Embed Size (px)
Citation preview

Module 4b 1
Casting process (continued)

Module 4a 2
Casting Principle of the process
Structure
Process modeling
Defects/quality control
Design and DFM
Process variation
Process design: how to determine the process parameters so that the desired product can be manufactured and defects are eliminated as much as possible

Module 4a 3
Design of a casting process is to determine:
pattern, mold, sprue, gating system, mold cavity, riser parting line
pour temperature
Process goal: Mold cavity is completely filled without defect
Process constraints: casting material, casting geometry, cost, time, quality

Module 4b 4
To control the shrinkage
cavity to the riser
Process design

Module 4b 5
Directional Solidification – Forced Solidification
Riser (V/A)2 > (V/A)1
Location of riser
External and Internal Chills
Process design

Module 4b 6
Process design
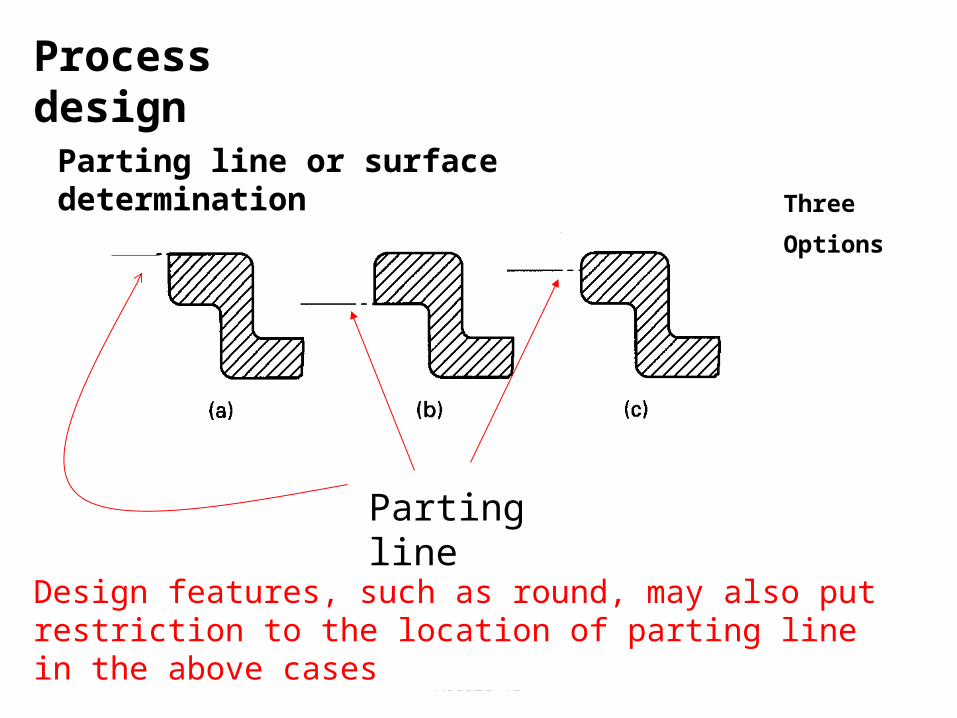
Design for locating parting line – determine parting line or surface
Parting line or parting surface is the interface that separates the cope and drag halves of a mold, flask, or pattern and also the halves of a core in some core-making processes.

Module 4b 7
The main functional requirement for determining the parting line is: the pattern can be drawn out from the mold to leave a cavity. Besides, this basic function, the selection of parting line can affect
1. Cores (as little as possible)
2. Draft (as little as possible)
The core and draft cause material waste and extra steps in the casting process, which means cost increase.
Process design
(a)
(b)
(b) Is better as there is no need to have core and no need of draft; but (a) needs them.
Module 4b 8
Parting line or surface determination
Design features, such as round, may also put restriction to the location of parting line in the above cases
Three
Options
Process design
Parting line

Module 4b 9
Casting Principle of the process
Structure
Process modeling
Defects
Design and DFM
Process variation

Module 4b 10
Design and DFM
Original design Modified design

Module 4b 11
Design for Controlling the process
Design and DFM

Module 4b 12
Two sections intersection causes: hot spots (gap) and stress concentration
Stress concentration
Fillets
Hot spots
shrinkage
Design and DFM

Module 4b 13
Fillet
Holes
Design and DFM

Module 4b 14
Design and DFM

Module 4b 15
Solution to Cavity caused due to Shrinkage
Pattern shrinkage allowance
Large casting, special rule: 1% - 5%
Design and DFM
Module 4b 16
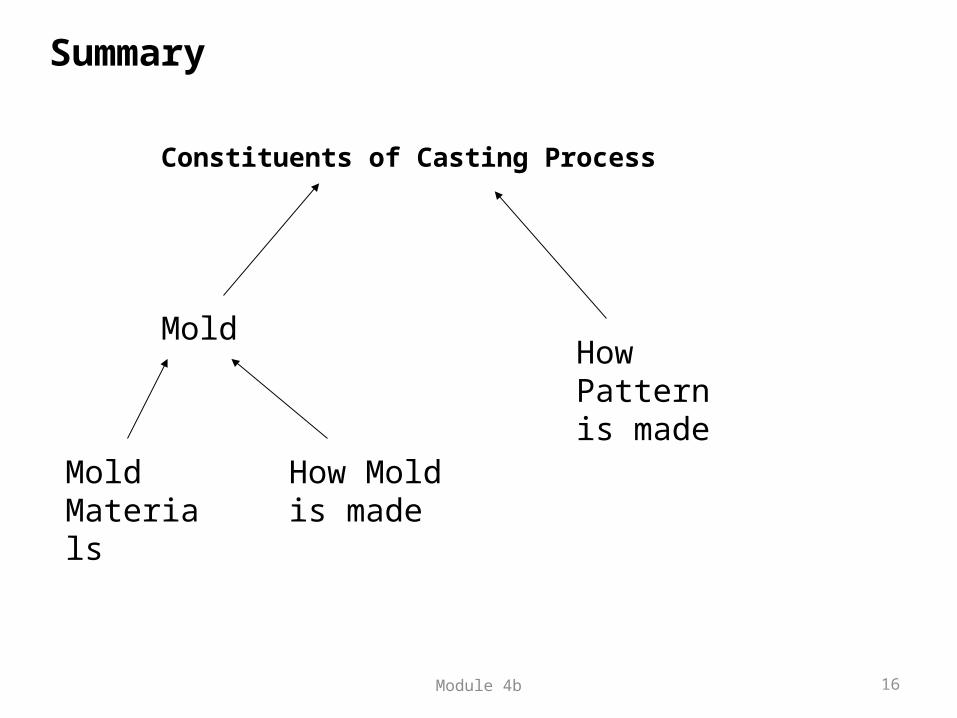
Summary
Constituents of Casting Process
Mold
How Mold is made
Mold Materials
How Pattern is made

Module 4b 17
Casting
Permanent casting
Expandable castingOne casting one mold
One mold multiple casting
Summary

Module 4b 18
What We are Going to Look at Given a Casting Process
Type of casting:
expandable or permanentSurface quality
Way to make moldWay to make pattern
Quality Requirement
Function Requirement
Volume of Production
Summary





























