ ố ệ
14151617181920212223
24
Ø125H7/k6
Ø125D11/k6
Ø320H7/d11
Ø130H7
Ø150D11/k6
Ø200H7/k6
Ø150k6
Ø215H7/d11
Ø100D11/k6
Ø150H7/k6
Ø100k6
Ø45k6
200±0.09
270
270
825
3132
1
2
34
5
6
7
8 9 10 11 12 13
125
615
Ø45k6
Ø72H7/d11
Ø72H7
Ø45D11/k6
270±0.1
50
m
B?ng thông s? b? truy?n
Ø215H7/d11
GVHD: TS. Lê Thanh S n.ơ Page 60

Đ án t t nghi pồ ố ệ
TRU? NG Ð? I H? C BÁCH KHOA HÀ N? I
GVHD: TS. Lê Thanh S n.ơ Page 61

Đ án t t nghi pồ ố ệ
CHƯƠNG III:QUY TRÌNH CÔNG NGHỆ CHẾ TẠO CÁC
BÁNH RĂNG CỦA HỘP GIAM TỐCTrong hộp số có rất nhiều các chi tiết khác nhau, trong đó quan trọng nhất là
bánh răng và vỏ hộp. Trong khuôn khổ của chương này, chúng em xin trình bày quy trình công nghệ chế tạo các chi tiết quan trọng, đó là bánh răng và vỏ hộp.
Trong hộp số có 4 bánh răng chia làm 2 bộ truyền cấp nhanh và cấp chậm. Môi bộ truyền gồm 1 bánh chủ động và 1 bánh bị động. Dựa vào thông số thiết kế ở trên, ta lập quy trình công nghệ chế tạo các bánh răng này.
I. QUY TRÌNH CÔNG NGHỆ CHẾ TẠO BÁNH RĂNG LIỀN TRỤC Z1=29, m = 3, β = 16,26
GVHD: TS. Lê Thanh S n.ơ Page 62

Đ án t t nghi pồ ố ệ
1. Phân tích chi tiêt va xác định phương pháp chê tạo phôi
Chi tiết trục răng là chi tiết dạng trục. Được sử dụng rộng rãi trong nghành
chế tạo máy.
Trục răng là loại trục, trên đó có bánh răng liền trục, nó có nhiệm vụ truyền
chuyển động quay hoặc truyền mô men xoắn bằng cách ăn khớp với một bánh răng
khác có cùng mô đun với băng liền trục này.
Bề mặt gia công cơ bản cần gia công là bề mặt tròn xoay. Ngoài ra, ta còn
phải gia công bánh răng liền trục bằng phương pháp phù hợp với yêu cầu kỹ thuật
được đề ra.
Trục răng được sử dụng rất rộng rãi, ở đây nó là trục đầu vào ( trục I ) của hộp giảm
tốc vì bánh răng trên trục đầu vào thường nhỏ do mô men xoắn cần truyền nhỏ.
Những bề mặt làm việc của chi tiết:
- Bề mặt răng của bánh răng liền trục.
- Hai đoạn trục có đường kính: dùng lắp ổ lăn.
- Đoạn trục có đường kính : có then, dùng lắp bánh bánh đai để nhận
chuyển động quay từ động cơ thông qua bộ truyền đai.
- Đoạn trục có đường kính: dùng lắp bạc để chặn bánh đai theo phương
chiều trục.
Các kích thước đường kính của các đoạn trục , , cần phải được qui định
dung sai một cách chặt chẽ vì đây là các bề mặt lắp ghép. Ngoài ra, ta còn phải gia
công đạt độ nhám bề mặt theo yêu cầu của chi tiết.
Những điều kiện kỹ thuật cơ bản của chi tiết:
- Kích thước đường kính các cổ lắp ghép yêu cầu cấp chính xác 7 10
Tra phụ lục VIII- [1] trang 302 ta có : T = 35 140 ( m ).
GVHD: TS. Lê Thanh S n.ơ Page 63

Đ án t t nghi pồ ố ệ
- Độ chính xác về hình dáng hình học như độ côn, độ ô van của các cổ trục nằm
trong giới hạn 0,25 0,5 dung sai đường kính cổ trục.
- Bảo đảm dung sai chiều dài môi bậc trục trong khoảng 0,05 0,2 ( mm ).
- Độ đảo cổ trục lắp ghép không quá 0,01 0,03 ( mm ).
- Độ không song song của rãnh then đối với tâm trục không vượt quá 0,01 mm trên
chiều dài.
- Độ nhám của các cổ trục lắp ghép đạt Ra = 1,25 1,16, của các mặt đầu Rz = 40
20, của các bề mặt không lắp ghép Rz = 80 40.
Về tính chất cơ lý của bề mặt trục:
- Đoạn trục có răng đạt độ cứng 45 50 HRC.
- Phần khác đạt độ cứng 230 320 HB.
Chi tiết được chế tạo bằng vật liệu thép C45, có thành phần hoá học như trong
bảng.
B¶ng 1- [ 2 ]
C Si Mn S P Ni Cr
0,4
0,5
0,17
0,37
0,5 0,8 0,045 0,045 0,30 0,30
Khi trục răng được dùng làm trục đầu vào của hộp giảm tốc hoặc trục đầu vào trong hộp tốc độ của máy công cụ thì tải trọng nhỏ, điều kiện làm việc không nặng nên chế tạo bằng thép 45 là phù hợp. Chän ph«i.Nghiªn cøu b¶n vÏ chi tiÕt ta nhËn thÊy: - Chi tiÕt thuéc hä trôc nªn kÕt cÊu ®¬n gi¶n .
- VËt liÖu lµ thÐp 45 cã tÝnh c«ng nghÖ cao, dÔ gia c«ng, dÔ
kiÕm, dÔ chÕ t¹o ph«i.
- KÝch thíc lín nhÊt lµ , kh«ng qu¸ lín.
GVHD: TS. Lê Thanh S n.ơ Page 64

Đ án t t nghi pồ ố ệ
- C¬ tÝnh yªu cÇu ®èi víi chi tiÕt lµ 45 50 HRC ( cho b¸nh r¨ng
) lµ cao nhÊt, cßn c¸c phÇn kh¸c lµ 230 320 HB (c¸c ®o¹n trôc vµ
cæ trôc ) lµ trung b×nh. Kh«ng cã yªu cÇu g× ®Æc biÖt.
C¨n cø vµo c¸c ®iÓm ®· ph©n tÝch ë trªn ta lùa chän ph«i dËp
nãng ®Ó chÕ t¹o chi tiÕt.
Ta dïng ph¬ng ph¸p dËp nãng ®Ó chÕ t¹o ph«i v× cã c¸c u
®iÓm nh sau:
- Ph¬ng ph¸p dËp ph«i phï hîp víi d¹ng s¶n xuÊt hµng khèi.
- T¹o ra ph«i cã h×nh d¹ng gÇn gièng h×nh d¹ng cña chi tiÕt .
- Ph¬ng ph¸p dËp ph«i cho phÐp n©ng cao hÖ sè sö dông kim
lo¹i lªn 25 50%, gi¶m ®é kh«ng ®Òu c¸cbÝt xuèng 2 3 cÊp,
gi¶m lîng d gia c«ng vµ n©ng cao c¬ tÝnh cña chi tiÕt, ®iÒu nµy
cã ý nghÜa rÊt lín ®èi víi nh÷ng bÒ mÆt lµm viÖc cña chi tiÕt nh
b¸nh r¨ng vµ chç l¾p ghÐp.
- Víi chi tiÕt thuéc hä trôc, vËt liÖu lµ thÐp 45 vµ víi c¬ tÝnh yªu
cÇu nh trªn th× ph¬ng ph¸p dËp ph«i lµ thÝch hîp nhÊt.
2. Thiêt kê quy trinh công nghệ gia công chi tiêt.
2.1 Chuẩn định vị va cách gá đặt cho mỗi nguyên công.
Đối với chi tiết dạng trục yêu cầu về độ đồng tâm giữa các cổ trục là rất quan
trọng. Để đảm bảo yêu cầu này, khi gia công trục ta cần phải dùng chuẩn tinh thống
nhất, hoặc gia công trên một lần gá, hoặc gia công một đầu sau đó dùng đầu đã gia
công làm chuẩn tinh để gia công đầu còn lại. Ngoài ra ta có thể dùng chuẩn phối hợp
cả mặt ngoài và lô tâm.
Chọn chuẩn là việc làm rất quan trọng trong quá trình thiế kế công trình công nghệ, chuẩn nhằm xác định vị trí của chi tiết gia công so với quỹ đạo chuyển động của dao. Chuẩn là tập hợp những bề mặt, đường, điểm khác.
GVHD: TS. Lê Thanh S n.ơ Page 65

Đ án t t nghi pồ ố ệ
2. Lập tiên trinh công nghệ gia công- Nguyên công 1: Cưa phôi- Nguyên công 2 : Khỏa mặt đầu và khoan lô tâm một đầu trục.- Nguyên công 3: Tiện thô ϕ47, ϕ45, ϕ42, ϕ40, tiện vát mép.- Nguyên công 4: Tiện thô mặt đầu bánh răng, ϕ47, ϕ 45, ϕ42- Nguyên công 5: Tiện tinh ϕ 57,3 ; ϕ47, ϕ 45.- Nguyên công 6: Tiện tinh các bề mặt ϕ47; ϕ45; ϕ 42,5 ; ϕ 40.- Nguyên công 7: Tiện thô, tinh bề mặt côn.- Nguyên công 8: Phay răng- Nguyên công 9: Phay rãnh then- Nguyên công 10: Nhiệt luyện phần bánh răng đạt độ cứng 40-45 HRC.- Nguyên công 11: Mài cổ trục ϕ45- Nguyên công 12: Mài cổ trục ϕ45 còn lại và cổ trục ϕ422.1.Nguyên công I: Cưa phôi, ϕ = 60(mm), L = 285(mm)
Cưa phôi: sử dụng máy cưa cần theo TCVN. Sử dụng khối V và bulong để gá.
2.2. Nguyên công II: Phay mặt đầu và khoan tâm
*Bước khoả mặt đầu: t=1,3
-Lượng chạy dao S:
Dùng dao phay mặt đầu răng chắp D =100 (mm); Z = 8.
GVHD: TS. Lê Thanh S n.ơ Page 66

Đ án t t nghi pồ ố ệ
Ta bảng X-40[4]: Sz = 0,090,18 (mm).
Vậy: Sv = Sz.Z = 0,18.8 = 1,44 (mm/vg).
Tra bảng 25[2]: nd =125712 (vg/ph).
Vậy Sphtính = Sv.nd =1,44.125 =180 (mm/ph).
Tra trên máy MP73M, Sphb = 20400 (mm/ph) vô cấp.
Vậy ta chọn: Sph = 180 (mm/ph).
-Tra bảng 5-96[7]thì Vb =38 (m/ph).
Tra bảng 5-97[7] thì k=1,15.
Vậy Vtính=38.1,15 = 43,7 (m/ph).
Vậy ntính = dao
tinh
D
V
.
.1000
= 100.14,3
7,43.1000 = 139,17 (v/ph).
Tra trên máy MP73M: nm = 125 (v/ph).
Vậy Vthực = 1000
... mdao nD =
1000
125.100.14,3 = 39,25 (m/ph).
-Thời gian cơ bản:Tra bảng 31[2]: To = nS
LLL
.21
(phỳt).
L=90 + 3,4 =93,4(mm).
L1 = ).( tDt +2 = )3,1100.(3,1 + 2 = 13,32 (mm).
L2 = 2 (mm).
Vậy To = 125.44,1
232,134,93 =0,6 (ph).
* Bước khoan tâm:
Tra bảng X - 31 [4] có Sv = 0.08 0.10 (mm/vg).
Tra bảng 25 – [2] thì Sphbảng = 20 300 (mm/ph)
nd = 238 1125 (vg/ph).
Sph = Sv.nd = 19.04 112.5 9 (mm/ph).
Chọn Sph = 50 (mm/ph) .
GVHD: TS. Lê Thanh S n.ơ Page 67

Đ án t t nghi pồ ố ệ
Tra bảng 5 – 55[7] ứng với Sv = 0.08 cú Vb = 12 25 (m/ph)
Lấy Vtính = 12 (m/ph).
)/(41.9554.14,3
12.1000
.
.1000phv
D
Vn
dao
tinhtinh
Tra trên máy MP73M ; nm = 814.202 (v/ph).
)/(23,101000
202,814.4.14,3
1000
..phm
nDV m
thuc
Thời gian cơ bản: tra bảng 28[2]:
)(.
10 phut
nS
LLT
L = 5 (mm)
1L )(866,1160cot.2
41cot.
20 mmgg
d
Vậy )(105,0202,814.08,0
866,150 phutT
2.3. Nguyên công 3: tiện thô mặt đầu bánh răng và các đoạn trục ϕ47, ϕ45, ϕ42,
ϕ40, tiện vát mép.
*Bước tiện thô mặt đầu bánh răng:
GVHD: TS. Lê Thanh S n.ơ Page 68

Đ án t t nghi pồ ố ệ
t = 1,3 (mm).
Tra bảng X- 5[4]: Sbảng = 0,03 0,40 (mm/vg)
Tra VIII – 6[4]
Với máy 1K62 thì Sngang = 0,035 2,08 (mm/vg).
Vậy Sng = 0,30 (mm/vg).
Tra bảng 5 –29 [7] thì Vb = 135 (m/ph).
Tra bảng 5 – 32 [7] thì k1 = 0,75
Tra bảng 5 – 37 [7] thì k2 = 1,55 (chọn T = 60 phút).
Vtính = Vb.k1.k2 = 135.0,75.1,55 = 156,937 (m/ph).
)/(14,232)3,3212.(14,3
937,156.1000
.
.1000phvg
D
Vn tinh
tinh
Tra trên máy 1K62:
nm = 200(v/ph)
)/(21,1351000
)3,3212.(14,3.200
1000
..phm
DnV m
thuc
Thời gian cơ bản:
Tra bảng 27[2]: )(.
210 phut
nS
LLLT
)(65,522
)30sin.10.2100(3,3212 0
mmL
)(1)(99,0200.30,0
53,265,52
5
3,2145
3,11
0
2
01
phutphutT
L
tgtg
tL
*Bước tiện thô đồng thời các đoạn trục: ,47 ,45 ,42 bằng nhiều dao
Chiều sâu cắt của các dao ở các đoạn trục:
ϕ 47: t = 1,6 (mm).
ϕ 45: t = 1,6 (mm).
GVHD: TS. Lê Thanh S n.ơ Page 69

Đ án t t nghi pồ ố ệ
ϕ 42: t = 1,3 (mm).
Dao cắt đoạn trục ϕ 47 có chế độ cắt lớn nhất vì t lớn nhất và chiều dài đường cắt
lớn nhất, ta xác định chế đọ cắt cho dao này còn các dao khác lấy theo dao cắt đoạn
trục ϕ 47.
Tra bảng X – 2[4]: Sdbảng = 0,8 1,3 (mm/vg).
Tra bảng VIII – 6[4]: Sdmáy = 0,07 4,16 (mm/vg).
Vậy Sd = 1,04 (mm/vg).
Tra bảng 5 – 29[7]: Vb = 95 (m/ph).
Tra bảng 5 – 32[7]: k1= 0,75
Tra bảng 5 – 37[7]: k2 = 1,55 (T = 60).
Vtính = Vb.k1.k2 = 95.0,75.1,55 = 110,437 (m/ph).
)/(64,237148.14,3
437,110.1000
.
.1000phv
D
Vn tinh
tinh
Tra trên máy 1K62 thì nm = 200 (v/ph).
Vậy )/(944,921000
148.14,3.200
1000
..phm
DnV m
thuc
Tính thời gian cơ bản:
Tra bảng 27[2]: )(.
210 phut
nS
LLLT
)(3,0200.04,1
26,1436
)(2
)(6,14410
6,1
45
6,14
)(363
108
0
2
001
1
max
phutT
mmL
mmtgtgtg
t
tg
tL
mmm
LL
2.4. Nguyên công 4:Tiện thô các đoạn trục 47, 45, 42 đồng thời bằng nhiều
dao.
GVHD: TS. Lê Thanh S n.ơ Page 70

Đ án t t nghi pồ ố ệ
*Bước tiện thô các đoạn trục 47, 45 đồng thời bằng nhiều dao.
45: t = 1,3 (mm).
47: t = 1,25 (mm)
dao cắt đoạn trục 90 là dao có chế độ cắt lớn hơn vì có t lớn hơn.
Tra bảng X – 2[4] thì Sdbảng = 0,6 1,2 (mm/vg).
Tra bảng VIII – 6[4] thì Sdmáy = 0,07 4,16 (mm/vg).
Vậy Sd = 1,04 (mm/vg).
Tra bảng 5 – 29[7].
Vb = 93 (m/ph).
Tra bảng 5 – 32[7]: k1 = 0,75.
Tra bảng 5 – 37[7]: k2 = 1,55.
Vtính = Vb.k1.k2 = 93.1,55.0,75 = 108,113 (m/ph).
)./(56,38290.14,3
113.108.1000
.
.1000phv
D
Vn tinh
tinh
Tra trên máy 1K62 có : nm = 400 (v/ph).
)/(04,1131000
90.14,3.400
1000
..phm
DnV m
thuc
Tính thời gian cơ bản:
GVHD: TS. Lê Thanh S n.ơ Page 71

Đ án t t nghi pồ ố ệ
)(18,0400.04,1
3,11262
)(2
)(13,1490
3,1
10
3,14
)(622
124.
0
2
01
1
max
210
phutT
mmL
mmtgtgtg
t
tg
tL
mmn
LL
nS
LLLT
*Bước tiện rãnh:
Tra bảng X- 5[4]: Sbảng = 0,18 0,28(mm/vg).
Tra bảng VIII – 6[4]: Sm = 0,035 2,08(mm/vg).
Vậy Sngang = 0,28(mm/vg).
Tra bảng 5 – 31[7]: Vb = 35 (m/ph).
Tra bảng 5 – 37[7]: k2 = 1,55.
Tra bảng 5 – 38[7]: k3 = 1,05.
Vtính = Vb.k2.k3 = 35.1,55.1,05 = 56,963 (m/ph).
)/(17,151120.14,3
963,56.1000
.
.1000phV
D
Vn tinh
tinh
Trên máy 1k62 nm = 160(v/ph).
)/(3,601000
160.120.14,3
1000
.phm
nDV m
thuc
Tính thời gian cơ bản:
)(55,0
)(2.
1
10
mmL
mmLnS
LLT
Lấy L1 = 5(mm), còn L là chiều sâu rãnh.
Ta có: )(15,0160.28,0
52phutT
2.5. Nguyên công 5: Tiện tinh 57,3, 47; 45
GVHD: TS. Lê Thanh S n.ơ Page 72

Đ án t t nghi pồ ố ệ
*Bước tiện tinh 57,3:
t = 1,55 (mm)
Sd = 1,04 (mm/vg).
Tra bảng 5 – 29[7]: Vb = 95 (mm/ph).
Tra bảng 5 – 32[7]: k1 = 0,75
Tra bảng 5 – 37[7]: k2 = 1,55
Vtính = Vb.k1.k2 = 95.0,75.1,55 = 110,44 (m/ph).
)/(71,351100.14,3
44,110.1000
.
.1000phv
D
Vn tinh
tinh
Trên máy 1K62: nm = 315 (vg/ph).
)/(991000
315.100.14,3
1000
..phm
nDV m
thuc
Tính thời gian cơ bản:
Tra bảng 27[2]:
)(04,0315.04,1
07,310
)(07,3175,0
55,11
)(10.
0
1
10
phutT
mmtg
tL
mmLnS
LLT
*Bước tiện thô đoạn giảm chiều dài lắp bạc chặn:
t = 2.sin450 = 1,41 (mm).
Sd = 1,04 (mm/vg)
Tra bảng 5 – 29[7]: Vb = 100 (m/ph)
Tra bảng 5 – 32[7]: k1 = 0,75
Tra bảng 5 – 57[7]: k2 = 1,55
Vtính= = Vb.k1.k2 = 100.0,75.1,55 = 116,25 (m/ph)
GVHD: TS. Lê Thanh S n.ơ Page 73

Đ án t t nghi pồ ố ệ
)./(5,308120.14,3
25,116.1000
.
.1000phvg
D
Vn tinh
tinh
Tra trên máy 1K62 có : nm = 315 (vg/ph).
)./(692,1181000
120.14,3.315
1000
120.14,3.315
1000
..phm
DnV m
thuc
Tính thời gian cơ bản:
)(13,0315.04,1
2265)(
.0 phutphutnS
LT
*Bước tiện thô mặt ngoài bánh răng:
t = 1,35 (mm)
Sdbảng = 0,8 1,3 (mm/vg).
Tra trên máy 1K62: Sd = 1,04 (mm/vg).
Tra bảng 5 –29[7]; 5 – 32[7]; 5 – 37[7] thì:
Vb = 100(m/ph); k1 = 0,75; k2 = 1,55.
)/(25,11655,1.75,0.100,. 21 phmkkVV btinh
)/(9,171)3,3212.(14,3
25,116.1000
.
.1000phvg
D
Vn tinh
tinh
Tra trên máy1K62 thì nm = 160 (vg/ph)
)/(166,1081000
)3,3212(14,3.160
1000
..phm
DnV m
thuc
Tính thời gian cơ bản:
Tra bảng 27[2]: )(.
210 phut
nS
LLLT
L=59 (mm)
L1 = )(3)(95,2260
65,12
0mmmm
tgtg
t
)(32 mmL
Vậy )(4,0160.04,1
33590 phutT
GVHD: TS. Lê Thanh S n.ơ Page 74

Đ án t t nghi pồ ố ệ
*Bước vát mép cho bánh răng và cho cổ trục 45:
Sd = 1,04 (mm/vg)
nm = 160 (vg/ph)
Tra X-3[4]thời gian cơ bản khi vát mép To= )(.
1 phutnS
YYL
L=2.cos45o =1,41(mm)
)(41,3245
41,12 mm
tgtg
tY
oo
Y1=2(mm)
)(04,0160.04,1
241,341,1phutTo
2.6. Nguyên công 6: Tiện tinh các đoạn 42,5 ; 40
*Bước tiện thô 42,5:
t = 1,3; Sd = 1,04(mm/vg); nm = 400(vg/ph).
Tra bảng 27[2]: )(.
210 phut
nS
LLLT
L1 = 2 (mm); L2 = 2 (mm)
Vậy )(15,0400.04,1
22600 phutT
*Bước tiện thô 47: Giống như ở nguyên công 5.
T = 1,55 (mm)
Sd = 1,04 (mm/vg)
nm = 315 (vg/ph)
T0 = 0,04 (phút).
*Bước tiện rãnh giống như ở nguyên công 4:
Sngang = 0,28 (mm/vg)
nm = 160 (vg/ph)
T0 = 0,15 (phút)
GVHD: TS. Lê Thanh S n.ơ Page 75

Đ án t t nghi pồ ố ệ
*Bước vát mép cho cổ trục 45 và cho bánh răng: Giống như ở nguyên công 4
Sd = 1,04 (mm/vg)
nm = 160 (vg/ph)
To.=0,04(phút).
2.7. Nguyên công 7: Tiện tinh cổ trục 45, mặt ngoài bánh răng
*Tiện tinh cổ trục 45.
t = 0,3 (mm).
Tra bảng X – 4[4] có Sdbảng = 0,11 0,18 (mm/vg).
Tra trên máy 1K62 ta có: Sd = 0,17 (mm/vg).
Tra bảng 5 – 29[7]: Vb = 160 (m/ph).
Tra bảng 5 – 32[7]: k1 = 0,75.
Tra bảng 5 – 37[7]: k2 = 1,55
Vtính = 160.1,55.0,75 = 186 (m/ph).
)/(17,65890.14,3
186.1000
.
.1000phvg
D
Vn tinh
tinh
tra trên máy 1K62 có: nm = 630 (vg/ph).
)/(038,1781000
630.90.14,3
1000
..phm
nDV m
thuc
Tính thời gian cơ bản:
Tra bảng 27[2]:
L = 60(mm)
*Bước tiện tinh mặt ngoài bánh răng
t=0,3(mm)
GVHD: TS. Lê Thanh S n.ơ Page 76

Đ án t t nghi pồ ố ệ
Tra bảng X-4[4]: Sbảng=0,40 0,55(mm/vòng)
Tra trên máy 1K62 thì Sm=0,43(mm/vòng)
Tra bảng 5-29[7]:Vbảng=150(m/ph)
Tra bảng 5-32[7]:k1=0,75
Tra bảng 5-37[7]:k2=1,55
Vtinh=Vb.k1.k2=150.0,75.1,55=174,375(m/ph)
ntính=
Tra trên máy 1K62 thì nm=250(v/ph).
Vậy Vthực=
Tra bảng27[2]:To=
L=59(mm)
L1=
L2=3(mm)
To=
2.8. Nguyên công 8: Phay bánh răng
GVHD: TS. Lê Thanh S n.ơ Page 77

Đ án t t nghi pồ ố ệ
*Phay thô lần 1:
t = 1,4.m = 1,4.10 = 14 (mm)
Tra bảng: X – 65[4]:
Vật liệu gia công thép 45.
Mô đun m = 10.
Máy 5A342 công suất N = 14 kw
Ta tra được SM = 2,6 (mm/vg)
Tra bảng 5 – 198[7]: Vbảng = 25 (m/ph)
Tra bảng 5 – 194[7]: kmv = 0,8.
Tra bảng 5 – 195[7]: ktv = 1; kwv = 1; kv = 1; kv = 1; kiv = 1.
Vtính = Vb. kmv. ktv .kwv .kv .kv .kiv = 25.0,8.1.1.1.1 = 20 (m/ph).
GVHD: TS. Lê Thanh S n.ơ Page 78

Đ án t t nghi pồ ố ệ
Tra trên máy nm = 25 (vg/ph) ta có
Tính thời gian cơ bản T0:
L = 59 (mm)
q = 1 là số đầu mối của dao.
Z là số răng của bánh răng = 19.
*Bước phay thô lần 2:
T = 0,7.m = 0,7 .10 = 7 (mm)
Tra bảng X – 65 [4]: Sm = 2,6 (mm/vg).
Tra bảng 5 – 198[7]: Vb = 25 (m/ph)
Tra bảng 5 – 198[7] Các trị số điều chỉnh là:
kmv = 0,8; ktv = 1; kwv = 1; kv = 1; kv = 1; kiv = 1.
Vtính = 25.0,8 = 20 (m/ph).
Tương tự như bước phay thô lần 1 ta có:
ntính = 28,308 9vg/ph)
nm = 25 (vg/ph) Vthực = 17,663 (m/ph).
T0 = 1,38 (ph).
*Bước phay tinh:
t = 1,5 (mm).
Tra bảng X – 65[4]: Sm = 2 (mm)
Tra bảng 5 – 198[7]: Vb = 18 (m/ph).
Tra bảng 5 – 198[7] các hệ số điều chỉnh là:
kmv = 0,8; ktv = 1; kwv = 1; kv = 1; kv = 1; kiv = 1.
GVHD: TS. Lê Thanh S n.ơ Page 79

Đ án t t nghi pồ ố ệ
Vtính = 18.0,8 =14,4 (m/ph)
Tra trên máy 5A32 có nm = 20 (vg/ph).
Vthực =
Tính thời gian cơ bản T0 = 1,38 (phút).
2.19. Nguyên công 9: Phay rãnh then
Chiều sâu phay tp = 8 (mm)
Chế độ cắt khi phay rãnh then bằng dao phay rãnh then P18
tra theo bảng 5-181[7] như sau:
Đường kính dao phay D = 32 (mm)
Bề rộng rãnh B = 32 (mm)
Phay rãnh chạy dao đi lại nên: Vbảng = 29,8 (m/ph)
Tra bảng 5 – 182[7]: k1 = 1
Tra bảng 5 – 183[7]: k2 = 0,93 (chu kì bền của dao T = 60 ph); k3 = 1.
Tra bảng 288 – 2[7]: k4 =1 (có dung dịch trơn nguội)
GVHD: TS. Lê Thanh S n.ơ Page 80

Đ án t t nghi pồ ố ệ
Vtính = Vb.k1.k2.k3.k4 = 29,8.1.0,93.1.1 = 27,714 (m/ph).
Tra trên máy 6H12 có: nm = 250 (vg/ph).
Ta bảng XXx-42[4]:Lượng chạy dao răng Sz=0,16(mm/răng)
Sv=Sz.Z=0,16.2=0,32(mm/vg)
Sph=Sv.nd=0,32.250=80(mm/ph)
Tính thời gian cơ bản T0:
Tra bảng 27[2]:
L = 107 (mm)
L1 = 2 (mm)
SM = 80 (mm/ph)
2.10. Nhiệt luyện phần bánh răng đạt độ cứng 40-45 HRC
Nhiệt luyện phần răng đạt độ cứng trên trải qua 2 bước là tôi và ram như biểu đồ.
GVHD: TS. Lê Thanh S n.ơ Page 81

Đ án t t nghi pồ ố ệ
2.11. Nguyên công 11: Mai cổ trục 45
Mài thô 45:
Tra bảng X – 92[4] Sngang = 0,005 (mm/vg). Với vật liệu gia công là thép 45 quá trình
mài xấn vào.
Vậy vận tốc đá là Vctb = 30 35 (m/s)
Tốc độ chi tiết: Vctb = 30 50 (m/ph)
)/(9,3343200.14,3
60.35.1000
..
60..1000phvg
D
Vn
d
ddtinh
Tra trên máy 3A130 nđm = 2110 (vg/ph).
)/(08,2260.1000
200.14,3.2110
60.1000
..phm
DnV ddm
dthuc
)/(15,10690.14,3
30.1000
.
.1000phvg
D
Vn
ct
ctbcttinh
Tra trên máy 3A130 nctm = 106 (vg/ph)
)/(95,291000
90.14,3.106
1000
.. phmDn
V ctctmctthuc
GVHD: TS. Lê Thanh S n.ơ Page 82

Đ án t t nghi pồ ố ệ
)(.
.25,10 phutnt
hT
c
= )(24,0106.005,0
1,0.25,1 phut
2.12. Nguyên công 12: Mai các cổ trục 45, 42,5.
*Mài thô 45:
Tra bảng X – 92[4] Sngang = 0,005 (mm/vg). Với vật liệu gia công là thép 45 quá trình
mài xấn vào.
Vậy vận tốc đá là Vctb = 30 35 (m/s)
Tốc độ chi tiết: Vctb = 30 50 (m/ph)
)/(9,3343200.14,3
60.35.1000
..
60..1000phvg
D
Vn
d
ddtinh
Tra trên máy 3A130 nđm = 2110 (vg/ph).
)/(08,2260.1000
200.14,3.2110
60.1000
..phm
DnV ddm
dthuc
)/(15,10690.14,3
30.1000
.
.1000phvg
D
Vn
ct
ctbcttinh
Tra trên máy 3A130 nctm = 106 (vg/ph)
GVHD: TS. Lê Thanh S n.ơ Page 83

Đ án t t nghi pồ ố ệ
)/(95,291000
90.14,3.106
1000
.. phmDn
V ctctmctthuc
)(.
.25,10 phutnt
hT
c
= )(24,0106.005,0
1,0.25,1 phut
*Mài thô 42,5:
Tra bảng X – 92[4] Sngang = 0,005 (mm/vg)
Vđb = 30 35 (m/s)
Vctb = 30 50 (m/ph).
)/(9,3343200.14,3
60.35.1000
.
60..1000phvg
D
Vn
d
ddtinh
Tra trên máy 3A130 nđm = 2110 (vg/ph)
)/(08,2260.1000
200.14,3.2110
60.1000
.. smDn
V ddmdthuc
)/(61,79120.14,3
30.1000
.
.1000phvg
D
Vn
ct
ctbcttinh
Tra trên máy 3A130: nctm = 75 (vg/ph).
)/(26,281000
75.120.14,3
1000
..phm
nDV mct
ctthuc
To= )(33,075.005,0
1.025.1
.25,1 phut
nt
h
ct
2.13. Tổng kiểm tra.
- Độ không đồng tâm cổ trục ϕ45 không quá 0,03/100mm
- Kiểm tra độ đảo vòng chia ≤ 36µm
- Kiểm tra sai số bước vòng ≤ 60µm
- Kiểm tra sai lệch profin ≤ 45µm
- Kiểm tra sai lệch khoảng pháp tuyến chung ≤ 22µm
- Kiểm tra sai số động học ≤ 45µm
- Kiểm tra vết tiếp xúc theo chiều cao răng : 60%-70%
GVHD: TS. Lê Thanh S n.ơ Page 84

Đ án t t nghi pồ ố ệ
-Kiểm tra vết tiếp xúc theo chiều dài răng: 70%-80%
II.QUI TRÌNH CÔNG NGHỆ GIA CÔNG BÁNH RĂNG Z2=109; m=3;
β= 16,260
1. Tính năng sử dụng, điều kiện lam việc của chi tiêt bánh răng
Bánh răng trụ răng thẳng được dùng để truyền chuyển động quay giữa hai trục
song với nhau. Các bánh răng thường làm việc trong môi trường chịu tải trọng
lớn, chiu áp lực cao. Với chi tiết bánh răng được giao được chế tạo từ thép C45,
đây là bánh răng làm việc trong môi trường chịu tải trọng trung bình
2. Phân tích yêu cầu kỹ thuật chi tiêt bánh răng
GVHD: TS. Lê Thanh S n.ơ Page 85

Đ án t t nghi pồ ố ệ
Độ không đồng tâm giữa mặt lô và đường tròn cơ sở nằm trong khoảng 0.05 –
0.1
Độ đảo hướng kính của vòng chia < 0.03
Độ không vuông góc giữa mặt đầu và đường tâm lô nằm trong khoảng 0.01-
0.015(mm) / 100 mm đường kính
Độ chính xác kích thước lô đạt cấp 7
Nhám bề mặt răng Ra=2.5
Độ cứng bề mặt đạt 35 HRC
Cấp chính xác của bánh răng đạt cấp 6
Trong chế tạo bánh răng ta có 4 chỉ tiêu để đánh giá độ chính xác:
- Độ chính xác động học
- Độ chính xác ổn định
- Độ chính xác về tiếp xúc
- Độ chính xác về khe hở cạnh bên
3. Các phương pháp gia công lần cuối các bề mặt quan trọng
Bề mặt răng có thể gia công bằng phương pháp phay để đạt nhám Ra 2.5
Đối với mặt đầu dùng phương pháp tiện bán tinh để Rz20
Mặt lô ta tiến hành chuốt để đạt Ra2.5
4.Chọn phôi va phương pháp chê tạo phôi
Việc xác định phương pháp chế tạo phôi có y nghĩa rất quan trọng. Nó quyết
định tới chất lượng chi tiết gia công, quy trình công nghệ và giá thành của chi tiết gia
công. Phôi hợp lý là phôi có hình dáng gần giống với hình dáng của chi tiết gia công.
Lượng dư gia công vừa đủ để hớt đi những sai hỏng khuyết tật trên phôi để tạo thành
chi tiết hoàn chỉnh. Lượng dư lớn sẽ làm tăng khối lượng lao động, lãng phí vật liệu
và sẽ đẩy giá thành của chi tiết lên cao.
GVHD: TS. Lê Thanh S n.ơ Page 86

Đ án t t nghi pồ ố ệ
Xác định phương pháp chế tạo phôi hợp lý, ta cần xét một số phương pháp tạo
phôi sau:
a) Phôi thép thanh:
Là loại phôi được tạo ra bằng phương pháp cán hay biến dạng kim loại giữa hai
trục cán quay ngược chiều nhau. Kim loại được đem nung nóng đến nhiệt độ cao và
cán thành phôi. Phôi thép thanh có đặc điểm là chất lượng bề mặt tương đối tốt và
đồng đều, sai số đường kính nhỏ. Khi biến dạng giữa hai trục cán phôi khử được một
phần rô khí. Giá thành phôi rẻ hơn so với rèn tự do
b)Phôi đúc:
Có rất nhiều phương pháp đúc khác nhau như đúc trong khuôn cát, đúc trong
khuôn vỏ mỏng, đúc ly tâm, đúc áp lực...Phôi đúc thường dùng cho các dạng chi tiết
gối đỡ, dạng hộp, dạng càng, trục...Ưu điểm của phương pháp đúc là có thể tạo hình
được các loại phôi từ đơn giản đến phức tạp. Ơ những phương pháp đúc đặc biệt cho
phôi có lượng dư nhỏ độ chính xác cao, các mặt không làm việc tuỳ theo yêu cầu có
thể không gia công. Lượng dư của phương pháp đúc rất nhỏ so với rèn tự do. Nhưng
dê gây nên các vùng thiên tích có cơ tính không đồng đều.
Đúc dê tự động hoá quá trình tạo phôi nhưng không phải vật liệu nào cũng đem
đúc được vì phụ thuộc vào tính chảy loãng và các tính chất lý hoá khác trong quá
trình nóng chảy và đông đặc.
c) Phôi rèn tự do: Là phương pháp biến dạng kim loại bằng áp lực, kim loại được
biến dạng tự do theo các phương trong không gian. Phương pháp tạo phôi này cho
cơ tính của phôi tốt. Nhưng lượng dư lớn sẽ đẩy số nguyên công tăng lên. Chất
lượng bề mặt xấu vì tồn tại các vết oxy hoá thoát các bon khi nung phôi, chất lượng
giữa các phôi khó đảm bảo độ đồng đều. Nhưng khi rèn tự do giảm được các xọc
nhánh graphit giảm độ không đồng đều ở các thép hợp kim và rèn tự do không phải
chế tạo khuôn dập.
GVHD: TS. Lê Thanh S n.ơ Page 87

Đ án t t nghi pồ ố ệ
d) Phôi dập
Khác với rèn tự do ở phương pháp này chi tiết được biến dạng trong lòng
khuôn bằng kim loại với phôi ở trạng thái nung nóng. Sau khi biến dạng sản phẩm
thu được in hình dáng của khuôn dập. Bằng cách này tạo được phôi có lượng dư
nhỏ, hình dáng tương đối phức tạp, phôi có cơ tính cao, độ chính xác tương quan
được quyết định bằng lòng khuôn hoàn toàn xác định trước được. Trong phôi dập lại
chia ra thành phôi dập nóng và phôi dập nguội
* Phôi dập nguội : là phôi có một chiều có kích thước nhỏ hơn chiều các chiều
còn lại. Ví dụ : dao phay đĩa, lưỡi cưa...
* Phôi dập nóng : là phôi có chiều dày lớn, hình dạng phức tạp
Hình 2-Bản vẽ phôi dập
GVHD: TS. Lê Thanh S n.ơ Page 88

Đ án t t nghi pồ ố ệ
5.THIẾT KẾ QUÁ TRÌNH CÔNG NGHỆ
5.1. Chọn chuẩn
- Chuẩn là tập hợp các bề mặt, đường hoặc điểm của một chi tiết mà căn cứ vào
đó để xác định vị trí của các bề mặt, đường hoặc điểm khác của bản thân chi tiết đó
hay của chi tiết khác.nước sinh hoạt và vệ sinh môi trường nông thôn
- Chọn chuẩn có ý nghĩa rất quan trọng trong việc thiết kế quá trình công nghệ.
Chọn chuẩn hợp lý nhằm thoả mãn 2 yêu cầu sau:
+ Đảm bảo chất lượng chi tiết trong suốt quá trình gia công
+ Đảm bảo năng suất cao, giá thành hạ.
Từ 2 yêu cầu đó, người ta đề ra 3 nguyên tắc chung khi chọn chuẩn như sau:
* Nguyên tắc thứ nhất: Khi chọn chuẩn phải xuất phát từ nguyên tắc 6 điểm khi
định vị để khống chế hết số bậc tự do cần thiết một cách hợp lý nhất. Tuyệt đối tránh
siêu định vị và thiếu định vị. Cũng có thể sử dụng sơ đồ thừa định vị, nhưng trong
nhiều trường hợp tránh thừa định vị không cần thiết.
* Nguyên tắc thứ hai: Chọn chuẩn sao cho lực cắt, lực kẹp không làm biến
dạng chi tiết gia công quá nhiều, đồng thời lực kẹp nhỏ để giảm sức lao động của
công nhân.
* Nguyên tắc thứ ba: Chọn chuẩn sao cho kết cấu đồ gá đơn giản, sử dụng
thuận lợi nhất và phù hợp với loại hình sản xuất .
a) Chọn chuẩn tinh:
Khi chọn chuẩn tinh phải thoả mãn 2 yêu cầu :
+ Đảm bảo phân bố đủ lượng dư cho các bề mặt mặt gia công.
+ Đảm bảo độ chính xác về vị trí tương quan giữa các bề mặt gia công.
Từ 2 yêu cầu trên, người ta đề ra các lời khuyên khi chọn chuẩn tinh sau:
GVHD: TS. Lê Thanh S n.ơ Page 89

Đ án t t nghi pồ ố ệ
* Cố gắng chọn chuẩn tinh là chuẩn tinh chính.
* Cố gắng chọn chuẩn tinh sao cho tính trùng chuẩn càng cao càng tốt. Tức là
càng nhiều loại chuẩn trùng nhau càng tốt. Nếu chọn được như vậy sẽ giảm được sai
số tích luỹ do chọn chuẩn.
* Cố gắng chọn chuẩn tinh thống nhất cho nhiều lần gá đặt. Nếu chọn được như vậy
sẽ giảm được chủng loại đồ gá nên giảm được chi phí, hạ giá thành.
Căn cứ vào hình dạng kết cấu của chi tiết gia công có thể có các phương án
chọn chuẩn tinh như sau:
Phương án 1: ( hình 3)
Hình 3
Chọn chuẩn tinh là mặt lô kết hợp với mặt đầu. Mặt lô khống chế 4 bậc tự do, mặt
đầu khống môt bậc tự do.
Ưu điểm :
- Đây chính là chuẩn tinh chính.
- Có không gian gian công rộng.
- Với phương án định vị trên thì chuẩn tinh được chọn vào bề mặt lô để gia
công để gia công mặt đầu và mặt trụ ngoài. Với sơ đồ trên thì sẽ có ưu điểm hơn so
với định vị bằng mặt trụ ngoài để gia công tinh lô vì khi định vị bằng sơ đồ trên có
GVHD: TS. Lê Thanh S n.ơ Page 90

Đ án t t nghi pồ ố ệ
thể dùng trục gá đàn hồi, khi đó sai số gá đặt gđ = o ( Nếu chống tâm) hoặc rất nhỏ
( Nếu cặp trục gá lên mâm cặp ba chấu).
- Với phương án trên chuẩn định vị chính là chuẩn tinh chính. Phương án
định vị như vậy sẽ tạo vết ăn khớp đều, độ chính xác ăn khớp cao, tính năng sử dụng
tốt.
- Đảm bảo phân bố đủ lượng dư và đồng đều khi gia công mặt trụ ngoài
- Chi tiết gia công không bị biến dạng do lực kẹp, lực cắt vì kết cấu đồ gá cho
phép phân bố lực kẹp trên suốt bề mặt được định vị.
- Đảm bảo vị trí tương quan giữa mặt ngoài và mặt lô với mặt đầu
Nhược điểm: - Đồ gá phức tạp.
- Tháo kẹp chi tiết lâu.
Phương án II : (hình4)
Mặt đầu khống chế 3 bậc tự do, mặt trụ ngoài khống chế 2 bậc tự do
Hình 4
Chọn chuẩn tinh là mặt trụ ngoài kết hợp với mặt đầu. Mặt trụ ngoài khống
Hình 4
Ưu điểm :
- Đồ gá đơn giản.
- Tháo lắp thuận tiện.
- Không gian gia công rộng
GVHD: TS. Lê Thanh S n.ơ Page 91

Đ án t t nghi pồ ố ệ
Nhược điểm :
- Phạm vào lời khuyên chọn chuẩn tinh
- Phương án III : (hình 5)
Hình 5Mặt trụ ngoài kết hợp với mặt đầu. Mặt trụ ngoài khống chế 4 bậc tự do, mặt đầu
khống chế 1 bậc tự do.
Ưu điểm:
- Đồ gá đơn giản.
- Tháo lắp nhanh.
Nhựơc điểm :
- Đây không phải là chuẩn tinh chính
Qua phân tích ba phương án trên, ta chọn chuẩn tinh là phương án 1 có mặt lô
kết hợp với mặt đầu
b, Chọn chuẩn thô
Khi chọn chuẩn thô phải thoả mãn 2 yêu cầu :
+ Phải đảm bảo phân bố đủ lượng dư cho các bề mặt gia công
GVHD: TS. Lê Thanh S n.ơ Page 92

Đ án t t nghi pồ ố ệ
+ Đảm bảo độ chính xác về vị trí tương quan giữa bề mặt gia công và bề mặt
không gia công .
Từ 2 yêu cầu đó người ta đưa ra các lời khuyên khi chọn chuẩn thô như sau:
* Theo một phương kích thước nhất định, nếu trên chi tiết gia công có một bề
mặt không gia công thì nên chọn bề mặt đó làm chuẩn thô. Nếu chọn như vậy sẽ
đảm bảo yêu cầu thứ 2
* Theo một phương kích thước nhất định, nếu trên chi tiết gia công có nhiều bề
mặt không gia công thì nên chọn bề mặt nào có yêu cầu về độ chính xác tương quan
với bề mặt gia công cao nhất.
* Theo một phương kích thước nhất định, nếu trên chi tiết tất cả các bề mặt đều
gia công thì nên chọn bề mặt nào mà ứng với phôi có yêu cầu phân bố lượng dư nhỏ
và đều nhất làm chuẩn thô.
* Theo một phương kích thước nhất định , nếu trên chi tiết gia công có nhiều bề
mặt đủ tiêu chuẩn làm chuẩn thô thì nên chọn bề mặt nào bằng phẳng, trơn chu nhất
làm chuẩn thô.
* Ứng với một bậc tự do cần khống chế, chỉ được phép chọn và sử dụng chuẩn
thô không quá một lần. Nếu phạm lời khuyên này, người ta gọi là phạm chuẩn thô.
Phạm chuẩn thô gây ra sai số lớn về vị trí tương quan giữa các bề mặt, vì vậy phải
tránh phạm chuẩn thô.
Căn cứ vào các lời khuyên, yêu cầu khi chọn chuẩn, hình dáng của chi tiết và
phương án chuẩn tinh đã chọn, ta có các phương án chọn chuẩn thô như sau:
Phương án 1:(Hình 6)
GVHD: TS. Lê Thanh S n.ơ Page 93

Đ án t t nghi pồ ố ệ
Hinh 6
Chuẩn thô là mặt trụ lớn kết hợp với mặt đầu bên trái. Mặt trụ lớn khống chế 2
bậc tự do, mặt đầu khống chế 3 bậc tự do.
Ưu điểm: - Đồ gá đơn giản.
- Không gian gia công lớn.
Nhược điểm : - Không thuận tiện cho nguyên công chuốt lô tiếp theo.
Phương án II (Hình 7)
Chuẩn thô là mặt trụ nhỏ kết hợp với mặt đầu. Trong đó mặt trụ nhỏ khống chế
4 bậc tự do, mặt đầu khống 1 bậc tự do.
Ưu điểm :
- Sử dụng phương án trên sẽ có được không gian gia công rộng
- Đồ gá đơn giản, tháo lắp nhanh.
- Bề mặt chọn làm chuẩn là tương đối bằng phẳng.
- Bề mặt chọn làm chuẩn có vị trí tương quan cao so với các bề mặt
được gia công.
- Phân bố đủ lượng dư cho các bề mặt sẽ gia công là bề mặt trụ ngoài,
mặt lô, mặt đầu.
GVHD: TS. Lê Thanh S n.ơ Page 94

Đ án t t nghi pồ ố ệ
Qua phân tích 2 phương án trên ta chọn phương án 2, mặt trụ nhỏ kết hợp với
mặt đầu.
5.2.Trinh tự các nguyên công
a) Lập trình tự các nguyên công
Căn cứ vào các phương án chọn chuẩn thô và chuẩn tinh
đã chọn, căn cứ vào trạng thái bề mặt cuối cùng của chi tiết
gia công, ta lập thứ tự gia công các bề mặt như sau:
TTNC
Nội dung Máy
1Tiện thô mặt đầu, vát mép trụ, vát mép lô,tiện thô lô
1K62
2 Tiện tinh lô 1K62
3Khoả mặt đầu, tiện thô mặt trụ, vát mép lô, vát mép trụ
1K62
4Tiện thô trụ 140, tiện thô mặt A, tiện rãnh, vát mép
1K62
5Tiện bán tinh 333.5, tiện bán tinh 140, tiện bán tinh mặt A, tiện bán tinh mặt đầu.
1K62
6 Phay răng 5K32
7 Nhiệt luyện
8 Tổng kiểm tra
GVHD: TS. Lê Thanh S n.ơ Page 95

Đ án t t nghi pồ ố ệ
Nguyên công I :
Ø119.5
GVHD: TS. Lê Thanh S n.ơ Page 96

Đ án t t nghi pồ ố ệ
Nguyên công II :
Ø119.5
GVHD: TS. Lê Thanh S n.ơ Page 97

Đ án t t nghi pồ ố ệ
Nguyên công III :
GVHD: TS. Lê Thanh S n.ơ Page 98

Đ án t t nghi pồ ố ệ
Ø
GVHD: TS. Lê Thanh S n.ơ Page 99

Đ án t t nghi pồ ố ệ
Nguyên công IV :
GVHD: TS. Lê Thanh S n.ơ Page 100

Đ án t t nghi pồ ố ệ
Nguyên công VI :
fn
Sd
n
GVHD: TS. Lê Thanh S n.ơ Page 101

Đ án t t nghi pồ ố ệ
Nguyên công VIII : Nhiệt luyện
GVHD: TS. Lê Thanh S n.ơ Page 102

Đ án t t nghi pồ ố ệ
Nguyên công IX : Tổng kiểm tra
n
n
A
A
1:1000
1:1000
GVHD: TS. Lê Thanh S n.ơ Page 103

Đ án t t nghi pồ ố ệ
6. TRA CHẾ ĐỘ CẮT CHO CÁC NGUYÊN CÔNG6.1) Nguyên công 1: Tiện thô mặt đầu 1, tiện thô 1 phần mặt ngoài, tiện thô mặt lô 120- Phương pháp gia công: Tiện trên máy tiện vạn năng bằng dao tiện mặt đầu, dao tiện ngoài và dao tiện lô.
- Định vị vào mặt tròn ngoài 233,5 hạn chế 2 bậc tự do và mặt đầu 2 hạn chế 3 bậc tự do. - Kẹp chặt bằng mâm cặp 3 chấu tự định tâm. - Chọn máy: Máy tiện ren vít vạn năng 1K62 có công suất động cơ N = 10Kw. (tra bảng 9.4[4])- Chọn dao: +) Dao tiện ngoài thon cong gắn mảnh hợp kim cứng T15K6, H= 20, B=16, L = 120, (tra bảng 4.6[2]), dựng tiện mặt đầu và tiện trụ ngoài. +) Dao tiện lô có gắn mảnh hợp kim cứng T15K6;H = B = 16, L = 140,P=40 (tra bảng 4.13[2])- Sơ đồ nguyên công:
Ø119.5
GVHD: TS. Lê Thanh S n.ơ Page 104

Đ án t t nghi pồ ố ệ
6.3) Nguyên công 3: Tiện thô mặt đầu,phần mặt ngoài còn lại- Phương pháp gia công: Tiện trên máy tiện vạn năng bằng dao tiện mặt đầu, dao tiện ngoài - Định vị vào mặt tròn ngoài 334,5hạn chế 2 bậc tự do và mặt đầu hạn chế 3 bậc tự do. - Kẹp chặt bằng mâm cặp 3 chấu tự định tâm.- Chọn máy: Máy tiện ren vít vạn năng 1K62 có công suất động cơ N = 10Kw. (tra bảng 9.4[4])- Chọn dao: +) Dao tiện ngoài thân cong gắn mảnh hợp kim cứng T15K6, H= 20, B=16, L = 120, (tra bảng 4.6[2]), dùng tiện mặt đầu và tiện tròn ngoài. +) Dao tiện ngoài thân thẳng có gắn mảnh hợp kim cứng T15K6;H=20,B=16; L = 120 để tiện phần mặt ngoài (tra bảng 4.5[2]),- Sơ đồ nguyên công:
Ø
6.4) Nguyên công 4: Tiện tinh mặt đầu 2,1 phần mặt ngoài, mặt lô 120- Phương pháp gia công: Tiện trên máy tiện vạn năng bằng dao tiện mặt đầu, dao tiện lô.
GVHD: TS. Lê Thanh S n.ơ Page 105

Đ án t t nghi pồ ố ệ
- Định vị vào mặt tròn ngoài 333,5 hạn chế 2 bậc tự do và mặt đầu 3 hạn chế 3 bậc tự do. - Kẹp chặt bằng mâm cặp 3 chấu tự định tâm. - Chọn máy: Máy tiện ren vít vạn năng 1K62 có công suất động cơ N = 10Kw. (tra bảng 9.4[4])- Chọn dao: +) Dao tiện ngoài gắn mảnh hợp kim cứng T15K6, H= 20, B=16, L = 120, (tra bảng 4.6[2]), dựng tiện mặt đầu +) Dao tiện ngoài thân thẳng có gắn mảnh hợp kim cứng T15K6;H=20,B=16; L = 120 (tra bảng 4.5[2]) để tiện phần mặt ngoài, +) Dao tiện lô có gắn mảnh hợp kim cứng T15K6;H = B = 16, L = 140,P=40 (tra bảng 4.13[2]) để tiện lô 120- Sơ đồ nguyên công:
6.5) Nguyên công 5 : Tiện tinh mặt đầu 1, phần mặt ngoài còn lại
GVHD: TS. Lê Thanh S n.ơ Page 106

Đ án t t nghi pồ ố ệ
- Phương pháp gia cụng: Tiện trên máy tiện vạn năng bằng dao tiện mặt đầu, dao tiện lô. - Định vị vào mặt tròn ngoài 333,5 hạn chế 2 bậc tự do và mặt đầu 3 hạn chế 3 bậc tự do. - Kẹp chặt bằng mâm cặp 3 chấu tự định tâm. - Chọn máy: Máy tiện ren vít vạn năng 1K62 có công suất động cơ N = 10Kw. (tra bảng 9.4[4])- Chọn dao: +) Dao tiện ngoài thân cong gắn mảnh hợp kim cứng T15K6, H= 20, B=16, L = 120, (tra bảng 4.6[2]) 6.6) Nguyên công 6: Phay răng
Chọn máy và dụng cụ cắt.Chọn máy phay lăn răng 5A312 có đặc tính kỹ thuật:-Đường kính bánh răng gia công lớn nhất(mm): 320-Môdun lớn nhất (mm): 6-Chiều rộng bánh răng(mm): 180
-Phạm vi tốc độ trục chính: 94 650 vòng/phút
-Công suất động cơ: 5 kW- Chọn dụng cụ: +Dao phay lăn răng liền khối loại II (bảng4.106[2]):do=63;d=27;d1=40;Zo=12- Sơ đồ nguyên công:
GVHD: TS. Lê Thanh S n.ơ Page 107

Đ án t t nghi pồ ố ệ
fn
Sd
n
6.7) Nguyên công 7: Nhiệt luyện
- Tôi ở nhiệt độ C, làm nguội trong môi trường nước.
- Ram ở nhiệt độ C là ram trung bình, làm nguội trong môi trường không khí
6.8) Tổng kiểm traa) Kiểm tra độ đồng tâm giữa đường tròn vòng chia và mặt trụ trong, kiểm tra độ không vuông góc giữa mặt đầu và tâm lô:- Dụng cụ bao gồm:+ Đồng hồ xo, bàn máp, trục gá côn 1/1000, bi trụ d=m, hai chống tâmb) Sơ đồ gá dặt , định vị, kẹp chặt, chiều chuyển động của dao chi tiết:- Định vi 5 bậc tự do- Mặt trụ trong khống chế 2 bậc ta sử dụng chốt trụ ngắn, mặt đầu khống chế 3 bậc ta cho chi tiết tỳ vào mặt đầu của bạc.- Bạc định vị trên trục gá côn 5 bậc. Chi tiết được kẹp chặt nhờ độ côn của trục gá.- Chông tâm trục gá trên bàn máy
GVHD: TS. Lê Thanh S n.ơ Page 108

Đ án t t nghi pồ ố ệ
c) Bước công nghệ: C1) Kiểm tra độ đồng tâm giữa đường tròn vòng chia và mặt trụ trong:
- Đặt đũa trụ vào rãnh răng.- Đặt mũi chỉ đồng hồ xo lên đường sinh cao nhất trên đũa trụ và chỉnh về 0.- Quay chi tiết đi một góc ta đặt đồng hồ đô trên vị tri cao nhất của đũa trụ xem
đông hồ chỉ số. Quay chi tiêt 1 vòng ghi lai kết quả đo được và lấy giá trị lớn nhất.
C2) Kiểm tra độ không vuông góc giữa mặt đầu và đường tâm lô:
GVHD: TS. Lê Thanh S n.ơ Page 109

Đ án t t nghi pồ ố ệ
n1:1000
- Đặt mũi chỉ đồng hồ lên mặt đầu tại vị trí xa tâm quay nhất.- Đồng hồ chỉnh về 0.
GVHD: TS. Lê Thanh S n.ơ Page 110

Đ án t t nghi pồ ố ệ
- Quay chi tiết đi một góc ta ghi các giá tri chỉ trên đòng hồ, quay chi tiết một vòng sau đó lấy giá trị lớn nhất.
Bảng tính toán chế độ cắt :
GVHD: TS. Lê Thanh S n.ơ Page 111

Đ án t t nghi pồ ố ệ
- Nguyên công I: Tiện thô mặt đầu, tiện bán tinh, khoét, doa.
Bươc Máy Dao S(mm/vg) t(mm) n(vg/ph) To(ph)1
1K62T5K10 0.5 1 315 1.13
2 1K62 T5K10 0.31 0.8 400 1.43 1K62 P18 0.9 1 160 0.374 1K62 P18 1.2 0.25 200 0.22
- Nguyên công II: Chuốt lô.
Bươc Máy Dao S(mm/vg) V(m/ph) n(vg/ph) To(ph)1 7510 P18 5 1.5
- Nguyên công III: Khoả mặt đầu, tiện thô trụ ngoài.
Bươc Máy Dao S(mm/vg) t(mm) n(vg/ph) To(ph)1 1K62 T5K10 0.5 1 250 0.322 1K62 T5K10 0.78 1 250 0.15
- Nguyên công IV: Tiện thô trụ, tiện thô mặt A.
Bươc Máy Dao S(mm/vg) t(mm) n(vg/ph) To(ph)1 1K62 T5K10 0.78 1 400 0.12 1K62 T5K10 0.95 1 500 0.12
- Nguyên công V: Tiện bán tinh mặt trụ 176.5, tiện bán tinh mặt trụ 40, tiện bán tinh mặt đầu A, tiện bán tinh mặt đầu.
Bươc Máy Dao S(mm/vg) t(mm) n(vg/ph) To(ph)1 1K62 T5K10 0.34 0.6 400 0.22 1K62 T5K10 0.39 0.6 1500 0.13 1K62 T5K10 0.3 0.8 500 1.14 1K62 T5K10 0.34 0.8 1250 0.15
- Nguyên côngVI: Phay răng.
Bươc Máy Dao S(mm/vg) t(mm) n(vg/ph) To(ph)
GVHD: TS. Lê Thanh S n.ơ Page 112

Đ án t t nghi pồ ố ệ
1 5K32 P18 0.34 4.5 200 4.5
Bảng trên được lập dựa trên cơ sở sau:
1. Với Tiện
Lượng chạy dao
- Tra lượng chạy dao theo bảng 5-26,5-27[1]
Vận tốc cắt
- Tra vận tốc cắt Vb theo các bảng: 5-29,5-30,5-31[1]
- Tính Vt=Vb.k1.k2.k3
- Trong đó k1 ,k2,k3 là các hệ số hiệu chỉnh tra theo các bảng 5-32, 5-37,
5-38, 5-39 [1].
- nt=1000/D
2. Với khoét
Lượng chạy dao và vận tốc cắt tra theo các bảng 5-70,5-71[1]
3. Với Doa
Lượng chạy dao và vận tốc cắt tra theo các bảng 5-77,5-78[1]
Số vòng quay chi tiết, lượng chạy dao chi tiết và các hệ số điều chỉnh tra theo bảng
5-204[9].
GVHD: TS. Lê Thanh S n.ơ Page 113

Đ án t t nghi pồ ố ệ
III. QUY TRÌNH CÔNG NGHỆ CHẾ TẠO BÁNH RĂNG LIỀN TRỤC Z3=23; m=5; β = 15,60
1. Chuẩn định vị va cách gá đặt cho mỗi nguyên công.
Đối với chi tiết dạng trục yêu cầu về độ đồng tâm giữa các cổ trục là rất quan
trọng. Để đảm bảo yêu cầu này, khi gia công trục ta cần phải dùng chuẩn tinh thống
nhất, hoặc gia công trên một lần gá, hoặc gia công một đầu sau đó dùng đầu đã gia
công làm chuẩn tinh để gia công đầu còn lại. Ngoài ra ta có thể dùng chuẩn phối hợp
cả mặt ngoài và lô tâm.
Chọn chuẩn là việc làm rất quan trọng trong quá trình thiế kế công trình công nghệ, chuẩn nhằm xác định vị trí của chi tiết gia công so với quỹ đạo chuyển động của dao.
2. Lập tiên trinh công nghệ gia công- Nguyên công 1: Cưa phôi- Nguyên công 2 : Khỏa mặt đầu và khoan lô tâm một đầu trục.- Nguyên công 3: Tiện thô ϕ123, ϕ121, ϕ100 tiện vát mép.- Nguyên công 4: Tiện thô mặt đầu bánh răng, ϕ126, ϕ 100.- Nguyên công 5: Tiện tinh ϕ 125 ; ϕ122, ϕ 100.- Nguyên công 6: Tiện tinh các bề mặt ϕ122; ϕ100.- Nguyên công 7: Tiện thô, tinh bề mặt côn.- Nguyên công 8: Phay răng- Nguyên công 9: Phay rãnh then- Nguyên công 10: Nhiệt luyện phần bánh răng đạt độ cứng 40-45 HRC.- Nguyên công 11: Mài cổ trục ϕ100- Nguyên công 12: Mài cổ trục ϕ100 còn lại.2.1.Nguyên công I: Cưa phôi
Cưa phôi: sử dụng máy cưa cần theo TCVN. Sử dụng khối V và bulong để gá.
2.2. Nguyên công II: Khỏa mặt đầu và khoan tâm
GVHD: TS. Lê Thanh S n.ơ Page 114

Đ án t t nghi pồ ố ệ
*Bước khoả mặt đầu: t = 1,3
-Lượng chạy dao S:
Dùng dao phay mặt đầu răng chắp D = 100 (mm); Z = 8.
Ta bảng X-40[4]: Sz = 0,09 0,18 (mm).
Vậy: Sv = Sz.Z = 0,18.8 = 1,44 (mm/vg).
Tra bảng 25[2]: nd =125712 (vg/ph).
Vậy Sphtính = Sv.nd =1,44.125 =180 (mm/ph).
Tra trên máy MP73M, Sphb = 20400 (mm/ph) vô cấp.
Vậy ta chọn: Sph = 180 (mm/ph).
-Tra bảng 5-96[7]thì Vb =38 (m/ph).
Tra bảng 5-97[7] thì k=1,15.
GVHD: TS. Lê Thanh S n.ơ Page 115

Đ án t t nghi pồ ố ệ
Vậy Vtính=38.1,15 = 43,7 (m/ph).
Vậy ntính = dao
tinh
D
V
.
.1000
= 100.14,3
7,43.1000 = 139,17 (v/ph).
Tra trên máy MP73M: nm = 125 (v/ph).
Vậy Vthực = 1000
... mdao nD =
1000
125.100.14,3 = 39,25 (m/ph).
-Thời gian cơ bản:Tra bảng 31[2]: To = nS
LLL
.21
(phỳt).
L=90 + 3,4 =93,4(mm).
L1 = ).( tDt +2 = )3,1100.(3,1 + 2 = 13,32 (mm).
L2 = 2 (mm).
Vậy To = 125.44,1
232,134,93 = 0,6 (ph).
* Bước khoan tâm:
Tra bảng X - 31 [4] có Sv = 0.08 0.10 (mm/vg).
Tra bảng 25 – [2] thì Sphbảng = 20 300 (mm/ph)
nd = 238 1125 (vg/ph).
Sph = Sv.nd = 19.04 112.5 9 (mm/ph).
Chọn Sph = 50 (mm/ph) .
Tra bảng 5 – 55[7] ứng với Sv = 0.08 cú Vb = 12 25 (m/ph)
Lấy Vtính = 12 (m/ph).
)/(41.9554.14,3
12.1000
.
.1000phv
D
Vn
dao
tinhtinh
Tra trên máy MP73M ; nm = 814.202 (v/ph).
)/(23,101000
202,814.4.14,3
1000
..phm
nDV m
thuc
Thời gian cơ bản: tra bảng 28[2]:
GVHD: TS. Lê Thanh S n.ơ Page 116

Đ án t t nghi pồ ố ệ
)(.
10 phut
nS
LLT
L = 5 (mm)
1L )(866,1160cot.2
41cot.
20 mmgg
d
Vậy )(105,0202,814.08,0
866,150 phutT
2.3. Nguyên công 3: tiện thô mặt đầu bánh răng và các đoạn trục ϕ126, ϕ123,
ϕ100, , tiện vát mép.
*Bước tiện thô mặt đầu bánh răng:
t = 1,3 (mm).
Tra bảng X- 5[4]: Sbảng = 0,03 0,40 (mm/vg)
Tra VIII – 6[4]
Với máy 1K62 thì Sngang = 0,035 2,08 (mm/vg).
Vậy Sng = 0,30 (mm/vg).
Tra bảng 5 –29 [7] thì Vb = 135 (m/ph).
GVHD: TS. Lê Thanh S n.ơ Page 117

Đ án t t nghi pồ ố ệ
Tra bảng 5 – 32 [7] thì k1 = 0,75
Tra bảng 5 – 37 [7] thì k2 = 1,55 (chọn T = 60 phút).
Vtính = Vb.k1.k2 = 135.0,75.1,55 = 156,937 (m/ph).
)/(14,232)3,3212.(14,3
937,156.1000
.
.1000phvg
D
Vn tinh
tinh
Tra trên máy 1K62:
nm = 200(v/ph)
)/(21,1351000
)3,3212.(14,3.200
1000
..phm
DnV m
thuc
Thời gian cơ bản:
Tra bảng 27[2]: )(.
210 phut
nS
LLLT
)(65,522
)30sin.10.2100(3,3212 0
mmL
)(1)(99,0200.30,0
53,265,52
5
3,2145
3,11
0
2
01
phutphutT
L
tgtg
tL
*Bước tiện thô đồng thời các đoạn trục ϕ126, ϕ123 bằng nhiều dao
Chiều sâu cắt của các dao ở các đoạn trục:
ϕ 126: t = 1,6 (mm).
ϕ 123: t = 1,6 (mm).
ϕ 100: t = 1,3 (mm).
Dao cắt đoạn trục ϕ 123 có chế độ cắt lớn nhất vì t lớn nhất và chiều dài đường cắt
lớn nhất, ta xác định chế đọ cắt cho dao này còn các dao khác lấy theo dao cắt đoạn
trục ϕ 123.
Tra bảng X – 2[4]: Sdbảng = 0,8 1,3 (mm/vg).
Tra bảng VIII – 6[4]: Sdmáy = 0,07 4,16 (mm/vg).
GVHD: TS. Lê Thanh S n.ơ Page 118

Đ án t t nghi pồ ố ệ
Vậy Sd = 1,04 (mm/vg).
Tra bảng 5 – 29[7]: Vb = 95 (m/ph).
Tra bảng 5 – 32[7]: k1= 0,75
Tra bảng 5 – 37[7]: k2 = 1,55 (T = 60).
Vtính = Vb.k1.k2 = 95.0,75.1,55 = 110,437 (m/ph).
)/(64,237148.14,3
437,110.1000
.
.1000phv
D
Vn tinh
tinh
Tra trên máy 1K62 thì nm = 200 (v/ph).
Vậy )/(944,921000
148.14,3.200
1000
..phm
DnV m
thuc
Tính thời gian cơ bản:
Tra bảng 27[2]: )(.
210 phut
nS
LLLT
)(3,0200.04,1
26,1436
)(2
)(6,14410
6,1
45
6,14
)(363
108
0
2
001
1
max
phutT
mmL
mmtgtgtg
t
tg
tL
mmm
LL
2.4. Nguyên công 4:Tiện thô các đoạn trục 123, 100, đồng thời bằng nhiều dao.
GVHD: TS. Lê Thanh S n.ơ Page 119

Đ án t t nghi pồ ố ệ
*Bước tiện thô các đoạn trục 123, 100 đồng thời bằng nhiều dao.
100: t = 1,3 (mm).
123: t = 1,25 (mm)
dao cắt đoạn trục 90 là dao có chế độ cắt lớn hơn vì có t lớn hơn.
Tra bảng X – 2[4] thì Sdbảng = 0,6 1,2 (mm/vg).
Tra bảng VIII – 6[4] thì Sdmáy = 0,07 4,16 (mm/vg).
Vậy Sd = 1,04 (mm/vg).
Tra bảng 5 – 29[7].
Vb = 93 (m/ph).
Tra bảng 5 – 32[7]: k1 = 0,75.
Tra bảng 5 – 37[7]: k2 = 1,55.
Vtính = Vb.k1.k2 = 93.1,55.0,75 = 108,113 (m/ph).
)./(56,38290.14,3
113.108.1000
.
.1000phv
D
Vn tinh
tinh
Tra trên máy 1K62 có : nm = 400 (v/ph).
)/(04,1131000
90.14,3.400
1000
..phm
DnV m
thuc
GVHD: TS. Lê Thanh S n.ơ Page 120

Đ án t t nghi pồ ố ệ
Tính thời gian cơ bản:
)(18,0400.04,1
3,11262
)(2
)(13,1490
3,1
10
3,14
)(622
124.
0
2
01
1
max
210
phutT
mmL
mmtgtgtg
t
tg
tL
mmn
LL
nS
LLLT
*Bước tiện rãnh:
Tra bảng X- 5[4]: Sbảng = 0,18 0,28(mm/vg).
Tra bảng VIII – 6[4]: Sm = 0,035 2,08(mm/vg).
Vậy Sngang = 0,28(mm/vg).
Tra bảng 5 – 31[7]: Vb = 35 (m/ph).
Tra bảng 5 – 37[7]: k2 = 1,55.
Tra bảng 5 – 38[7]: k3 = 1,05.
Vtính = Vb.k2.k3 = 35.1,55.1,05 = 56,963 (m/ph).
)/(17,151120.14,3
963,56.1000
.
.1000phV
D
Vn tinh
tinh
Trên máy 1k62 nm = 160(v/ph).
)/(3,601000
160.120.14,3
1000
.phm
nDV m
thuc
Tính thời gian cơ bản:
)(55,0
)(2.
1
10
mmL
mmLnS
LLT
Lấy L1 = 5(mm), còn L là chiều sâu rãnh.
Ta có: )(15,0160.28,0
52phutT
GVHD: TS. Lê Thanh S n.ơ Page 121

Đ án t t nghi pồ ố ệ
2.5. Nguyên công 5: Tiện tinh 126, 123; 100
*Bước tiện tinh 126:
t = 1,55 (mm)
Sd = 1,04 (mm/vg).
Tra bảng 5 – 29[7]: Vb = 95 (mm/ph).
Tra bảng 5 – 32[7]: k1 = 0,75
Tra bảng 5 – 37[7]: k2 = 1,55
Vtính = Vb.k1.k2 = 95.0,75.1,55 = 110,44 (m/ph).
)/(71,351100.14,3
44,110.1000
.
.1000phv
D
Vn tinh
tinh
Trên máy 1K62: nm = 315 (vg/ph).
)/(991000
315.100.14,3
1000
..phm
nDV m
thuc
Tính thời gian cơ bản:
Tra bảng 27[2]:
)(04,0315.04,1
07,310
)(07,3175,0
55,11
)(10.
0
1
10
phutT
mmtg
tL
mmLnS
LLT
*Bước tiện thô đoạn giảm chiều dài lắp bạc chặn:
t = 2.sin450 = 1,41 (mm).
Sd = 1,04 (mm/vg)
Tra bảng 5 – 29[7]: Vb = 100 (m/ph)
Tra bảng 5 – 32[7]: k1 = 0,75
Tra bảng 5 – 57[7]: k2 = 1,55
Vtính= = Vb.k1.k2 = 100.0,75.1,55 = 116,25 (m/ph)
GVHD: TS. Lê Thanh S n.ơ Page 122

Đ án t t nghi pồ ố ệ
)./(5,308120.14,3
25,116.1000
.
.1000phvg
D
Vn tinh
tinh
Tra trên máy 1K62 có : nm = 315 (vg/ph).
)./(692,1181000
120.14,3.315
1000
120.14,3.315
1000
..phm
DnV m
thuc
Tính thời gian cơ bản:
)(13,0315.04,1
2265)(
.0 phutphutnS
LT
*Bước tiện thô mặt ngoài bánh răng:
t = 1,35 (mm)
Sdbảng = 0,8 1,3 (mm/vg).
Tra trên máy 1K62: Sd = 1,04 (mm/vg).
Tra bảng 5 –29[7]; 5 – 32[7]; 5 – 37[7] thì:
Vb = 100(m/ph); k1 = 0,75; k2 = 1,55.
)/(25,11655,1.75,0.100,. 21 phmkkVV btinh
)/(9,171)3,3212.(14,3
25,116.1000
.
.1000phvg
D
Vn tinh
tinh
Tra trên máy1K62 thì nm = 160 (vg/ph)
)/(166,1081000
)3,3212(14,3.160
1000
..phm
DnV m
thuc
Tính thời gian cơ bản:
Tra bảng 27[2]: )(.
210 phut
nS
LLLT
L=59 (mm)
L1 = )(3)(95,2260
65,12
0mmmm
tgtg
t
)(32 mmL
Vậy )(4,0160.04,1
33590 phutT
GVHD: TS. Lê Thanh S n.ơ Page 123

Đ án t t nghi pồ ố ệ
*Bước vát mép cho bánh răng và cho cổ trục 100:
Sd = 1,04 (mm/vg)
nm = 160 (vg/ph)
Tra X-3[4]thời gian cơ bản khi vát mép To= )(.
1 phutnS
YYL
L=2.cos45o =1,41(mm)
)(41,3245
41,12 mm
tgtg
tY
oo
Y1=2(mm)
)(04,0160.04,1
241,341,1phutTo
2.6. Nguyên công 6: Tiện tinh các đoạn 123 ; 100
*Bước tiện thô 123: Giống như ở nguyên công 5.
T = 1,55 (mm)
Sd = 1,04 (mm/vg)
nm = 315 (vg/ph)
T0 = 0,04 (phút).
*Bước tiện rãnh giống như ở nguyên công 4:
Sngang = 0,28 (mm/vg)
nm = 160 (vg/ph)
T0 = 0,15 (phút)
*Bước vát mép cho cổ trục 100 và cho bánh răng: Giống như ở nguyên công 4
Sd = 1,04 (mm/vg)
nm = 160 (vg/ph)
To.=0,04(phút).
2.7. Nguyên công 7: Tiện tinh cổ trục 100 còn lại, mặt ngoài bánh răng
*Tiện tinh cổ trục 100.
GVHD: TS. Lê Thanh S n.ơ Page 124

Đ án t t nghi pồ ố ệ
t = 0,3 (mm).
Tra bảng X – 4[4] có Sdbảng = 0,11 0,18 (mm/vg).
Tra trên máy 1K62 ta có: Sd = 0,17 (mm/vg).
Tra bảng 5 – 29[7]: Vb = 160 (m/ph).
Tra bảng 5 – 32[7]: k1 = 0,75.
Tra bảng 5 – 37[7]: k2 = 1,55
Vtính = 160.1,55.0,75 = 186 (m/ph).
)/(17,65890.14,3
186.1000
.
.1000phvg
D
Vn tinh
tinh
tra trên máy 1K62 có: nm = 630 (vg/ph).
)/(038,1781000
630.90.14,3
1000
..phm
nDV m
thuc
Tính thời gian cơ bản:
Tra bảng 27[2]:
L = 60(mm)
*Bước tiện tinh mặt ngoài bánh răng
t=0,3(mm)
Tra bảng X-4[4]: Sbảng=0,40 0,55(mm/vòng)
Tra trên máy 1K62 thì Sm=0,43(mm/vòng)
Tra bảng 5-29[7]:Vbảng=150(m/ph)
Tra bảng 5-32[7]:k1=0,75
Tra bảng 5-37[7]:k2=1,55
Vtinh=Vb.k1.k2=150.0,75.1,55=174,375(m/ph)
GVHD: TS. Lê Thanh S n.ơ Page 125

Đ án t t nghi pồ ố ệ
ntính=
Tra trên máy 1K62 thì nm=250(v/ph).
Vậy Vthực=
Tra bảng27[2]:To=
L=59(mm)
L1=
L2=3(mm)
To=
2.8. Nguyên công 8: Phay bánh răng
GVHD: TS. Lê Thanh S n.ơ Page 126

Đ án t t nghi pồ ố ệ
*Phay thô lần 1:
t = 1,4.m = 1,4.10 = 14 (mm)
Tra bảng: X – 65[4]:
Vật liệu gia công thép 45.
Mô đun m = 10.
Máy 5A342 công suất N = 14 kw
Ta tra được SM = 2,6 (mm/vg)
GVHD: TS. Lê Thanh S n.ơ Page 127

Đ án t t nghi pồ ố ệ
Tra bảng 5 – 198[7]: Vbảng = 25 (m/ph)
Tra bảng 5 – 194[7]: kmv = 0,8.
Tra bảng 5 – 195[7]: ktv = 1; kwv = 1; kv = 1; kv = 1; kiv = 1.
Vtính = Vb. kmv. ktv .kwv .kv .kv .kiv = 25.0,8.1.1.1.1 = 20 (m/ph).
Tra trên máy nm = 25 (vg/ph) ta có
Tính thời gian cơ bản T0:
L = 59 (mm)
q = 1 là số đầu mối của dao.
Z là số răng của bánh răng = 19.
*Bước phay thô lần 2:
T = 0,7.m = 0,7 .10 = 7 (mm)
Tra bảng X – 65 [4]: Sm = 2,6 (mm/vg).
Tra bảng 5 – 198[7]: Vb = 25 (m/ph)
Tra bảng 5 – 198[7] Các trị số điều chỉnh là:
kmv = 0,8; ktv = 1; kwv = 1; kv = 1; kv = 1; kiv = 1.
Vtính = 25.0,8 = 20 (m/ph).
Tương tự như bước phay thô lần 1 ta có:
ntính = 28,308 9vg/ph)
nm = 25 (vg/ph) Vthực = 17,663 (m/ph).
T0 = 1,38 (ph).
GVHD: TS. Lê Thanh S n.ơ Page 128

Đ án t t nghi pồ ố ệ
*Bước phay tinh:
t = 1,5 (mm).
Tra bảng X – 65[4]: Sm = 2 (mm)
Tra bảng 5 – 198[7]: Vb = 18 (m/ph).
Tra bảng 5 – 198[7] các hệ số điều chỉnh là:
kmv = 0,8; ktv = 1; kwv = 1; kv = 1; kv = 1; kiv = 1.
Vtính = 18.0,8 =14,4 (m/ph)
Tra trên máy 5A32 có nm = 20 (vg/ph).
Vthực =
Tính thời gian cơ bản T0 = 1,38 (phút).
2.19. Nguyên công 9: Phay rãnh then
GVHD: TS. Lê Thanh S n.ơ Page 129

Đ án t t nghi pồ ố ệ
Chiều sâu phay tp = 8 (mm)
Chế độ cắt khi phay rãnh then bằng dao phay rãnh then P18
tra theo bảng 5-181[7] như sau:
Đường kính dao phay D = 32 (mm)
Bề rộng rãnh B = 32 (mm)
Phay rãnh chạy dao đi lại nên: Vbảng = 29,8 (m/ph)
Tra bảng 5 – 182[7]: k1 = 1
Tra bảng 5 – 183[7]: k2 = 0,93 (chu kì bền của dao T = 60 ph); k3 = 1.
Tra bảng 288 – 2[7]: k4 =1 (có dung dịch trơn nguội)
Vtính = Vb.k1.k2.k3.k4 = 29,8.1.0,93.1.1 = 27,714 (m/ph).
Tra trên máy 6H12 có: nm = 250 (vg/ph).
Ta bảng XXx-42[4]:Lượng chạy dao răng Sz=0,16(mm/răng)
Sv=Sz.Z=0,16.2=0,32(mm/vg)
Sph=Sv.nd=0,32.250=80(mm/ph)
Tính thời gian cơ bản T0:
Tra bảng 27[2]:
L = 107 (mm)
L1 = 2 (mm)
SM = 80 (mm/ph)
2.10. Nhiệt luyện phần bánh răng đạt độ cứng 40-45 HRC
GVHD: TS. Lê Thanh S n.ơ Page 130

Đ án t t nghi pồ ố ệ
Nhiệt luyện phần răng đạt độ cứng trên trải qua 2 bước là tôi và ram như biểu đồ.
2.11. Nguyên công 11: Mai cổ trục 100
Mài thô 100:
Tra bảng X – 92[4] Sngang = 0,005 (mm/vg). Với vật liệu gia công là thép 45 quá trình
mài xấn vào.
Vậy vận tốc đá là Vctb = 30 35 (m/s)
Tốc độ chi tiết: Vctb = 30 50 (m/ph)
)/(9,3343200.14,3
60.35.1000
..
60..1000phvg
D
Vn
d
ddtinh
Tra trên máy 3A130 nđm = 2110 (vg/ph).
)/(08,2260.1000
200.14,3.2110
60.1000
..phm
DnV ddm
dthuc
)/(15,10690.14,3
30.1000
.
.1000phvg
D
Vn
ct
ctbcttinh
Tra trên máy 3A130 nctm = 106 (vg/ph)
)/(95,291000
90.14,3.106
1000
.. phmDn
V ctctmctthuc
GVHD: TS. Lê Thanh S n.ơ Page 131

Đ án t t nghi pồ ố ệ
)(.
.25,10 phutnt
hT
c
= )(24,0106.005,0
1,0.25,1 phut
2.12. Nguyên công 12: Mai các cổ trục 100 con lại
*Mài thô 100:
Tra bảng X – 92[4] Sngang = 0,005 (mm/vg). Với vật liệu gia công là thép 45 quá trình
mài xấn vào.
Vậy vận tốc đá là Vctb = 30 35 (m/s)
Tốc độ chi tiết: Vctb = 30 50 (m/ph)
)/(9,3343200.14,3
60.35.1000
..
60..1000phvg
D
Vn
d
ddtinh
Tra trên máy 3A130 nđm = 2110 (vg/ph).
)/(08,2260.1000
200.14,3.2110
60.1000
..phm
DnV ddm
dthuc
)/(15,10690.14,3
30.1000
.
.1000phvg
D
Vn
ct
ctbcttinh
Tra trên máy 3A130 nctm = 106 (vg/ph)
GVHD: TS. Lê Thanh S n.ơ Page 132

Đ án t t nghi pồ ố ệ
)/(95,291000
90.14,3.106
1000
.. phmDn
V ctctmctthuc
)(.
.25,10 phutnt
hT
c
= )(24,0106.005,0
1,0.25,1 phut
*Mài thô 123:
Tra bảng X – 92[4] Sngang = 0,005 (mm/vg)
Vđb = 30 35 (m/s)
Vctb = 30 50 (m/ph).
)/(9,3343200.14,3
60.35.1000
.
60..1000phvg
D
Vn
d
ddtinh
Tra trên máy 3A130 nđm = 2110 (vg/ph)
)/(08,2260.1000
200.14,3.2110
60.1000
.. smDn
V ddmdthuc
)/(61,79120.14,3
30.1000
.
.1000phvg
D
Vn
ct
ctbcttinh
Tra trên máy 3A130: nctm = 75 (vg/ph).
)/(26,281000
75.120.14,3
1000
..phm
nDV mct
ctthuc
To= )(33,075.005,0
1.025.1
.25,1 phut
nt
h
ct
2.13. Tổng kiểm tra.
- Độ không đồng tâm cổ trục ϕ100 không quá 0,03/100mm
- Kiểm tra độ đảo vòng chia ≤ 36µm
- Kiểm tra sai số bước vòng ≤ 60µm
- Kiểm tra sai lệch profin ≤ 45µm
- Kiểm tra sai lệch khoảng pháp tuyến chung ≤ 22µm
- Kiểm tra sai số động học ≤ 45µm
- Kiểm tra vết tiếp xúc theo chiều cao răng : 60%-70%
GVHD: TS. Lê Thanh S n.ơ Page 133

Đ án t t nghi pồ ố ệ
-Kiểm tra vết tiếp xúc theo chiều dài răng: 70%-80%
IV. QUI TRÌNH CÔNG NGHỆ GIA CÔNG BÁNH RĂNG Z4=81, m=5, β =
15,60
1. Phân tích yêu cầu kỹ thuật chi tiêt bánh răng:
Độ không đồng tâm giữa mặt lô và đường tròn cơ sở nằm trong khoảng 0.05 –
0.1
Độ đảo hướng kính của vòng chia < 0.03
Độ không vuông góc giữa mặt đầu và đường tâm lô nằm trong khoảng 0.01-
0.015(mm) / 100 mm đường kính
Độ chính xác kích thước lô đạt cấp 7
Nhám bề mặt răng Ra=2.5
Độ cứng bề mặt đạt 35 HRC
Cấp chính xác của bánh răng đạt cấp 6
Trong chế tạo bánh răng ta có 4 chỉ tiêu để đánh giá độ chính xác:
- Độ chính xác động học
- Độ chính xác ổn định
- Độ chính xác về tiếp xúc
- Độ chính xác về khe hở cạnh bên
Các phương pháp gia công lần cuối các bề mặt quan trọng:
Bề mặt răng có thể gia công bằng phương pháp phay để đạt nhám Ra 2.5
Đối với mặt đầu dùng phương pháp tiện bán tinh để Rz20
Mặt lô ta tiến hành chuốt để đạt Ra2.5
2. Chọn phôi va phương pháp chê tạo phôi
GVHD: TS. Lê Thanh S n.ơ Page 134

Đ án t t nghi pồ ố ệ
Chọn phôi dập để chế tạo bánh răng, ta có bản vẽ phôi dập như sau:
Hinh 2-Ban vẽ phôi dập
3.THIẾT KẾ QUÁ TRÌNH CÔNG NGHỆ
a) Lập trình tự các nguyên công
Căn cứ vào các phương án chọn chuẩn thô và chuẩn
tinh, căn cứ vào trạng thái bề mặt cuối cùng của chi tiết gia
công, ta lập thứ tự gia công các bề mặt như sau:
TTNC
Nội dung Máy
1Tiện thô mặt đầu, vát mép trụ, vát mép lô, tiện thô lô
1K62
GVHD: TS. Lê Thanh S n.ơ Page 135

Đ án t t nghi pồ ố ệ
2 Tiện tinh lô 1K62
3Khoả mặt đầu, tiện thô mặt trụ, vát mép lô, vát mép trụ
1K62
4Tiện thô trụ 200, 240 tiện thô mặt A, tiện rãnh, vát mép
1K62
5Tiện bán tinh 336.5, tiện bán tinh 200,240 tiện bán tinh mặt A, tiện bán tinh mặt đầu.
1K62
6 Phay răng 5K32
7 Nhiệt luyện
8 Tổng kiểm tra
GVHD: TS. Lê Thanh S n.ơ Page 136

Đ án t t nghi pồ ố ệ
Nguyên công I :
Ø199.5
GVHD: TS. Lê Thanh S n.ơ Page 137

Đ án t t nghi pồ ố ệ
Nguyên công II :
Ø199.5
GVHD: TS. Lê Thanh S n.ơ Page 138

Đ án t t nghi pồ ố ệ
Nguyên công III :
Ø
GVHD: TS. Lê Thanh S n.ơ Page 139

Đ án t t nghi pồ ố ệ
Nguyên công IV :
GVHD: TS. Lê Thanh S n.ơ Page 140

Đ án t t nghi pồ ố ệ
Nguyên công VI :
Sd
n
fn
GVHD: TS. Lê Thanh S n.ơ Page 141

Đ án t t nghi pồ ố ệ
Nguyên công VIII : Nhiệt luyện
GVHD: TS. Lê Thanh S n.ơ Page 142

Đ án t t nghi pồ ố ệ
Nguyên công IX : Tổng kiểm tra
n
n
A
A
1:1000
1:1000
GVHD: TS. Lê Thanh S n.ơ Page 143

Đ án t t nghi pồ ố ệ
6. TRA CHẾ ĐỘ CẮT CHO CÁC NGUYÊN CÔNG6.1) Nguyên công 1: - Lập sơ đồ gá đặt: Đây là nguyên công tiện các mặt làm chuẩn tinh ,đảm bảo độ đồng tâm ,độ đảo không quá 0,03mm do đó ta định vị và kẹp chặt chi tiết lên mâm cặp ba chấu trái tự định tâm - Chọn máy: Máy tiện 1K62. Công suất động cơ Nm = 10kW- Thông số máy: Chiều cao tâm 200mm.Số vòng quay trục chính 12,5..2000 vòng /phút,bước tiến dao dọc 0,07…4,15, bước tiến dao ngang 0,035…2,08- Chọn dao: Dao tiện lô trong ta dùng dao ba gắn mảnh hợp kim T15K6
Dao tiện đầu cong có gắn mảnh hợp kim cứng T15k6 Dao tiện ngoài để khoả thẳng mặt đầu HKC T15K6
( Tra theo bảng 6-1 Dao tiện Sổ tay Công nghệ Chế Tạo Máy ):-Lượng dư gia công: Tiện thô với lượng dư tiện thô bề mặt ngoài Zb1 = 2 mm và lượng dư tiện thô mặt đầu Zb2 =2,5 mm,tiện lô Zb3 = 2 mm- Các bước gia công : 1/Tiện khoả mặt đầu M
2/Tiện trụ ngoài 366 3/Tiện lô 200
-Chế độ cắt: Bước 1 :Tiện khoả mặt đầu M đạt kích thước 366mm Chiều sâu cắt t = 2.5 mm, lượng chạy dao S = 0,6 mm/vòng, tốc độ cắt V = 70m/phút(tra bảng 5-29 Sổ Tay CNCTM) . Các hệ số hiệu chỉnh:
K1: Hệ số điều chỉnh phụ thuộc vào nhóm và cơ tính của thép cho trong bảng 5-3 Sổ tay CNCTM- k1 = 0,9
K2: Hệ số điều chỉnh phụ thuộc vào trạng thái của bề mặt gia công và chu kỳ bền của dao cho trong bảng 5-37 Sổ tay CNCTM- k2 = 0,6
K3: Hệ số điều chỉnh phụ thuộc vào dạng gia công cho trong bảng 5-36 Sổ tay CNCTM- k3 = 0,75.
Vậy tốc độ tính toán là: Vt=Vb.k1.k2.k3= 70.0,9.0,6.0,75 = 28,35 m/phút.Số vòng quay của trục chính theo tốc độ tính toán là:
nt = 190.14,3
35,28.1000
.
.1000
d
vt
47,5 vòng/phút
Ta chọn số vòng quay theo máy nm = 50 vòng/phút. Như vậy, tốc độ cắt thực tế sẽ là:
Vtt = 1000
50.190.14,3
1000
.. mnd 29,8 m/phút.
Tra bảng 5-68 N=1,2Kw ,máy tiện hoàn toàn thoả mãn công suất cắt đó.Bước 2 : Tiện trụ ngoài đạt kích thước 191
Chiều sâu cắt t = 2 mm, lượng chạy dao S = 0,6 mm/vòng, tốc độ cắt V = 120m/phút (Tra bảng 5-29 số tay CNCTM ). Các hệ số hiệu chỉnh:
GVHD: TS. Lê Thanh S n.ơ Page 144

Đ án t t nghi pồ ố ệ
K1: Hệ số điều chỉnh phụ thuộc vào nhóm và cơ tính của thép cho trong bảng 5-3 Sổ tay CNCTM- k1 = 0,9
K2: Hệ số điều chỉnh phụ thuộc vào trạng thái của bề mặt gia công và chu kỳ bền của dao cho trong bảng 5-37 Sổ tay CNCTM- k2 = 0,6
K3: Hệ số điều chỉnh phụ thuộc vào dạng gia công cho trong bảng 5-36 Sổ tay CNCTM- k3 = 0,75.
Vậy tốc độ tính toán là: Vt=Vb.k1.k2.k3= 120.0,9.0,6.0,75 = 48,6 m/phút.Số vòng quay của trục chính theo tốc độ tính toán là:
nt = 190.14,3
6,48.1000
.
.1000
d
vt
81,4 vòng/phút
Ta chọn số vòng quay theo máy nm = 80 vòng/phút. Như vậy, tốc độ cắt thực tế sẽ là:
Vtt = 1000
80.190.14,3
1000
.. mnd 47,7 m/phút.
Công suất động cơ tra theo chế độ cắt N =1,7 KwBước 3 : Tiện lô đạt kích thước 200mm
Chiều sâu cắt t = 2 mm, lượng chạy dao S = 0,6 mm/vòng, tốc độ cắt V = 110m/phút (tra bảng 5-29 sỏ tay CNCTM) . Các hệ số hiệu chỉnh:
K1: Hệ số điều chỉnh phụ thuộc vào nhóm và cơ tính của thép cho trong bảng 5-3 Sổ tay CNCTM- k1 = 0,9
K2: Hệ số điều chỉnh phụ thuộc vào trạng thái của bề mặt gia công và chu kỳ bền của dao cho trong bảng 5-37 Sổ tay CNCTM- k2 = 0,75
K3: Hệ số điều chỉnh phụ thuộc vào dạng gia công cho trong bảng 5-36 Sổ tay CNCTM- k3 = 0,85.
Vậy tốc độ tính toán là: Vt=Vb.k1.k2.k3= 110.0,9.0,75.0,85 = 63 m/phút.Số vòng quay của trục chính theo tốc độ tính toán là:
nt = 190.14,3
63.1000
.
.1000
d
vt
105,5 vòng/phút
Ta chọn số vòng quay theo máy nm = 125 vòng/phút. Như vậy, tốc độ cắt thực tế sẽ là:
Vtt = 1000
125.160.14,3
1000
.. mnd 62,8 m/phút.
Công suất cắt yêu cầu N =2,9 kw- Sơ đồ nguyên công:
GVHD: TS. Lê Thanh S n.ơ Page 145

Đ án t t nghi pồ ố ệ
Ø199.5
6.3) Nguyên công 3: Tiện thô mặt đầu,phần mặt ngoài còn lại- Phương pháp gia công: Tiện trên máy tiện vạn năng bằng dao tiện mặt đầu, dao tiện ngoài - Định vị vào mặt tròn ngoài 334,5hạn chế 2 bậc tự do và mặt đầu hạn chế 3 bậc tự do. - Kẹp chặt bằng mâm cặp 3 chấu tự định tâm.- Chọn máy: Máy tiện ren vít vạn năng 1K62 có công suất động cơ N = 10Kw. (tra bảng 9.4[4])- Chọn dao:
+) Dao tiện ngoài thân cong gắn mảnh hợp kim cứng T15K6, H= 20, B=16, L = 120, (tra bảng 4.6[2]), dùng tiện mặt đầu và tiện tròn ngoài. +) Dao tiện ngoài thân thẳng có gắn mảnh hợp kim cứng T15K6;H=20,B=16; L = 120 để tiện phần mặt ngoài (tra bảng 4.5[2]),- Sơ đồ nguyên công:
GVHD: TS. Lê Thanh S n.ơ Page 146

Đ án t t nghi pồ ố ệ
Ø
6.4) Nguyên công 4: Tiện tinh mặt đầu 2,1 phần mặt ngoài, mặt lô 120- Phương pháp gia công: Tiện trên máy tiện vạn năng bằng dao tiện mặt đầu, dao tiện lô. - Định vị vào mặt tròn ngoài 333,5 hạn chế 2 bậc tự do và mặt đầu 3 hạn chế 3 bậc tự do. - Kẹp chặt bằng mâm cặp 3 chấu tự định tâm. - Chọn máy: Máy tiện ren vít vạn năng 1K62 có công suất động cơ N = 10Kw. (tra bảng 9.4[4])- Chọn dao: +) Dao tiện ngoài thon cong gắn mảnh hợp kim cứng T15K6, H= 20, B=16, L = 120, (tra bảng 4.6[2]), dựng tiện mặt đầu +) Dao tiện ngoài thân thẳng có gắn mảnh hợp kim cứng T15K6;H=20,B=16; L = 120 (tra bảng 4.5[2]) để tiện phần mặt ngoài, +) Dao tiện lô có gắn mảnh hợp kim cứng T15K6;H = B = 16, L = 140,P=40 (tra bảng 4.13[2]) để tiện lô 120- Sơ đồ nguyên công:
GVHD: TS. Lê Thanh S n.ơ Page 147

Đ án t t nghi pồ ố ệ
6.5) Nguyên công 5 : Tiện tinh mặt đầu 1, phần mặt ngoài còn lại- Phương pháp gia cụng: Tiện trên máy tiện vạn năng bằng dao tiện mặt đầu, dao tiện lô. - Định vị vào mặt tròn ngoài 333,5 hạn chế 2 bậc tự do và mặt đầu 3 hạn chế 3 bậc tự do. - Kẹp chặt bằng mâm cặp 3 chấu tự định tâm. - Chọn máy: Máy tiện ren vít vạn năng 1K62 có công suất động cơ N = 10Kw. (tra bảng 9.4[4])- Chọn dao: +) Dao tiện ngoài thân cong gắn mảnh hợp kim cứng T15K6, H= 20, B=16, L = 120, (tra bảng 4.6[2]) - Sơ đồ nguyên công:
GVHD: TS. Lê Thanh S n.ơ Page 148

Đ án t t nghi pồ ố ệ
6.6) Nguyên công 6: Phay răngChọn máy và dụng cụ cắt.
Chọn máy phay lăn răng 5A312 có đặc tính kỹ thuật:-Đường kính bánh răng gia công lớn nhất(mm): 320-Môdun lớn nhất (mm): 6-Chiều rộng bánh răng(mm): 180-Phạm vi tốc độ trục chính: 94 650 vòng/phút-Công suất động cơ: 5 kW- Chọn dụng cụ: +Dao phay lăn răng liền khối loại II (bảng4.106[2]):do=63;d=27;d1=40;Zo=12- Sơ đồ nguyên cụng:
GVHD: TS. Lê Thanh S n.ơ Page 149

Đ án t t nghi pồ ố ệ
Sd
n
fn
6.7) Nguyên công 7: Nhiệt luyện
- Tôi ở nhiệt độ C, làm nguội trong môi trường nước.
- Ram ở nhiệt độ C là ram trung bình, làm nguội trong môi trường không khí
6.8) Tổng kiểm traa) Kiểm tra độ đồng tâm giữa đường tròn vòng chia và mặt trụ trong, kiểm tra độ không vuông góc giữa mặt đầu và tâm lô:- Dụng cụ bao gồm:+ Đồng hồ xo, bàn máp, trục gá côn 1/1000, bi trụ d=m, hai chống tâmb) Sơ đồ gá dặt , định vị, kẹp chặt, chiều chuyển động của dao chi tiết:- Định vi 5 bậc tự do- Mặt trụ trong khống chế 2 bậc ta sử dụng chốt trụ ngắn, mặt đầu khống chế 3 bậc ta cho chi tiết tỳ vào mặt đầu của bạc.- Bạc định vị trên trục gá côn 5 bậc. Chi tiết được kẹp chặt nhờ độ côn của trục gá.- Chông tâm trục gá trên bàn máy
GVHD: TS. Lê Thanh S n.ơ Page 150

Đ án t t nghi pồ ố ệ
c) Bước công nghệ: C1) Kiểm tra độ đồng tâm giữa đường tròn vòng chia và mặt trụ trong:
- Đặt đũa trụ vào rãnh răng.- Đặt mũi chỉ đồng hồ xo lên đường sinh cao nhất trên đũa trụ và chỉnh về 0.- Quay chi tiết đi một góc ta đặt đồng hồ đô trên vị tri cao nhất của đũa trụ xem
đông hồ chỉ số. Quay chi tiêt 1 vòng ghi lai kết quả đo được và lấy giá trị lớn nhất.
C2) Kiểm tra độ không vuông góc giữa mặt đầu và đường tâm lô:
GVHD: TS. Lê Thanh S n.ơ Page 151

Đ án t t nghi pồ ố ệ
n1:1000
- Đặt mũi chỉ đồng hồ lên mặt đầu tại vị trí xa tâm quay nhất.- Đồng hồ chỉnh về 0.- Quay chi tiết đi một góc ta ghi các giá tri chỉ trên đòng hồ, quay chi tiết một
vòng sau đó lấy giá trị lớn nhất.
GVHD: TS. Lê Thanh S n.ơ Page 152

Đ án t t nghi pồ ố ệ
TAI LIỆU THAM KHẢO
[1]- Trịnh Chất – Lê Văn Uyển : Tính toán thiết kế hệ thống dẫn động cơ
khí, Tập I,II Nhà xuất bản Giáo dục-1999,
[2]- Nguyên Trọng Hiệp : Chi tiết máy, tập I và tập II,
[3]- Nhà xuất bản Giáo dục,
[4]- Ninh Đức Tốn - Đô Trọng Hùng: Hướng dãn làm bài tập dung sai
[5]- Trường đại học bách khoa Hà nội – 2000,
[6]- Trịnh Chất : Cơ sở thiết kế máy và chi tiết máy
[7]- Sổ tay CNCTM – PGS Trần Văn Địch
[8]- Thiết kế Đồ án CNCTM- PGS Trần Văn Địch
[9]- Sổ tay CNCTM, tập II,III,IV- Nguyên Ngọc Anh 1976
[10]- Atlats đồ gá – PGS Trần Văn Địch
[11]- Đồ gá cơ khí hoá và tự động hoá – PGS Trần Văn Địch 2003
[12]- Công nghệ nhiệt luyện- PTS Phạm Thị Minh Phương 2000
[13]- Sổ tay nhiệt luyện – X.A.Filinốp, I.V.Firger,1971
[14]- Sổ tay CNCTM, tập I- PGS Nguyên Đắc Lộc
[15]- Sổ tay CNCTM, tập II- PGS Nguyên Đắc Lộc
[16]- Sổ tay CNCTM, tập I- Nguyên Ngọc Anh 1976
[17]- Hướng dẫn thiết kế đồ án dao cắt- Trịnh Khắc Nghiêm-1991
GVHD: TS. Lê Thanh S n.ơ Page 153